„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Mirosław Dziedzicki
Wykończanie powierzchni wyrobów stolarskich
311[32].Z3.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Łukasz Styczyński
inż. Bogusław Szumilas
Opracowanie redakcyjne:
mgr Mirosław Dziedzicki
Konsultacja:
mgr inż. Teresa Jaszczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[32].Z3.02
Wykończanie powierzchni wyrobów stolarskich zawartego w modułowym programie
nauczania dla zawodu technik technologii drewna.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
4
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Terminologia, podział, magazynowanie i transport materiałów malarskich
8
4.1.1. Materiał nauczania
8
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Podział, charakterystyka i zastosowanie barwników, wyrobów lakierowych
oraz materiałów malarskich pomocniczych
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
14
4.2.3. Ćwiczenia
14
4.2.4. Sprawdzian postępów
15
4.3. Rodzaje i sposoby obróbki wykończeniowej, technologie suche i mokre
oraz stosowane materiały
16
4.3.1. Materiał nauczania
16
4.3.2. Pytania sprawdzające
24
4.3.3. Ćwiczenia
24
4.3.4. Sprawdzian postępów
26
4.4. Czynniki wpływające na proces właściwego wykończenia powierzchni drewna
i tworzyw drzewnych
27
4.4.1. Materiał nauczania
27
4.4.2. Pytania sprawdzające
29
4.4.3. Ćwiczenia
29
4.4.4. Sprawdzian postępów
30
4.5. Wykończanie powierzchni drewna i tworzyw drzewnych materiałami
lakierniczymi oraz oklejanie okleinami sztucznymi i laminatami
31
4.5.1. Materiał nauczania
31
4.5.2. Pytania sprawdzające
34
4.5.3. Ćwiczenia
35
4.5.4. Sprawdzian postępów
35
4.6. Ręczne i mechaniczne sposoby nanoszenia materiałów lakierniczych
36
4.6.1. Materiał nauczania
36
4.6.2. Pytania sprawdzające
38
4.6.3. Ćwiczenia
39
4.6.4. Sprawdzian postępów
40
4.7. Zasady tworzenia powłok lakierniczych, wady powłok lakierniczych, przyczyny
powstawania i sposoby usuwania
41
4.7.1. Materiał nauczania
41
4.7.2. Pytania sprawdzające
42
4.7.3. Ćwiczenia
43
4.7.4. Sprawdzian postępów
44

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.8. Procesy technologiczne oraz rzemieślnicze sposoby wykończania powierzchni
45
4.8.1. Materiał nauczania
45
4.8.2. Pytania sprawdzające
52
4.8.3. Ćwiczenia
53
4.8.4. Sprawdzian postępów
54
4.9. Obróbka uszlachetniająca – szlifowanie i polerowanie
55
4.9.1. Materiał nauczania
55
4.9.2. Pytania sprawdzające
57
4.9.3. Ćwiczenia
58
4.9.4. Sprawdzian postępów
58
4.10. Procesy technologiczne oraz rzemieślnicze sposoby wykończania powierzchni
59
4.10.1. Materiał nauczania
59
4.10.2. Pytania sprawdzające
65
4.10.3. Ćwiczenia
65
4.10.4. Sprawdzian postępów
66
4.11. Obróbka uszlachetniająca- szlifowanie i polerowanie
67
4.11.1. Materiał nauczania
67
4.11.2. Pytania sprawdzające
68
4.11.3. Ćwiczenia
68
4.11.4. Sprawdzian postępów
69
5. Sprawdzian osiągnięć
70
6. Literatura
77
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1. WPROWADZENIE
Poradnik ten będzie Tobie pomocny w nabywaniu umiejętności w zakresie terminologii,
doboru i stosowania materiałów do wykończania powierzchni wyrobów stolarskich.
Jednostka modułowa: Wykończanie powierzchni wyrobów stolarskich jest jedną
z jednostek dotyczących technologii prac pomocniczych podczas obróbki drewna.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś posiadać,
aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, które określają umiejętności, jakie opanujesz
w wyniku procesu kształcenia.
3. Materiał nauczania, który zawiera informacje niezbędne do realizacji zaplanowanych
szczegółowych celów kształcenia, umożliwia samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy
wskazaną literaturę oraz inne źródła informacji. Obejmuje on również:
−
pytania sprawdzające wiedzę niezbędną do wykonania ćwiczeń,
−
ćwiczenia z opisem sposobu ich wykonania oraz wyposażenia stanowiska pracy,
−
sprawdzian postępów, który umożliwi sprawdzenie poziomu Twojej wiedzy po
wykonaniu ćwiczeń.
4. Sprawdzian osiągnięć w postaci zestawu pytań sprawdzających opanowanie umiejętności
z zakresu całej jednostki. Zaliczenie tego jest dowodem umiejętności określonych w tej
jednostce modułowej.
5. Wykaz literatury dotyczącej programu jednostki modułowej.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytania tak lub nie, co oznacza,
że opanowałeś materiał lub nie.
Bezpieczeństwo i higiena pracy
W czasie pobytu w miejscach, gdzie są wykonywane wszelkiego rodzaju prace dotyczące
wykańczania powierzchni wyrobów stolarskich należy przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, obowiązujących podczas
poszczególnych rodzajów prac.
Szczegółowe instrukcje z zakresu bhp powinny znajdować się na każdym stanowisku
i tylko po zapoznaniu się z ich treścią można podjąć pracę
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
5
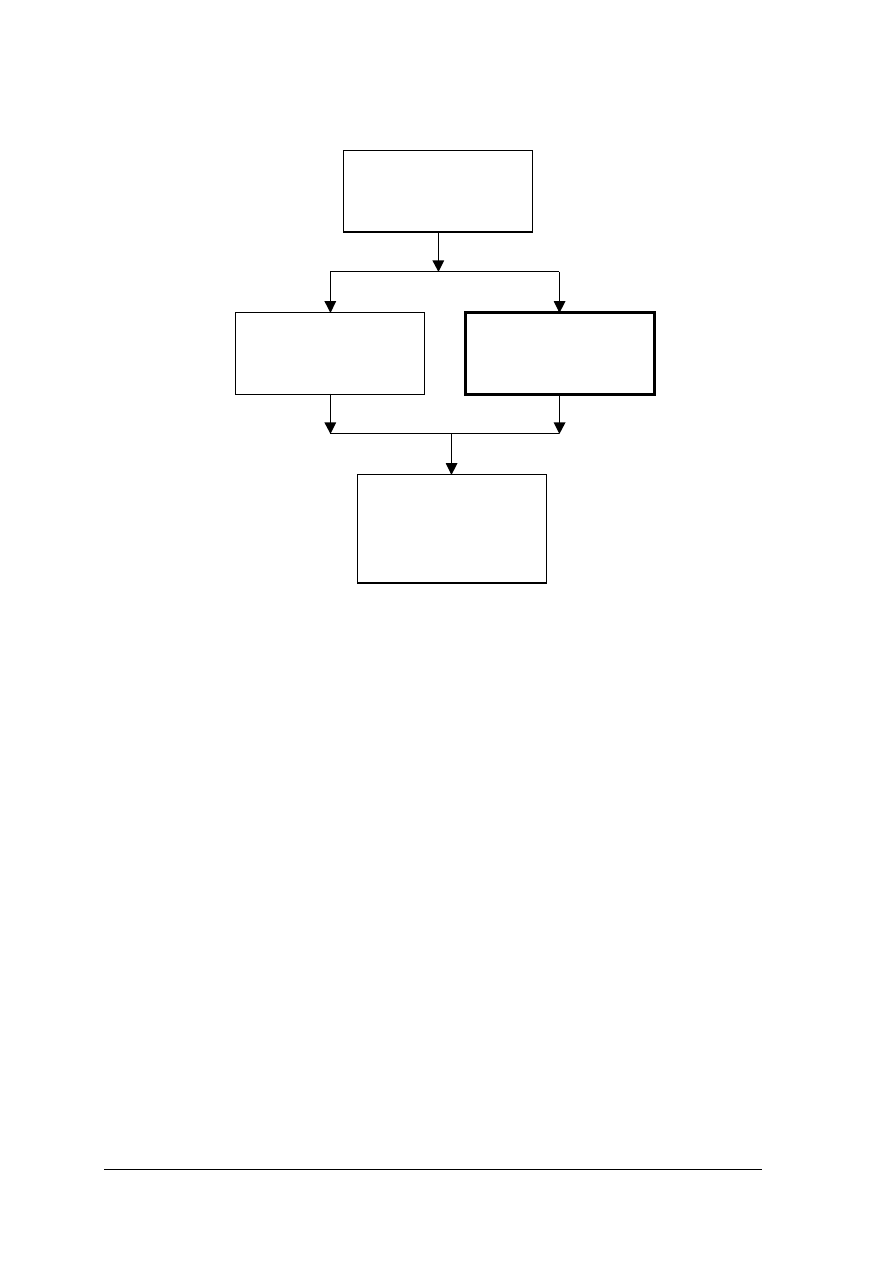
Schemat układu jednostek modułowych
311[32].Z3.03
Wykonywanie naprawy
oraz renowacji wyrobów
z drewna i tworzyw
drzewnych
311[32].Z3.01
Klejenie drewna i tworzyw
drzewnych
311[32].Z3.02
Wykończanie
powierzchni wyrobów
stolarskich
311[32].Z3
Technologia prac
pomocniczych
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
6
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
zorganizować stanowisko pracy zgodnie z zasadami bhp,
−
dobierać przybory i materiały do wykonania rysunku,
−
dobierać materiały, narzędzia i określić technologię prac,
−
posługiwać się normami i katalogami,
−
posługiwać się dokumentacją techniczną,
−
określić zagrożenia występujące na stanowisku pracy.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
7
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznać i określić właściwości i zastosowanie materiałów wykończeniowych,
−
ocenić jakość materiałów malarsko - lakierniczych,
−
ustalić warunki magazynowania materiałów malarsko - lakierniczych,
−
rozróżnić rodzaje powłok wykończeniowych, przeprowadzić badania ich właściwości,
−
rozróżnić sposoby uszlachetniania powierzchni tworzyw drzewnych,
−
rozpoznać wady powłok wykończeniowych,
−
dobrać sposoby uszlachetniania powierzchni tworzyw drzewnych w zależności od
przeznaczenia,
−
ustalić sposób barwienia drewna,
−
dobrać materiały do wybielania i odżywiczania powierzchni drewna,
−
przygotować podłoża do wykończenia,
−
dobrać sposoby nanoszenia wyrobów malarsko – lakierniczych,
−
nanieść na powierzchnie wyroby malarsko – lakiernicze,
−
uszlachetnić powłoki lakiernicze,
−
opracować schematy procesów technologicznych wykańczania powierzchni drewna.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
8
4. MATERIAŁ NAUCZANIA
4.1. Terminologia,
podział,
magazynowanie
i
transport
materiałów malarskich
4.1.1. Materiał nauczania
Podstawową grupę materiałów do wykończania powierzchni wyrobów z drewna
i tworzyw drzewnych stanowią wyroby lakierowe, takie jak: lakiery, politury, farby i emalie.
Wszystkie wyroby lakierowe zawierają substancje podstawowe, to jest błonotwórcze,
w stanie płynnym lub półpłynnym, na przykład żywicę, olej lub nitrocelulozę oraz substancje
dodatkowe w postaci pigmentów, wypełniaczy, rozpuszczalników.
Materiały malarsko-lakiernicze zawierające i nie zawierające części lotnych, które
podczas tworzenia się i utwardzania powłoki wykończeniowej lub lakierowej prawie
całkowicie wiążą się chemicznie z substancją błonotwórczą, zalicza się do wyrobów
lakierowych bezrozpuszczalnikowych (na przykład lakiery poliestrowe).
Lakiery są to roztwory żywic lub stopów żywic z olejami w rozpuszczalnikach lotnych
z dodatkiem pomocniczych substancji lakierniczych. Lakiery służą do przezroczystego
wykończania wyrobów, tworzą powłoki przejrzyste, bezbarwne lub podbarwione, na przykład
emalie jako lakiery z dodatkiem pigmentów.
Politury są to roztwory żywic naturalnych, na przykład żywic szelakowych, lub
syntetycznych w alkoholu etylowym, zwykle w denaturacie. Odmianą politury jest
nitropolitura, wytwarzana jako lakier nitrocelulozowy z dodatkiem szelaku. Politura -
podobnie
jak
lakiery
-
służy
do
przezroczystego
wykończania
wyrobów
z drewna.
Pigmenty (nie rozpuszczają się w rozpuszczalnikach, lecz tworzą w nich zawiesinę
opadającą na dno, dlatego farby przed użyciem muszą być dobrze wymieszane) są to
rozdrobnione substancje barwiące (farby suche) pochodzenia naturalnego lub sztucznego.
Są one podstawowymi składnikami farb, kitów szpachlowych i szpachlówek, a przez dodanie
ich do emalii można otrzymać barwne powłoki kryjące.
Farby są to barwne materiały malarskie, mające zdolność krycia powierzchni dzięki
wymieszaniu pigmentów z olejami schnącymi (bez udziału żywic) z dodatkiem innych
substancji, na przykład: rozpuszczalników, wypełniaczy i sykatyw (związki chemiczne;
tlenki ołowiu, manganu, kobaltu lub cynku dodawane w niewielkiej ilości w celu skrócenia
czasu wysychania olejnych materiałów lakierniczych).
Zależnie od przeznaczenia rozróżnia się: farby do gruntowania, dające warstwę
zewnętrzną zwaną gruntem, oraz farby nawierzchniowe, służące do nakładania warstw
wierzchnich.
Emalie są to wyroby lakierowe z dodatkiem pigmentów, tworzące powłoki kryjące
i barwne. Do wykończania kryjącego wyrobów z drewna stosuje się emalie olejne,
nitrocelulozowe i syntetyczne.
Zawartość różnych substancji chemicznych w wyrobach lakierowych ma wpływ na
przebieg utwardzania powłok. Rozróżnia się trzy rodzaje powłok wykończeniowych
utwardzanych na skutek:
−
odparowania rozpuszczalników i rozcieńczalników, na przykład lakiery, farby olejne
i nitrocelulozowe,

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
reakcji chemicznych, polegających na łączeniu się ze sobą dwóch lub kilku
składników, na przykład lakiery poliestrowe,
−
dodania odpowiedniego katalizatora, na przykład do lakierów chemoutwardzalnych.
Spoiwem łączącym większość olejnych wyrobów lakierniczych są oleje schnące,
na przykład olej lniany, tungowy zwykły i polimeryzowany, lub oleje półschnące, na
przykład olej makowy, a nawet oleje nieschnące, na przykład olej rycynowy, stosowane
między innymi do wyrobu nitrolakieru.
Odpowiednio oczyszczony i spreparowany olej lniany z dodatkiem sykatyw nazywa
się pokostem. Stosuje się go m.in. do gruntowania podłoży przed dalszym wykańczaniem
wyrobów z drewna.
Ważną pozycję w grupie materiałów malarskich stanowią barwniki naturalne
i syntetyczne stosowane jako bejce (w roztworach wodnych lub w alkoholu) do barwienia
podłoża wykończanego z widoczną strukturą drewna.
Podobną rolę odgrywają również wytrawy, które powodują powierzchniowe
wybarwianie podłoża w wyniku reakcji soli metali z garbnikami zawartymi w niektórych
rodzajach drewna, na przykład w drewnie dębu.
We wszystkich prawie pracach wykończeniowych są niezbędne pomocnicze materiały
malarskie, takie jak: materiały wybielające odżywiczające, rozpuszczalniki i rozcieńczalniki
oraz pasty do szlifowania i płyny do polerowania powłok malarsko-lakierniczych.
Magazynowanie i transport materiałów malarskich
Materiały malarsko-lakiernicze jako materiały łatwopalne powinny być przechowywane
w wydzielonych magazynach. Można je też przechowywać w budynkach produkcyjnych,
lecz muszą być wówczas umieszczone w pomieszczeniu oddzielonym od pozostałych
pomieszczeń ścianą ogniotrwałą i metalowymi drzwiami.
Temperatura
w
pomieszczeniach
magazynowych
powinna
wynosić
5-20°C.
Wszelkie urządzenia i instalacje elektryczne uziemia się z uwagi na bezpieczeństwo
przeciwpożarowe. Wyłączniki prądu nie mogą iskrzyć - powinny być hermetyczne lub
znajdować się poza pomieszczeniem. Wyroby lakierowe składuje się w opakowaniach
fabrycznych, szczelnie zamkniętych. Podobnie należy przechowywać barwniki, zwłaszcza
w roztworach. Należy je przechowywać w suchych, wydzielonych pomieszczeniach.
Dopuszczalny czas składowania barwników i wyrobów lakierowych zależy od ich
rodzaju, właściwości i sposobu opakowania. I tak na przykład: roztwory barwników można
przechowywać w naczyniach szklanych szczelnie zamkniętych nie dłużej niż jeden tydzień.
Nitrolakiery - w opakowaniu szklanym szczelnie zamkniętym - można przechowywać
przez jeden rok, a w naczyniu żelaznym ocynkowanym - tylko przez 3 miesiące.
Olejne wyroby lakierowe zachowują trwałość tylko przez 4 miesiące. Podobną trwałość
mają pasty do szlifowania i płyny do polerowania.
Po wykorzystaniu części farby lub emalii olejnej zawartej w opakowaniu fabrycznym
(beczka
blaszana)
pozostałą
ilość zalewa się cienką warstwą rozpuszczalnika,
a kit szpachlowy - wodą.
Materiały malarsko-lakiernicze składowane w magazynie trzeba chronić nie tylko przed
pożarem, lecz także przed wilgocią oraz nadmiernym nasłonecznieniem.
Materiały malarskie należy przewozić w szczelnie zamkniętych, oryginalnych
opakowaniach, w suchych warunkach (najlepiej na paletach) w temperaturze dodatniej.
Chronić przed przegrzaniem i wilgocią. Data produkcji oraz okres przydatności
poszczególnych materiałów malarskich podany jest przez producenta na opakowaniu.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
10
4.1.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak brzmi definicja lakierów?
2. Co to jest politura?
3. Co to jest pigment?
4. Jak brzmi definicja farby?
5. Jak brzmi definicja emalii?
6. W jakich warunkach składuje się materiały malarskie?
7. Czego dodaje się materiałów malarskich aby je zakonserwować?
4.1.3. Ćwiczenia
Ćwiczenie 1
Korzystając z Internetu i dostępnych ci katalogów wskaż wady i zalety politur.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) uczniowie siadają przy komputerach posiadających dostęp do Internetu,
2) szukają witryn firm zajmujących się produkcją politur,
3) odnajdują zalety i wady politur,
4) swoją pracę wzbogacają informacjami z katalogów,
5) odnalezione informacje przedstawiają w formie pisemnej,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– komputer z dostępem do Internetu,
– katalogi,
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Zabezpiecz przed zniszczeniem nitrolakiery, farby i emalie oraz kit szpachlowy. Opisz
jak długo można przechowywać wymienione wyżej materiały malarskie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować wodę i rozpuszczalnik,
2) przygotować opakowania szklane, naczynia żelazne ocynkowane, beczki blaszane,
3) zabezpieczyć poszczególne materiały malarskie,
4) zanotować jak długo można przechowywać poszczególne materiały malarskie,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– woda i rozpuszczalnik,
– opakowania szklane, naczynia żelazne ocynkowane, beczki blaszane,
– maska ochronna,

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
11
– rękawice,
– notatnik,
– ołówek/długopis,
– przygotowane materiały malarskie,
– literatura z rozdziału 6.
Ćwiczenie 3
Napisz w jakich warunkach można stosować lakiery, farby i politury.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z właściwościami poszczególnych materiałów malarskich,
2) zapisać wyciągnięte wnioski,
3) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) podać definicję lakierów?
¨
¨
2) podać definicję politur?
¨
¨
3) podać definicję pigmentów?
¨
¨
4) podać definicję farb?
¨
¨
5) podać definicję emalii?
¨
¨
6) powiedzieć w jakich warunkach składuje się materiały malarskie?
¨ ¨
7) powiedzieć jak konserwuje się materiały malarskie?
¨
¨

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Podział, charakterystyka i zastosowanie barwników
4.2.1. Materiał nauczania
Barwniki
Barwniki naturalne
Barwniki naturalne mogą być pochodzenia roślinnego lub zwierzęcego. Dawniej były one
jedynymi substancjami stosowanymi do barwienia drewna i innych materiałów.
Do barwników roślinnych o stosunkowo dużej trwałości wybarwienia należą: kurkumina-
barwnik żółty, indygotyna- barwnik niebieski, santalina - barwnik czerwony, oraz sepia-
barwnik brunatny [3, s. 221].
Do grupy barwników naturalnych zalicza się także barwniki kopalne, spośród których
bardziej znane są: brunat Bismarcka i brunat kasselski.
Brunat Bismarcka występuje w dwóch podstawowych odmianach: zasadowy
i tłuszczowy. Do wykończania wyrobów z drewna przeważnie stosuje się brunat zasadowy G
lub R. Jest on dobrze rozpuszczalny w wodzie i w alkoholu, daje czerwonobrunatne
wybarwienie drewna imitujące barwę mahoniu. Z tego powodu nazywa się go również bejcą
mahoniową.
Brunat kasselski, nazywany bejcą orzechową, powoduje trwałe brunatne wybarwienie,
imitujące barwę orzecha. Stosuje się go w roztworze wodnym o różnym stężeniu (1 - 15%),
zwykle z dodatkiem amoniaku.
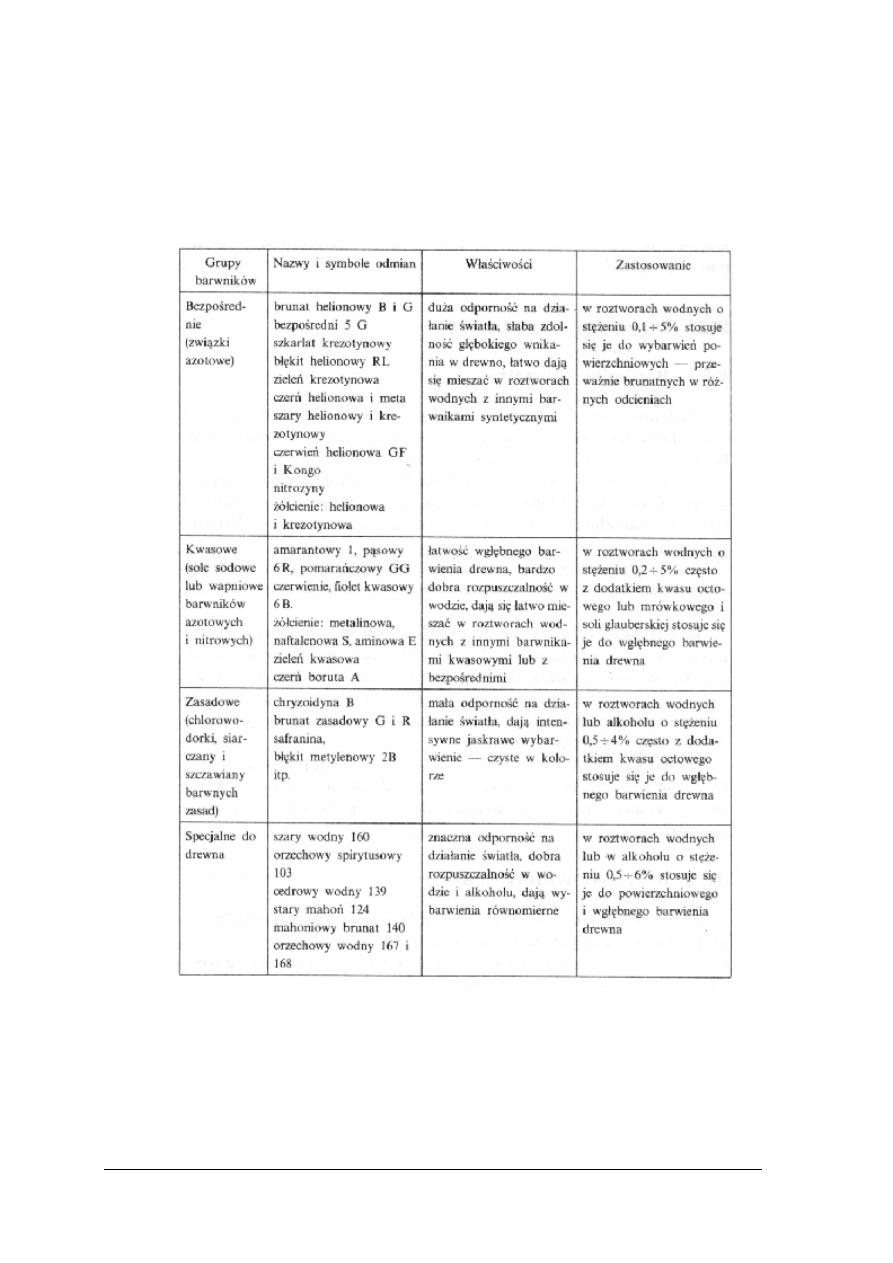
Barwniki syntetyczne.
Barwniki syntetyczne otrzymuje się z węglowodorów aromatycznych, na przykład
benzenu lub toluenu, podczas destylacji smoły pogazowej z węgla kamiennego. Produkuje się
je w różnych kolorach. Są one rozpuszczalne w wodzie lub alkoholu.
Właściwości poszczególnych grup barwników syntetycznych oraz zakres ich
zastosowania do barwienia drewna przedstawia tabela 1.
Wytrawy
Wytrawy są to sole metali (na przykład: dwuchromian potasu, siarczan żelazawy lub
nadmanganian potasu), które w reakcji z garbnikami zawartymi w drewnie (na przykład dębu,
buku, orzecha) dają trwałe i estetyczne wybarwienia.
Sole cynku i ołowiu zabarwiają drewno na czerwono, sole żelaza- na niebieskawo
z odcieniem granatowym, zaś sole chromu na jasno lub ciemnobrązowo. Takie wybarwienia
drewna określa się mianem wytrawy jednostopniowej. W przypadku wytrawiania drewna
gatunków drzew ubogich w garbniki stosuje się wytrawy dwustopniowe, przy czym wytrawa
pierwsza, zwana wstępną), jest zwykle roztworem określonej mieszaniny soli metalu
i właściwej substancji garbnikowej (chlorek miedzi i kwas pirogalusowy do odcieni
brunatnych, octan żelaza i pirokatechiny do odcieni czarnych, siarczan miedzi
i pirokatechiny do odcieni zielonych). Wytrawa wtórna, którą są zwykle roztwory soli
chromowych z dodatkiem amoniaku, powoduje właściwe wybarwienie, intensywne
w kolorze. W porównaniu z barwnikami, których stosowanie jest dość proste, trawienie
drewna - zwłaszcza dwustopniowe - jest na ogół długotrwałe. Właściwe wybarwienie
występuje przeważnie po upływie kilku godzin. Zaletą wytraw jest ich duża trwałość
i znaczna odporność wybarwionych powierzchni drewna na działanie światła.
Wytrawianie drewna - w przeciwieństwie do barwienia - nie zmienia jego wyglądu
naturalnego i daje w efekcie ładny rysunek drewna (strefa drewna późnego w przyroście
rocznym pozostaje ciemniejsza, a drewna wczesnego - jaśniejsza). Ma to istotne znaczenie
w przypadku przezroczystego wykończania wyrobów.
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Do barwienia drewna można użyć także amoniaku w postaci gazowej, który łącząc się
garbnikami, powoduje zmiany barwy drewna na kolor brunatny.
Podczas przygotowywania roztworów barwiących należy dokładnie przestrzegać
instrukcji podawanej zwykle na opakowaniach barwników i wytraw.
Tabela 1. Barwniki syntetyczne [3, s. 222]

