Charakterystyka właściwości materiałów narzędziowych zastosowanych w ćwiczeniu:
S20S – gatunek przeznaczony do obróbki dokładnej i średnio-dokładnej stali i staliwa, przy
odpowiednio dużych prędkościach skrawania i umiarkowanych posuwach.
NTH2 – gatunek podwójnie pokrywany, przeznaczony do obróbki średnio-dokładnej i zgrubnej żeliwa
ciągliwego, szarego oraz kruchych materiałów dających krótki wiór przy odpowiednio dużych
prędkościach skrawania i posuwach w trudnych warunkach.
TC35 - gatunek pokrywany, przeznaczony do obróbki średnio-dokładnej i zgrubnej stali, staliwa, stali
nierdzewnych przy odpowiednio dużych prędkościach skrawania i posuwach trudnych warunkach.
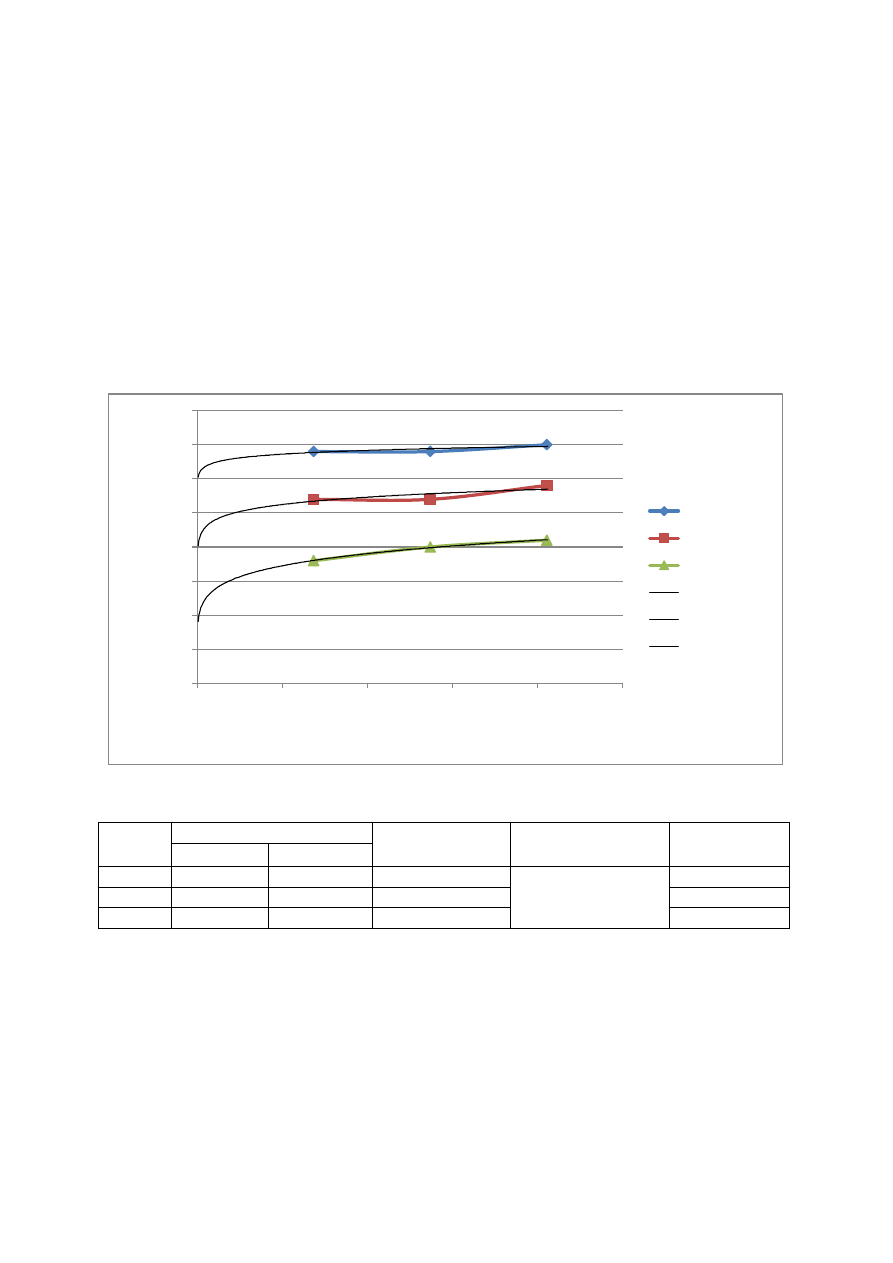
Wykres funkcji VB
c
=f(t
s
)
Materiał
ostrza
Współczynnik równania
Równanie
VB
c
=A×t
s
x
Kryterium stępienia
VB
max
[mm]
Trwałośd
T [min]
A
x
S20S
0,336
0,02
VB
c
=0,336xt
s
0,02
0,2
5,426×10
-12
TC35
0,26
0,10
VB
c
=0,26xt
s
0,1
0,073
NTH2
0,17
0,14
VB
c
=0,17xt
s
0,14
3,193
Analiza otrzymanych wyników:
Obserwując wyniki pomiarów w szczególności VB
c
można zauważyd, że w przypadku węglika S20S
oraz węglika z gatunku pokrytego a dokładniej jednokrotnie powlekanego TC35 stępienie ostrza
odnośnie do kryterium nastąpiło natychmiast już w pierwszym przejściu. W przypadku ostrza z
węglika podwójnie powlekanego stępienie nastąpiło po 3,193 min. Współczynnik regresji dla S20S i
TC35 R
2
=0,6108, natomiast dla NTH2 R
2
=0,9966.
