
1
Fizyczne podstawy technologii materiałowych –
laboratorium
WIMiC, AGH
Ć
wiczenie nr 4
Wytwarzanie kompozytów włóknistych
Zagadnienia do przygotowania:
1. Poj
ę
cia ogólne: kompozyt, model równoległy, reguła mieszanin
2. Minimalny i krytyczny udział obj
ę
to
ś
ciowy włókien
3. Rodzaje stosowanych włókien i metody ich wytwarzania
4. Materiały stosowane na osnowy polimerowe
5. Metody formowania kompozytów włóknistych
Literatura:
1. M. F. Ashby, D.R.H. Jones: Materiały in
ż
ynierskie. Cz. 2. WNT Warszawa 1996
2. K. Konsztowicz: Kompozyty wzmacniane włóknami. Podstawy technologii. Wyd.
AGH Kraków 1986
3. D.
ś
uchowska: Polimery konstrukcyjne. WNT Warszawa 2000
4. I. Gruin: Materiały polimerowe. PWN Warszawa 2003
Cel
ć
wiczenia
Zastosowanie metody kontaktowej do formowania kompozytów wzmacnianych
włóknami ci
ą
głymi oraz wyznaczenie modułu spr
ęż
ysto
ś
ci otrzymanych kompozytów
2
Wprowadzenie
a) Poj
ę
cia podstawowe
Kompozyt to materiał składaj
ą
cy si
ę
z co najmniej dwóch ró
ż
nych faz, którego
wła
ś
ciwo
ś
ci nie s
ą
wypadkow
ą
wła
ś
ciwo
ś
ci poszczególnych faz. Kompozyt składa
si
ę
z osnowy (polimerowej, ceramicznej lub metalicznej) oraz fazy wzmacniaj
ą
cej
(zdyspergowanej), która mo
ż
e mie
ć
posta
ć
włókien, warstw lub cz
ą
steczek. Mówimy
wtedy odpowiednio o kompozytach włóknistych, warstwowych (laminatach) lub
kompozytach cz
ą
steczkowych. Celem wytarzania kompozytów jest otrzymanie
materiałów o polepszonych wła
ś
ciwo
ś
ciach np. mechanicznych, termicznych czy
elektrycznych.
Ostatnio coraz wi
ę
ksze znaczenie zyskuj
ą
tzw. nanokompozyty, czyli materiały,
w których faza wzmacniaj
ą
ca (zdyspergowana) ma rozmiary rz
ę
du kilkunastu –
kilkudziesi
ę
ciu nanometrów (nm = 10
-9
m). Mog
ą
one wykazywa
ć
wła
ś
ciwo
ś
ci
niespotykane w przypadku klasycznych kompozytów i przy znacznie mniejszych
udziałach obj
ę
to
ś
ciowych fazy zdyspergowanej.
Obecnie najbardziej rozpowszechnionym rodzajem kompozytów s
ą
kompozyty
włókniste, składaj
ą
ce si
ę
z osnowy oraz włókien, które oprócz tego,
ż
e mog
ą
by
ć
wykonane z ró
ż
nych materiałów to mog
ą
mie
ć
ró
ż
na posta
ć
: włókien długich, włókien
krótkich, mat, tkanin itp. Zadaniem osnowy jest nadanie kompozytowi zewn
ę
trznego
kształtu, oraz przej
ę
cie obci
ąż
enia i przekazanie go włóknom. Z kolei zadaniem
włókien jest przenoszenie obci
ąż
e
ń
, oraz zwi
ę
kszenie sztywno
ś
ci osnowy i jej
odporno
ś
ci na kruche p
ę
kanie.
Typowymi przykładami takich materiałów s
ą
kompozyty o osnowach polimerowych
wzmacniane głównie włóknami szklanymi, w
ę
glowymi i grafitowymi oraz
aramidowymi (Kevlar). Do wytwarzania tych kompozytów stosowane s
ą
polimery
chemo- i termoutwardzalne takie jak
ż
ywice epoksydowe, nienasycone
ż
ywice
poliestrowe,
ż
ywice fenolowe i
ż
ywice silikonowe oraz polimery termoplastyczne takie
jak polistyren, polipropylen, poliamid czy poliw
ę
glan.
Wzmocnienie polimerów włóknami jest bardzo efektywne, poniewa
ż
ju
ż
przy ich
10% udziale obj
ę
to
ś
ciowym obserwuje si
ę
znaczn
ą
popraw
ę
wła
ś
ciwo
ś
ci
mechanicznych i cieplnych materiału.
b) Wła
ś
ciwo
ś
ci mechaniczne kompozytów wzmacnianych włóknami
- Moduł spr
ęż
ysto
ść
(Younga)
Podstawowa zasada wzmacniania włóknami wykorzystuje wła
ś
ciwo
ś
ci modelu
równoległego tworzywa dwufazowego przy nast
ę
puj
ą
cych zało
ż
eniach:
•
włókna s
ą
jednorodne i ci
ą
głe,
•
s
ą
rozmieszczone równolegle i równomiernie w całej obj
ę
to
ś
ci jednorodnej
osnowy,
•
włókna s
ą
bardzo dobrze zwi
ą
zane z osnow
ą
.
Na podstawie tego modelu mo
ż
na powiedzie
ć
,
ż
e moduł kompozytu włóknistego
rozci
ą
ganego wzdłu
ż
kierunku uło
ż
enia włókien (E
kII
) jest sum
ą
modułu włókna (E
w
)
i modułu osnowy (E
o
) zgodnie z równaniem (prawo mieszanin):
3
E
kII
= V
w
E
W
+ (1 - V
w
)E
o
(1)
gdzie: V
w
– udział obj
ę
to
ś
ciowy włókien
Z kolei moduł tego materiału rozci
ą
ganego w kierunku poprzecznym (E
K
⊥
) uło
ż
enia
włókien jest opisywany przy pomocy modelu szeregowego:
o
W
W
W
K
E
V
1
E
V
E
1
−
+
=
⊥
(2)
Warto
ś
ci modułu poprzecznego s
ą
du
ż
o ni
ż
sze ni
ż
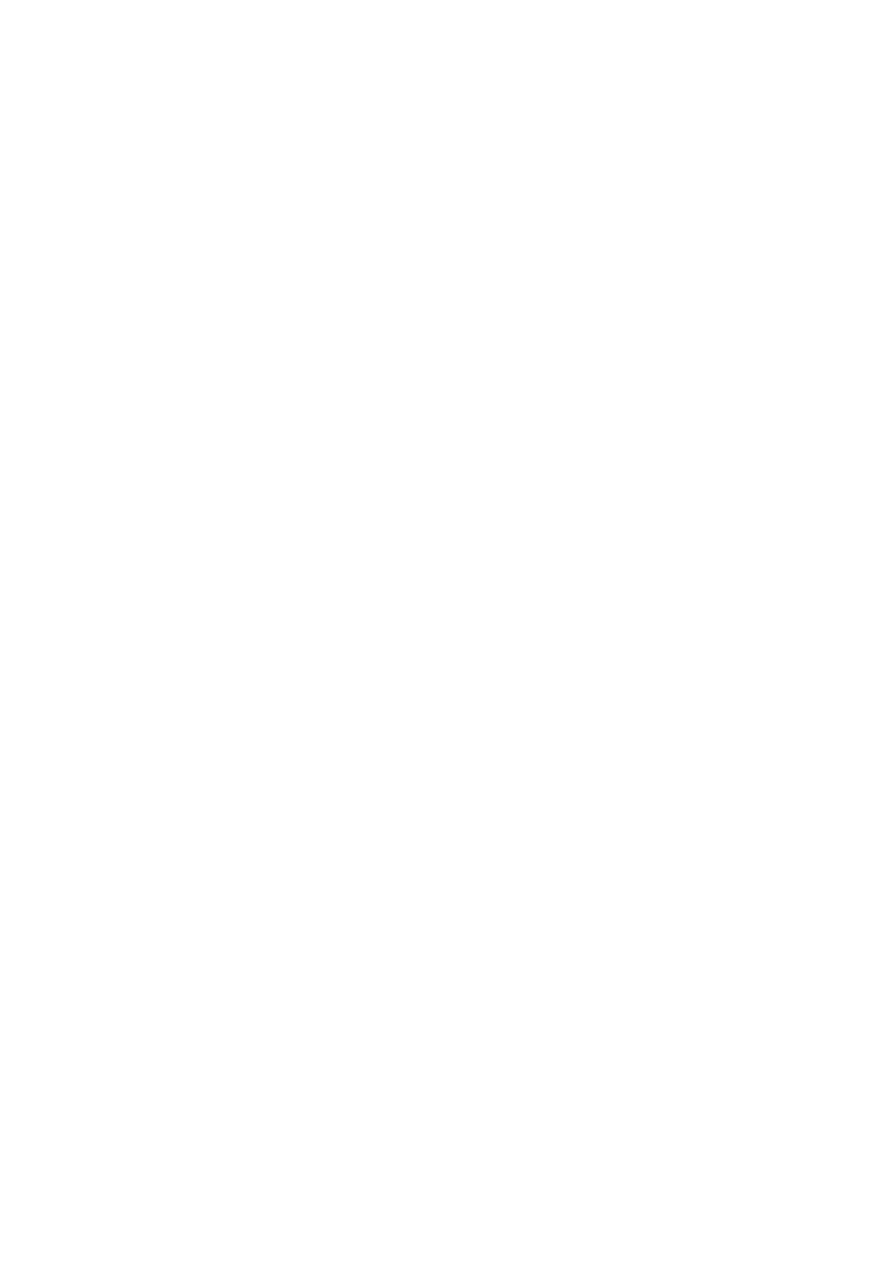
modułu równoległego, co
oznacza,
ż
e taki jednoosiowy kompozyt wykazuje siln
ą
anizotropi
ę
wła
ś
ciwo
ś
ci
(Rys.1 a,b). Uło
ż
enie włókien na krzy
ż
(Rys.1c) powoduje,
ż
e moduły w kierunkach
0 i 90
o
s
ą
równe (i du
ż
e), ale moduły w kierunku 45
o
wci
ąż
s
ą
bardzo małe.
