Rys. 1.
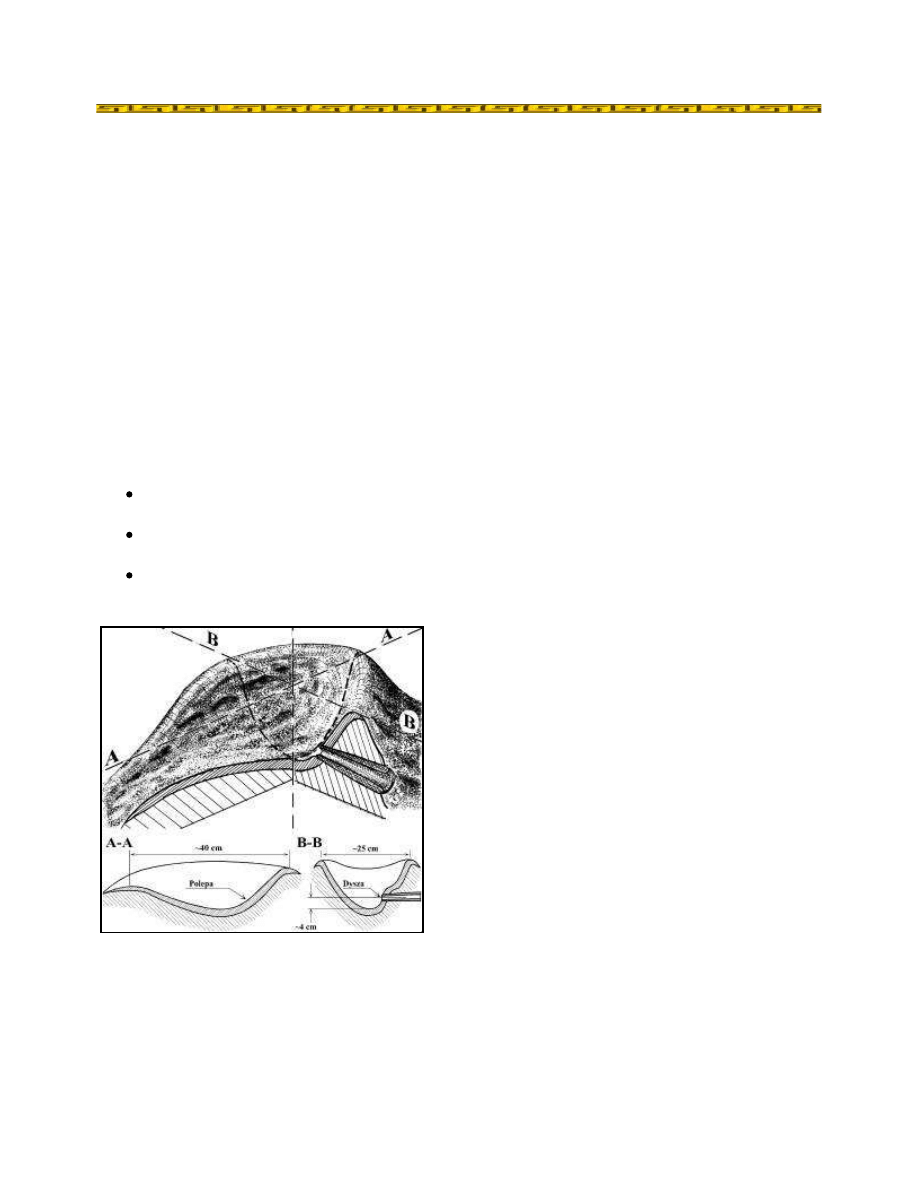
Budowa doświadczalnego paleniska
kowalskiego.
Techniki kowalskie stosowane na Mazowszu
w okresie wpływów rzymskich
P
ragnąc omówić (z konieczności tylko najważniejsze) techniki kowalskie ujęte w tytule,
przede wszystkim muszę uściślić problem zastosowanej przeze mnie terminologii. Materiał,
jakim dysponował starożytny kowal, był z chemicznego punktu widzenia stalą, a więc stopem
ż
elaza z węglem, gdyż termin żelazo odnosi się do pierwiastka chemicznego. Jednak potocznie
ż
elazem określa się stop miękki, o małej zawartości węgla, a stalą - stop twardy,
wysokowęglowy, dający się dodatkowo utwardzać na drodze hartowania. Termin żelazo stosuje
się również wtedy, kiedy stop uzyskano nie w stanie płynnym, lecz ciastowatym, a więc w
przypadku żelaza dymarskiego. Dla uproszczenia pozostanę tutaj przy terminologii potocznej, a
więc nazwy stal i żelazo używać będę do określenia odpowiednio stopu twardego i miękkiego.
P
rzy odtwarzaniu opisanych tutaj technik, przyjąłem następujące założenia:
Stosowanie wyłącznie narzędzi, co do których nie ma wątpliwości, że były lub mogły być
wówczas używane.
Organizacji stanowiska kowalskiego w sposób jak najbardziej zbliżony do
prawdopodobnego pierwowzoru.
Uzyskanie kształtu, układu włókien metalu i śladów narzędzi jak najbardziej zbliżonych
do występujących w kopiowanych zabytkach
P
odstawowym warunkiem odtworzenia
procesu kucia, była rekonstrukcja ogniska
kowalskiego, oraz zestawu narzędzi. Nie potrafię
powiedzieć, jak w rzeczywistości były wtedy
zbudowane takie paleniska, dlatego aby uniknąć
niebezpieczeństwa
błędnej
interpretacji
dostępnego
materiału
archeologicznego,
przyjąłem możliwie najprymitywniejszą, a więc
bardzo prawdopodobną jego formę. Do prób
wykonałem palenisko w kształcie owalnego
dołka, długości 40 cm, szerokości 25 cm, i
głębokości 20 cm, wylepionego chudą gliną
(warstwa o grubości 2 ÷ 3 cm). W dłuższej
ś
ciance, 3 ÷ 4 cm ponad dnem kotlinki,
umieściłem wylot dyszy powietrznej. Znacznie
łatwiejszą sprawą, było zrekonstruowanie
narzędzi kowalskich. Nie odtwarzałem w tym
przypadku żadnego konkretnego zespołu
zabytków, ale starałem się wykonać najprostszy,
typowy dla omawianego okresu ich zestaw. W praktyce okazało się, że nie ma możliwości
jednoznacznego, ścisłego zidentyfikowania bardziej skomplikowanych technik kowalskich
stosowanych w tamtych czasach. W przypadku konkretnego przedmiotu, często można jedynie
przypuszczać jak go wykonano, ewentualnie jak na pewno zrobiony być nie mógł, lecz nie da
się stwierdzić z całą pewnością, jaka była kolejność poszczególnych operacji technologicznych,
Techniki kowalskie stosowane na Mazowszu w okresie wpływów rzymskich http://www.platnerz.com/platnerz-com/scriptorium/wolkamilanowska/tec...