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
14
4.2.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Podaj zastosowanie barwników naturalnych?
2. Scharakteryzuj brunat Bismarcka?
3. Scharakteryzować brunat kasselski?
4. Jak dzielą się barwniki syntetyczne?
5. Co to są wytrawy?
6. Czym różni się wytrawianie od barwienia?
4.2.3 Ćwiczenia
Ćwiczenie 1
Dobierz taki barwnik syntetyczny, aby powierzchniowo zabarwić drewno. Opisz jego
właściwości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące barwników syntetycznych,
2) scharakteryzować odpowiedni barwnik,
3) określić jego wady i zalety,
4) przedstawić wyniki w formie opisanej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Dobierz taki barwnik naturalny, który po użyciu nada drewnu czerwonobrunatne
wybarwienie imitujące barwę mahoniu. Opisz jego właściwości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące barwników naturalnych,
2) scharakteryzować odpowiedni barwnik,
3) określić jego wady i zalety,
4) przedstawić wyniki w formie opisanej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) podać zastosowanie barwników naturalnych?
¨
¨
2) scharakteryzować brunat Bismarcka?
¨
¨
3) scharakteryzować brunat kasselski?
¨
¨
4) określić jak dzielą się barwniki syntetyczne?
¨
¨
5) wyjaśnić co to są wytrawy?
¨
¨
6) wskazać różnice po między wytrawianiem a barwieniem?
¨ ¨

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.3.
Podział,
charakterystyka
i
zastosowanie
wyrobów
lakierowych.
4.3.1. Materiał nauczania
Wyroby lakierowe
Wyroby lakierowe dzielimy na:
–
materiały gruntujące i wypełniacze porów,
–
lakiery i politury,
–
materiały podkładowe,
–
farby nawierzchniowe i emalie.
Materiały gruntujące i wypełniacze porów
Do grupy materiałów gruntujących zalicza się pokosty naturalne oraz pokosty sztuczne
i syntetyczne.
Pokosty są to odpowiednio oczyszczone i spreparowane oleje roślinne lub syntetyczne,
przeważnie z dodatkiem tlenków metali, tak zwanych sykatyw, powodujących przyspieszanie
ich schnięcia.
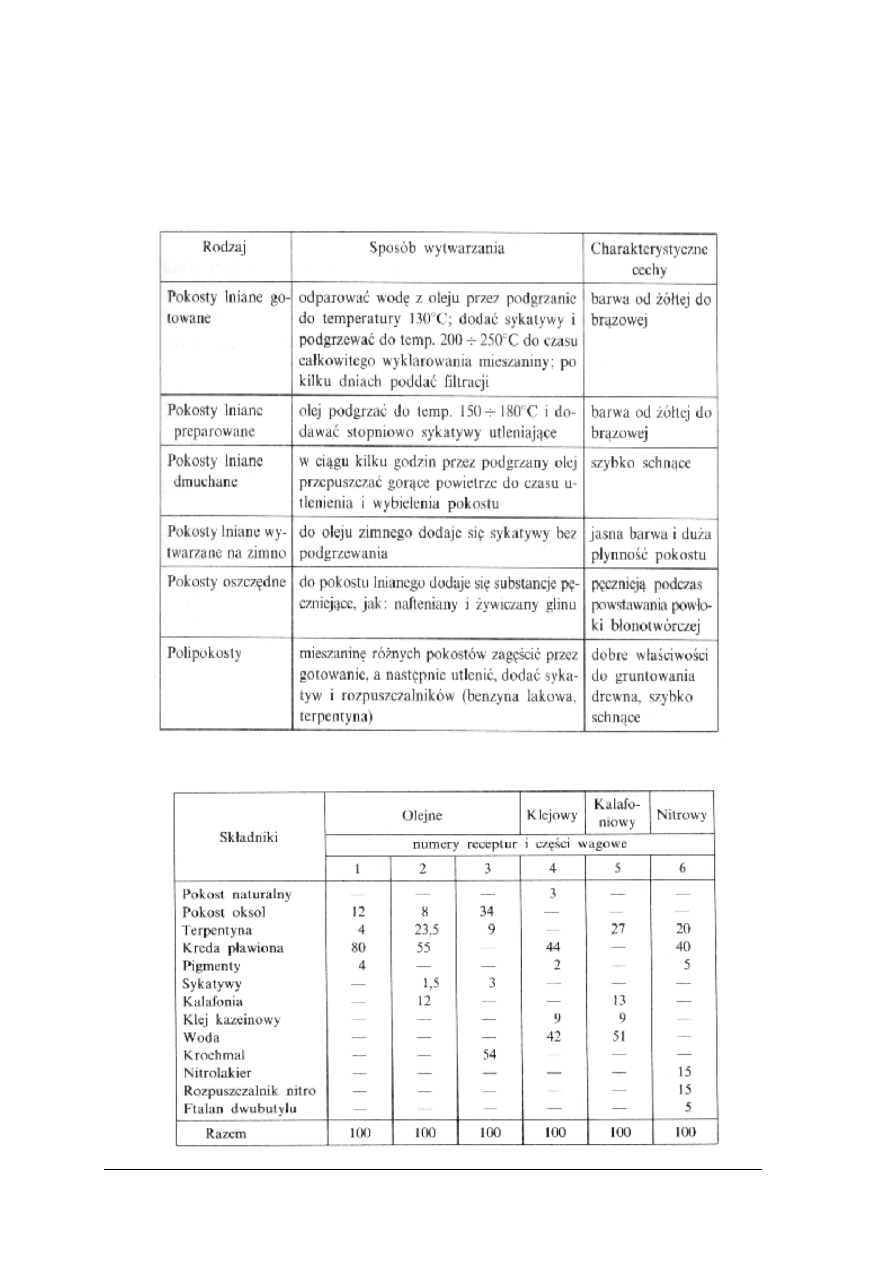
Pokosty naturalne wytwarza się z olejów roślinnych (na przykład z oleju lnianego,
konopnego lub makowego). Najczęściej produkuje się pokost lniany (tabela 2).
Pokosty sztuczne i syntetyczne wytwarza się - z olejów schnących i półschnących -
w trzech rodzajach:
−
pokost sztuczny typ A - roztwór olejów schnących i żywiczanów wapnia
w rozpuszczalnikach organicznych z dodatkiem sykatyw,
−
pokost sztuczny typ B - o podobnych jak typu A składnikach, z dodatkiem żywic
fenolowych,
−
pokost syntetyczny Akrol - roztwór plastyfikowanego polistyrenu i związków
akrylowych w rozpuszczalnikach organicznych.
W stolarstwie stosuje się pokosty naturalne i syntetyczne. Służą one do gruntowania
podłoży przed dalszym ich wykończaniem, a niekiedy także do ostatecznego wykończania
wyrobów gotowych. Pokosty naturalne są podstawowym materiałem do produkcji olejnych
wyrobów lakierowych, zwłaszcza lakierów, emalii i farb na spoiwie olejnym.
Wypełniacze porów mają postać proszków lub past. Stosuje się je do wypełniania
i zacierania porów drewna przed wykończaniem przezroczystym, tj. bez zakrycia naturalnej
struktury drewna.
Do tradycyjnych wypełniaczy porów w postaci proszków zalicza się: pumeks, kredę
suchą, mączkę drzewną, sproszkowane skorupki jaj i inne. Materiały te stosuje się zwykle
przy ręcznych metodach wykończania powierzchni drewna, przy użyciu politury lub
nitropolitury.
W przemysłowych metodach wykończania powierzchni drewna stosuje się specjalne
wypełniacze porów w postaci past, będących sproszkowanymi zawiesinami substancji
mineralnych, takich jak: pumeks, talk, szpat ciężki, w spoiwie olejno-żywicznym, najczęściej
z dodatkiem rozpuszczalników.
Zależnie od przeznaczenia wytwarza się wypełniacze porów na spoiwie dostosowanym
wyłącznie pod lakiery olejne oraz uniwersalne wypełniacze porów na spoiwach
dostosowanych pod różne lakiery, w tym także pod lakiery nitrocelulozowe,
chemoutwardzalne, poliestrowe, a także pod politury i nitropolitury.
Wszystkie wypełniacze porów, wytwarzane z zastosowaniem spoiw, mogą być
odpowiednio podbarwione pigmentami dobranymi do naturalnego koloru drewna.
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Do wypełniania porów drewna bez zakrycia jego struktury służą również grunty
stolarskie (mastyki), które są wytwarzane - zależnie od rodzaju spoiwa - jako grunty: olejne,
klejowe i nitrocelulozowe (tabela 3).
Tabela 2. Pokosty naturalne- sposoby wytwarzania i właściwości [3, s. 225]
Tabela 3. Receptury na grunty stolarskie (wg D.M. Orłowa) [3, s. 226]

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Mastyka olejna według receptury nr 1. Kredę pławioną miesza się z pigmentem, dodając
pokost i terpentynę w ilościach określonych w tabeli 3. Wszystkie składniki należy dobrze
wymieszać.
Mastyka olejno-kalafoniowa według receptury nr 2. Do kalafonii rozpuszczonej
w terpentynie dodaje się sykatyw i pokostu, a następnie kredy wymieszanej z pigmentem.
Całość powinna być dobrze wymieszana.
Mastyka kazeinowo-olejna według receptury nr 4. Na 1 część wagową kleju
kazeinowego dodaje się 2 części wagowe wody, dobrze mieszając. Z suchej kredy
wymieszanej z pigmentem i pokostem sporządza się pastę (masę). Do rozpuszczonego kleju
kazeinowego dodaje się pozostałą ilość wody i niewielkimi porcjami wprowadza się
uprzednio przygotowaną pastę (masę) kredowo-pokostową.
Mastyka nitrocelulozowa według receptury nr 6. Do suchej kredy wymieszanej
z pigmentem dodaje się nitrolakier, rozpuszczalnik, terpentynę i ftalan dwubutylu.
Poszczególne składniki należy dobrze wymieszać aż do uzyskania jednolitej masy.
Lakiery
Lakiery jednoskładnikowe
Lakiery olejne są roztworami żywic z olejami schnącymi w rozpuszczalnikach
organicznych. Zależnie od ilości żywic w stosunku do oleju rozróżnia się lakiery olejne na
spoiwie tłustym, półtłustym i chudym. Zależnie od przeznaczenia produkuje się lakiery olejne
wewnętrzne, zewnętrzne i wodoodporne.
Do wykończania powierzchni wyrobów z drewna stosuje się lakiery olejne na spoiwie
chudym, w których stosunek żywic do oleju wynosi 1:1. Lakiery te tworzą dość twarde
powłoki o znacznym połysku, lecz małej elastyczności i słabej odporności na wodę.
Poważna wadą wszystkich lakierów olejnych jest stosunkowo długi czas wysychania
(około 48 godzin).
Lakiery nitrocelulozowe są roztworami suchej nitrocelulozy w lotnych związkach
organicznych, spełniających funkcję rozpuszczalników, na przykład estry kwasu octowego,
i rozcieńczalników, na przykład toluen i ksylen. Lakiery te zawierają stosunkowo niewiele
ciał błonotwórczych (20-30 części na 100 części ciał lotnych); powoduje to konieczność
kilkakrotnego nakładania lakieru w celu uzyskania powłoki wykończeniowej o odpowiedniej
grubości.
Nitrolakiery należą do grupy lakierów szybko schnących. Przeciętny czas schnięcia
nitrolakierów w temperaturze 20°C wynosi 15-20 minut. Lakiery te tworzą powłoki
połyskujące, twarde, odporne na krótkotrwałe działanie wody i zmiennej temperatury, dają się
łatwo szlifować i polerować.
Przemysł krajowy produkuje wiele lakierów nitrocelulozowych o różnych
właściwościach, przystosowanych do określonych celów. Właściwości tych lakierów
zależą w dużym stopniu od ich składu chemicznego, to jest od samej nitrocelulozy - jako
składnika podstawowego - oraz od rodzaju zastosowanych żywic (naturalnych lub
syntetycznych).
Bywają
też
stosowane
składniki
modyfikujące
właściwości
nitrolakierów.
Do wykończania wyrobów z drewna stosuje się następujące lakiery nitrocelulozowe:
bezbarwny ogólnego przeznaczenia, bezbarwny matowy do drewna, bezbarwny do
gorącego natrysku, bezbarwny meblowy do mechanicznego wykończania na połysk oraz
lakiery nitrocelulozowe barwione.
Lakier nitrocelulozowy bezbarwny ogólnego przeznaczenia. Lakier ten ma szerokie
zastosowanie między innymi w meblarstwie do wykończania elementów meblowych
oraz innych wyrobów stolarskich użytkowanych w pomieszczeniach zamkniętych.
Nakłada się go bezpośrednio na podłoże przeważnie przez natrysk lub polewanie

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
19
w temperaturze 18-40°C. Stopień połysku powłoki lakierowanej można odpowiednio
zwiększyć przez przeszlifowanie i polerowanie, na przykład pastami i płynami do
polerowania, oraz przez ostateczne wykończenie politurą lub nitropoliturą. Lakier ten,
tańszy od innych lakierów nitrocelulozowych, stosuje się często jako podkład pod lakier
do mechanicznego wykończania mebli na połysk.
Lakier nitrocelulozowy bezbarwny matowy do drewna. Produkuje się go jako
roztwór
nitrocelulozy
i
żywic syntetycznych w mieszaninie plastyfikatorów
i rozpuszczalników organicznych, z dodatkiem substancji matujących. Służy on do
lakierowania mebli na mat szlachetny. Natryskuje się go jako ostatnią warstwę na
przeszlifowane powłoki lakierowe, wykonane z innych lakierów nitrocelulozowych.
Lakier nitrocelulozowy bezbarwny do gorącego natrysku. Jest roztworem
nitrocelulozy w mieszaninie węglowodorów, estrów i alkoholi, z dodatkiem żywic
syntetycznych i plastyfikatorów. Zawartość substancji błonotwórczych w tym lakierze
jest prawie dwukrotnie większa niż w nitrolakierach stosowanych na zimno; powoduje to
zmniejszenie liczby kolejnych natrysków. Podwyższenie temperatury podczas natrysku
tego lakieru korzystnie wpływa także na jego rozlewność oraz strukturę powłoki
błonotwórczej. Odpowiednio rozcieńczony lakier można również nakładać na zimno przez
polewanie lub natryskiwanie.
Lakier nitrocelulozowy bezbarwny meblowy do mechanicznego wykończania na
połysk. Jest lakierem, który ma cechy podobne do cech lakieru nitrocelulozowego do
gorącego natrysku z dodatkiem żywicy melaminowej, oleju rycynowego i plastyfikatorów
żelatynizujących. Służy on do wykończania powierzchni drewna metodą natrysku lub
polewania w temperaturze 18-40°C. Powłoki wykończeniowe z tego lakieru łatwo się
szlifuje, co umożliwia uzyskanie wysokiego połysku, bez dodatkowego wykończania
politurą lub nitropoliturą.
Lakiery nitrocelulozowe kolorowe. Są również przezroczyste i oprócz nitrocelulozy
oraz
innych
składników
podstawowych,
jak:
rozpuszczalniki,
rozcieńczalniki
i plastyfikatory, zawierają naturalne żywice barwiące. Rozróżnia się trzy typy lakierów
nitrocelulozowych kolorowych, tj. orzech I, orzech II i mahoń. Stosuje się je do
wykończania niektórych wyrobów w celu uzyskania imitacji szlachetnych gatunków
drewna bez potrzeby uprzedniego barwienia (na przykład mahoniu lub orzecha).
Lakiery te wykazują dużą odporność na działanie światła. Można je stosować jako
dodatek do lakieru bezbarwnego.
Zawartość ciał błonotwórczych w omawianych lakierach wynosi około 30%; przeciętny
czas schnięcia w temperaturze 20-25°C - 20 minut; okres gwarancji około 6 miesięcy.
Do typowych wad lakierów nitrocelulozowych zalicza się:
–
łatwość tworzenia z powietrzem mieszanki wybuchowej oraz łatwopalność,
–
dużą ilość wyparowujących substancji lotnych o właściwościach szkodliwych dla
zdrowia oraz osłabiających przyczepność ciał błonotwórczych do podłoża.
Lakiery dwuskładnikowe
Są to lakiery składające się z kilku substancji chemicznych łączonych ze sobą przed
nanoszeniem lub podczas nanoszenia na podłoże. Podstawowym składnikiem jest roztwór
żywicy syntetycznej, drugim zaś - odpowiedni katalizator inicjujący reakcję chemiczną,
w wyniku której otrzymuje się twardą i nieprzepuszczalną powłokę lakierową.
Do tej grupy lakierów stosowanych w meblarstwie należą lakiery: poliestrowe
i melaminowo-ftalowo-propylenowe o znacznej zawartości styrenu (około 45%).
Lakiery poliestrowe. Są to wyroby lakierowe bezrozpuszczalnikowe złożone z kilku
substancji chemicznych łączonych ze sobą przed nanoszeniem lub podczas nanoszenia na
podłoże. Pierwszym, podstawowym składnikiem jest roztwór żywicy poliestrowej w styrenie

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
20
z dodatkiem katalizatora i przyspieszacza, a także z dodatkiem nieznacznej ilości parafiny.
Odpowiedni katalizator inicjujący reakcję chemiczną (polimeryzację), ułatwia związanie
chemiczne składników i wytworzenie się twardej, nierozpuszczalnej i nietopliwej powłoki
lakierowej.
Do wykończania mebli przez polewanie lub natrysk stosuje się lakiery dwuskładnikowe
produkcji krajowej znane pod nazwami: Polimal 110 i Polimal 111 (o podobnych
właściwościach i zastosowaniu, na przykład na szerokie płaszczyzny) oraz Polimal 115 -
lakier bezbarwny niespływający (tiksotropowy), przeznaczony do natrysku na powierzchnie
pionowe.
Oprócz lakierów poliestrowych bezbarwnych produkuje się również specjalne lakiery
poliestrowe pigmentowane.
Właściwości i zastosowanie lakierów poliestrowych są następujące:
–
służą do wykończania powierzchni mebli na połysk i na mat; dają trwałe powłoki
lakierowe o wysokim stopniu połysku, odporne na: działanie zimnej i gorącej wody oraz
wielu chemikaliów, na przykład rozpuszczalników, kwasów i zasad, a także na
krótkotrwałe działanie ognia, na przykład na żar papierosa,
–
można
je
nanosić
bezpośrednio
na
podłoże
z
drewna
bez
stosowania
wypełniaczy porów,
–
lepkość tych lakierów mierzona kubkiem Forda o średnicy dyszy 4 mm wynosi 60-90
sekund,
–
czas schnięcia (żelowania) wynosi 4 - 5 godzin do stanu pyłosuchego; całkowite
wyschnięcie powłoki następuje po 24 godzinach.
Wadą wszystkich lakierów poliestrowych jest ograniczona odporność powłok
lakierowych na uderzenia, zarysowanie i ścieranie. Ich zastosowanie ciągle się zmniejsza.
Lakier chemoutwardzalny matowy. Znany jako Plastlak, jest także lakierem
dwuskładnikowym bezbarwnym stosowanym do wykończania powierzchni drewna na mat.
Podstawowym składnikiem jest zawiesina środka matującego w roztworze nitrocelulozy,
żywic aminowych i ftalowych. Drugim składnikiem - utwardzaczem – jest roztwór kwasu
solnego z alkoholem.
Właściwości tego lakieru są podobne do właściwości wszystkich innych lakierów
chemoutwardzalnych, a mianowicie:
–
tworzy powłoki lakierowe elastyczne, odporne na zimną i gorącą wodę, alkohol,
tłuszcze i inne substancje chemiczne,
–
opary kwasu solnego niszczą powłoki lakierowe w razie szczelnego opakowania mebli
do transportu,
–
czas całkowitego wyschnięcia w temperaturze 20 ± 2°C wynosi 24 godziny, a trwałość
mieszaniny lakieru - około 8 godzin.
Lakier dwuskładnikowy wodny z utwardzaczem typu 873-0890, zwany Sadolac
Robust, jest przeznaczony do zabezpieczania drewna wewnątrz pomieszczeń. Zaleca się
stosowanie go do wykończania podłóg, szczególnie w pomieszczeniach intensywnie
eksploatowanych.
Lakiery akrylowe i wodorozcieńczalne.
Obecnie bardzo dużym zainteresowaniem zarówno użytkowników wyrobów z drewna
i tworzyw drzewnych cieszą się lakiery na bazie żywic akrylowych. Lakiery te odznaczają się
przede wszystkim znikoma emisją środków szkodliwych do atmosfery, nie szkodzą też
użytkownikom oraz przyjemnie pachną. Utwardzanie ich najczęściej odbywa się na zasadzie
odparowania rozpuszczalnika jakim jest woda. Lakiery te mogą być stosowane zarówno do
wewnątrz jak też na zewnątrz pomieszczeń. Odpowiedni skład tych lakierów umożliwia
stosowanie ich jako lakiery podkładowe oraz nawierzchniowe. W sprzedaż spotyka się je
jako jedno lub dwu komponentowe.
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Politury i matyny
Politury spirytusowe są roztworami szelaku rozpuszczonego w alkoholu etylowym,
zwykle w spirytusie skażonym. W Polsce produkuje się pięć gatunków politury spirytusowej -
o stężeniu 25% i 40% - w różnych odmianach zależnie od rodzaju zastosowanego szelaku.
Są więc politury o różnym zabarwieniu i różnych nazwach, jak: Lemon, Oranż i Rubin oraz
politury białe, sporządzane z szelaku bielonego. Oprócz politur szelakowych produkuje się
również politury nitrocelulozowe. Wytwarza się je w postaci płatków do rozpuszczania
w alkoholu i innych rozpuszczalnikach organicznych, a także jako gotowy 25% roztwór
żywicy szelakowej i nitrocelulozy w rozpuszczalnikach organicznych - pod nazwą
nitropolitura PM w płynie.
Matyny szelakowe są odmianą politur spirytusowych wytwarzanych jako roztwór
szelaku i żywic syntetycznych w alkoholu, z dodatkiem zmiękczaczy. Zależnie od rodzaju
użytego szelaku matyny mają jaśniejsze lub ciemniejsze zabarwienie oraz różne stężenia
roztworu użytkowego, to jest: 10, 20, 25, 30 i 40%.
Pewną modyfikacją matyn szelakowych są matyny sporządzane z dodatkiem
nitrocelulozy jako matyny szelakowo-nitrocelulozowe.
Politury szelakowe, podobnie jak wszystkie lakiery spirytusowe i nitrocelulozowe, służą
do wykończania przezroczystego. Ze względu na dużą zawartość żywic bezpośrednio przed
użyciem trzeba je odpowiednio rozcieńczyć do właściwego stężenia roboczego.
Materiały podkładowe
Do grupy materiałów podkładowych zalicza się: kity szpachlowe, szpachlówki i farby
podkładowe do gruntowania.
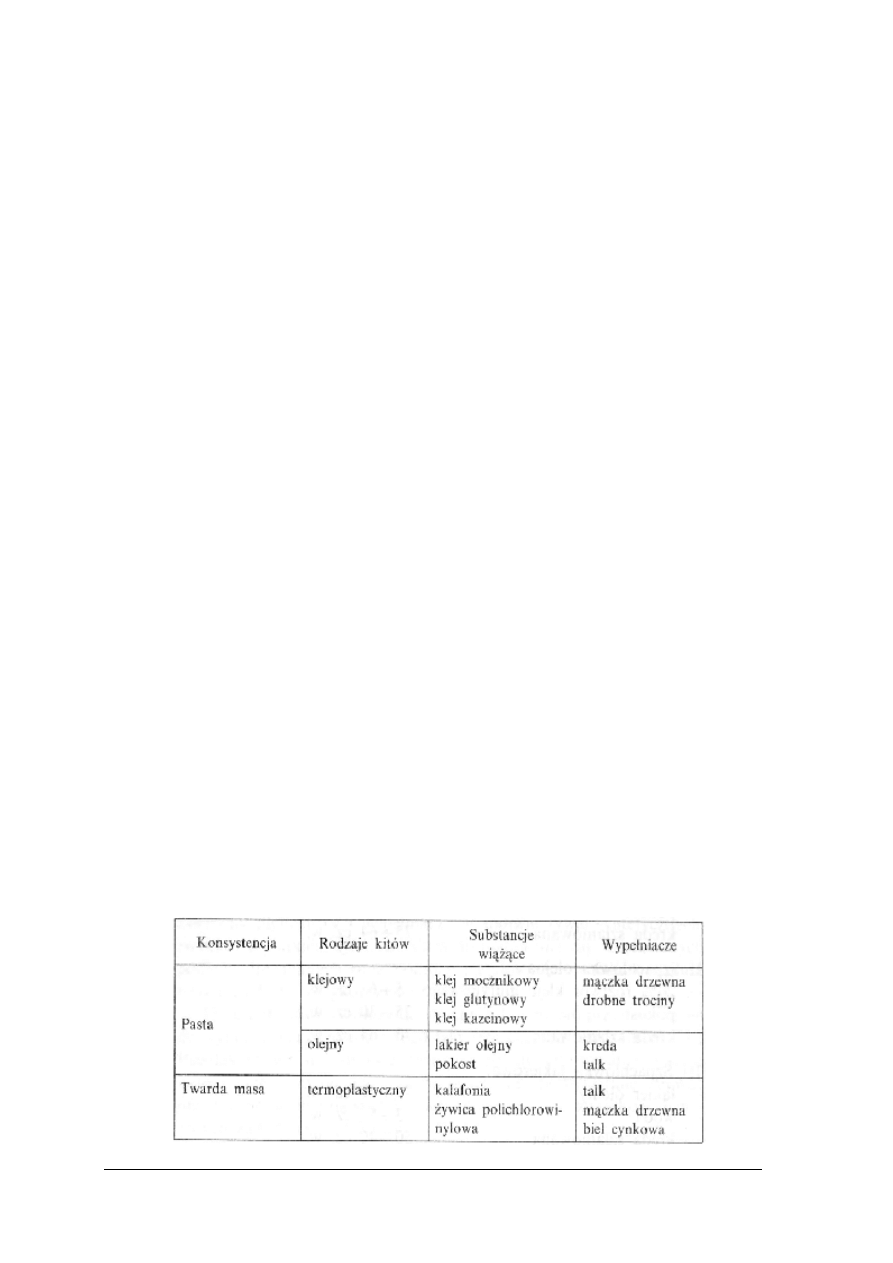
Kity szpachlowe są to wyroby o konsystencji past lub twardej masy, w których skład
wchodzą substancje wiążące i wypełniacze. Służą one do wyrównywania większych pęknięć
i nierówności występujących na powierzchniach drewna przeznaczonych do wykończenia
kryjącego. Podział kitów w zależności od konsystencji i rodzaju substancji wiążącej
przedstawia tabela 4. A oto przykłady receptur niektórych kitów szpachlowych:
1. Kit z kleju kazeinowego:
–
180g kleju kazeinowego,
–
125g płynnego amoniaku,
–
1 litr zimnej wody,
–
wypełniacz - w postaci drobnych trocin lub mączki drzewnej.
2. Kit z kleju glutynowego:
–
450g kleju skórnego lub kostnego o stężeniu 25%,
–
1000g mieszaniny kredy pławionej i sproszkowanego węgla drzewnego,
–
50g oleju lnianego.
Tabela 4. Kity szpachlowe ich substancje wiążące i wypełniacze [3, s. 233]

