WYTŁACZANIE Narysowad schemat wytłaczania. Co to
współczynnik wytłaczania
. Jakie są
wady
w
wytłoczkach? Budowa: dociskacz, blacha, stempel, matryca. Opis procesu: Z płaskiego wykroju blachy
otrzymuje się wyrób (wytłoczkę) o powierzchni nierozwijalnej. Rozróżniamy wytłaczanie: - sztywnymi
narzędziami |- za pomocą elastycznej matrycy (np. hydromechaniczne) |- za pomocą elastycznego stempla |-
wybuchowe (bardzo duże wytłoczki w produkcji jednostkowej) | - elektromagnetyczne Wsp.wytłaczania: Aby
zmniejszyd liczbę operacji wytłaczania staramy się otrzymad miseczkę o stosunkowo dużej wysokości i o małej
średnicy denka. Operację wytłaczania miseczki określa stosunek średnicy miseczki d do średnicy krążka D.: m
1
=
d
1
/D >= m
gr
– jeżeli nie uda się tego spełnid to należy stosowad dodatkowe operacje przetłaczania; wady:
pękanie obwodowe ścianki i fałdowanie kołnierza. Narysowad schemat przetłaczania. Co to jest
współczynnik
przetłaczania
m?
kiedy
stosuje się
przetłaczanie
? Jakie mogą byd
wady
wytłoczki? Wsp. przetłaczania to
stosunek średnicy wytłoczki do średnicy materiału wyjściowego m=d1/D a powinien byd mniejszy od wart.
granicznej, która zależy od tzw. względnej grubości ścianki. S=g/D*100%. Można go zmniejszyd przez
wykonanie możliwie dużych promieni zaokrąglenia krawędzi stempla i krawędzi płyty tnącej, zmniejszenie
oporów tarcia między blachą a powierzchnią matrycy oraz zwiększenie tarcia między stemplem a blachą
kształtową.Przetłaczanie stosuje się jeżeli w operacji wytłaczania ze względu na wartośd m ( wsp. wytłaczania)
nie można uzyskad wytłoczki o żądanej wysokości. Wady: a) Obwodowe rozdzielenie ścianki, b) fałdowanie
ścianki- zbyt mały docisk, c) wzdłużne pękanie ścianki P
max
< P
zryw
– nadmierne umocnienie materiału.
Rola
dociskacza
i
warunek
stosowania
Zapobiega fałdowaniu krawędzi wytłoczki, warunek:
𝑔
𝐷
100 ≤ 5(1 − 𝑚
𝑙
) g –
grubośd blachy, D – średnica krążka, 𝑚
𝑙
– współczynnik wytłaczania
Różnica
między wytłaczaniem,
przetłaczaniem, wyciąganiem ścianki wytłoczki Wytłaczanie: g=const., wstępne h, d podobne do krążka,
przetłaczanie: g=const., h wzrasta, d maleje, Wyciąganie: g ścianki – maleje, g denka =const., d=const., h –
rośnie. Wzory na
promienie
naroża
𝑅 = 𝑟
𝑛
(𝑟
𝑛
+ 2) | 𝐻 = + 𝑟
𝑑
(𝜋 − 1)boki prostokąta: 2H+a-2rn, 2h+b-
2rn
WALCOWANIE Narysowad schemat walcowania
wzdłużnego
.
Przykłady
wyrobów. Walcowanie wzdłużne
polega na odkształcaniu materiału za pomocą nacisku wywieranego najczęściej przez dwa obracające się walce.
Charakteryzuje się ono tym że osie wałów są prostopadłe do osi przedmiotu. Oba walce są napędzane i
obracają się w przeciwnych kierunkach. Walcowanie powoduje zmiany wymiarów walcowanego materiału
(powoduje głównie wydłużenie przy jednoczesnej zmianie grubości materiału).
Zjawisko wyprzedzenia
–
charakteryzuje je większa prędkośd wypływania materiału spod walców niż pozioma składowa obwodowej
prędkości walców. Przyczyną tego zjawiska jest zgniatanie materiału pod walcami i jednoczesne powiększanie
długości walcowanego materiału.