Rys.1 Rozci
ą
ganie kompozytu włóknistego:
a) wzdłu
ż
kierunku uło
ż
enia włókien,
b) w poprzek kierunku uło
ż
enia włókien,
c) laminat 0 - 90
o
C ma kierunek o małym
module i kierunek o du
ż
ym o du
ż
ym module [1]
- Wytrzymało
ść
na rozci
ą
ganie
Wła
ś
ciwo
ś
ci wzmacniaj
ą
ce włókien przejawiaj
ą
si
ę
tym,
ż
e ze wzrostem ich udziału
obj
ę
to
ś
ciowego i modułu spr
ęż
ysto
ś
ci wzrasta – zgodnie z „prawem mieszanin” –
skuteczno
ść
kompozytu w przenoszeniu obci
ąż
e
ń
.
Udział obj
ę
to
ś
ciowy włókien kompozytach mo
ż
e wynosi
ć
nawet 80%. Korzystnie jest
tak
ż
e, gdy warto
ść
modułu spr
ęż
ysto
ś
ci włókien przewy
ż
sza wielokrotnie warto
ść
modułu osnowy. W przypadku
ż
ywic wzmacnianych włóknami szklanymi, gdzie
stosunek E
w
/E
o
≈
20, 10%-owy udział włókien przenosi 70% cało
ś
ci obci
ąż
enia.
Ponadto, z uwagi na znaczn
ą
powierzchni
ę
kontaktu włókno-osnowa jest równie
ż
wi
ę
ksza efektywno
ść
przenoszenia obci
ąż
e
ń
mi
ę
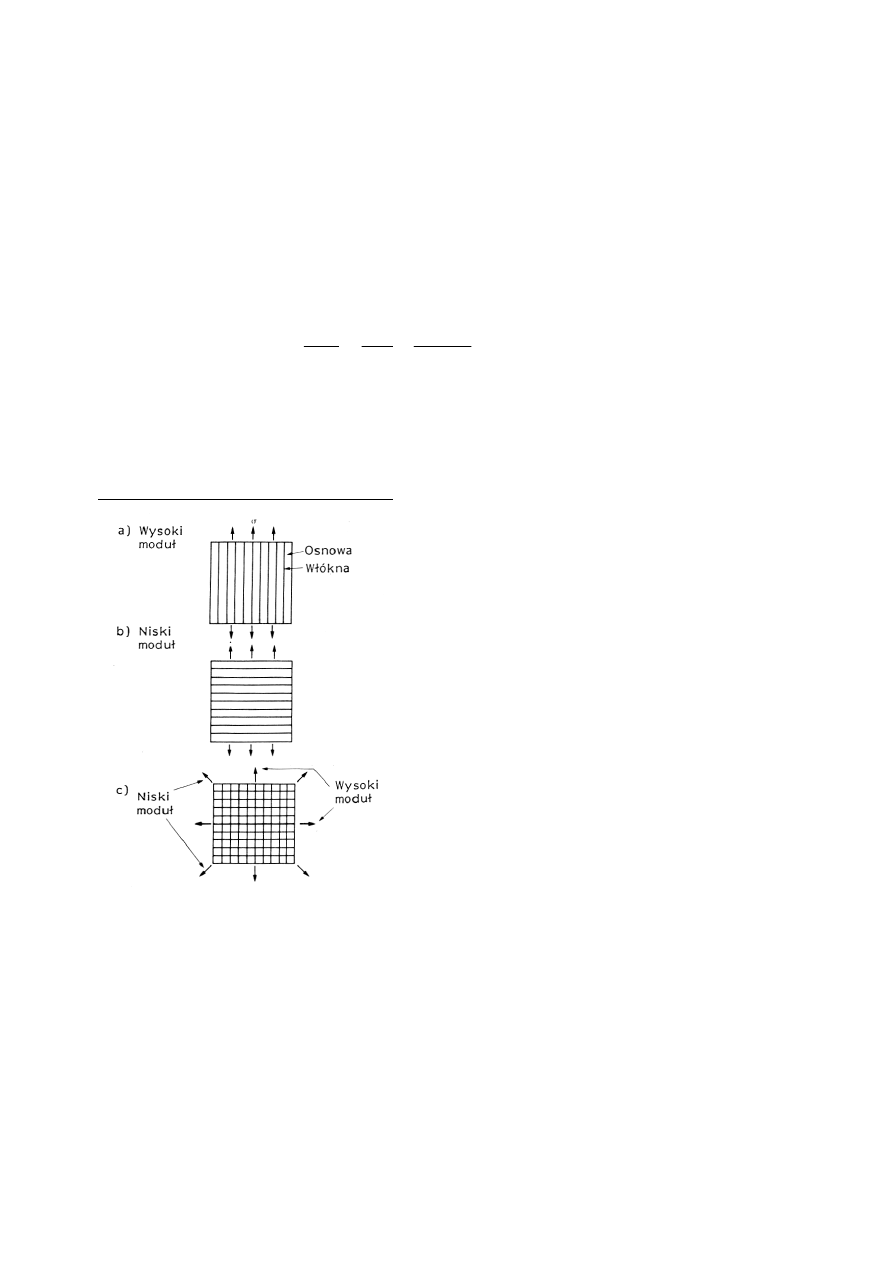
dzy fazami (Rys. 2a).
