9.2.3. Komputerowe wspomaganie projektowania
materiałowego
OGÓLNE INFORMACJE O SYSTEMACH
KOMPUTEROWEGO WSPOMAGANIA PROJEKTOWANIA MATERIAŁOWEGO
*)
Intensywne prace nad tym zagadnieniem są prowadzone w wielu ośrodkach.
Rozwija się nowa specjalność inżynierska zwana komputerową nauką o materia-
łach (computational materials science)
**)
. Dostępne są obszerne bazy danych, za-
równo w sieci Internet, jak również na dyskach CD. Zwykle są to jednak bazy
umożliwiające uzyskanie informacji o wybranej grupie materiałów inżynierskich
w formie raportu, zawierającego wyłącznie charakterystykę danego gatunku ma-
teriału w postaci zbioru podstawowych informacji, pozostawiając operatorowi
wszelkie czynności dotyczące wyboru materiału i ewentualnie porównania ich
z właściwymi dla innego gatunku. Taka baza danych spełnia zatem wymagania ka-
talogu danej grupy materiałów inżynierskich. Do innych grup programów kompu-
terowych należy „Materials Selector“ opracowany przez zespół N.A. Watermana
i M.F. Ashby’ego. W tym programie można dokonać wyboru materiałów inżynier-
skich przy użyciu map własności (porównaj rozdz. 2.4). Ma to ogromne znacze-
nie poglądowe i dydaktyczne, jednak zwykle nie odpowiada wszystkim oczekiwa-
niom projektanta. Znacznie bardziej pomocne wydają się książki, towarzyszące
temu programowi, zawierające bardzo obszerne zbiory informacji o różnych ma-
teriałach inżynierskich.
SYSTEM KOMPUTEROWY
WSPOMAGANIA DOBORU MATERIAŁÓW INŻYNIERSKICH
Kolejna grupa programów komputerowych umożliwia wspomaganie doboru
materiałów inżynierskich w wyniku automatycznego przeszukiwania bardzo ob-
szernych baz danych według ściśle określonych kryteriów. Warto wymienić pro-
gram towarzyszący autorskiemu wydaniu „Leksykonu materiałoznawstwa“, oraz
rozwiniętą wersję autorskiego komputerowego systemu wspomagania doboru ma-
teriałów inżynierskich (computer aided materials selection), którego wersję demon-
stracyjną dołączono na dysku CD do autorskiej książki „Zasady doboru materia-
łów inżynierskich z kartami charakterystyk“. Zadaniem użytkownika tego syste-
mu jest określenie kryteriów, jakie powinien spełniać materiał. Kryteria te obej-
mują zarówno własności, skład, możliwe do zastosowania metody obróbki mate-
riału, postać półproduktu, jak i poszczególne grupy materiałów inżynierskich. Po
dokonaniu przez program selekcji materiałów na podstawie ustalonych kryteriów
użytkownik może przyjąć ewentualne dodatkowe kryteria. Po ich uwzględnieniu
lista wynikowa materiałów zostanie dodatkowo zawężona do tych materiałów, któ-
re spełniają wszystkie zadane kryteria. Tak więc selekcja materiałów może być
9. Podstawy metodologii projektowania materiałowego
1360
produktów i ich elementów
*)
Systemy komputerowego wspomagania projektowania materiałowego CAMD (computer
aided materials design). Porównaj rozdział 2.4.1.
**)
Instytut Materiałów Inżynierskich i Biomedycznych Politechniki Śląskiej w Gliwicach nale-
ży do najbardziej zaawansowanych w Polsce jednostek naukowych specjalizujących się
w tym zakresie.
9 roz 9-11-02 13:43 Page 1360
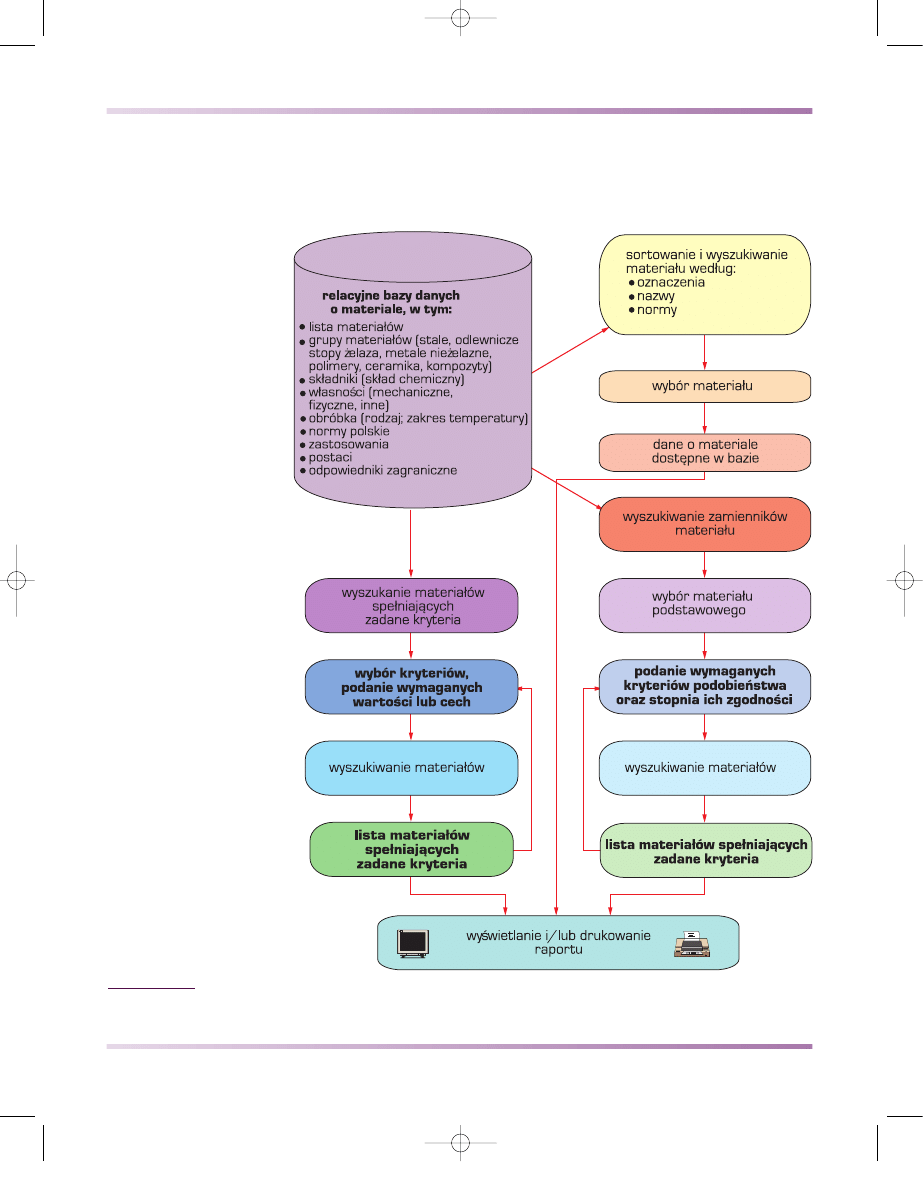
procesem iteracyjnym. Na podstawie listy kryteriów program wyświetla, i na żąda-
nie drukuje, dane materiałów spełniających te kryteria. Ogólny schemat systemu
podano na rysunku 9.40.
9.2. Podstawowe zasady projektowania materiałowego
1361
Rysunek 9.40
Schemat ogólny komputerowego systemu wspomagania doboru materiałów
9 roz 9-11-02 13:43 Page 1361
W tym systemie wyróżnia się cztery główne moduły:
system relacyjnych baz danych,
wyszukiwania danych na podstawie zbioru zadanych kryteriów,
wyszukiwania zamienników materiałów przy kryteriach podobieństwa o poda-
nym przez użytkownika stopniu zgodności z wymaganymi wartościami,
prezentacji danych oraz przygotowania raportów.
System relacyjnych baz danych składa się z kilkunastu tabel, jest otwarty
i umożliwia wprowadzanie nowego rodzaju informacji oraz danych o dodatkowych
materiałach. Bazą główną systemu jest tablica zawierająca podstawowe dane o ska-
talogowanych materiałach. Kolejne zawierają dane o przynależności do jednej
z grup materiałów, dane dotyczące składników (minimalne i maksymalne stężenie
lub udział tych składników), dane o własnościach materiałów z oznaczeniem jed-
nostki, metody badania i wartości danej własności, o postaci, w jakiej dostępny jest
materiał, dane o zastosowaniu materiału, o odpowiednikach według norm zagra-
nicznych i organizacji międzynarodowych oraz tablicę z elementami graficznymi
powiązanymi z materiałami (np. wykresy, rysunki, fotografie).
Mechanizm wyszukiwania danych oparty jest na dynamicznie modyfikowanej
tabeli zawierającej w poszczególnych rekordach kolejne kryteria ustalone przez
użytkownika. Wśród dostępnych kryteriów znajdują się: przynależność do grupy
materiałów, własności (dla każdej własności można określić przedział wartości),
składniki (stężenie lub udział procentowy w materiale), możliwości stosowania ob-
róbki (wraz z ewentualnym określeniem temperatury tej obróbki), zastosowanie
materiału, postać w jakiej materiał jest dostępny, oraz dobór odpowiedników we-
dług norm zagranicznych. Efektem działania funkcji narzucającej kryteria na bazę
danych jest udostępnienie bazy zawierającej wyłącznie materiały spełniające ko-
niunkcję logiczną wszystkich kryteriów. Dla każdego z kryteriów wybranych przez
użytkownika kolejno są analizowane materiały pod kątem spełnienia warunku za-
wartego w kryterium. W kolejnych krokach pętli głównej funkcji sprawdzania kry-
teriów baza zostaje ograniczona wyłącznie do materiałów spełniających kolejne
kryteria. Dzięki takiej optymalizacji nie wykonuje się zbędnego sprawdzania mate-
riałów, które zostały wcześniej odrzucone jako niespełniające któregoś z poprzed-
nich kryteriów.
Odrębną część stanowi system wyszukiwania zamienników wybranego materia-
łu. Kryteriami porównywania mogą być: stężenie lub udział określonego składnika,
wymagana wartość danej własności, możliwość stosowania określonego procesu
obróbki, zastosowanie, a także dostępność w danej postaci. Dla każdego aktywne-
go kryterium podobieństwa określa się wymagany stopień zgodności (w %).
Moduł prezentacji danych oraz przygotowania raportów składa się z okna z li-
stą materiałów spełniających aktualne kryteria oraz okien prezentujących wszyst-
kie dane powiązane z materiałem. Na zawartość tych okien składają się: nazwa ma-
teriału, numer Polskiej Normy, oznaczenie materiału według tej normy, skład che-
miczny materiału (stężenie masowe składników w %), krótki opis słowny materia-
łu, postaci, pod którymi materiał jest dostępny, zastosowania. Dane uzupełniające
dostępne w oknach dodatkowych zawierają takie informacje, jak: własności mate-
riału, odpowiedniki zagraniczne wybranego materiału, ilustracje, zdjęcia lub wy-
kresy powiązane z materiałem, metody obróbki wraz z informacją o warunkach
9. Podstawy metodologii projektowania materiałowego
1362
produktów i ich elementów
9 roz 9-11-02 13:43 Page 1362
przeprowadzania procesów technologicznych. Raport, jaki uzyskuje użytkownik
po zakończeniu procedury wyszukiwania, zawiera wszystkie dane materiału zawar-
te w oknie podstawowym oraz w oknach uzupełniających. Korzystając z odpowied-
nich opcji programu można uzyskać wydruk danych dotyczących pojedynczego
materiału lub wszystkich materiałów spełniających wybrane kryteria.
