Inżynieria Wiedzy – PROJEKT – część 1
Rok akademicki 2009/2010
Zespół:
Marynowski
Przemysław
Temat:
„Proces
wytwarzania sklejki
przeznaczonej na
blaty stolików.”
Data oddania projektu:
Specjalność:
SIP, 4 rok
Ocena:
A.
Charakterystyka procesu:
1.
Słowniczek pojęć
:
Sklejka (potocznie dykta) jest to materiał kompozytowy sklejony z krzyżujących się
cienkich warstw drewna. Zwykle składa się z nieparzystej ilości warstw. Sklejki wytwarza się
z różnych gatunków drewna. Najczęściej z brzozy, olchy, sosny, rzadziej z buku lub z drzew
egzotycznych. Wewnętrzne warstwy sklejki często są z innego, tańszego gatunku niż
zewnętrzne. Ze względu na rodzaj zastosowanego w produkcji kleju wyróżnia się sklejki
suchotrwałe i wodoodporne. Wodoodporność dotyczy tylko kleju, a nie całej sklejki, która
jako produkt drewniany nie jest odporna na wodę. Sklejka daje się względnie łatwo
modelować (wyginać) na gorąco, co pozwala na wytwarzanie kształtów przydanych np. w
meblarstwie. Dzięki temu, sklejka jest używana powszechnie do produkcji mebli domowych i
biurowych. Jest też używana w budownictwie, do produkcji opakowań, w szkutnictwie.
Fornir to cienkie płaty drewna uzyskiwane przez skrawanie płaskie (styczne - w
kierunku prostopadłym do włókien) lub obwodowe (łuszczenie). Płaty te mają grubość od 0,1
do 3,0mm. Płaty grubości do 5 mm zwane są obłogami. Fornir w zależności od efektywności
rysunku (od gatunku drzewa) może być przeznaczony na sklejkę, okleinę (Fornirowanie) lub
drewno warstwowe prasowane.

Korowarka - mechaniczne urządzenie do oddzielania kory od drewna okrągłego oparte albo
na zasadzie tarcia (korowarki łańcuchowe lub hydrauliczne), albo na zasadzie skrawania
(korowarki tarczowe lub nożowe).
Skrawarka - obrabiarka do skrawania drewna. W zależności od sposobu skrawania rozróżnia
się skrawki: płaskie (m.in. do produkcji fornirów, deszczułek) oraz obwodowe - łuszczarki
(do wytwarzania obłogów, oklein, taśm sklejkowych itp.).
2.
Krótki opis procesu:
Giętko klejone elementy meblowe wymagają szeregu zabiegów w celu uzyskania właściwej
jakości wyrobu. Proces technologiczny wytwarzania sklejek kształtowych rozpoczyna się od
pozyskania wysokogatunkowego drewna liściastego; jego naparzania w celu uzyskania
plastyczności; następnie łuszczenie i oczyszczanie (przy pomocy mechanicznych korowarek),
cięcie na odpowiednie formaty i suszenie. Otrzymany produkt jest półfabrykatem do
produkcji sklejek o różnych kształtach. Sklejka jest najstarszym półfabrykatem z tworzyw
drzewnych, zaliczanym do ulepszonych materiałów drzewnych. Przecięte odpowiednio
drewno poddaje się skrawaniu przy pomocy noży łuszczarki w wyniku, czego powstaje
wstęga tzw. forniru. Kolejnym krokiem jest suszenie otrzymanego forniru do dalszej
przeróbki. Arkusze forniru spaja się ze sobą w celu uzyskania arkuszy o znacznych
wymiarach. Na otrzymane arkusze nanosi się warstwę kleju, a następnie skleja się
poszczególne arkusze, aby uzyskać zestaw sklejek. Taki zestaw jest prasowany hydraulicznie
w prasach hydraulicznych wielopółkowych. Tak uzyskane sklejki poddaje się procesowi
sezonowania i obróbki końcowej polegającej na nadaniu im ostatecznego kształtu i formatu,
oraz pakowanie jej i wysyłce do odbiorcy. W moim przypadku opisze proces, którego
wynikiem ma być uzyskanie gotowej sklejki do produkcji blatu na stolik. Produkt ten ma
mieć wymiary podane przez klienta (1m x 1m, grubość: 2cm).
