Temat: Połączenia klejone i wciskowe.
1. Klejenie metali stanowi nowoczesną technologię łączenia w budowie maszyn i jest w wielu przypadkach
korzystniejsze niż inne metody łączenia (np. łączenie cienkich ścianek, ścianki o dużej różnicy grubości).
Klejenie umożliwia łączenie prawie wszystkich materiałów, metali z metalami i niemetalami (drewnem,
gumą, tworzywami sztucznymi, szkłem).
2. Proces klejenia:
1) mechaniczne oczyszczenie powierzchni (obr. mech, szlifowanie)
2) chemiczne oczyszczenie (odtłuszczenie), za pomocą rozpuszczalnika
3) wytrawienie w środkach chemicznych (stosowane w stopach aluminium i miedzi)
4) płukanie części w wodzie i suszenie gorącym powietrzem
5) nakładanie kleju na powierzchnię części (pędzlem, natryskowo, zanurzeniowo), do grubości ~ 0,1 mm
6) wstępne podsuszanie nałożonego kleju w celu osiągnięcia największej przyczepności
7) docisk części łączonych, 2*10
-2
– 0,5 MPa; (0,2-5 kG/cm
2
) i unieruchomienie
8) utwardzenie spoiny z zachowaniem docisku w temp.(20-200
o
C) i w czasie (0,5-3 h)
9) kontrola jakości spoiny
3. Rodzaje klejów.
a) do klejenia na zimno (20-60
o
C)
b) do klejenia na gorąco (140-200
o
C)
Do klejenia metali stosuje się kleje oparte na tworzywach sztucznych:
- kleje epoksydowe (Epidian 100 i 101, Poxipol) na bazie żywic epoksydowych, chemoutwardzalne,
wymagają mieszania z utwardzaczem, nie wymagają docisku
- kleje fenolowe do dużych wytrzymałości, odporne na wodę i temperaturę. Stosowane do łączenia
aluminium, stali niskowęglowych i stopowych, np. Borsol (utwardzany 70-80
o
C) i Żywica AW
(utwardzana 180
o
C)
- kleje poliuretanowe utwardzane w temp. pokojowej lub na gorąco po zmieszaniu z Izocynem PF-100,
wymagają nacisku 0,2 MPa, znane pod nazwami: Poles 170/12, 220/11, 300/8, Izokol 102
- kleje cyjanoakrylowe znany jako Cyjanopan, stosowane do klejenia szkła,, metali, ceramiki, gumy,
tworzyw sztucznych, bardzo szybko schną z dociskiem ręcznym
kleje anaerobowe utwardzają się bez dostępu powietrza w temp. pokojowej kilkanaście minut, stosowane
do zabezpieczenia śrub i nakrętek przed odkręceniem, osadzania łożysk, panewek, tulei, uszczelniania
spoiw np. Kolfix
- kleje prądoprzewodzące mają małą oporność elektryczną, stosowane do klejenia diod, tranzystorów,
zamiennie stosowane przy lutowaniu
- kauczukowe (Butapren)
- fenolu (AWF-41)
- polimer winylu (P.O.W.) - poliestru
4. Zalety i wady połączeń klejonych.
a) Zalety
- znaczna wytrzymałość zmęczeniowa, zdolność tłumienia drgań, równomierny rozkład naprężeń
- niska temp. procesu, brak skurczu i naprężeń własnych, szczelność połączenia
- odporność na
korozję, mały ciężar
połączenia
b) wady
- niska wytrzymałość,
mała udarność
- mała odporność na
rozwarstwienie
(oddzieranie),
dlatego należy
projektować złącze
ścinane lub ściskane
a nie rozciągane i
odrywane. W
przypadku złączy
czołowych należy
zwiększać przekrój skleiny np. przez zawinięcie brzegu blachy, mała odporność na podwyższoną
temp.