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Sporządzanie kitów szpachlowych polega na dobrym wymieszaniu składników
wyszczególnionych w recepturach. Zamiast kleju lub lakieru olejnego można używać
nitrolakieru, który z kredą i mączką drzewną tworzy również dobry i szybko schnący kit.
Kity termoplastyczne (ulegające zmiękczeniu w podwyższonej temperaturze) nanosi się
na powierzchnię podłoża po uprzednim uplastycznieniu przez podgrzanie.
Grunty są pierwszą warstwą nakładaną na podłoże przed wykończeniem kryjącym.
Naniesione na podłoże zwiększają przyczepność innych warstw wyrobu lakierowego
i ograniczają ich wsiąkanie podczas wykończania kryjącego. W skład gruntów wchodzą
substancje błonotwórcze, wypełniacze i pigmenty. Substancjami błonotwórczymi są zwykle:
pokost, farby olejne, lakier giptalowy, a w gruntach nitrocelulozowych - nitrolakier.
Wypełniaczami są: minia żelazowa, pigmenty, talk i inne. Znane są również grunty klejowe
stosowane pod farby klejowe.
Szpachlówki są to zawiesiny pigmentów i wypełniaczy w substancjach błonotwórczych
i rozpuszczalnikach. W przeciwieństwie do kitów, szpachlówki mogą być cieczami lub
zagęszczonymi cieczami, w różnych kolorach. Stosuje się je do nakładania pędzlem lub
natryskiem na całą powierzchnię podłoża (drewna lub metalu) przeznaczonego do
wykończania kryjącego.
Zależnie od substancji błonotwórczych rozróżnia się szpachlówki klejowe, olejne
i lakierowe (zwykle nitrocelulozowe), wytwarzane według następujących receptur:
1. Szpachlówka klejowa:
–
20% roztwór kleju glutynowego 20-30 części wagowych
–
pokost
5-6 części wagowych
–
kreda szlamowana
75-64 części wagowych
2. Szpachlówka olejna:
–
20% roztwór kleju glutynowego 5-6 części wagowych
–
pokost
25-30 części wagowych
–
kreda szlamowana
70-64 części wagowych
3. Szpachlówka lakierowa:
–
lakier olejny
23-30 części wagowych
–
woda
3-5 części wagowych
–
kreda szlamowana
50-40 części wagowych
–
zpat ciężki
6-5 części wagowych
–
pigmenty
18-17 części wagowych
W recepturach tych liczby podane w pierwszej kolumnie dotyczą szpachlówki gęstej,
w drugiej - szpachlówki rzadkiej.
Przemysł farb i lakierów produkuje również gotowe kity szpachlowe i szpachlówki -
w różnych odmianach i kolorach - do określonych wyrobów lakierowych, przeznaczonych na
wierzchnie warstwy powłok wykończeniowych. Są więc kity szpachlowe i szpachlówki
olejne - dostosowane do wykończania kryjącego oraz kity szpachlowe i szpachlówki
nitrocelulozowe - dostosowane do wykończenia powierzchni emaliami nitrocelulozowymi.
Farby podkładowe do gruntowania. Do wykończania kryjącego wyrobów stolarskich
szczególne zastosowanie mają niektóre farby podkładowe nazywane farbami do gruntowania.
W konkretnych zastosowaniach powinny one mieć taki sam kolor, jak farby nawierzchniowe.
Są one przeznaczone do bezpośredniego nakładania na podłoże w celu zwiększenia
przyczepności wierzchniej warstwy powłoki malarsko-lakierniczej.
Farby olejne podkładowe ogólnego przeznaczenia. Są to zawiesiny pigmentów
i wypełniaczy w spoiwie olejnym. Wykazują one dobrą przyczepność do podłoża i znaczną
elastyczność. Służą jako podkład pod farby nawierzchniowe i emalie olejne - głównie do

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
23
wykończania mebli kuchennych. Odmianą tych farb są farby olejne miniowe (z zawiesiną
mini ołowiowej w spoiwie olejnym) przeznaczone do zabezpieczania przed korozją
elementów metalowych.
Farby syntetyczne pod emalie nitrocelulozowe. Są to zawiesiny pigmentów i wypełniaczy
w spoiwie żywic syntetycznych, zwykle z dodatkiem sykatyw. Służą do malowania
zapokostowanych podłoży drewnianych oraz podłoży metalowych uprzednio zagruntowanych
farbą antykorozyjną.
Do gruntowania podłoży drewnianych (na przykład mebli) przeznaczonych do
wykończania przezroczystego lakierem chemoutwardzalnym typu Plastlak używa się
odpowiedniego lakieru do gruntowania o ściśle określonych wymaganiach. Zabezpiecza on
powierzchnie drewna przed ściemnieniem na skutek działania światła oraz związków
chemicznych zawartych w lakierze.
Farby nawierzchniowe i emalie
Są to wyroby lakierowe używane do kryjącego wykończania powierzchni drewna
i metalu. Wytwarza się je jako zawiesiny pigmentów i wypełniaczy, w różnych spoiwach
(które określają ich rodzaje), o zróżnicowanych właściwościach i przeznaczeniu. Służą one do
nakładania na wierzchnią warstwę gruntu; tworzą powłokę zewnętrzną o barwie
przewidzianego podłoża.
Farby nawierzchniowe olejne i syntetyczne. Farby nawierzchniowe o spoiwie
z preparowanych olejów roślinnych nazywają się nawierzchniowymi farbami olejnymi, farby
zaś sporządzane w roztworach żywic ftalowych modyfikowanych olejami roślinnymi -
nawierzchniowymi farbami syntetycznymi.
Nawierzchniowe farby olejne i syntetyczne wytwarza się jako farby ogólnego
stosowania. W produkcji wyrobów stolarskich, a zwłaszcza mebli, mają one ograniczone
zastosowanie. Uzyskane z tych farb powłoki wykończeniowe nie wykazują zadowalających
efektów estetycznych, nie można ich ani szlifować, ani polerować.
Do wykończania niektórych wyrobów stolarskich używa się niekiedy tych farb
(zwłaszcza w kolorze białym i jasnoszarym) jako warstwę podkładową pod emalię, a także do
wykończenia
niewidocznych
powierzchni
mebli
kuchennych
gorszej
jakości.
Na powierzchnię podłoża nanosi się je zwykle pędzlem - przeważnie w temperaturze
pokojowej (20°C), czas schnięcia powłoki wynosi 24-36 godzin.
Emalie olejne ogólnego zastosowania. Emalie olejne są zawiesiną pigmentów
w spoiwie olejno-żywicznym z dodatkiem sykatyw. Zależnie od rodzaju użytego pigmentu
emalie te wytwarza się w różnych kolorach, dające powłoki o różnych barwach, dobrym
połysku i znacznej odporności na wodę. Służą do wykończania kryjącego elementów
z drewna i metalu po uprzednim zagruntowaniu i zaszpachlowaniu podłoża. W wyrobach
stolarskich stosuje się je głównie do wykończania mebli kuchennych. Przeciętny czas
schnięcia w temperaturze 20°C wynosi 36 godzin. Właściwą lepkość roboczą uzyskuje się
przez dodanie rozcieńczalnika.
Emalie nitrocelulozowe, zwane także lakierami pigmentowymi, produkuje się jako zawiesiny
pigmentów w spoiwie roztworów nitrocelulozowych, żywic i plastyfikatorów, z dodatkiem
rozpuszczalników i rozcieńczalników.
Emalie nitrocelulozowe odznaczają się intensywnym zabarwieniem. Przeważnie
natryskuje się je na podłoża uprzednio zagruntowane i zaszpachlowane lub pokryte
odpowiednio przystosowanymi do nich farbami podkładowymi.
Powłoki wykończeniowe wykonane z emalii nitrocelulozowych odznaczają się wysokimi
walorami estetycznymi i dobrą przyczepnością do podłoża, a także podatnością na
szlifowanie i polerowanie (po ich utwardzeniu).

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Możliwość modyfikacji emalii nitrocelulozowych przez wprowadzanie innych
składników pozwala uzyskiwać różne ich odmiany, dające powłoki o ciekawych fakturach
i barwach, takie jak: powłoki srebrzyste (na przykład emalia nitrocelulozowa aluminiowa) lub
powłoki imitujące efektowne spękanie malowanych powierzchni (na przykład emalia
nitrocelulozowa pękająca). Służą one do wykończania kryjącego niektórych mebli,
na przykład dziecięcych, a także do wykończania elementów metalowych, na przykład stelaży
mebli szkieletowych. Przeciętny czas schnięcia w temperaturze 20°C wynosi około 30 minut.
Emalie chemoutwardzalne do mebli. Podobnie jak lakiery tego rodzaju, są
dwuskładnikowe. Stanowią one zawiesinę pigmentów i wypełniaczy w spoiwie z żywic
aminowych i ftalowych w butanolu i ksylenie z dodatkiem oleju silikonowego. Utwardzanie
powłoki odbywa się na skutek reakcji chemicznej po dodaniu utwardzacza do wyrobów
chemoutwardzalnych. Rozróżnia się emalie matowe i półmatowe.
Powłoki otrzymane z tych emalii mają różną barwę i wysoki stopień połysku, są twarde,
podatne na szlifowanie i polerowanie oraz dość odporne na działanie wody i wielu substancji
chemicznych o małym stężeniu. Przeciętny czas schnięcia powłoki do pyłosuchości wynosi
60 minut.
Emalii tych używa się w meblarstwie do wykończania kryjącego, zwłaszcza mebli
kuchennych wykończonych na biało, oraz do malowania elementów metalowych, na przykład
stelaży w konstrukcjach mebli szkieletowych.
Emalie ftalowe do mebli. Podobnie jak inne emalie chemoutwardzalne, również emalie
ftalowe stanowią zawiesinę pigmentów w spoiwie żywicy ftalowej i stopu olejnożywicznego.
Emalie ftalowe, zwłaszcza modyfikowane, służą do wykończania mebli kuchennych
malowanych pędzlem lub natryskiwanych.
Powłoki wykończeniowe wykonane z tych emalii są twarde, mają duży połysk, są odporne na
działanie wody i środków chemicznych o małym stężeniu. Szczególnie korzystną
właściwością ftalowych emalii specjalnych do mebli jest stosunkowo krótki czas schnięcia
w temperaturze pokojowej, nie przekraczający 20 godzin.
4.3.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak można podzielić wyroby lakierowe?
2. Czy różną się lakiery jednoskładnikowe od dwuskładnikowych?
3. Jak można scharakteryzować politury?
4. Jakie zastosowanie mają kity szpachlowe?
5. Jak można scharakteryzować farby nawierzchniowe?
6. Jak można scharakteryzować emalie?
4.3.3 Ćwiczenia
Ćwiczenie 1
Sporządź kit szpachlowy z kleju glutynowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować potrzebne składniki,
2) umieścić odpowiednią ilość składników w szczelnym pojemniku,
3) wymieszać wszystkie składniki tak, by tworzyły jednolitą konsystencję,
4) dokonać oceny poprawności wykonanego ćwiczenia.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wyposażenie stanowiska pracy:
– 450g kleju skórnego lub kostnego o stężeniu 25%,
– 1000g mieszaniny kredy pławionej i sproszkowanego węgla drzewnego,
– 50 g oleju lnianego,
– naczynie,
– szpachla,
– literatura z rozdziału 6.
Ćwiczenie 2
Korzystając z kitu szpachlowego wykonanego w ćwiczeniu 1 wyrównaj deskę, usuwając
z niej pęknięcia i nierówności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować odpowiedni kit szpachlowy (podobna barwa do wyrównywanej deski itp.),
2) nałożyć kit na głębokie pęknięcia,
3) po zaschnięciu kitu wyszlifować powierzchnię
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– kit szpachlowy,
– papier ścierny,
– deska z pęknięciami,
– szpachla lub nóż,
– literatura z rozdziału 6.
Ćwiczenie 3
Korzystając z polakierowanych próbek drewna wskaż i nazwij lakiery jakimi zostały one
wykończone. Wypisz właściwości techniczno-użytkowe zidentyfikowanych lakierów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą zagadnienia,
2) zbadać dostępne próbki,
3) rozpoznać materiały lakiernicze,
4) określić właściwości techniczno-użytkowe,
5) przedstawić spostrzeżenia w formie pisemnej,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– próbki drewna wykończone różnymi materiałami lakierniczymi,
– notatnik,
– ołówek/długopis,
– literatura pomocnicza z rozdziału 6.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) podzielić wyroby lakierowe?
¨
¨
2) wskazać różnice po między lakierami jedno- a dwuskładnikowymi?
¨
¨
3) scharakteryzować politury?
¨
¨
4) wymienić zastosowanie mają kitów szpachlowych?
¨
¨
5) scharakteryzować farby nawierzchniowe?
¨
¨
6) scharakteryzować emalie?
¨ ¨

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.4. Podział, charakterystyka i zastosowanie materiałów
malarskich pomocniczych.
4.4.1. Materiał nauczania
Materiały malarskie pomocnicze
Do grupy pomocniczych materiałów malarskich zalicza się te materiały, które podczas
wykończania powierzchni wyrobów z drewna są niezbędne do prawidłowego tworzenia
powłok lakierowych. Należą do nich:
–
rozpuszczalniki i rozcieńczalniki,
–
materiały wybielające i odżywiczające,
–
materiały do szlifowania i polerowania.
Rozpuszczalniki i rozcieńczalniki
Rozpuszczalniki i rozcieńczalniki są to ciecze, przeważnie organiczne, łatwo ulatniające
się w temperaturze pokojowej, charakteryzujące się niską temperaturą wrzenia.
Rozpuszczalniki i rozcieńczalniki są niezbędnymi składnikami prawie wszystkich wyrobów
lakierowych, takich jak: lakiery, politury oraz farby i emalie. Nie wchodzą wprawdzie
w skład powłoki lakierowej, lecz przyczyniają się do prawidłowego jej wytworzenia.
Zawartość rozpuszczalnika w określonych materiałach lakierniczych zmniejsza lepkość
roztworu, umożliwiając nanoszenie go natryskiem lub pędzlem. Właściwą cechą
rozpuszczalnika jest jego zdolność rozpuszczania substancji błonotwórczej, która oprócz
zmiany stanu fizycznego, nie ulega przemianom chemicznym, zachowując po jego
odparowaniu swoją postać. Natomiast rozcieńczalniki - w przeciwieństwie do
rozpuszczalników - nie rozpuszczają substancji błonotwórczych, jedynie zmniejszają lepkość
roztworu substancji błonotwórczej w rozpuszczalniku. Są one stosunkowo tanie i dlatego
stosuje się je jako dodatek do rozpuszczalników.
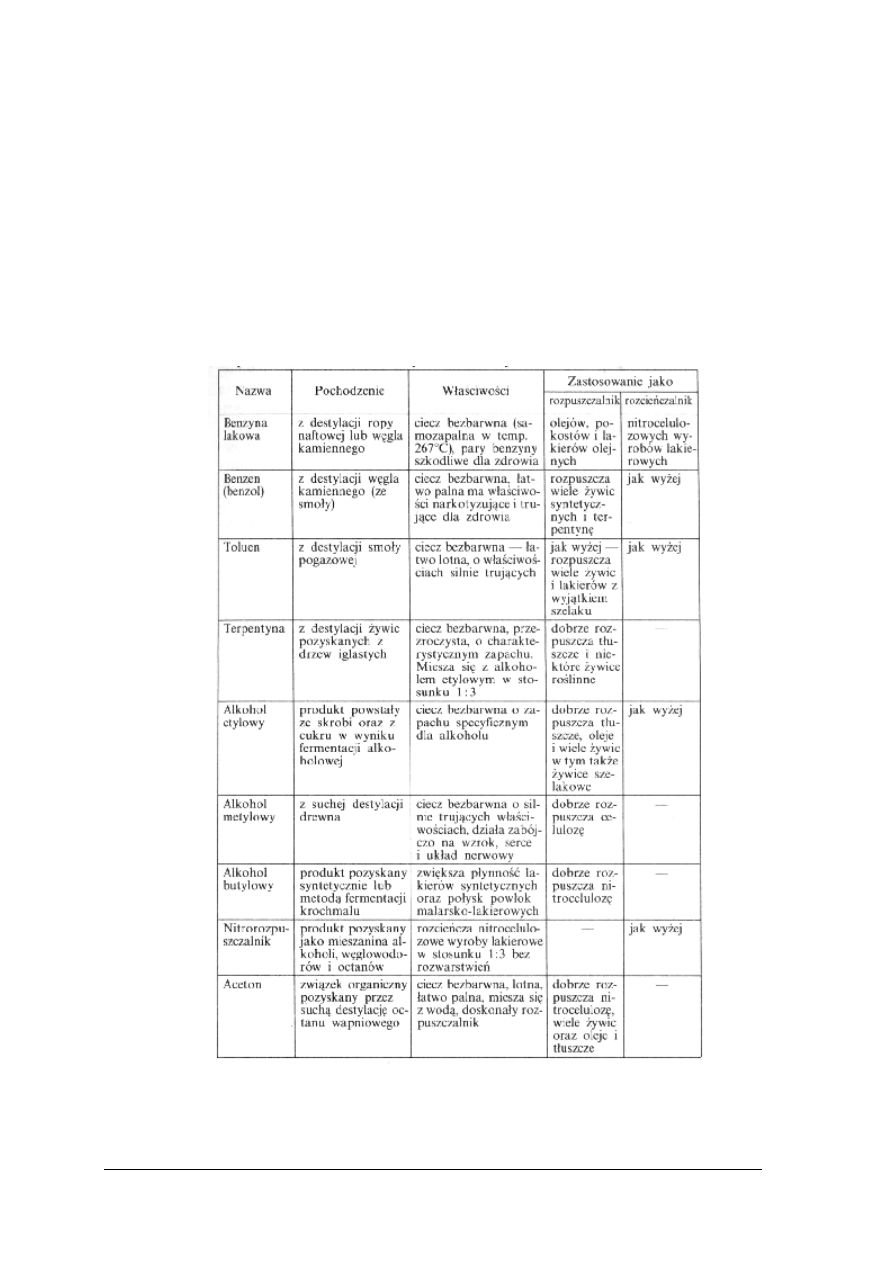
Różnorodność chemiczna wyrobów lakierowych powoduje konieczność produkowania
odpowiednich rozpuszczalników i rozcieńczalników. Na przykład do olejnych wyrobów
lakierowych używa się takich rozpuszczalników, jak: benzyna lakowa, mieszanina benzyny
lakowej z alkoholem butylowym oraz terpentyna. Jako rozcieńczalnika używa się także,
chociaż coraz rzadziej, oleju schnącego w roztworze z benzyną lakową.
Do nitrocelulozowych wyrobów lakierowych właściwymi rozpuszczalnikami są: aceton,
alkohol dwuacetonowy, estry glikolu i estry kwasu octowego. Jako rozcieńczalników używa
się przeważnie: alkoholu etylowego i propylowego oraz niektórych gatunków benzyny.
Ważniejsze rodzaje rozpuszczalników i rozcieńczalników stosowanych w stolarskich
robotach wykończeniowych przedstawia tabela 5.
Materiały wybielające i odżywiczające
Często występujące na powierzchni drewna plamy i zanieczyszczenia (na przykład plamy
olejne i przebicia klejowe), jak również zawartość żywicy w drewnie drzew iglastych, są dużą
przeszkodą podczas barwienia drewna i wykończania z zastosowaniem przezroczystych
wyrobów lakierowych.
W celu usunięcia plam lub rozjaśnienia powierzchni drewna podczas wykończania
przezroczystego używa się odpowiednich materiałów wybielających, najczęściej wodnego
roztworu kwasu szczawikowego o stężeniu 2-6% (sól szczawikowa) lub 30% wody utlenionej
z dodatkiem amoniaku.
Do usuwania plam olejnych, na przykład powstałych podczas obróbki maszynowej
drewna, używa się benzyny lub 20% acetonu. Trudniejsze do wywabienia plamy można
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
28
usunąć przez zmywanie i szczotkowanie substancją wybielającą, to jest sproszkowaną
magnezją i kredą, zmieszanymi z benzyną.
Odżywiczanie powierzchni drewna gatunków iglastych polega na zmywaniu roztworami
wodnymi środków chemicznych, na przykład:
–
25% roztworem acetonu,
–
6% roztworem sody kalcynowanej,
–
5% roztworem sody kaustycznej.
Do usuwania żywicy z powierzchni drewna służą; benzyna, terpentyna, amoniak oraz
rozcieńczalnik nitrocelulozowy. Odżywiczone i oczyszczone powierzchnie drewna spłukuje
się ciepłą wodą.
Tabela 5. Rozpuszczalniki i rozcieńczalniki wyrobów lakierowych [3, s. 239]
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Materiały do szlifowania i polerowania powłok
Gładkość i połysk powłok wykończeniowych uzyskuje się przez zastosowanie
odpowiednich metod technologicznych wykończania, zwykle z zastosowaniem past do
szlifowania i płynów do polerowania.
Pasty do szlifowania powłok wytwarza się z proszków szlifujących, na przykład kredy,
kaolinu, pumeksu lub ziemi okrzemkowej, zmieszanych z olejami nieschnącymi,
rozpuszczalnikami, plastyfikatorami, a niekiedy także z dodatkiem wody. Szlifowanie
powłok, zwłaszcza termoplastycznych, powoduje ich zmiękczenie pod wpływem ciepła
(wywiązującego się wskutek tarcia), co umożliwia lepsze wypolerowanie powłoki.
Płyny do polerowania powłok są to półciekłe mieszaniny, przeważnie emulsje oleju
parafinowego w wodzie z dodatkiem roztworu żywic, rozpuszczalników, plastyfikatorów
i emulgatorów (substancje, które wpływają na obniżenie napięcia powierzchniowego
cząsteczek cieczy, co ułatwia tworzenie się emulsji i zwiększa jej trwałość). Służą one do
ostatecznego wypolerowania powłoki i usunięcia resztek pasty.
Podobnie jak do szlifowania należy dobrać odpowiednią pastę, tak do polerowania trzeba
dobrać właściwy płyn; zwłaszcza zawarte w nim rozpuszczalniki i plastyfikatory powinny być
dostosowane do rodzaju i właściwości polerowanych powłok wykończeniowych.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały zalicza się do materiałów malarskich?
2. Jakie jest zastosowanie rozpuszczalników?
3. Jakie jest zastosowanie rozcieńczalników?
4. Jakie jest zastosowanie materiałów wybielających?
5. Jakie jest zastosowanie materiałów odżywiających?
4.4.3. Ćwiczenia
Ćwiczenie 1
Usuń plamy i zanieczyszczenia (np. plamy olejne, przebicia klejowe) z powierzchni
drewna.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać w literaturze informacje na ten temat,
2) użyć benzyny lub 20% acetonu,
3) w razie problemów podczas wywabiania powinieneś użyć sproszkowaną magnezję
i kredę, zmieszaną z benzyną,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– drewno z plamami olejnymi,
– benzyna, 20% aceton (substancje wybielające),
– maska ochronna,
– rękawiczki,
– szczoteczka,
– literatura pomocnicza z rozdziału 6.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wymienić jakie materiały zalicza się do materiałów malarskich?
¨
¨
2) wskazać zastosowanie rozpuszczalników?
¨
¨
3) podać zastosowanie rozcieńczalników?
¨
¨
4) podać zastosowanie materiałów wybielających?
¨
¨
5) podać zastosowanie materiałów odżywiających?
¨
¨

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.5. Rodzaje i sposoby obróbki wykończeniowej. Technologie
suche i mokre, stosowane materiały
4.5.1. Materiał nauczania
Wszystkie współcześnie stosowane sposoby wykończania powierzchni drewna i tworzyw
drzewnych dążą do wytworzenia powłoki lakierowej gładkiej, twardej i elastycznej, silnie
przylegającej do podłoża, odpornej na działanie wysokiej temperatury i związków
chemicznych używanych w gospodarstwie domowym [3, s. 226].
Celem wykończania powierzchni mebli jest:
–
zapełnienie porów drewna,
–
ochrona powierzchni przed uszkodzeniami mechanicznymi i zabrudzeniem,
–
ochrona przed wilgocią, powietrzem i światłem,
–
uatrakcyjnienie wyglądu wyrobu.
W obróbce skrawaniem naczynia i cewki drewna położone na jego powierzchni zostają
przecięte, tworząc nierówności i wgłębienia nazywane porami. Podczas użytkowania mebli
pory drewna są naturalnymi siedliskami kurzu, pyłu czy innych zanieczyszczeń,
powodujących szybsze zabrudzenie powierzchni wyrobu.
Wskutek zmian wilgotności drewno pęcznieje lub kurczy się. Prawie każda zmiana
objętości drewna w wyrobie pociąga za sobą rozluźnienie połączeń stolarskich. Zmiany
wymiarów elementów meblowych powodują zwiększenie lub zmniejszenie luzów między
podzespołami ruchomymi i stałymi w gotowym meblu.
Pod wpływem działania powietrza i światła naturalna barwa drewna ulega niekorzystnym
zmianom, co obniża estetyczny wygląd powierzchni drewna.
Podobnym zmianom ulegają tworzywa drzewne, choć ich charakter i nasilenie są nieco
odmienne.
Materiały malarsko-lakiernicze nanoszone są na powierzchnie w stanie płynnym i po
utwardzeniu tworzą płytki lakierowe. Powierzchnie, na które nanosi się materiały lakiernicze,
określa się mianem podłoża.
Współcześnie są stosowane następujące sposoby wykończania mebli:
–
barwienie drewna,
–
wykończanie kryjące,
–
wykończanie przezroczyste,
–
imitowanie rysunku drewna drukowaniem,
–
imitowanie rysunku drewna fladrowaniem (bardzo rzadko).
Barwa okleiny, pokrywającej widoczne powierzchnie mebli, nie zawsze odpowiada
stawianym wymaganiom. Zmiany barwy okleiny na całej powierzchni mebla lub na jego
odcinkach uzyskuje się przez barwienie barwnikami do drewna lub wytrawami. Niekiedy do
barwienia drewna może być również użyty amoniak w postaci gazowej, który łącząc się
z garbnikami lub z uprzednio nałożonymi substancjami chemicznymi, jak na przykład tanina,
powoduje zmiany barwy drewna na kolor brunatny.
Wykończanie przezroczyste uzyskujemy wtedy, gdy po wykończeniu powierzchni jest
widoczna faktura podłoża. Tego rodzaju wykończenie jest najczęściej stosowane we
współczesnych meblach.
Deficyt oklein szlachetnych gatunków drzew spowodował wprowadzenie wielobarwnego
drukowania imitacji rysunku drewna na powierzchniach elementów meblowych.
Fladrowanie jest to barwne malowanie struktury drewna narzędziami ręcznymi, obecnie
bardzo rzadko wykonywane.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Zakrycie struktury podłoża materiałami lakierniczymi daje w efekcie wykończenie
kryjące. Największe zastosowanie ma ono w meblach kuchennych oraz w meblach
specjalnego przeznaczenia, jak na przykład meble szpitalne, meble do przedszkoli czy
żłobków. Pracochłonność kryjącego wykończenia powierzchni elementów meblowych
skłania do oklejania powierzchni elementów mebli laminatami i foliami.
Wykończanie powierzchni mebli jest jeszcze ciągle bardzo kosztowne i pracochłonne.
Nawet zastosowanie pełnej mechanizacji i nowoczesnych materiałów lakierniczych zmienia
tylko w pewnej mierze niekorzystną sytuację. Dlatego dążenie chemików i technologów
meblarstwa zmierza do opracowania prostej metody nanoszenia gotowej powłoki lakierowej.
Od kilku lat jako powłoki elementów meblowych wprowadzono folie z tworzyw sztucznych,
tkaniny i laminaty [3, s. 277].
Folie imitujące okleiny szlachetne mogą tworzyć powierzchnię już wykończoną
całkowicie albo stanowią podłoże przeznaczone do dalszego wykończania. W pierwszym
wypadku folia jest przyklejana do podłoża i w ten sposób uzyskuje się gotową powłokę.
W drugim wypadku po przyklejeniu folii do elementu poddaje się ją wykończeniu
przezroczystemu w podobny sposób jak podłoże z okleiny. Należy jednak zaznaczyć,
że dotychczasowe imitacje oklein nie są doskonałe pod względem estetycznym i znajdują
wśród nabywców mebli wielu przeciwników. Być może dalszy rozwój chemii i doskonalenie
jakościowe i estetyczne folii może w przyszłości zrewolucjonizować wykończanie
powierzchni mebli.
Oklejanie mebli tkaninami w Polsce nie jest stosowane. Próby zastąpienia okleiny
tkaninami w stolikach okolicznościowych nie przynoszą pożądanych efektów estetycznych.
Szeroko stosowaną metodą w produkcji mebli kuchennych jest pokrywanie elementów
laminatami. Przede wszystkim oklejane laminatami są płyty poziome, jak płyty stołów, szafek
czy taboretów. Coraz częściej fabryki płyt wiórowych i pilśniowych twardych produkują
płyty o powierzchniach uszlachetnionych, a więc płyty z gotowymi powłokami lakierowymi
lub laminowanymi (płyty laminowane lub lakierowane). Przeniesienie czynności tworzenia
powłok lakierowych z fabryk mebli do przedsiębiorstw produkujących płyty jest korzystne,
szczególnie dla drobnych producentów mebli. Uzyskanie powłok kryjących w warunkach
niewielkiego zakładu jest pracochłonne, ponieważ zwykle odbywa się prymitywnymi
sposobami.
Zastosowanie kosztownych urządzeń do nanoszenia, suszenia i uszlachetniania powłok
jest nieopłacalne w niewielkiej produkcji.
Oprócz wyżej wymienionych sposobów wykończania powierzchni drewna niezmiernie
rzadko stosuje się piaskowanie, tj. działanie na drewno lite strumieniem piasku, jak również
działanie płomieniem, nazywane przypalaniem. Wymienione metody stosowane są jedynie
przy produkcji mebli artystycznych lub wzorowanych na ludowych.
Farby proszkowe. Wyroby epoksydowe proszkowe ze względu na wysoką temperaturę
wypalania stosuje się w przemyśle do malowania mebli metalowych, np. stelaży stołów,
krzeseł szkolnych. Farby te są mieszaniną stałą, odpowiednio rozdrobnionej żywicy
epoksydowej z pigmentami, środkami pomocniczymi oraz utwardzaczami. Wyroby te tworzą
powłokę w temperaturze 180
÷
230°C. Termoreaktywne żywice epoksydowe w początkowym
stadium utwardzania topnieją, uzyskując rozlewność po powierzchni, a następnie wchodzą
w reakcję poliaddycji z obecnym w kompozycji utwardzaczem. Powłoki z proszkowych farb
epoksydowych mają doskonałe właściwości użytkowe. Do zalet tych powłok zalicza się
całkowite wykorzystanie wyrobu, brak rozpuszczalników i wynikające stąd korzyści
w zakresie bhp i ochrony przeciwpożarowej oraz ekonomiczne. Farby proszkowe nanosi się
przez natrysk elektrostatyczny [2, s.104].
Technika softformingu polega na oklejaniu profilowym wąskich płaszczyzn płyt po
uprzednim zaokleinowaniu płaszczyzn szerokich. Do okleinowania profili prostych kształtów