Zjawisko opóźnienia
– ma miejsce wtedy gdy materiał „oczekujący” na
przewalcowanie przesuwa się w kierunku walcowania wolniej niż pozioma składowa obwodowej prędkości
walców. Aby proces walcowania mógł zajśd musi zajśd
warunek
T*cosα>N*sinα. Kąt α jest to kąt pomiędzy
promieniem przechodzącym przez punkt styku materiału z walcem a prostą łączącą środki obu walców (kąt ten
jest określany
kątem chwytu
) | Gdy tangens kąta chwytu jest mniejszy od współczynnika tarcia f wówczas
materiał zostanie chwycony przez walce, gdy
warunek
f>tgα nie zostanie spełniony wówczas materiał nie
będzie chwycony przez walce.
Tarcie
jest odpowiedzialne za ruch posuwisty materiału w kierunku obrotu
walca. Wady:- sierpowatośd,- anizotropia właściwości mechanicznych,- postrzępione krawędzie,- poszerzenie
koocówek. Przykłady: -blachy, -taśmy i folie, -rury druty, -pręty i kształtowniki, -służy zawsze do produkcji
półwyrobów hutniczych. Narysowad i opisad schemat walcowania
poprzecznego
i
przykłady
wyrobów.
Walcowanie poprzeczne jest to sposób walcowania, w którym materiał wykonuje ruch obrotowy w skutek
ściskania go obracającymi się walcami albo tarczami albo obtaczającymi segmentami lub szczękami płaskimi
przemieszczającymi się w przeciwnych kierunkach. Ruch materiału jest równoległy do osi obracających się
elementów. Zastosowanie: rury, pręty, gwinty, ślimaki, kół zębatych o zębach prostych i skośnych. Sposoby: -
kształtowanie za pomocą walców o osiach równoległych, - kształtowanie za pomocą walców o osiach
zwichrowanych, - kształtowanie za pomocą szczęk płaskich, - walcowanie przedmiotu między obracającą się
rolką, a wewnętrzną powierzchnią nieruchomej szczęki, Wyprowadzenie
kąta
chwytu
walcarki
𝟐
𝑇𝑐𝑜𝑠𝛼 ≥
𝟐
𝑁𝑠𝑖𝑛𝛼 / 𝑓𝑁𝑐𝑜𝑠𝛼 ≥ 𝑁𝑠𝑖𝑛𝛼 / 𝑓𝑐𝑜𝑠𝛼 ≥ 𝑠𝑖𝑛𝛼 / 𝑓 ≥ 𝑡𝑔𝛼 / 𝜌 ≥ 𝛼. Wady walcowania
i
Wyroby walcowane,
rodzaje walcarek i walcowania na gorąco, na zimno, rur, profili, blach, ciągnące, wyginające, prostujące,
chłodzące. walcarki duo, trio, kwarto, 6-walcowe, 12-walcowe, 20-walcowe, pionowe, poziome, skośne,
uniwersalne, Wyroby: pręty , ( płaskie, półokrągłe , okrągłe , kwadratowe, sześciokątne), - blachy, -
