Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
1
Introduction to Statistical Process Control
The assignable cause
The Control Chart
Statistical basis of the control chart
Control limits, false and true alarms and the
operating characteristic function

Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
2
Managing Variation over Time
• Statistical Process Control often takes the form
of a continuous Hypothesis testing.
• The idea is to detect, as quickly as possible, a
significant departure from the norm.
• A significant change is often attributed to what is
known as an assignable cause.
• An assignable cause is something that can be
discovered and corrected at the machine level.

Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
3
What is the Assignable Cause?
• An "Assignable Cause" relates to relatively strong
changes, outside the random pattern of the process.
• It is "Assignable", i.e. it can be discovered and corrected
at the machine level.
• Although the detection of an assignable cause can be
automated, its identification and correction often requires
intimate understanding of the manufacturing process.
• For example...
– Symptom: significant yield drop.
– Assignable Cause: leaky etcher load lock door seal.
– Symptom: increased e-test rejections
– Assignable Cause: probe card worn out.
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
4
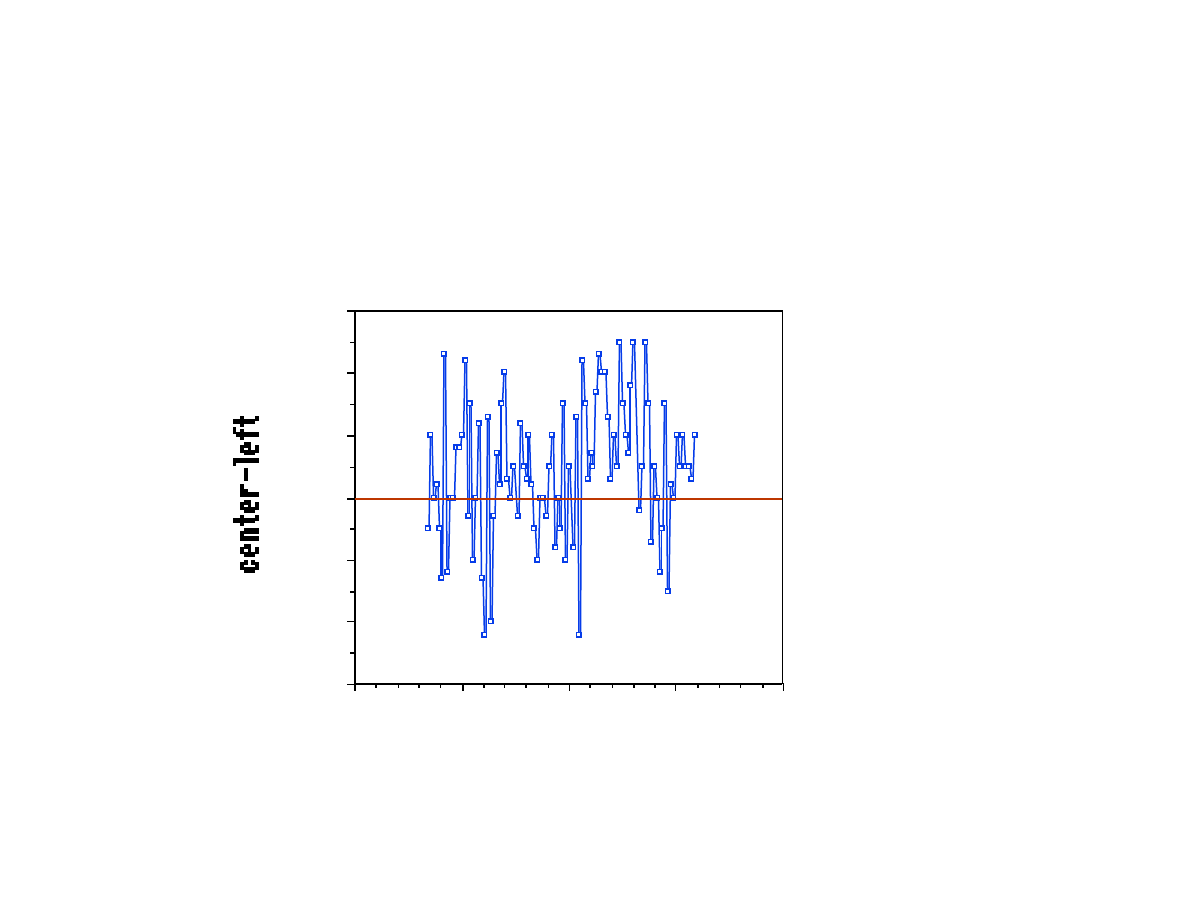
Example:
The pattern is obvious. How can we automate the alarm?
Investigate furnace temp and set up a real-time alarm.
20000
15000
10000
5000
0
-3
-2
-1
0
1
2
3
time

Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
5
The purpose of SPC
A. Detect the presence of an assignable cause fast.
2. Minimize needles adjustment.
• Like Hypothesis testing
– (A) means having low probability of type II error and
– (B) means having low probability of type I error.
• SPC needs a probabilistic model in order to describe the
process in question.