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
33
można używać oklein naturalnych na nośniku z tkanin. Dzięki temu uzyskuje się zwiększenie
elastyczności okleiny, zapobiegający jej pękaniu podczas oklejania. Okleiny naturalne
przykleja się termoutwardzalnymi klejami mocznikowo- formaldehydowymi. Profile
o skomplikowanych kształtach okleja się termoplastycznymi dekoracyjnymi foliami
o grubości 0,3
÷
1,2 mm. Stosuje się najczęściej folie PVC.
Przed oklejaniem folie wstępnie uplastycznia się termicznie, następnie przykleja klejami
topliwymi, dyspersyjnymi na bazie kopolimerów winylowych, poliuretanowych i innymi
dostosowanymi do właściwości sklejanych materiałów oraz możliwości technicznych
urządzeń używanych do oklejania. W celu zwiększenia przyczepności folii w procesie
oklejania pokrywa się ich warstwy podłożowe związkami proadhezyjnymi (primerami)-
przede wszystkim silanami (związkami krzemu z wodorem), a także cyrkonianami,
izocyjanianami i tytanianami. Na profilowanie wąskie płaszczyzny płyt folia jest
zaprasowywana w specjalnych urządzeniach do oklejania za pomocą odpowiedniego zestawu
rolek, lub wyprofilowanych klocków [2, s.282].
Technika postfomingu polega na równoległym oklejaniu płaszczyzn szerokich, jak
i wąskich oraz różnych elementów profilowanych. W technice tej znajdują zastosowanie
specjalne dekoracyjne laminaty postformowalne. Powszechnie używa się do tego celu
laminatów cienkowarstwowych wysokociśnieniowych zwanych HPL. Surowcami do
produkcji laminatów HPL są odpowiednie papiery oraz folia ochronna syntetyczna lub
aluminiowa. Papiery przed sprasowaniem w laminat są poddawane impregnacji przy użyciu
żywic aminowych i fenolowych. Papier dekoracyjny impregnuje się żywicą MF. Pozostałe
papiery, których liczba warstw jest uzależniona od finalnej grubości laminatu, są nasycone
żywicą PF. Po wysuszeniu zaimpregnowanych papierów kompletuje się zestawy, które
poddaje się sprasowaniu w prasach wielopółkowych lub w procesie ciągły w jednopółkowych
prasach przelotowych. Kompletowanie zestawów do prasowania, załadunek prasy oraz
wyładunek gotowych laminatów są w znacznej mierze zautomatyzowane. Prasowanie
laminatów odbywa się w temperaturze 150
÷
170°C, w czasie dostosowanym do reaktywności
użytych do impregnacji żywic oraz grubości wysadu, przy ciśnieniu prasowania
przekraczającym 10 MPa. Po schłodzeniu ich strona podłożowa zazwyczaj jest szorstkowata
metodą szlifowania, co wydatnie zwiększa ich przyczepność do podłoża podczas oklejania.
Grubość produkowanych laminatów HPL zazwyczaj wynosi 0,3
÷
1,5 mm.
Magazynowane w odpowiednich warunkach laminaty HPL zachowują przydatność do
stosowania zwykle w okresie od kilku miesięcy do pół roku, licząc od daty ich produkcji.
Do płaszczyzn szerokich płyt wiórowych lub MDF o wykonanych odpowiednio profilach
przykleja się laminaty HPL przy użyciu różnych klejów, których asortyment wraz
z parametrami stosowania podano w tabeli 6. Do postformingowego oklejania profili płyt
najczęściej są stosowane specjalne kontaktowe kleje polioctanowinylowe (PVAC)
odpowiednio aktywizowane termicznie.
W procesie postformingowego przyklejania laminatów HPL do powierzchni tworzyw
drzewnych są stosowane liczne rozwiązania technologiczne, które wynikają zarówno
z właściwości używanych materiałów oraz przyjętych rozwiązań w zakresie termicznego
uplastyczniania i formowania laminatów, jak sposobu i warunków ich zaprasowywania.
Adhezja laminatów do oklejanego podłoża jest uzależniona przede wszystkim od rodzaju
użytego kleju, warunków aktywizacji, oraz temperatury i czasu klejenia.
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
34
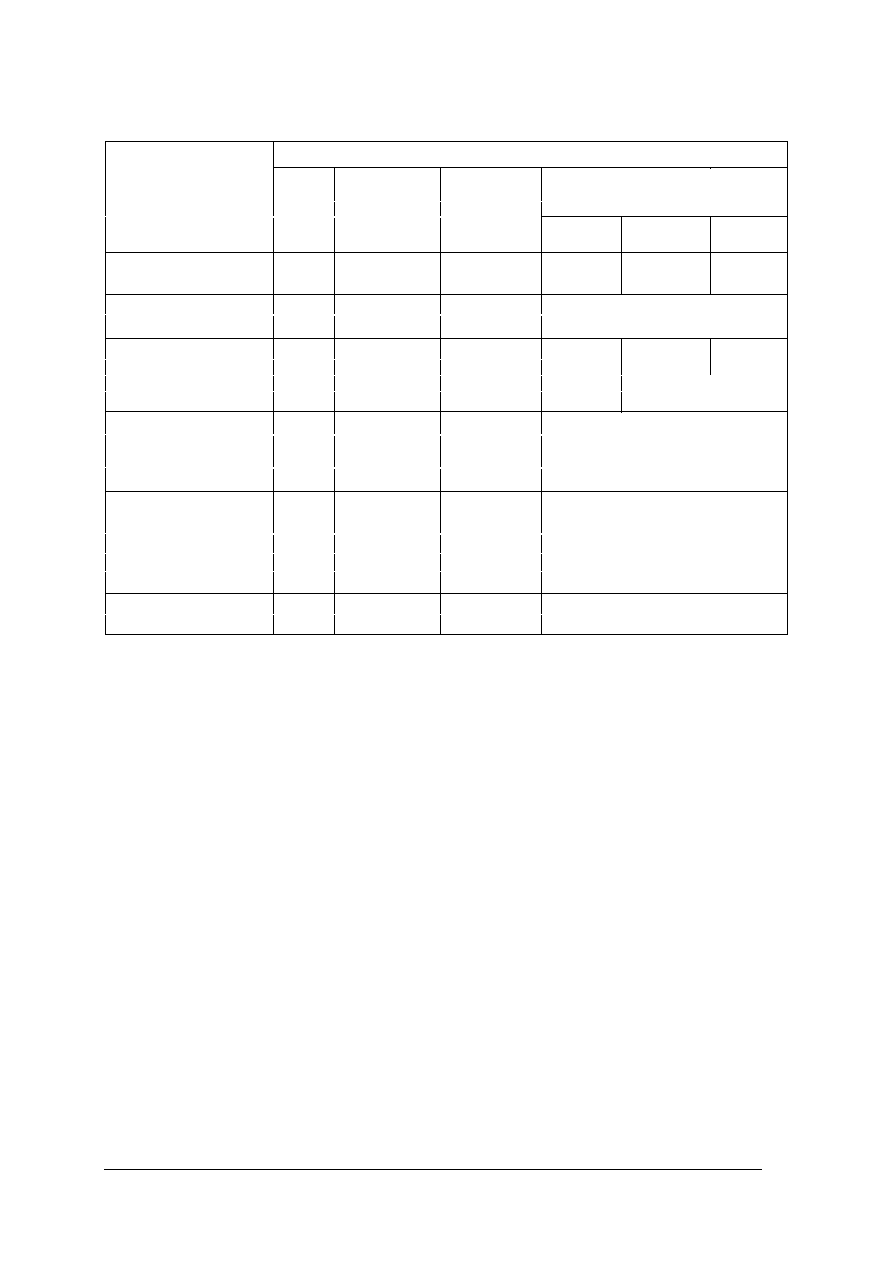
Tabela 6. Podstawowe rodzaje klejów oraz parametry ich stosowania w postformingowym naprasowaniu
laminatów HPL na powierzchnie elementów płytowych. [2, s.286]
Parametry oklejania
ciśnienie
temperatura prasy
Rodzaje klejów
ilość kleju
czas klejenia
prasowania
°C
g/m
2
min
MPa
20
30
40
Dyspersyjne kleje PV AC
90
÷
150
1
÷
30
ok. 0,3
8
÷
60 min
4
÷
12 min
45
÷
160 s
jednoskładnikowe
Dyspersyjne kleje PV AC
90
÷
150
1
÷
30 w zależności
ok. 0,3
wg zaleceń producenta kleju
dwuskładnikowe
od składu kleju
Kleje kondensacyjne* na bazie:
żywic UF i MUF
90
÷
150
2
÷
20
0,3
÷
0,5
15
÷
180 min
5
÷
30min
1
÷
12 min
żywic PF i RF
100
÷
180
2
÷
15
0,3
÷
0,5
ok. 8 h
zależnie od wymaganego
stopnia utwardzenia
Kleje kontaktowe
zależnie od rodzaju
co najmniej
z utwardzaczem
150
÷
250
kleju i temperatury
minimum 0,5
1 min
prasowania
lub bez utwardzacza
otoczenia
Kleje reaktywne**
150
÷
250
zależnie od rodzaju
0,3
÷
0,5
czas
prasowania
zależny
E
kleju
od reaktywności
NP
kleju oraz typu i rodzaju utwardzacza
PUR
Kleje topliwe
180
÷
300
bardzo krótki
walce, pręty, rol-
180
÷
220°C
ki dociskowe
(temperatura kleju)
* Międzynarodowe skróty nazw klejów i żywic klejowych:
UF- mocznikowo-formaldehydowe,
MUF- melaminowo-mocznikowo-formaldehydowe,
PF- fenolowo-formaldehydowe,
RF- rezorcynowo-formaldehydowe
** E- epoksydowe,
NP- nienasycone poliestrowe,
PUR- poliuretanowe.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest cel wykończania powierzchni mebli?
2. Jaka jest przyczyna powstawania porów?
3. Co to jest podłoże?
4. Jakie znasz współczesne sposoby wykończania mebli?
5. Kiedy uzyskujemy przezroczyste wykończenie mebli?
6. Co to jest fladrowanie?
7. Co to jest piaskowanie?
8. Jakie jest zastosowanie folii imitujących okleiny szlachetne ?

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
35
4.5.3. Ćwiczenia
Ćwiczenie 1
W oparciu o dostępną Ci literaturę i Internet odszukaj informacje na temat celów
wykańczania mebli i opisz je.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące zagadnienia,
2) przeszukać Internet pod kątem tematu,
3) przedstawić wyniki poszukiwań w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6,
– komputer z dostępem do Internetu.
Ćwiczenie 2
W oparciu o dostępną Ci literaturę i Internet odszukaj informacje dotyczące zalet i wad
laminatów. Wyniki przedstaw w formie pisemnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące zagadnienia,
2) przeszukać Internet pod kątem tematu,
3) przedstawić wyniki poszukiwań w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– komputer z dostępem do Internetu,
– literatura z rozdziału 6.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić cel wykańczania mebli?
¨
¨
2) wskazać przyczynę powstawania porów?
¨
¨
3) zdefiniować podłoże?
¨
¨
4) wymienić współczesne sposoby wykańczania mebli?
¨
¨
5) powiedzieć kiedy uzyskujemy przezroczyste wykończenie mebli?
¨
¨
6) zdefiniować fladrowanie?
¨ ¨
7) wyjaśnić proces piaskowania?
¨
¨
8) wyjaśnić jakie jest zastosowanie folii imitujących okleiny szlachetne ?
¨
¨

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
36
4.6. Czynniki wpływające na proces właściwego wykończenia
powierzchni drewna i tworzyw drzewnych
4.6.1. Materiał nauczania
Nanoszenie, suszenie i uszlachetnianie powłok malarsko-lakierowych odbywa się
w oddzielnym pomieszczeniu zwanym lakiernią. Na uzyskanie jakościowo dobrych powłok
mają wpływ czynniki panujące w lakierni, takie jak: temperatura, wilgotność i czystość
powietrza, oświetlenie oraz wentylacja lakierni.
Temperatura powietrza w lakierni powinna wynosić 18-22ºC, natomiast podczas
wykończania materiałami olejnymi powinna utrzymywać się w granicach 24-26°C. Jedynie
w pomieszczeniach przeznaczonych do suszenia powłok malarsko-lakierowych temperatura
powinna być wyższa (35-45°C) w celu skrócenia czasu suszenia.
Względna wilgotność powietrza nie powinna przekraczać 60-65%, nadmierna wilgotność
powoduje bowiem bielenie powłok nitrocelulozowych oraz utratę połysku.
Czystość powietrza zależy od czystości pomieszczeń, w których odbywa się nanoszenie
i suszenie materiałów malarsko-lakierniczych. Ważne jest również doprowadzanie do lakierni
powietrza bez pyłu. Unoszący się w lakierni pył osiada na podłożu. Naniesienie materiałów
malarsko-lakierniczych na zapylone podłoże daje wadliwą powłokę. Pomieszczenie lakierni
powinno być oddzielone od innych pomieszczeń produkcyjnych. Podłogę należy nacierać co
pewien czas olejem pyłochłonnym,
Oświetlenie w lakierni powinno gwarantować dobrą widoczność. Dobre oświetlenie jest
wtedy, gdy światło padające na płaszczyznę elementu umożliwia kontrolę wzrokową
przebiegu czynności: nanoszenia, szlifowania i polerowania powłok. W pomieszczeniach,
w których wysychają powłoki olejne, bardzo ważny jest dopływ rozproszonego światła
naturalnego. Należy jednak unikać nierozproszonego światła słonecznego, które powoduje
gwałtowne zasychanie powierzchni powłoki, jej kurczenie się, pękanie i odpryskiwanie.
Wentylacja lakierni, oprócz względów higienicznych (usuwanie substancji lotnych, które
są szkodliwe dla zdrowia), spełnia również funkcję czynnika przyspieszającego odparowanie
rozpuszczalników i rozcieńczalników. Tlen zawarty w powietrzu ma również duży wpływ na
wysychanie powłok olejnych.
Na jakość powłok malarsko-lakierowych mają wpływ również cechy podłoża, takie jak:
wilgotność, temperatura, gładkość, a w odniesieniu do drewna również zawartość żywicy,
układ słojów przyrostów rocznych, porowatość i barwa.
Wilgotność podłoża wpływa w dwojaki sposób na przyczepność powłoki. Nadmiar wody
w podłożu zmniejsza powierzchnie styku materiału malarsko-lakierniczego z podłożem i tym
samym powoduje osłabienie jego przyczepności. Osłabienie przyczepności powstaje również
na skutek kurczenia się drewna, które zachodzi podczas wyparowywania wody związanej.
Nadmierna wilgotność drewna, oprócz obniżenia przyczepności powłoki, powoduje
zamglenie materiału lakierniczego. Optymalna wilgotność podłoża przeznaczonego do
wykończania materiałami malarsko-lakierniczymi wynosi 8-12%.
Obniżenie temperatury poniżej wielkości optymalnej powoduje osłabienie przyczepności
podłoża. Podczas przemieszczania elementów zimnych do pomieszczenia cieplejszego na ich
powierzchni skrapla się para wodna zawarta w powietrzu. Powstała niedostrzegalna rosa
zmniejsza
przyczepność materiału lakierniczego i powoduje zamglenie powłoki.
Najkorzystniejsza temperatura powierzchni wynosi 18-20°C. Jedynie lakiery poliuretanowe
można nanosić na podłoże o temperaturze 0°C bez wpływu na jakość powłoki.
Pomiar temperatury podłoża jest trudny do wykonania w warunkach warsztatowych
i dlatego przyjmuje się zasadę przetrzymywania elementów w pomieszczeniu o temperaturze
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
37
18-25ºC przez okres co najmniej 6 godzin, jeżeli znajdowały się one uprzednio
w pomieszczeniach o temperaturze niższej.
Zawartość żywicy w drewnie utrudnia wykończenie jego powierzchni nawet wtedy, gdy
nie występują pęcherze żywiczne. Oprócz zmniejszenia przyczepności i wypływania żywicy
na powierzchnię niektórych powłok lakierowych, zawartość żywicy powoduje powstawanie
plam na powłokach.
Rysunkiem drewna nazywamy ułożenie słojów przyrostów rocznych oraz naczyń
w drewnie gatunków pierścieniowo-naczyniowych. Z drewna dającego przekroje o ładnym
rysunku produkuje się najczęściej okleiny, których powierzchnie, po naklejeniu na elementy
lite lub płytowe, wykończa się materiałami przezroczystymi.
Porowatość drewna utrudnia uzyskiwanie powłok gładkich o wysokim połysku. Dlatego
wykończanie powierzchni drewna takich gatunków, jak na przykład dąb, wiąz, jesion, jest
trudne i pracochłonne ze względu na konieczność zapełnienia dużych porów drewna.
Barwa drewna nie jest jednolita. Jest to cecha podnosząca estetykę powierzchni wyrobów
z drewna. Niekiedy jednak duże kontrasty barw wpływają niekorzystnie na estetyczny wygląd
powierzchni mebli. Przed nałożeniem materiałów lakierniczych przezroczystych należy
wówczas drewno umiejętnie zabarwić.
Przy przezroczystym wykończeniu powierzchni niekorzystne są różnego rodzaju plamy
naturalne bądź powstałe podczas procesu wytwarzania wyrobu. Przed wykończaniem
przezroczystym plamy należy usunąć.
Gładkość podłoża decyduje o równości i gładkości powłoki lakierniczej. Odpowiednią
gładkość uzyskuje się przez szlifowanie podłoża przed nanoszeniem materiałów malarsko-
lakierniczych. Podczas wykończania powierzchni materiałami kryjącymi, a niekiedy również
i przezroczystymi, poszczególne warstwy materiałów lakierniczych wyrównuje się przez
szlifowanie. Przed naniesieniem materiałów lakierniczych z podłoża usuwa się pyły i kurz.
Warunkiem uzyskania prawidłowej powłoki jest również dobra jakość materiałów
malarsko-lakierniczych. W praktyce przemysłowej każda partia materiału przeznaczonego do
wykończania powierzchni wyrobów stolarskich powinna być sprawdzona pod względem
ilości i jakości. Ocena jakości materiałów malarsko-lakierniczych polega na przeprowadzeniu
szeregu prób i porównaniu uzyskanych wyników z odnośnymi normami. Kontrola jakości
pozwala nie tylko na usunięcie z produkcji materiałów niepełnowartościowych, lecz także
umożliwia poznanie stanu materiałów lakierniczych. Daje to podstawę do ustalenia, czy są
one odpowiednie do nanoszenia na podłoże. Do podstawowych prób należy zaliczyć
określenie: lepkości, zdolności krycia farb i emalii, ilości ciał błonotwórczych oraz
rozlewności.
Określanie lepkości. Lepkość określa się najczęściej za pomocą kubka Forda (rysunek 1)
o średnicy dyszy równiej 4mm. Temperatura badanego materiału lakierniczego powinna
wynosić 18-20°C. Lepkość określa się czasem wypływu materiału lakierniczego z kubka
Forda i podaje w sekundach.
Rys. 1. Kubek Forda [3, s. 249]

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Określanie zdolności krycia. Zdolność krycia, określa się jedynie w przypadku
materiałów lakierniczych kryjących, to jest farb i emalii. Płytkę szklaną o wymiarach
120x150mm pokrywa się jednorazowo materiałem lakierniczym. Po wysuszeniu powłoki na
połowę powierzchni płytki nanosi się drugą warstwę materiału badanego. Gdy powłoka
wyschnie, pod płytkę podkłada się czarno-białą szachownicę i obserwuje jej widoczność
przez pojedynczą i podwójną powłokę.
Określenie zdolności krycia jest konieczne do ustalenia liczby warstw, które trzeba
nanieść, aby uzyskać powłokę o odpowiedniej intensywności zabarwienia.
Określenie ilości ciał błonotwórczych polega na odparowaniu ciał lotnych z dokładnie
odważonych ilości materiałów malarsko-lakierniczych. Ilość ciał błonotwórczych określa się
w procentach i oblicza według wzoru
w którym:
C- ilość ciał błonotwórczych [%],
g- masa naczynia pustego zważonego przed wlaniem do niego materiału
malarsko-lakierniczego [g],
g
t
- masa naczynia wraz z pozostałymi w nim ciałami błonotwórczymi [g],
L- masa materiału malarsko-lakierniczego użytego do próby [g].
Określenie ilości ciał błonotwórczych pozwala na ustalenie liczby warstw niezbędnych
do uzyskania powłoki o odpowiedniej grubości.
Oznaczanie rozlewności. Rozlewność oznacza się jedynie w przypadku materiałów
malarsko-lakierniczych olejnych. Próba polega na pomiarze czasu zaniku śladów pozostałych
po pociągnięciu pędzla. Zanik śladu po upływie 10 minut określa się jako rozlewność szybką,
po 15 minutach - jako rozlewność zwolnioną, a po upływie 20 minut - jako rozlewność
powolną. Oznaczanie rozlewności pozwala stwierdzić, po jakim czasie można nanieść
następną warstwę materiału malarsko-lakierniczego.
Ponadto w celu lepszego poznania jakości materiałów wykończeniowych określa się ich
następujące cechy: czas schnięcia, przyczepność do podłoża, wodoodporność, przylepność,
czystość, klarowność, skłonność do pękania, zachowanie się podczas szlifowania, odporność
na działanie światła, zmiennej temperatury i czynników chemicznych oraz zgodność barwy
z wzorem i ścieralność.
Wymienione wyżej próby wykonuje się w laboratoriach fabrycznych dla większych partii
materiału malarsko-lakierniczego. Stosując nowy i mało znany materiał do wykończania
powierzchni wyrobów stolarskich należy ściśle przestrzegać instrukcji użycia zamieszczonej
na opakowaniu.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynniki wpływają na uzyskanie jakościowo dobrych powłok?
2. Do czego służy kubek Forda?
3. Jaka powinna być temperatura w lakierni?
4. W jaki sposób określa się lepkość lakieru?
5. W jaki sposób określa się zdolność krycia lakierów?
6. Jaki wpływ ma wilgotność podłoża na przyczepność powłoki?
7. Jaki wpływ ma gładkość podłoża na gładkość powłoki lakierniczej?
8. Na czym polega oznaczanie rozlewności?
%
100
⋅
−
=
L
g
g
C
t