kształtowniki, ( kątowniki, ceowniki , teowniki , dwuteowniki, zetowniki , szyny) - rury ( ze szwem , lub bez
szwu) Wady: sierpowatośd i zaokrąglenia na początku i na koocu Wyprowadź warunek na
chwyt pasma
walcami
+ wzór f > tga / r=a gdzie f - współczynnik tarcia, a - kąt chwytu, r - kąt tarcia. Aby nastąpił chwyt
pasma, kąt tarcia powinien byd większy od kąta chwytu. Jeżeli tangens kąta chwytu będzie większy od
współczynnika tarcia występującego na powierzchni zetknięcia walca i pasma, to proces walcowania okaże się
niemożliwy. W takich przypadkach należy zmniejszyd wartośd gniotu lub zwiększyd współczynnik tarcia
f. Zwiększenie współczynnika tarcia można osiągnąd wykonując na walcach nacięcia, radełkowania
(moletowania) lub napawania. Jest to jednak dopuszczalne tylko przy walcowaniu wlewków i kęsów, natomiast
niedopuszczalne przy walcowaniu gotowych kształtowników
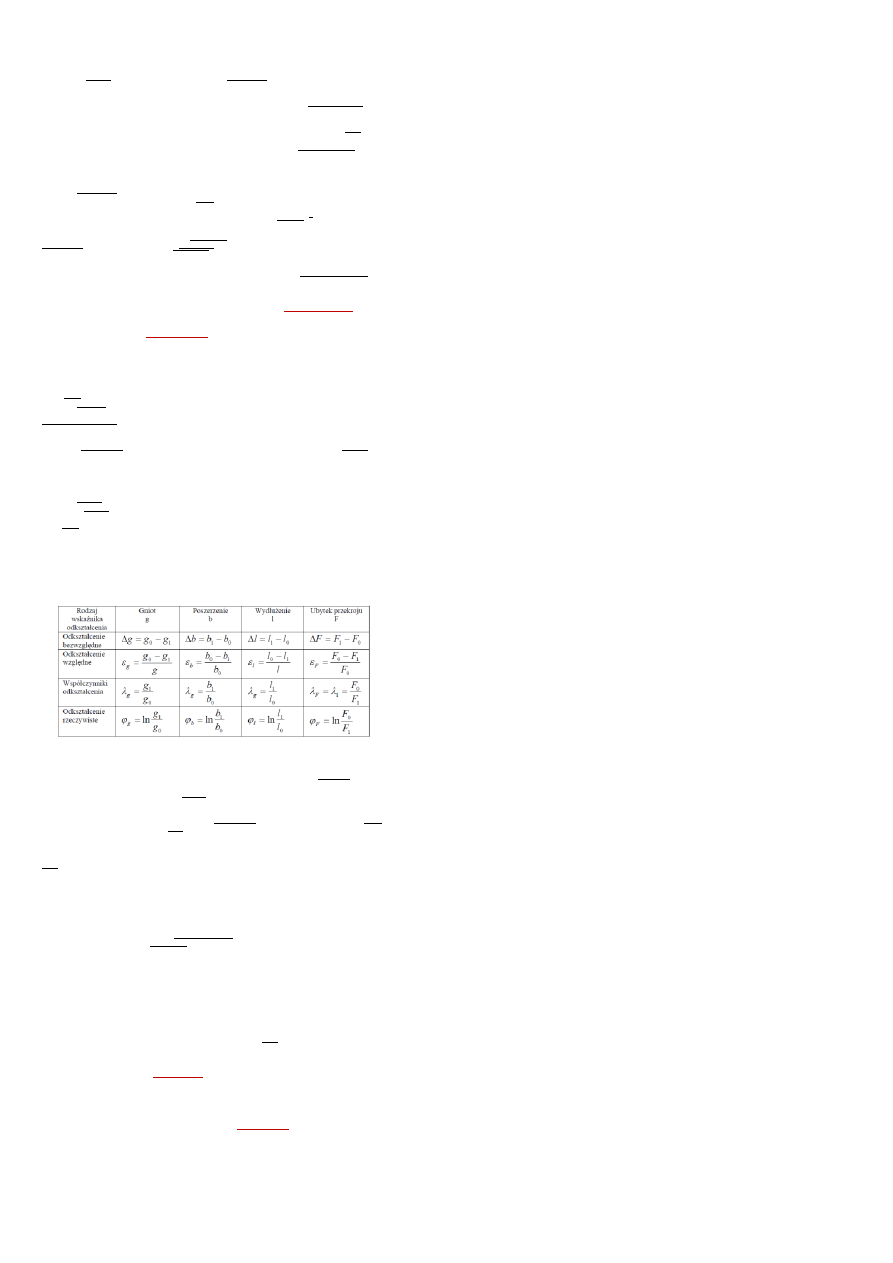
Odkształcenia
w procesie walcowania (wymienic,
podac wzory)
CIĘCIE ciecie dokladne luz poniżej 10% wielkośd luzu w cięciu i luz optymalny luz optymalny 10%, luz normalny
5-25% cięcie- 11
rodzaje
,
fazy
, przyrządy,
wady
,
wzór
na sile,
wyroby
: Cięcie jest procesem kształtowania
przedmiotów, polegającym na oddzielaniu jednej części materiału od drugiej. Takiemu oddzielaniu towarzyszą
znaczne odkształcenia plastyczne, które doprowadzają do naruszenia spójności materiału. Fazy cięcia:
odkształceo sprężystych, odkształceo sprężysto – plastycznych, plastycznego płynięcia, pękania, całkowitego
oddzielenia wyciętego przedmiotu od blachy. Rodzaje: cięcie nożycami: krążkowe(o osiach równoległych, z
pochylonym dolnym krążkiem, z pochylonymi krążkami), wielokrążkowe, gilotynowe, skokowe, | cięcie na
prasach, czyli wykrawanie. (wycinanie, odcinanie, przycinanie, dziurkowanie, nadcinanie, okrawanie,
wygładzanie, rozcinanie) | cięcie gumą. | Cięcie nożowe Zastosowanie: cięcie blach, okrawanie odkuwek, Wzór:
𝑃 = 𝐾𝐿𝑔𝑅
𝑡
𝑃 = 𝐾𝜋𝑑𝑔𝑅
𝑡
𝑘𝑟ąż𝑒𝑘 , 𝑃 =
𝜆𝑔
2
𝑅
𝑡
𝑡𝑔𝜙
(𝑔𝑖𝑙𝑜𝑡𝑦𝑛𝑎) gdzie: R
t
- wytrzymałośd materiału na ścinanie, L -
długośd linii cięcia, (d – średnica krążka, 𝜆 – współczynnik wypełnienia wykresu, 𝜙 − 𝑘ą𝑡 𝑔𝑖𝑙𝑜𝑡𝑦𝑛𝑦) g - grubośd