1 z 8
19/03/2012 22:38
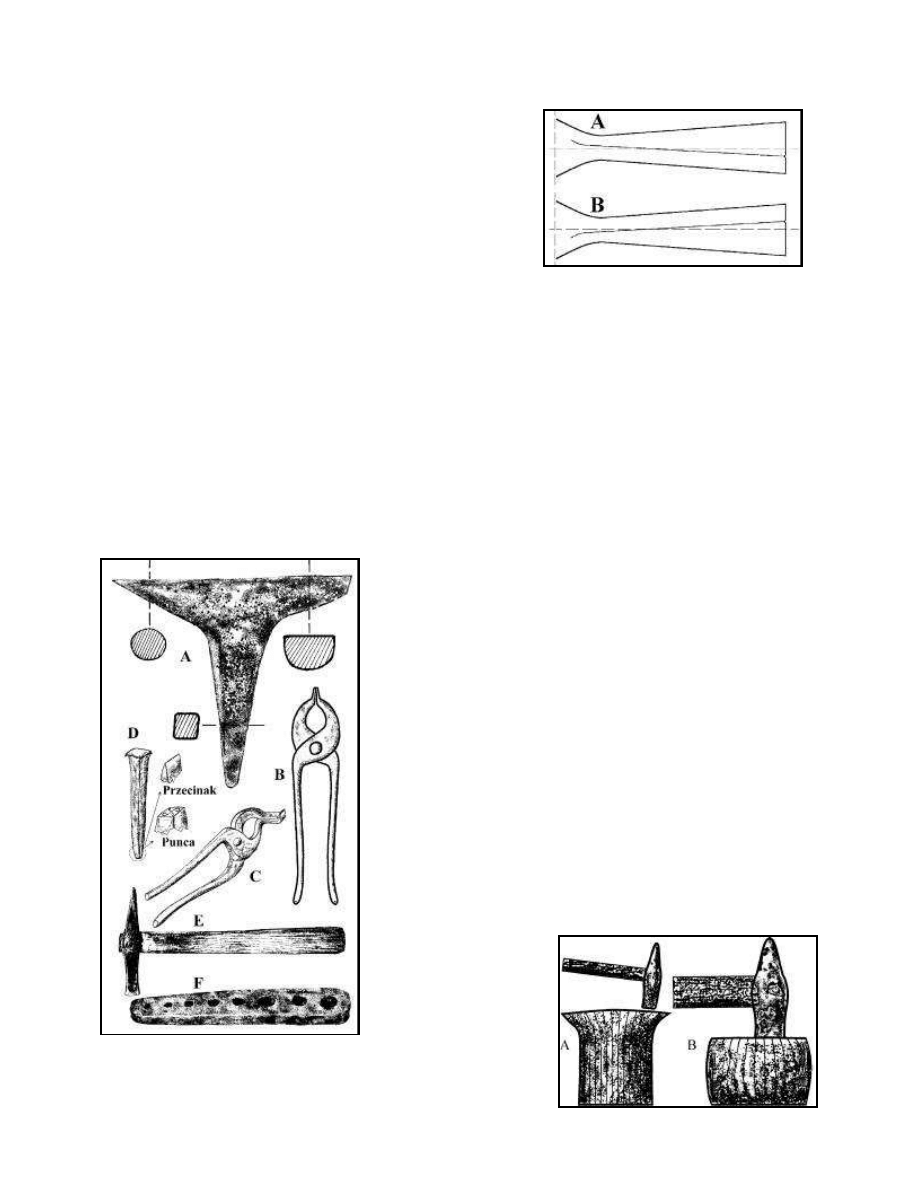
Rys. 2.
Schemat przebiegu szwu w tulei
grotu wykutego przez kowala:
A - praworęcznego.
B - leworęcznego.
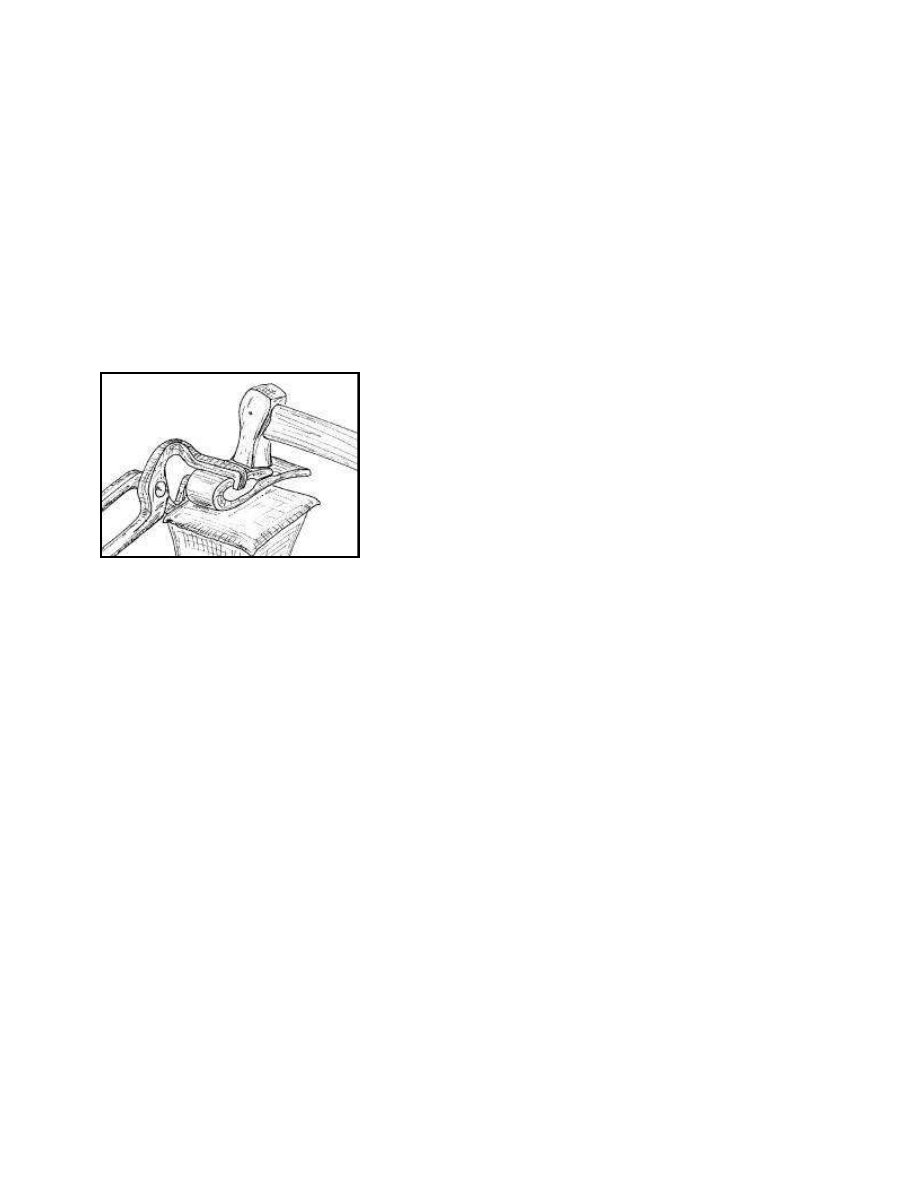
Rys. 3.