KOMPUTEROWE WSPOMAGANIE DOBORU STALI KONSTRUKCYJNYCH
Do innych programów autorskich opracowywanych w ostatnim okresie zali-
czyć można program komputerowego wspomagania doboru stali CASS (computer
aided steels selection). W odróżnieniu od poprzedniego, głównym zadaniem tego
systemu jest wspomaganie opracowywania technologii obróbki cieplnej i ciepl-
no–chemicznej stali konstrukcyjnych, prawidłowo dobranej ze względu na ustalo-
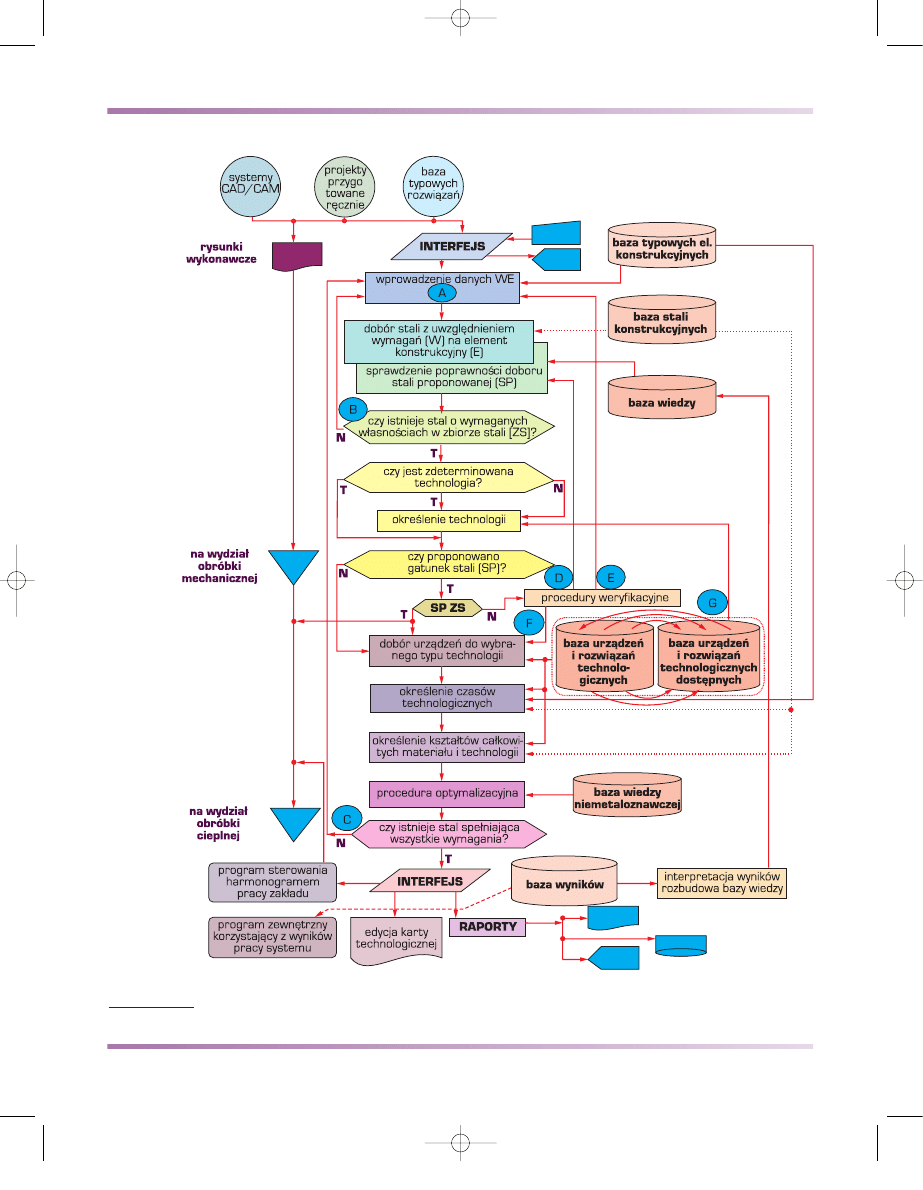
ny zbiór kryteriów. Ogólny schemat działania i struktury systemu podano na rysun-
ku 9.41, a tablica 9.19 zawiera informacje uzupełniające do tego schematu.
Do głównych funkcji realizowanych przez system należą:
dobór stali na elementy konstrukcyjne obrabiane cieplnie i cieplno–chemicz-
nie, przy zapewnieniu wymaganych własności użytkowych i spełnieniu innych
wymagań i ograniczeń stawianych przez konstruktora, wynikających z warun-
ków eksploatacji, a także z dostępności urządzeń możliwych do wykorzystania
podczas obróbki cieplnej oraz innych kryteriów ekonomicznych i ekologicz-
nych,
opracowanie technologii obróbki cieplnej i cieplno–chemicznej (dobór opera-
cji technologicznych, dobór temperatury i czasu hartowania i odpuszczania,
ośrodka chłodzącego, warunków obróbki cieplno–chemicznej itp.),
dobór zamienników danej stali spośród produkowanych w innych krajach lub
objętych normami ISO i EN,
kalkulacja kosztów obróbki cieplnej i cieplno–chemicznej.
System ponadto umożliwia między innymi:
obliczanie wskaźników hartowności (średnicy krytycznej, pasma hartowności)
na podstawie informacji o składzie chemicznym, wielkości ziarna i intensywno-
ści chłodzenia,
określenie własności mechanicznych, użytkowych, fizycznych i technologicz-
nych stali w zależności od warunków obróbki cieplnej i cieplno–chemicznej,
opracowywanie zestawień stali możliwych do zastosowania na określone ele-
menty konstrukcyjne i zestawień elementów konstrukcyjnych możliwych do wy-
konania z danej stali.
Opracowany system oparty jest na obszernych bazach danych:
stali konstrukcyjnych,
typowych elementów konstrukcyjnych,
urządzeń i środków technologicznych.
W tablicy 9.20 zawarto przykłady danych wykorzystywanych przez różne pro-
cedury systemu, pobieranych z baz danych.
Baza wiedzy systemu, pozyskiwanej w trakcie tworzenia systemu od ekspertów,
zawiera zbiór reguł umożliwiających realizację jego funkcji. Wprowadzane przez
użytkownika dane oraz uzyskiwane rozwiązania zadań gromadzone są w bazie wy-
ników systemu i mogą uzupełniać jego bazę wiedzy.
9.2. Podstawowe zasady projektowania materiałowego
1363
9 roz 9-11-02 13:43 Page 1363
9. Podstawy metodologii projektowania materiałowego
1364
produktów i ich elementów
-
Rysunek 9.41
Ogólny schemat struktury i działania systemu
9 roz 9-11-02 13:43 Page 1364
W systemie przewidziano procedury obliczeniowe, wykorzystywane w realiza-
cji poszczególnych funkcji użytkowych systemu, w tym między innymi obliczanie
wskaźników hartowności stali. System realizuje swoje funkcje użytkowe na podsta-
wie podanych przez użytkownika danych wejściowych, w tym wymagań wynikają-
cych z warunków eksploatacji oraz innych przyjętych kryteriów.
Wynikiem pracy systemu mogą być:
karty technologiczne obróbki cieplnej i cieplno–chemicznej analizowanych ele-
mentów konstrukcyjnych,
raporty częściowe lub pełne wynikające z funkcji użytkowych systemu lub obli-
czeń realizowanych przez procedury obliczeniowe, a także w formie wykresów,
zapisy w bazie wyników, umożliwiające bieżące uzupełnienie bazy wiedzy oraz
współpracę z programami zewnętrznymi.
Przewiduje się, że system może być także wykorzystywany w warunkach zakła-
du produkcyjnego. Dane wejściowe można wprowadzić wówczas w formie goto-
wych projektów elementów konstrukcyjnych, wykonanych ręcznie, lub przy wyko-
rzystaniu systemu CAD, a także zgromadzonych w bazie istniejących rozwiązań.
W tym przypadku rola systemu sprowadza się do zweryfikowania i potwierdzenia
9.2. Podstawowe zasady projektowania materiałowego
1365
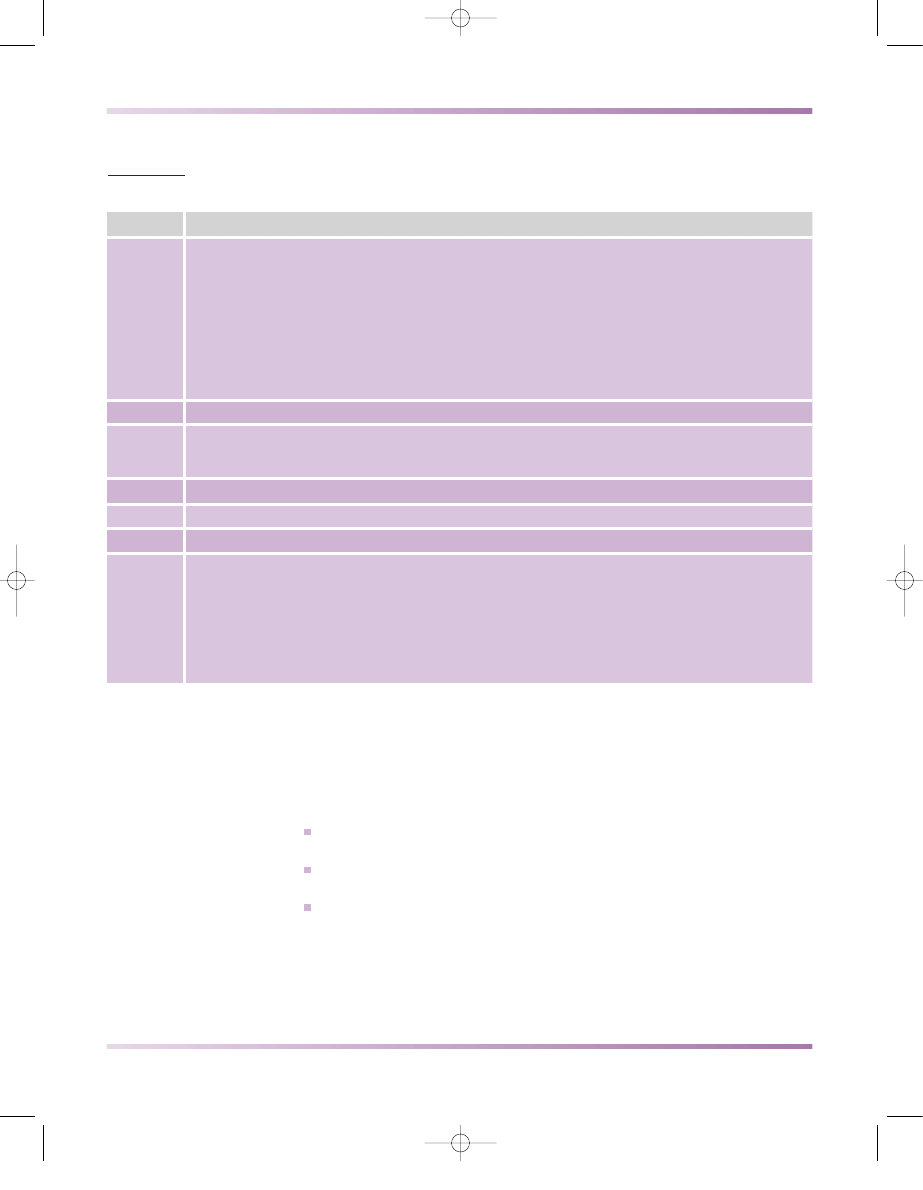
Oznaczenie
Opis
A
Wprowadzane dane wejściowe:
niezbędne:
• typ elementu (E) z podaniem cech geometrycznych
• wymagania (W) dotyczące własności stali
• urządzenia i materiały do obróbki cieplnej dostępne dla użytkownika
opcjonane:
• gatunek stali (SP), z którego proponuje się wykonanie elementu
• konieczność posiadania przez producenta uprawnień w zakresie jakości
• wymagania ekonomiczne
• wymagania ekologiczne
B
Nie istnieje stal w bazie stali, która miałaby własności zapewniające spełnienie postawionych wymagań
C
Wynik procedury optymalizacji jest negatywny – nie otrzymano ani jednej stali, która spełniałaby
wszystkie kryteria. Konieczne jest odwołanie się do decyzji użytkownika o zmianie pewnych
wymagań i ponowne powtórzenie procedur od początku
D
Zmiana niektórych parametrów niewymagających decyzji użytkownika
E
Sugestie o zmianie wymagań po wyczerpaniu się możliwości zmian parametrów niewymagających decyzji użytkownika
F
Wybór stali proponowanej (SP) na żądanie użytkownika pomimo negatywnej weryfikacji stali przez system
G
Na etapie określania danych wejściowych następuje zdefiniowanie bazy urządzeń i środków technologicznych
dostępnej dla użytkownika. W niektórych przypadkach użytkownika interesuje określenie materiału
wraz z obróbką przy uwzględnianiu wszystkich możliwych istniejących urządzeń i materiałów.
