POŁĄCZENIA NIEROZŁĄCZNE
Połączenia nitowe
Nitowanie jest procesem technologicznym, w wyniku którego uzyskuje się połączenia nierozłączne, pośrednie. Połączenie kilku części (np. blach) w zespół powstaje przez zastosowanie łączników, którymi są nity. W łączonych przedmiotach wierci się lub przebija otwory pod nity, zapewniając ich współosiowość, (np. przez wiercenie w zespole), a następnie wykonuje się fazki w celu usunięcia zadziorów oraz złagodzenia karbu między łbem (zakuwką) a trzonem nitu. Po włożeniu nitu do otworów podpiera się łeb nitu kształtowym wspornikiem (rys. 1), a następnie wykonuje się zakuwkę za pomocą zakuwnika, tworząc połączenie nitowe (rys. 1b). Przy zamykaniu nitów kulistych zarówno wspornik, jak i zakuwnik są tak wykonane, aby nie stykały się z łączonymi częściami i nie uszkadzały ich powierzchni.
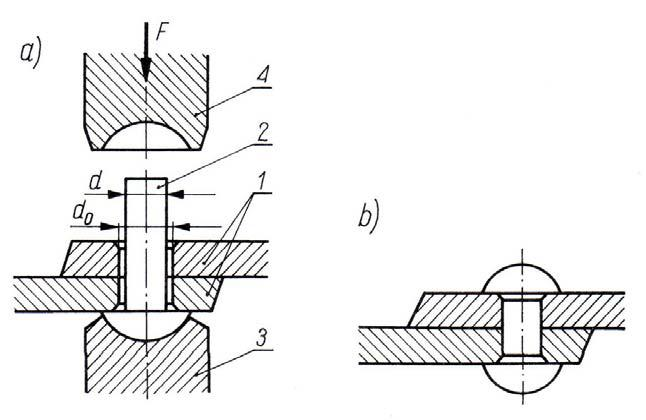
Rys.1 Wykonanie połączenia nitowego: a) zamykanie nitu, b)
połączenie nitowe1- części łączone, 2 - nit, 3 - wspornik, 4 -
zakuwnik
Źródło: Rutkowski A.: Części Maszyn. WSiP,
Warszawa 1996
W zależności od średnicy nitów i wielkości produkcji
(jednostkowa, seryjna) zamykanie nitów odbywa się uderzeniowo
młotkiem ręcznym lub pneumatycznym albo też naciskowo za pomocą
nitownic (pras) mechanicznych, hydraulicznych. Nity mogą być
zamykane na zimno lub na gorąco. Przy nitowaniu na gorąco nit
powinien być podgrzany do temperatury powyżej 700°C (nitowanie
naciskowe, maszynowe) lub do 1000÷1100°C (nitowanie uderzeniowe,
ręczne). Proces nitowania powinien być zakończony przy
temperaturze nitu nie niższej niż 500°C. Na gorąco zamyka się
nity stalowe o średnicy trzonu d≥10 mm, natomiast na zimno -
nity
stalowe o d≤8 mm, służące do łączenia cienkich blach oraz nity
z metali niezależnych. Przy nitowaniu na gorąco przyjmuje się
średnicę otworu pod nity d0=d+1mm, a przy nitowaniu na zimno d0 =
d+(0,1÷0,2) mm.
Nitowanie na gorąco powoduje powstanie
dość znacznych naprężeń w trzonie nitu oraz w częściach
łączonych. W przypadku nitowania na zimno naprężenia te są
nieznaczne, dlatego ten rodzaj nitowania może być stosowany do
łączenia części wykonanych z różnych materiałów.
Rys.
1. Wykonanie połączenia nitowego: a) zamykanie nitu, b) połączenie
nitowe
1- części łączone, 2 - nit, 3 - wspornik, 4 -
zakuwnik
Źródło: Rutkowski A.: Części Maszyn. WSiP,
Warszawa 1996
Rodzaje połączeń nitowych.
W zależności od zastosowania połączenia nitowe dzieli się na:
-
mocne, stosowane w konstrukcjach stalowych,
obciążonych dużymi siłami,
- szczelne,
stosowane w zbiornikach niskociśnieniowych,
-
mocno-szczelne, stosowane w zbiornikach
wysokociśnieniowych,
- nieznacznie obciążone,
stosowane w drobnych konstrukcjach.6
Ze względów
konstrukcyjnych połączenia nitowe dzieli się na zakładkowe
i
nakładkowe (rys. 2). Połączenie nitowe wykonane za pomocą szeregu
nitów nazywa się szwem nitowym. W zależności
od sposobu rozstawienia nitów rozróżnia się szwy nitowe
jednorzędowe (rys. 2a, c, d) oraz wielorzędowe (rys. 2b, e).