Podstawowe narzędzia
kowalskie z II - III wne.
a nawet czy zastosowano właśnie tę konkretną technologię, a nie inną, mogącą prowadzić do
uzyskania takiej samej formy przestrzennej.
N
ieliczna i enigmatyczna ikonografia i opisy
ś
redniowieczne, dają tylko bardzo ogólne pojęcie o
technikach, stosowanych w dodatku znacznie później.
Nie można się też niestety opierać zbyt bezkrytycznie na
kowalstwie współczesnym, gdyż niejako wstępne
warunki kucia są teraz zupełnie inne niż były dawniej.
W tej sytuacji, właściwie jedynym jednoznacznym
materiałem, mogącym być podstawą do takich badań, są
zachowane przedmioty żelazne i narzędzia. Sam kształt
odkuwki wyznacza tylko kierunek pracy, natomiast
konkretną drogę jaką szedł kiedyś kowal, możemy
próbować prześledzić na podstawie faktury zachowanej
powierzchni, pozostawionych na niej śladów narzędzi,
czy układu odsłoniętych przez korozję włókien żelaza. Te
najczęściej niedostrzegane cechy zabytków, mogą
czasami bardzo dużo powiedzieć o sposobie ich wykonania, a nawet o tym, czy kowal był prawo
czy leworęczny (Ryc. 2).
N
ajistotniejszą różnicą, narzucającą już na początku zupełnie inny styl pracy starożytnego
kowala, była wielkość używanych przez niego narzędzi, oraz trudność ich wykonania, a co z
tego wynika ich różnorodność. W większości przypadków miał on do swojej dyspozycji
skromny jak na współczesne warunki ich zestaw, obejmujący tylko narzędzia podstawowe.
P
rzede wszystkim były tam młotki o wadze do 1 ÷ 1,5
kg (Ryc. 3E), kowadełko, (często mające formę tzw.
dwuroga, stosowanego obecnie tylko jako kowadło
pomocnicze - Ryc. 3A), gwoździownica (Ryc. 3F), oraz
kilka rodzajów kleszczy (Ryc. 3B, 3C) i pilników. Z całą
pewnością były też używane inne narzędzia jak choćby
przecinaki, czy różnego kształtu punce (Ryc. 3D), jednak
najczęściej nie da się ich jednoznacznie zidentyfikować.
Za pomocą tych narzędzi można było wykuć w zasadzie
wszystkie znane wtedy żelazne przedmioty, a więc był to
zestaw w zupełności wystarczający przeciętnemu
kowalowi. Oczywiście produkowano też wyroby bardzo
skomplikowane technologicznie np. umbo z kolcem,
wymagające specjalistycznych narzędzi, ale nie sądzę, aby
wykonywano je w ramach przeciętnego warsztatu
kowalskiego. Świadomie nie wymieniłem tutaj miecha
kowalskiego, gdyż o jego budowie nic konkretnego nie
wiemy.
W
szystkie te
narzędzia,
choć
bardzo podobne w
swojej formie do
używanych obecnie,
są z reguły znacznie
od nich mniejsze.
Wielkość młotka czy
kowadła, a właściwie
Techniki kowalskie stosowane na Mazowszu w okresie wpływów rzymskich http://www.platnerz.com/platnerz-com/scriptorium/wolkamilanowska/tec...
2 z 8
19/03/2012 22:38

A - Dwuróg.
B - Kleszcze proste.
C - Kleszcze obuszne.
D - Punca i przecinak.
E - Młotek.
F - Gwoździownica.
Rys. 4.
Odkształcenie odkuwki kutej:
A - młotkiem zbyt lekkim.
B - o prawidłowej masie.
stosunek jego masy
do masy kutego
przedmiotu
ma
ogromne znaczenie.
W
uproszczeniu
można powiedzieć, że
nie da się małym młotkiem kuć dużej bryły żelaza. W
skrajnych przypadkach, nawet przy najsilniejszych
uderzeniach odkształceniu ulegną jedynie zewnętrzne warstwy, natomiast rdzeń pozostanie bez
zmian (Ryc. 4A). Podobnie i masa młotka determinuje masę możliwego do użycia kowadła. W
większości przypadków masa zgrzewanego przedmiotu może być większa od masy młotka około
dwa razy, kutego do pięciu, i przynajmniej tyle samo razy kowadło musi być od młotka cięższe.
Oczywiście proporcje te odnoszą się do odkuwek w miarę zwartych, a nie np. do pręta, który
teoretycznie można kuć i stopniowo zgrzewać do niego następne fragmenty w nieskończoność.
P
owyższa obserwacja może być podstawą do próby oszacowania ilości żelaza uzyskanego w
jednym kawałku z pojedynczej łupki. Przyjmując, że do ostatecznej obróbki wstępnie
oczyszczonej łupki żelaznej używano młotków o wadze nawet 2 kg, można było otrzymać co
najwyżej sztabkę o ciężarze 4 ÷ 5 kg.
O
sobiście skłonny jestem przypuszczać, że otrzymywano bryłki żelaza kilka razy mniejsze,
tym bardziej, że przedmioty nawet o wadze 1 kg są rzadkością. Teoetyczna liczba kilkunatu
kilogramów żelaza uzyskiwanych z jednego pieca, da się więc w tej sytuacji pogodzić tylko z
samoistnym lub zamierzonym rozpadem jednej dużej łupki podczas przekuwania, bądź też
ogromnymi stratami metalu już na etapie jej wstępnego oczyszczania, albo z otrzymywaniem w
czasie wytopu nie jednej, a kilku odrębnych łupek. Oczywiście nie wyklucza to możliwości
uzyskiwania większych brył żelaza, ale musiało być to podyktowane koniecznością wykonania
dużego przedmiotu np. kowadła.
O
drębną sprawą jest przekuwanie, a właściwie raczej wygniatanie zanieczyszczonej łupki.
Nie dało się tego zrobić na kowadle, bo tak dużych kowadeł nie było. Być może oczyszczano je
na kowadłach kamiennych ale przypuszczam, że przynajmniej pierwsze fazy wygniatania żużla
mogły być przeprowadzane bez wyjmowania łupki z paleniska. Do rozgrzania dużej łupki do
temp. rzędu 900 °C trzeba było dysponować odpowiednio dużym paleniskiem i silnym
miechem, co jest do przyjęcia chyba tylko w przypadku dużej, zorganizowanej produkcji.