Wtedy baza urządzeń i środków technologicznych dostępna dla użytkownika jest tożsama z bazą dostarczoną
z systemem. Jeżeli użytkownik oczekuje określenia obróbki przy uwzględnieniu jego dostępności do urządzeń
i materiałów, wtedy zawartość tej bazy jest określana przez samego użytkownika. Uwzględniona jest sytuacja,
gdy użytkownik dysponuje urządzeniem nie ujętym w bazie dostarczonej z systemem. Wtedy baza wejściowa
zostaje o to urządzenie poszerzona.
Tablica 9.19
Informacje uzupełniające schemat struktury systemu przedstawionego na rysunku 9.41
9 roz 9-11-02 13:43 Page 1365
poprawności doboru materiału i opracowania technologii obróbki cieplnej, ciepl-
no–chemicznej lub powierzchniowej danego elementu konstrukcyjnego, z uwzględ-
nieniem kryteriów optymalizacji. Uwzględnienie wymagań ekonomicznych w tym
przypadku sprowadza się jedynie do sprawdzenia kosztów obróbki cieplnej.
System umożliwia również komunikowanie się z innymi programami, które mo-
gą wykorzystywać pośrednie wyniki jego pracy. Do programów tych mogą należeć:
program sterowania harmonogramem produkcji w zakładzie,
programy rachunkowo–księgowe,
inne programy, korzystające z danych zawartych w bazie wyników.
MODELOWANIE WPŁYWU SKŁADU CHEMICZNEGO NA HARTOWNOŚĆ STALI
Warto również wspomnieć o specjalizowanych autorskich programach wyko-
rzystujących metody sztucznej inteligencji do projektowania składu chemicznego
stali ze względu na założony przebieg wytypowanych własności w funkcji wybra-
nych parametrów, lub ze względu na przebieg krzywej hartowności określonej me-
todą Jominy’ego (porównaj rozdz. 4.9.2). Bazując na wynikach doświadczalnych
badań hartowności, z użyciem sieci neuronowych opracowano adekwatne modele
zależności między składem chemicznym i hartownością stali stopowych konstruk-
cyjnych i maszynowych. Opracowane modele hartowności są przydatne do przewi-
dywania przebiegu krzywych hartowności Jominy’ego na podstawie składu che-
micznego stali.
9. Podstawy metodologii projektowania materiałowego
1366
produktów i ich elementów
Baza danych
Funkcja systemu
Dane
Stali
konstrukcyjnych
dobór stali
pasmo hartowności, stężenie węgla, skład chemiczny, wytrzymałość
na rozciąganie, granica plastyczności, twardość, wykaz norm i gatunków
stali w Polsce i krajach Unii Europejskiej, typowe zastosowanie stali
określenie technologii
górna i dolna temperatura: kucia, wyżarzania zmiękczającego, wyżarzania
normalizującego, hartowania w wodzie i oleju, odpuszczania wybranej stali
określenie kosztów materiału
cena jednostki masy materiału
określenie czasów
technologicznych
przewodność cieplna, pojemność cieplna właściwa, gęstość
Typowych
elementów
konstrukcyjnych
określenie danych wejściowych
typy elementów konstrukcyjnych ujętych w bazie
określenie czasów
technologicznych
wymiary charakterystyczne dla określonego typu elementu konstrukcyj-
nego (np. długość, grubość, średnica zewnętrzna, średnica wewnętrzna)
umożliwiające dobranie warunków obróbki cieplnej i cieplno–chemicznej
Urządzeń
i środków
technologicznych
określenie technologii
parametry techniczne wybranego urządzenia (np. wydajność, sprawność,
moc znamionowa, moc jałowa, energia nagrzewania pieca), charakterystyki
atmosfer regulowanych, charakterystyki ośrodków chłodzących i chłodziw
określenie czasów
technologicznych
parametry techniczne wybranego urządzenia (np. wydajność, sprawność,
moc znamionowa, moc jałowa, energia nagrzewania pieca)
określenie kosztów obróbki
cieplnej
cena nośników energii, amortyzacja
Tablica 9.20
Przykłady danych pobieranych z baz danych
9 roz 9-11-02 13:43 Page 1366
PROJEKTOWANIE SKŁADU CHEMICZNEGO STALI
NA PODSTAWIE ŻĄDANEGO PRZEBIEGU KRZYWEJ HARTOWNOŚCI
Opracowano także metodę projekto-
wania składu chemicznego stali na pod-
stawie wymaganego przebiegu krzywej
hartowności, również z wykorzystaniem
sieci neuronowych. Program można wy-
korzystać w pełnym zakresie stężeń pod-
stawowych pierwiastków stopowych wy-
stępujących w stalach stopowych kon-
strukcyjnych i maszynowych, do modelo-
wania hartowności oraz do symulacji za-
leżności twardości w założonej odległości
od czoła próbki Jominy’ego, od składu
chemicznego stali. W razie analizy zbio-
ru twardości we wszystkich wybranych
odległościach od czoła próbki Jomi-
ny’ego można opisać hartowność całej
analizowanej grupy stali równaniem
n–wymiarowej hiperpowierzchni, gdzie
n obejmuje wszystkie analizowane pier-
wiastki oraz wszystkie możliwe do wybra-
nia odległości od czoła próbki Jomi-
ny’ego. Takie równanie jest wynikiem
końcowym rozwiązania problemu gene-
ralnego dotyczącego wpływu pierwiast-
ków stopowych na hartowność analizo-
wanej grupy stali. Wykorzystanie tego
równania przy zastosowaniu opracowane-
go programu komputerowego umożliwia
swobodną analizę wpływu pierwiastków
stopowych występujących w stalach sto-
powych konstrukcyjnych i maszynowych
na ich hartowność jedynie metodą symu-
lacji komputerowej, bez konieczności re-
alizacji dodatkowych i równocześnie
kosztownych badań doświadczalnych.
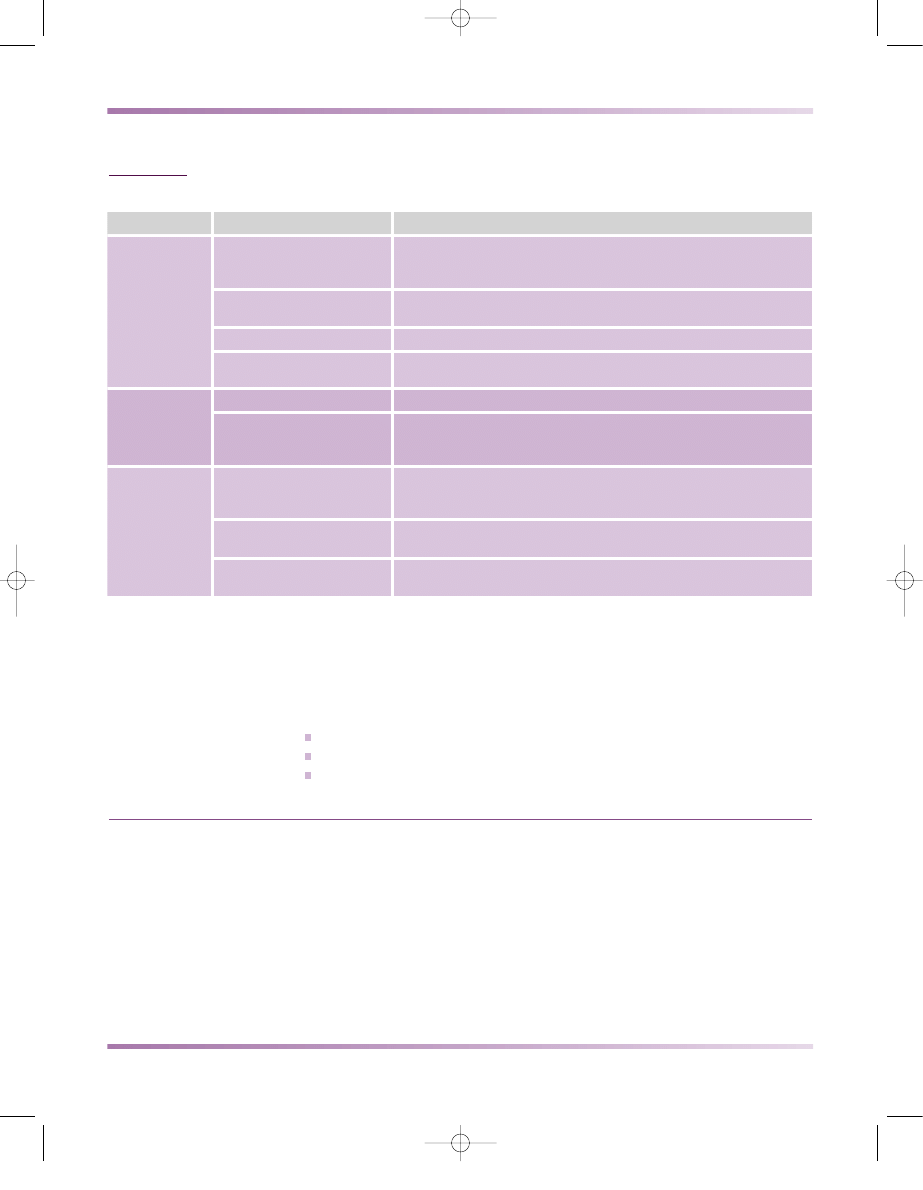
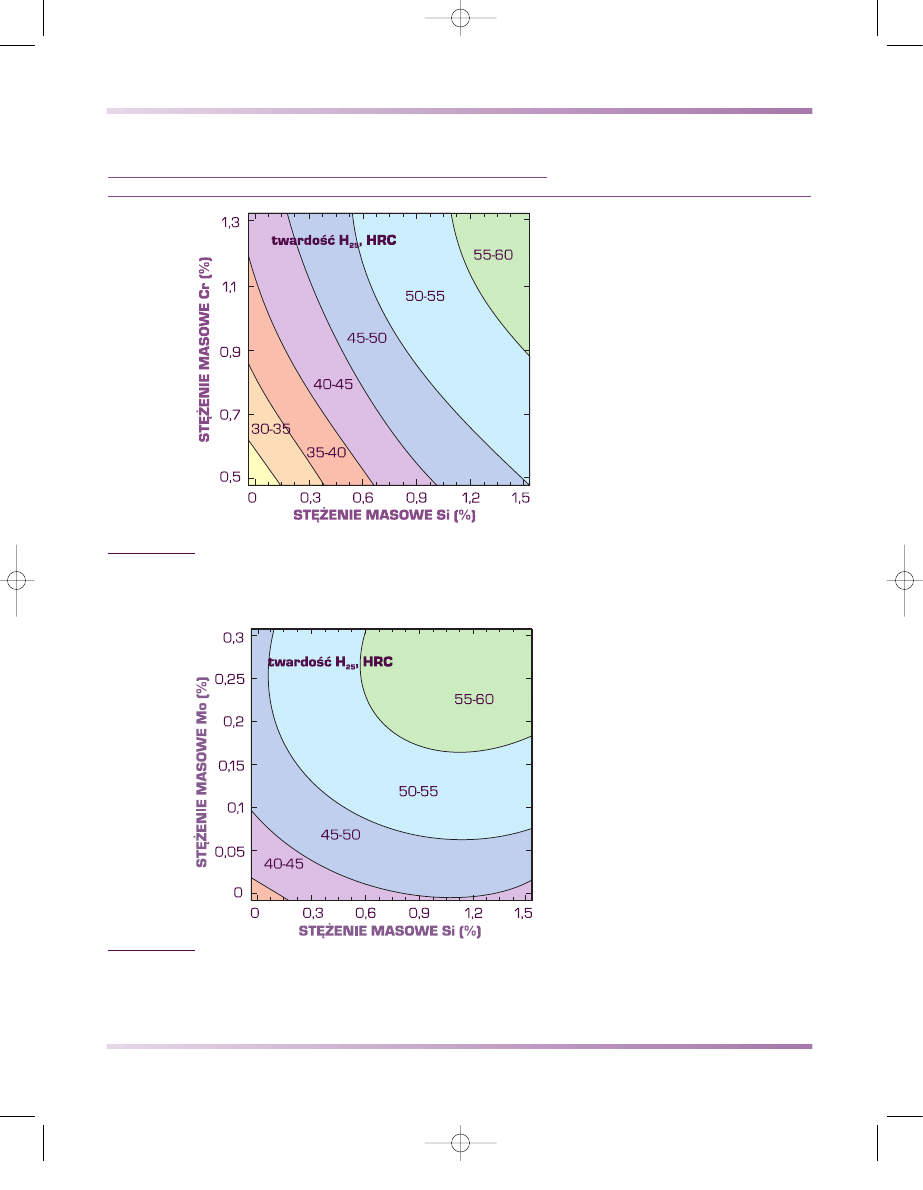
Na rysunkach 9.42 i 9.43 przedsta-
wiono przykładowe współoddziaływanie
wybranych pierwiastków chemicznych na
hartowność stali konstrukcyjnych stopo-
wych, jako wynik pracy omawianego pro-
gramu komputerowego.