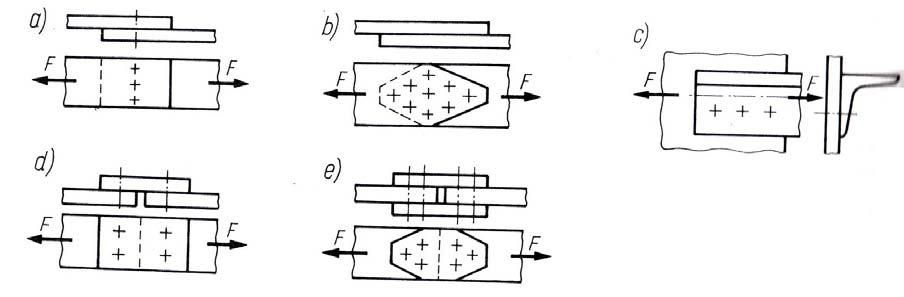
Rys. 2 Połączenia nitowe: a, c) zakładkowe - szew jednorzędowy, b) zakładkowe - szew wielorzędowy, d) nakładkowe jednostronne - szew jednorzędowy, e) nakładkowe dwustronne - szew dwurzędowy
Źródło: Rutkowski A.: Części Maszyn. WSiP, Warszawa 1996
Połączenia spajane.
Połączenia spajane należą do połączeń nierozłącznych,
bezpośrednich. W zależności od metody spajania łączenie
elementów odbywa się przez kohezję (spójność
międzycząsteczkową) lub przez dyfuzję (przenikanie cząsteczek).
Podstawowy podział metod spajania i ich cechy charakterystyczne
ujęto w tabeli 1
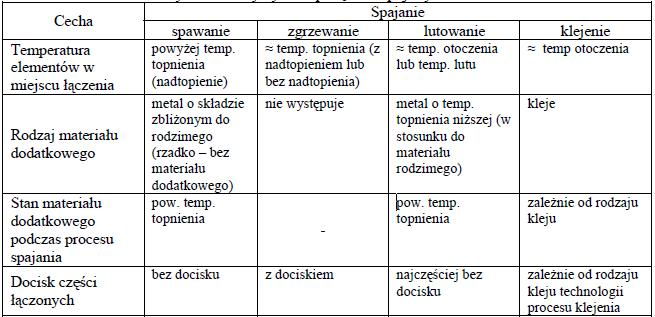
Tab. 1 Podział i cechy charakterystyczne połączeń spajanych
Źródło: Rutkowski A.: Części Maszyn. WSiP, Warszawa 1996
Wykonywanie połączeń spajanych z użyciem odpowiedniej
metody umożliwia łączenie wszystkich metali i ich stopów, metali
z materiałami niemetalowymi, a także różnych materiałów
niemetalowych.
Charakterystyka i zastosowanie
połączeń spawanych
Spawanie polega na
nierozłącznym łączeniu metali przez ich stopienie w miejscu
połączenia, z dodaniem lub bez dodawania spoiwa. W zależności od
źródła ciepła rozróżnia się spawanie:
−
elektryczne łukowe (elektrodą topliwą i
nietopliwą, w osłonie gazów, łukiem krytym),
−
gazowe (najczęściej acetylenowo-tlenowe),
−
termitowe,
− elektronowe,
−
plazmowe,
− laserowe.
W
celu prawidłowego przeprowadzenia spawania materiał łączony
należy odpowiednio przygotować. Blachy o grubości do 2 mm wygina
się. Blachy od 2 do 4 mm rozsuwa się na odległość równa połowie
ich odległości, a blachy o grubości od 4 do 12 mm ukosuje
się.
Złączem spawanym nazywamy
połączenie ze sobą części za pomocą spawania. Złącze składa
się ze spoiny i z materiału rodzimego. Rozróżnia się złącza
doczołowe, pachwinowe, narożne, krzyżowe, przylgowe, nakładkowe i
zakładkowe. Na rys. 3. przedstawiono rodzaje spoin spawanych:
czołowe, pachwinowe, brzeżne, grzbietowe i otworowe.