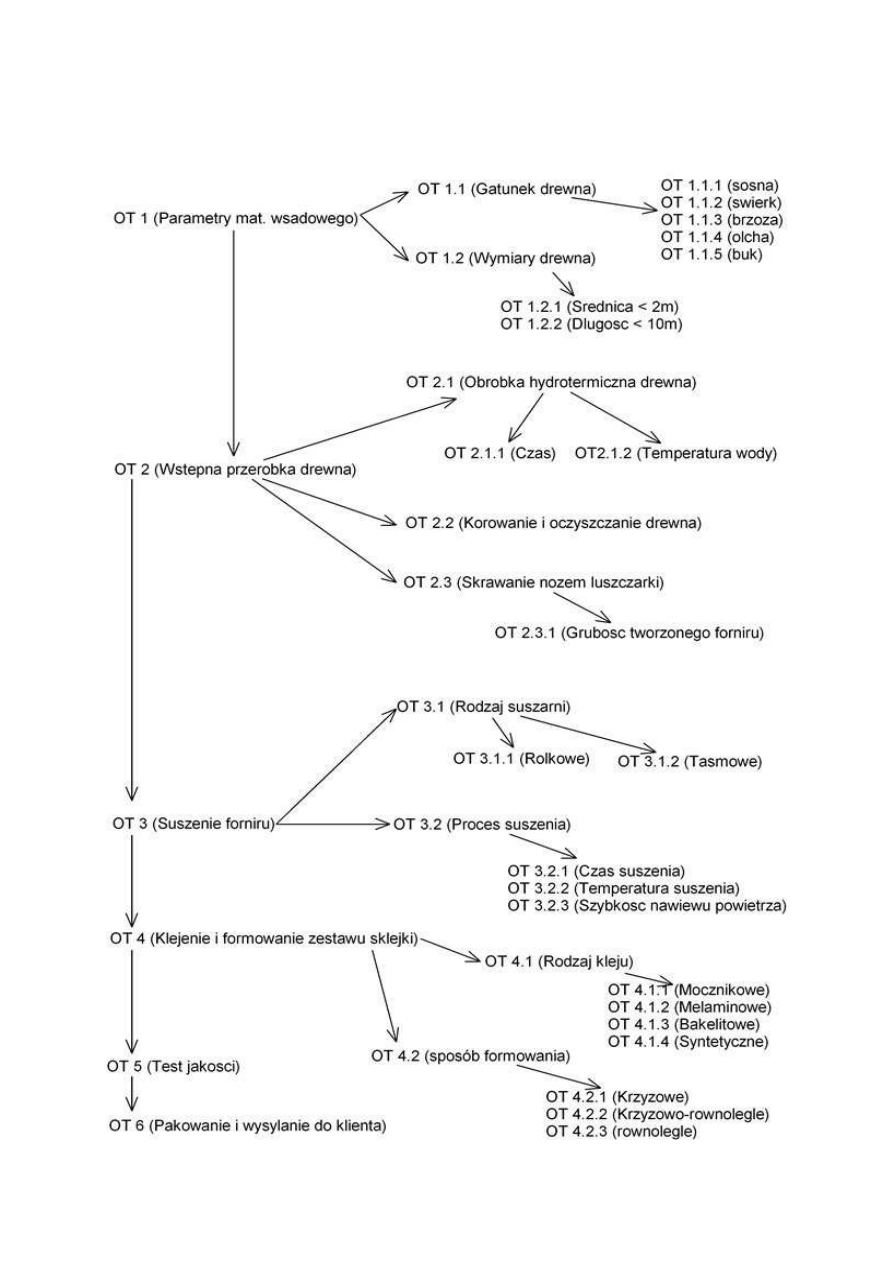
3.
Model procesu:

4.
Parametry procesu:
OT 1 (Parametry materiału wsadowego)
Na początku procesu wytwarzania sklejki musimy się zastanowić z jakiego rodzaju
drewna ona będzie, wpływa to zarówno na wygląd zewnętrzny sklejki (naturalne słoje drewna
są indywidualne dla poszczególnych rodzajów drzew) jak i na właściwości mechaniczne
(łatwość procesu wytwarzania sklejek, twardość i odporność na ugięcia gotowego produktu).
Drugim czynnikiem na jaki zwracamy uwagę są wymiary dostarczanego do nas drewna. W
zależności jakie one będą tak musimy poustawiać całą naszą linię produkcyjną, aby była ona
do tego dostosowana.
OT 1.1 (Rodzaj drewna)
W zależności od rodzaju drewna efekt końcowy naszego produktu może
wyglądać inaczej, oraz zależy od tego dobór parametrów w naszym procesie
wytwarzania.