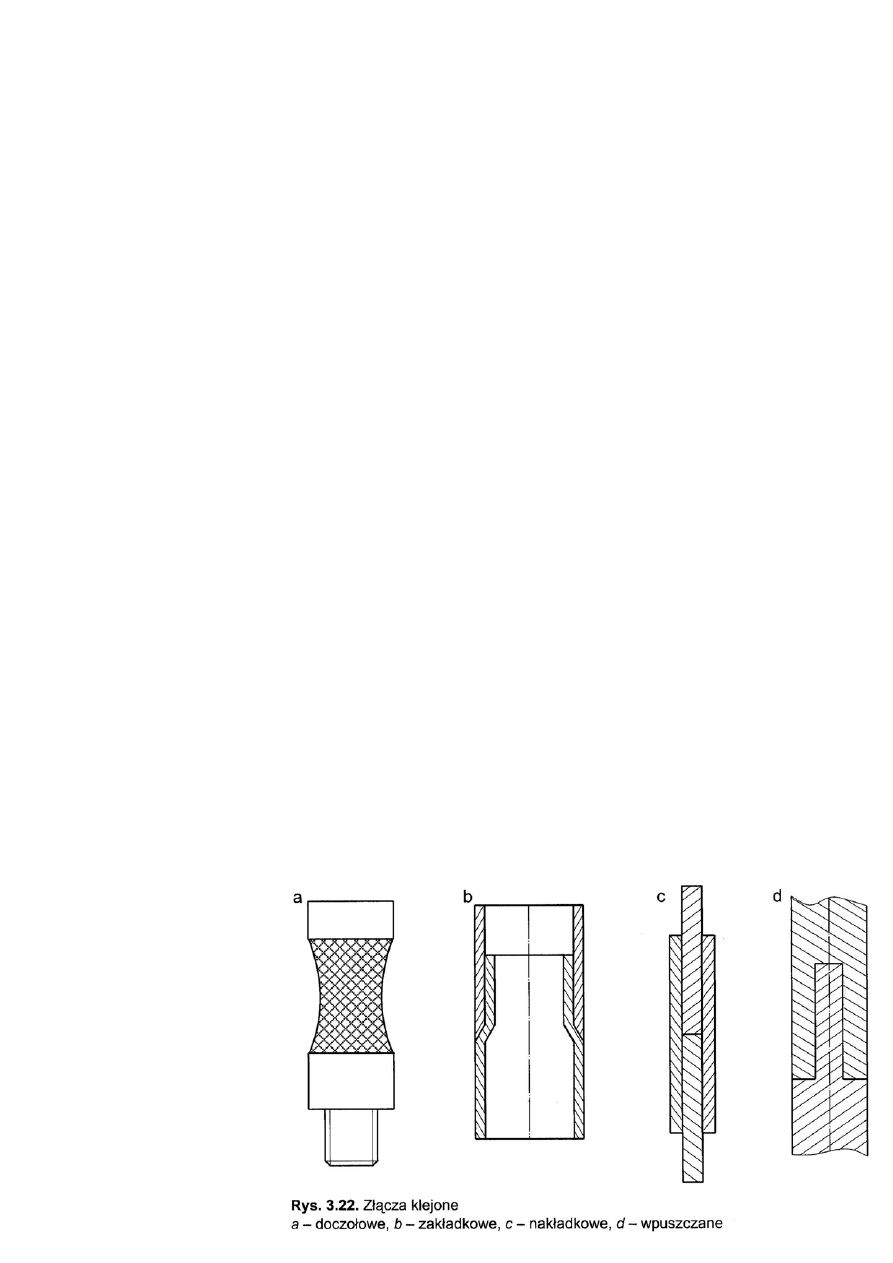
5. Rodzaje i zastosowanie połączeń klejonych.
a) zakładkowe
b) nakładkowe
c) połączenia rurowe
d) połączenia wpuszczane
6. Połączenia wciskowe
Połączenia wciskowe należą do spoczynkowych połączeń sprężystych, utworzonych przez siły sprężyste,
które powstają wskutek odkształcenia elementów
spowodowanego różnicą ich wymiarów (wciskiem).