9.2. Podstawowe zasady projektowania materiałowego
1367
Rysunek 9.42
Ocena wpływu Si i Cr na twardość w kryterialnej odległości
25 mm od czoła próbki Jominy’ego ze stali zawierającej ponadto
0,3% C, 0,6% Mn, 0,1% Ni i 0,3% Mo
Rysunek 9.43
Ocena wpływu Mo i Si na twardość w kryterialnej odległości
25 mm od czoła próbki Jominy’ego ze stali zawierającej ponadto
0,3% C, 1,1% Mn, 1,2% Cr i 1,2% Ni
9 roz 9-11-02 13:43 Page 1367
9. Podstawy metodologii projektowania materiałowego
1368
produktów i ich elementów
1368
31
32
34
35
36
37
38
33
9 roz 9-11-02 13:43 Page 1368
9.1. Rola projektowania materiałowego w projektowaniu
1369
inżynierskim produktów i procesów ich wytwarzania
1369
Najniższym samochodem świata jest Rinspeed Advantage Rone (31)
o karoserii z lekkich materiałów kompozytowych. Volkswagen W1
o karoserii w całości wykonanej z materiału kompozytowego
wzmocnionego włóknami aramidowymi, wypróbowany przez wów-
czas odchodzącego na emeryturę szefa koncernu Ferdynanda Piecha,
wykazał najmniejsze zużycie paliwa 0,89 l/100 km (32). Samochody
Formuły 1, Ferrari 5-krotnego mistrza świata Michaela Schumachera
(33) z całkowicie nową konsolą na kierownicy (34), jak również
West Mercedes Mc Laren (35), oraz Audi R8, które 3-krotnie zwyciężyło w 24-godzinnym wyścigu
w Le Mans we Francji (36), mają karoserie w całości wykonane z superlekkich materiałów kompozytowych.
Pojazdy do cartingu, w tym mistrza Portugalii, ale równocześnie profesora inżynierii materiałowej w Bradze,
Luisa Carvalho da Cunha (37) oraz innych (38) mają elementy nośne ze stali lub stopów metali lekkich
- aluminium lub tytanu. Produkcja samochodów jest obecnie zrobotyzowana i zautomatyzowana (39)
÷
(42).
Ważnym elementem są koła z obręczami wykonywanymi już bardzo często ze stopów aluminium, ale również
coraz częściej ze stopów magnezu, a opony dobierane w zależności od pory roku i warunków atmosferycznych
są złożonym materiałem kompozytowym (43). Ponieważ niemożliwe jest gromadzenie złomu samochodowego
(44), każdy współczesny pojazd musi być w pełni przystosowany do całkowitego recyklingu (45), za co również
pełną odpowiedzialność przejmuje producent samochodu.
39
40
41
42
43
44
45
9 roz 9-11-02 13:43 Page 1369
PROGNOZOWANIE WŁASNOŚCI MECHANICZNYCH
STALI KONSTRUKCYJNYCH Z ZASTOSOWANIEM SIECI NEURONOWYCH
Producenci dysponują obszernymi bazami danych doświadczalnych obejmują-
cymi składy chemiczne, warunki obróbki cieplnej i własności mechaniczne wytwa-
rzanych stali konstrukcyjnych. Dane te, choć często obarczone trudnymi do osza-
cowania błędami doświadczalnymi, pozwalają na opracowanie metody obliczania
wybranych własności stali konstrukcyjnych, dzięki wykorzystaniu narzędzi infor-
matycznych.
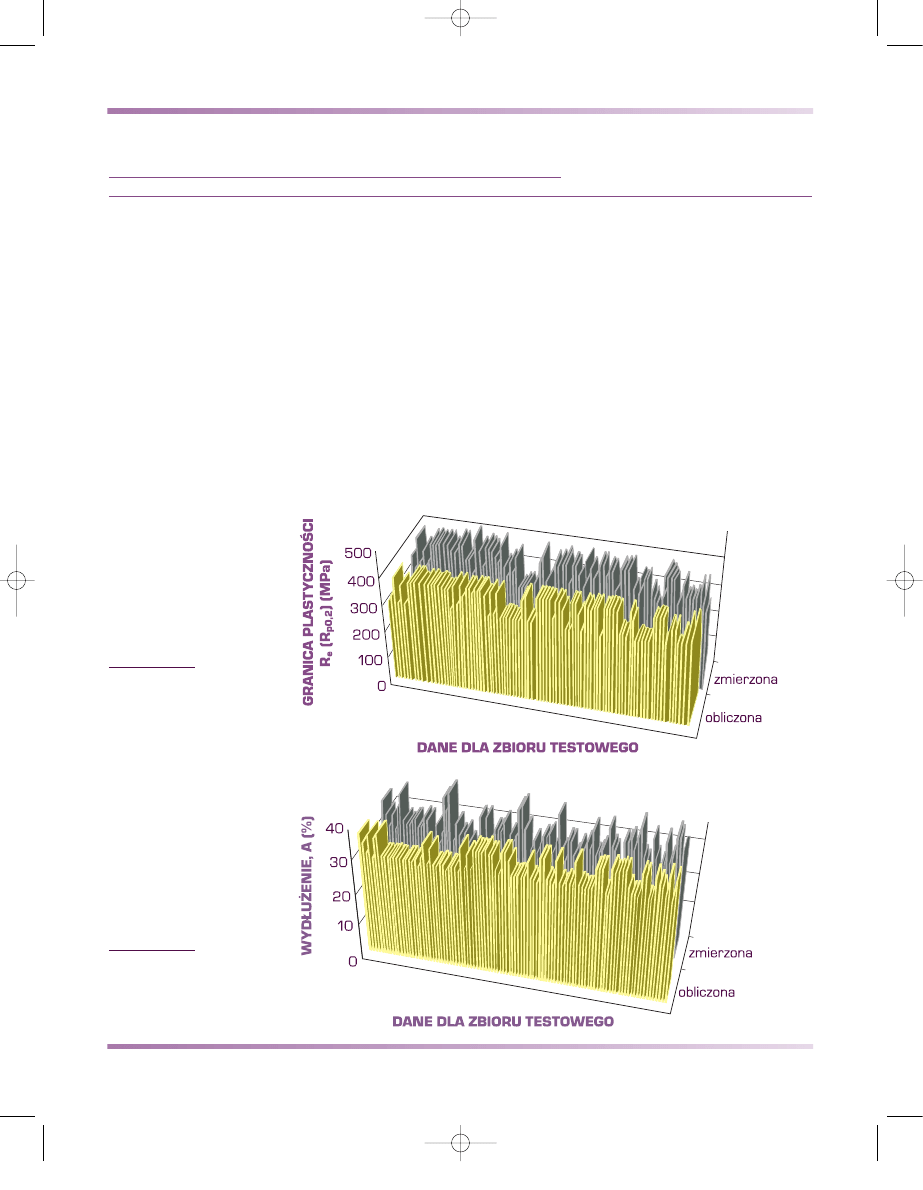
Sztuczne sieci neuronowe zastosowano do wyznaczania granicy plastyczności
R
e
(R
p0,2
), wytrzymałości na rozciąganie R
m
oraz wydłużenia A na podstawie skła-
du chemicznego i temperatury obróbki cieplnej stali konstrukcyjnych. Wykorzysta-
no dane uzyskane dla około 600 obrobionych cieplnie wytopów przemysłowych
stali konstrukcyjnych, obejmujące: skład chemiczny, temperaturę obróbki cieplnej,
informację na temat ośrodka chłodzącego oraz wybrane własności mechaniczne.
Porównanie wartości rzeczywistych R
e
(R
p0,2
), R
m
, A z wartościami obliczonymi
przez sieć neuronową dla danych testujących przedstawiono na rysunkach 9.44
i 9.45. Wyrażony w procentach błąd średni dla granicy plastyczności, wytrzymało-
ści na rozciąganie i wydłużenia wyniósł odpowiednio: 4,3%, 2,6% i 9%.