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
6
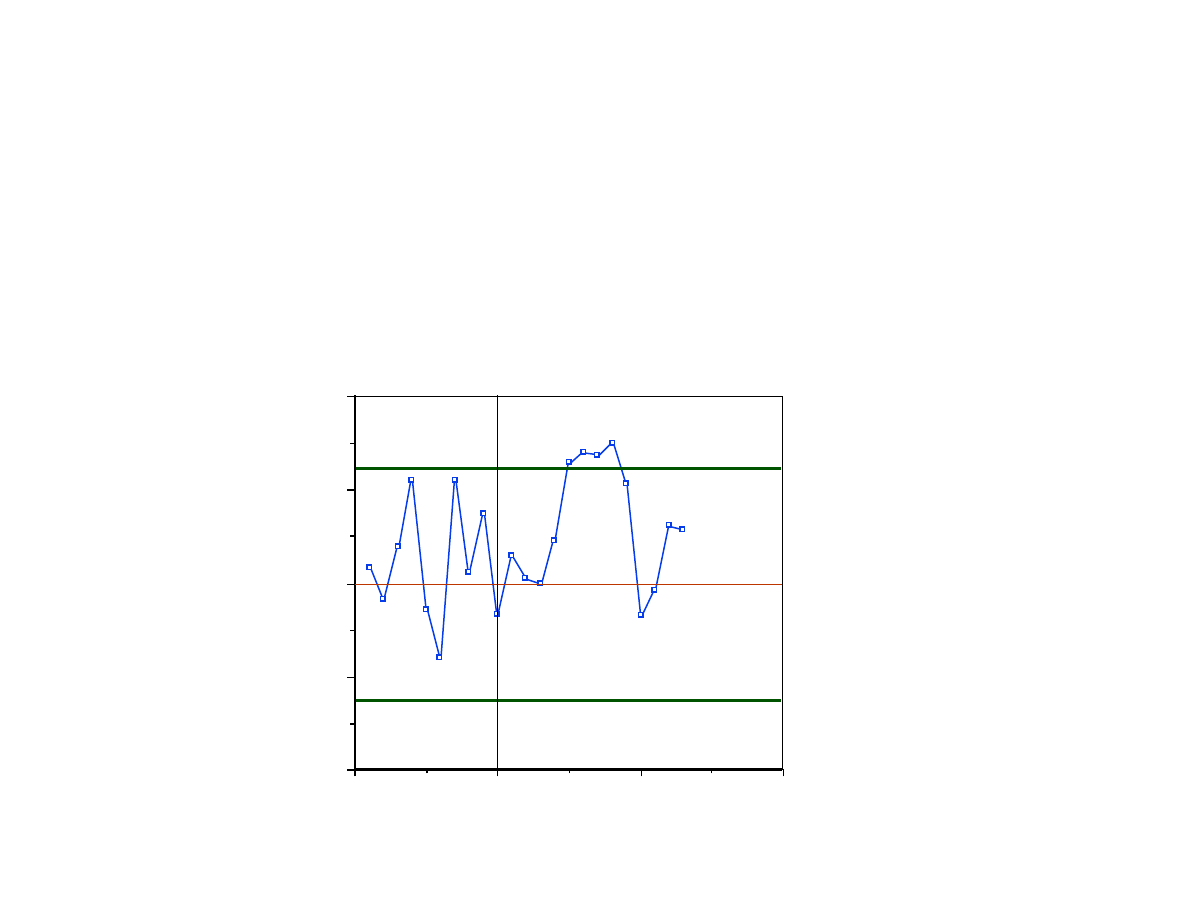
Example: Furnace temp differential (cont.)
Group points and use the average in order to plot a known
(normal) statistic.
Assume that the first 10 groups of 4 are in Statistical
Control. Limits are set for type I error at 0.05.
30
20
10
0
-2
-1
0
1
2
LCL -1.2
UCL 1.2

Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
7
Example (cont.)
• The idea is that the average is normally distributed.
• Its standard deviation is estimated at .6333 from the first
10 groups.
• The true mean (
μ) is assumed to be 0.00 (furnace
temperature in control).
• There is only 5% chance that the average will plot
outside the
μ+/- 1.96 σ limits if the process is in control.
In general:
UCL =
μ + k σ
LCL =
μ - k σ
where
μ and σ relate to the statistic we plot.