W= d
z
– D
w
(czyli luz ujemny)
7. Rozróżniamy następujące rodzaje połączeń wciskowych:
a) Połączenia bezpośrednie (rys. obok)
b) Połączenia pośrednie (rys. obok)
-
z łącznikami wewnętrznymi
-
z łącznikami zewnętrznymi
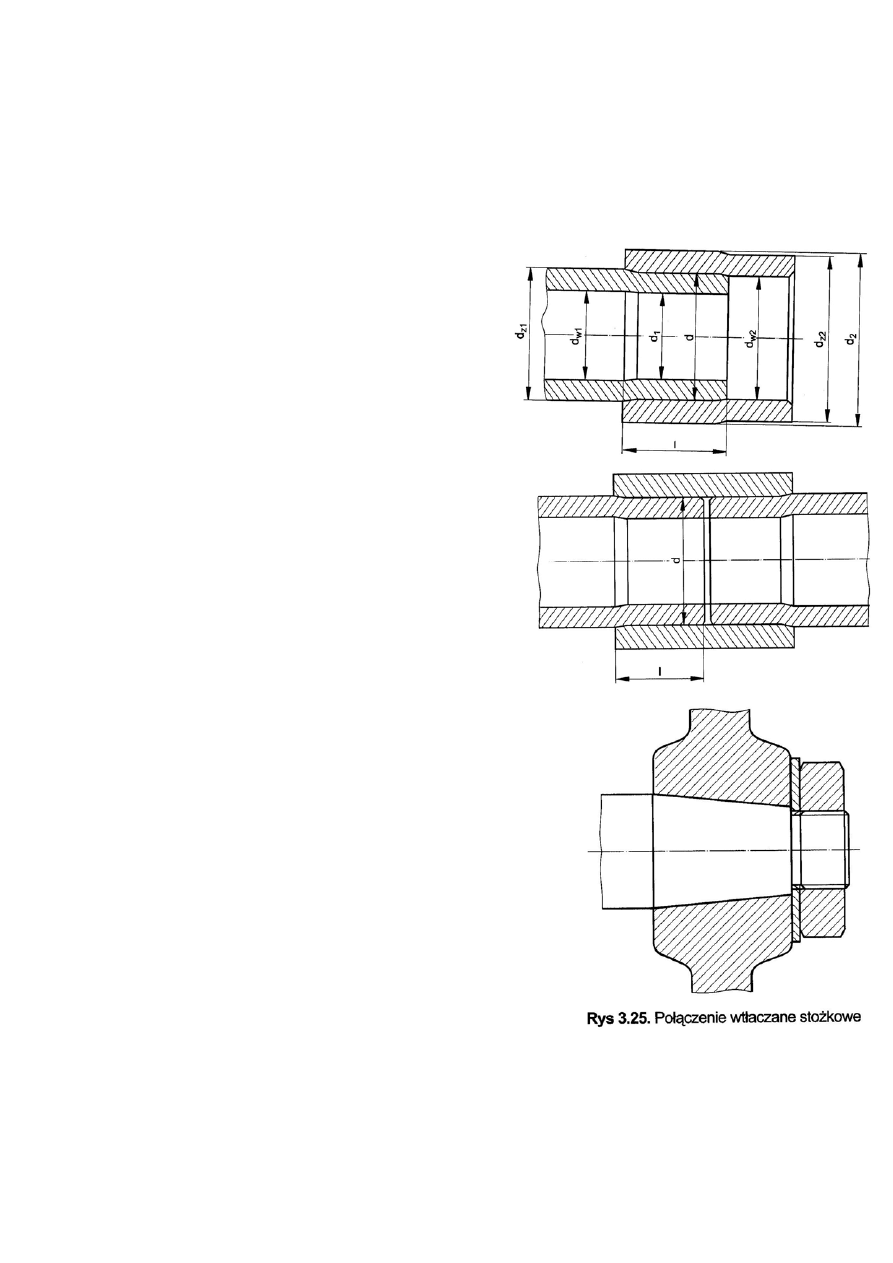
c) zależnie od kształtu powierzchni styku rozróżniamy:
-
połączenia walcowe
- połączenia stożkowe (rys. obok)
d) zależnie od sposobu montażu rozróżniamy:
- połączenia wtłaczane
- połączenia roztłaczane
- połączenia skurczowe
- połączenia rozprężne
- połączenia kombinowane
8. Zalety i wady.
a) Zalety
- dokładna współosiowość (środkowanie) części
łączonych
- brak elementów dodatkowych (w połączeniach
bezpośrednich)
- proste i tanie wykonanie
- duża obciążalność połączeń (przy dużym wcisku –
obciążenia zmienne i udarowe)
- rozłączność złącza
b) Wady
- trudność montażu i demontażu
- znaczne naprężenia montażowe, grożące zniszczeniem części
(przy materiałach kruchych)
- trudność uzyskania żądanego wcisku, zależnego od
uzyskania wymiarów części (różnych w granicach tolerancji
wykonania)
- konieczność stosowania dodatkowych zabezpieczeń przy
przewidywanych przeciążeniach o nieustalonej wielkości
- wrażliwość na zmiany temperatury (przy różnych
materiałach)
- zależność siły połączenia od tolerancji wykonawczych i od
wartości współczynnika tarcia
9. Zastosowanie.
1) połączenia wtłaczane
-
do łączenia korby z wałem i czopem korbowym
(rys. 4.2a.)