4
Wytrzymało
ść
idealnego kompozytu (
σ
k), w którym odkształcenie zniszczenia jest
takie samo jak odkształcenie zniszczenia (zerwania) włókien jak i osnowy (
ε
k
=
ε
w
=
ε
o
)
mo
ż
na zgodnie z prawem mieszanin zapisa
ć
jako (Rys.2a):
σ
k
=
σ
w
V
w
+
σ
o
(1-V
w
)
(3)
a)
b)
Rys.2 Krzywa napr
ęż
enie-odkształcenie dla kompozytu o włóknach ci
ą
głych: a) gdy
ε
k
=
ε
w
=
ε
o
, b)
ε
w
>
ε
o
w porównaniu do krzywych dla włókien i osnowy. Maksimum na
krzywej oznacza p
ę
kanie włókien [1]
Jednak w praktyce cz
ę
sto mamy do czynienia z kompozytami o ci
ą
gliwej osnowie
(np.
ż
ywica) wzmacnianej kruchymi włóknami (np. szklanymi), dla których
εεεε
w
>
εεεε
o
(Rys.2b). W takim przypadku zale
ż
no
ść
napr
ęż
enie-odkształcenie jest liniowa o
nachyleniu E
kII
a
ż
do chwili kiedy osnowa zaczyna p
ę
ka
ć
przy napr
ęż
eniu
σσσσ
’
o
ni
ż
szym od jej wytrzymało
ś
ci
σσσσ
o
. Od tego momentu wi
ę
kszo
ść
dodatkowego
obci
ąż
enia przenosz
ą
włókna, które w dalszym ci
ą
gu rozci
ą
gaj
ą
si
ę
spr
ęż
y
ś
cie a
ż
do
ich p
ę
kni
ę
cia (przy
ε
w
), po czym napr
ęż
enie maleje do granicy plastyczno
ś
ci osnowy.
Kompozyt ulega całkowitemu zniszczeniu, gdy p
ę
ka osnowa (przy
σ
o
).
W zastosowaniu konstrukcyjnym znaczenie ma maksymalna warto
ść
napr
ęż
enia. W
powy
ż
szym przypadku jest to napr
ęż
enie przy którym p
ę
kaj
ą
włókna, a osnowa
zaczyna płyn
ąć
. W tym momencie w osnowie wyst
ę
puje napr
ęż
enie (
σ
’
o
) które jest
ni
ż
sze od jej wytrzymało
ś
ci (
σ
m
).
Oznaczaj
ą
c przez
σ
’
o
napr
ęż
enie w osnowie, przy którym zachodzi zniszczenie
włókien, mo
ż
na prawo mieszanin przedstawi
ć
w postaci:
σ
k
=
σ
w
V
w
+
σ
'
o
(1-V
w
)
(4)
Stosuje si
ę
ono jedynie w przypadku, gdy w osnowie znajduje si
ę
na tyle du
ż
a ilo
ść
włókien, by mogły one decydowa
ć
o wytrzymało
ś
ci kompozytu. Je
ż
eli ilo
ść
włókien
5
jest niewystarczaj
ą
ca, to przy zało
ż
eniu,
ż
e
ε
o
>
ε
w
włókna mog
ą
nie powstrzyma
ć
odkształcenia osnowy, ulegn
ą
zerwaniu a osnowa nadal b
ę
dzie przenosi
ć
obci
ąż
enie
a
ż
do jej zniszczenia. Z tego powodu kompozyty z osnow
ą