y = 0,336x
0,0235
R² = 0,6108
y = 0,2623x
0,058
R² = 0,6108
y = 0,1725x
0,1416
R² = 0,9966
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0
1
2
3
4
5
V
B
c
[m
m
]
t [min]
S20S
TC35
NTH2
Potęg. (S20S)
Potęg. (TC35)
Potęg. (NTH2)

Wnioski:
Celem dwiczenia była ocena zużycia ostrzy narzędzi skrawających wykonanych z węglików
spiekanych, niepowlekanego S20S, pojedynczo powlekanego TC35 (TiC) oraz podwójnie powlekanego
(TiC+TiN). Błędy pomiarowe mogą wynikad z kilku przyczyn. Zmieniająca się średnica wałka, która
wpływa na zmianę prędkości skrawania. Również twardości może się zmieniad wraz ze zmianą
przekroju obrabianego materiału. Zużycie w przypadku ostrzy z węglików S20S i TC35 wystąpiło zbyt
szybko, może to wynikad z błędnego pomiaru wartości VB
c
, który w ciągu trzech przejśd praktycznie
się nie różni. Jednak zwracając uwagę na koocowe pomiary najmniejsze zużycie wystąpiło w
przypadku ostrza z węglika podwójnie powlekanego.
Największy koszt w wykonanie trwałego narzędzia został włożony w wykonanie ostrza NTH2, to zaś
przełożyło się na trwałośd ostrza, która okazała się najdłuższa w porównaniu do taoszych ostrzy.
Wniosek z dwiczenia może byd taki, że nie warto oszczędzad na narzędziach chcąc zapewnid ciągłośd
pracy. W pracy technologa ważny jest odpowiedni dobór narzędzi, którym będzie obrabiany materiał,
dąży się do uzyskania najdłuższej trwałości przy najkorzystniejszych warunkach skrawania.
Wyszukiwarka
Podobne podstrony:
ocena zużycia ostrza narzędzia skrawającego
Ocena zużycia ostrzy narzędzi skrawających
OCENA ZUŻYCIA OSTRZA W OPARICU O POMIAR SIŁ SKRAWANIA, Automatyka i Robotyka WiP PW Inż
Gronostajski,podstawy i techniki wytwarzania II,Powłoki ochronne na ostrza narzędzi skrawającychx
NARZĘDZIA SKRAWAJĄCE
UBYTKOWA 1 dobór narzędzi skrawających!!!!!!!!!!!!!!!!!!!!!!!!!!!!
Ocena zużycia ściernego metalowych części maszyn, Transport UTP, semestr 5, PET, Migawa (Vendettacos
01 Narzędzia skrawające
4 1 Narzędzia skrawające
OSTRZENIE NARZĘDZI SKRAWAJĄCYCH I OBCIĄGANIE ŚCIERNIC, Sprawozdania do MK
materialy dydaktyczne, PTWŠw2narzskr, NARZĘDZIA SKRAWAJĄCE
Ocena zużycia ściernego metalowych części maszyn.by Alek, Transport UTP, semestr 5, PET, Migawa (Ven
zużycie, ZiIP, Obróbka skrawaniem 2
Wyklady skrawy, Podział narzędzi skrawających:
Technologia, wyklad4, Zużycie ostrza
88 Nw 05 Ostrzarka narzedziowa
zużycie ostrza moje
4 1 Narzędzia skrawające
więcej podobnych podstron