-
w wykrojnikach, w połączeniach wielokrotnie rozłączanych
(rys. 4.2b)
- do osadzania kół na wałach lub tulejek w różnych częściach maszyn
i. połączenia skurczowe (w połączeniach nierozłącznych)
-
do osadzania wieńców uzębionych w kołach zębatych
(rys. 4.2c)
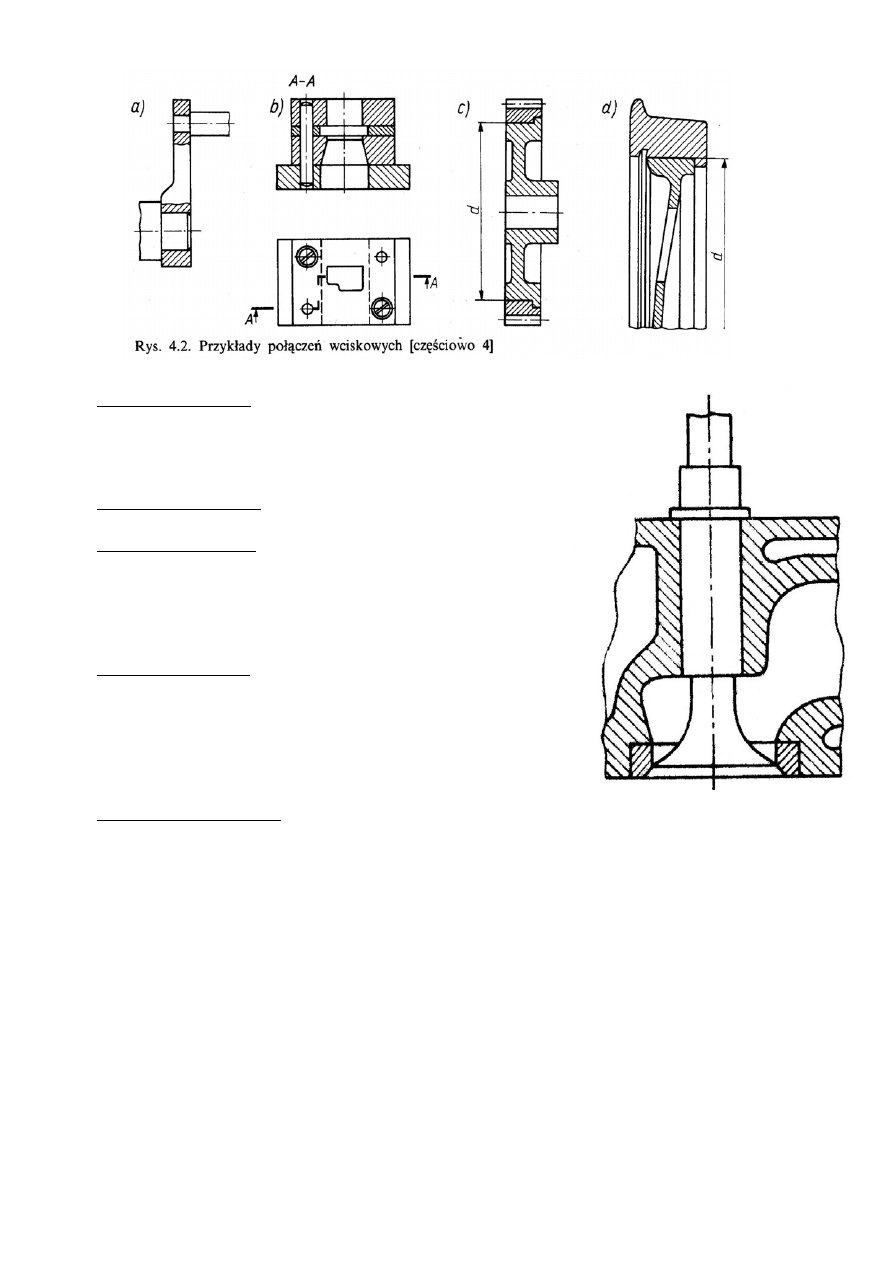
-
obręczy na kołach jezdnych
(rys. 4.2d)
10. Montaż połączeń wciskowych.
1. Połączenie wtłaczane.
Uzyskuje się przez wtłoczenie czopa do otworu oprawy lub
przez nasadzenie oprawy na czop. Wtłaczanie odbywa się za
pomocą prasy hydraulicznej (duże części) lub prasy ręcznej,
młotka (małe części),
2. Połączenie roztłaczane.
Stosuje się przy roztłaczaniu rur kotłowych.