Znane jednak są znaleziska pojedynczych pieców, a więc albo musimy przyjąć, że
transportowano nieoczyszczone łupki - co stawia pod znakiem zapytania sens takiego
przedsięwzięcia albo, że przynajmniej z grubsza, oczyszczano je na miejscu. Zastosowanie
dużego miecha i budowa specjalnego paleniska tylko na potrzeby jednego czy dwóch wytopów
jest mało prawdopodobne, a więc musi istnieć inne rozwiązanie. Nie miałem możliwości
eksperymentalnego sprawdzenia tego pomysłu w zastosowaniu do łupki, ale możliwe jest
częściowe, jednostronne ogrzewanie dużej ożużlonej bryły, tylko leżącej na rozżarzanych za
pomocą niewielkiego miecha węglach. Taką łupkę można by stopniowo obracać i obkuwać
młotkiem lub drewnianą pałką jej rozgrzany fragment, a jednocześnie nagrzewać następny.
Cały proces można by zatem przeprowadzić w niewielkim, odkrytym palenisku kowalskim. W
wyniku zgrzewania tak oczyszczanej łupki otrzymać by można kilkusetgramowe bryłki metalu,
a więc zupełnie wystarczające do wykonania większości używanych wówczas przedmiotów
ż
elaznych. Podkreślam jednak jeszcze raz, że jest to tylko moje przypuszczenie, nie poparte
ż
adnym udanym eksperymentem.
M
ożna tutaj powiedzieć, że proces oczyszczania łupki a właściwie zgrzewania zawartego w
niej żelaza, leżał na granicy pomiędzy ówczesną hutą a kuźnią, i z pewnością musiał być
doskonale znany każdemu kowalowi. Polegał on, ogólnie mówiąc, na sprasowaniu masy
rozżarzonych bryłek i płatków żelaznych. W warunkach warsztatu kowalskiego mamy tutaj do
Techniki kowalskie stosowane na Mazowszu w okresie wpływów rzymskich http://www.platnerz.com/platnerz-com/scriptorium/wolkamilanowska/tec...
3 z 8
19/03/2012 22:38
Rys. 5.
Sposób trzymania kleszczami
obusznymi zgrzewanej
siekierki.
czynienia z tzw. „zgrzewaniem ogniowym”, właściwie wypartym obecnie przez spawanie, a
będącym kiedyś jedynym sposobem na trwałe połączenie ze sobą różnych fragmentów kutego
przedmiotu czy kilku gatunków stali. W praktyce zgrzewane elementy trzeba równomiernie
ogrzać do temperatury rzędu 1400 °C i połączyć ze sobą silnymi uderzeniami młota. Jednak w
tak wysokich temperaturach żelazo gwałtownie się utlenia i to nie tylko na powierzchni, ale w
całej swojej masie, co prowadzi do nieodwracalnego przepalenia i zniszczenia materiału. Aby
temu zapobiec, posypywano zgrzewane elementy piaskiem lub pokruszonym żużlem. Ciekły
topnik rozpuszczał tlenki żelaza oczyszczając zgrzewane powierzchnie i izolował je od dostępu
tlenu. W przypadku kucia dziweru, płynny topnik dodatkowo łączy termicznie spajane
fragmenty umożliwiając równomierne nagrzanie całego pakietu. Prawdopodobnie taki sam
efekt podczas zgrzewania łupki dawał wyciskany z niej żużel. Niestety niemożliwe jest zupełne
odizolowanie powierzchni odkuwki od zawartego we wdmuchiwanym do paleniska powietrzu
tlenu, co powoduje duże straty utlenianego żelaza sięgające nawet kilkudziesięciu procent, a
tym samym uniemożliwia zgrzewanie elementów drobnych i blachy. Nie zgrzewa się również
już wykończonych detali, ponieważ każdy zgrzew należy dodatkowo przekuć.
J
ak widać technika zgrzewania ogniowego, jest w
praktyce bardzo uciążliwa i skomplikowana, tym nie
mniej w wielu przypadkach niezastąpiona. Z całą
pewnością znano ją i stosowano nie tylko do zgrzewania
łupki, ale i do wykonywania konkretnych przedmiotów,
jak choćby siekierek, na których z reguły widoczny jest
szew powstały w miejscu styku łączonych powierzchni.
Jeszcze do niedawna zgrzewaną siekierę trzymano
kleszczami mającymi szczęki odgięte w bok pod kątem
prostym, tzw. „kleszczami obusznymi”. Identyczne
kleszcze znajdują się w skarbie narzędzi kowalskich
pochodzących z Tłustego (Rys. 5).
N
asuwa się tutaj wątpliwość, czy do uzyskania
temperatur rzędu 1300 - 1500 °C nie trzeba było jednak
budować specjalnych pieców. Do typowych prac w
zupełności wystarczyło najprostsze palenisko ułożone z kilku kamieni, lub doświadczalne
palenisko opisane powyżej. Jak wykazała praktyka, ogrzewanie klamerki czy nożyka
sierpikowatego, nie wymaga nawet stosowania dyszy i miecha, gdyż z powodzeniem może go
zastąpić skrzydło większego ptaka, natomiast przy zastosowaniu nawet najprymitywniejszego
miecha, można w takim palenisku nadtopić nawet kilogramową sztabkę żelaza. Uzyskiwanie
tak wysokich temperatur było w większości przypadków zupełnie niepotrzebne. Współczesny
kowal, mając do dyspozycji duże kowadło, ciężkie młotki i praktycznie nieograniczoną ilość
ż
elaza, nagrzewa metal do maksymalnej temperatury i kuje go silnymi uderzeniami młota.
Nieuniknione przy tego typu obróbce niedokładności usuwane są przez późniejsze szlifowanie.
Taki styl pracy był nie do przyjęcia dla kowala starożytnego. Podczas kucia w temperaturach
bliskich 1000 °C, na powierzchni żelaza powstają niezbyt głębokie, ale wyraźne wżery
spowodowane jego gwałtownym utlenianiem. Ślady delikatnych uderzeń młotka na
powierzchni wielu zachowanych przedmiotów żelaznych dowodzą, że kucie było nie tylko
obróbką zgrubną, ale też wykończającą, a brak wspomnianych wżerów wskazuje na jej
prowadzenie - przynajmniej w ostatnim etapie - w temperaturze, co najwyżej czerwonego żaru
(~ 700 °C). Najprawdopodobniej na gorąco wykuwano w całości tylko większe przedmioty, nie
wymagające zachowania dokładnego kształtu. Odkuwki niewielkie, lub też fragmenty
wymagające precyzyjnego wykończenia, obrabiano następnie w temperaturach rzędu 500 ÷
700 °C, a nawet zupełnie na zimno. Początkowo kuto wyłącznie niewielkimi młotkami, a więc z
tzw. wolnej ręki, a dopiero na samym końcu z użyciem punc i ewentualnym retuszem za
pomocą pilnika i osełki. Dzięki temu możliwe było trzymanie bezpośrednio w ręku opartego na
kowadle przedmiotu, co dodatkowo zwiększa precyzję uderzeń. Bardziej przypominało to
Techniki kowalskie stosowane na Mazowszu w okresie wpływów rzymskich http://www.platnerz.com/platnerz-com/scriptorium/wolkamilanowska/tec...