plastyczn
ą
musz
ą
zawiera
ć
pewn
ą
minimaln
ą
obj
ę
to
ść
włókien pocz
ą
wszy od której stosuje si
ę
prawo
mieszanin. W celu wyznaczenia tej minimalnej obj
ę
to
ś
ci włókien zakłada si
ę
,
ż
e gdy
włókien jest bardzo mało, to w pewnych granicach obci
ąż
e
ń
działaj
ą
one jak
wtr
ą
cenia fazy obcej, które osłabiaj
ą
kompozyt, a jego wytrzymało
ść
zale
ż
y od
udziału obj
ę
to
ś
ciowego i wytrzymało
ś
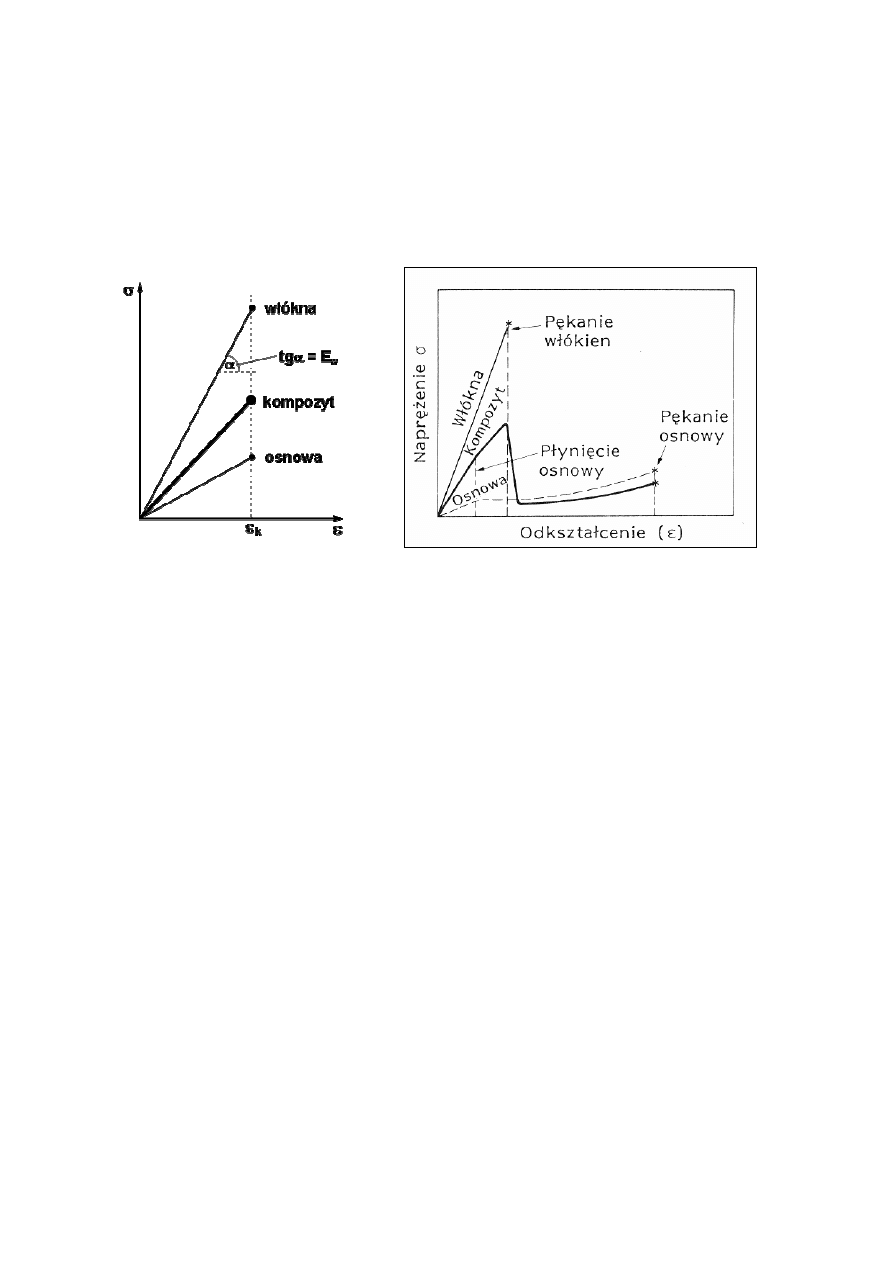
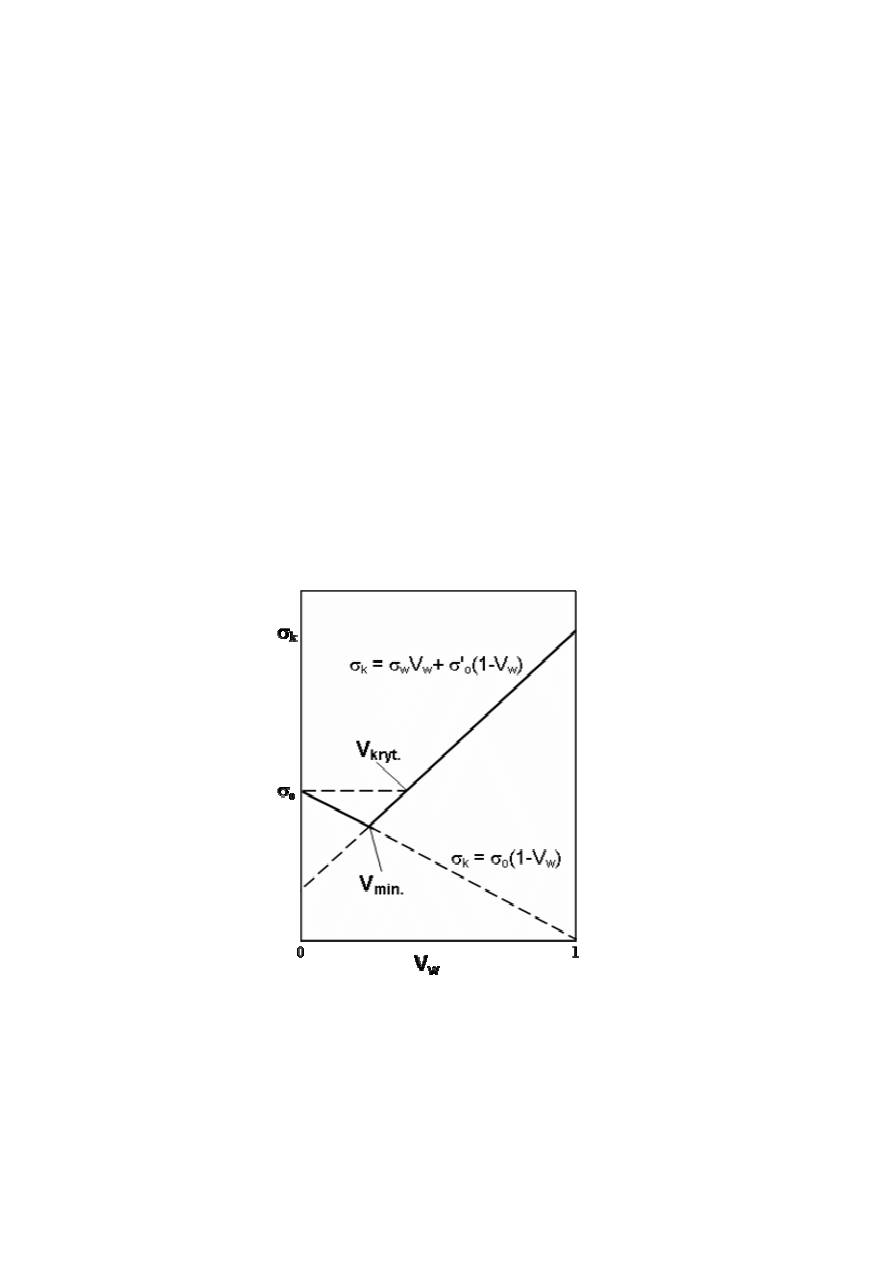
ci osnowy:
σ
k
=
σ
o
(1-V
w
)
(5)
Mimo,
ż
e włókna p
ę
kaj
ą
wcze
ś
niej od osnowy, to ze zwi
ę
kszeniem ich udziału
obj
ę
to
ś
ciowego, gdy jest ich wystarczaj
ą
co du
ż
o by zacz
ę
ły wzmacnia
ć
osnow
ę
mo
ż
e, zgodnie z równaniem (4) dochodzi
ć
do podnoszenia wytrzymało
ś
ci
kompozytu. Na Rys. 3 przedstawiono proste opisane równaniami 4 i 5, punkt ich
przeci
ę
cia oznacza minimalny udział obj
ę
to
ś
ciowy włókien (V
min
) powy
ż
ej którego
zaczyna wzrasta
ć
wytrzymało
ść
kompozytu. Realne wzmocnienie kompozytu
zachodzi jednak dopiero, gdy udział obj
ę
to
ś
ciowy włókien przekroczy warto
ść
krytyczn
ą
(V
kryt
) powy
ż
ej której wytrzymało
ść
kompozytu (
σ
k
) przekroczy
wytrzymało
ść
osnowy (
σ
ο
). (Rys.3).
Rys.3. Obj
ę
to
ść
minimalna i krytyczna włókien w osnowie plastycznej
- Odporno
ść
na p
ę
kanie
6
Kompozyty wzmacniane włóknami długimi mog
ą
cechowa
ć
si
ę
podwy
ż
szon
ą
odporno
ś
ci
ą
na p
ę
kanie. Jest to zwi
ą
zane z mechanizmami podwy
ż
szania energii
p
ę
kania wyst
ę
puj
ą
cych w tych materiałach a zwi
ą
zanych m.in. z wytrzymało
ś
ci
ą
granicy rozdziału włókno-osnowa oraz z wła
ś
ciwo
ś
ciami mechanicznymi włókien
takimi jak wytrzymało
ść
czy moduł Younga. Typowym mechanizmem jest wyci
ą
ganie
zerwanych włókien (ang. „pull out”) z matrycy, który wymaga wykonania dodatkowej
pracy a tym samym pochłania energi
ę
p
ę
kni
ę
cia.
c) Włókna wzmacniaj
ą
ce
Włókna wzmacniaj
ą
ce mog
ą
by
ć
wykonane z ró
ż
nych materiałów np. z celulozy,
szkła, polimerów syntetycznych, grafitu, metali. Wła
ś
ciwo
ś
ci przykładowych włókien
zebrano w Tabeli1.