OT 1.1.1 – OT 1.1.4 (Sosna, Świerk, Brzoza, Olcha)
Wybór tych gatunków drzew skraca w początkowych etapach proces
ich przerobu, ponieważ są to drzewa nie wymagające takiej troskliwości
(proces obróbki hydrotermicznej 30 godzin)
OT 1.1.5 (Buk)
Zastosowanie tego gatunku wymaga poświęcenia większej ilości czasu
na jego przeróbkę hydrotermiczną, czyli 70 godzin.
OT 1.2 (Wymiary drewna)
Biorąc pod uwagę wymiary mam na myśli to, że drewno do nas dostarczane
powinno być odpowiednio przycięte. Nasze maszyny są przystosowane do
konkretnych wymiarów, których nie możemy przekroczyć, ponieważ byłby to towar,
którego niedalibyśmy rady przerobić.
OT 1.2.1 (Średnica)
Ważne jest, aby nie była ona większa. To od niej zależy czy zmieści się
ona do naszych maszyn w celu przerobienia takiego drzewa. Gdyby była ona
za duża nic byśmy z niego nie zrobili.
OT 1.2.2 (Grubość)
Podobnie jak średnica ma takie samo znaczeni. Jeżeli przekroczymy tą
wartość nic z takim drzewem nie zrobimy.

OT 2 (Wstępna przeróbka drewna)
W tym etapie naszym zadaniem jest uzyskanie półproduktu w procesie wytwarzania
sklejki, czyli uzyskanie tzw. forniru. Etap ten musi być przeprowadzony bardzo szczegółowo,
ponieważ to od niego zależy całe nasze przedsięwzięcie. Musimy uzyskać jak najlepszy
fornir, aby nasz produkt satysfakcjonował naszego klienta.
OT 2.1 (Obróbka hydrotermiczna)
Proces ten ma na celu uplastycznienie drewna.
OT 2.1.1 (Czas)
Czas ten zależy od pory roku, gatunku drewna oraz jego średnicy, od
około 30 godzin dla sosny, świerka, brzozy, olchy do około 70 godzin dla
buka.
OT 2.1.2 (Temperatura wody)
Temperatura wody: 40 - 60 °C.
OT 2.2 (Korowanie i oczyszczanie drewna)
Korowanie i oczyszczanie z łyka surowca drzewnego przy pomocy
mechanicznych korowarek ma na celu oczyszczenie dłużyc lub kłód z kory, łyka i
zanieczyszczeń mineralnych (kamieni, piasku), które utkwiły w korze np. w trakcie
zrywki lub podczas transportu.
OT 2.3 (Skrawanie nożem łuszczarki)
Skrawanie nożem łuszczarki z obracających się kloców drewna (wyrzynków)
taśm forniru. Uprzednio wyrzynek zostaje centrycznie zamocowany w obrabiarce i
wprawiony w ruch obrotowy. Nóż łuszczarski wykonując ruch prostoliniowy w
płaszczyźnie poziomej skrawa warstwę forniru w postaci wstęgi.
OT 2.3.1 (Grubość uzyskanego forniru)
Grubość pozyskiwanego forniru wynosi od 0.1 mm do 3.0 mm.
OT 3 (Suszenie forniru)
Pozyskiwany fornir po wyprodukowaniu ma wilgotności 30 - 110%. Wilgotność ta
zależy od wilgotności początkowej surowca, sposobu obróbki hydrotermicznej (parowanie
czy parzenie) oraz od tego czy pochodzi z części twardziel czy bielastej. Fornir przeznaczony
do produkcji sklejki suszy się do 6-12%.
OT 3.1 (Rodzaj suszarni)
Ze względu na obieg powietrza można wyróżnić suszarnie z obiegiem
wzdłużnym, równoległym i przeciwnym do kierunku ruchu forniru oraz poprzecznym,
równoległym do wstęgi czy arkusza forniru ale prostopadłym do kierunku ruchu
forniru. Trzeci sposób nadmuchu prostopadły do płaszczyzny forniru. Przekazanie
ciepła do forniru odbywa się poprzez konwekcję (unoszenie przez powietrze lub inne
medium grzewcze) lub kontaktowe (przez stykanie się z ogrzanymi elementami) lub
prasy kombinowane. Ciepło jest przekazywane w głównej mierze przez powietrze ale
także od nagrzanych rolek czy taśm.