9. Podstawy metodologii projektowania materiałowego
1370
produktów i ich elementów
Rysunek 9.44
Porównanie wartości
zmierzonych granicy
plastyczności R
e
(R
p0,2
)
z obliczonymi dla
danych testujących
Rysunek 9.45
Porównanie wartości
zmierzonych wydłużenia A
z obliczonymi dla danych
testujących
9 roz 9-11-02 13:43 Page 1370
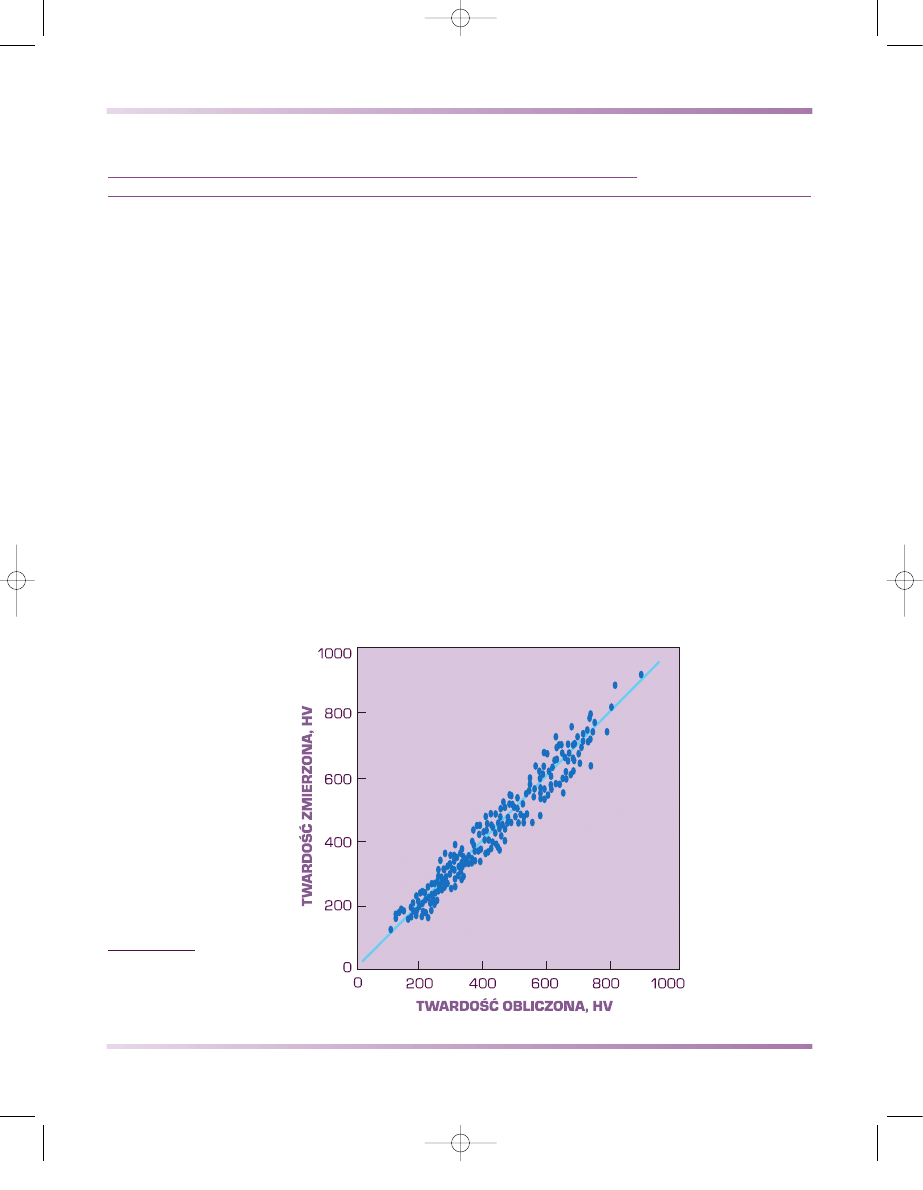
PRZEWIDYWANIE TWARDOŚCI STALI KONSTRUKCYJNYCH
CHŁODZONYCH Z TEMPERATURY AUSTENITYZOWANIA
Do określenia struktury i twardości stali hartowanej, poddanej wyżarzaniu nor-
malizującemu lub zupełnemu, znalazły zastosowanie wykresy CTP
c
zawierające ilo-
ściowe dane dotyczące zależności struktury i twardości stali od temperatury i cza-
su przemian austenitu przechłodzonego (porównaj rozdz. 4.9.2). Ważną jest zna-
jomość temperatury początku i końca poszczególnych przemian oraz odpowiada-
jących im czasów, a także twardości uzyskanej po ochłodzeniu z temperatury au-
stenityzowania dla stali o konkretnym składzie chemicznym.
Znane są opisy matematyczne przemian zachodzących w stalach podczas grza-
nia i chłodzenia. Często jednak otrzymane przy ich pomocy wyniki odbiegają od
danych doświadczalnych. Dlatego opracowano uniwersalny model numeryczny
wykorzystując sztuczne sieci neuronowe.
Porównanie wartości rzeczywistych twardości HV z wartościami obliczonymi
przy pomocy sieci neuronowej przedstawiono na rysunku 9.46.
Metoda ta pozwala na obliczanie twardości stali konstrukcyjnych w zależności
od składu chemicznego, temperatury austenityzowania i czasu chłodzenia z tej
temperatury oraz procentowego udziału składników strukturalnych. Konieczność
znajomości udziałów procentowych ferrytu, perlitu, bainitu i martenzytu w struk-
turze stali stanowi poważne ograniczenie przedstawionego modelu. Dlatego trwa-
ją prace nad przewidywaniem struktury stali oraz temperatury początku i końca
poszczególnych przemian austenitu przy chłodzeniu ciągłym na podstawie składu
chemicznego, temperatury austenityzowania i szybkości chłodzenia. Znajomość
tych wielkości pozwala na opracowanie metodyki symulacji komputerowej wykre-
sów przemian austenitu przechłodzonego przy chłodzeniu ciągłym.
9.2. Podstawowe zasady projektowania materiałowego
1371
Rysunek 9.46
Porównanie rzeczywistych
i obliczonych wartości
twardości HV
9 roz 9-11-02 13:43 Page 1371
ZASTOSOWANIE SZTUCZNYCH SIECI NEURONOWYCH
DO WYZNACZANIA TEMPERATURY Ac
1
I Ac
3
STALI KONSTRUKCYJNYCH
Od wielu lat znane są zależności opisujące wpływ składu chemicznego na tem-
peraturę przemian Ac
1
i Ac
3
. Obecnie opracowano je ponownie dzięki modelowi
stworzonemu przy pomocy sieci neuronowych, zapewniającemu większą zgodność
z danymi doświadczalnymi.
Dotychczas opracowano wiele zależności empirycznych pozwalających na ob-
liczenie temperatury Ac
1
i Ac
3
na podstawie składu chemicznego. Dla porównania
przyjęto równania (9.7)
÷
(9.10) charakteryzujące się najmniejszą wartością błędu
oszacowania dla danych ze zbioru testowego:
Ac
1
=
739
−
22
⋅
C
+
Si
−
7
⋅
Mn
+
14
⋅
Cr
+
13
⋅
Mo
−
13
⋅
Ni
+
20
⋅
V,
(9.7)
Ac
3
=
902
−
255
⋅
C
+
19
⋅
Si
−
11
⋅
Mn
−
5
⋅
Cr
+
13
⋅
Mo
−
20
⋅
Ni
+
55
⋅
V,
(9.8)
Ac
1
=
723
−
10,7
⋅
Mn
−
16,9
⋅
Ni
+
29,1
⋅
Si
+
16,9
⋅
Cr
+
290
⋅
As
+
6,38
⋅
W,
(9.9)
Ac
3
=
910
−
203
⋅
C
−
15,2
⋅
Ni
+
44,7
⋅
Si
+
104
⋅
V
+
31,5
⋅
Mo
+
13,1
⋅
W,
(9.10)
gdzie:
C, Si, Mn, Cr, Mo, Ni, V – odpowiednio stężenie masowe danego pier-
wiastka w stali w %.
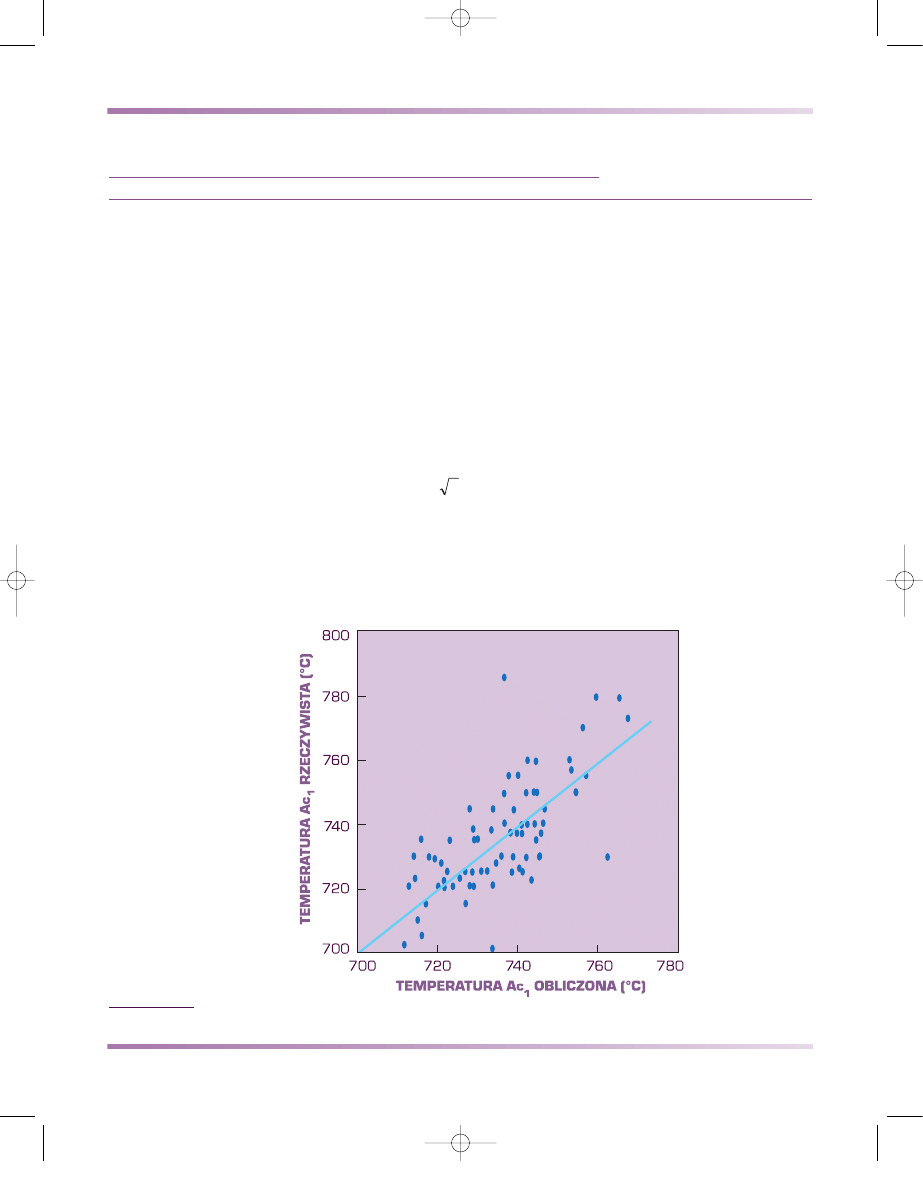
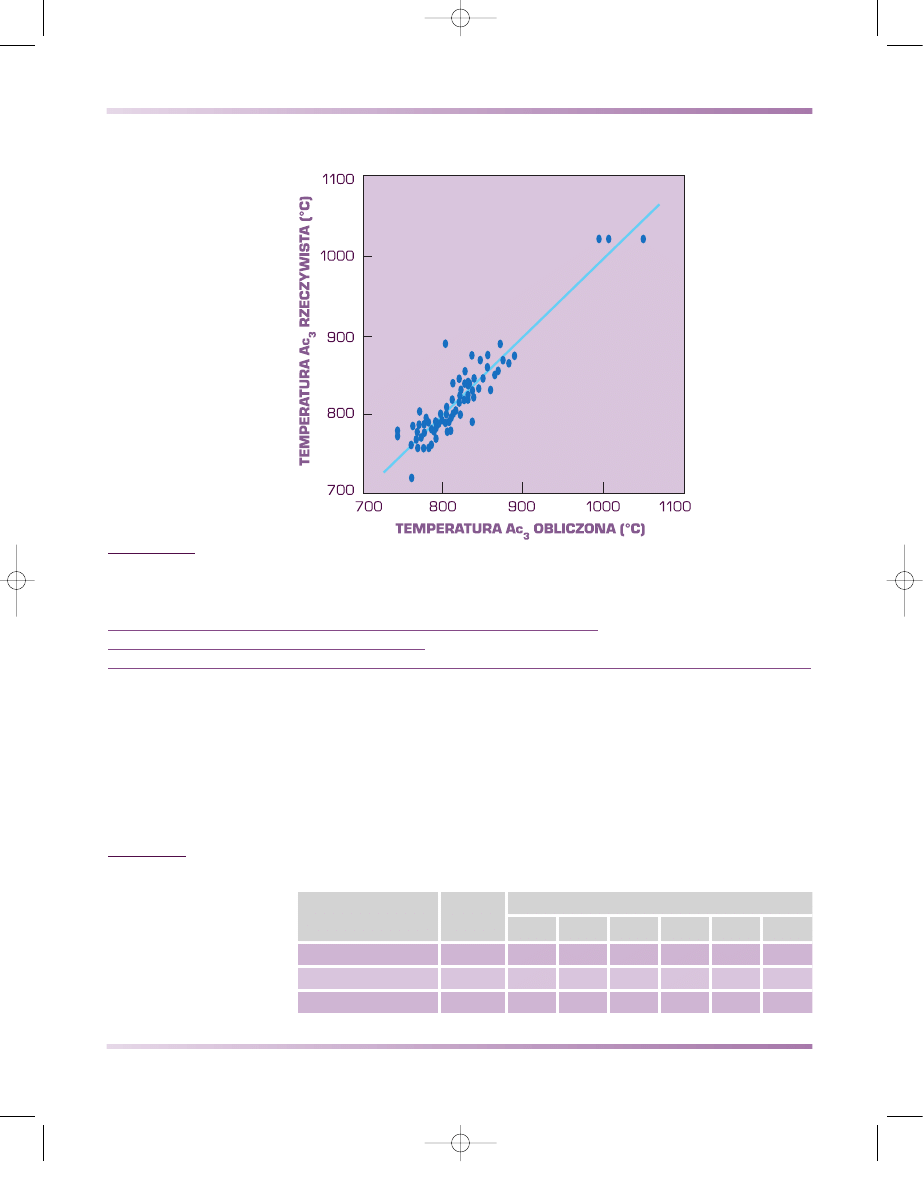
Porównanie wartości rzeczywistej temperatury Ac
1
i Ac
3
z wartościami obliczonymi
przy pomocy sieci neuronowej przedstawiono na rysunkach 9.47 i 9.48.