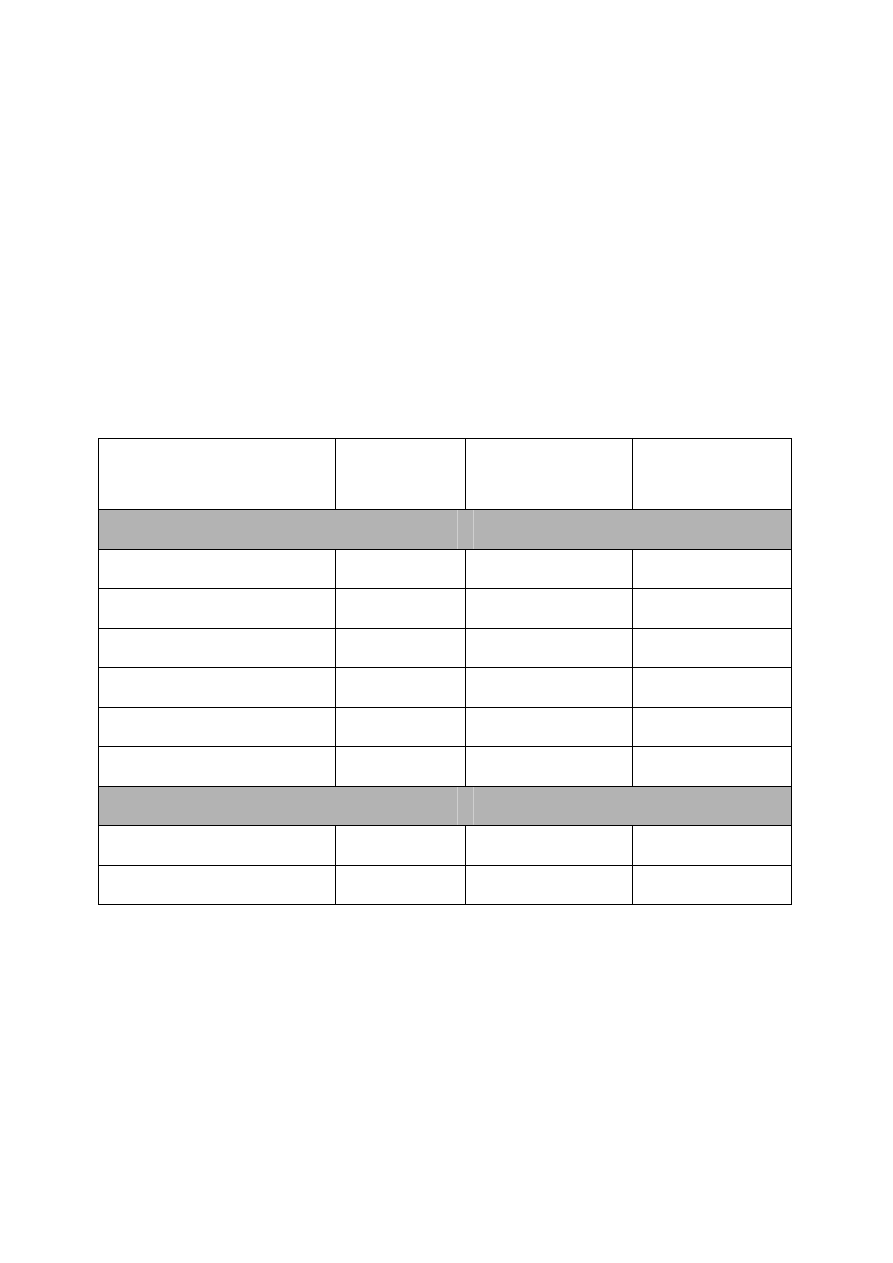
Tabela 1. Wła
ś
ciwo
ś
ci niektórych włókien i osnowy
Materiał
Moduł
spr
ęż
ysto
ś
ci,
E [GPa]
Wytrzymało
ść
na
rozci
ą
ganie
[MPa]
G
ę
sto
ść
ρ
[g/cm
3
]
Włókno
W
ę
glowe typu 1
390
2200
1,95
W
ę
glowe typu 2
250
2700
1,75
Celulozowe
60
1200
1.61
Szklane typu E
76
1400-2500
2,56
Kevlar (wł.aramidowe)
125
2760
1,45
PAN
10
500
1.15
Osnowa
ś
ywica epoksydowa
4
60
1,3
ś
ywica poliestrowa
3
60
1,2
Pojedyncze włókna maj
ą
ś
rednice rz
ę
du kilku – kilkunastu mikrometrów i w zwi
ą
zku z
tym ich bezpo
ś
rednie u
ż
ycie przy wytwarzaniu kompozytów jest utrudnione dlatego
te
ż
kompozyty otrzymuje si
ę
stosuj
ą
c ró
ż
nego rodzaju materiały włókniste. Poni
ż
ej
przedstawiono formy włókien szklanych stosowanych do wzmacniania tworzyw:
- roving – to płaskie pasmo zło
ż
one z kilkuset pojedynczych włókien poł
ą
czonych
bez skr
ę
tu i powleczonych substancjami chemicznymi zapewniaj
ą
cymi ich zlepienie
oraz lepsz
ą
przyczepno
ść
do osnowy w kompozycie.
- mata nietkana - to warstwy nieplecionych włókien ł
ą
czone chemicznie (lepione) lub
mechanicznie o wła
ś
ciwo
ś
ciach anizotropowych. Najcz
ęś
ciej u
ż
ywane s
ą
rovingowe

7
maty lepione. Maty charakteryzuj
ą
si
ę
nierównomiernym rozkładem grubo
ś
ci i
g
ę
sto
ś
ci na całej powierzchni
- tkaniny – wyrabiane s
ą
na normalnych krosnach bawełnianych lub jedwabniczych,
Przy otrzymywaniu laminatów (tworzyw warstwowych) istotne znaczenie posiada typ
ich splotu. Wpływa on równie
ż
na ich wła
ś
ciwo
ś
ci wytrzymało
ś
ciowe.
d) Osnowy polimerowe
Polimery wzmacniane włóknami s
ą
najstarszymi i najpowszechniej stosowanymi
materiałami kompozytowymi. Materiały stosowane na osnowy kompozytów
organicznych stanowi
ą
zarówno polimery termoplastyczne, jak i polimery
utwardzalne.
W warunkach podwy
ż
szonej temperatury polimery termoplastyczne mi
ę
kn
ą
do
stanu plastycznego a nawet płynnego a przy chłodzeniu twardniej
ą
. Dzi
ę
ki tym
własno
ś
ci
ą
wyroby z tych polimerów formuje si
ę
metodami wytłaczania, wtryskiwania
i prasowania. Do najbardziej znanych tworzyw w tej grupie zaliczy
ć
mo
ż
na polietylen,
polipropylen, polichlorek winylu, poliamidy, polimetakrylan metylu, polistyren i
poliw
ę
glany. Z uwagi na wła
ś
ciwo
ś
ci i wynikaj
ą
c st
ą
d metody formowania, do
wzmacniania termoplastów u
ż
ywa si
ę
tylko włókien krótkich.
Kompozyty
organiczne
otrzymuje
si
ę
głównie
z
ż
ywic
utwardzanych
charakteryzuj
ą
cych si
ę
budow
ą
w postaci sieci przestrzennej, zło
ż
onych z
makrocz
ą
steczek poprzeplatanych z sob
ą
i poł
ą
czonych wi
ą
zaniami atomowymi.
Dzi
ę
ki takiej budowie
ż
ywice utwardzalne (duroplasty)
s
ą
nietopliwe i
nierozpuszczalne. Polimery, w których sieciowanie przestrzenne zachodzi tylko pod
wpływem temperatury, nazywaj
ą
si
ę
termoutwardzalnymi i do najwa
ż
niejszych
zaliczy
ć
tu trzeba fenoplasty (
ż
ywice fenolowe i nowolakowe) i aminoplasty (
ż
ywice
mocznikowe i melaminowe). Polimery, w których wytwarzanie trójwymiarowej sieci
przestrzennej zachodzi pod wpływem czynnika sieciuj
ą
cego w postaci zwi
ą
zku
chemicznego, nazywaj
ą
si
ę
chemoutwardzalnymi i do tej grupy zaliczaj
ą
si
ę
ż
ywice
poliestrowe i epoksydowe. Wła
ś
ciwo
ś
ci tych polimerów zebrano w Tabeli 1.
e) Wybrane metody formowania kompozytów polimerowych
Techniki formowania kompozytów polimerowych cz
ę
sto bazuj
ą
na półproduktach
polimer-napełniacz takich jak:
-preimpreganty (inaczej prepregi), to tkaniny b
ą
d
ź
pasma rovingu impregnowane
lub pokrywane roztworem
ż
ywicy, która nast
ę
pnie jest poddawana wst
ę
pnemu –
niecałkowitemu sieciowaniu.
-tłoczywa, czyli mieszaniny polimeru chemoutwardzalnego (
ż
ywicy) z utwardzaczem
(czynnikiem sieciuj
ą
cym), napełniaczem włóknistym i/lub proszkowym oraz ró
ż
nymi
dodatkami. Tłoczywa mog
ą
by
ć
sypkie, lub o konsystencji kitu.
-granulaty,
s
ą
otrzymywane
w
wyniku
mieszania
stopionego
polimeru
termoplastycznego z włóknistymi napełniaczami oraz wytłaczania przez odpowiednie
dysze i ci
ę
cie na krótkie kawałki.
8
Istnieje wiele metod formowania/kształtowania wyrobów kompozytowych. Poni
ż
ej
wymieniono tylko kilka wybranych.