materiału, K - współczynnik uwzględniający występowanie gięcia przy cięciu, stępienie noży itp. K = 1,3 - 1,7
Fazy: 1) Faza odkształceo sprężystych – siły wywierane na blachę przez krawędzie tnące stempla i płyty tnącej
powodują powstanie momentu zginającego, który powoduje wstępne wybrzuszenie blachy 2) Faza odkształceo
sprężysto – plastycznych – gdy naprężenie tnące osiągną dostateczną wartośd rozpoczyna się ta faza. 3) Faza
plastycznego płynięcia – charakteryzuje się płynięciem metalu w otoczeniu powierzchni rozdzielenia. 4) Faza
pękania – w miarę umacniania materiału wzrasta również naprężenie tnące. W pewnym momencie naprężenia
te osiągną wartośd krytyczną, naruszona zostaje spójnośd – pękanie. 5) Faza całkowitego oddzielenia wyciętego
przedmiotu od blachy – aby osiągnąd całkowite oddzielenie materiału – który mimo pęknięcia na skutek
zazębiania się nierówności – należy odkształcid bądź ściąd występy na powierzchni pęknięcia, co wymaga
wywarcia przez stempel pewnego nacisku. Przykłady wyrobów: detale dekoracyjne, detale kształtowe, arkusze
blachy, krążki pod wytłaczanie, itp. Wady cięcia: Należy tak dobrad grubośd warstwy skrawanej, aby wiór był
jednolity. Wiór postrzępiony przykleja się do czoła stempla, przedostaje się pod ciętą blachę i pozostawia
wgniecenia. By powierzchnie cięte były gładkie należy stosowad dokrawanie.
TŁOCZENIE
Przykłady
elementów tł.Karoseria, elementy silnika
Różnica
między tłoczeniem miseczki
cylindrycznej
a
prostokątnej
Tłoczone jest tylko dno a boki są zaginane oraz różnica wsadu. Tłoczenie miseczki
prostokątnej jest procesem podobnym do tłoczenia miseczki cylindrycznej, ale przebiega nieco inaczej. Naroża
miseczki prostokątnej po złożeniu tworzą miseczkę cylindryczną i podczas projektowania naroży należy przyjąd
takie założenie. Naroża projektujemy tak, jak byśmy projektowali wytłoczkę cylindryczną. Ścianki boczne
miseczki prostokątnej są jedynie zaginane, więc nie uwzględniamy tu żadnych odkształceo (np. pocienienia,
wydłużenia). Jednak częśd materiału z naroży płynie w kierunku ścianek bocznych, co ułatwia kształtowanie
miseczki i zmniejsza naprężenia w niej występujące.
