KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 1
STALE OBRABIANE
CIEPLNNO-MECHANICZNIE
EWE III
2 godz.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 2
UMOCNIENIE PRZEZ PRZEMIANY FAZOWE
Mechanizmy:
im niższa temperatura przemiany Austenit – Ferryt, tym:
-drobniejsze produkty przemiany
-Większa gęstość dyslokacji,
-Większa dyspersja wydzieleń,
-Większe przesycenie roztworu stałego.
Sposób wykorzystania:
-Obróbka cieplno-plastyczna,
-Ulepszanie cieplne.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 3
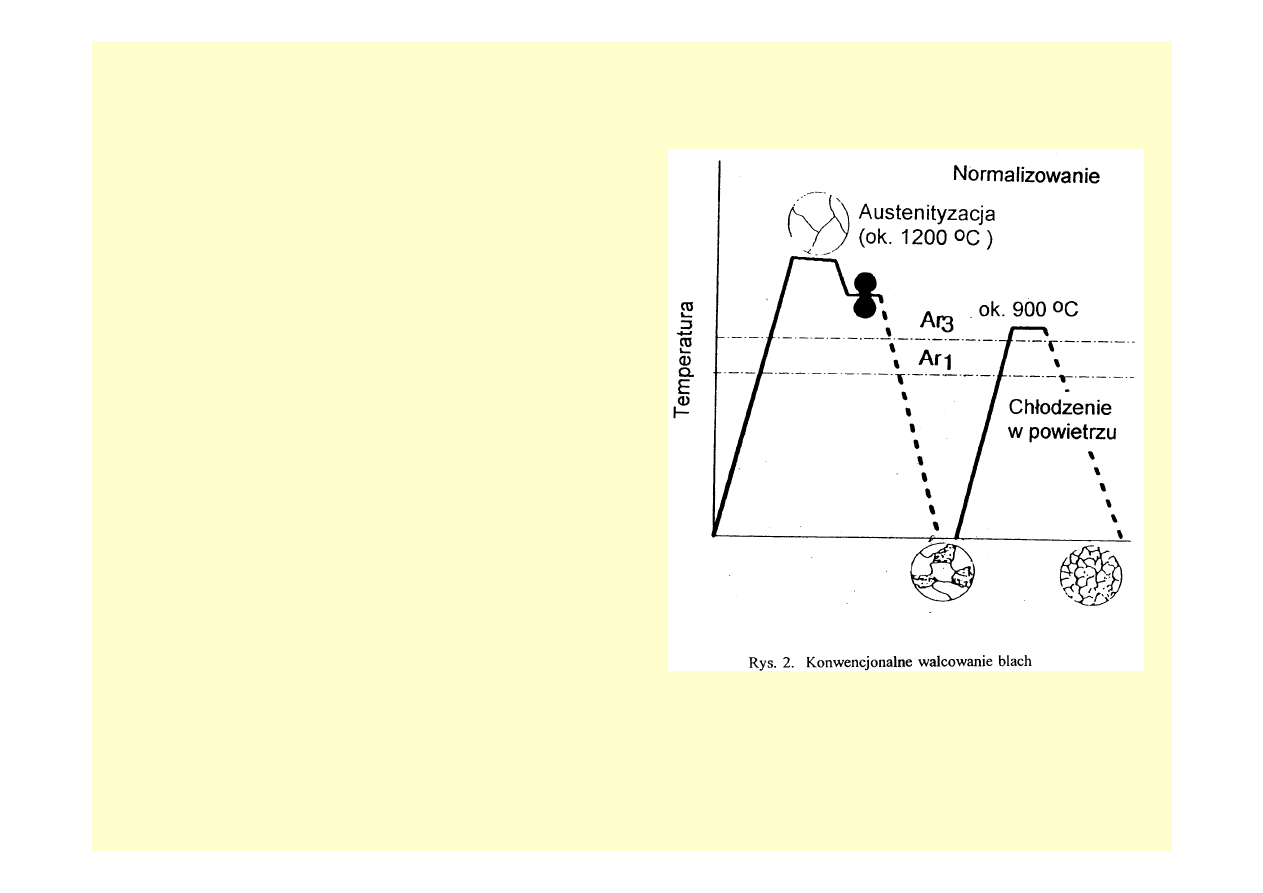
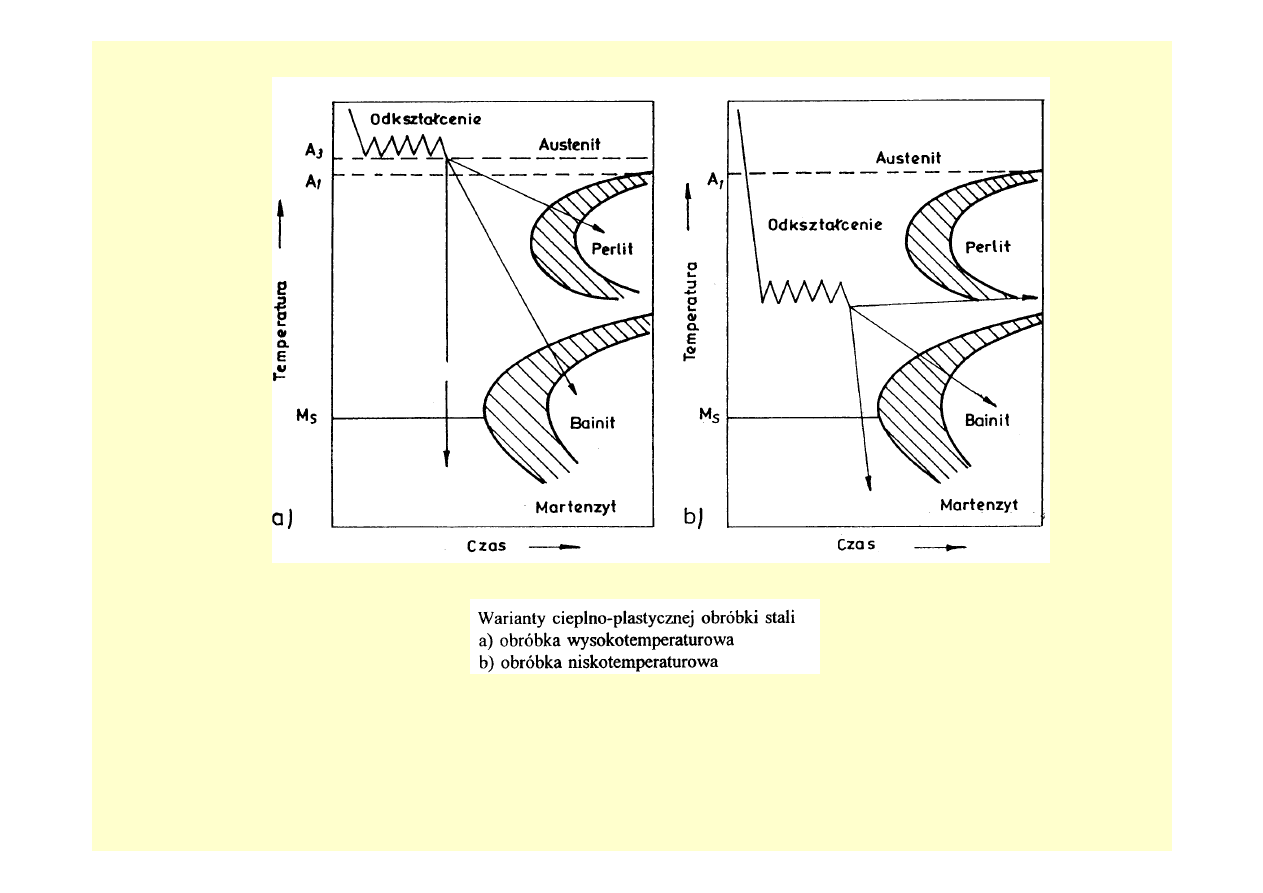