9. Podstawy metodologii projektowania materiałowego
1372
produktów i ich elementów
Rysunek 9.47
Porównanie wartości rzeczywistej temperatury Ac
1
z wartościami obliczonymi
9 roz 9-11-02 13:43 Page 1372
ZASTOSOWANIE SZTUCZNYCH SIECI NEURONOWYCH
DO WYZNACZANIA TEMPERATURY
POCZĄTKU PRZEMIANY MARTENZYTYCZNEJ
M
s
STALI KONSTRUKCYJNYCH
Od wielu lat znane są liczne wzory pozwalające na obliczanie temperatury po-
czątku przemiany martenzytycznej zgodnie z ogólną zależnością:
M
s
=
K
−
a
C
⋅
C
−
a
Mn
⋅
Mn
−
a
Ni
⋅
Ni ...
(9.11)
gdzie symbole pierwiastków chemicznych oznaczają stężenie masowe (w %) odpo-
wiedniego pierwiastka w stali, a współczynniki a
x
(dla x = C, Mn, Si, Cr, Ni, Mo, V)
oraz K są wyznaczane doświadczalnie. Wartości współczynników a
x
dla pierwiast-
ków występujących w badanych stalach oraz stałej K zestawiono w tablicy 9.21.
9.2. Podstawowe zasady projektowania materiałowego
1373
Rysunek 9.48
Porównanie wartości rzeczywistej temperatury Ac
3
z wartościami obliczonymi
Zależność
Stała K,
°C
Wartości współczynników a
x
, °C
a
C
a
Mn
a
Cr
a
Ni
a
Mo
a
V
Jaffe'a i Hollomona
550
350
40
20
17
10
35
Andrewsa
539
423
30,4
12,1
17,7
7,5
0
Stevensa i Haynesa
561
474
33
17
17
21
0
Tablica 9.21
Wartości współczynników a
x
oraz stałej K w niektórych analizowanych zależnościach
9 roz 9-11-02 13:43 Page 1373
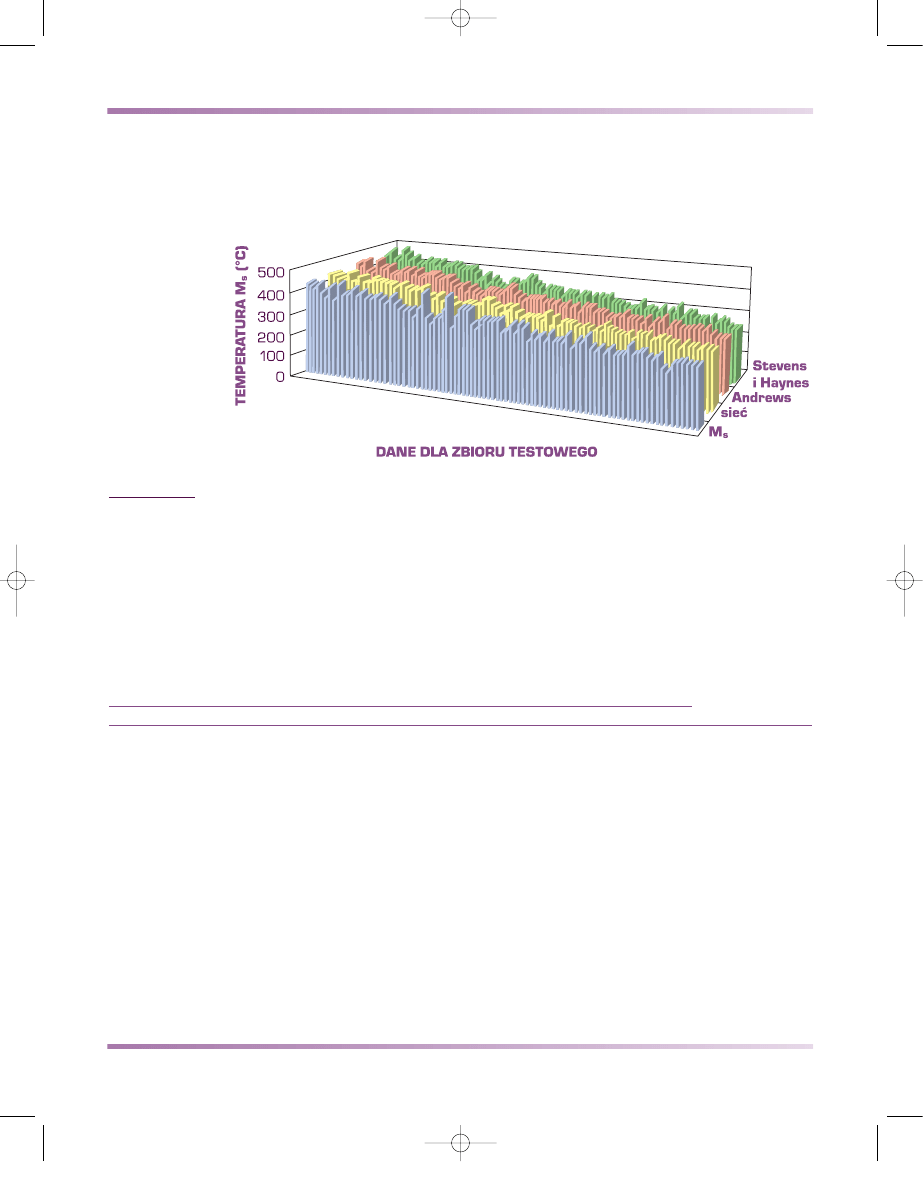
Porównanie wartości rzeczywistych temperatury M
s
z wartościami obliczonymi
przy pomocy sieci neuronowej oraz z wykorzystaniem wzorów charakteryzujących
się najmniejszą wartością błędu oszacowania przedstawiono na rysunku 9.49.
Przedstawiona metoda pozwala na obliczanie temperatury początku przemiany
martenzytycznej M
s
wybranej grupy stali konstrukcyjnych, na podstawie ich składu
chemicznego. Wyniki uzyskane przy wykorzystaniu modelu sztucznych sieci neuro-
nowych, wykazują większą zgodność z danymi doświadczalnymi od wyników uzyska-
nych przy zastosowaniu wzorów empirycznych, które ponadto pozwalają na oblicze-
nie temperatury M
s
tylko dla ograniczonego zakresu stężeń masowych pierwiastków.
KOMPUTEROWE MODELOWANIE KINETYKI PRZEMIAN AUSTENITU
PRZECHŁODZONEGO STALI KONSTRUKCYJNYCH I MASZYNOWYCH
Opracowano również autorską metodę modelowania kinetyki przemian auste-
nitu przechłodzonego stali konstrukcyjnych. Schemat blokowy metody wyznacza-
nia kompletnych wykresów CTP
c
przemian austenitu przechłodzonego przy chło-
dzeniu ciągłym (porównaj rozdz. 4.7.3) przedstawiono na rysunku 9.50.
Algorytm programu oparty jest na czterech modułach. Moduł wprowadzania
danych służy do przyjęcia informacji zawierających skład chemiczny, temperaturę
austenityzowania oraz powiązanie ich z szybkościami chłodzenia wyrażonymi
przez średnice prętów chłodzonych w powietrzu z temperatury austenityzowania.