KUCIE Narysowad i opisad schemat kucia swobodnego i matrycowego. Kucie - proces technologiczny, rodzaj
obróbki plastycznej, polegający na odkształcaniu materiału za pomocą uderzeo lub nacisku narzędzi. Narzędzia
- czyli matryce lub bijaki umieszczane są na częściach ruchomych narzędzi. W procesie tym nadaje się kutemu
materiałowi odpowiedni kształt, strukturę i własności mechaniczne. Materiałem wsadowym jest przedkuwka,
natomiast produktem jest odkuwka
Kucie swobodne
polega na kształtowaniu metalu poprzez wywieranie
nacisku narzędziami powodującymi jego płynięcie w kilku dowolnych kierunkach. Kucie swobodne stosuje się
przy niedużych seriach lub przy wykonywaniu odkuwek ciężkich. Metodą tą można wykonywad odkuwki o
dowolnej masie. Przy produkcji jednostkowej, gdzie wykonywanie matryc jest nieopłacalne; przy wykonywaniu
odkuwek, których masa i wymiary przekraczają możliwości produkcyjne najcięższych dysponowanych zespołów
matrycowych; Kucie na
gorąco
- najczęściej spotykana technologia, kucie na
zimno
- tylko te metale, dla których
granica plastyczności jest mała (np. aluminium), kucie na
ciepło Kucie matrycowe
- polega na kształtowaniu
wyrobu w matrycy. Dolna częśd matrycy spoczywa na nieruchomej części młota mechanicznego, zwanej
szabotą. Górna częśd matrycy, umocowana w ruchomej części młota, zwanej bijakiem może podnosid się ku
górze. Jeżeli w czasie pracy młota zostanie w obszarze wykroju dolnej części matrycy umieszczony nagrzany
materiał, to uderzenie górnej części matrycy spowoduje wypełnienie wykroju matrycy materiałem. Powstaje
wówczas produkt zwany odkuwka. Kucie matrycowe ma zastosowanie do wyrobu odkuwek o ciężarze
nieprzekraczającym kilkuset kilogramów. Zaletami procesu kucia matrycowego są: niewielki czas wykonania
wyrobu, możliwośd produkowania odkuwek o skomplikowanych kształtach, możliwośd zatrudnienia w produkcji
pracowników przyuczonych oraz małe straty materiału wskutek stosowania małych naddatków na obróbkę.
Rodzaje
kucia i 10
przykładów
wyrobów kutych. Na zimno, ciepło, gorąco, swobodne, półswobodne,
matrycowe.
Odkuwka
jest produktem koocowym uzyskanym procesie plastycznego kształtowania metali. W
zależności od rodzaju technologii obróbki plastycznej, odkuwka może byd: matrycowa lub swobodna.
Przedkuwka
– materiał wyjściowy do procesu kucia, może byd wstępnie uformowany dla poprawnego
wykonania procesu i zmniejszenia ilości strat na wypływkę Wyroby: wały korbowe, dźwignie, haki, korbowody,
elementy zawieszenia, piasty, klucze do odkręcania, bramy, barierki, furtki, balustrady, poręcze, ogrodzenia,
klamki, wieszaki na kwiaty, świeczniki, meble ogrodowe
młoty
spadowy, spadowy-linowy, linowy, parowo-
powietrzne, hydrauliczne, mechaniczny, mechaniczny sprężynowy, resorowy Funkcje wypływki i definicja.
Wypływka tworzy się dookoła odkuwki – jest to zamknięty pierścieo, który przeciwstawia się wypływaniu
metalu z wykroju na zewnątrz. Wypływka wciskając się pomiędzy górną a dolną matryce stanowi
zabezpieczenie przed uderzaniem jednej matrycy w drugą (amortyzacja). Zabezpiecza przed niedokuciem i
podczas kucia na gorąco odprowadza ciepło.
PRASY
2 sposoby
montażu
czopa
montażowego. Połączenie gwintowe i w kształcie stożka który wkładamy w połówkę
płyty głównej i do dołożeniu drugiej połówki skręcamy.
Wykres
nacisków dopuszczalnych wskazuje przebieg
nacisku w zależności od drogi suwaka. (krzywe nacisku w zależności od odległości suwaka od dolnego
zwrotnego położenia dla odpowiednich nastawionych wielkości skoku). 2 sposoby ustawienia
odległości
suwaka
od
stołu
prasy hydraulicznej Kręcenie (kluczem lub urządzeniem zapadkowym) łącznika kulistego w
prasie albo przez regulacje wysokości stołu prasy 2 sposoby ustawiania
skoku
pomiędzy
elementami
wykrawanymi podajnik, albo przez taki ząbek w wykrojniku Sterowania Ręczne, nożne, elektryczne,
elektropneumatyczne. Prasa mimośrodowa i rodzaje korpusów. Prasą mimośrodową nazywa się prasę mającą
możliwośd zmiany wielkości skoku suwaka za pomocą mimośrodu osadzonego na korbie wału. Prasy
mimośrodowe są z reguły prasami ogólnego przeznaczenia, budowanymi o bardzo różnych naciskach (1-600
ton). Dzielimy je na wysięgowe i ramowe, stałe i przechylne, jednostronnie i dwustronnie łożyskowane, są
jeszcze odlewane i spawane.