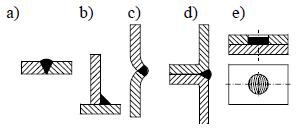
Rys. 3 Rodzaje spoin: a) czołowa, b) pachwinowa, c) brzeżna, d) grzbietowa, e) otworowa
Prawidłowe wykonanie spoiny polega na tym, aby w wyniku kohezji nastąpiło zmieszanie stopionych materiałów na głębokość od 1,5 do 3 mm (rys. 4), co zapewnia uzyskanie trwałego połączenia o odpowiedniej wytrzymałości.
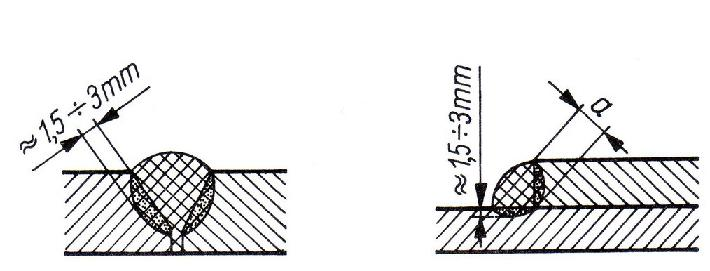
Rys. 4 Obszar wtopienia spoiny
Źródło: Rutkowski
A.: Części Maszyn. WSiP, Warszawa 1996
Szwy spawane. W zależności od układu spoin
względem osi części spawanych oraz kierunku działania sił
obciążających dane złącze rozróżnia się szwy spawane
wzdłużne, poprzeczne i skośne. Na rysunkach 5a÷h pokazano
najczęściej stosowane rodzaje szwowi połączeń spawanych, w tym
m.in.:
- połączenie „na zamek" (rys. 5c),
stosowane przy łączeniu grubszych blach dla zwiększenia sztywności
połączenia;
- szew dookolny (rys. 5d), występujący w
połączeniach nakładkowych;
- połączenia kątowe
wpuszczane (rys. 5f), zapewniające współosiowość obu części i
zmniejszenie długości spoin;
- połączenie ze szwami
przerywanymi (rys. 5g, h) stosowanymi w celu równomiernego
rozmieszczenia spoin i zmniejszenia naprężeń spawalniczych.
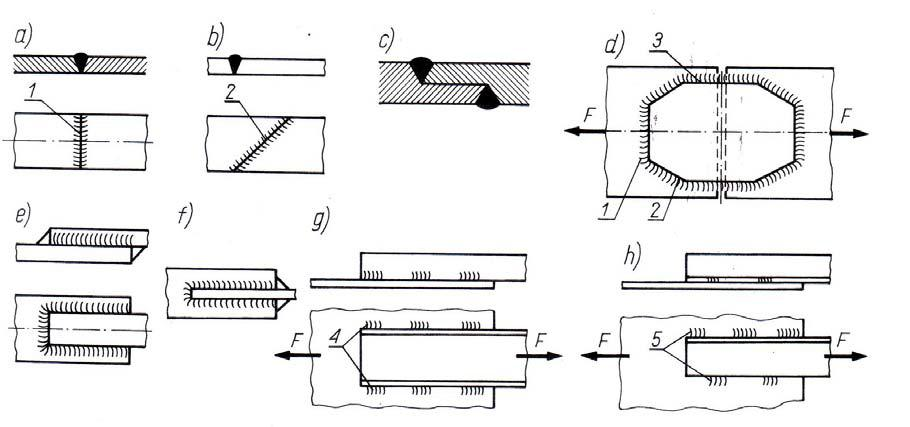
Rys. 5 Rodzaje szwów i połączeń spawanych: a, b, c) połączenia
czołowe, d÷h)
połączenia pachwinowe; rodzaje szwów:
2-poprzeczny, 2-skośny, 3-wzdłużny, 4-przerywany, 5-przerywany
przestawny
Źródło: Rutkowski A.: Części Maszyn.
WSiP, Warszawa 1996
Połączenia zgrzewane
Zgrzewanie
polega na połączeniu metali w wyniku miejscowego nagrzania do stanu
wysokiej plastyczności i wywarciu silnego nacisku. Do łączenia
części maszyn najczęściej stosuje się zgrzewanie elektryczne
oporowe, które może być doczołowe, punktowe, garbowe i liniowe.
Źródłem ciepła jest prąd elektryczny, który w miejscu
największego oporu zamienia się na ciepło. Zgrzewanie doczołowe
(zwarciowe lub iskrowe) stosowane jest do łączenia prętów,
drutów, rur, ogniw łańcuchów, osi. Do łączenia elementów z
blach
w przemyśle samochodowym stosowane jest zgrzewanie
punktowe (rys. 6) Blachy ułożone na zakładkę są ściskane przez
stożkowe elektrody. Materiał zgrzewany nagrzewany jest prądem o
wysokim natężeniu i niskim napięciu. Zgrzewanie garbowe wymaga
wcześniejszego wytłoczenia występów-garbów w jednym z łączonych
elementów. Zgrzeinę otrzymuje się w kilku punktach jednocześnie.