Obróbka cieplno-plastyczna.
Zadania konwencjonalnej obróbki plastycznej –
nadanie stosownego kształtu.
Polega na:
•Podgrzaniu do 1200
0
C,
•Walcowaniu,
•Chłodzeniu na powietrzu.
Stal ma strukturę gruboziarnistą ( niskie
własności wytrzymałościowe i udarność).
Dla poprawienia sytuacji stosuje się
normalizowanie.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 4
Drogi zastosowania
•Walcowanie normalizujące (100
0
C niżej od
walcowania konwencjonalnego – zgniot –
wydłużone ziarna – rekrystalizacja – drobne
ziarna), walcowanie końcowe w temp.
normalizacji (drobny austenit jako wynik
pełnej rekrystalizacji) – chłodzenie w
powietrzu. Stal ma Re= do 500MPa tyle co po
konwencjonalnym walcowaniu z normalizacją.
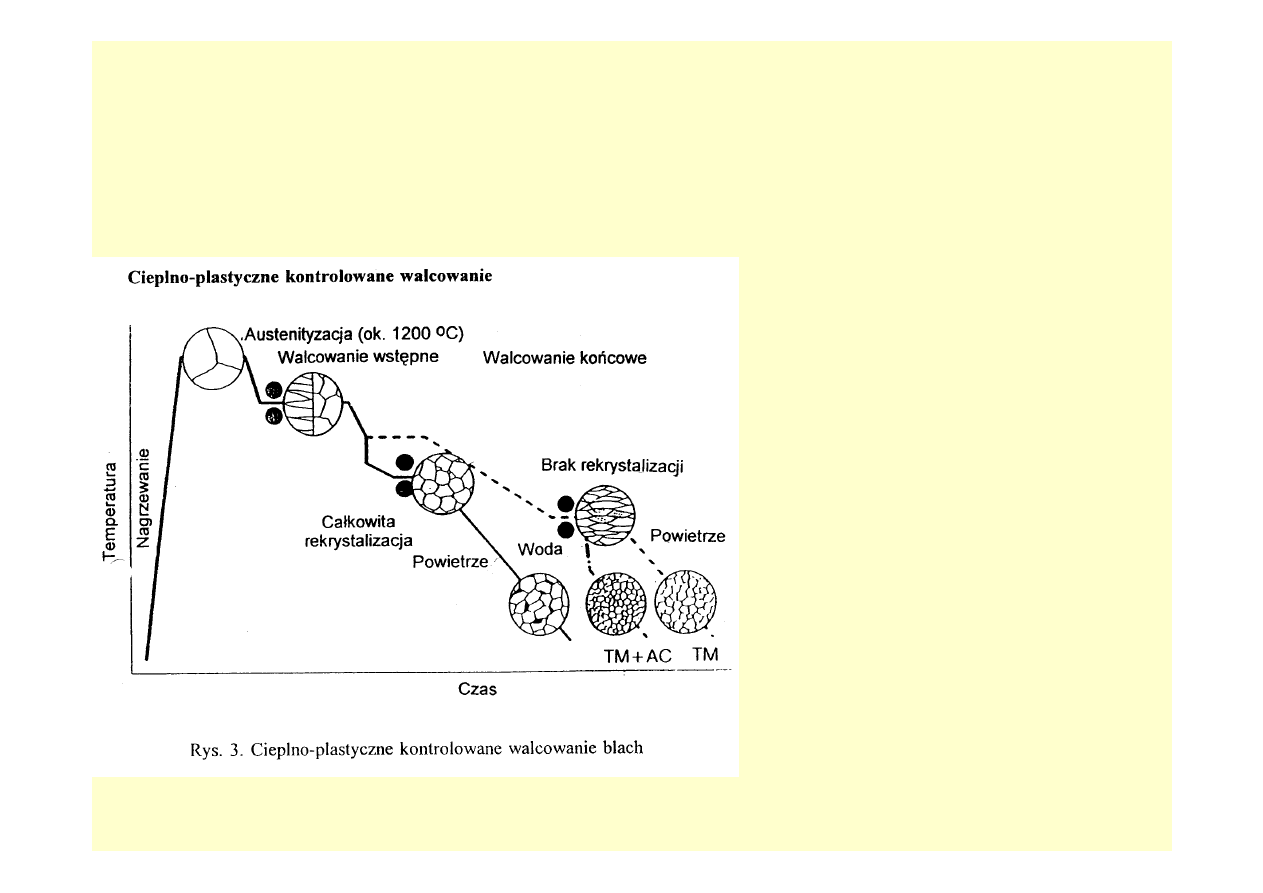
•Obróbka cieplno-plastyczna (walcowanie
wstępne poniżej walcowania normalizującego
– walcowanie końcowe w temperaturze
znacznie niższej dla ograniczenia
rekrystalizacji austenitu (Nb i Ti przesuwają
temperaturę rekrystalizacji w górę).
W czasie chłodzenia po walcowaniu przemiany
fazowe rozpoczynają się w silnie
odkształconym drobnoziarnistym austenicie
austenicie dużej gęstości dyslokacji.
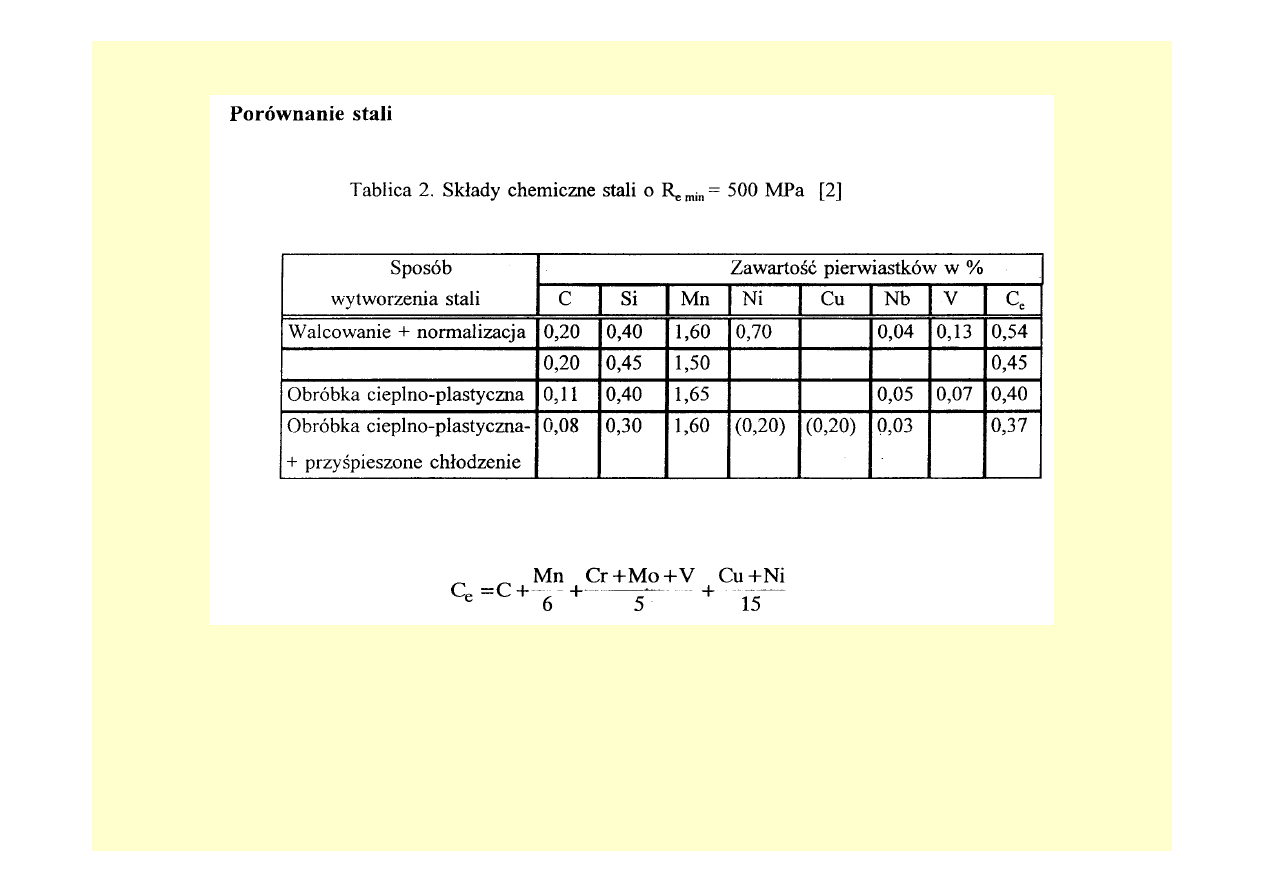