Bezpiecznik
ścinowy. W celu zabezpieczenia prasy przed przeciążeniem, w
suwaku pod poduszką korbowodu umieszczony jest bezpiecznik ścinowy połączony z wyłącznikiem. Wyłącznik
ten w przypadku ścięcia bezpiecznika powoduje wyłączenie obwodu sterowania, a tym samym sprzęgła i
zatrzymanie suwaka prasy. Sposoby
zapobiegania
przeciążeniom
w prasie. mechaniczny - bezpiecznik ścinowy,
hydrauliczny - zawór bezpieczeostwa/bezpiecznik ciśnieniowy. Jak się
ustawia
skok
suwaka
w prasie
mimośrodowej. Skok suwaka regulujemy poprzez odpowiednie ustawienie tulei mimośrodowej względem
wału, tzn. odpowiednie jej oddalenie od środka wału. Tuleja mimośrodowa za pomocą połączenia kłowego
związana jest z obsadą mimośrodu, a ta z korbowodem, który powoduje ruch suwaka. Pokręcając nakrętką
dociskową wyzębia się obsadę mimośrodu, następnie przekręcając za pomocą drążka tuleję mimośrodową
względem wału nastawia się żądaną wielkośd skoku. Funkcja
przekładki usztywniającej
oraz
płyty prowadzącej
Przekładka usztywniająca służy do skupienia nacisku tłoka na stemplu bądź też rozłożeniu sił działających na
stemplu na całą powierzchnie tłoka Budowa
wykrojnika
: czop montażowy, płyta górna, przekładka
usztywniająca, płyta stemplowa, płyta prowadząco – zdzierająca, prowadzenie materiału, matryca, płyta dolna
Budowa
tłocznika
Stempel, dociskacz, centrowanie krążka, matryca || czop montażowy, płyta górna, płyta
stemplowa, prowadzenie słupowe, matryca, płyta dolna,
WYCISKANIE Wyciskanie,
wyroby
, schemat z opisem,
rodzaje
8, metody,
właściwości
odkuwki
po wyciskaniu.
Wyróżniamy wyciskanie:- przeciwbieżne, - współbieżne, - złożone, - promieniowe. Wyciskanie jest procesem
tech. Podczas którego metal pod naciskiem stempla związanego z suwakiem prasy, wypływa przez otwór lub
otwory w matrycy albo przez szczelinę pomiędzy narzędziami. Cechą charakterystyczną jest to że pole
przekroju materiału wyjściowego jest większe od pola przekroju materiału wypływającego. Proces wyciskania w
którym stempel wywiera naciska na materiał za pośrednictwem cieczy nazywa się wyciskaniem
hydrostatycznym. Niezależnie od sposobu wyciskania kształtowany materiał zamknięty jest w matrycy i
poddany jest trójosiowemu nierównomiernemu ściskaniu o dużej ujemnej wartości naprężenia średniego
3
2
1
3
1
m
pod wpływem którego ulega on wydłużeniu w jednym kierunku. Taki sposób
odkształcenia sprawia że metale w procesie wyciskania osiągają dużą plastycznośd dlatego z nielicznymi
wyjątkami można je kształtowad bez naruszania ich spójności. Jest to jedna z istotnych zalet wyciskania dzięki
której z dużym powodzeniem się go stosuje. Wyroby: puszki, koszyczek do łożyska, koła zębate, elementy
rozruszników Rodzaje: na zimno, na ciepło, na gorąco, współbieżne, przeciwbieżne, boczne, promieniowe,
poprzeczne, zlożone. Co to recypient. Pojemnik w którym umieszczamy materiał podczas wyciskania.
OCENA WŁAŚCIWOŚCI MATERIAŁU Wymienic 6
rodzajów
tłoczności
blachy USB – blachy na najtrudniejsze
wytłoczki, SSB – blachy na szczególnie trudne wytłoczki, SB – blachy na bardzo trudne wytłoczki, B – bardzo
głęboko tłoczna, G – głęboko tłoczna, T – tłoczna, P – płytko tłoczna. Do czego służą
warunki
plastyczności
,
Opisad warunek plastyczności wg hipotezy
Huberta
i
Treski
. Dają odpowiedź na pytanie, przy jakich
wartościach naprężeo materiał przejdzie ze stanu sprężystego w stan plastyczny. Jeżeli materiał jest poddany
trójosiowemu równomiernemu ściskaniu (nawet ogromnej wartości) to nie prowadzi to do odkształceo
plastycznych, ale nie prowadzi również do utraty spójności, jak to ma miejsce podczas trójosiowego
równomiernego rozciągania. Odkształcenie plastyczne wystąpi tylko wówczas, gdy między wartościami
naprężeo będą dostatecznie duże różnice. Na płaszczyznach pochylonych pod kątem 45
o
[90
o
+ pojawią się
naprężenia styczne o maksymalnych wartościach τ=± (σ
1
+σ
2
)/2. Stwierdzono doświadczalnie, że na tych właśnie
kierunkach powstają pierwsze odkształcenia plastyczne. W metalach i ich stopach o strukturze
zrekrystalizowanej na powierzchni pojawią się tzw. Pasma poślizgu *plastyczności+ (linie Liedersa-Czernowa).