OT 3.1.1 (Rolkowa)
Suszarnie rolkowe są to suszarnie przelotowe tzn. że fornir po
jednokrotnym przejściu przez całą długość suszarni powinien być wysuszony.
Szerokość suszarni wynosi 4-4.5 m, długość 8-30 m. Temperatura w
suszarniach rolkowych wynosi 90-140 °C W suszarniach tych suszenie tylko
forniru w postaci arkuszu.
OT 3.1.2 (Taśmowe)
Zasada działania i budowa suszarni taśmowych jest podobna do
rolkowych. Różnica polega na tym, że w suszarniach tych fornir jest
prowadzony między dwiema taśmami. Suszarnie te mają także po kilka
kondygnacji. Temperatura suszenia do 300 °C.
OT 3.2 (Proces suszenia)
Tutaj podałem tylko parametry charakterystyczne dla tego procesu.
OT 3.2.1 – OT 3.2.3 (Czas, Temperatura, Szybkość nawiewu)
Temperatura suszenia wynosi 110-140 °C w starszych suszarniach w
nowszych do 180 a nawet 300 °C. Czas suszenia wynosi do ok. 20 min.
Prędkość przepływu powietrza wynosi 1.5-3 m/s.
OT 4 (Klejenie i formowanie zestawu sklejki)
Masa klejowa nakładana jest obustronnie na rolkowych nakładarkach kleju, na co
drugi arkusz forniru. Rodzaj masy klejowej zależy od typu produkowanej sklejki.
Formowanie i kompletowanie zestawu sklejki polega na dobraniu arkuszy forniru
stanowiących środki, arkuszy obłogów i odpowiednim ich ułożeniu.
OT 4.1 (Rodzaj kleju)
Stosowane kleje są na bazie żywic syntetycznych.
OT 4.1.1 (Mocznikowe)
Stosowane przy produkcji sklejki sucho trwałej.
OT 4.1.2 (Melaminowe)
Stosowane przy produkcji sklejki pół wodoodpornej.
OT 4.1.3 – OT 4.1.4 (Bakelitowe, Syntetyczne)
Stosowane przy produkcji sklejki wodoodpornej.
OT 4.2 (Sposób formowania)
OT 4.2.1 – OT 4.2.3 ( … )
W zależności od przeznaczenia wyrobu końcowego i wymagań klienta
arkusze układane są albo w klasyczny sposób krzyżowy, bądź też krzyżowo-
równoległy, bądź równoległy względem siebie.
OT 5 (Test jakości)
Polega na klasyfikacji jakościowej sklejki według odpowiednich warunków
technicznych oraz oddzieleniu płyt, które nie spełniają wymagań jakościowych (dotyczących
głównie sklejania i jakości powierzchni).
OT 6 (Pakowanie i wysyłanie do klienta)
Sklejka najczęściej układana jest na paletach i na podkładach z płyty pilśniowej.
Pakiety owijane są i spinane taśmą stalową oraz w zależności od wymagań klienta i sposobu
transportu zabezpieczane kartonem, arkuszami płyty pilśniowej lub folią.
5.
Zalecane wartości:
Operacja
technologiczna
Parametr
symbol
Parametr
nazwa i wymiar
Zalecane wartości
OT 1
(Parametry materiału
wsadowego)
Dł.
Długość drewna
10 m
Ś
r.
Ś
rednica pnia drewna
2 m
OT 2
(Wstępna przeróbka
drewna)
Cz.
Czas obróbki
hydrotermicznej
30 – 70 godzin
Tem.
Temperatura wody przy
obróbce
40 – 60 st. C
Gr_For.
Grubość uzyskanego
forniru (rozstaw noży)
0.1 – 3 mm
OT 3
(Suszenie forniru)
Cz_s.
Czas suszenia
20 minut
Tem_s.
Temperatura suszenia
110 – 300 st. C
Sz_n.
Szybkość nawiewu
powietrza
1.5 – 3 m/s
OT 4
(Klejenie i
formowanie zestawu
sklejek)
Kl_wodo.
Klej wodoodporny
Klej bakelitowy
Kl_such.
Klej sucho trwały
Klej mocznikowy
Kl_pwodo.
Klej pół wodoodporny
Klej melaminowy

B.
Kryteria oceny końcowej.