Metoda kontaktowa – czyli formowanie r
ę
czne, polega na uło
ż
eniu warstwy
odpowiednio przyci
ę
tej maty lub tkaniny w formie, nasyceniu ka
ż
dej warstwy
ż
ywic
ą
za pomoc
ą
p
ę
dzla lub szczotki i odci
ś
ni
ę
ciu nadmiaru
ż
ywicy wałkiem. Metod
ę
t
ą
stosuje si
ę
do niewielkiej produkcji prototypów lub wyrobów o bardzo du
ż
ych
wymiarach. Zalety metody kontaktowej polegaj
ą
na łatwo
ś
ci wykonania form i niskiej
cenie oprzyrz
ą
dowania, a zasadniczymi wadami s
ą
małe wytrzymało
ś
ci tak
produkowanych laminatów oraz niewielki udział obj
ę
to
ś
ciowy wzmocnienia.
Metoda natryskowa – jest stosowana do formowania du
ż
ych powierzchni o niezbyt
skomplikowanym kształcie. Włókna w formie ci
ę
tego rovingu i osnowa (
ż
ywica) s
ą
jednocze
ś
nie natryskiwane przy pomocy specjalnie skonstruowanych pistoletów.
Metoda ta jest wydajniejsza i mniej pracochłonna od m.kontaktowej. Wad
ą
jest mała
efektywno
ść
zbrojenia (przypadkowo uło
ż
one nieci
ą
głe włókna) i mała dokładno
ść
.
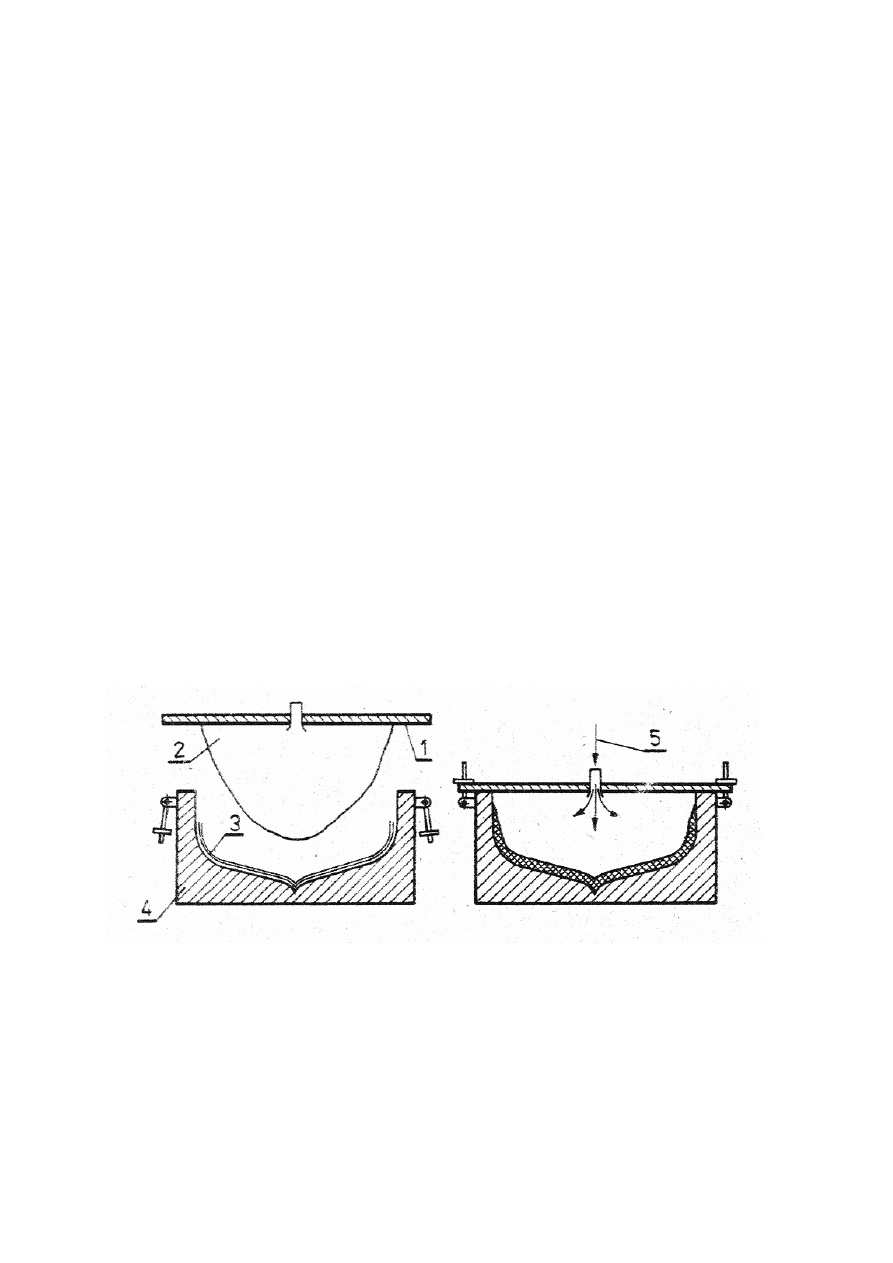
Formowanie ci
ś
nieniowe z workiem – polega na uło
ż
eniu w formie kilku warstw
mat lub tkanin i zalaniu cało
ś
ci
ż
ywic
ą
a nast
ę
pnie umieszczeniu na powierzchni folii
rozdzielaj
ą
cej np. z celofanu. Nast
ę
pnie opuszcza si
ę
pokryw
ę
, dokr
ę
ca i wprowadza
do worka spr
ęż
one powietrze (Rys. 4). Metoda ta jest wydajniejsza od wy
ż
ej
wymienionych ze wzgl
ę
du na dokładniejsze przesycenie tkaniny
ż
ywic
ą
i wi
ę
kszym
wytrzymało
ś
ci
ą
formy umo
ż
liwiaj
ą
c
ą
otrzymanie tworzyw o wi
ę
kszym udziale
wzmocnienia i bardziej równomiernych wła
ś
ciwo
ś
ciach. Stosuje si
ę
ci
ś
nienia rz
ę
du
0,2-0,4 MPa.