Chłodzenie w powietrzu daje drobny ferryt i
małą ilość perlitu (stale niskoperlityczne), a
przy chłodzeniu strumieniem wody drobny
ferryt poligonalny lub iglasty z kainitem a
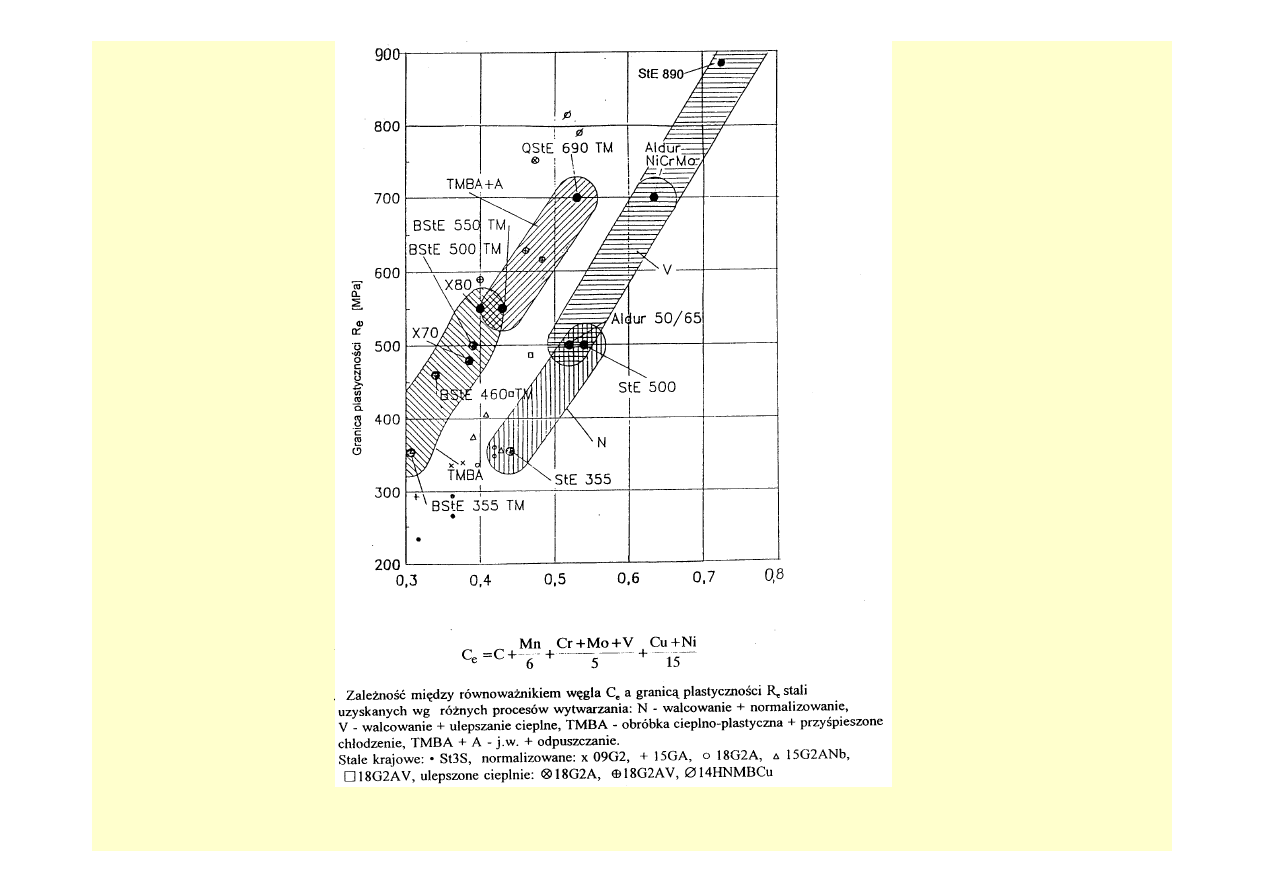
czaem martenzytem. Skutek Re= do 700MPa w
zależności od temperatury końca walcowania i
szybkości chłodzenia.
Dalszy wzrost własności uzyskuje się przez cieplno-plastyczne
kontrolowane walcowanie z wykorzystaniem efektu:
•Wzrostu udarności i wytrzymałości wskutek zmniejszenia średnicy
ziarna,
•Ograniczenia i/lub opóźnienia rekrystalizacji wskutek działania
mikrododatków (Nb, Ti).