Zapis matematyczny warunku plastyczności. Podczas formułowania warunku plastyczności dla złożonych
stanów naprężeo (gdy jest >1 naprężenie), zachodzi koniecznośd posłużenia się jedną z hipotez. a) Hipoteza
Hubera-Misera
σzast = pierw(2)/2*pierw((σ
1
-σ
2
)
2
+(σ
2
-σ
3
)
2
+(σ
3
-σ
1
)
2
)= σ
p.
Aby materiał przeszedł w stan
plastyczny prawa strona musi równad się lewej. Naprężenie uplastyczniające wyznaczane jest doświadczalnie
dla danego materiału na maszynie wytrzymałościowej. b) hipoteza
Treski
σ
zast
=σ
1
-σ
3
=±σ
p /
σ
zast
=σ
2
-σ
1
=±σ
p /
σ
zast
=σ
3
-σ
2
=±σ
p.
Maksymalna różnica wyników obliczonych z obu zależności wynosi nawet do 15%. Co to jest
naprężenie
uplastyczniające
σp i jak się je wyznacza
wzory
? Naprężenie uplastyczniające – jest to naprężenie
niezbędne do zapoczątkowania makroskopowego odkształcenia plastycznego. Naprężnie uplastyczniające σ
zależy od gęstości dyslokacji. W przypadku małej gęstości, naprężenie uplastyczniające jest duże, ponieważ jest
mało płaszczyzn, w których zachodzi poślizg. Następnie naprężenie zmniejsza się wraz ze wzrostem gęstości
dyslokacji, ale tylko do pewnej granicy. Osiągnąwszy minimalną wartośd przy tzw.
krytycznej
gęstości
dyslokacji
ρkr, jaką ma wyżarzony materiał, naprężenie uplastyczniające ponownie zaczyna wzrastad wraz ze wzrostem
gęstości dyslokacji. Dążenie do uzyskanie dużej wytrzymałości poprzez zmniejszenie gęstości dyslokacji jest
technicznie bardzo trudne. Obecnie udało się uzyskad jedynie kryształy o bardzo małej średnicy, które nie
zawierają dyslokacji – wiskersy – jednakże w momencie pojawienia się w nich dyslokacji następuje gwałtowne
ich rozmnożenie i spadek naprężenia. Pod wpływem działania sił zewnętrznych w ciele powstają siły
wewnętrzne. Iloraz siły wewnętrznej i pola przekroju, na które ta siła działa nazywamy naprężeniem
2
mm
N
A
P
A
P
śr
A- pole pow. P- siła. Czyli naprężenie uplastyczniające jest minimalną siłą, która powoduje uplastycznienie
materiału w danym przekroju. Na jakiej zasadzie określamy
temperatury
obróbki na
zimno
, obróbki na
ciepło
i obróbki na
gorąco
Na gorąco: (0,6-0,9) T mała dokładnośd, Na ciepło: (0,4-0,6)T średnia dokładnośd, Na
zimno: poniżej 0,4 duża dokładnośd Różnica między
A
a
A
11,3
. Zamiast dla próbki pięciokrotnej 5,65 pierw S
0
to dla próbki dziesięciokrotnej 11,3 Co to jest i kiedy stosuję się próbę Erichsena Badanie tłoczności – próba
Erichsena Metoda Erichsena jest to próba tłoczności wykonana na przyrządzie Erichsena. Ma ona na celu
określenie przydatności do tłoczenia na zimno cienkich blach i taśm metalowych o grubości nie przekraczającej
2 milimetrów. Polega ona na powolnym wtłaczaniu kulisto zakooczonego tłocznika w próbkę blachy dosuniętą
do matrycy, aż do momentu pojawienia się na wgłębieniu pierwszego pęknięcia. Miarą próby jest głębokośd
wytworzonego wgłębienia mierzona w milimetrach.