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
8
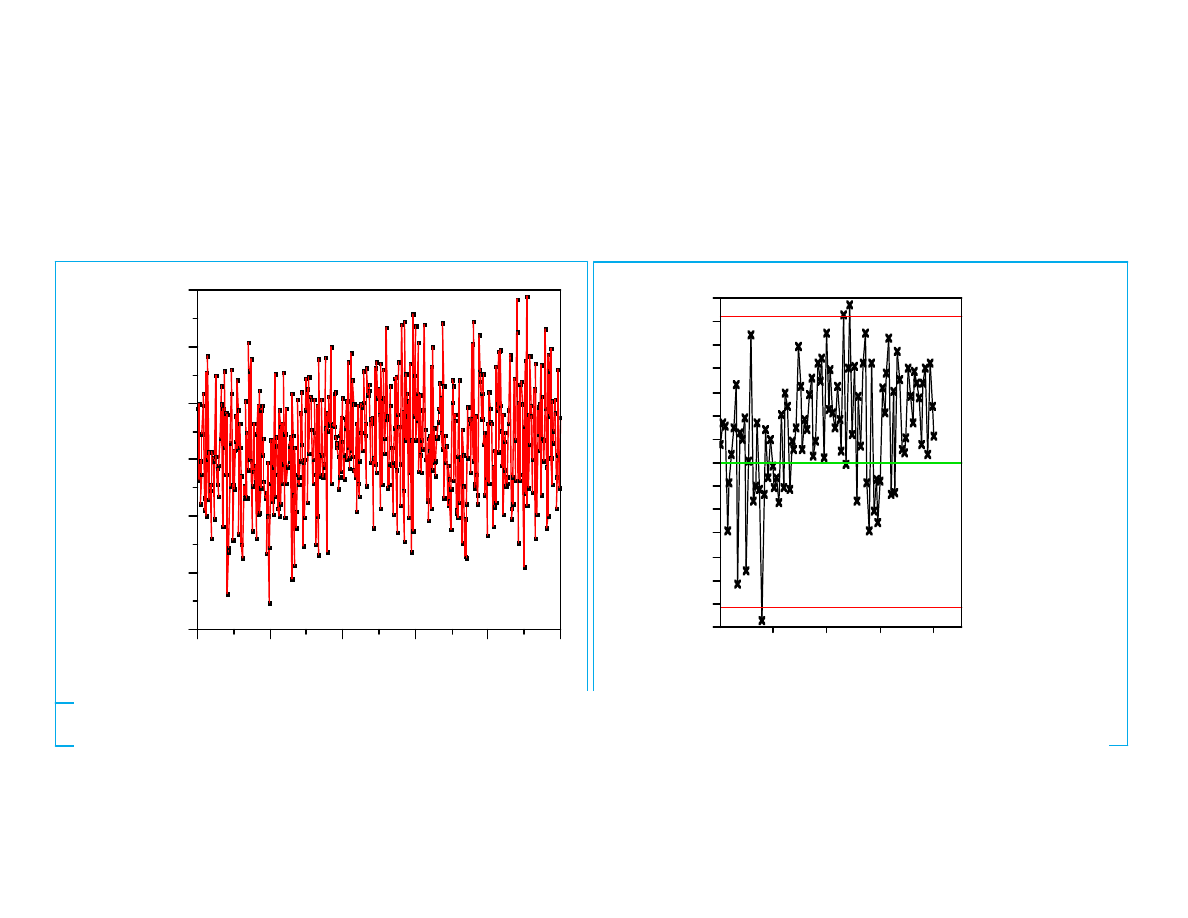
Another Example
Plot
small shift
0.850
0.900
0.950
1.000
1.050
1.100
1.150
0
100
200
300
400
500
small shift
Variable Control Charts
Mean of small shift
0.930
0.950
0.970
0.990
1.010
1.030
1.050
1.070
25
50
75
100
µ0=1.0006
LCL=0.9387
UCL=1.0626
Mean of small shift
Original data
Averaged Data (n=5)
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
9
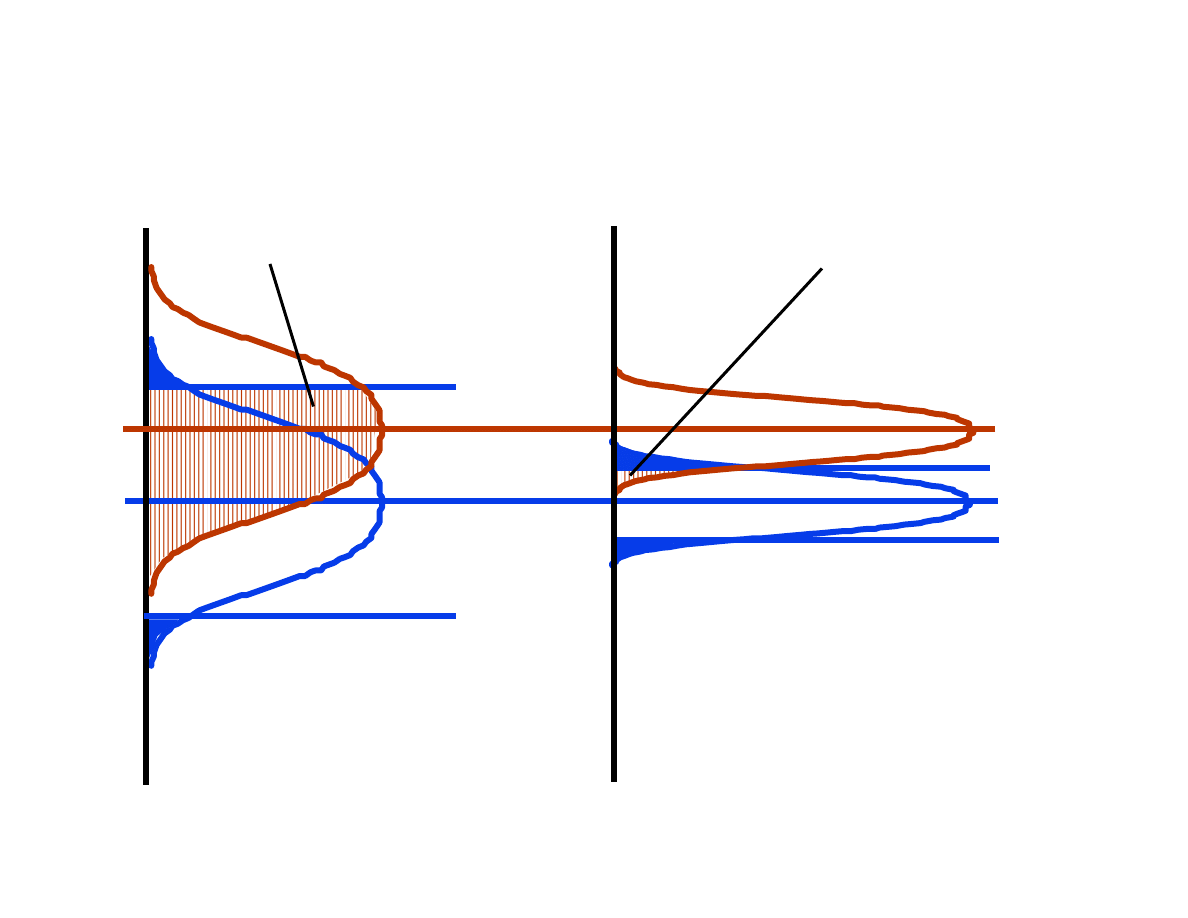
How the Grouping Helps
Small Group Size,
large
β.