Możemy wyróżnić następujące kryteria oceny końcowej naszego produktu:
•
Wygląd zewnętrzny
•
Wytrzymałość (odporność na ugięcia, na rozklejanie warstw)
•
Wymiary końcowe
•
Jakość produktu
•
Wodoodporność
Podane przeze mnie kryteria są tylko poglądowe, w projektach należy opisać dokładnie każde
kryterium z uwzględnieniem ich wartości zalecanych przez producenta, ewentualnie
narzucanych przez proces technologiczny. Kryteria te wymagane są do utworzenia możliwych
wad, jakimi obarczony jest gotowy produkt. W części C należy właśnie wypisać te wady w
oparciu o kryteria oceny jakości.
C.
Wady:
Produkcja sklejki może być obarczona następującymi wadami:
•
Nieodpowiednie wymiary materiału wsadowego (pni drzew)
•
Zbyt duże zanieczyszczenie pnia drzewa (kamienie, dziury po robakach)
•
Nieodpowiedni dobór gatunku drzewa na wyrób gotowy
•
Skrawanie zbyt grubego forniru
•
Niedokładnie suszenie forniru (dobór złych parametrów suszenia)
•
Zły dobór kleju (ma wpływ na wodoodporność i odporność na rozklejenia)
•
Niepoprawne ułożenie arkuszy forniru i sklejenie ich ze sobą
•
Zwijanie się sklejki (forniru)
•
Mała odporność na ugięcia
•
Złe dobranie formowania arkuszy forniru (wpływ na wygląd zew.)
•
Niedostateczne uplastycznienie drewna
Wady te są tylko poglądowe, w projekcie należy opisać każdą wadę opisując jej przyczyny,
sposoby zapobiegania, oraz sposoby „zwalczania”.
D.
Wady – opis tabelowy.
Wada
Przyczyna
(wskazanie miejsca
w procesie)
Zalecane
wartości
parametru
Przyczyna
(opis fizykochemiczny)
Niedosuszenie
forniru
Nieodpowiedni
dobór parametrów
suszenia
OT 3.2
Czas 20 minut,
Temperatura 110 –
300 st. C,
Szybkość
nawiewu 1,5 – 3
m/s
Przy źle dobranych parametrach
suszenia może dojść do zbyt
szybkiego wysuszenia forniru lub
jego niedosuszenia. Może to
powodować
wyginanie
się
forniru, które uniemożliwia jego
dalszą przeróbkę. Zbyt niska
temperatura, szybkość nawiewu
powietrza lub za krótki czas
suszenia powoduje niedosuszenie
forniru. Natomiast zbyt duża
temperatura, szybkość nawiewu
powietrza lub długi czas suszenia
spowodują za szybkie wysuszenie
forniru.
Wodoodporność
(Jej brak lub
niedostateczność)
Zły dobór kleju do
sklejania arkuszy
forniru
OT 4.1
Klej bakelitowy
Sklejka jak i drewno samo z
siebie nie jest wodoodporne.
Dlatego wodoodporność sklejki to
miara
wodoodporności
kleju
użytego do jej klejenia. Aby nasza
sklejka była odporna na wodę
stosuje się klejów bakelitowych.
Niedostateczne
uplastycznienie
drewna
Zbyt krótki czas
obróbki
hydrotermicznej lub
za niska/wysoka
temperatura wody
podczas tego
procesu
OT 2.1
Czas 30 – 70
godzin
Temperatura wody
40 – 60 st. C
W zależności od gatunku drewna
musimy
wybrać
parametry
obróbki hydrotermicznej. Ma ona
na celu uplastycznienie drewna,
aby dało się go dalej przerabiać.
Zbyt krótki czas doprowadzi do
niedostatecznego uplastycznienia,
podobnie jak i za niska/wysoka
temperatura wody. Kiedy drewno
nie
będzie
odpowiednio
plastyczne dalsza jego przeróbka
jest
ryzykowna,
ponieważ
tworzony fornir może ulegać
zniszczeniu w skutek złamań.
Zbyt gruby lub
zbyt cienki fornir
Zły rozstaw noży
łuszczarki tnącej
drewno na fornir
OT 2.3
0.1– 3 mm
Od
rozstawu
noży
tnących
łuszczarki
zależy
grubość
produkowanego forniru. Jeżeli
rozstaw ten przekroczy wartość
maksymalną fornir będzie zbyt
gruby. Jeżeli nie przekroczy
wartości minimalnej to fornir
będzie zbyt cienki. W obydwu
przypadkach dalsza przeróbka
będzie
utrudniona
lub
niemożliwa. Za cienki fornir
będzie ulegał złamaniom, a za
gruby
nie
będzie
podlegał
kategoriom
odpowiadającym
wymiarom sklejki.