4 z 8
19/03/2012 22:38
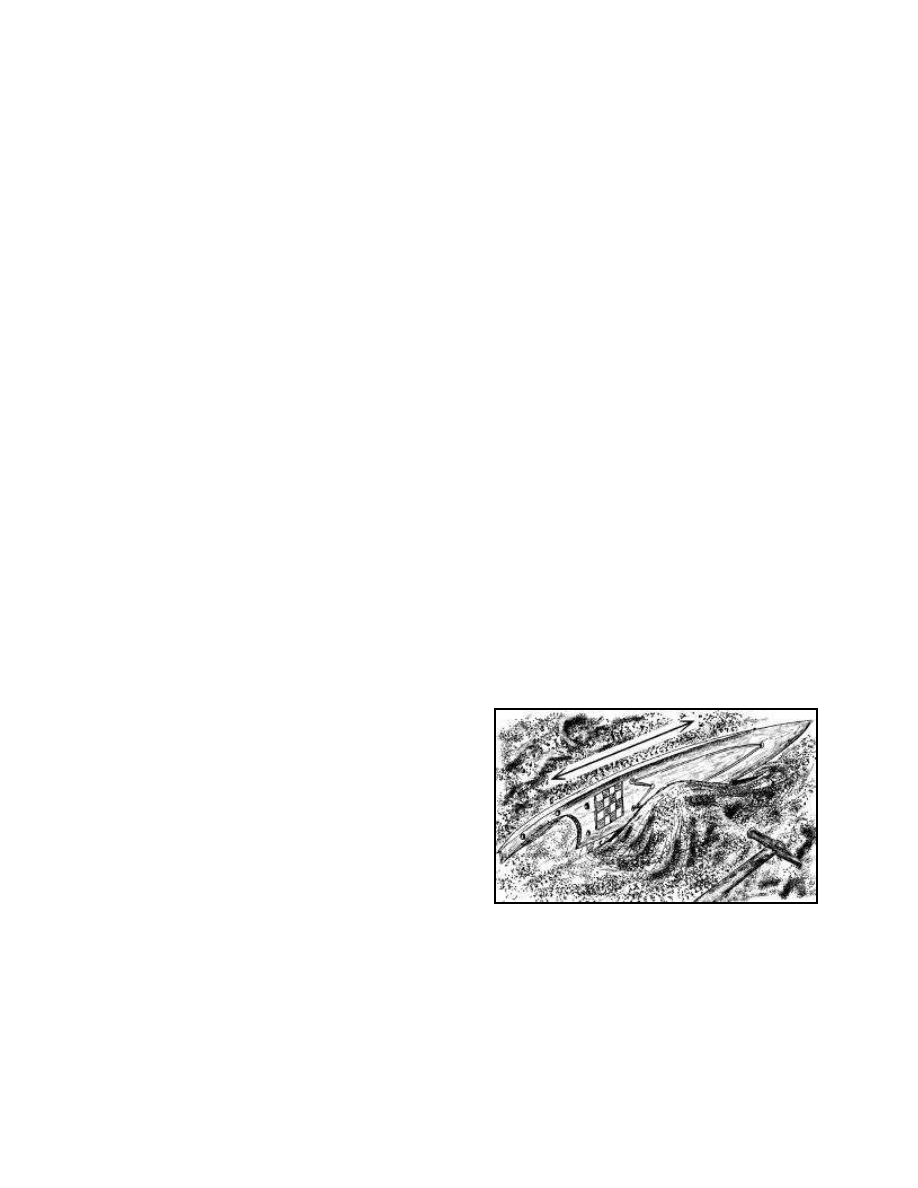
Rys. 6.
Hartowanie w wilgotnej ziemi
("KALANIE") miecza
jednosiecznego
pracę dzisiejszego złotnika niż kowala.
K
ucie na zimno stopniowo utwardza materiał, co może prowadzić do jego rozwarstwiania.
Aby tego uniknąć, co pewien czas należy kuty przedmiot rozgrzać do czerwoności, co powoduje
jego ponowne zmięknięcie. Utwardzanie żelaza w czasie kucia na zimno, było też z pewnością
wykorzystywane do nadawania sprężystości lub twardości. Ostrze noża czy nożyc nie musi być
koniecznie wykonane z twardych gatunków stali. Znane są też miecze wykonane z żelaza o
zawartości węgla poniżej 0,1 %, a więc nie dającej się utwardzić poprzez hartowanie.
Pozostawienie takiego miecza w stanie wyżarzonym, zupełnie uniemożliwia jego praktyczne
zastosowanie. Jedynym sposobem na uzyskanie z takiej stali w miarę ostrego i sprężystego
ostrza jest właśnie wykończająca obróbka na zimno, dokładnie taka sama jak w przypadku
klepania kosy. Na początku roku 2000 miałem możliwość praktycznego wypróbowania tak
utwardzonego miecza. Co prawda była to rekonstrukcja miecza lateńskiego, ale w przypadku
tego eksperymentu nie ma to chyba znaczenia. Wspomniany miecz został wykuty ze
współczesnej niskowęglowej stali o podobnej do pierwowzoru zawartości węgla - w granicach
0,1 %. Na gorąco został mu nadany ogólny kształt, o prostokątnym przekroju ostrza. Kształt
ostateczny - soczewkowaty w przekroju - został otrzymany już tylko na zimno, bez wyżarzania.
Otrzymana w ten sposób głownia uginała się sprężyście nawet do 15 cm, i można nią było bez
widocznych uszkodzeń rąbać twarde drewno a nawet kości. W przypadku ostrzy wykutych ze
stali o większej zawartości węgla, można było stosować technikę hartowania. Znajomość istoty
tego procesu wcale nie była konieczna do zastosowania go w praktyce. Również i jego odkrycie
nie mogło stanowić pilnie strzeżonej tajemnicy, gdyż z pewnością niejednokrotnie kuty
przedmiot został zupełnie przypadkowo zahartowany przez zbyt wczesne wrzucenie go do wody.
Hartowanie polega na ogrzaniu stali do ściśle określonej temperatury i szybkim jej
ochłodzeniu. W praktyce nie było to takie proste, gdyż zarówno owa temperatura jak i
szybkość chłodzenia dla różnych gatunków stali mają różne wartości. Hartowana stal uzyskuje
dużą twardość, ale staje się jednocześnie krucha, a te dwie cechy niestety są ze sobą
nierozerwalnie związane. Aby uzyskać maksymalną twardość przy możliwie najmniejszej
kruchości, należało odpowiednio dobrać parametry i rodzaj cieczy chłodzącej, w miarę
precyzyjnie określić temperaturę stali na podstawie jej koloru, a nawet w odpowiedni sposób
zanurzyć hartowany przedmiot. Dopiero ta wiedza, stanowiąca o kunszcie każdego kowala
mogła być jego sekretem.
O
stosowanych technikach hartowania
można właściwie tylko snuć przypuszczenia.