3. Połączenie skurczowe.
Uzyskuje się przez nagrzanie oprawy (w piecu
elektrycznym, gazowym, w kąpieli olejowej) np. przy
nasadzaniu łożysk tocznych. Ogrzanie otworu rozszerza go, i
umożliwia swobodne wsuniecie czopa. Po ostygnięciu
następuje żądany docisk
4. Połączenie rozprężne.
Uzyskuje się przez oziębienie czopa (w spirytusie, acetonie
ochłodzonym za pomocą
„suchego lodu”, temp. ok. –70
o
C lub skroplonego powietrza
ok. –190
o
C). Połączenie stosuje się przy osadzaniu małych
części (np. tulejek) w częściach dużych (np. korpusach
maszyn).
Rys. Rozprężne osadzenie gniazda
zaworu w głowicy silnika spalinowego
(przed montażem gniazdo zanuża się w
ciekłym azocie o temp. – 147
o
C)
5. Połączenie kombinowane (skurczowo-rozprężne)
Uzyskuje się przez jednoczesne zastosowanie dwóch sposobów
Przez wtłaczanie (pod prasą) uprzednio nagrzanej oprawy
lub jednoczesne nagrzanie oprawy i oziębienie czopa.
11. Smarowanie.
a) w połączeniach wtłaczanych – stosuje się smarowanie za pomocą łoju, oleju rzepakowego z dodatkiem
talku. Uniemożliwia to zatarcie i daje wielokrotne łączenie i rozłączanie bez osłabienia złącza.
Smarowanie nie stosuje się:
- przy oziębianiu w skroplonym powietrzu gdyż grozi wybuchem
- przy ogrzewaniu powyżej temp. zapłonu oleju (300-400
o
C), z powodu utleniania się metalu, co
sprzyja zatarciu powierzchni.
12. Zabezpieczenia.
Przy wciskowych połączeniach bezpośrednich stosuje się:
- kołki stożkowe, umieszczane osiowo na walcowej powierzchni styku obu łączonych części.
- płytki rowek śrubowy na powierzchni kołka umożliwiający podczas wbijania ujście powietrza ze
ślepego otworu kołkowego.
13. Obciążalność złącza wciskowego.
a). Połączenia wciskowe mogą być obciążone:
- siłą poosiową (wzdłużną) F
- momentem skręcającym M
s
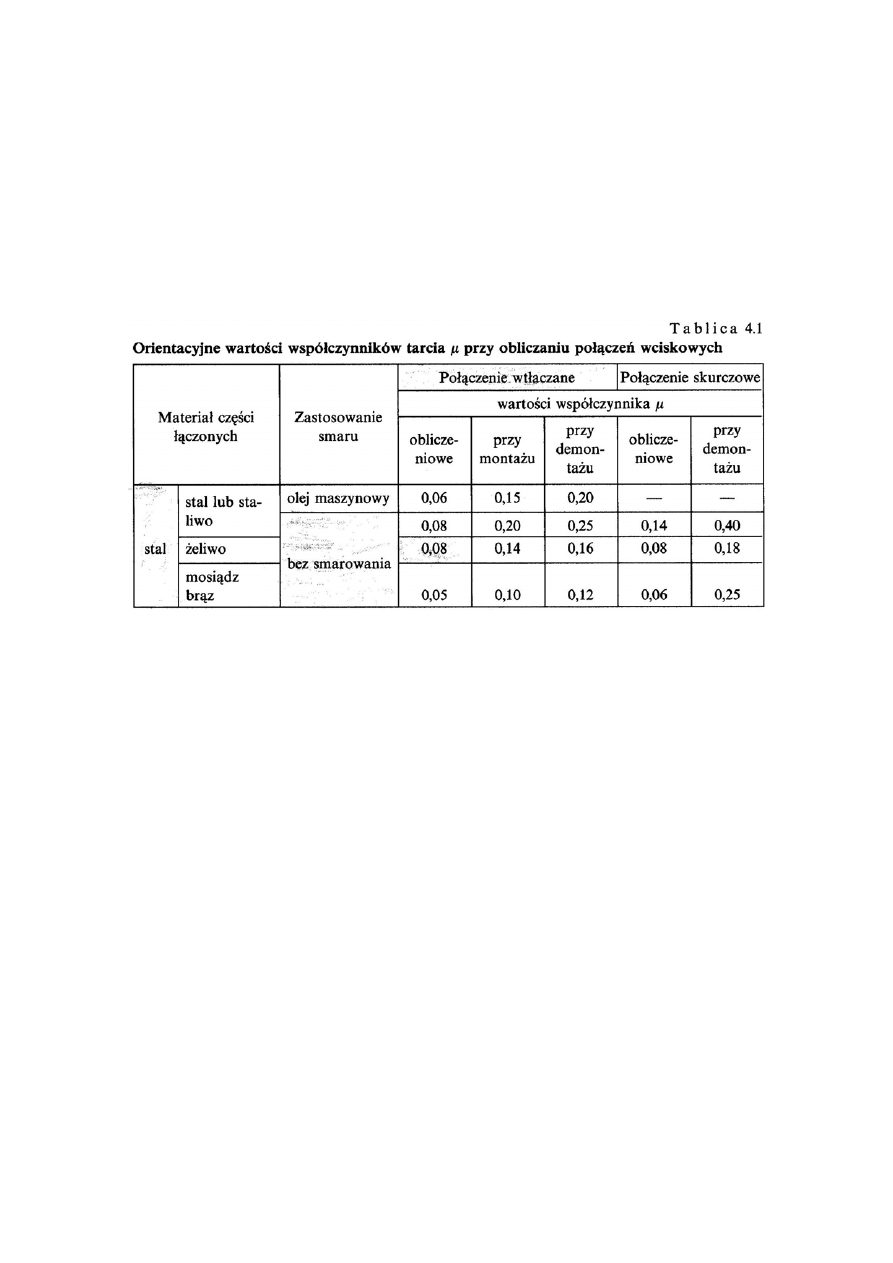
b). Zdolność do przenoszenia obciążenia jest zachowana pod warunkiem, że
F
≤ T T- wywołana jest dociskiem łączonych części
F
≤
µ
*p*S
F
≤