W porównaniu ze zgrzewaniem punktowym jest to metoda wydajniejsza.
Zgrzewanie liniowe polega na łączeniu części pomiędzy
obracającymi się elektrodami krążkowymi, które równocześnie
dociskają do siebie łączone elementy. Metoda stosowana jest przy
wymaganej szczelności połączenia. Części zgrzewa się na
zakładkę albo ze zgniotem krawędziowym.
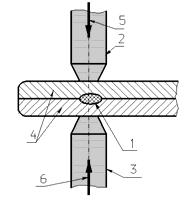
Rys.6 Zasada zgrzewania punktowego: 1 – zgrzeina, 2, 3 – elektrody , 4 – zgrzewane elementy, 5, 6 – kierunek działania siły docisku
Inne metody zgrzewania to: gazowe, termitowe, ogniskowe,
zgniotowe, tarciowe, ultradźwiękowe, indukcyjne i
dyfuzyjne.
Lutowanie
Lutowanie
polega na nierozłącznym połączeniu metali przy użyciu stopionego
spoiwa nazywanego lutem, którego temperatura
topnienia jest niższa niż temperatura topnienia łączonych
elementów. Wykorzystuje się siły adhezji i dyfuzji między
cząsteczkami lutu i łączonymi elementami. W zależności od
temperatury topnienia lutu rozróżnia się:
−
lutowanie miękkie,
− lutowanie twarde (temperatura
topnienia lutu powyżej 500oC)
Do lutowania miękkiego
stosuje się luty cynowe, cynowo-ołowiowe, cynkowe, kadmowe,
bizmutowe, na osnowie indu, na osnowie galu.
Luty
wykonywane są w postaci drutu, prętów, past, pałeczek i
proszków.
Lutowanie miękkie stosowane jest do łączenia
części, od których nie wymaga się przenoszenia dużych obciążeń,
uszczelniania zbiorników, rurociągów, łączenia przewodów
elektrycznych itp. W przypadku nieznacznego obciążenia połączenie
powinno pracować na ścinanie. Najlepiej jest, jeżeli części
lutowane są także połączone ze sobą kształtowo, co znacznie
zwiększa wytrzymałość połączenia.
Rozróżnia
się następujące metody lutowania miękkiego:
−
za pomocą lutownicy zwykłej, benzynowej, gazowej lub
elektrycznej,
− lutowanie indukcyjne,
−
lutowanie kąpielowe,
− lutowanie piecowe,
−
lutowanie płomieniowe.
Przebieg lutowania miękkiego:
−
mechaniczne oczyszczenie powierzchni lutowanych,
−
chemiczne oczyszczenie powierzchni za pomocą topników,
−
nagrzanie lutownicy i potarcie jej główki o topnik,
−
przeniesienie lutownicą lutu na szew i rozprowadzenie go wzdłuż
szwu.
Rys. 7 Przykłady połączeń lutowanych
Do lutowania twardego stosuje się luty z miedzi
technicznej, mosiądzu, brązu oraz lutów srebrnych, niklu z
dodatkiem manganu. Spoiwa do lutowania twardego ujęte są w PN- EN
1044:2002. Luty twarde wykonywane są w postaci blaszek, taśm,
drutu, wiórów i granulek. Wykonywane połączenia mogą przenosić
znaczne obciążenia. Stosowane są do mocowania płytek z węglików
spiekanych w narzędziach skrawających, do styków urządzeń
elektrycznych. Do lutowania twardego ma najczęściej zastosowanie:
−
lutowanie gazowe,
− lutowanie elektryczne oporowe,
−
lutowanie elektryczne indukcyjne,
− lutowanie
piecowe,
− lutowanie kąpielowe.
Przebieg
procesu lutowania twardego:
− mechaniczne (papierem
ściernym, pilnikiem) i chemiczne (odtłuszczenie lub trawienie)
oczyszczenie przygotowanych powierzchni,
− nałożenie
topnika oraz lutu i złożenie części lutowanych,
−
nagrzanie do temperatury umożliwiającej stopienie lutu,
−
oczyszczenie połączenia i sprawdzenie spoiny.