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 5
Re
Re
Re
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 6
EN10113
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 7
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 8
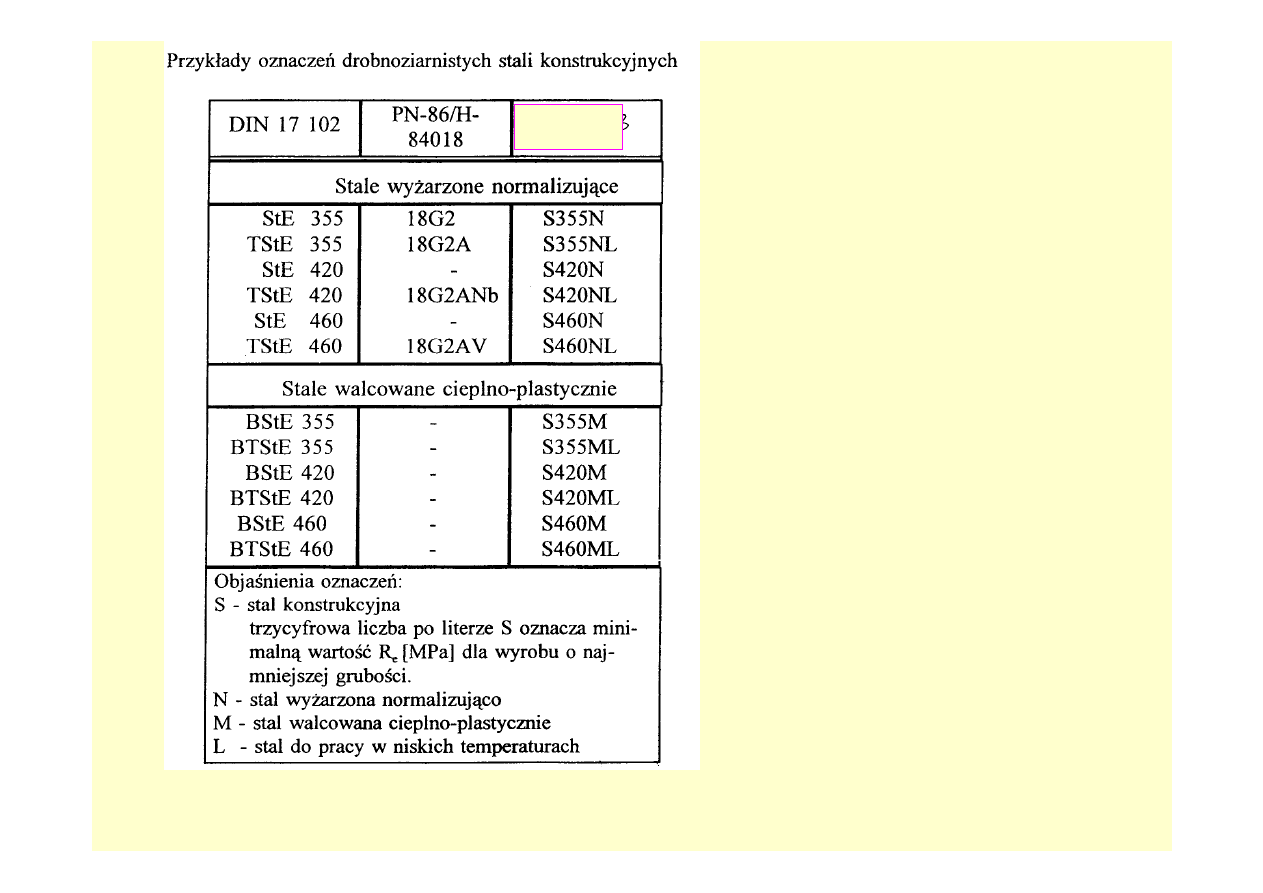
Normy obejmujące stale
obrabiane termomechanicznie:
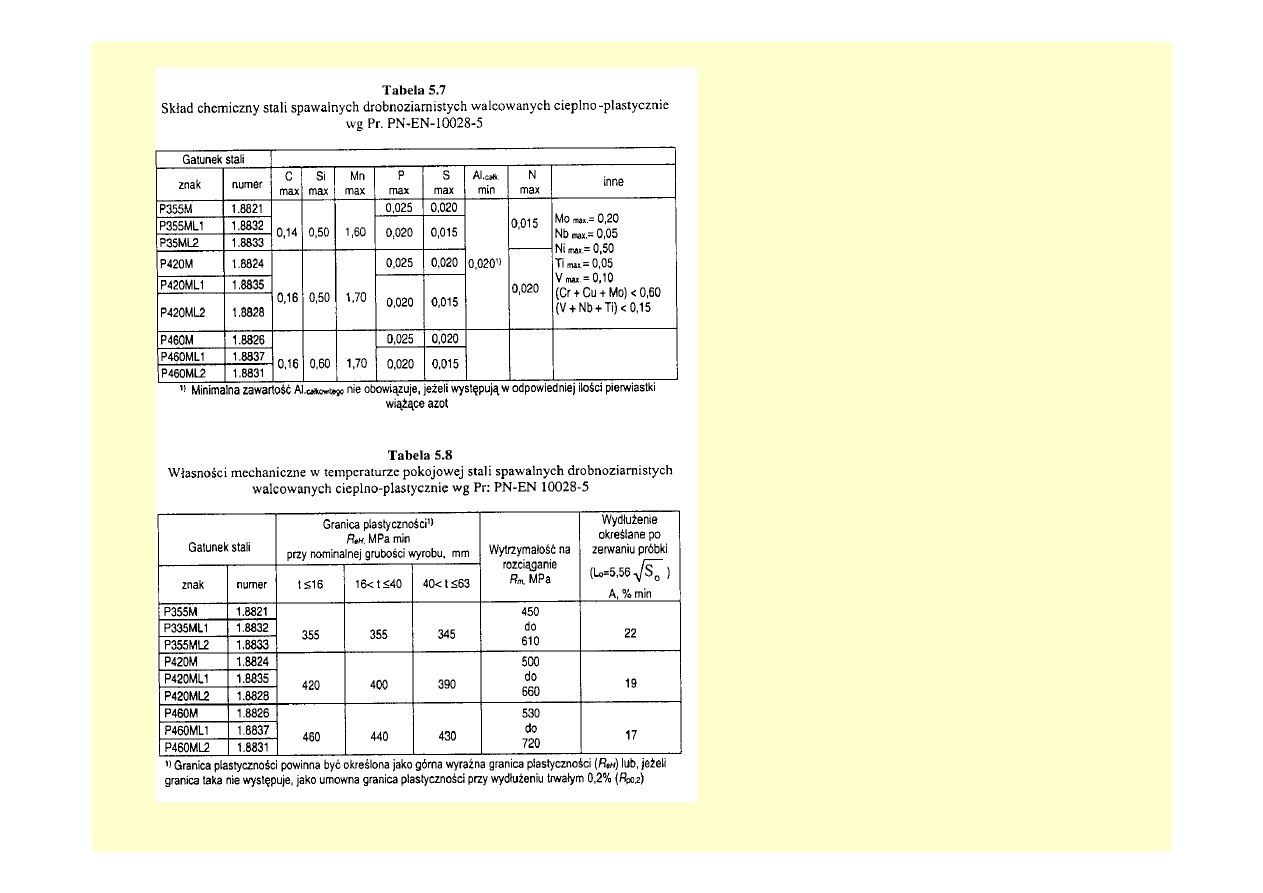
EN 10028-5 –urządzenia
ciśnieniowe
EN 10113-3 – stale konstrukcyjne
- wyroby
EN 10149-2 – stale do
kształtowania na zimno o
wysokiej wytrzymałości
M – obrabiane cieplno-plastycznie
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 9
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 10
Zachowanie się stali podczas spawania
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 11
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 12
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 13