Moduł klasyfikacyjny zawiera klasyfikatory oparte na sieciach neuronowych, słu-
żące do identyfikacji składników strukturalnych występujących w stali po ciągłym
chłodzeniu z założoną szybkością. Moduł obliczeniowy wykorzystuje sieci neuro-
nowe do obliczania wartości krytycznych czasu i temperatury, temperatury począ-
tku i końca poszczególnych przemian, twardości oraz udziałów procentowych
składników strukturalnych. Część informacji z bloków klasyfikacyjnego i oblicze-
niowego jest przetwarzana przy pomocy reguł zawartych w module czwartym,
zabezpieczającym przed powstaniem błędów, które mogą wystąpić w wyniku
9. Podstawy metodologii projektowania materiałowego
1374
produktów i ich elementów
Rysunek 9.49
Porównanie wartości rzeczywistych temperatury M
s
z wartościami obliczonymi przy zastosowaniu
sieci neuronowej oraz wybranych zależności
9 roz 9-11-02 13:43 Page 1374
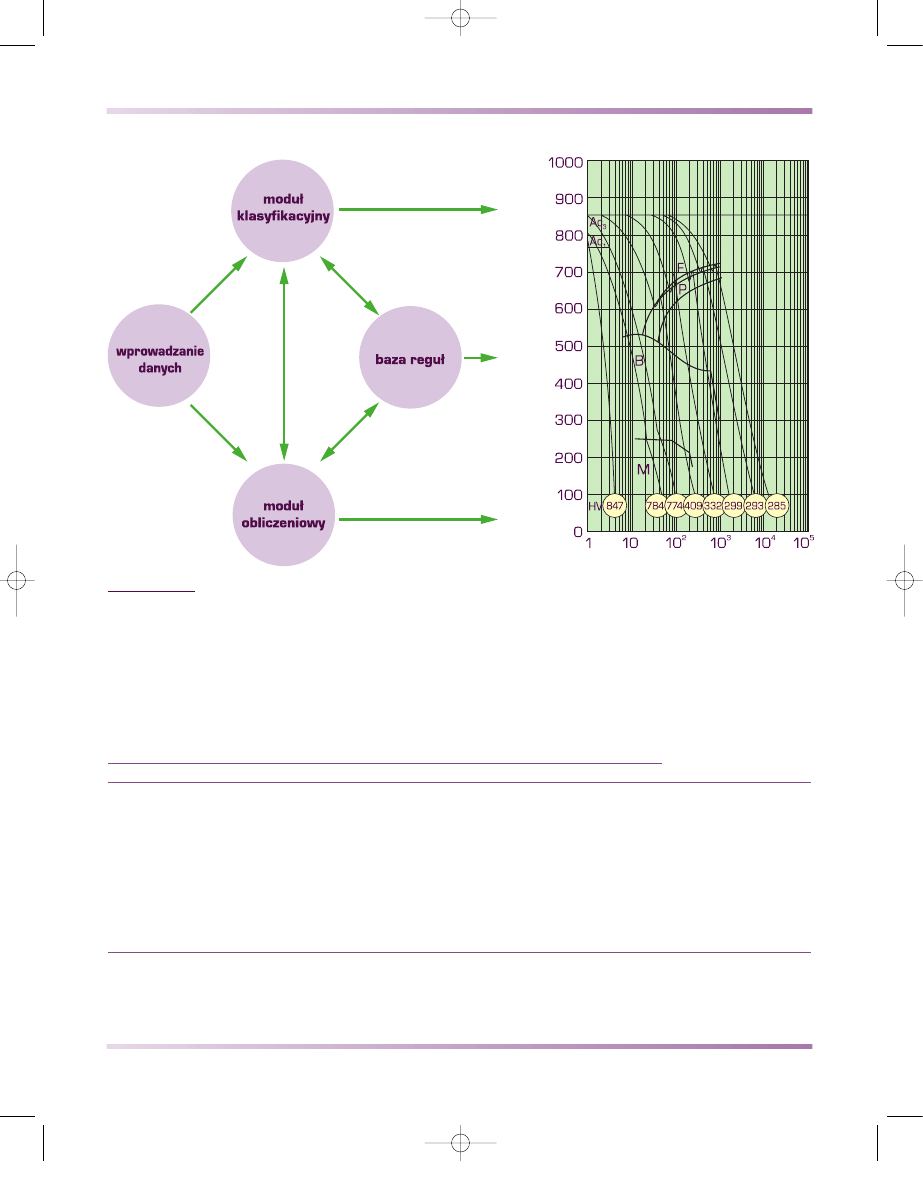
podziału zadania ogólnego programu. Wynikiem działania poszczególnych bloków
są dane jednoznacznie określające postać wykresu CTP
c
, stanowiące podstawę do
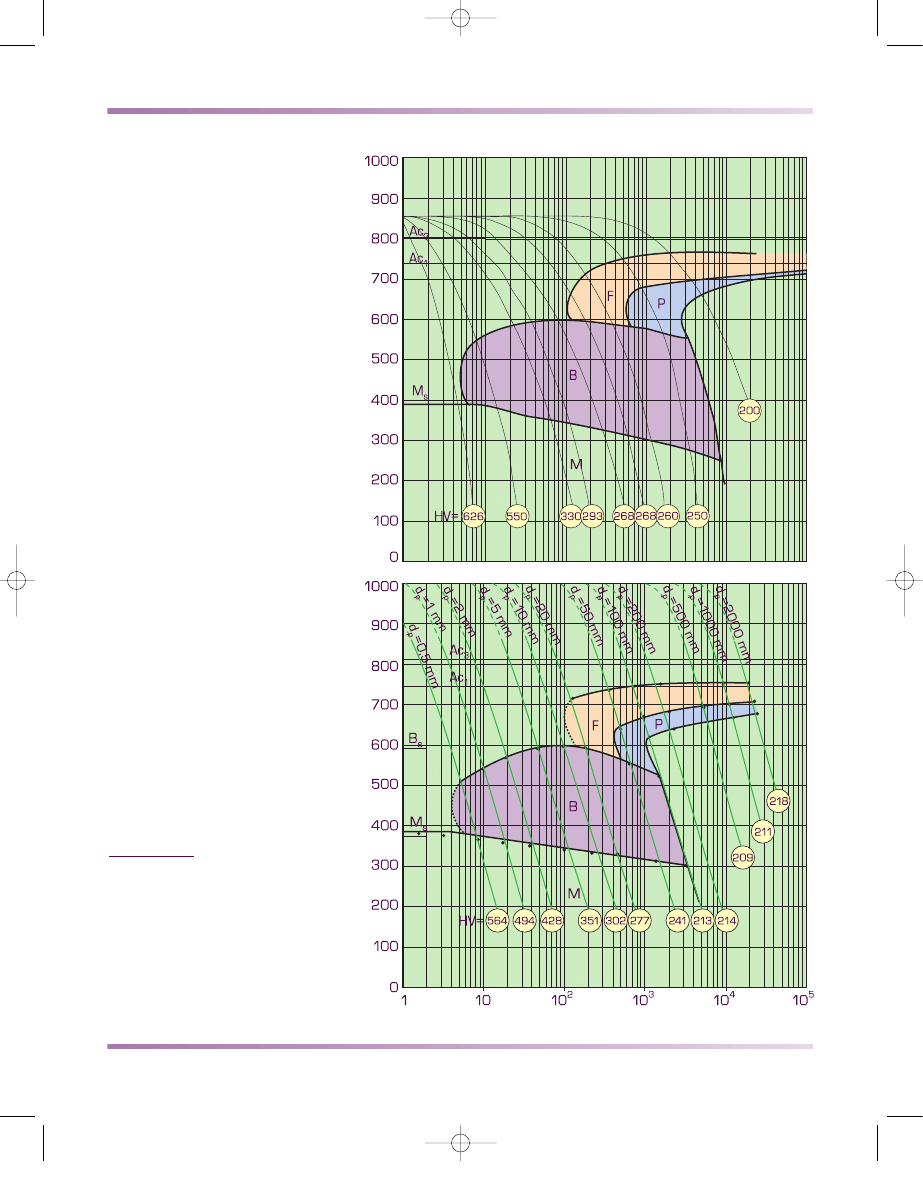
jego prezentacji graficznej. Na rysunku 9.51 przykładowo porównano wyznaczony
doświadczalnie i obliczony opisaną metodą anizotermiczne wykresy przemian
austenitu przechłodzonego wybranej stali konstrukcyjnej stopowej.
OCENA WPŁYWU PIERWIASTKÓW STOPOWYCH NA WYBRANE
CHARAKTERYSTYCZNE WARTOŚCI WYSTĘPUJĄCE NA WYKRESACH
CTP
c
Opracowano ponadto opartą na statystycznie zaplanowanym eksperymencie
autorską metodę oceny wpływu pierwiastków stopowych na wybrane charakterys-
tyczne wartości występujące na wykresach CTP
c
. Wyniki są zestawione w postaci
powierzchni odpowiedzi, jak na przykład wpływu węgla w parze z jednym z po-
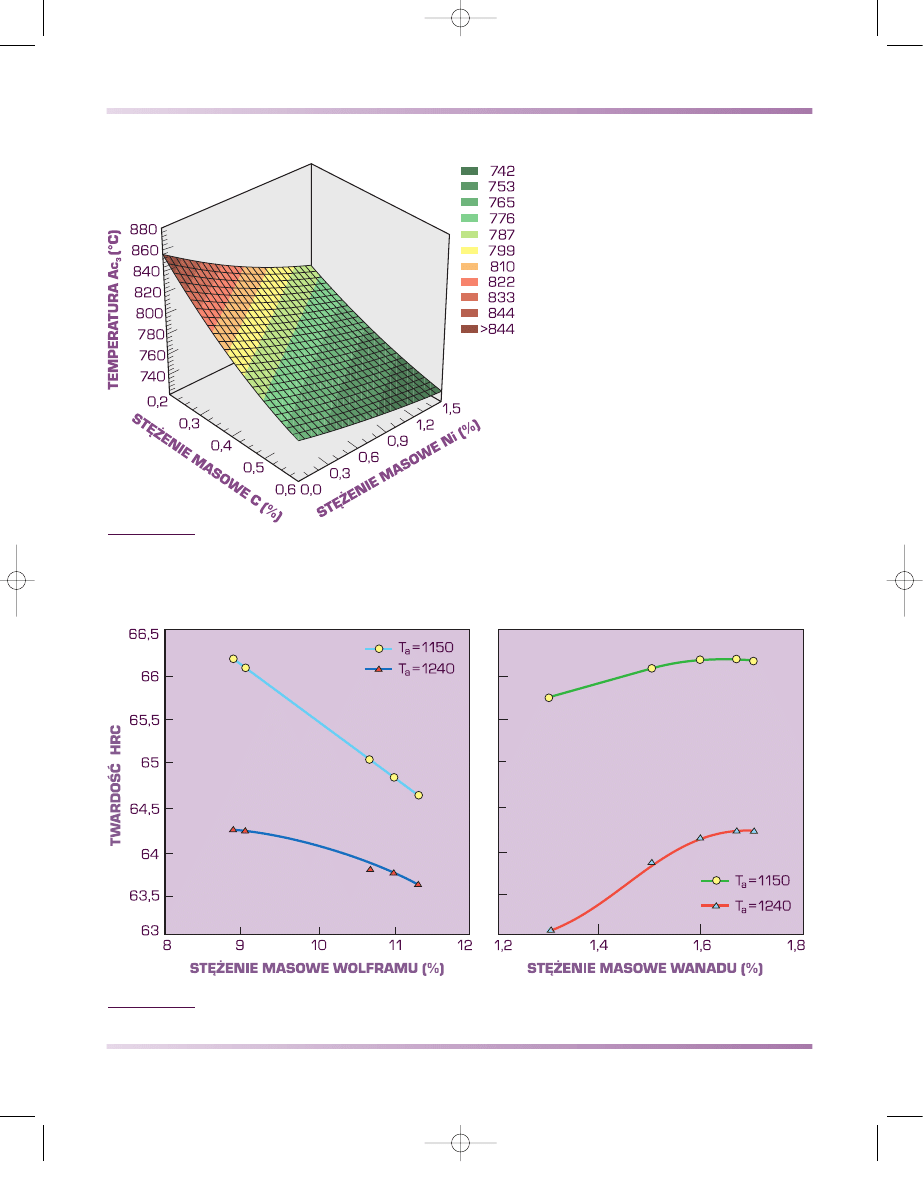
zostałych analizowanych pierwiastków stopowych. Na rysunku 9.52 przedsta-
wiono przykładowo wpływ węgla i niklu na temperaturę Ac
3
wybranej stali
niskostopowej.
MODELOWANIE WYBRANYCH WŁASNOŚCI STALI SZYBKOTNĄCYCH
Opracowana metoda, stosująca sztuczne sieci neuronowe, pozwala na oblicza-
nie twardości stali szybkotnących po obróbce cieplnej na podstawie składu che-
micznego i parametrów obróbki cieplnej. Zaprezentowano przykładowe wyniki
przeprowadzonej symulacji komputerowej wyznaczania krzywych odpuszczania
9.2. Podstawowe zasady projektowania materiałowego
1375
TEMPERA
TURA (°C)
CZAS (s)
Rysunek 9.50
Schemat blokowy metody obliczania wykresów CTP
c
9 roz 9-11-02 13:43 Page 1375
9. Podstawy metodologii projektowania materiałowego
1376
produktów i ich elementów
TEMPERA
TURA (°C)
TEMPERA
TURA (°C)
CZAS (s)
Rysunek 9.51
Wykresy CTP
c
dla stali
zawierającej 0,36% C, 0,69% Mn,
0,29% Si, 1,09% Cr, 0,08% Ni,
0,07% Mo, 0,01% V i 0,12% Cu
austenityzowanej w 860°C;
a) wyznaczony doświadczalnie,
b) obliczony
(według J. Trzaski)
9 roz 9-11-02 13:43 Page 1376
stali szybkotnących. Przyjęto, że adekwat-
nym jest model, który pozwoli na uzyskanie
wartości średniej różnicy twardości na pozio-
mie odpowiadającym dokładności przyrządu
pomiarowego, tj. 0,5 HRC.
Z zastosowaniem opracowanego modelu
sieci neuronowej, przykładowo dokonano
analizy wpływu sześciu pierwiastków stopo-
wych W, Mo, V, Ti, Nb i Co na twardość sta-
li szybkotnących dla temperatury austenity-
zowania T
a1
=1150°C i odpowiadającej jej
temperatury odpuszczania T
o1
=540°C oraz
odpowiednio T
a2
=1240°C i T
o2
=540°C, przy
następujących stałych stężeniach masowych
pierwiastków stopowych: 0,94% C, 0,52%
Mn, 0,66% Si, 4,5% Cr, oraz następujących
poziomach stężenia analizowanych pier-
wiastków: 8,9
÷
11,3% W, 0
÷
2% Mo, 1,3
÷
1,8%
V, 0
÷
0,6% Ti, 0
÷
0,95% Nb i 0
÷
5,2% Co. Wy-
niki przedstawiono na rysunku 9.53, przy-
kładowo dla dwóch z analizowanych pier-
wiastków stopowych.