Praktycznie wszystkie ślady hartowania zostały
zniszczone przez wyżarzenie w stosie
pogrzebowym, a więc o sposobie obróbki cieplnej
można wnioskować tylko na podstawie struktury i
rodzaju użytej przez kowala stali, oraz analizy
tradycyjnych, stosowanych jeszcze w kuźniach
metod hartowania. Mnich Teofil opisuje
hartowanie w moczu, i muszę przyznać, że
pomijając pewne nieprzyjemne wrażenia
organoleptyczne, doskonale w ten sposób hartuje
się pilniki i krzesiwka. Metoda ta jednak nie
mogła być stosowana w przypadku hartowania
miecza, gdyż otrzymano by ostrze co prawda
bardzo twarde, ale i bardzo kruche. Mogła być
tutaj zastosowana technika hartowania selektywnego, polegająca na szybkim ostudzeniu tylko
samego ostrza i pozostawieniu miękkiej części środkowej. Nie jest to trudne a więc mogło być
stosowane nawet w warunkach prymitywnej kuźni. Jest kilka metod takiego studzenia miecza,
ja opiszę tutaj tylko jedną, moim zdaniem najciekawszą. Technika ta jest z pewnością bardzo
stara, choć oczywiście nie można stwierdzić jej rzymskiego rodowodu. Kowal, który mi ją
Techniki kowalskie stosowane na Mazowszu w okresie wpływów rzymskich http://www.platnerz.com/platnerz-com/scriptorium/wolkamilanowska/tec...
5 z 8
19/03/2012 22:38
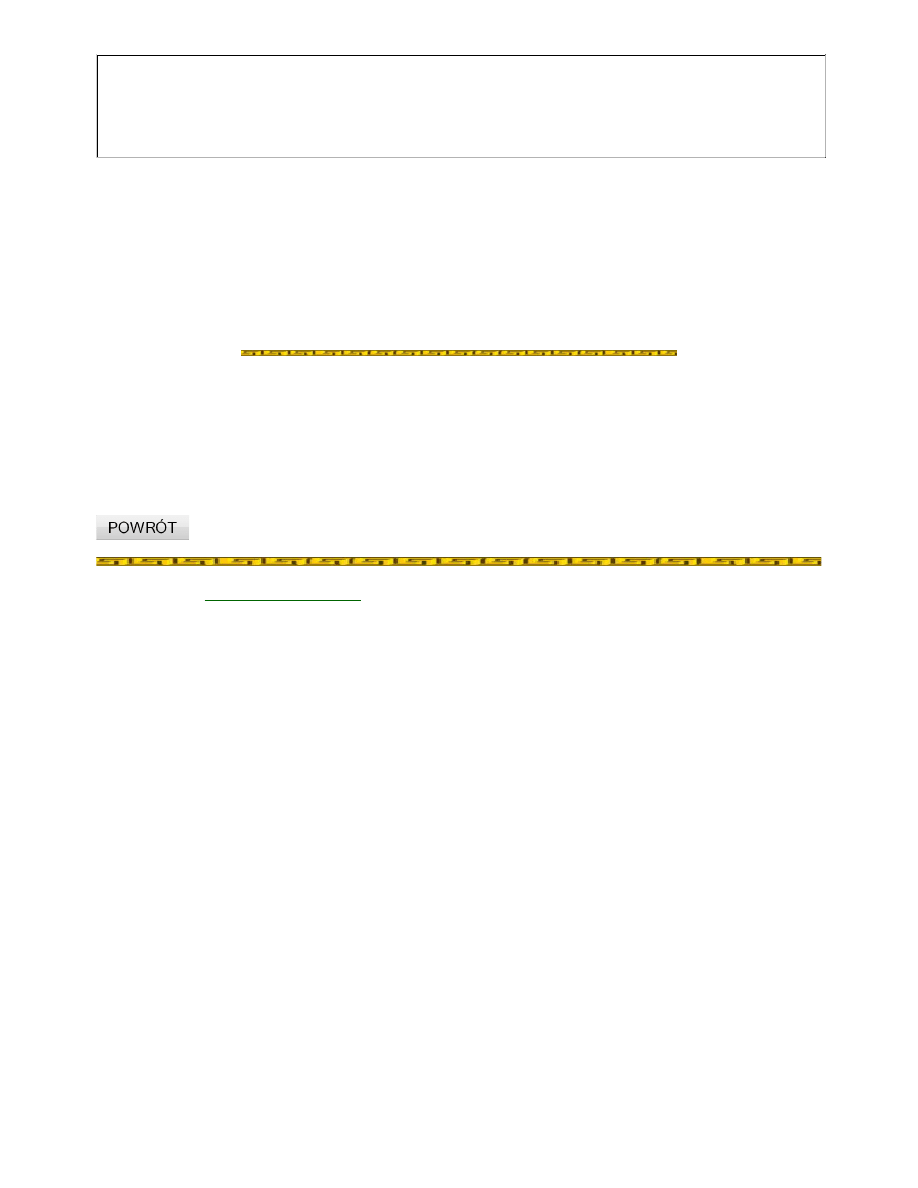
B). Ten sam fragment oszlifowany
i wytrawiony.
opisał, nazywał ten sposób nie hartowaniem, ale KALANIEM. Kalanie polegało na szybkim,
kolejnym zanurzaniu i przesuwaniu jednego i drugiego ostrza w błocie o odpowiednio dobranej
konsystencji (Ryc. 6). W ten sposób można było otrzymać sprężysty miecz o twardych ostrzach.