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.6.3. Ćwiczenia
Ćwiczenie 1
Określ lepkość lakieru oraz sporządź instrukcję lakierowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) przygotować kubek Forda,
3) materiał lakierniczy doprowadzić do temperatury 18÷20°C,
4) zmierzyć czas wypływu materiału lakierniczego z kubka w sekundach,
5) zapisać wynik pomiaru,
6) dokonać oceny poprawności wykonanego ćwiczenia,
7) Sporządź instrukcję lakierowania.
Wyposażenie stanowiska pracy:
–
kubek Forda,
–
materiał lakierniczy,
–
stoper,
–
maska ochronna,
–
rękawiczki,
–
długopis/ołówek
–
notatnik,
–
literatura pomocnicza z rozdziału 6.
Ćwiczenie 2
Określ zdolność krycia farb i emalii oraz opracuj normę zużycia tych materiałów przy
wykończeniu elementów z drewna.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) przygotować płytkę szklaną o wymiarach 120×150 mm,
3) przygotować materiał lakierniczy,
4) nałożyć na płytkę materiał lakierniczy,
5) poczekać do momentu wyschnięcia płytki,
6) na połowę płytki nałożyć drugą warstwę badanego materiału,
7) po wyschnięciu drugiej warstwy zbadać za pomocą czarno- białej szachownicy
widoczność pojedynczej i podwójnej powłoki,
8) opracować normę zużycia farb i emalii,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– płytka szklana o wymiarach 120×150 mm,
– farba lub emalia,
– czarno- biała szachownica,
– maska ochronna,
– rękawice,
– pędzel,
– literatura pomocnicza z rozdziału 6.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Ćwiczenie 3
Określ rozlewność materiału malarsko-lakierniczego olejnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować farbę lub emulsję,
2) nałożyć materiał malarsko-lakierniczy olejny na sklejkę,
3) zmierzyć czas zaniku śladów po pociągnięciu pędzla,
4) określić jaka jest rozlewność (szybka, zwolniona, powolna),
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– emulsja lub farba,
– sklejka,
– pędzel,
– stoper,
– notatnik,
– ołówek/długopis,
– maska ochronna,
– rękawice,
– literatura pomocnicza z rozdziału 6.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wymienić czynniki wpływają na uzyskanie jakościowo dobrych powłok?
¨
¨
2) określić do czego służy kubek Forda?
¨
¨
3) określić temperaturę w lakierni?
¨
¨
4) określić lepkość lakieru?
¨
¨
5) wyjaśnić w jaki sposób określa się zdolność krycia lakierów?
¨
¨
6) określić wpływ a wilgotności podłoża na przyczepność powłoki?
¨ ¨
7) wyjaśnić jaki wpływ ma gładkość podłoża na gładkość powłoki lakierniczej?
¨
¨
8) wyjaśnić na czym polega oznaczanie rozlewności?
¨
¨
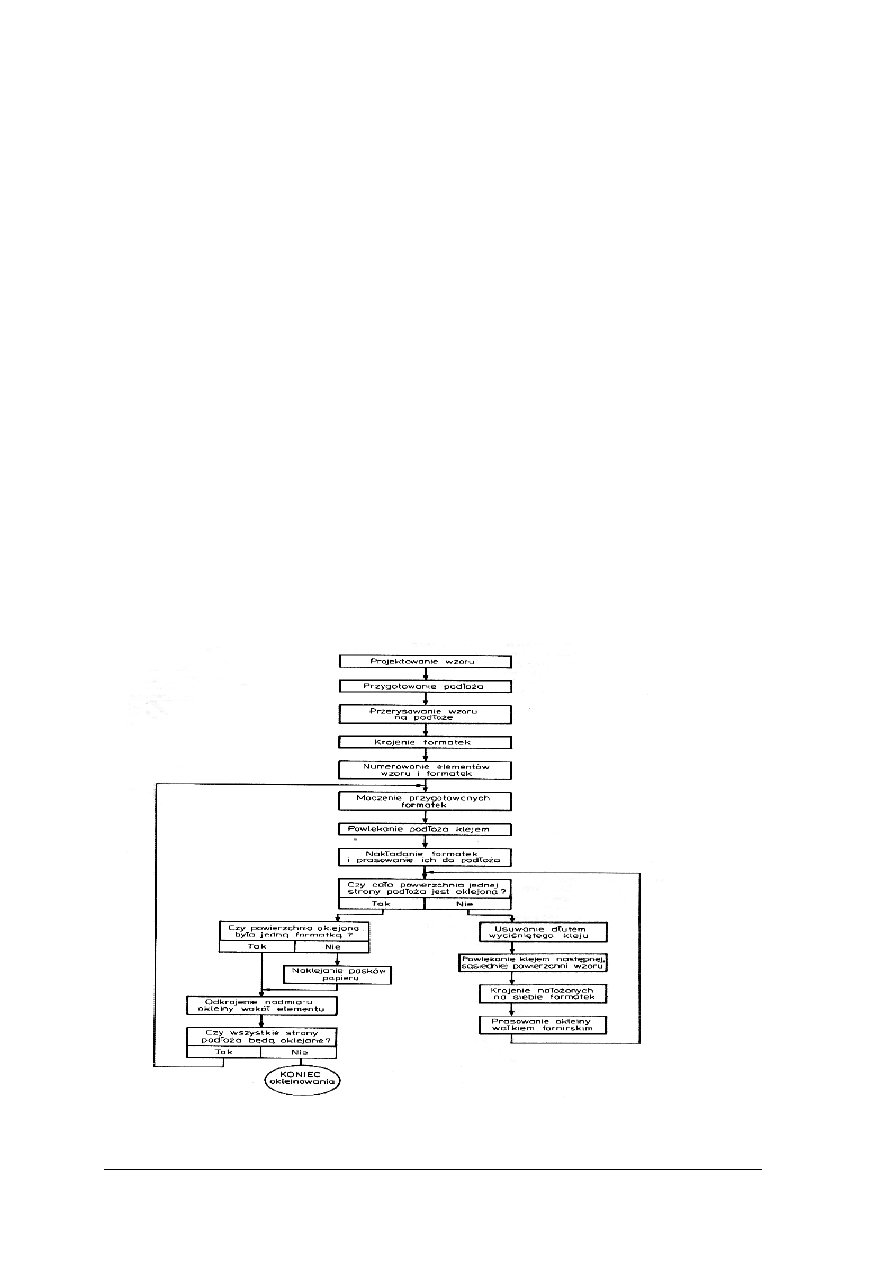
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.7. Wykończanie powierzchni drewna i tworzyw drzewnych
materiałami lakierniczymi oraz oklejanie okleinami
sztucznymi i laminatami
4.7.1. Materiał nauczania
Materiały
malarsko-lakiernicze
po
naniesieniu
na
powierzchnię
wykończania
i zaschnięciu tworzą powłokę malarsko-lakierową. Wykończenie powierzchni drewna
i tworzyw drzewnych materiałami lakierniczymi może być przezroczyste lub kryjące.
Wykończenie przezroczyste uzyskujemy wtedy, gdy po wykończeniu powierzchni jest
widoczna faktura podłoża.
Podczas wykończania przezroczystego poszczególne warstwy najczęściej wykonuje się
z jednakowych materiałów. Wyjątek stanowią tutaj wypełniacze porów (mastyki stolarskie),
stosowane w tego rodzaju wykończeniach powierzchni.
Wykończenie kryjące powstaje wtedy, gdy po wykończeniu powierzchni nie jest
widoczna struktura podłoża. W wykończaniu tym poszczególne warstwy wykonuje się
z różnych materiałów lakierniczych, przy czym każda warstwa spełnia ściśle określoną
funkcję. Nakładanie wielu warstw jest pracochłonne, z tego powodu podczas wykończania
kryjącego zamiast materiału malarsko-lakierniczego coraz częściej stosuje się laminaty lub
barwne folie.
Okleinowanie
W zależności od rodzaju, jakości i przeznaczenia okleinowanego elementu, w praktyce
stosuje się okleinowanie: jednowarstwowe jedno- i dwustronne. W praktyce amatorskiej
pierwszy sposób okleinowania, to jest jednostronny, stosowany jest częściej z racji niższych
kosztów i prostszej technologii [2, s. 138].
Czynności podczas okleinowania jednostronnego przedstawia rysunek 2.
Rys. 2. Schemat blokowy czynności podczas
okleinowania jednowarstwowego [2, s. 139]

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Spośród tworzyw sztucznych stosowanych do oklejania elementów meblowych
najczęściej używa się laminatów i folii.
Oklejanie płyt laminatem. Przygotowanie laminatu do oklejania polega na pocięciu
arkusza na formatki o odpowiednich wymiarach za pomocą pilarek tarczowych. Narzędziem
skrawającym są piły tarczowe zbieżne dośrodkowo wykonane ze stali szybkotnącej. Dobre
wyniki uzyskuje się również podczas cięcia laminatu piłami tarczowymi z ostrzami
z węglików spiekanych. Ważne jest przy tym, by krawędzie tnące zębów piły były ostre.
Laminat należy mocno dociskać do stołu maszyny. Lewa strona laminatu powinna być
chropowata, co zwiększa przyczepność [3, s. 319].
Przygotowanie płyt do oklejania laminatem przebiega podobnie jak przy okleinowaniu
(oklejaniu okleiną).
Płyty okleja się laminatem obustronnie. Jeżeli podczas użytkowania mebla druga strona
płyty nie jest widoczna, można ją okleić płytą pilśniową twardą. Pozwala to na
zaoszczędzenie laminatu, który jest materiałem drogim. Jednostronne oklejenie płyty
laminatem, folią czy okleiną powoduje powstawanie naprężeń w płycie, co zawsze wywołuje
jej odkształcenie. Do przeklejania laminatów najlepiej nadają się kleje neoprenowe
i polioctanowinylowe (Wikol), dające spoinę elastyczną, co przy dużej rozszerzalności
i kurczliwości laminatu wpływa dodatnio na wytrzymałość spoiny klejowej.
Klejenie Wikolem wykonuje się w temperaturze 18-50°C przy czym wzrost temperatury
powoduje skrócenie czasu wiązania. Ciśnienie klejenia wynosi 0,2-0,03 MPa. Po naniesieniu
kleju należy zastosować czas otwarty wynoszący nie więcej niż 10 minut.
Przyklejanie laminatu klejem neoprenowym. Rozcieńczonym klejem neoprenowym
powleka się powierzchnie płyt meblowych przeznaczonych do oklejania i dopiero po
wyparowaniu rozpuszczalnika nanosi się właściwą warstwę kleju na płytę i lewą
powierzchnię laminatu. Następnie stosuje się czas otwarty wynoszący 5-40 minut. Po upływie
tego czasu powierzchnia naniesionego kleju nie powinna przyklejać się (przy jej dotknięciu)
do palca. Po nałożeniu laminatu na oklejaną płytę stosuje się docisk wałkiem gumowym lub
klockiem z nakładką filcową. Klej neoprenowy można również stosować do przyklejania
laminatu w prasie mechanicznej pod ciśnieniem 0,5-1MPa.
Oprócz wymienionych klejów do przyklejania laminatów stosuje się kleje mocznikowe
na zimno i klej kazeinowy, który daje spoinę klejową wodoodporną. Elementy oklejane
laminatem należy sezonować.
Do oklejania płyt foliami dekoracyjnymi z PVC stosuje się kleje emulsyjne, na przykład
klej Pronewil. Powierzchnie oklejonych elementów foliami są wykończane przezroczystymi
materiałami lakierniczymi bez ich uprzedniego szlifowania. Dlatego oklejanie i dalsza
obróbka elementów już oklejonych musi być przeprowadzona szczególnie ostrożnie, tak by
powierzchnie nie zostały przy tym uszkodzone. Usunięcie wszelkich wad, jak wtłoczenia
porysowania czy pęknięcia, są niemożliwe do przeprowadzenia i zawsze obniżają jakość
wyrobu lub nawet go dyskwalifikują [3, s. 402].
4.7.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakiego materiału używa się przy wykończeniu kryjącym?
2. Jakich tworzyw sztucznych używa się do oklejania elementów meblowych?
3. Jak przebiega czynność oklejania płyt laminatem?
4. Na czym polega hartowanie folii dekoracyjnej typu Tetefol?
5. Jakie kleje stosowane są przy oklejaniu płyt foliami dekoracyjnymi z PVC?
6. Jakie są konsekwencje jednostronnego oklejania płyty laminatem?

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.7.3. Ćwiczenia
Ćwiczenie 1
Korzystając z dostępnych Ci źródeł odszukaj i odnotuj informacje na temat obustronnego
oklejania płyt laminatem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą dotyczącą zagadnienia,
2) przygotować pisemnie wyniki poszukiwań,
3) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Zaokleinuj okleiną sztuczną płytę wiórową o wymiarach 50×120 cm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zaprojektować wzór,
2) przygotować podłoże,
3) przerysować wzór na podłoże,
4) wykroić formatki,
5) ponumerować elementy wzoru i formatki,
6) namoczyć przygotowane formatki,
7) powlec podłoże klejem,
8) nałożyć formatki,
9) wprasować formatki do podłoża,
10) odkroić nadmiar okleiny wokół elementu,
11) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– okleina,
– płyta wiórowa,
– prasa,
– literatura z rozdziału 6.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
44
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) nazwać materiał używany przy wykończeniu kryjącym?
¨
¨
2) wskazać jakich tworzyw sztucznych używa się do oklejania elementów
meblowych?
¨
¨
3) omówić przebieg czynności oklejania płyt laminatem?
¨
¨
4) wyjaśnić na czym polega hartowanie folii dekoracyjnej typu Tetefol?
¨
¨
5) wymienić kleje stosowane przy oklejaniu płyt foliami dekoracyjnymi z PVC?
¨
¨
6) wykazać jakie są konsekwencje jednostronnego oklejania płyty laminatem?
¨ ¨
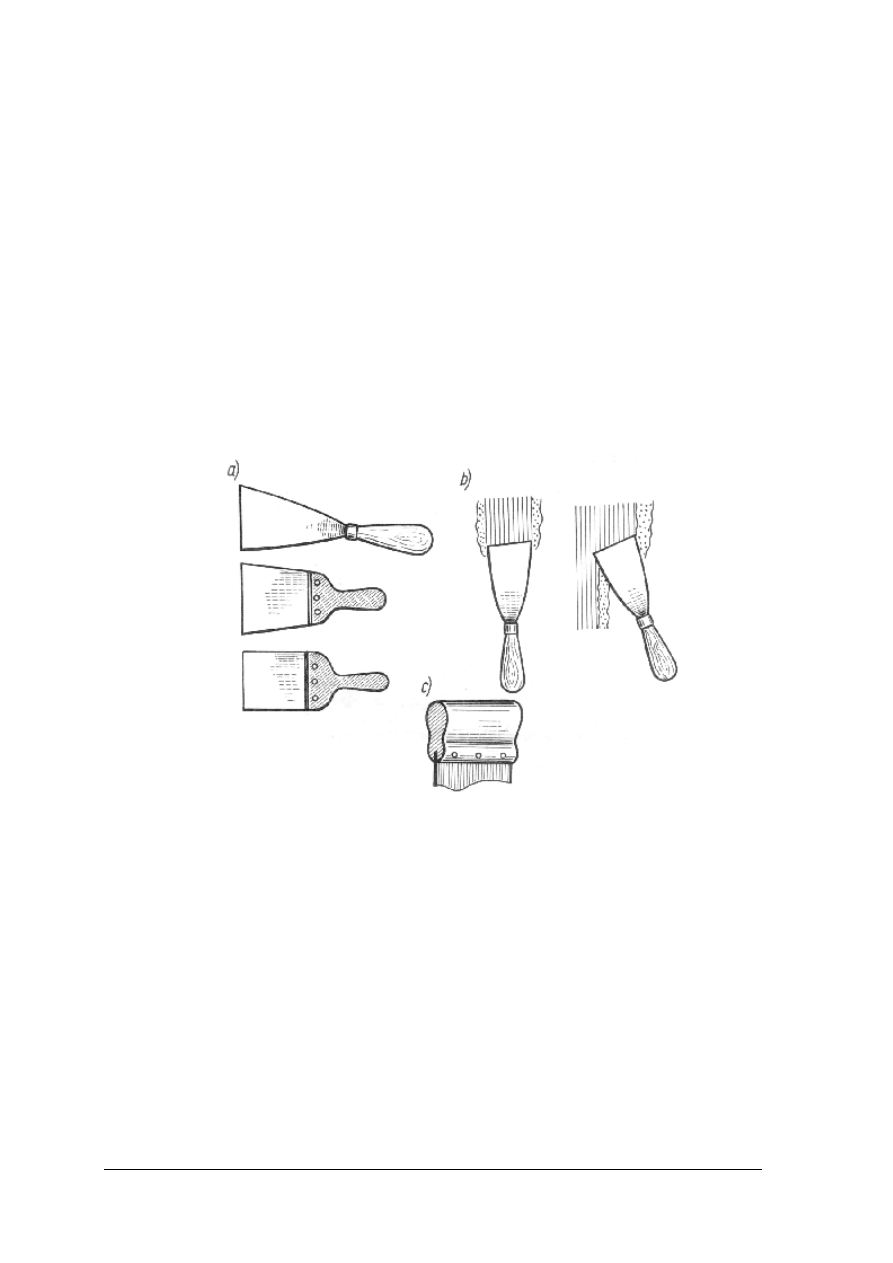
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.8. Ręczne i mechaniczne sposoby nanoszenia materiałów
lakierniczych
4.8.1. Materiał nauczania
Ręczne sposoby nanoszenia materiałów lakierniczych
Do ręcznego nanoszenia służą: szpachle, pędzle i tampony.
Szpachle (rysunek 3a) są to cienkie stalowe blachy najczęściej z uchwytami. Szpachle
służą do zaprawiania ubytków drewna kitami oraz do nakładania cienkich warstewek gęstej
szpachlówki. Szpachlówkę nakłada się dwukrotnie (rysunek 3b). Pierwszą warstwę nanosi się
podczas przesuwania szpachli w poprzek elementu. Po przesuszeniu tej warstwy drugą
warstwę nanosi się wzdłuż elementu.
Pokrywanie elementów profilowych szpachlówką wykonuje się za pomocą szpachli
profilowych ze skóry lub z gumy (rysunek 3c). Po zakończeniu pracy szpachle należy dobrze
oczyścić, tak aby nie pozostały na niej resztki szpachlówki.
Pędzle znajdują jeszcze ciągle zastosowanie w niewielkich warsztatach rzemieślniczych,
szczególnie do nanoszenia materiałów malarsko-lakierniczych olejnych na trudno dostępne
powierzchnie oraz do nanoszenia bejc i zapraw. Wymiary pędzla powinny być dostosowane
do wymiarów podłoża. Materiały wykończeniowe nanoszone pędzlem powinny wykazywać
dobrą rozlewność. Materiały olejne nakłada się najpierw w poprzek włókien drzewnych,
a następnie, nie czekając na wyschnięcie powłoki, wzdłuż ich przebiegu. Po przejściu pędzla
ślady po włosach powinny zanikać, a powłoka powinna być cienka i równa.
Lepkość materiałów malarsko-lakierniczych nanoszonych pędzlem wynosi: farby
podkładowej - 60-70 s, powierzchniowej - 65-75 s w temperaturze 20ºC, a emalii - 115-125 s
w temperaturze 25°C. Pomiaru lepkości dokonuje się kubkiem Forda o średnicy dyszy
równiej 4mm.
Rys. 3. Szpachle: a- szpachle proste, b- sposób prowadzenia szpachli,
c- szpachla profilowa [3, s. 257]