Połączenia klejone
Klejenie
polega na nierozłącznym połączeniu metali w wyniku wprowadzenia
między przygotowane powierzchnie cienkiej warstwy substancji
klejącej, odznaczającej się dobrą adhezją utrzymującą się po
sklejeniu. Metoda umożliwia łączenie materiałów o różnych
własnościach np. metali z niemetalami. Proces technologiczny
klejenia dzieli się na:
− przygotowanie powierzchni
metalu do klejenia przez ich mechaniczne lub chemiczne
oczyszczenie,
− przygotowanie masy klejącej,
−
dokładne nałożenie warstwy kleju (grubość około 0,1 mm) na
powierzchnię klejoną,
− utwardzenie skleiny w
odpowiedniej temperaturze i przy zachowaniu właściwego nacisku,
−
oczyszczanie sklein.
Klej nakłada się za pomocą
pędzla, natryskowo lub przez zanurzenie. Po podsuszeniu kleju
dociska się do siebie łączone elementy i w odpowiedniej dla danego
kleju temperaturze utwardza masę klejową. Po utwardzeniu oczyszcza
się miejsce połączenia z wycieków powstałych z nadmiaru kleju za
pomocą rozpuszczalników lub mechanicznie. Rozróżnia siękleje
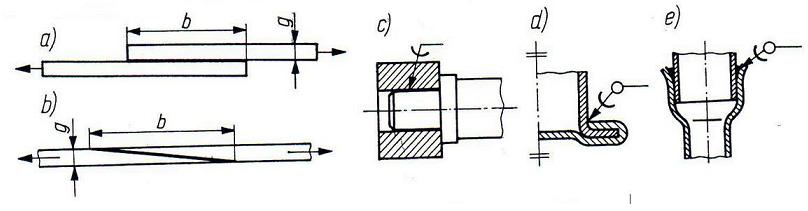
epoksydowe, fenolowe, kauczukowe, winylowe. Przykłady połączeń
klejonych przedstawiono na rys. 8. Wśród połączeń zakładkowych
pokazano skleiny najkorzystniejsze wytrzymałościowo (rys. 8a, b, e,
f). Połączenia klejone czołowo nie powinny być stosowane, jeżeli
jednak jest to konieczne, wówczas należy dążyć, aby skleina
pracowała na ściskanie (rys.8c) lub też zwiększyć przekrój
skleiny np. przez zawinięcie brzegu blachy (rys. 8d).
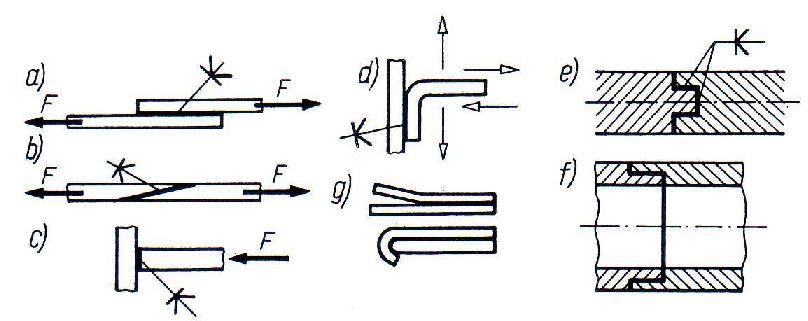
Rys.8 Przykłady połączeń klejonych
Źródło: Rutkowski A.: Części Maszyn. WSiP, Warszawa 1996
Połączenia klejone charakteryzują się małą odpornością
na odrywanie, dlatego powinny być projektowane w taki sposób, aby
skleina była ścinana lub ściskana, a nie rozciągana i odrywana
(rys. 8g).
Wyszukiwarka
Podobne podstrony:
polaczenia nierozlaczne spawane
polaczenia nierozlaczne oznaczanie rys 01
SCIAGA pkm polaczenia nierozlaczne, PKM egzamin kolosy ( łukasik, Salwiński )
materiały egzamin, 15.Połączenia nierozłączne, Połączenia nierozłączne w połączeniu takim elementy s
polaczenia nierozlaczne oznaczanie rys 02
Polaczenia nierozlaczne id 3640 Nieznany
polaczenia nierozlaczne sklejane wciskowe
polaczenia nierozlaczne zgrzewane lutowane
polaczenia nierozlaczne nitowe
Wykład 6 Polaczenia nierozlaczne nitowe
Połączenia nierozłączne
polaczenia nierozlaczne oznaczanie rys 01
05 Wykonywanie połączeń rozłącznych i nierozłącznych
,pytania na obronę inż,Nierozłączne i rozłączne połączenia elementów mechanicznych