Ponieważ podobny efekt uzyskiwano łącząc twarde ostrza z rdzeniem wykonanym z miękkiego
gatunku żelaza, chciałbym powrócić jeszcze do techniki zgrzewania. Popularna w
ś
redniowieczu, była niechętnie wykorzystywana wcześniej, kiedy to stosowano ją właściwie
tylko tam, gdzie nie dało się jej uniknąć. Przykładem mogą być choćby półkoliste sprzączki do
pasów, czy tuleje grotów o szwie łączonym wówczas tylko „na styk”, a zgrzewanym
powszechnie dopiero w wiekach późniejszych. Jak już wspomniałem, nie mogła to być jakaś
wiedza tajemna dostępna tylko pewnej grupie kowali, lecz proces znany każdemu kto zajmował
się przeróbką żelaza, a więc przynajmniej od tej strony nie było przeszkód w jego
powszechnym stosoaniu. Narzuca się tutaj jednak pytanie, jak głęboka była ta umiejętność, a
konkretnie, czy możliwe było otrzymywanie na Mazowszu damastu skuwanego, czy też każdy
miecz wykonany tą techniką musiał być rzymskim importem. Aby na nie odpowiedzieć, trzeba
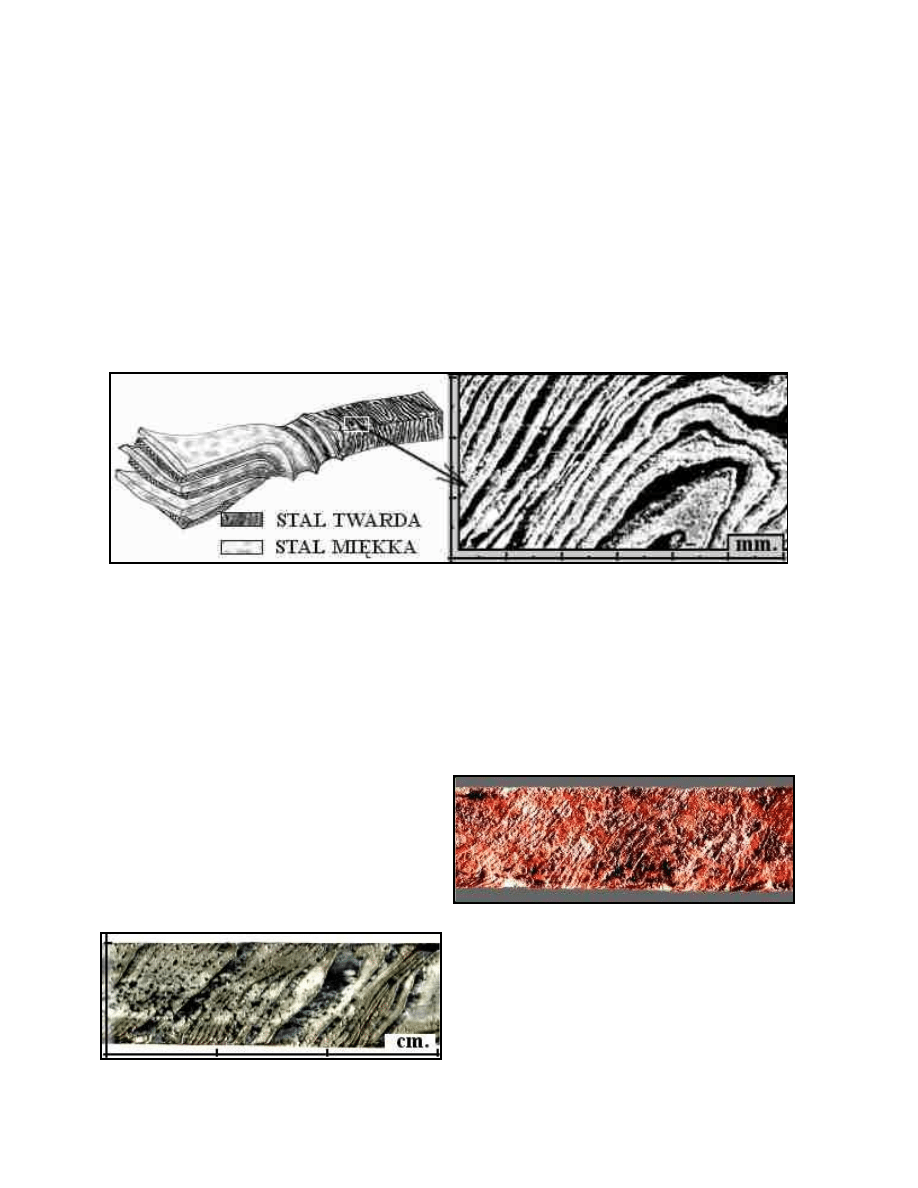
najpierw sprecyzować co to właściwie jest damast skuwany albo dziwer.
Rys. 7.
Schemat budowy damastu skuwanego (dziweru)
P
rof. Jerzy Piaskowski określa go w swojej pracy „O STALI DAMASCEŃSKIEJ” jako
materiał otrzymany „z rożnych stopów żelaza, różniących się zawartością węgla (a ewentualnie
także i fosforu) przez odpowiednie ich połączenie drogą zgrzewania w ognisku kowalskim.” Ja
ze swojej strony dodałbym jeszcze, że powstała w ten sposób mniej lub bardziej
uporządkowana warstwowa struktura, została świadomie uzyskana przez kowala w celu
otrzymania specyficznych właściwości mechanicznych i uzyskania na powierzchni wyrobu
charakterystycznego wzoru (Ryc. 8B).
A).
Podczas kucia.
Jeśli nie sprecyzujemy tutaj
w jakim stopniu muszą różnić się zawartością
węgla owe stopy żelaza, to dochodzimy do
wniosku, że pod względem struktury każdy
przedmiot wykonany z żelaza dymarskiego
jako otrzymanego na drodze zgrzewania
licznych kawałków z konieczności różnie
nawęglonego metalu, był wykonany z
dziweru, tylko o nieuporządkowanych, oraz
bardzo cienkich a więc niewidocznych
Techniki kowalskie stosowane na Mazowszu w okresie wpływów rzymskich http://www.platnerz.com/platnerz-com/scriptorium/wolkamilanowska/tec...
6 z 8
19/03/2012 22:38
Ryc. 8.
Powierzchnia próbki damastu skuwanego.
(Współczesna stal węglowa o zawartości
C ~ 0,1 %, oraz 0,6 ÷ 0,7 %, pow. 4x)
warstwach. W tej sytuacji pytanie, czy
potrafiono na naszych terenach uzyskiwać
dziwer nie ma właściwie sensu, gdyż poziom
ówczesnej metalurgii stopów żelaza nie
pozwalał na otrzymanie stali w innej postaci.
Otrzymanie dziweru o widocznym,
zaplanowanym wzorze, nie było więc kwestią
znajomości techniki zgrzewania pakietu, gdyż robił to praktycznie każdy kowal sklejając w
jedną bryłkę różne odpadki żelaza, ale umiejętności jej zastosowania do wykonania pakietu z
wyselekcjonowanych a nie przypadkowych kawałków metalu. Absurdem by było przypuszczać,
ż
e wykucie krzesiwa czy noża ze stali twardej, a gwoździa z miękkiej było dziełem przypadku, a
więc umiano wtedy doskonale rozróżniać gatunki stali. Aby uwidoczniła się warstwowa
struktura żelaza dymarkowego lub pakietu, nawet nie trzeba do jego wykonania używać różnie
nawęglonych kawałków, gdyż podczas zgrzewania następuje samoistny proces odwęglania
powierzchni, co wystarczy do uwidocznienia linii zgrzewu (Ryc. 9C). Na rys. 9 pokazałem
wykonaną ze współczesnego żelaza (zaw. C poniżej 0,3 %) próbkę pakietu. Widoczne na jej
powierzchni pierwotne ślady zgrzewania poszczególnych warstw, znikają dopiero po
opiłowaniu. Aby ponownie zobaczyć ich charakterystyczny wzór (Ryc. 9A), wcale nie trzeba
trawić powierzchni metalu w kwasach (Ryc. 9B), gdyż jest on znowu doskonale widoczny w
czasie kucia. Kowal już w trakcie wykonywania pakietu nie mógł tego wzoru nie zauważyć,
zatem skojarzenie jego powstania ze zgrzewaniem różnych kawałków stali było oczywiste.