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Nakładanie materiałów nitrocelulozowych za pomocą pędzli jest znacznie trudniejsze
z powodu szybkiego wysychania tych materiałów. Drugą warstwę tych materiałów można
nanosić dopiero po zaschnięciu warstwy pierwszej.
Tampony służą do politurowania i do nanoszenia barwników oraz wytraw. Współcześnie
politurowanie stosuje się niezmiernie rzadko.
Mechaniczne sposoby nanoszenia materiałów lakierniczych
Nanoszenie materiałów malarsko-lakierniczych za pomocą urządzeń zmechanizowanych
znacznie skraca czas trwania tej operacji. Obecnie powszechnie stosuje się nanoszenie:
natryskiem, przez polewanie, walcami, przez zanurzanie oraz przeciąganie.
Nanoszenie natryskiem odbywa się za pomocą pistoletów natryskowych (rysunek 4)
połączonych z agregatami natryskowymi (rysunek 5). Materiał natryskowy znajduje się
w oddzielnym zbiorniku i na skutek własnego ciężaru lub pod ciśnieniem powietrza
przedostaje się do pistoletu natryskowego przewodem gumowym nasadzanym na króciec
pistoletu l (patrz rysunek 5). Sprężone powietrze jest doprowadzane ze zbiornika do pistoletu
przewodem gumowym założonym na króciec 2.
Rys. 4. Pistolet natryskowy – opis w tekście [3, s. 258]
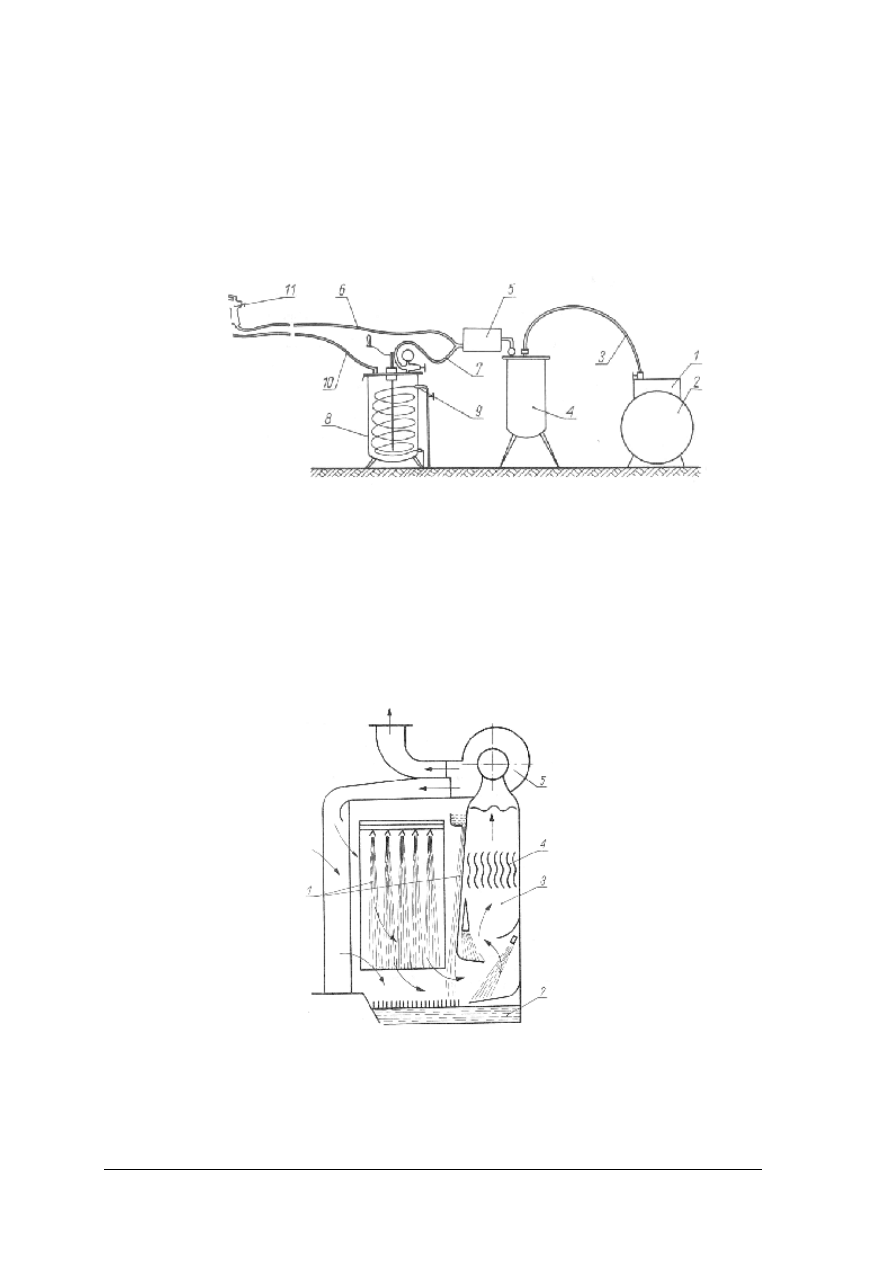
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Pistolet jest wyposażony w oddzielne przewody lakieru 3 i powietrza 4 zakończone dyszą 5.
Naciśnięcie języczka spustowego 6 powoduje najpierw otwarcie dyszy powietrza, a dopiero
dalszy nacisk wywołuje cofnięcie się iglicy 7 i otwarcie dyszy materiału lakierniczego.
Porwany przez pęd powietrza materiał malarsko-lakierniczy zostaje rozbity na drobniutkie
kropelki i wyrzucony w postaci mgiełki w kierunku podłoża, na którym osadza się, tworząc
powłokę. Pistolet natryskowy może być również zasilany materiałem lakierniczym ze
zbiorniczka (o pojemności 0,5 litra) umieszczonego na pistolecie.
Natryskiwanie materiałów malarskich odbywa się w specjalnie do tego celu
przystosowanych kabinach natryskowych (rysunek 6).
Rys. 5. Urządzenie do nanoszenia materiałów lakierniczych natryskiem.
1- sprężarka, 2- zbiornik sprężonego powietrza, 3- wąż doprowadzający sprężone
powietrze, 4- filtr sprężonego powietrza, 5- urządzenie do ogrzewania sprężonego
powietrza, 6- przewód doprowadzający powietrze do pistoletu natryskowego,
7- przewód doprowadzający powietrze do zbiornika z materiałem lakierniczym,
8- zbiornik lakieru, 9- wężownica z parą, 10- przewód doprowadzający materiał
lakierniczy, 11- pistolet natryskowy [3, s. 259]
Rys.
6.
Schemat
budowy
kabiny
natryskowej.
1- zmywanie ścian wodą, 2- wanna wodna, 3- filtr wodny,
4- oddzielacz, 5- wentylator z filtrem wodnym [3, s. 260]
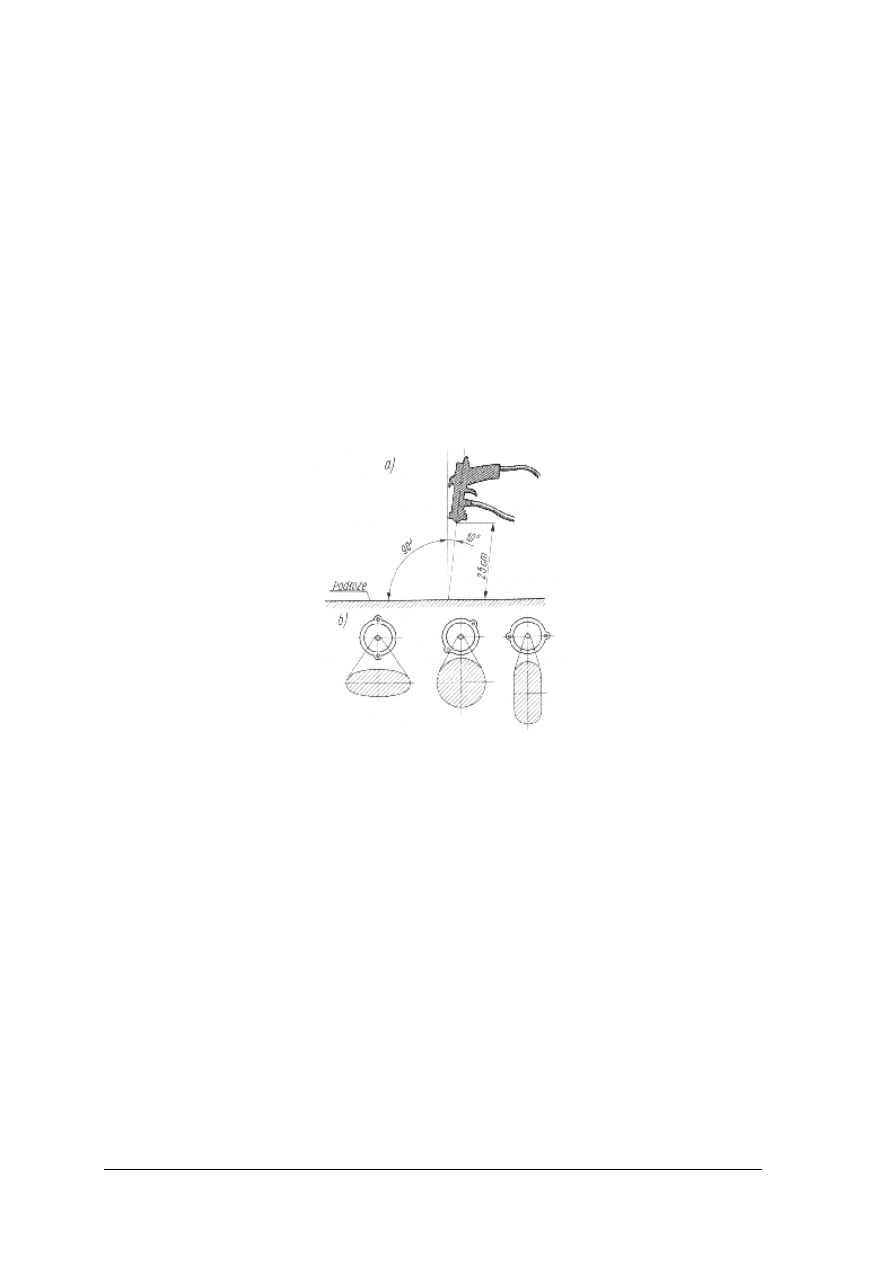
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Prawidłowy natrysk wymaga przestrzegania niżej omówionych zasad.
1. Powietrze wpływające do pistoletu nie może być zanieczyszczone, dlatego przechodzi ono
przez filtry. Jakość filtrowania można sprawdzić przez skierowanie powietrza na białą bibułę,
na której nie powinno być żadnych śladów zanieczyszczenia.
2. Lepkość materiału lakierniczego, średnica dyszy oraz ciśnienie powietrza powinny być
zgodne z instrukcją technologiczną natryskiwania wyrobów lakierowych (tabela 7).
3. Odległość dyszy pistoletu od lakierowanego przedmiotu nie powinna przekraczać 20-25cm,
a oś strumienia materiału malarsko-lakierniczego powinna być prostopadła do powierzchni
lakierowanej lub odchylona od tego położenia nie więcej niż o 10° (rysunek 7 a).
4. Ruchy pistoletu powinny być równomierne i przebiegać krzyżowo. Szybkość przesuwania
pistoletu wynosi podczas natrysku na zimno 15-18m/min, a na gorąco 5-7 m/min.
5. Lakierowana powierzchnia powinna znajdować się w pozycji poziomej. Wyjątkowo
podczas natryskiwania mebli już zmontowanych może być ona pochylona pod kątem około
45º do poziomu.
6. Kształt strumienia natryskiwanego materiału (rysunek 7 b) powinien być dostosowany do
kształtu i wielkości lakierowanego podłoża.
Prawidłowość natrysku zależy od takich czynników, technologicznych, jak ciśnienie
powietrza i jego temperatura, średnica dyszy, stan materiału malarsko-lakierniczego oraz czas
trwania natrysku.
Ciśnienie robocze powietrza ma wpływ nie tylko na jakość uzyskiwanych powłok, lecz
także na ilość zużywanego materiału lakierniczego. Wartość ciśnienia zależy od średnicy
dyszy oraz lepkości lakieru i wynosi 0,25-0,4MPa. Do pomiaru ciśnienia służy manometr
zamocowany na filtrze powietrza. Materiał malarsko-lakierniczy może być dostarczany do
pistoletu natryskowego pod ciśnieniem własnym i wtedy zbiornik z lakierem jest umocowany
na wysokości około 1,5m, skąd przewodem gumowym spływa do pistoletu natryskowego.
Może być również wtłaczany ciśnieniem powietrza ze zbiornika ustawionego na poziomie
podłogi lakierni.
Ciśnienie powietrza w zbiorniku materiału malarsko-lakierniczego wynosi 1/5 wartości
ciśnienia roboczego powietrza, to jest 0,05-0,08MPa.
Temperatura powietrza zależy od temperatury nanoszonego materiału malarsko-
lakierniczego. Podczas natrysku na zimno temperatura powietrza wynosi 18°C, a na gorąco
45°C.
Rys. 7. Natrysk pistoletem: a- położenie pistoletu
natryskowego względem podłoża, b- kształty strumienia
natryskiwanego materiału [3, s. 260]
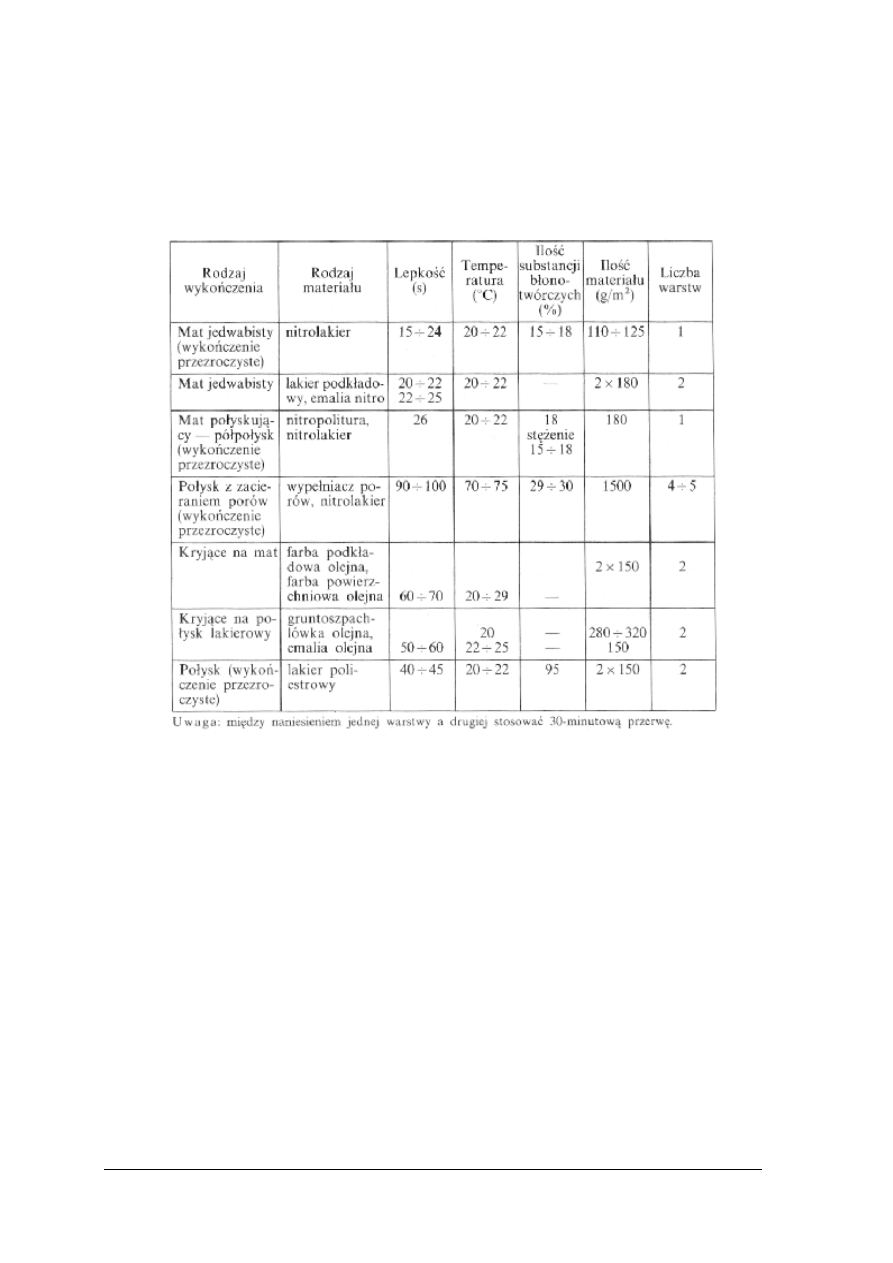
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Średnica dyszy pistoletu natryskowego wynosi 1,8-2,5mm.
Na stan materiału malarsko-lakierniczego składają się takie cechy, jak lepkość, temperatura
oraz ilość substancji błonotwórczych. Wielkości te dla różnych materiałów malarsko-
lakierniczych przedstawia tabela 7.
Tabela 7. Parametry technologiczne natryskiwania wyrobów lakierowych [3, s. 258]
Uzyskanie powłoki malarsko-lakierowej o grubości odpowiedniej dla danego
wykończenia wymaga nałożenia ściśle określonej ilości materiału. Ilość tę w praktyce mierzy
się czasem trwania natrysku. Ilość lakieru, jaka wytryskuje z dyszy pistoletu w ciągu 1s,
jest stała przy zachowaniu stałego ciśnienia powietrza, stałej temperatury i lepkości materiału
lakierniczego. Czas natrysku lakierów wymienionych w tabeli 7 mieści się w granicach
40-60 s/m
2
.
W razie powlekania powierzchni położonych pod kątem w stosunku do poziomu czas
trwania natrysku należy ustalić doświadczalnie, biorąc pod uwagę możliwość powstania
zacieków. Nanoszenie natryskiem powoduje straty materiału malarsko-lakierniczego
rozpylanego również poza powierzchnię podłoża. Ponadto rozpylany lakier jest szkodliwy dla
zdrowia. Dlatego coraz częściej w przemyśle stosuje się polewanie płaskich elementów za
pomocą polewarek. Niemniej natrysk jeszcze ciągłe pozostanie jedną z częściej stosowanych
metod, szczególnie do nanoszenia lakierów na trudno dostępne powierzchnie oraz na
powierzchnie o profilu złożonym.
Nanoszenie przez polewanie stosuje się jedynie do nakładania materiałów malarsko-
lakierniczych na płaskie elementy. Do nanoszenia lakierów przez polewanie służą polewarki.
Schemat działania polewarki przedstawia rysunek 8.
Lakier ze zbiornika l jest przenoszony pompą tłoczącą 2 do głowicy polewarki 3.
W głowicy tej znajduje się szczelina 4, przez którą lakier wypływa na element 5, przesuwany
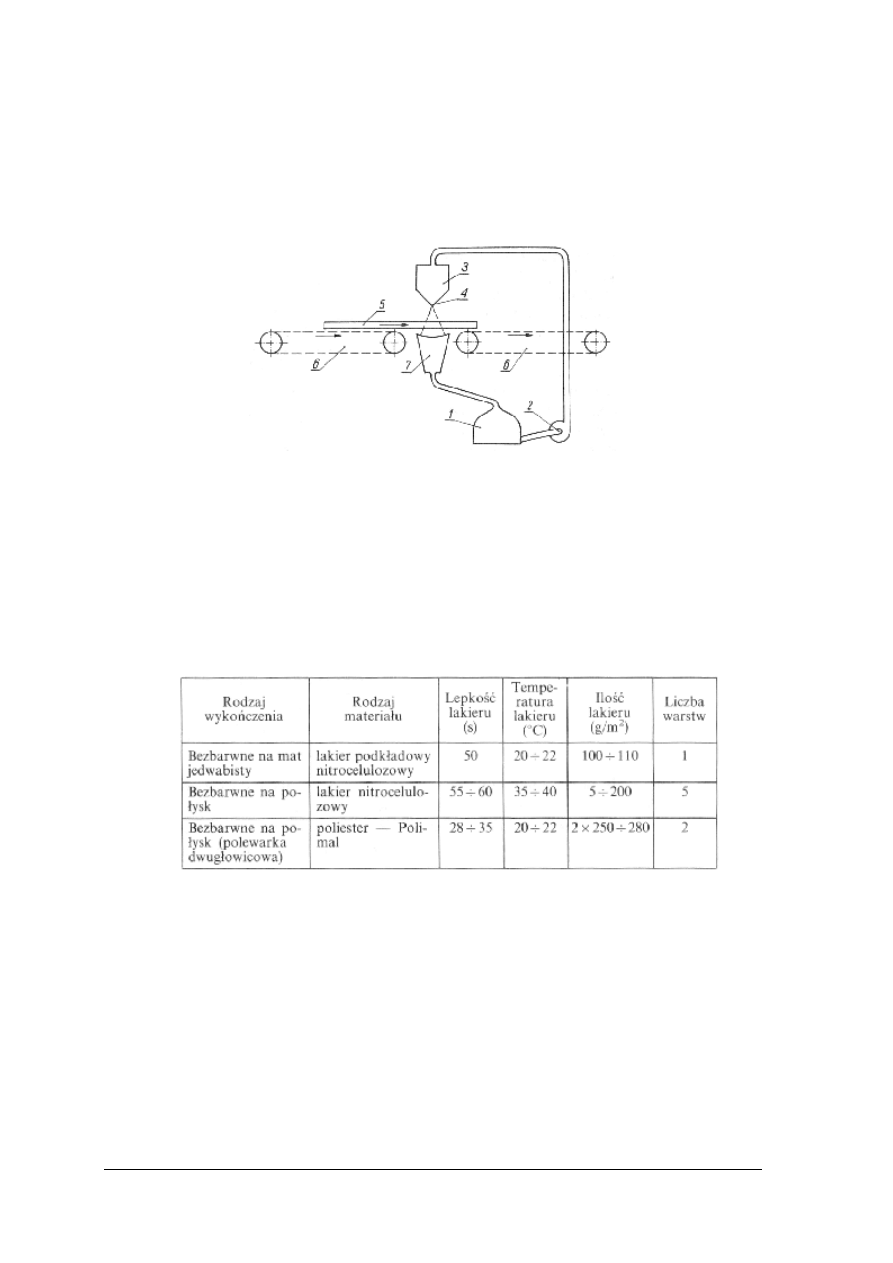
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
50
przenośnikiem taśmowym 6. Jeżeli szerokość powlekanego elementu jest mniejsza
od długości szczeliny, lakier spływający poza lakierowany element opada do korytka 7, skąd
przewodem przepływa ponownie do zbiornika 1. W razie stosowania lakierów
dwuskładnikowych, na przykład poliestrów, każdy składnik nanosi się oddzielnie
polewarkami dwugłowicowymi.
Nanoszenie lakierów dwuskładnikowych polewarkami jednogłowicowymi jest możliwe
pod warunkiem zastosowania utwardzacza wolno działającego, zapobiegającego utwardzaniu
lakieru w urządzeniach do lakierowania. Można również nanosić na podłoże oddzielnie lakier
i oddzielnie utwardzacz, jednak metoda ta jest bardziej pracochłonna.
Wielkości technologiczne dotyczące wykończania podłoża przez polewanie przedstawia
tabela 8.
Po
zakończeniu
pracy
polewarkę
należy
dobrze
wymyć,
przepłukując
ją
rozpuszczalnikiem. Utrzymanie polewarki w czystości jest warunkiem prawidłowego jej
działania. Polewarki stosuje się w produkcji masowej lub wielkoseryjnej. W produkcji
jednostkowej lub drobnoseryjnej czas ich działania byłby niewspółmiernie krótki
w porównaniu z czasem mycia urządzenia.
Nanoszenie nakładarkami walcowymi (rysunek 9) przebiega następująco: Materiał
malarsko-lakierniczy, znajdujący się w zbiorniku 1, jest przenoszony za pomocą walca
dozującego 2 na walec nanoszący 3. Nakładanie lakieru odbywa się podczas przejścia
elementu 4 między walcem nanoszącym a walcem przesuwającym 5. Prędkość posuwu
wynosi 10-25 m/min- Nakładarki walcowe do nanoszenia szpachlówki mają dodatkowy
walec wyrównujący powłokę. Oprócz tego zasada działania tych urządzeń jest podobna do
opisanej wyżej.
Rys. 8. Schemat działania polewarki [3, s. 263]
Tabela 8. Wielkości technologiczne dotyczące polewania [3, s. 263]
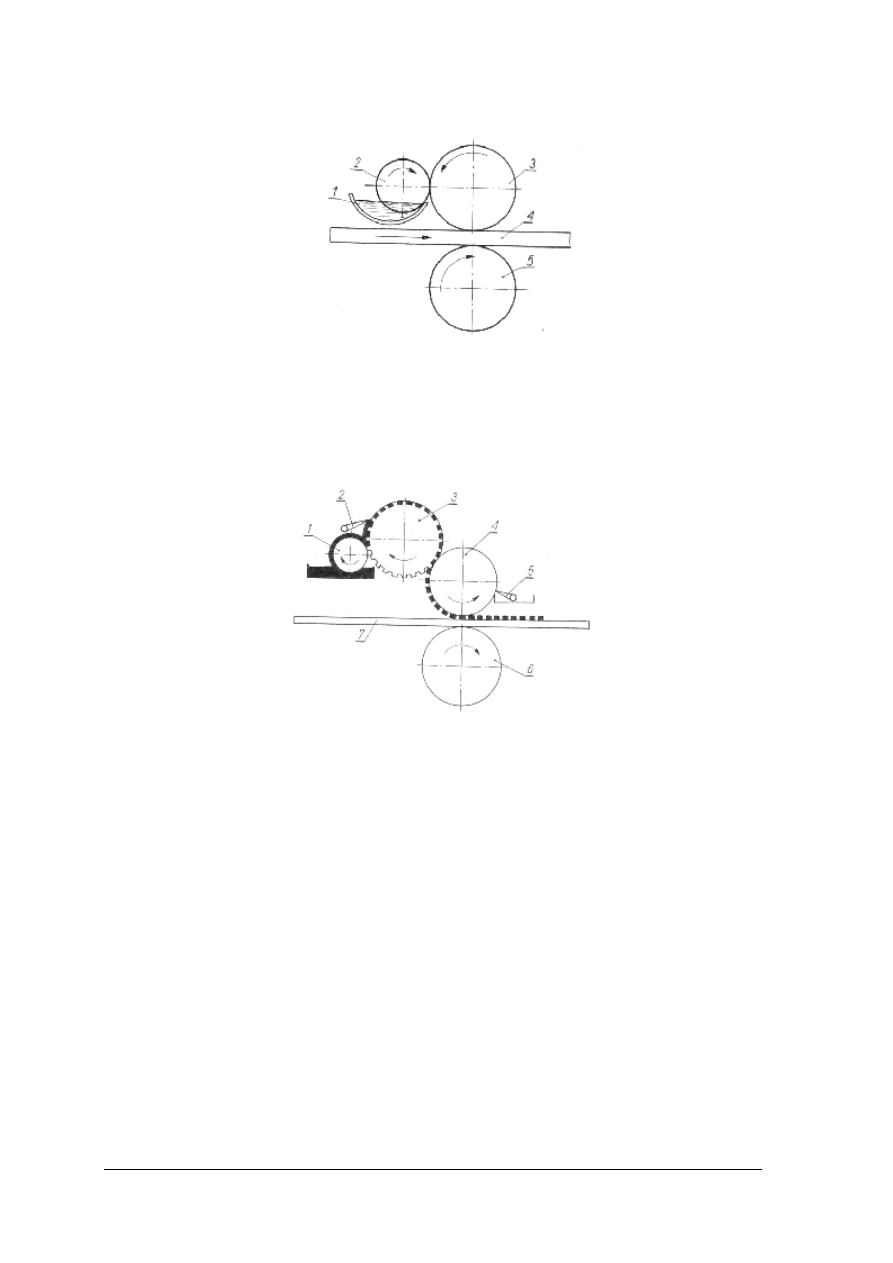
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Rys. 9. Schemat działania nakładarki walcowej - opis w tekście [3, s. 264]
Odrębnym zagadnieniem jest wykończanie powierzchni metodą nadruku imitującego
rysunek drewna. Oszlifowane elementy powleka się najpierw farbą gruntową, a po jej
wysuszeniu - farbą drukarską, za pomocą specjalnej nakładarki walcowej, zwanej drukarką
(rysunek 10).
Nanoszenie przez zanurzanie stosuje się do barwienia niewielkich elementów meblowych
bejcami oraz do wykończania oklein w zakładach stolarki budowlanej. Elementy
przeznaczone do barwienia umieszcza się na siatce i wraz z nią zanurza w roztworze
barwnika na czas 1-3 minut. Po upływie określonego czasu (zależnego od przewidzianej
intensywności zabarwienia) elementy wraz z siatką wyjmuje się z roztworu barwiącego i po
spłynięciu jego nadmiaru przeciera wilgotnym tamponem. Celem tego zabiegu jest usunięcie
zacieków powstałych podczas barwienia. Jeśli elementy są spore (na przykład elementy
krzeseł), to stosuje się ramki ze specjalnymi uchwytami utrzymującymi je w pozycji
pionowej.
Nanoszenie materiałów malarsko-lakierniczych na elementy drobne i zaokrąglone
odbywa się w szczelnie zamkniętych bębnach z farbą lub lakierem. Podczas ruchu
obrotowego bębna załadowane do niego elementy równomiernie powlekają się materiałem
malarsko-lakierniczym. Podgrzewanie bębna oraz stosowanie wentylacji powoduje
stosunkowo szybkie zasychanie nanoszonego materiału, a ocieranie się elementów o siebie
i o ścianki bębna powoduje wygładzenie naniesionej powłoki. Sposób ten stosuje się
w produkcji galanterii drzewnej.
Rys. 10. Schemat działania drukarki do imitowania okleiny.
1- walec zwilżający, 2 i 5- zbieranie spływającej farby,
3- walec drukarski, 4- walec gumowy, 6- walec dociskowy,
7- element [3, s. 264]
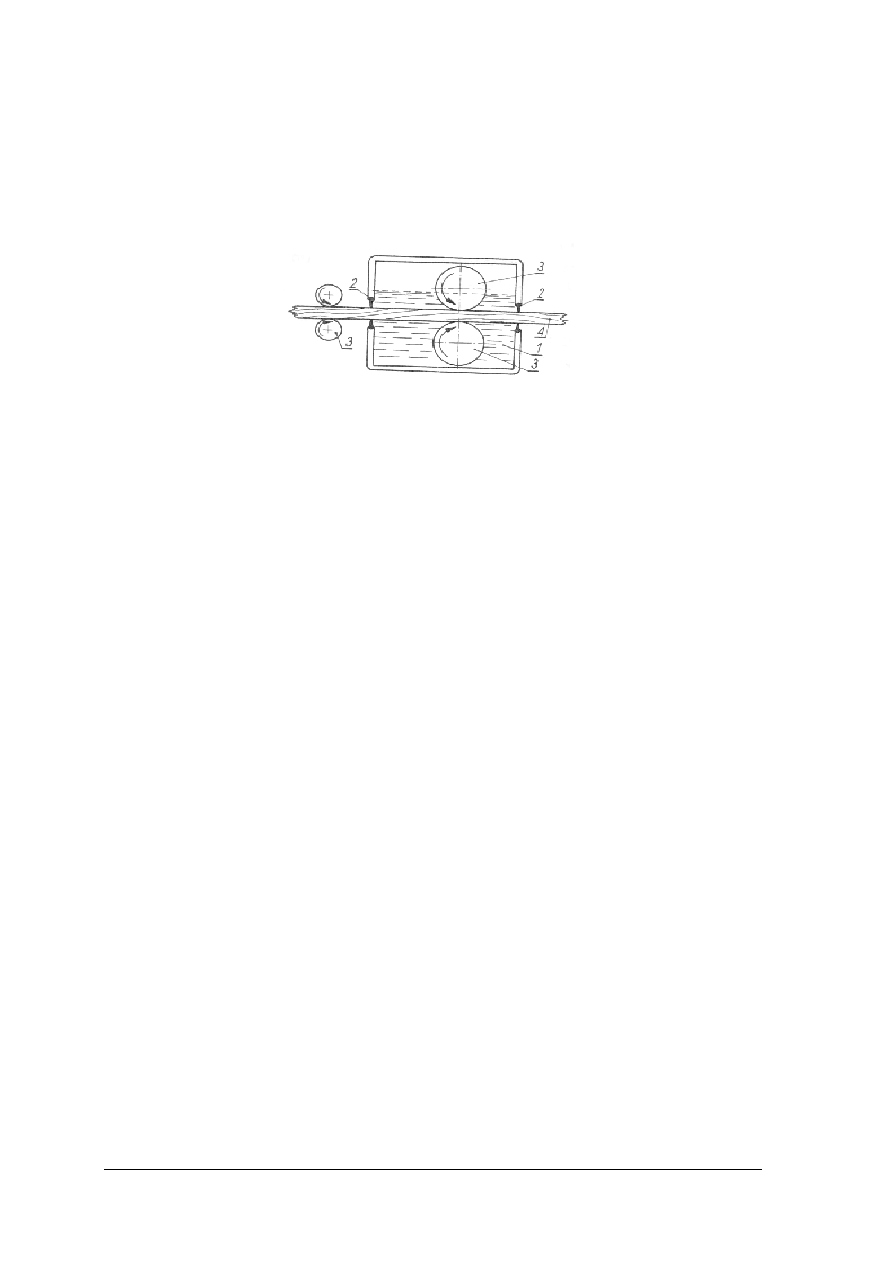
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Nanoszenie przez przeciąganie (rysunek 11) znajduje zastosowanie do wykończania
powierzchni elementów długich o niewielkim przekroju poprzecznym. W przeciwległych
ściankach zbiornika z materiałem lakierniczym 1 znajdują się otwory zaopatrzone w kołnierze
gumowe 2 o wymiarach i profilach odpowiadających profilowi i wymiarom elementów.
Walce podawcze 3, poruszane mechanicznie, przeciągają element 4 przez przeciwległe
otwory. Grubość powłoki reguluje się odpowiednio dobierając kołnierze gumowe.
Nanoszenie metodą elektrostatyczną dzieli się na trzy fazy:
1- rozdrobnienie lakieru na cząstki,
2- nadanie tym cząstkom ładunku elektrycznego,
3- wytworzenie pola elektrostatycznego i skierowanie cząstek lakieru na pokrywany
przedmiot wzdłuż linii sił tego pola.
Do rozdrabniania lakieru można się posłużyć pneumatycznym pistoletem natryskowym,
umieszczonym w odległości 40-50cm od podłoża, przy ciśnieniu roboczym powietrza
0,04-0,12MPa. Bardziej nowoczesny sposób polega na rozproszeniu lakieru za pomocą pola
elektrycznego o wysokim napięciu, w którym lakier, otrzymując ładunki elektryczne, jest
rozdrabiany na kuliste cząstki o średnicy 10-100µm. Cząstki o jednakowym ładunku
elektrycznym odpychają się wzajemnie. Zapobiega to łączeniu się cząstek, a tym samym daje
gwarancję osiadania drobnego pyłu lakierowego na wykończanej powierzchni, co zwiększa
równomierność nanoszenia materiału lakierniczego.
Do wykończania powierzchni drewna metodą elektrostatyczną nie nadają się materiały
malarsko-lakiernicze zawierające więcej niż 5% pigmentów (barwników) metalicznych.
Lepkość nanoszonego materiału powinna wynosić 15-44 sekund. Metodę tę można stosować
do powlekania lakierami drewna o wilgotności nie mniejszej niż 10%. Dalsze zmniejszanie
wilgotności powoduje osłabienie przewodzenia prądu elektrycznego i uniemożliwia skuteczne
uziemienie malowanego przedmiotu; dlatego metody tej nie stosuje się w produkcji
meblarskiej. Znajduje ona zastosowanie w produkcji stolarki budowlanej.
4.8.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie jest zastosowanie szpachli?
2. Jakie jest zastosowanie pędzla?
3. W jaki sposób powinno się nakładać materiały olejne na drewno?
4. Jaka jest zasada działania pistoletu natryskowego?
5. W jakiej pozycji powinna znajdować się lakierowana powierzchnia podczas nanoszenia
lakieru za pomocą natrysku?
6. Jaki wpływ ma ciśnienie robocze na jakość powłok lakierniczych?
7. Jaka jest zasada działania nakładarki walcowej?
8. Dlaczego metody elektrostatycznej nie stosuje się w produkcji meblarskiej przy
nakładaniu materiałów malarsko-lakierniczych?
Rys. 11. Nanoszenie lakieru przez przeciąganie -
opis w tekście [3, s. 265]

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
53
4.8.3. Ćwiczenia
Ćwiczenie 1
Korzystając z dostępnej Ci literatury odszukaj parametry technologiczne natryskiwania
wyrobów lakierowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) przedstawić wnioski w formie pisemnej,
3) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Dokonaj zestawienia zalet i wad ręcznych i mechanicznych sposobów nanoszenia
materiałów lakierniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z dostępną literaturą na ten temat,
2) wnioski przedstawić w formie pisemnej,
3) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 3.
Nałóż bejce na toczoną nogę stołu za pomocą pędzla.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą przedmiotu,
2) przygotować bejce do nałożenia,
3) dobrać odpowiedni pędzel,
4) nałożyć bejce na nogę stołu za pomocą pędzla,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– toczona noga stołu,
– bejca,
– pędzel,
– literatura z rozdziału 6.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Ćwiczenie 4.
Nałóż lakier na element o wymiarach 500x500 mm za pomocą pistoletu natryskowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować element,
2) nalać lakier do zbiornika,
3) nanieść materiał lakierniczy za pomocą pistoletu natryskowego,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
deska,
−
materiał lakierniczy,
−
urządzenie do nanoszenia materiałów lakierniczych natryskiem.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wskazać zastosowanie szpachli?
¨
¨
2) wskazać zastosowanie pędzla?
¨
¨
3) wyjaśnić w jaki sposób powinno się nakładać materiały olejne na drewno?
¨
¨
4) wyjaśnić jaka jest zasada działania pistoletu natryskowego?
¨
¨
5) powiedzieć w jakiej pozycji powinna znajdować się lakierowana powierzchnia
podczas nanoszenia lakieru za pomocą natrysku?
¨
¨
6) wyjaśnić jaki wpływ ma ciśnienie robocze na jakość powłok lakierniczych?
¨ ¨
7) omówić zasadę działania nakładarki walcowej?
¨
¨
8) wyjaśnić dlaczego metody elektrostatycznej nie stosuje się w produkcji
meblarskiej przy nakładaniu materiałów malarsko-lakierniczych?
¨
¨