Large Group Size,
smaller
β for same α.
Bad
Good

Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
10
Average Run Length
• If the type I error (
α) depends on the original (proper)
parameter distribution and the control limits, ...
• ... the type II error (
β) depends on the position of the
shifted (faulty) distribution with respect to the control
limits.
• The average run length (ARL) of the chart is defined as
the average number of samples between alarms.
• ARL, in general, is 1/
α when the process is good and
1/(1-
β) when the process is bad.
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
11
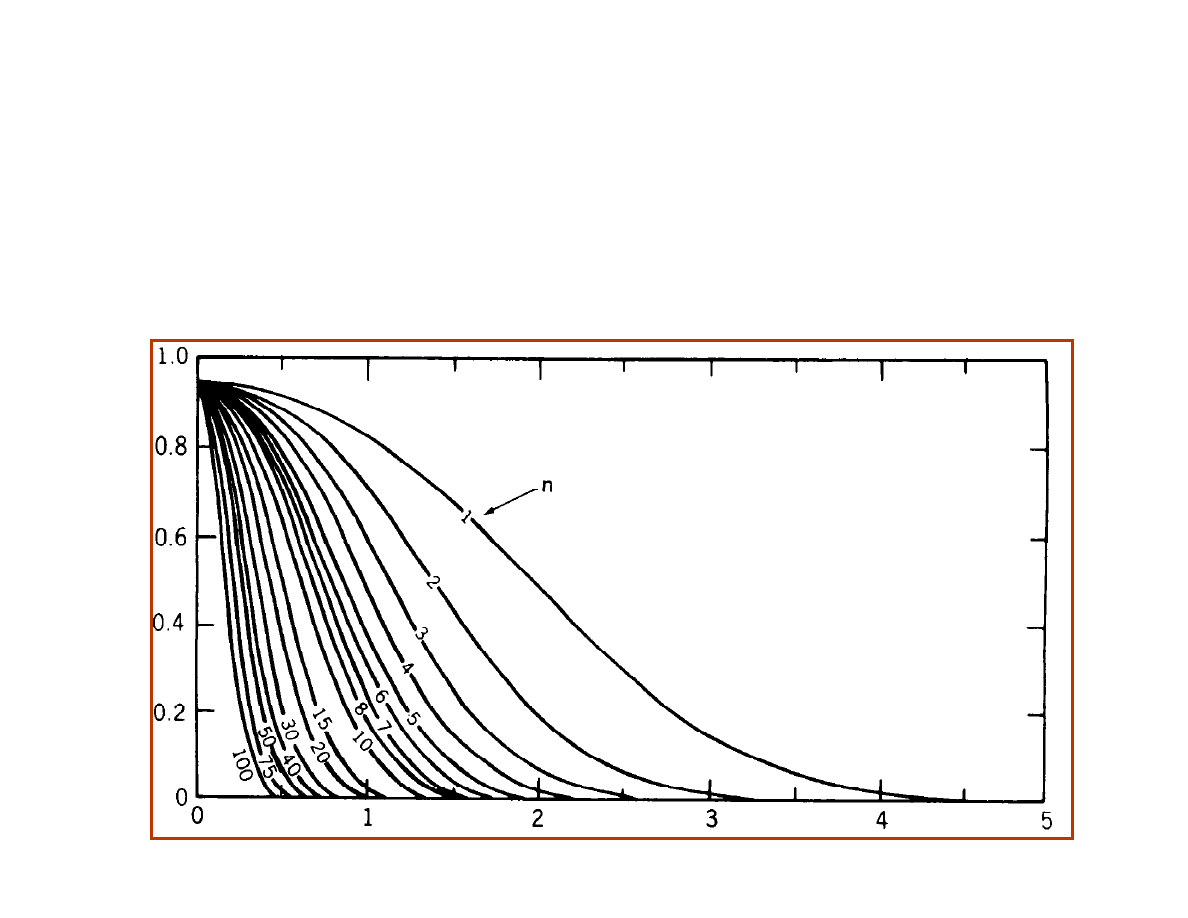
The Operating Characteristic Curve
Fig. 4-5 from Montgomery, pp. 110
These curves are drawn
for
α = 0.05
β
deviation in
#σ
The Operating Characteristic of the chart shows the
probability of missing an alarm vs. the actual process shift.