Zastosowanie tej techniki nie przekraczało więc możliwości nawet przeciętnego kowala, jednak
możliwość otrzymania dziweru o zamierzonym, widocznym rysunku, nie jest jednoznaczna z
faktem wykucia z niego miecza. Nie można więc na tej podstawie dowodzić, że miecze
dziwerowane wykonywano również na naszych terenach, ale jednocześnie nie pozwala to na
twierdzenie, że ich produkcja - nawet jednostkowa - nie była na Mazowszu możliwa.
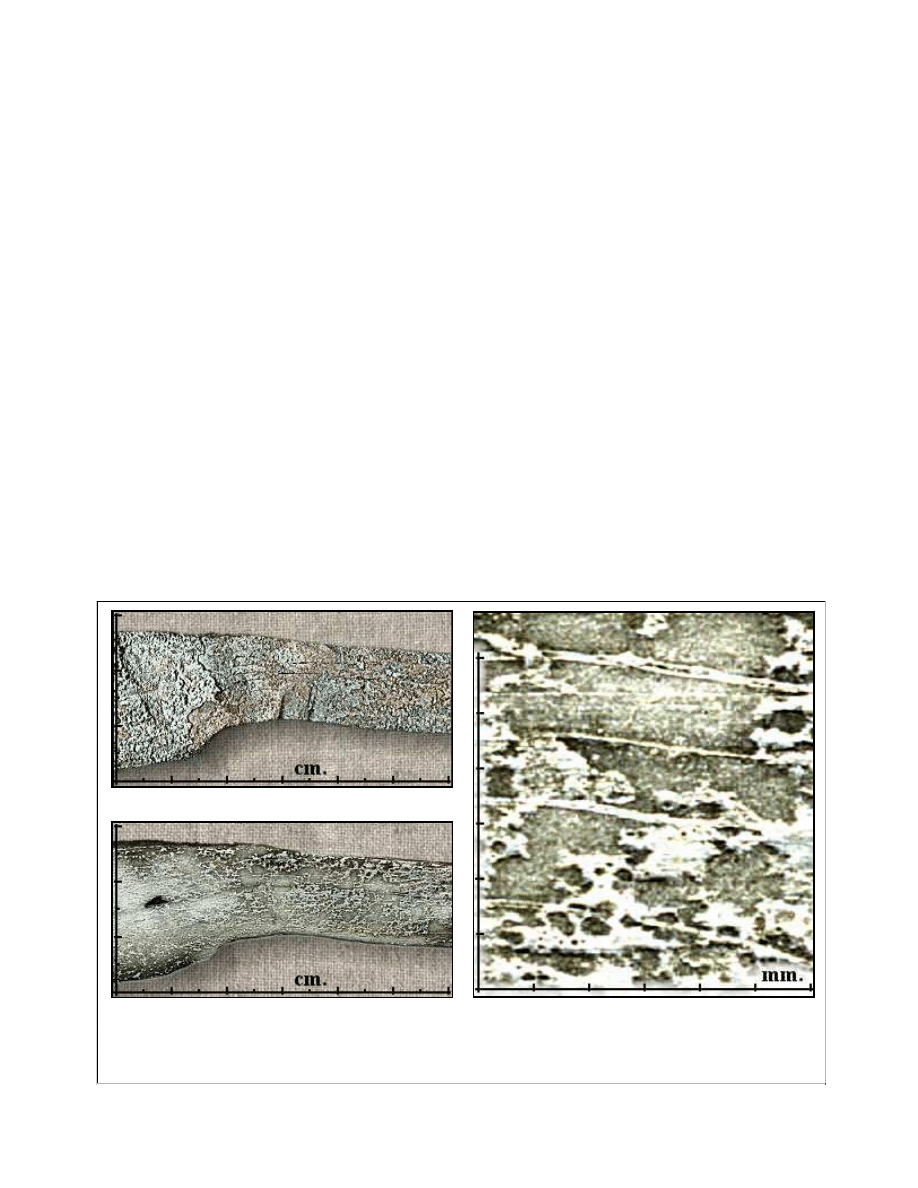
A). Podczas kucia.
B). Oszlifowana i wytrawiona.
C). Próbka wytrawiona
elektrolitycznie.
(Pow. 20x)
Techniki kowalskie stosowane na Mazowszu w okresie wpływów rzymskich http://www.platnerz.com/platnerz-com/scriptorium/wolkamilanowska/tec...
7 z 8
19/03/2012 22:38
Ryc. 9.
Powierzchnia próbki pakietowanego żelaza.
(Współczesna stal węglowa, zaw. C 0,2 ÷ 0,3 %)
Z
daję sobie sprawę z faktu, że pominąłem bardziej szczegółowy opis używanych wówczas
narzędzi, a sam temat rekonstrukcji dawnych technik kowalskich potraktowałem bardzo
wyrywkowo. Szczupłość miejsca skłoniła mnie do wybrania i omówienia tylko tych kilku, które
wydawały mi się najbardziej związane tematycznie z dawnym hutnictwem, a jednocześnie
mogły świadczyć o poziomie wiedzy, jaką w zakresie obróbki żelaza posiadano na Mazowszu w
II i III wne.
Powyższy tekst pochodzi z komunikatu przedstawionego przeze mnie na Konferencji
„Hutnictwo świętokrzyskie oraz inne centra i ośrodki starożytnego hutnictwa żelaza na
ziemiach polskich”, zorganizowanej w Wólce Milanowskiej w dn. 16-18 listopada 2000 r. przez
„Świętokrzyskie Stowarzyszenie Dziedzictwa Przemysłowego”.
Jesteś na stronie
http://www.platnerz.com
Techniki kowalskie stosowane na Mazowszu w okresie wpływów rzymskich http://www.platnerz.com/platnerz-com/scriptorium/wolkamilanowska/tec...
8 z 8
19/03/2012 22:38
Wyszukiwarka
Podobne podstrony:
Techniki stosowane na zajęciach plastycznych
Ciekawe techniki plastyczne stosowane w pracy z dziećmi przedszkolnymi, różności ale przydatne
BOSSA Zastosowanie techniki Heikin Ashi na rynku kapitałowym
Rodzaje regulatorów stosowanych na statkach
Pytania na zaliczenie Podstaw Technik Wytwarzania , Pytania na zaliczenie Podstaw Technik Wytwarzani
PISANIE, Zaproszenie na wykład o technikach relaksacyjnych, Zaproszenie na wykład o technikach relak
Techniki plastyczne stosowane w przedszkolu
Techniki wywierania wpływu na zachowania konsumenckie i ichetyczność, Marketing
Techniki wywierania wpływu na ludzi
Technika mikroprocesorowa - zagadnienia na egzamin, Technika mikroprocesorowa - zagadnienia na egzam
2 Techniki badawcze stosowane w badaniach spozycia żywnościid 20830 ppt
Metody i techniki badan stosowanych w psychologii rozwojowej
Materialy stosowane na rurki sk Nieznany
KSZTAŁTOWANIE SIĘ KLASTRÓW NA MAZOWSZU (1)
więcej podobnych podstron