a) b)
Rys.4 Schemat formowania metod
ą
ci
ś
nieniow
ą
z workiem. Forma: a) przed
zamkni
ę
ciem, b) po zamkni
ę
ciu; 1 – pokrywa, 2 – worek, 3 – wyrób, 4 – forma, 5 –
doprowadzenie spr
ęż
onego powietrza [2]
Formowanie tłoczne tworzyw chemoutwardzalnych na zimno- Jest to
najprostsza i stosunkowo tania metoda prasowania
ż
ywic polegaj
ą
ca na
zastosowaniu sztywnej formy dwucz
ęś
ciowej. W matrycy układa si
ę
zbrojenie
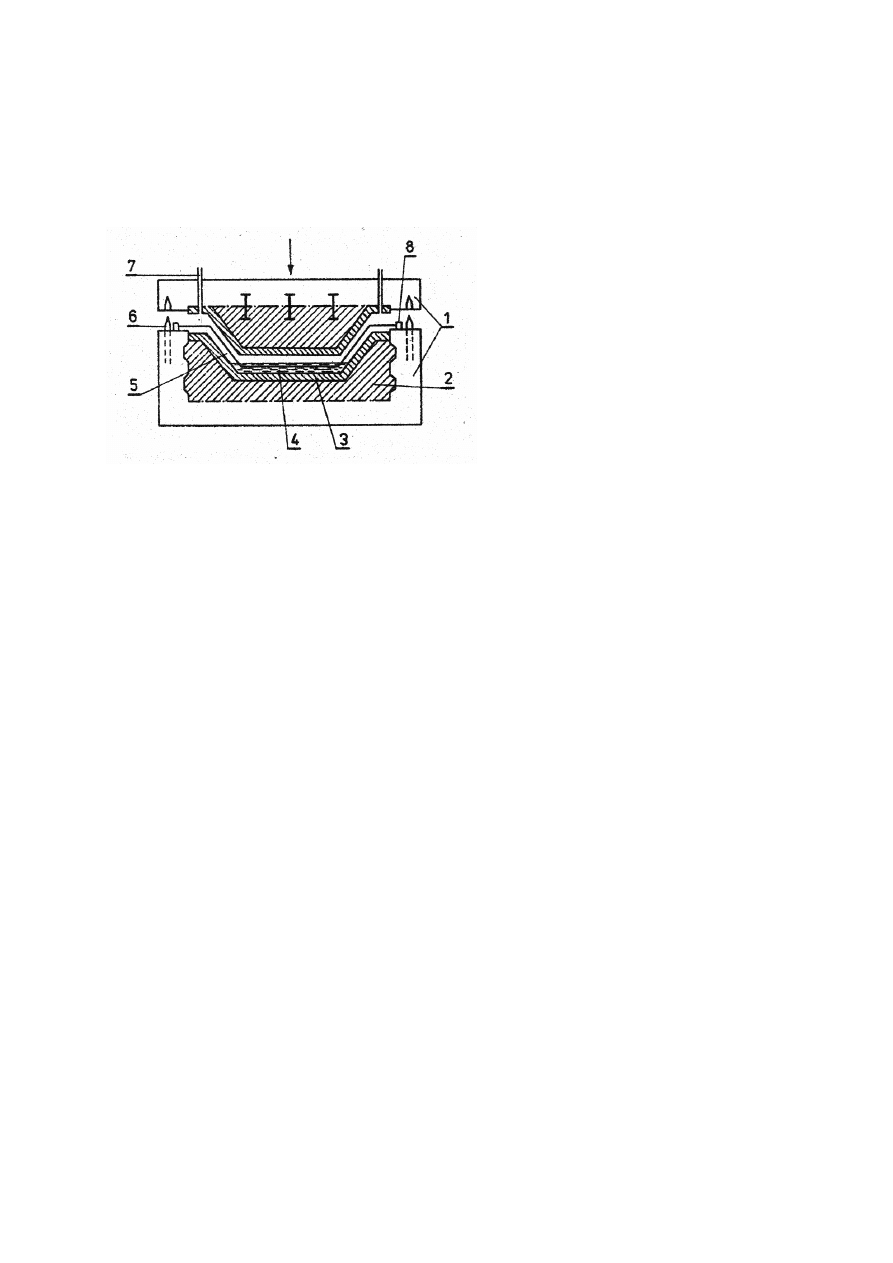
9
szklane w postaci warstw mat lub tkanin i wlewa odpowiedni
ą
ilo
ść
ż
ywicy. Form
ę
zamyka si
ę
i utrzymuje pod ci
ś
nieniem 0,3-1,2 MPa. Nadmiar
ż
ywicy usuwany jest
kanałami i po podniesieniu stempla otrzymuje si
ę
wyroby obustronnie gładkie
(Rys.5).
Rys.5 Prasowanie laminatu na zimno z u
ż
yciem sztywnej formy: 1) fundamenty
ż
elbetowe matrycy i stempla, 2) warstwa utwardzonej kompozycji poliestrowej z
wypełniaczem, 3) zewn
ę
trzna warstwa formy z laminatu, 4) ciekła
ż
ywica z
utwardzaczem, 5) zbrojenie z włókien, 6) kołki prowadz
ą
ce, 7) odpływ nadmiaru
ż
ywicy, 8) uszczelka
Wykonanie
ć
wiczenia
Ć
wiczenie składa si
ę
z trzech cz
ęś
ci
UWAGA:
Wszelkie czynno
ś
ci zwi
ą
zane z
ż
ywic
ą
, utwardzaczem oraz włóknami
nale
ż
y wykonywa
ć
w fartuchu ochronnym i gumowych r
ę
kawicach, gdy
ż
substancje te łatwo przenikaj
ą
przez skór
ę
i mog
ą
powodowa
ć
objawy
alergiczne.
Za uszkodzenie urz
ą
dze
ń
wykorzystywanych podczas
ć
wiczenia Student ponosi
odpowiedzialno
ść
finansow
ą
Osnow
ę
kompozytu stanowi
ż
ywica epoksydowa (Epidian 5 + utwardzacz Z-1),
natomiast faz
ę
wzmacniaj
ą
c
ą
włókna PAN (poliakrylonitryl) w formie rovingu.
Włókna PAN s
ą
prekursorem do syntezy włókien w
ę
glowych.
a) Wytwarzanie kompozytu wzmacnianego włóknami ci
ą
głymi
Celem tej cz
ęś
ci
ć
wiczenia jest zapoznanie si
ę
z metod
ą
formowania kompozytów
włóknistych metod
ą
kontaktow
ą

10
Sposób post
ę
powania:
1. Obliczenia ilo
ś
ci włókien oraz
ż
ywicy koniecznej do sporz
ą
dzenia kompozytu o
podanym udziale obj
ę
to
ś
ciowym włókien
-W celu wyznaczenia masy 1 mb włókien nale
ż
y zmierzy
ć
i zwa
ż
y
ć
z dokładno
ś
ci
ą
do 0,001g odcinek rovingu (np. 30 cm)
-Obliczy
ć
długo
ść
oraz mas
ę
włókna potrzebnego do wykonania 15 zwoi na zwijarce.
Ś
rednica b
ę
bna zwijarki wynosi 110 mm
-Obliczy
ć
mas
ę
ż
ywicy potrzebn
ą
do sporz
ą
dzenia kompozytu o udziale
obj
ę
to
ś
ciowym włókien wskazanym przez prowadz
ą
cego. Do oblicze
ń
przyj
ąć
g
ę
sto
ść
rzeczywist
ą
ż
ywicy epoksydowej równ
ą
1,20 g/cm
3
oraz g
ę
sto
ść
rzeczywist
ą
włókien PAN równ
ą
1,15 g/cm
3
.
-Obliczy
ć
ilo
ść
potrzebnej
ż
ywicy (Epidian 5) oraz utwardzacza (Z-1) potrzebn
ą
do
sporz
ą
dzenia mieszaniny o stosunku wagowym
ż
ywica : utwardzacz równym
100:10. Wynik przedstawi
ć
prowadz
ą
cemu do sprawdzenia.
2. Wykonywanie kompozytów
-Na b
ę
ben zwijarki nawin
ąć
foli
ę
celofanow
ą
i przytwierdzi
ć
j
ą
przy pomocy ta
ś
my
klej
ą
cej.
-Odmierzy
ć
ilo
ść
włókna potrzebn
ą
do wykonania kompozytu i po odci
ę
ciu ze go
szpuli przytwierdzi
ć
jego koniec do celofanu za pomoc
ą
ta
ś
my klej
ą
cej.
-Nawin
ąć
włókno staraj
ą
c si
ę
uzyska
ć
równoległe ciasno le
żą
ce zwoje. Po nawini
ę
ciu
całego odcinka jego koniec przytwierdzi
ć
do celofanu ta
ś
m
ą
klej
ą
c
ą
.
-Sporz
ą
dzi
ć
mieszanin
ę
ż
ywicy z utwardzaczem w plastikowym pojemniku.
W pierwszej kolejno
ś
ci nale
ż
y nawa
ż
y
ć
utwardzacz przy pomocy strzykawki 10 ml.
Nast
ę
pnie do tego samego naczynia odwa
ż
y
ć
odpowiedni
ą
ilo
ść
ż
ywicy i cało
ść
energicznie wymiesza
ć
.
-Cało
ść
ż
ywicy rozprowadzi
ć
na powierzchni włókien przy pomocy p
ę
dzelka, tak aby
pokryła wszystkie włókna na całej długo
ś
ci.