Opracowany model sieci neuronowej umo-
żliwia wyznaczenie krzywej odpuszczania
9.2. Podstawowe zasady projektowania materiałowego
1377
Rysunek 9.52
Wpływ węgla i niklu na temperaturę Ac
3
stali zawierającej
0,3% Mn, 1,3% Si, 0,02% Cr, 0,02% Mo i 0,3% V
(według J. Trzaski)
,
Rysunek 9.53
Wykresy wpływu pierwiastków stopowych na twardość stali szybkotnących; T
a
– temperatura austenityzowania w °C
9 roz 9-11-02 13:43 Page 1377
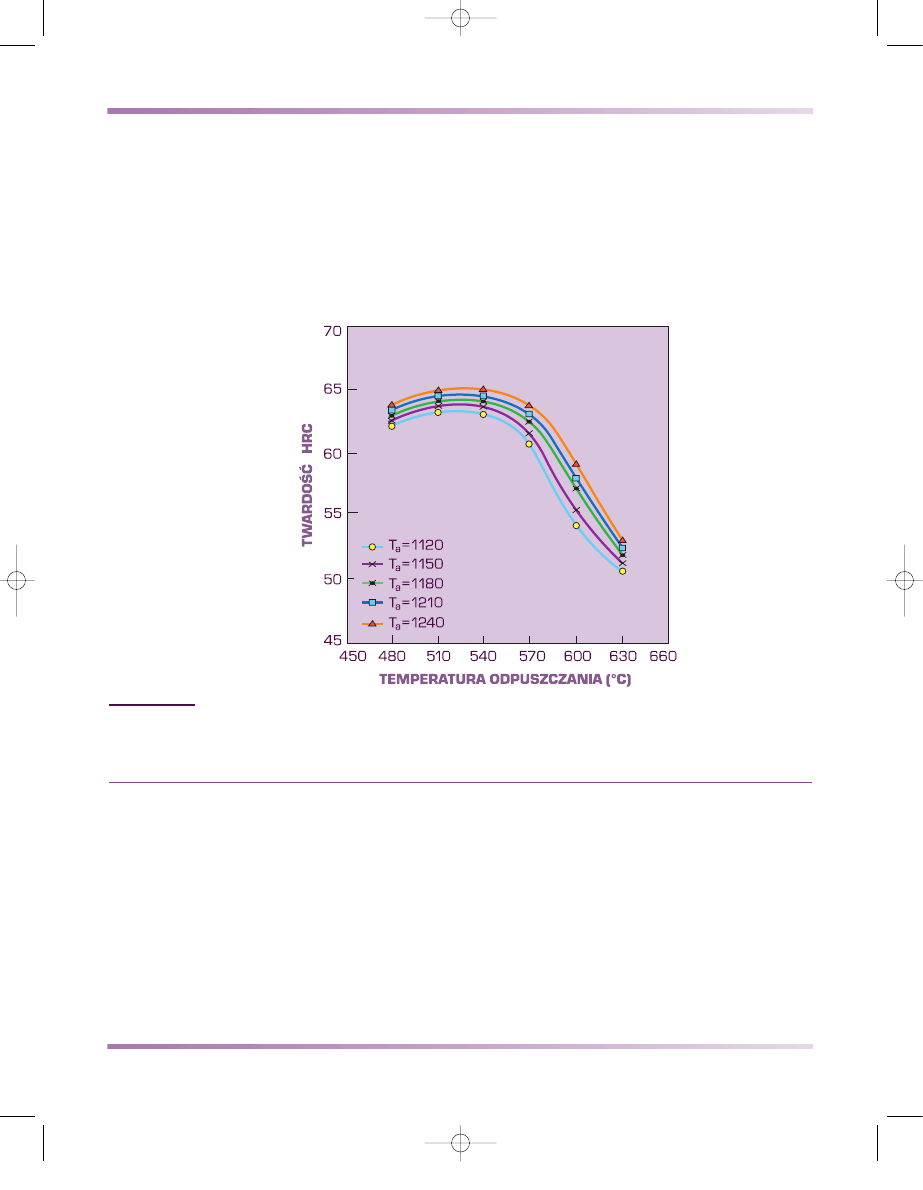
dla analizowanej temperatury austenityzowania T
a
. Przykładowo podano oblicze-
nia symulacyjne dla stali szybkotnącej o nieznormalizowanym składzie chemicz-
nym. Wyniki obliczeń symulacyjnych przedstawiono na rysunku 9.54.
Opracowany model sieci neuronowej może być zastosowany do oceny wpływu
pierwiastków stopowych na twardość stali szybkotnących. Otrzymane wyniki sy-
mulacji komputerowej są zgodne z wynikami badań doświadczalnych wykonanych
w pracach źródłowych.
INNE SYSTEMY KOMPUTEROWEGO WSPOMAGANIA DOBORU MATERIAŁÓW
Analogiczne autorskie programy dotyczą oceny trwałości resztkowej stali stoso-
wanych na elementy ciśnieniowe instalacji energetycznych. Stale trwają prace nad
kolejnymi aplikacjami inżynierskimi umożliwiającymi komputerowe wspomaganie
doboru materiałów inżynierskich do specjalnych zastosowań. Postęp w tym zakre-
sie jest szczególnie ważny, gdyż udostępniane systemy komputerowe eliminują błę-
dy grube popełniane nierzadko przy stosowaniu tradycyjnych metod, jak również
stanowią nieodzowne elementy systemów wspomagania prac inżynierskich CAx,
tzn. CAD/CAM/CAMD (komputerowe wspomaganie projektowania/wytwarza-
nia/projektowania materiałowego).
9. Podstawy metodologii projektowania materiałowego
1378
produktów i ich elementów
,
Rysunek 9.54
Obliczone krzywe odpuszczania dla stali szybkotnącej zawierającej 0,98% C, 0,5% Mn, 0,64% Si, 4,4% Cr,
10,6% W, 1,85% Mo, 1,6% V, 0,3% Ti, 0,46% Nb i 4,9% Co; T
a
– temperatura austenityzowania w °C
9 roz 9-11-02 13:43 Page 1378
9.3. Zależność projektowa-
nia materiałowego i techno-
logicznego produktów
i ich elementów
9.3.1. Podstawowe czynniki uwzględniane podczas
projektowania technologicznego
KLASYFIKACJA GŁÓWNYCH CZYNNIKÓW
DECYDUJĄCYCH O DOBORZE PROCESÓW WYTWARZANIA PRODUKTÓW
Bardzo ważnym etapem procesu projektowania inżynierskiego jest dobór pro-
cesów wytwarzania produktów ściśle związany z doborem materiałów inżynier-
skich na jego elementy. Podstawowym kryterium tych doborów jest maksymaliza-
cja jakości, przy równoczesnej minimalizacji kosztów elementów produktu. Proce-
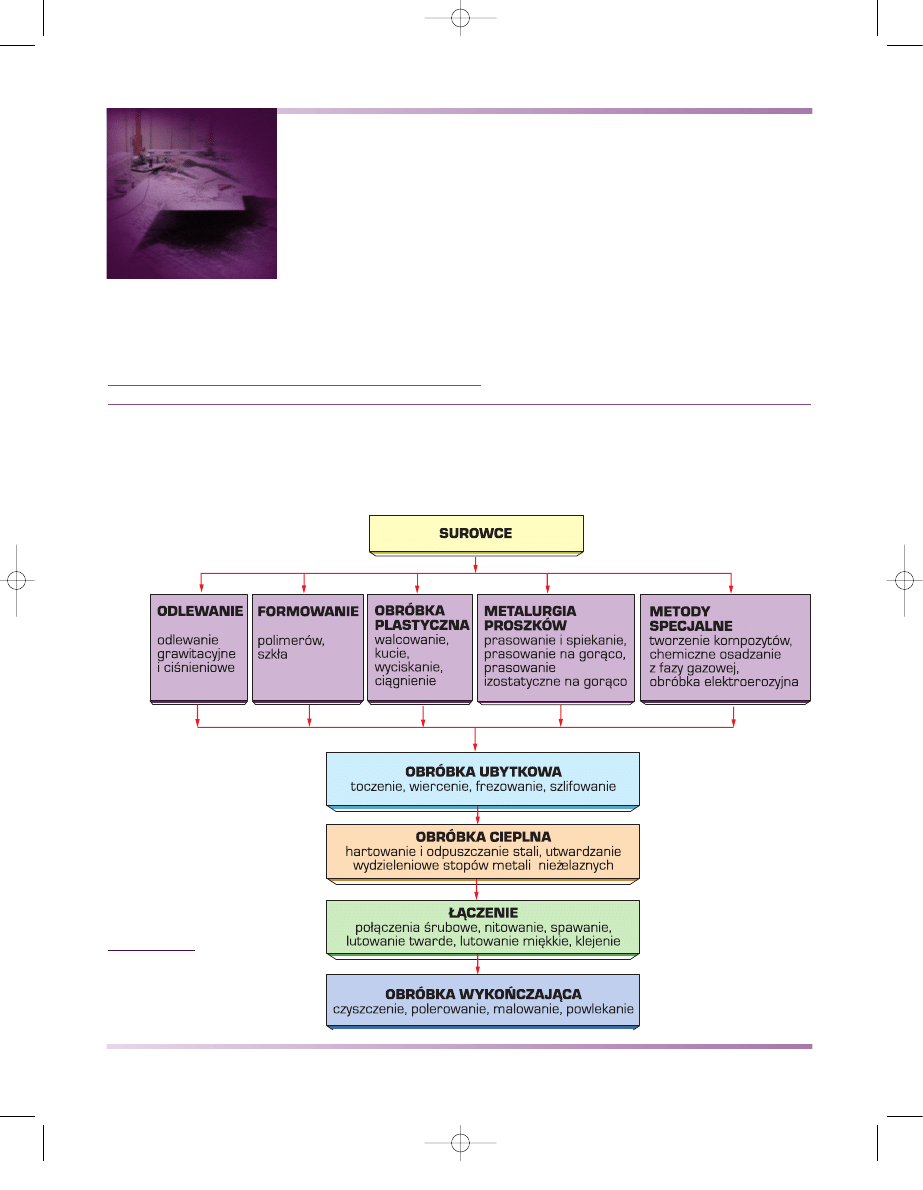
sy wytwarzania można pogrupować w dziewięciu klasach (rys. 9.55). Pierwszy
1379
Rysunek 9.55
Podział procesów
wytwarzania
(opracowano według
M.F. Ashby’ego)
9 roz 9-11-02 13:43 Page 1379
Wyszukiwarka
Podobne podstrony:
W09 Ja wstep ROZ
164 ROZ M G w sprawie prowadzeniea prac z materiałami wybu
124 ROZ stwierdzania posiadania kwalifikacji [M G P P S
013 ROZ M T G M w sprawie warunków technicznych, jakim pow
4 ROZ w sprawie warunkow techn Nieznany (2)
16 ROZ w sprawie warunkow tec Nieznany
18 ROZ warunki tech teleko Nieznany (2)
034 ROZ M I w sprawie wzoru protokołu obowiązkowej kontroli
5 ROZ w sprawie warunkow tech Nieznany (2)
123 roz uprawnienia D20140176id Nieznany
bio gle srod roz
133 ROZ bhp i p poz w zakla Nieznany
hej mam bardzo fajna zagadke dla ciebie jak bedziesz miał chwile to sobie zobacz, ■RÓŻNOŚCI, MOŻNA S
rr RĂłznice Indywidualne Wszytskie pytania, Studia, Psychologia, SWPS, 2 rok, Semestr 04 (lato), Psy
teorie roz reg, ściągi 2 rok ekonomia 1 sem
Roz 4 Pedagogika egzystencjalna[1]
roz i serduszka
roz III
więcej podobnych podstron