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 14
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 15
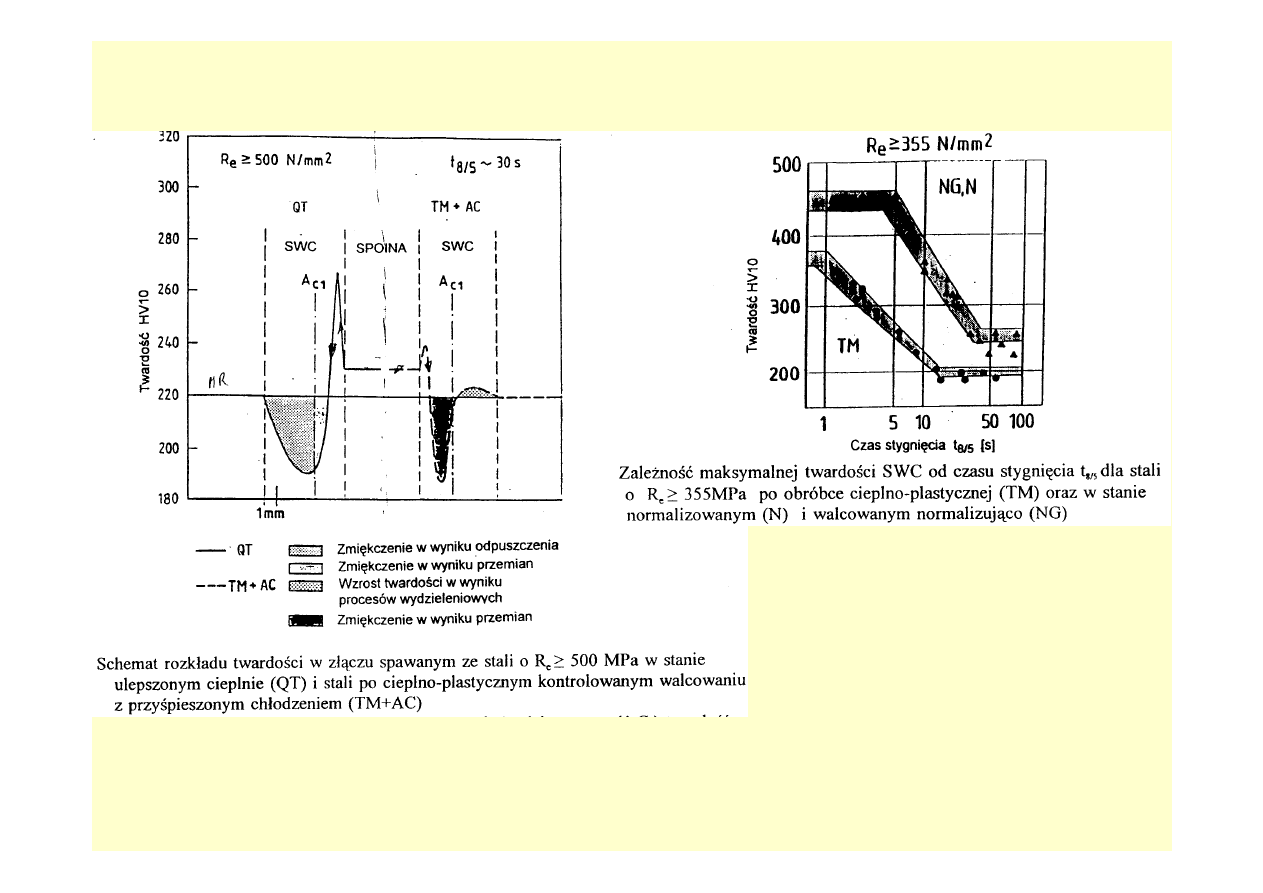
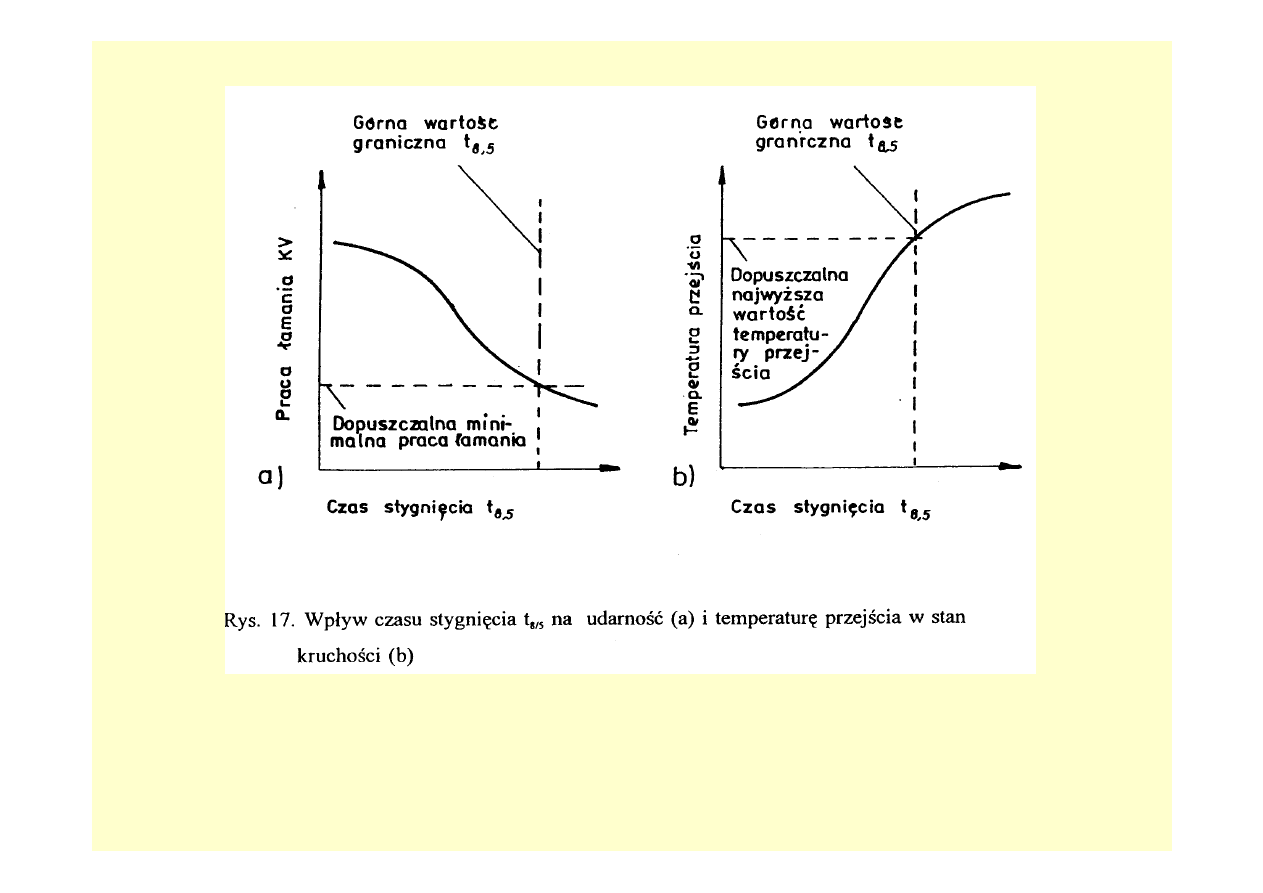
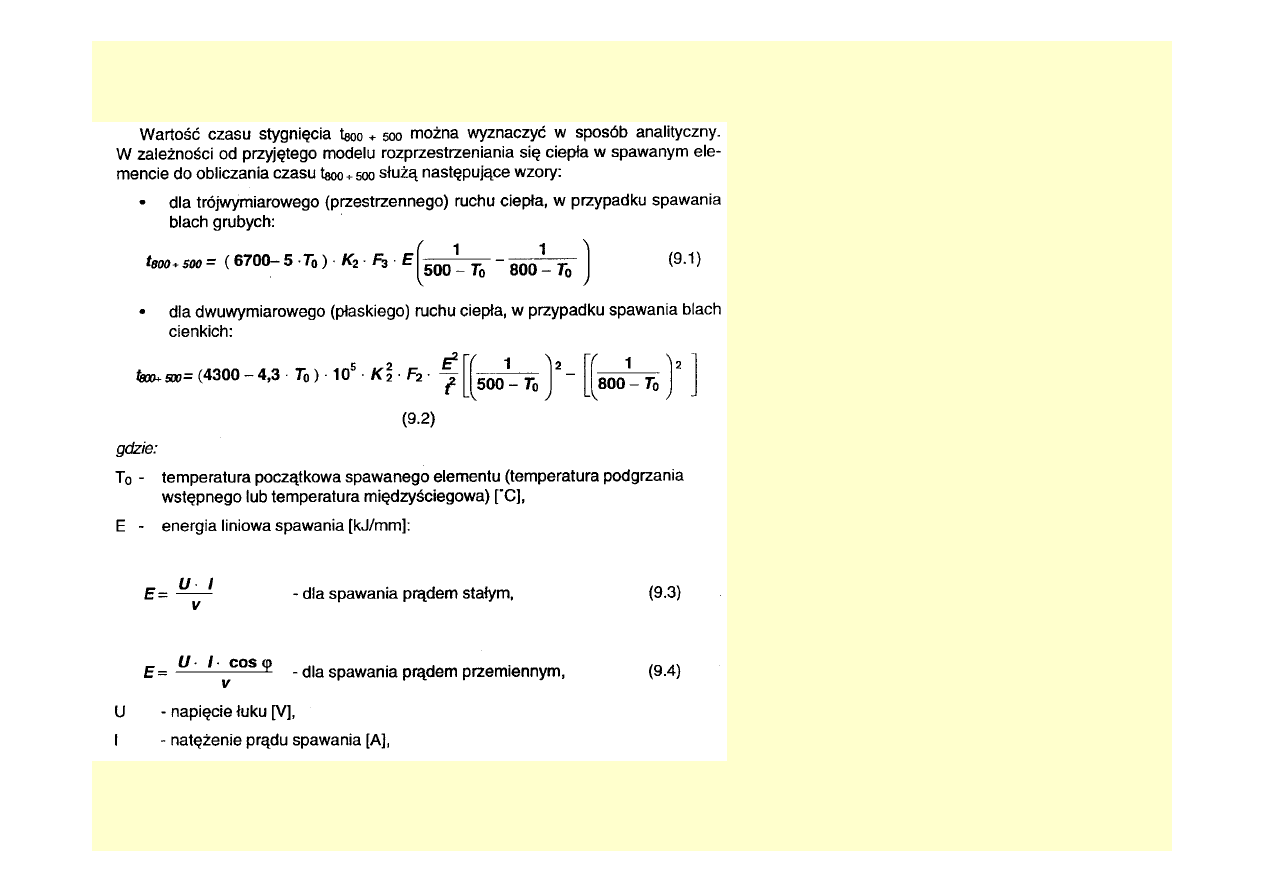
Określanie czasu t
8/5
dla złącza spawanego
V – prędkość spawania,
Cos
φ –wsp.ółczynnik mocy
K2 –wsp. uwzględnienia sprawności nagrzewania
dla procesu spawania
F –wsp. Kształtu złącza
T –grubość materiału
Wartości wsp. K2 dla różnych metod spawania:
Metoda:
K2
SAW
1,0
MMA
0,8
MIG/MAG
0,8
TIG
0,6
PAW
0,6
Inne metody to:
-przy użyciu nomogramów,
-obliczenia według Rykalina.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 16
Ulepszanie cieplne,
Ulepszanie cieplne = hartowanie + odpuszczanie
Wynik takiej obróbki cieplnej to struktura martenzytu odpuszczonego (sorbitu) lub bainitu
odpuszczonego.