Its shape depends on the statistic, the subgroup size and
the control limits.
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
12
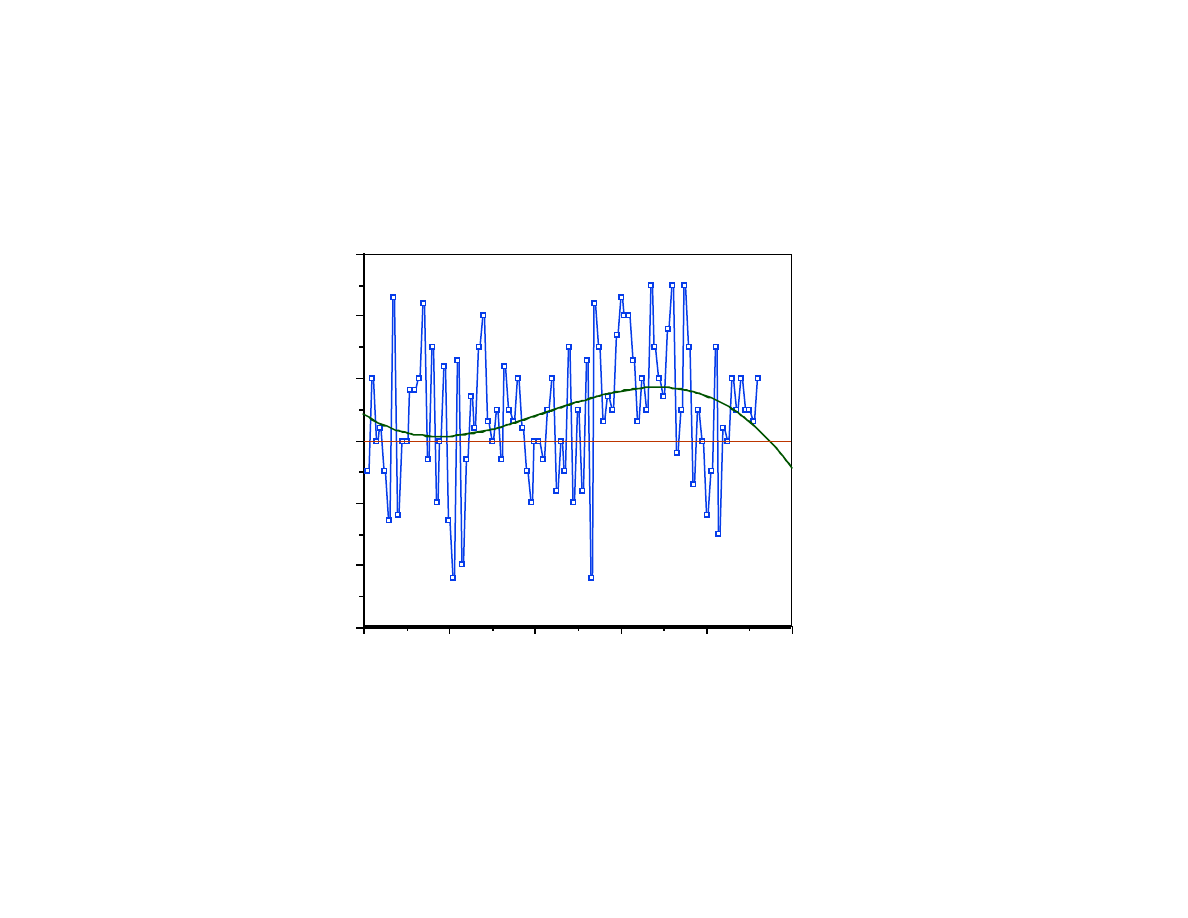
Pattern Analysis
Other rules exist: Western Electric, curve fitting,
Fourier analysis, pattern recognition...
100
80
60
40
20
0
-3
-2
-1
0
1
2
3

Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
13
Example: Photoresist Coating
• During each shift, five wafers are coated with photoresist
and soft-baked. Resist thickness is measured at the
center of each wafer. Is the process in control?
• Questions that can be asked:
a) Is group variance "in control"?
b) Is group average "in control"?
c) Is there any difference between shifts A and B?
• In general, we can group data in many different ways.