E.
Zestaw pytań dla systemu ekspertowego.
W tym miejscu w projekcie mają się znaleźć pytania zadawanie przez system diagnostyczny
użytkownikowi, wraz z możliwymi odpowiedziami jakich może on udzielić (podpowiedzi).
Pytań ma być jak najwięcej, ponieważ system będzie zapisywał odpowiedzi do faktów, na
podstawie których przeprowadzi wnioskowanie – diagnozę problemu. Pytania należy
sformułować na podstawie opisu procesu technologicznego, dlatego ważne jest aby był on jak
najdokładniej opisany. Pytania zaczynają się od wady. System ma zapytać o wadę
zaobserwowaną przez użytkownika np.: pękanie forniru, pofałdowana sklejka, etc. Wad
powinno być minimum 4, dla których należy układać odpowiednie drzewa decyzyjne. Po
wpisaniu wady system ma zadawać szereg dalszych pytań (minimum 14) odnośnie wybranej
wady. Pytania te mają pozwolić systemowi na diagnozę problemu i zwrócenie informacji
dlaczego dana wada wystąpiła i jak możemy jej uniknąć. Są to pytania ściśle związane z
procesem technologicznym, np.: o gatunek drewna, szybkość suszenia, rodzaj kleju. Każde
pytanie powinno mieć minimum 3 możliwe odpowiedzi, które może udzielić użytkownik. W
tej części projektu należy umieścić zestaw możliwych pytań dla jednej wady ! Struktura pytań
jest następująca:
Np. Pierwsze pytanie:
Jak
ą
zdiagnozowałe
ś
wad
ę
?
Odp. A WADA A
Odp. B WADA B
Odp. C WADA C
F.
Drzewo decyzyjne.
W tej części projektu należy utworzyć drzewo decyzyjne dla naszego systemu
diagnostycznego. Drzewo to ma być zbudowane na podstawie zestawów pytań, jako korzeń
należy przyjąć wybór wady, następnie jako jego kolejne gałęzie i liście to kolejne pytania i
możliwe odpowiedzi. Aby drzewo było czytelne można je podzielić na schemat utworzony na
kilku obrazkach. Poniżej przedstawiono przykładowe drzewo decyzyjne:

G.
Spis źródeł wiedzy:
1)
http://pl.wikipedia.org/wiki/Fornir
2)
http://portalwiedzy.onet.pl/68829,,,,skrawarka,haslo.html
3)
http://pl.wikipedia.org/wiki/Korowarka
4)
http://pl.wikipedia.org/wiki/Sklejka
5)
http://www.sklejki.pl/normy-sklejki/
6)
http://www.sklejki.pl/skladowanie-sklejki/
7)
http://www.sklejki.pl/jak-powstaje-sklejka/
8)
http://www.sklejki.pl
9)
Normy:
a)
PN-EN 314-2:2001 – jakość sklejenia
b)
PN-EN 635-1:2001 – klasyfikacja ze względu na wygląd powierzchni
c)
PN-D-04239:1987 – podatność na uginanie
d)
PN-D-04226:1968 - higroskopijność
10)
Wszystkie dane ze stron z dnia 05.11.2009 rok
Wyszukiwarka
Podobne podstrony:
projekt przyklad 2 id 397903
projekt przyklad1 id 397904
GW PROJEKT Przyklad Rozw id 197 Nieznany
projekty szkolen(1) id 401146 Nieznany
Projekt nr2 id 399211 Nieznany
Projekt2 poprawiony id 400268 Nieznany
IMIR prac energia przyklady id Nieznany
PR projekt przykladowy Take Me
estymacja teoria i przyklady id 163721
MACIERZE z przykladem id 276013 Nieznany
F1 kol2 przyklad 2 id 167345 Nieznany
Projekt z ekologii id 399851 Nieznany
3 Projektowanie betonu id 34011 Nieznany (2)
Kolokwium przyklad 2 id 240841 Nieznany
Miernictwo przemyslowe projekty Aproksymacja id 645334
Projekt most lpt, 1. Semestr V, Podstawy Mostownictwa, Projekt, Przykładowy Projekt 1
Projekt przykladowy ale niekompletny
Plan pracy kolonii przyklad 3 id 361138
więcej podobnych podstron