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.9. Zasady tworzenia powłok lakierniczych, wady powłok
lakierniczych, przyczyny powstawania i sposoby usuwania
4.9.1. Materiał nauczania
Wykończanie powierzchni drewna i tworzyw drzewnych może być różnego rodzaju.
Każdy sposób wykończenia powierzchni składa się z odpowiednio dobranych operacji
technologicznych.
Wykończanie przezroczyste z zachowaniem widocznej struktury podłoża, składa się
z następujących operacji:
–
odżywiczania, wykonywanego podczas wykończania powierzchni drewna w celu
usunięcia z podłoża żywicy, która zmniejsza przyczepność materiałów lakierniczych,
–
wybielania, mającego na celu usunięcie z powierzchni podłoża plam i przebarwień
pogarszających jego wygląd estetyczny,
–
barwienia, mającego na celu zmianę naturalnej barwy drewna,
–
wypełniania porów drewna, mającego na celu wyrównanie podłoża,
–
nanoszenia materiałów malarsko-lakierniczych tworzących powłokę,
–
uszlachetniania
powłok
malarsko-lakierniczych,
mającego
na
celu
uzyskanie
odpowiedniej gładkości i połysku.
Wykończenie kryjące. Kolejność wykonywania poszczególnych operacji jest
następująca:
–
odżywiczanie - jak podczas wykończania przezroczystego,
–
kitowanie - wyrównanie wszelkich ubytków podłoża,
–
gruntowanie - pokrywanie powierzchni drewna odpowiednim materiałem w celu
zwiększenia przyczepności następnie nakładanych warstw materiałów malarsko-
lakierniczych,
–
szpachlowanie
pierwsze
-
zapełnianie
mniejszych
nierówności
szpachlówką
i gruntoszpachlówką,
–
szpachlowane drugie - zapełnianie porów drewna i wszelkich nierówności szpachlówką
lub gruntoszpachlówką i wyrównanie podłoża,
–
nakładanie farby nawierzchniowej (w celu zabarwienia na żądany kolor powierzchni
przedmiotu i stworzenia odpowiedniej warstwy izolacyjnej),
–
nakładanie emalii (w celu zwiększenia połysku powierzchni przedmiotu i zwiększenia
wodoodporności powłoki).
W wykończaniu kryjącym poszczególne warstwy wykonuje się z różnych materiałów
lakierniczych (rysunek 1a), przy czym każda warstwa spełnia ściśle określoną funkcję.
Nakładanie wielu warstw jest pracochłonne, z tego powodu podczas wykończania kryjącego
zamiast materiału malarsko-lakierniczego coraz częściej stosuje się laminaty lub barwne folie.
Podczas wykończania przezroczystego poszczególne warstwy najczęściej wykonuje się
z jednakowych materiałów .Wyjątek stanowią tutaj wypełniacze porów (mastyki stolarskie),
stosowane w tego rodzaju wykończeniach powierzchni.
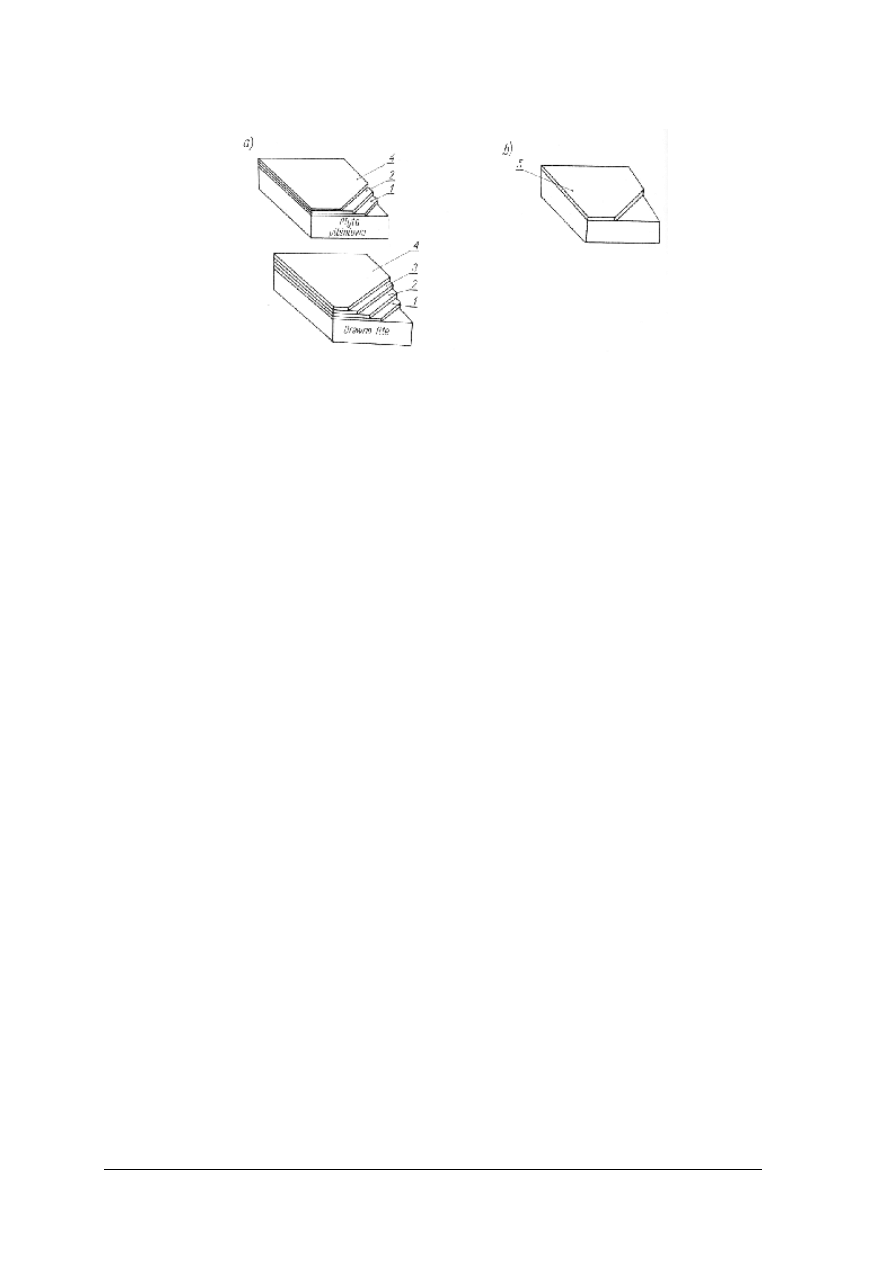
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Wady powłok lakierniczych
Dobór odpowiednich jakościowo materiałów malarsko-lakierniczych, przestrzeganie
instrukcji technologicznych wykończania powierzchni wyrobów stolarskich oraz warunków,
w jakich wykończanie powinno się odbywać, gwarantują uzyskanie powłoki dobrej jakości.
Jednak zarówno w produkcji masowej, jak w produkcji jednostkowej kontrola jakości
uzyskiwanych wyników jest konieczna. Ocena jakości powłok polega na kontroli wyglądu
zewnętrznego powłoki oraz na określeniu jej odporności na działanie różnych czynników
zewnętrznych.
Oceny wyglądu zewnętrznego powłok dokonuje się w każdych warunkach produkcji.
Wzrokiem można rozpoznać takie wady powłoki, jak: bielenie, zmatowienie, zacieki,
spękania, pęcherzyki, plamy i zamglenia, rysy na powierzchni, przeszlifowanie powłoki,
ziarnistość powierzchni oraz pomarszczenia. Odpowiednie ustawienie płaszczyzny
wykończonej w stosunku do padającego nań światła pozwala określić gładkość, równość
i stopień połysku oraz ułatwia wykrycie ewentualnych wad.
Badanie właściwości wykończonej powierzchni wymaga stosowania skomplikowanych
i często kosztownych urządzeń. Najczęściej oznacza się następujące właściwości:
–
połysk,
–
odporność na uderzenie,
–
odporność na ścieranie,
–
odporność na wysoką temperaturę,
–
odporność na parę wodną,
–
odporność na zmienną temperaturę,
–
odporność na światło ultrafioletowe,
–
odporność na substancje chemiczne,
–
grubość powłoki,
–
twardość powłoki.
Próby te wykonuje się w laboratoriach.
Wady powłok malarsko-lakierowych i przyczyny ich powstawania przedstawia tabela 7.
Rys. 12. Warstwy powłoki w wykończeniu: a) kryjącym, b)
przezroczystym
1- warstwa farby gruntowej, 2- warstwa kitu szpachlowego, 3- warstwa
farby nawierzchniowej, 4- warstwa emalii, 5- warstwa materiału
lakierniczego przezroczystego [1, s. 246]
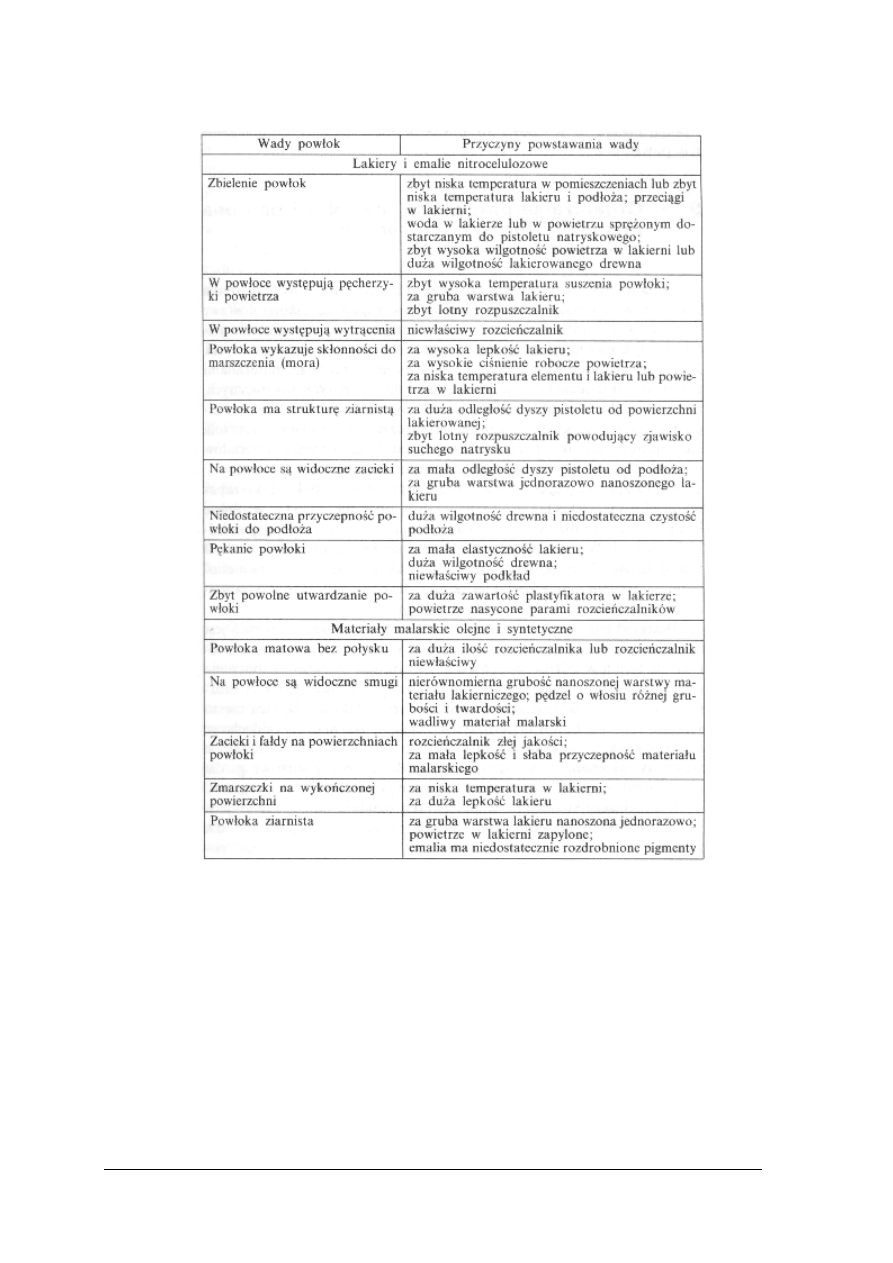
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Tabela 9. Wady powłok malarsko-lakierowych i przyczyny ich powstawania [3, s. 271]
4.9.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Od czego zależy przezroczyste wykończenie powierzchni drzewnych i tworzyw
drzewnych?
2. Od jakich operacji zależy wykończenie kryjące?
3. Jakim badaniom poddawane są powłoki lakiernicze?
4. Jakie są przyczyny powstawania wad w lakierach i emaliach nitrocelulozowych?
5. Jakie
są
przyczyny
powstawania
wad
w
materiałach
malarskich
olejnych
i syntetycznych?
6. Od czego zależy uzyskanie powłoki dobrej jakości?

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
58
4.9.3. Ćwiczenia
Ćwiczenie 1
Wyszukaj w dostępnej Ci literaturze i Internecie najczęściej spotykane wady powstające
podczas nakładania powłok malarsko-lakierniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) odnaleźć informacje dotyczące zagadnienia w Internecie,
3) wyniki przedstawić w formie pisemnej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– komputer z dostępem do Internetu,
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Odszukaj w dostępnych Ci źródłach jakimi urządzeniami bada się właściwości
wykończeniowe powierzchni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) znaleźć fachową literaturę,
2) możesz posłużyć się Internetem,
3) wyniki przedstawić w formie pisemnej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– komputer z dostępem do Internetu,
– literatura z rozdziału 6.
Ćwiczenie 3
Korzystając z pokrytych materiałem lakierniczym modeli oceń jakość powłok
lakierniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wziąć pod uwagę odporność powłoki na działanie czynników zewnętrznych,
2) rozpoznać wady powłoki, np. bielenie, zacieki, pęcherzyki, plamy, rysy na powierzchni, itp.
3) określić gładkość,
4) określić stopień połysku,
5) dokonać oceny poprawności wykonanego ćwiczenia.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Wyposażenie stanowiska pracy:
– modele,
– ołówek/długopis,
– notatnik,
– odpowiednie oświetlenie,
– literatura z rozdziału 6.
4.9.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić od czego zależy przezroczyste wykończenie powierzchni drzewnych
i tworzyw drzewnych?
¨
¨
2) wskazać od jakich operacji zależy wykończenie kryjące?
¨
¨
3) powiedzieć jakim badaniom poddawane są powłoki lakiernicze?
¨
¨
4) wymienić przyczyny powstawania wad w lakierach i emaliach
nitrocelulozowych?
¨
¨
5) podać przyczyny powstawania wad w materiałach malarskich olejnych
i syntetycznych?
¨
¨
6) wskazać od czego zależy uzyskanie powłoki dobrej jakości?
¨ ¨

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
60
4.10. Procesy
technologiczne
oraz
rzemieślnicze
sposoby
wykończania powierzchni
4.10.1. Materiał nauczania
Proces technologiczny wykończania powierzchni mebli z zakryciem struktury podłoża
(wykończanie kryjące) składa się z operacji:
–
odżywiczania - przeprowadzanego w celu usunięcia z powierzchni drewna żywicy, która
zmniejsza przyczepność materiałów malarskich,
–
kitowania - dokonywanego w celu wyrównania nierówności występujących na
powierzchni drewna,
–
gruntowania - pokrywania powierzchni drewna materiałem lakierniczym, zwiększającym
przyczepność dalszych warstw materiałów malarskich,
–
szpachlowania pierwszego - zapełnianie mniejszych nierówności,
–
szpachlowania drugiego - zapełnianie porów drewna na całej jego powierzchni i zakrycie
struktury drewna,
–
nakładania farby powierzchniowej, które ma za zadanie zabarwić na żądany kolor
powierzchnię przedmiotu i stworzyć odpowiednią warstwę izolacyjną,
–
nakładania emalii przeprowadzanego w celu zwiększenia połysku powierzchni wyrobu.
Poszczególne warstwy nanoszone na podłoże są wykonywane z różnych materiałów
malarskich, przy czym każda warstwa stanowiąca podłoże dla warstw następnych jest
szlifowana [3, s. 266].
Proces technologiczny wykończania powierzchni mebli z zachowaniem struktury podłoża
(wykończanie przezroczyste) składa się z następujących operacji:
–
odżywiczania - cel jak wyżej,
–
wybielania mającego na celu usunięcie z powierzchni drewna plam i przebarwień
obniżających jej estetyczny wygląd,
–
barwienia dokonanego w celu zmiany naturalnej barwy drewna,
–
wypełniania porów przeprowadzonego w celu wyrównania powierzchni drewna,
–
nanoszenia materiałów lakierniczych wytwarzających powłokę lakierową,
–
uszlachetnienia powłok lakierowych, które ma za zadanie doprowadzić do odpowiedniej
gładkości i połysku.
Przebieg wykończania powierzchni mebli zależy od rodzaju podłoża, użytego materiału
malarsko-lakierniczego oraz od żądanego efektu. We współczesnych meblach podłożami są
płyty pilśniowe twarde, stanowiące okładziny w płytach komórkowych, płyty wiórowe
i paździerzowe okleinowane oraz drewno lite. Drewno lite jest stosowane w produkcji mebli
szkieletowych oraz stelaży mebli skrzyniowych,
Obecnie najczęściej używanymi materiałami malarsko-lakierniczymi są materiały szybko
schnące, dające powłoki kryjące lub przezroczyste. Stosowanie materiałów szybko schnących
jest podyktowane dążeniem do skrócenia procesu produkcyjnego i do zwiększenia
przepustowości urządzeń lakierniczych. Bardziej estetyczne są powłoki uszlachetniane przez
szlifowanie i polerowanie, dlatego jedynie gorsze gatunki mebli mają powierzchnie
wykończane lakierami i emaliami olejnymi, które dają połysk.
Efekty estetyczne wykończania powierzchni mebli zależą nie tylko od przeznaczenia
mebli, lecz również od usytuowania elementów lub ich powierzchni. Powierzchnie
wewnętrzne lub elementy niewidoczne podczas użytkowania pokrywa się powłokami
zabezpieczającymi. Są to powłoki nie uszlachetniane, stosunkowo cienkie, a w wypadku
wykończania przezroczystego pory drewna nie są wypełniane. Ten rodzaj wykończenia
powierzchni ma jedynie zabezpieczyć elementy przed działaniem czynników otoczenia,
takich jak: wilgotność powietrza, kurz.
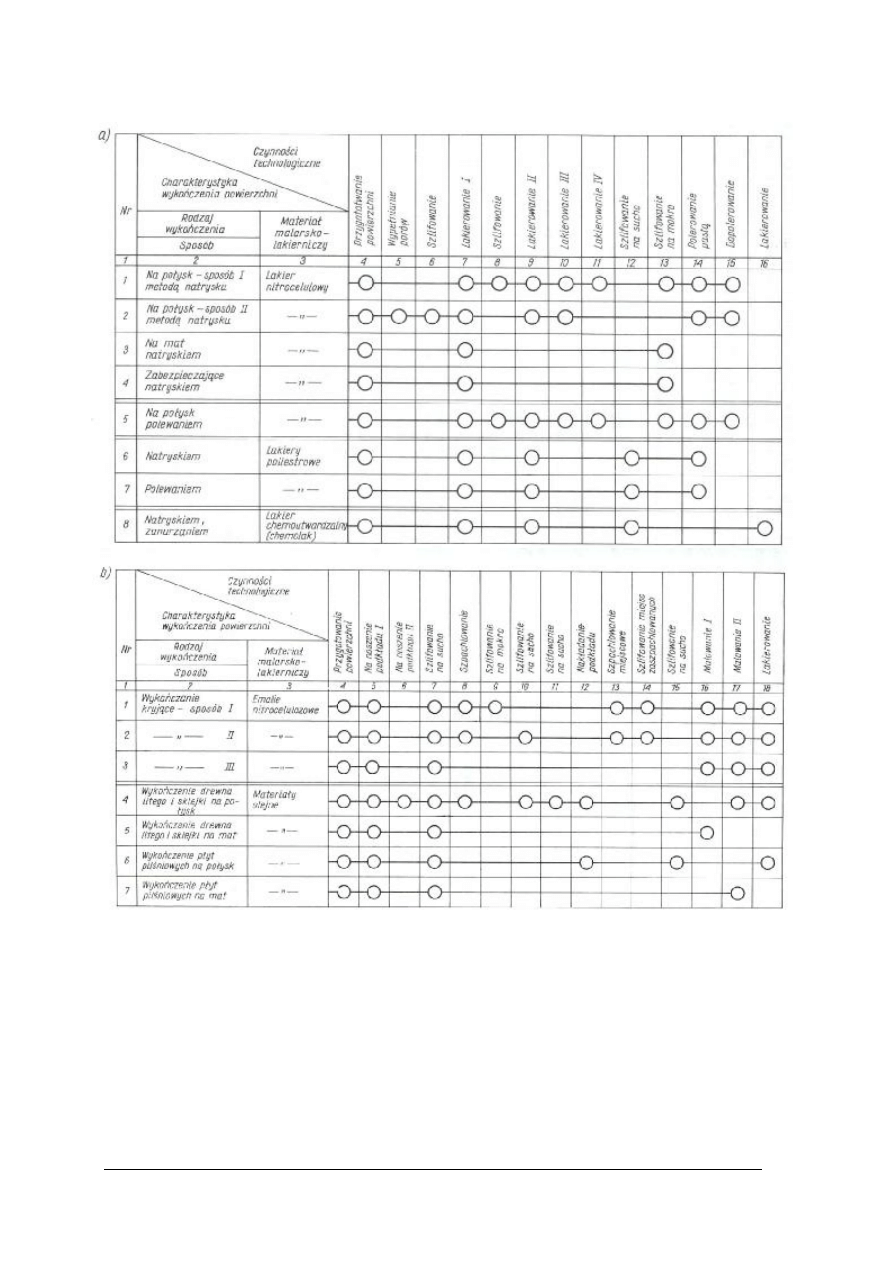
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
61
Dążenie do uproszczenia i skrócenia procesów technologicznych kryjącego wykończania
powierzchni elementów meblowych spowodowało wprowadzanie różnego rodzaju folii.
Formatki płyt wiórowych o szlifowanych powierzchniach okleja się dwustronnie folią.
Wąskie powierzchnie płyt okleinuje się, a następnie szlifuje. Na tak przygotowane elementy
nanosi się natryskiem lub polewaniem chemoutwardzalną farbę podkładową. Po jej
utwardzeniu wady powłoki zaprawia się szpachlówką, a następnie powierzchnie szlifuje
Rys. 13. Schematy procesu technologicznego wykończania powierzchni elementów
meblowych różnymi sposobami: a- wykończanie przezroczyste, b- wykończanie kryjące
[3, s. 271]
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
62
papierem ściernym o ziarnistości 320. Wierzchnią warstwę stanowi emalia szybko schnąca
nanoszona na podłoże w ilości 170 g/m
2
. Tak utworzona powłoka jest całkowicie utwardzona
po 12 godzinach sezonowania w temperaturze 40°C.
Kolejność wykonywania czynności technologicznych podczas tworzenia różnych powłok
malarsko lakierniczych przedstawia rysunek 13.
Rzemieślnicze metody wykończania powierzchni mebli
Politurowanie jest przezroczystym wykończaniem powierzchni mebli. Polega ono na
nanoszeniu bardzo cienkich warstewek politury, co najmniej kilkunastu, niekiedy nawet
kilkudziesięciu. W zależności od żądanego efektu estetycznego politurowanie można
przeprowadzać bez zacierania porów lub z zacieraniem porów. W pierwszym wypadku jest to
wykończanie na mat, w drugim na wysoki połysk.
Powierzchnie drewna pod politurowanie przygotowuje się tak, jak w innych metodach
przezroczystego wykończania. Sam przebieg politurowania można podzielić na trzy fazy:
gruntowanie, politurowanie właściwe i politurowanie ostateczne. Gruntowanie podczas
wykończania na mat odbywa się bez użycia pumeksu. Wykończając powierzchnię drewna na
wysoki połysk naciera się ją najpierw olejem wrzecionowym w celu ożywienia rysunku
drewna. Nadmiar oleju należy zetrzeć suchą szmatą. Natartą powierzchnię posypuje się
sproszkowanym pumeksem, a następnie wciera się go tamponem (rysunek 14) nasyconym
politurą. Wcieranie pumeksu powtarza się kilkakrotnie, aż do zatarcia porów, mocno przy tym
przyciskając tampon. Ruchy wykonywane tamponem są koliste, ósemkowe i podłużne.
Przerwy między jednym a drugim nakładaniem politury nie powinny być krótsze niż
3-5 minut. Najkorzystniej jest wykończać równocześnie powierzchnie kilkunastu elementów.
Po 3-4-dniowej przerwie wykonujemy politurowanie właściwe. Używa się politury
o stężeniu 8-10% z bardzo niewielkim dodatkiem pumeksu. Politurę nanosi się tamponem
słabo nasyconym, lekko go tylko dociskając. Dla uzyskania poślizgu tamponu powierzchnię
wykończaną skrapia się niewielką ilością oleju (lnianego - w przypadku politury szelakowej,
parafinowego - w przypadku politury nitrocelulozowej. Nakładanie politury powtarza się co
najmniej kilkakrotnie (zwykle kilkanaście razy).
Po kolejnej 3-dniowej przerwie można przeprowadzić politurowanie ostateczne, którego
celem jest nadanie wykończanej powierzchni lustrzanego połysku. Efekt ten uzyskuje się
dzięki nanoszeniu politury o coraz mniejszym stężeniu, już bez pumeksu i w końcowej fazie
bez oleju. Ruchy tamponem są szybsze niż w poprzednich fazach, a docisk coraz mniejszy. Po
naniesieniu ostatniej warstwy politury usuwa się z wykończanej powierzchni resztki oleju
tamponem zwilżonym w spirytusie. Po uzyskaniu pięknego połysku politurowanie należy
zakończyć.
Rys. 14. Tampon do politurowania: 1- wełna, 2- tkanina
bawełniana, 3- osłona z mocnej tkaniny lnianej, 4- stopka
tamponu, 5- uchwyt tamponu [4, s. 273]