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
14
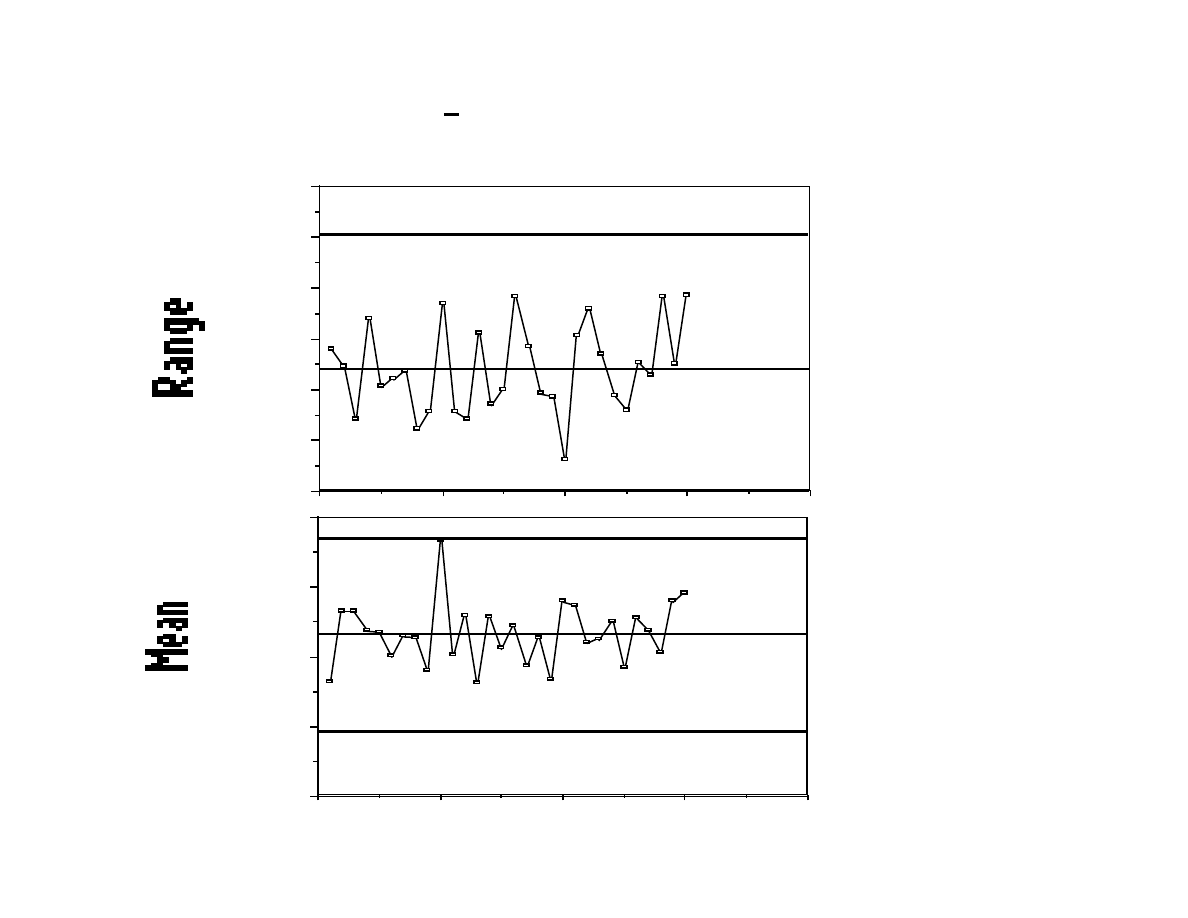
Range and x chart for all wafer groups.
0
100
200
300
400
500
600
LCL 0.0
UCL 507.09
40
30
20
10
0
7600
7700
7800
7900
8000
Wafer Groups
LCL 7694.52
UCL 7971.32
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
15
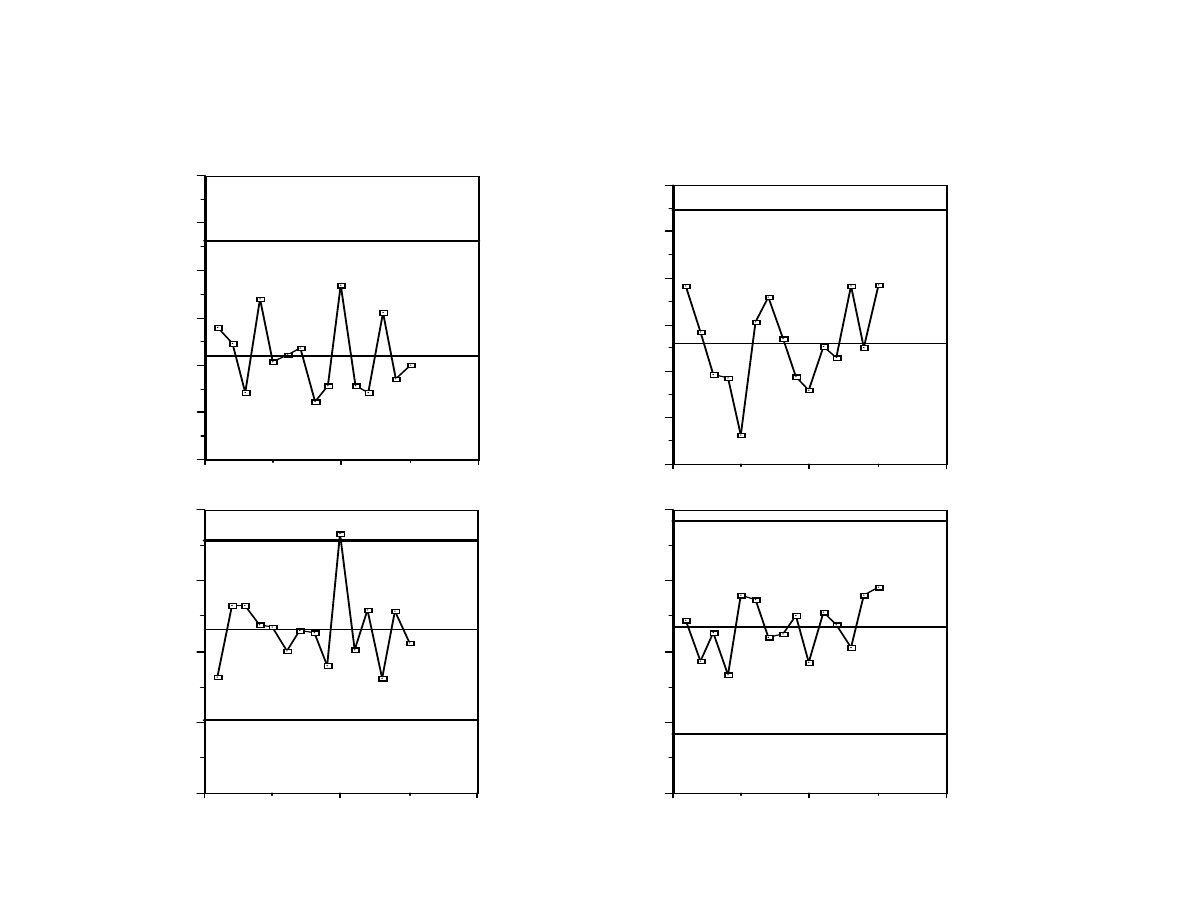
Comparing runs A and B
20
10
0
0
100
200
300
400
500
600
Range, Shift B
260
550
20
10
0
0
100
200
300
400
500
600
Range, Shift A
220
465
20
10
0
7600
7700
7800
7900
8000
Mean, Shift A
7704
7831
7958
20
10
0
7600
7700
7800
7900
8000
Mean, Shift B
7685
7835
7985

Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
16
Why Use a Control Chart?
• Reduce scrap and re-work by the systematic
elimination of assignable causes.