µ
* p * π * d * l
gdzie:
µ
- obliczeniowy współczynnik tarcia
p – najmniejszy wymagany nacisk jednostkowy na powierzchni styku
S= π * d * l – pole walcowej powierzchni styku
c). W przypadku kiedy połączenie obciążone jest momentem skręcającym M
s
mamy:
M
s
≤ T * d/2
M
s
≤ 0,5 *
µ
* p * π * d
2
* l
d). W przypadku kiedy wymiary połączenia oraz obciążenie wynikają z warunków konstrukcyjno-
wytrzymałościowych, wtedy na podstawie zależności ustala się min. nacisk powierzchniowy
zapewniający prawidłową pracę
14. Demontaż połączenia.
Siła F
r
potrzebna do rozłączenia połączenia wtłaczanego jest zwykle o 20 % - 50 % większa od siły F z
powodu większego współczynnika tarcia spoczynkowego od tarcia w ruchu.
15. Połączenia dociskowe – są to połączenia pośrednie z łącznikami zewnętrznymi. Łączniki mogą być w
postaci:
- pierścieni okrągłych lub owalnych
- nasadzane skurczowo, rozprężnie lub w sposób kombinowany
- łączą ze sobą dwa lub trzy elementy główne połączenia (które ze względów montażowych lub
odlewniczych wykonano oddzielnie)
o
Zastosowanie: w dzielonych wolnobieżnych kołach zamachowych, w sprzęgłach łubkowych.
o
wciskowe połączenie pośrednie, w którym między części łączone wciśnięte są łączniki sprężyste (w
postaci pierścieni stożkowych).
Wyszukiwarka
Podobne podstrony:
polaczenia nierozlaczne spawane
polaczenia nierozlaczne oznaczanie rys 01
SCIAGA pkm polaczenia nierozlaczne, PKM egzamin kolosy ( łukasik, Salwiński )
2 2 POŁĄCZENIA NIEROZŁĄCZNE
materiały egzamin, 15.Połączenia nierozłączne, Połączenia nierozłączne w połączeniu takim elementy s
polaczenia nierozlaczne oznaczanie rys 02
Polaczenia nierozlaczne id 3640 Nieznany
polaczenia nierozlaczne zgrzewane lutowane
polaczenia nierozlaczne nitowe
Wykład 6 Polaczenia nierozlaczne nitowe
Połączenia nierozłączne
polaczenia nierozlaczne oznaczanie rys 01
Polaczenia wciskowe i stozkowe(1)
Realizacja połączeń wciskowych i kształtowych
więcej podobnych podstron