Uzyskuje się Re = 450 – 1000MPa w zależności od:
-składu chemicznego,
-sposobu walcowania,
-sposobu prowadzenia obróbki cieplnej.
Najłatwiej uzyskać strukturę martenzytyczną zwiększając zawartość pierwiastków zwiększających
hartowność. Odbywa się to kosztem spawalności.
Najkorzystniejsze warunki uzyskuje się dla stali strukturze baintu lub martenzytu niskowęglowego.
KTMM i Spawalnictwa P.G
Materiały i ich zachowanie przy spawaniu dr inż. Tomasz Kozak
EWE III 2_11 17
Typowe stale:
Bainityczna:
15HNMA – 0,15%C; 0,9%Mn;
0,35%Si; 0,6%Cr; 0,1%V; 0,005-
0,03%B Re=500MPa
15MBA – 0,15%C; 0,6%Mn; 0,35%Si;
0,05%V; 0,003%B Re=500MPa
Martenzytyczna: typowa stal T1:
14HNMBCu – 0,15%C; 0,5%Mn;
0,3%Si; 0,6%Cr; 0,%Mo; 0,05%V;
0,002%B; 0,4%Cu Re=700MPa
Bor (B) zastępuje Ni, V, Cr, Mn bez
pogorszenia spawalności i powoduje:
-rozdrobnienie ziarna,
-odtlenianie i odazotowanie stali,