• Prevent unnecessary adjustments.
• Provide diagnostic information from the shape of
the non random patterns.
• Find out what the process can do.
• Provide immediate visual feedback.
• Decide whether a process is production worthy.
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
17
The Control Chart for Controlling Dice Production
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
18
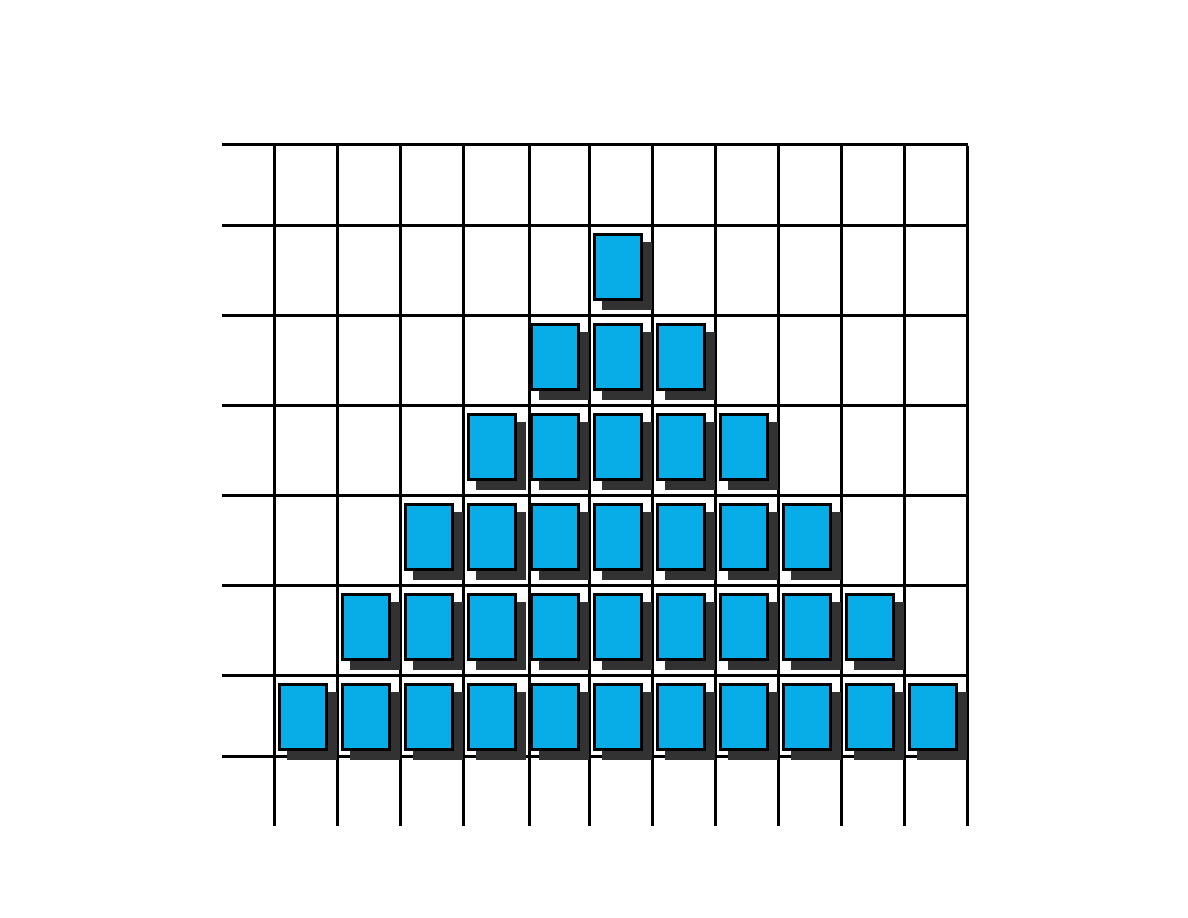
The Reference Distribution
2
3
4
5
6
7
8
9 10 11 12
1
2
3
4
5
6
7
Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
19
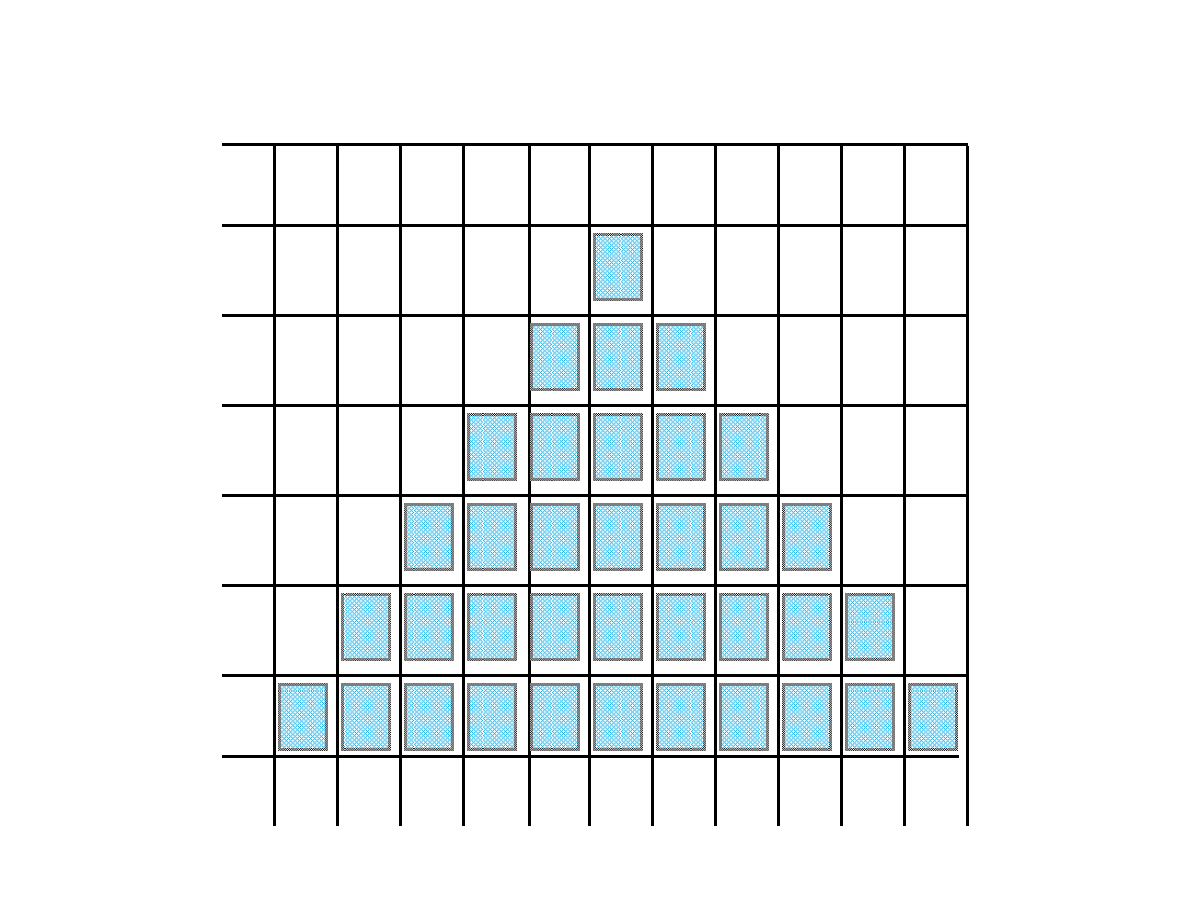
The Actual Histogram
2
3
4
5
6
7
8
9 10 11 12
1
2
3
4
5
6
7

Lecture 10: Introduction to Statistical Process Control
Spanos
EE290H F05
20
In Summary
• To apply SPC we need:
• Something to measure, that relates to
product/process quality.
• Samples from a baseline operation.
• A statistical “model” of the variation of the
process/product.
• Some physical understanding of what the
process/product is doing.
Wyszukiwarka
Podobne podstrony:
10 Intro to lg neuroling LECTURE2014
8 Intro to lg socio1 LECTURE2014
4 Intro to lg morph LECTURE2014
12 Intro to origins of lg LECTURE2014
3 Intro to lg phonol LECTURE201 Nieznany
7 Intro to lg pragm2 LECTURE2014
1 Intro to lg LECTURE2014
5 Intro to lg semant LECTURE201 Nieznany
9 Intro to lg socio2 LECTURE2014
6 Intro to lg pragm1 LECTURE201 Nieznany
2 Intro to lg phon LECTURE2014
Intro to ABAP Chapter 10
8 Intro to lg socio1 LECTURE2014
4 Intro to lg morph LECTURE2014
12 Intro to origins of lg LECTURE2014
więcej podobnych podstron