-Pozostawi
ć
włókna nasycone
ż
ywic
ą
na nawijarce przez 1 godzin
ę
, a nast
ę
pnie
delikatnie je rozci
ąć
razem z celofanem, rozprostowa
ć
i przymocowa
ć
za pomoc
ą
11
ta
ś
my klej
ą
cej do przygotowanej podkładki i umie
ś
ci
ć
w suszarce nastawionej na
50
o
C. Na podkładce nale
ż
y napisa
ć
jaki udział obj
ę
to
ś
ciowy włókien ma
wykonany kompozyt.
b) Wytwarzanie kompozytu wzmacnianego tkanin
ą
Celem tej cz
ęś
ci
ć
wiczenia jest zapoznanie si
ę
z metod
ą
formowania kompozytów
włóknistych metod
ą
kontaktow
ą
Sposób post
ę
powania:
1. Wykonanie tkaniny
- Szklan
ą
płytk
ę
nale
ż
y owin
ąć
foli
ą
spo
ż
ywcz
ą
i jej brzegi zamocowa
ć
przy pomocy
ta
ś
my klej
ą
cej. Nast
ę
pnie nale
ż
y ople
ść
j
ą
w poprzek rovingiem ok. 15 – 20 razy.
Pasma rovingu powinny by
ć
nawijane „lu
ź
no” – tak aby był pomi
ę
dzy nimi pewien
odst
ę
p. Pocz
ą
tek jak i koniec pasma nale
ż
y przymocowa
ć
ta
ś
ma klej
ą
c
ą
do płytki.
- Z pasma rovingu uci
ąć
10-15 odcinków o długo
ś
ci ok. 10 cm a nast
ę
pnie kolejno
przeple
ść
je przez nawini
ę
te pasmo rovingu. Odcinki powinny by
ć
przeplatane na
przemian pod i nad nawini
ę
tym pasmem rovingu. Kolejny odcinek powinien
zaczyna
ć
si
ę
przeciwnie od poprzedniego – tak aby w efekcie powstała tkanina. Po
przepleceniu wszystkich odcinków rovingu nale
ż
y dosun
ąć
do siebie wszystkie
pasma, tak aby uzyska
ć
w miar
ę
„zbit
ą
” tkanin
ę
.
2. Wykonanie kompozytu
-Oszacowa
ć
mas
ę
tkaniny. W tym celu nale
ż
y wyznaczy
ć
długo
ść
odcinków rovingu,
które wchodz
ą
w jej skład.
-Obliczy
ć
mas
ę
ż
ywicy potrzebn
ą
do wykonania kompozytu o udziale obj
ę
to
ś
ciowym
włókien równym 50%.
-Sporz
ą
dzi
ć
ok. 1-2 gramy mieszaniny
ż
ywicy przy zało
ż
eniu,
ż
e stosunek wagowy
ż
ywicy do utwardzacza wynosi 100:10. Przed rozprowadzeniem po tkaninie
ż
ywic
ę
nale
ż
y energicznie wymiesza
ć
.
-Płytk
ę
z kompozytem umie
ś
ci
ć
na wadz
ę
a nast
ę
pnie ostro
ż
nie nawa
ż
y
ć
na tkanin
ę
odpowiedni
ą
ilo
ść
ż
ywicy i delikatnie rozprowadzi
ć
j
ą
po całej tkaninie. Nast
ę
pnie
kompozyt wraz płytk
ą
umie
ś
ci
ć
w suszarce nastawionej na 50
o
C. Na płytce nale
ż
y
napisa
ć
jaki udział obj
ę
to
ś
ciowy włókien ma wykonany kompozyt.
12
c) Wyznaczanie modułu Younga kompozytów włóknistych
Celem tej cz
ęś
ci
ć
wiczenia jest zmierzenie modułu Younga kompozytów włóknistych
metod
ą
statyczn
ą
przy u
ż
yciu uniwersalnej maszyny wytrzymało
ś
ciowej oraz
porównanie tej warto
ś
ci z warto
ś
ci
ą
teoretyczn
ą
.
Sposób post
ę
powania:
1. Przygotowanie próbek do bada
ń
-Ze sporz
ą
dzonych uprzednio kompozytów wzmacnianego włóknami ci
ą
głymi oraz
wzmacnianego tkanin
ą
nale
ż
y wyci
ąć
no
ż
yczkami 5 próbek o długo
ś
ci ok. 5 cm oraz
szeroko
ś
ci ok. 5 mm. Nale
ż
y zwróci
ć
uwag
ę
,
ż
eby próbki były jednolite, to znaczy
pozbawione p
ę
kni
ęć
, rozwarstwie
ń
itp., oraz
ż
eby miały zbli
ż
on
ą
szeroko
ść
na całej
swej długo
ś
ci. Przed przyst
ą
pieniem do wycinania próbek nale
ż
y odklei
ć
kompozyt
od folii celofanowej.
-Ko
ń
ce próbek nale
ż
y oklei
ć
ta
ś
m
ą
klej
ą
c
ą
na długo
ś
ci ok. 1 cm, aby zapobiec ich
wy
ś
lizgiwaniu si
ę
z uchwytów maszyny wytrzymało
ś
ciowej
2. Rozci
ą
ganie próbek
-Maszyn
ę
wytrzymało
ś
ciow
ą
oraz program uruchamia i obsługuje prowadz
ą
cy
-
Zmierzy
ć
szeroko
ść
oraz grubo
ść
próbek przy pomocy suwmiarki
-Próbki nale
ż
y zamontowa
ć
w uchwytach maszyny wytrzymało
ś
ciowej tak aby były
maksymalnie naci
ą
gni
ę
te (wyprostowane) i pionowe
-Nale
ż
y zerwa
ć
przynajmniej po 3 próbki z danego kompozytu i odczyta
ć
i zanotowa
ć
podawan
ą
przez program warto
ść
modułu Younga oraz wytrzymało
ś
ci
Opracowanie wyników cz
ęś
ci „a”, „b” i „c”
ć
wiczenia
Opisa
ć
zastosowan
ą
metod
ą
otrzymywania kompozytów włóknistych zwracaj
ą
c
uwag
ę
na jej zalety i wady.
Obliczy
ć
warto
ś
ci
ś
rednie oraz odchylenia standardowe modułu Younga
i wytrzymało
ś
ci na zrywanie badanych kompozytów. Porówna
ć
warto
ś
ci modułu
Younga dla kompozytów wzmacnianych włóknami ci
ą
głymi i tkaninami –
uwzgl
ę
dniaj
ą
c udziały obj
ę
to
ś
ciowe włókien.
Na podstawie znajomo
ś
ci udziału obj
ę
to
ś
ciowego włókien wyliczy
ć
teoretyczn
ą
warto
ść
modułu Younga dla kompozytu wzmacnianego włóknami ci
ą
głymi
i porówna
ć
j
ą
z warto
ś
ci
ą
zmierzon
ą
.
Wyszukiwarka
Podobne podstrony:
8 Materialy opakowaniowe kompoz Nieznany (2)
8 Spoleczne wytwarzanie przest Nieznany (2)
C4 3 id 97237 Nieznany
wieleba,przetwórstwo tworzyw sztucznych,wytwarzanie kompozytów metodami odlewniczymi rodzaje zużycia
3 sciaga materialy kompozytowe Nieznany (2)
EFEKTYWNOSC WYTWARZANIA ELEMENT Nieznany
24 Wytwarzanie i oczyszczanie s Nieznany (2)
11 Wytwarzanie specjalnych wyro Nieznany (2)
12 Wytwarzanie zakladek, podnos Nieznany (3)
Kompozyty ceramika polimer id 2 Nieznany
16 Wytwarzanie podstawowych pol Nieznany (2)
Kompozyty na kolo id 243183 Nieznany
21 Wytwarzanie odziezy miarowej Nieznany (2)
c4 18 12 2010 id 97240 Nieznany
35 Wytwarzanie amoniaku, kwasu Nieznany (2)
33 Wytwarzanie kwasu siarkowego Nieznany (2)
Pancerze kompozytowe id 348765 Nieznany
c4 10 11 2011 id 97239 Nieznany
więcej podobnych podstron