Szybkośd
tłoczenia – 5-20 mm/min,
siła
docisku próbki –
10kN lub jedno silne szarpnięcie, gdy nie ma siłomierza. Czego można się dowiedzied z próby Erichsena:
tłocznośd, ziarnistośd, jednorodnośd. Statyczna
próba
rozciągania
. W statycznej próbie rozciągania rozciąga się
odpowiednio wykonany pręt o przekroju okrągłym wykorzystując urządzenie zwane zrywarką. W czasie próby
rejestruje się zależnośd przyrostu długości próbki od wielkości siły rozciągającej oraz rejestruje się granicę
sprężystości, przewężenie próbki i siłę zrywającą próbkę. Naprężenia w próbce oblicza się dzieląc siłę
rozciągającą przez pole przekroju poprzecznego próbki (uwzględniając przewężenie lub nie uwzględniając go).
Przed wykonaniem próby próbkę należy osmalid i nanieśd na nią skalę przy użyciu skalarki. Nie można nacinad
skali, ponieważ spowodowałoby to powstanie karbu, więc wynik próby byłby nieprawidłowy. Jakie
parametry
można odczytad z
krzywej
rozciągania
. Dolna/górna granica plastyczności, wytrzymałośd na rozciąganie,
granica wytrzymałości (zerwania), wydłużenie, przewężenie
Wytrzymałośd na rozciąganie
R
m
jest to naprężenie
odpowiadające największej sile F
m
, uzyskanej w czasie próby rozciągania, odniesionej do przekroju
początkowego próbki A
0
. Określa się ją wzorem: 𝑅
𝑚
=
𝐹
𝑚
𝑆
Wyraźna granica plastyczności
R
e
jest to naprężenie,
po osiągnięciu którego następuje wyraźny wzrost wydłużenia rozciąganej próbki bez wzrostu lub nawet przy
spadku obciążenia. Określana jest wzorem: 𝑅
𝑒
=
𝐹
𝑒
𝑆
0
gdzie: F
e
- siła obciążając odpowiadająca wyraźnej granicy
plastyczności. Dzieli się ona na R
eL
– dolna granica plastyczności i R
eH
– górna granica plastyczności. Na wykresie
odkształcenia wartości te znajdują się na odcinku, w którym następuje wahanie wartości odkształcenia,
najniższy punkt w tym obszarze to dolna granica, najwyższy punkt w tym obszarze to górna granica
plastyczności.
Umowna granica plastyczności
R
p0,2
– w przypadku, kiedy z charakterystyki materiału wynika, że
materiał nie posiada wyraźnej granicy plastyczności wówczas wyznaczamy umowną granicę plastyczności:
𝑅
𝑝0,2
=
𝐹
𝑝 0,2
𝑆
0
gdzie: F
p0,2
– siła wyznaczona na krzywej rozciągania przez poprowadzenie prostej równoległej do
początkowego, prostoliniowego odcinka wykresu, przechodzący przez punkt na osi wydłużeo o wartości ΔL =
0,2%.
Przewężenie względne Z
określane jest jako zmniejszenie pola powierzchni przekroju poprzecznego
próbki w miejscu rozerwania odniesione do pola powierzchni przekroju początkowego: 𝑍 =
𝑆
0
−𝑆
𝑢
𝑆
0
∙ 100% gdzie:
A
u
– pole najmniejszego przekroju poprzecznego próbki po rozerwaniu.
Naprężenie
𝜍 =
𝐹
𝑆
0
Odkształcenie
względne
𝜀 =
∆𝑙
𝑙
0
Wyszukiwarka
Podobne podstrony:
sciaga wzm op
Ściąga OP
Ściąga - Fale3, Potencja˙y op˙˙nione:
Ściaga z OP, PIELĘGNIARSTWO ROK 3 LICENCJAT
Ściąga na egzamin op, Notatki na I koło
sciagac op, ZiIP, sem 1
Janusz Pyda OP 5 Nauka Ściągania Masek
JANUSZ PYDA OP Nauka ściągania masek
Prezentacja OP silniki
1 sciaga ppt
metro sciaga id 296943 Nieznany
ŚCIĄGA HYDROLOGIA
AM2(sciaga) kolos1 id 58845 Nieznany
Narodziny nowożytnego świata ściąga
finanse sciaga
więcej podobnych podstron