-silne zwiększenie hartowności.
Do temperatury odpuszczania 600
0
C
stała twardość 32 - 38 HRC
Document Outline
Wyszukiwarka
Podobne podstrony:
11 Srodki techiczne 2013 14id 1 Nieznany (2)
11 wagony pasazerskie wag pasaz Nieznany
6 11 209 lacina id 43516 Nieznany (2)
6 25 11 2011 la grammaire desc Nieznany (2)
22 11 2013 Gruca Podstid 29475 Nieznany (2)
11 2012 endokryny test cukrzyca Nieznany
11 WRZESNIA PYTANIA BEZ ODPOWI Nieznany (2)
11 Uprawa roslin warzywnych pod Nieznany
2010 11 WIL Wyklad 07id 27178 Nieznany (2)
11 ROZ warunki tech morski Nieznany
dietetyka 11 06 2011 id 136280 Nieznany
2014 03 02 11 50 58 01id 28533 Nieznany
2010 11 WIL Wyklad 03id 27176 Nieznany (2)
2014 03 02 11 43 30 01id 28527 Nieznany
Cwiczenia nr 11,12 RPiS id 1246 Nieznany
zestaw 11 ruch drgajacy id 5879 Nieznany
AM2 11 Zamiana zmiennych id 587 Nieznany (2)
więcej podobnych podstron