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Fladrowanie
Na specjalną uwagę zasługuje imitowanie oklein szlachetnych. Spośród różnych
sposobów uzyskiwania imitacji oklein szlachetnych najbardziej dostępna dla rzemiosła jest
metoda fladrowania, zwana także mazerowaniem. Do wykonywania imitacji tym sposobem
potrzebne są pewne zdolności artystyczne, umożliwiające odtwarzanie wzorów słojów
rocznych różnych gatunków drewna. Przygotowanie podłoża w tej metodzie polega na
naniesieniu na powierzchnię drewna lakieru podkładowego, a po jego utwardzeniu
wygładzenie papierem ściernym wykończonej powierzchni. Barwa lakieru podkładowego
wpływa na uzyskiwane efekty i zależy od gatunku drewna, jaki zamierza się imitować. Lakier
taki można uzyskać mieszając bezbarwny lakier z bielą cynkową, ugrem czy ochrą. Na tę
warstwę nakłada się rysunek podstawowy, odtwarzający barwę i zarysy usłojenia drewna
imitowanego. Do imitowania stosuje się najczęściej farby suche, które rozrabia się do postaci
półpłynnej jasnym piwem. Czynność fladrowania wykonuje się grzebieniami, gąbką,
pędzelkami, szczotkami i piórami. Po wysuszeniu rozpuszczalnika rysunek podstawowy
pokrywa się lakierem w celu zabezpieczenia go przed uszkodzeniem podczas nanoszenia
rysunku uzupełniającego. Celem tego zabiegu jest wykonanie imitacji błyszczu, składania
okleiny. Po wysuszeniu powłoki rysunek utrwala się lakierem i elementy przekazuje do
dalszego wykończania. W omówionej metodzie może być stosowany lakier nitrocelulozowy
jak również olejny, nanoszone natryskiem lub pędzlami. Efekty fladrowania wtedy są dobre,
gdy rysunek odtwarza wiernie barwę i usłojenie imitowanego drewna. Uproszczenia
prowadzą do ujemnych wyników, często obserwowanych w meblach malowanych.
Intarsja i inkrustacja
W meblach z minionych epok historycznych powierzchnie elementów, widocznych
podczas użytkowania, były oklejane kawałkami oklein, metali, masy perłowej, które tworzyły
przeróżne wzory ornamentalne i figuralne. W zależności od sposobu wykonania zdobienia
rozróżnia się intarsję, inkrustację i markieterię.
Inkrustacja jest to technika zdobnicza polegająca na wycinaniu w litym podłożu
wgłębień, które następnie wypełnia się kawałkami innych gatunków drewna, kości, miedzi,
tworzyw. Podłoże wykonywane ze szlachetnych gatunków drewna jest częściowo widoczne.
Jest to metoda bardzo pracochłonna i obecnie prawie nie stosowana.
Intarsja jest to technika zdobnicza polegająca na wykładaniu powierzchni przedmiotu
dekoracyjnymi materiałami, jak na przykład drewnem, metalami szlachetnymi, masą perłową,
kością słoniową, które tworzą na powierzchni ozdabianego przedmiotu motywy dekoracyjne.
Wykonywanie intarsji można podzielić na pięć etapów, a mianowicie: przygotowanie
podłoża, wybór oklein lub tworzyw do intarsji, przyklejanie intarsji do podłoża oraz
wykończanie powierzchni. Podłoże pod intarsje przygotowuje się w podobny sposób jak do
okleinowania. Odpowiedni wybór oklein lub tworzyw decyduje w dużej mierze
o ostatecznym efekcie. Dużą różnorodność odcieni kawałków oklein można uzyskać przez ich
barwienie oraz przypalanie. Wycinanie fragmentów obrazu opiera się na wykonanym
uprzednio rysunku. Należy zwracać uwagę, aby cały obraz był podzielony na oddzielne
fragmenty, barwami dostosowane do odcieni i barw okleiny oraz innych tworzyw, jakimi
wykonawca dysponuje. Wycinania dokonuje się ostro zakończonym nożem, aby krawędzie
fragmentów nie były postrzępione i uszkodzone. Można również wycinać fragmenty obrazów
wyrzynarką ręczną lub mechaniczną. W tym wypadku arkusz okleiny stanowiący tło i okleinę
wstawianą w tło składa się razem po uprzednim podklejeniu ich papierem. Cięcia wyrzynarką
dokonuje się w taki sposób, aby rzaz był odchylony od kąta prostego o podwójną grubość
okleiny. Wtedy po włożeniu wstawki w tło rzaz nie będzie widoczny jako ubytek okleiny.
W ten sposób uzyskane fragmenty obrazu składa się i skleja, tak aby tworzyły jedną całość.
Do sklejania używa się papieru podgumowanego. Można również naklejać fragmenty obrazu
na arkusz papieru. Intarsję przykleja się do podłoża stroną nie pokrytą papierem, zachowując
zasady obowiązujące podczas okleinowania drewna okleinami. Po oklejeniu i wysezonowaniu
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
64
elementów intarsjowanych poddaje się je szlifowaniu, zwracając uwagę, aby nie nastąpiło
przeszlifowanie okleiny. Powierzchnie wykończa się politurami lub lakierami bezbarwnymi.
Rzeźba w drewnie
Rzeźba w drewnie ma kilka odmian. Rzeźbę płaską mamy gdy rysunek lub tło rzeźby
znajduje się na jednym poziomie z płaszczyzną zdobionego elementu. Odmianą tej rzeźby jest
rytowanie nazywane również rzeźbą konturową, która polega na wykonaniu w drewnie linii
wgłębionych wg obranego rysunku. Rzeźba konturowa może być wykonywana również na
powierzchni wykończonej materiałami lakierniczymi.
Rzeźba ażurowa powstaje przez usuwanie tła wg określonego rysunku.
Rzeźba wypukła jest wtedy, gdy rysunek ozdobny wznosi się ponad płaszczyznę,
na której został wykonany.
Rzeźba okrągła (pełna) tworzy ozdobne rzeźbione figury oddzielone od tła.
W produkcji mebli w stylach historycznych, podobnie jak w wyrobach artystycznych
z drewna, mogą występować wszystkie wymienione rodzaje rzeźby. Drewno przeznaczone do
rzeźbienia powinno być wolne od sęków, zawiłości słojów i pęknięć, które to wady
w znaczny sposób obniżają jakość rzeźby i utrudniają jej wykonanie. Najlepiej nadaje się do
rzeźbienia drewno lipy, gruszy, klonu, orzecha, gorzej drewno brzozy i dębu. Wilgotność
drewna powinna się wahać w granicach 8-14%.
Proces rzeźbienia można podzielić na trzy etapy, a mianowicie: przygotowanie drewna,
wykonywanie rzeźby oraz jej wykończenie. Przygotowanie drewna zależy od rodzaju rzeźby,
jaką zamierzamy wykonać, oraz od jej wielkości. W razie wykonywania rzeźby wypukłej
poszczególne deski należy skleić w jedną bryłę. Wykonując rzeźbę płaską lub ażurową należy
powierzchnię drewna wyrównać i wygładzić papierem ściernym. Do wykonania rzeźby
wypukłej nie jest to konieczne.
Wykonywanie rzeźby najczęściej rozpoczyna się od naniesienia na drewno rysunku
ornamentu, jaki ma być wyrzeźbiony. Rysunek można przenosić przez kalkę lub, dla większej
liczby samych ornamentów, za pomocą specjalnych wzorników. Przygotowany w ten sposób
element zostaje unieruchomiony przez zamocowanie go do stołu rzeźbiarskiego. W produkcji
mebli funkcję tę spełnia strugnica stolarska. Rzeźbienie polega na wycinaniu linii
konturowych rysunku oraz na wycinaniu tła za pomocą dłut o odpowiednio dobranych
kształtach.
Wykończenie rzeźby polega na jej oczyszczeniu i wygładzeniu oraz na wykończeniu jej
powierzchni. Oczyszczania i wygładzania dokonuje się szczotkami i sproszkowanym
pumeksem, jak również drobnoziarnistym papierem ściernym. Przed barwieniem rzeźby
należy zwilżyć ją ciepłą wodą. W ten sposób osiąga się równomierność zabarwienia.
Wykończenie powierzchni rzeźb wykonuje się pędzlami, szczotkami lub natryskiem. Ręczne
wykonywanie rzeźb jest pracochłonne. Dlatego w wielu wypadkach można pracę ręcznymi
narzędziami zastąpić narzędziami poruszanymi mechanicznie. Są to różnego rodzaju i kształtu
frezy do drewna zakładane we frezarkach, czy kopiarkach rzeźbiarskich. Poszczególne fazy
ręcznego wykonywania rzeźby płaskiej pokazuje rysunek 15.
Rys. 15. Kolejne fazy ręcznego wykonywania rzeźby w drewnie [3, s. 277]

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
65
4.10.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Z jakich etapów składa się proces technologiczny wykończania powierzchni mebli
z zakryciem struktury podłoża?
2. Z jakich etapów składa się proces technologiczny wykończania powierzchni mebli
z zachowaniem struktury podłoża?
3. Od czego zależą efekty estetyczne wykończania powierzchni mebli?
4. Co to jest fladrowanie?
5. Co to jest intarsja?
6. Co to jest inkrustacja?
7. Jakie wyróżnia się etapy rzeźbienia?
4.10.3. Ćwiczenia
Ćwiczenie 1
Wykonaj pierwszą fazę politurowania czyli gruntowanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować powierzchnię drewna pod politurę,
2) natrzeć powierzchnię olejem wrzecionowym,
3) nadmiar oleju zetrzeć suchą szmatą,
4) natartą powierzchnię posypać sproszkowanym pumeksem i wetrzeć go za pomocą
tamponu nasyconego politurą,
5) czynność powtarzać aż do zatarcia porów,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– płyta robocza stołu,
– olej wrzecionowy,
– sucha szmata,
– sproszkowany pumeks,
– tampon,
– politura,
– literatura z rozdziału 6.
Ćwiczenie 2
Wykonaj dowolną intarsję.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zaprojektować obraz,
2) przygotować podłoże,
3) dokonać wyboru oklein,
4) ostro zakończonym nożem wyciąć z okleiny odpowiednie kształty,
5) z wyciętych fragmentów złożyć całość obrazu,
6) skleić elementy stosując papier podgumowany,
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
66
7) intarsję przykleić do podłoża stroną nie pokrytą papierem,
8) po wyschnięciu kleju wyszlifować intarsję,
9) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– ostro zakończony nóż,
– okleina,
– papier podgumowany,
– drewniane podłoże pod intarsję,
– klej,
– drobnoziarnisty papier ścierny,
– literatura z rozdziału 6.
Ćwiczenie 3.
Napisz proces technologiczny wykończania powierzchni mebli z zakryciem struktury
podłoża.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą przedmiotu,
2) zanotować wykonywane czynności podczas wykończania powierzchni z zakryciem
struktury podłoża,
3) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
przybory kreślarskie,
−
ołówek/długopis,
−
literatura z rozdziału 6.
4.10.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyliczyć z jakich etapów składa się proces technologiczny wykończania
powierzchni mebli z zakryciem struktury podłoża?
¨
¨
2) wymienić z jakich etapów składa się proces technologiczny wykończania
powierzchni mebli z zachowaniem struktury podłoża?
¨
¨
3) wskazać od czego zależą efekty estetyczne wykończania powierzchni mebli?
¨
¨
4) wyjaśnić co to jest fladrowanie?
¨
¨
5) wyjaśnić co to jest intarsja?
¨
¨
6) wyjaśnić co to jest inkrustacja?
¨ ¨
7) scharakteryzować etapy rzeźbienia?
¨
¨
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
67
4.11. Obróbka uszlachetniająca – szlifowanie i polerowanie
4.11.1. Materiał nauczania
Większość materiałów malarsko-lakierniczych nanosi się na podłoże, które ma strukturę
porowatą, dlatego powłoka po jej wysuszeniu nie jest gładka i wymaga wyrównania przez
szlifowanie lub cyklinowanie, a następnie polerowanie. Czynności te nazywamy
uszlachetnianiem powłok lub obróbką uszlachetniającą. Przebieg uszlachetniania zależy od
wymaganego końcowego efektu wykończania powierzchni. Powłoki z widoczną strukturą
drewna (wykończanie przezroczyste) mogą być wykończane na połysk, mat głęboki i mat
jedwabisty. Natomiast powłoki malarsko-lakierowe z zakrytą strukturą drewna (wykończanie
kryjące) mogą być wykończane na mat, połysk i połysk lakierowy. W ostatnim wypadku
końcowy wygląd powierzchni uzyskuje się przez pokrywanie jej powłoką emalii.
Powierzchnie powłok malarsko-lakierowych wyrównuje się ręcznie lub w sposób
zmechanizowany za pomocą materiałów ściernych albo przez ręczne cyklinowanie
(wygładzanie) gładzicami, zwanymi również cyklinami. Dobór sposobu wyrównywania
powłoki zależy od jej grubości oraz od kształtu i wielkości podłoża.
Grubość powłoki w różnych rodzajach wykończania powierzchni wyrobów stolarskich
jest zmienna i wynosi:
–
30 μm, jeżeli wykończenie jest matowe z otwartymi porami drewna,
–
130-400 μm, jeżeli wykończenie jest na połysk lub mat z zamkniętymi porami.
Podczas uszlachetniania cienkich powłok malarsko-lakierowych, w obawie przed ich
przeszlifowaniem, powierzchnię wyrównuje się ręcznie za pomocą materiału ściernego
o ziarnistości 280. W celu otrzymania matu jedwabistego wykończoną powierzchnię przeciera
się dodatkowo wełną stalową nr 2/0. Szlifowanie powłok na mat wykonuje się materiałem
ściernym (o ziarnistości 150) za pomocą szlifierki taśmowej.
Podczas
uszlachetniania
nitrocelulozowych
powłok
malarsko-lakierowych
wykończanych na połysk szlifowanie wykonuje się materiałem ściernym naftoodpornym
(o ziarnistości 180 i 280) za pomocą szlifierek taśmowych z zainstalowanym zbiornikiem na
naftę, która zmiękcza powierzchnię powłoki podczas szlifowania.
Powłoki poliestrowe szlifuje się na sucho materiałami ściernymi o ziarnistości 280.
Do wyrównywania powłok na powierzchniach małych lub wąskich stosuje się cykliny
(gładzice), tj. blachy stalowe grubości 0,4-0,6 mm. Przebieg cyklinowania powłoki malarsko-
lakierowej jest podobny do wygładzania powierzchni drewna tą metodą. Wyrównywanie
powierzchni powłok malarsko-lakierowych kryjących odbywa się po nałożeniu każdej
warstwy materiału lakierniczego. Jest to więc szlifowanie międzyoperacyjne.
Ziarnistość materiałów ściernych dla poszczególnych warstw i sposobów uszlachetniania
powłok kryjących przedstawia tabela 6.
Ziarnistość przy szlifowaniu
Rodzaj materiału lakierniczego
Kolejność
szlifowania
ręcznym
maszynowym
Farba gruntowa
I
100-120
100
Kit i gruntoszpachlówka
II
150-180
150
Farba powierzchniowa
I
150-180
150
Tabela 10. Ziarnistość materiałów ściernych do szlifowania powłok lakierowych [3, s. 269]

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
68
Powłoka jest dobrze wygładzona, gdy cala jej powierzchnia jest matowa.
W celu uzyskania połysku szlifowanej lub cyklinowanej powłoki jej powierzchnię poleruje
się pastami polerskimi. Polerowanie polega na wygładzaniu drobnych nierówności,
powstałych na powłoce na skutek tarcia ziarenek materiału ściernego w czasie szlifowania.
Polerowanie powierzchni powłoki odbywa się przez tarcie ziarenek materiału ściernego
zawartego w paście polerskiej przy współudziale wytwarzającego się jednocześnie ciepła.
Polerowanie ręczne, choć możliwe do wykonania, jest bardzo pracochłonne i w produkcji
mebli nie jest stosowane.
Do polerowania zmechanizowanego służą tarcze lub wały polerskie (których elementy
robocze są wykonane z tkanin), zamocowane na polerkach wałowych lub na kozłach
polerskich, albo taśmy filcowe lub dywanowe (wełniane) o długości włosów 4-5mm. Taśmy
zakłada się na szlifierki taśmowe. Znane są również polerki ręczne służące do polerowania
elementów o powierzchniach krzywych.
Przebieg polerowania jest następujący: na oczyszczoną z nafty (w przypadku
wykończania nitrolakierem) matową powłokę, nakłada się niewielkie ilości pasty polerskiej
o konsystencji rzadkiej śmietany. Polerowany element podsuwa się pod taśmę polerską lub
wał polerski. Prędkość obwodowa taśmy polerskiej wynosi 8-10 m/s, a tarczy lub wału
polerskiego 10-25 m/s. Polerowanie należy przerwać po uzyskaniu żądanego połysku. Resztki
pasty ściera się z powłoki miękką tkaniną, a powłokę zmywa płynem do polerowania
4.11.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakim czynnościom poddawane są materiały malarsko-lakiernicze podczas obróbki
uszlachetniającej?
2. Jakie jest zastosowanie gładzic?
3. Dlaczego podczas uszlachetniania cienkich powłok malarsko-lakierowych powierzchnie
wyrównuje się ręcznie?
4. W jakim celu używa się wełnę stalową nr 2/0?
5. Co to jest szlifowanie międzyoperacyjne?
6. Jakie jest zastosowanie polerek ręcznych?
7. Na czym polega polerowanie?
4.11.3. Ćwiczenia
Ćwiczenie 1
Wypoleruj na szlifierce taśmowej polakierowany element drzewny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) założyć odpowiednią taśmę na szlifierkę taśmową,
3) szlifować obrabiany element do uzyskania żądanego efektu,
4) resztki pasty zetrzeć miękką tkaniną,
5) powłokę zmyć płynem do polerowania,
6) dokonać oceny poprawności wykonanego ćwiczenia.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
69
Wyposażenie stanowiska pracy:
– szlifierka taśmowa,
– taśma polerska,
– pasta polerska,
– płyn do polerowania,
– miękka tkanina,
– literatura z rozdziału 6.
Ćwiczenie 2
Korzystając z polerki ręcznej wypoleruj element o krzywej powierzchni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) założyć odpowiedni wał polerski,
3) szlifować obrabiany element do uzyskania żądanego efektu,
4) resztki pasty zetrzeć miękką tkaniną,
5) powłokę zmyć płynem do
polerowania
,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– polerka ręczna,
– wał polerski,
– pasta polerska,
– płyn do polerowania,
– miękka tkanina,
– literatura z rozdziału 6.
Ćwiczenie 3
Uszlachetnij cienką powłokę malarsko-lakierową.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) dobrać o odpowiedniej ziarnistości materiał ścierny,
3) szlifować obrabiany element do uzyskania żądanego efektu,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– materiał ścierny o odpowiedniej ziarnistości,
– podkładka pod materiał ścierny,
– literatura z rozdziału 6.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
70
4.11.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wskazać jakim czynnościom poddawane są materiały malarsko-lakiernicze
podczas obróbki uszlachetniającej?
¨
¨
2) powiedzieć do czego służą gładzice?
¨
¨
3) powiedzieć dlaczego podczas uszlachetniania cienkich powłok malarsko-
lakierniczych powierzchnie wyrównuje się ręcznie?
¨
¨
4) wskazać zastosowanie wełny stalowej nr 2/0?
¨
¨
5) powiedzieć co to jest szlifowanie międzyoperacyjne?
¨
¨
6) wskazać zastosowanie polerek ręcznych?
¨ ¨
7) powiedzieć na czym polega polerowanie?
¨
¨

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
71
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.0pytania dołączone są cztery możliwości
odpowiedzi, tylko jedna jest prawidłowa.
4. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
5. Test składa się z jednej części o różnym stopniu trudności,
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania,
7. Kiedy udzielenie odpowiedzi będzie sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie czas wolny.
8. Na rozwiązanie testu masz 45 minut.
Powodzenia !

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
72
ZESTAW ZADAŃ TESTOWYCH
1. Jak długo można przechowywać nitrolakiery w opakowaniu szklanym?
a) 2 miesiące,
b) 6 miesięcy
c) 1 rok,
d) 3 lata.
2. Jaka temperatura powinna by w magazynach w których przechowuje się materiały
malarsko-lakiernicze:
a) 0° i niższe,
b) 5-20° ,
c) 20-30°,
d) temperatura nie ma znaczenia.
3. Bejca orzechowa to inaczej:
a) brunat bismarski,
b) sepia,
c) intygotyna,
d) brunat kasselski.
4. Przeciętny czas schnięcia lakierów nitrocelulozowych w temperaturze 20-25°C wynosi:
a) 20 minut,
b) 40 minut,
c) 6 godzin,
d) 24 godziny.
5. Przeciętny czas schnięcia powłoki wykończeniowej (przy użyciu politury szelakowej)
w temperaturze 20°C wynosi:
a) 1 godzinę,
b) 2 godziny,
c) 6 godzin,
d) 24 godziny.
6. Aceton to:
a) bezbarwna, lotna, łatwo palna ciecz mieszająca się z wodą, doskonały rozpuszczalnik,
b) ciecz bezbarwna, samozapalna w temperaturze 267°C, opary szkodliwe dla zdrowia,
c) ciecz bezbarwna, łatwo palna ma właściwości narkotyzujące i trujące,
d) ciecz bezbarwna łatwo lotna o właściwościach trujących.
7. Fladrowanie jest to:
a) barwne malowanie struktury drewna narzędziami ręcznymi,
b) technika zdobnicza polegająca na wycinaniu w litym podłożu wgłębień, które
następnie wypełnia się kawałkami innych gatunków drewna,
c) technika zdobnicza polegająca na wykładaniu powierzchni przedmiotu dekoracyjnymi
materiałami, jak na przykład drewnem,
d) zacieranie porów drewna.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
73
8. Temperatura powietrza w lakierni powinna wynosić:
a) 4-8°C,
b) 10-15°C,
c) 18-22°C,
d) 25-30°C.
9. Optymalna wilgotność podłoża przeznaczonego do wykończenia materiałami malarsko-
lakierniczymi wynosi:
a) 3-7%,
b) 8-12%,
c) 18-22%,
d) 25-30%.
10. Lakiery poliuretanowe można nanosić na podłoże od temperatury:
a) 0°C,
b) 10°C,
c) 15°C,
d) 18°C.
11. Próba polegająca na pomiarze czasu zaniku śladów pozostawionych po pociągnięciu
pędzla to:
a) określenie lepkości,
b) określenie ilości ciał błonotwórczych,
c) oznaczanie rozlewności,
d) określanie zdolności krycia.
12. Do przyklejania laminatów najlepiej nadają się kleje:
a) neoprenowe i polioctanowinylowe,
b) mocznikowe i melaminowe,
c) glutynowe i kazeinowe,
d) kałczukowe.
13. Klej neoprenowy można stosować do przyklejania laminatu w prasie mechanicznej pod
ciśnieniem:
a) 0,25-0,5 MPa,
b) 0,5-1 MPa,
c) 1-1,5 MPa,
d) powyżej 1,5 MPa.
14. Lepkość farby podkładowej w temperaturze 20°C wynosi:
a) 20-30 s,
b) 40-50 s,
c) 60-70 s,
d) 70-80 s.
15. Szybkość przesuwania pistoletu natryskowego podczas natrysku na gorąco wynosi:
a) 5-7 m/min,
b) 8-12 m/min,
c) 13-15 m/min,
d) 15-18 m/min.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
74
16. Podczas natrysku na gorąco pistoletem natryskowym temperatura powietrza powinna
wynosić:
a) 18°C,
b) 27°C,
c) 34°C,
d) 45°C.
17. Zacieki i fałdy na wykończonej powierzchni są przyczyną:
a) za dużej lepkości lakieru i niskiej temperaturze w lakierni,
b) rozcieńczalnika złej jakości; za mała lepkość i słaba przyczepność materiału
malarskiego,
c) za grubej warstwy lakieru naniesionej jednorazowo,
d) za dużej temperaturze w lakierni.
18. Prędkość posuwu w nakładarce walcowej wynosi:
a) 5-9 m/min,
b) 10-25 m/min,
c) 30-45 m/min,
d) 50 m/min i wyższe.
19. Powłoki poliestrowe szlifuje się na sucho materiałami ściernymi o ziarnistości :
a) 120,
b) 180,
c) 220,
d) 280.
20. Cykliny są to blach stalowe o grubości:
a) 0,2-0,3 mm,
b) 0,4-0,6 mm,
c) 0,7-0,9 mm,
d) 1,0 mm i grubsze.
21. Prędkość obwodowa taśmy polerskiej wynosi:
a) 5-7 m/s,
b) 8-10 m/s,
c) 11-13 m/s,
d) 15 m/s i większe.
22. Jeżeli wykończenie jest matowe z otwartymi porami grubość powłoki wynosi:
a) 30 μm,
b) 60 μm,
c) 100 μm,
d) 180 μm.
23. Ziarnistość materiałów ściernych do szlifowania farby gruntowej za pomocą maszyn
wynosi:
a) 40,
b) 80,
c) 100,
d) 140.

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
75
24. Lakiery pigmentowe to inaczej:
a) emalie nitrocelulozowe,
b) emalie olejne,
c) farby syntetyczne,
d) emalie chemoutwardzalne.
25. Zanik śladu po przeciągnięciu pędzla po upływie 15 minut określa się jako:
a) rozlewność bardzo szybka,
b) rozlewność szybka,
c) rozlewność zwolniona,
d) rozlewność powolna.
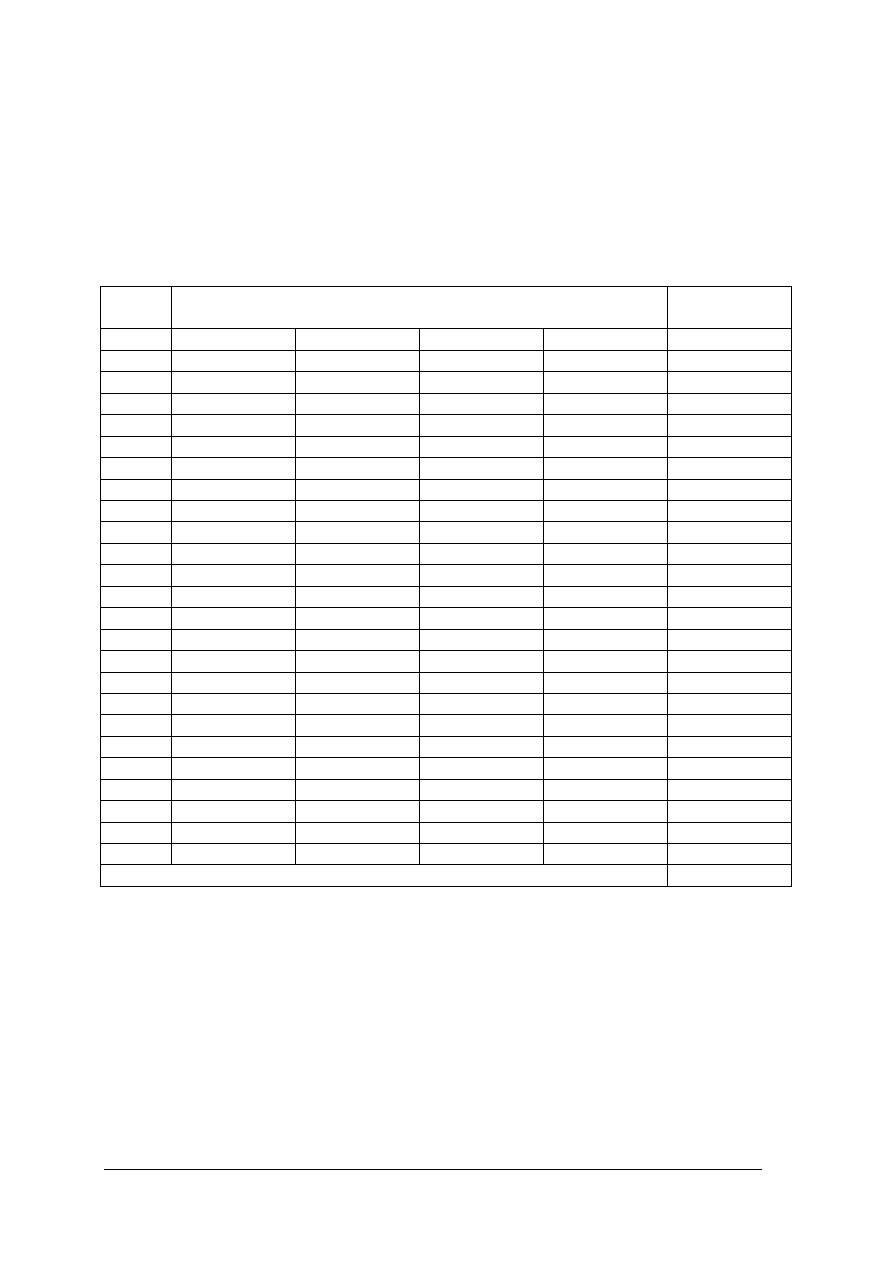
„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
76
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Wykończanie powierzchni wyrobów stolarskich
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
21.
a
b
c
d
22.
a
b
c
d
23.
a
b
c
d
24.
a
b
c
d
25.
a
b
c
d
Razem:

„
Projekt wspó
łfinansowany ze środków Europejskiego Funduszu Społecznego”
77
6. LITERATURA
1. Polański J.: Drewno moje hobby. Arkady, Warszawa 1988.
2. Proszyk S.: Technologia tworzyw drzewnych. Wykończanie powierzchni, cz. 2, WSiP,
Warszawa 1999.
3. Prządka W., Szczuka J.: Technologia. Stolarstwo cz. 2. Podręcznik dla zasadniczej szkoły
zawodowej. WSi P, Warszawa 1995.
4. Swaczyna I.: Meble. Naprawa i odnawianie. Państwowe Wydawnictwo Rolnicze i Leśne,
Warszawa 1995.
5. Tyszka J.: Powierzchniowe uszlachetnianie wyrobów z drewna, WNT, Warszawa 1987
6. PN-EN 12720:2000 Meble – Ocena odporności powierzchni na zimne płyny.
7. PN-EN 12722:2000 Meble – Ocena odporności powierzchni na ciepło w próbie na sucho.
Czasopisma
−
Gazeta przemysłu Drzewnego: Wydawnictwo Inwestor sp. z o. o.
−
Gazeta Drzewna – Holz-Zentralblatt Polska sp. z o.o. Poznań
−
Meblarstwo – pismo dla producentów i odbiorców mebli: Wydawnictwo Inwestor sp. z o. o.
−
Przemysł Drzewny: Wydawnictwo Świat sp. z o. o.
Wyszukiwarka
Podobne podstrony:
badania makroskopowe przełomów i powierzchni wyrobów
37 Projektowanie wyrobów stolarki budowlanej
11 Wykończanie powierzchni drewna
16 Wykonywanie napraw i renowacji wyrobów stolarskich
Mechaniczne wykonczenia powierzchni PL
Organizowanie produkcji wyrobów stolarskich
Organizowanie produkcji wyrobów stolarskich
14 Organizowanie produkcji wyrobów stolarskich
Gimnazjum przekroj, 25. Objętość i pole powierzchni-testowe, Objętość i pole powierzchni - zadania t
D19250476 Rozporządzenie Ministra Skarbu z dnia 25 czerwca 1925 r o sprzedaży wyrobów tytoniowych
15 Zdobienie i wykończanie wyrobów kaletniczych
Opinia ws wyrobów medycznych do powierzchni
13 Zdobienie i wykończanie wyrobów skórzanych
25 Wytwarzanie wyrobów z mas sypkich
13 Uszlachetnianie i wykończanie wyrobów papierniczych
D19250476 Rozporządzenie Ministra Skarbu z dnia 25 czerwca 1925 r o sprzedaży wyrobów tytoniowych
Zdobienie i wykończanie wyrobów kaletniczych
więcej podobnych podstron