„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Tomasz Kacperski
Organizowanie procesów technologicznych przetwórstwa
spożywczego 827[01].Z2.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Małgorzata Pucek
mgr inż. Marek Rudziński
Opracowanie redakcyjne:
mgr inż. Tomasz Kacperski
Konsultacja:
Mgr Radosław Kacperczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 827[01].Z2.03
„Organizowanie procesów technologicznych przetwórstwa spożywczego”, zawartego
w modułowym programie nauczania dla zawodu operator maszyn i urządzeń przemysłu
spożywczego.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Metody utrwalania żywności
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2. Przebieg procesów technologicznych
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
21
4.2.3. Ćwiczenia
21
4.2.4. Sprawdzian postępów
24
4.3.
Zagrożenia
dla
środowiska wynikające z działalności zakładów
przetwórstwa spożywczego
25
4.3.1. Materiał nauczania
25
4.3.2. Pytania sprawdzające
28
4.3.3. Ćwiczenia
28
4.3.4. Sprawdzian postępów
30
4.4.
Systemy zapewniające bezpieczeństwo zdrowotne żywności
31
4.4.1. Materiał nauczania
31
4.4.2. Pytania sprawdzające
40
4.4.3. Ćwiczenia
41
4.4.4. Sprawdzian postępów
45
5. Sprawdzian osiągnięć
46
6. Literatura
51

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o procesach technologicznych
przetwórstwa spożywczego.
W poradniku zamieszczono:
−
wymagania wstępne, wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia, wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania, „pigułkę” wiadomości teoretycznych niezbędnych do opanowania
treści jednostki modułowej,
−
zestaw pytań przydatnych do sprawdzenia, czy już opanowałeś podane treści,
−
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów, który pozwoli Ci określić zakres poznanej wiedzy. Pozytywny
wynik sprawdzianu potwierdzi Twoją wiedzę i umiejętności z tej jednostki modułowej.
Wynik negatywny będzie wskazaniem, że powinieneś powtórzyć wiadomości i poprawić
umiejętności z pomocą nauczyciela,
−
sprawdzian osiągnięć, przykładowy zestaw pytań testowych, który pozwoli Ci sprawdzić,
czy opanowałeś materiał w stopniu umożliwiającym zaliczenie całej jednostki modułowej,
−
wykaz literatury uzupełniającej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
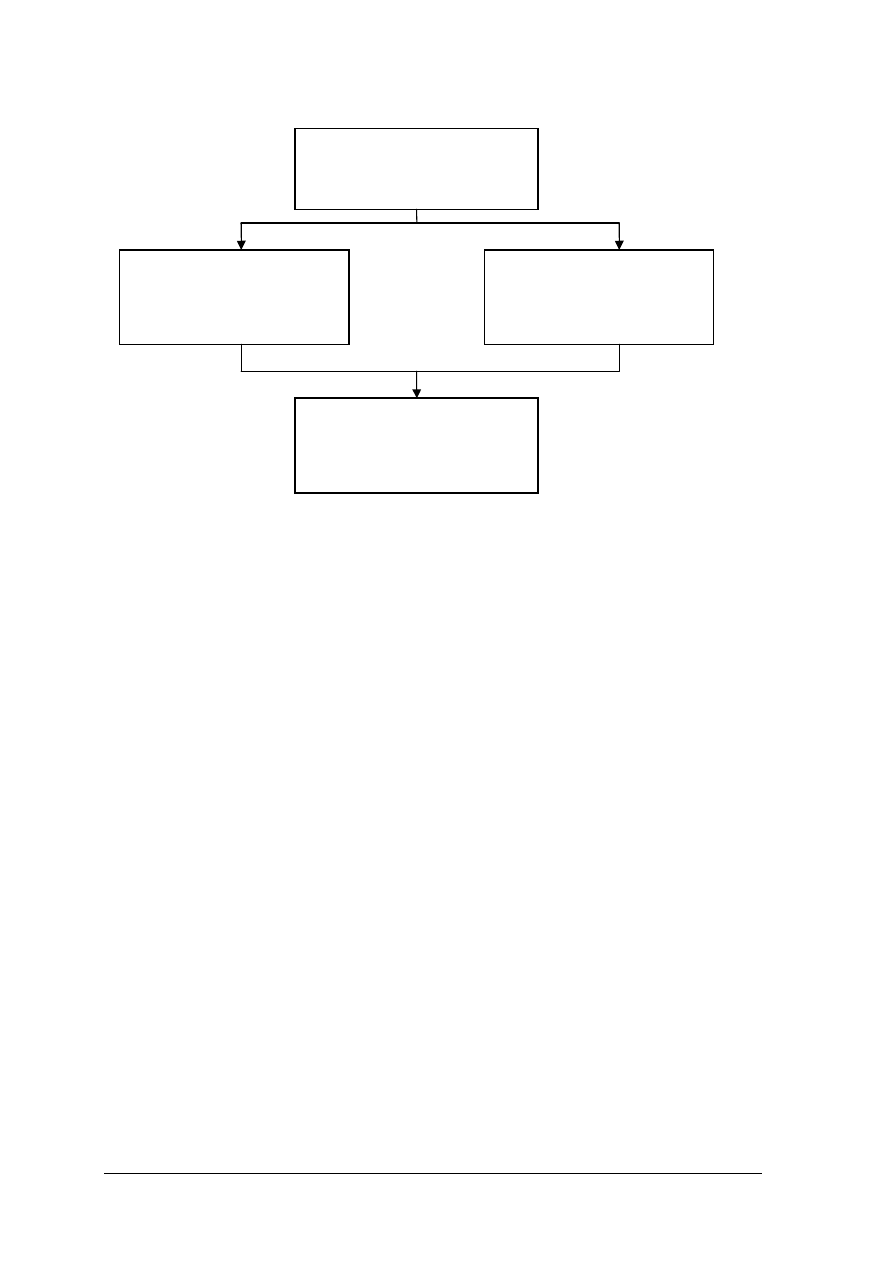
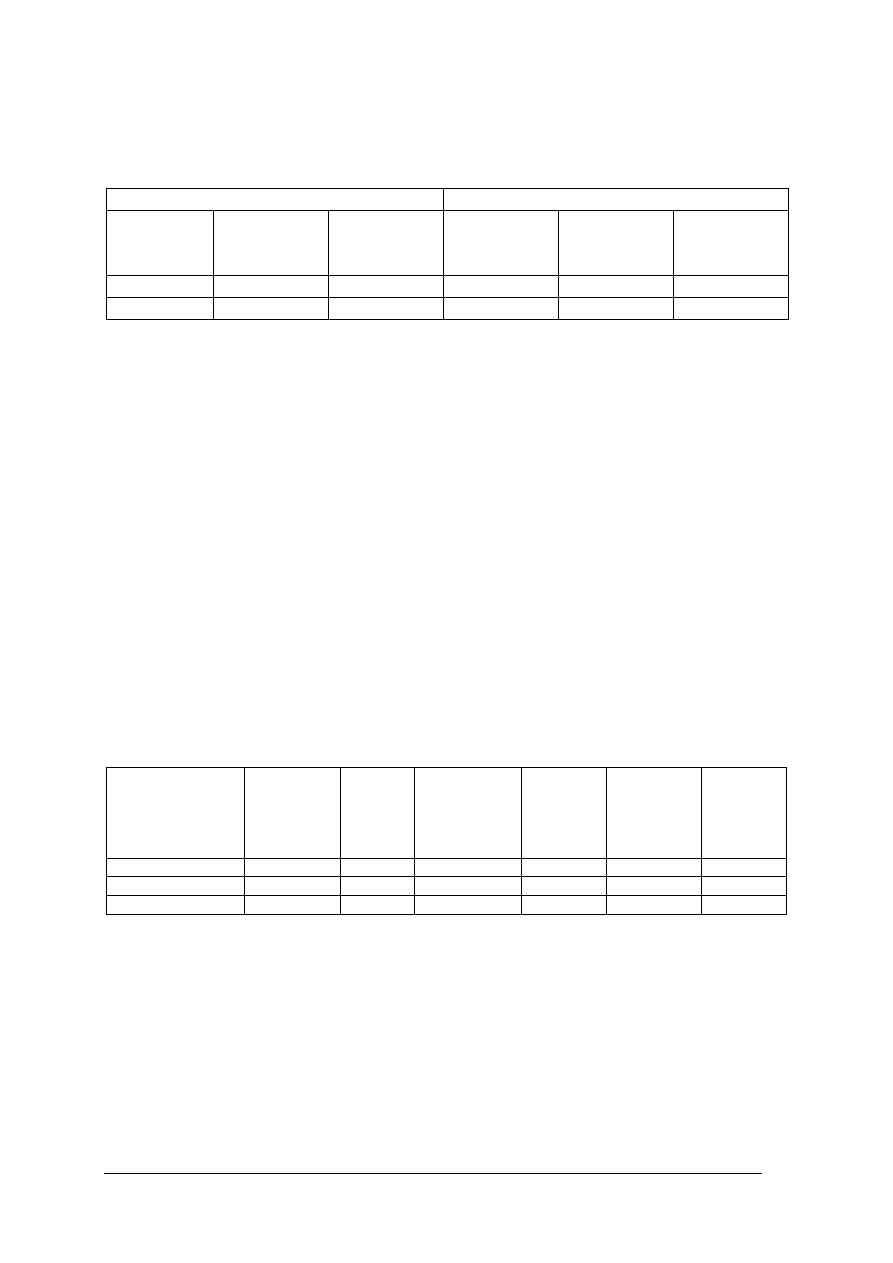
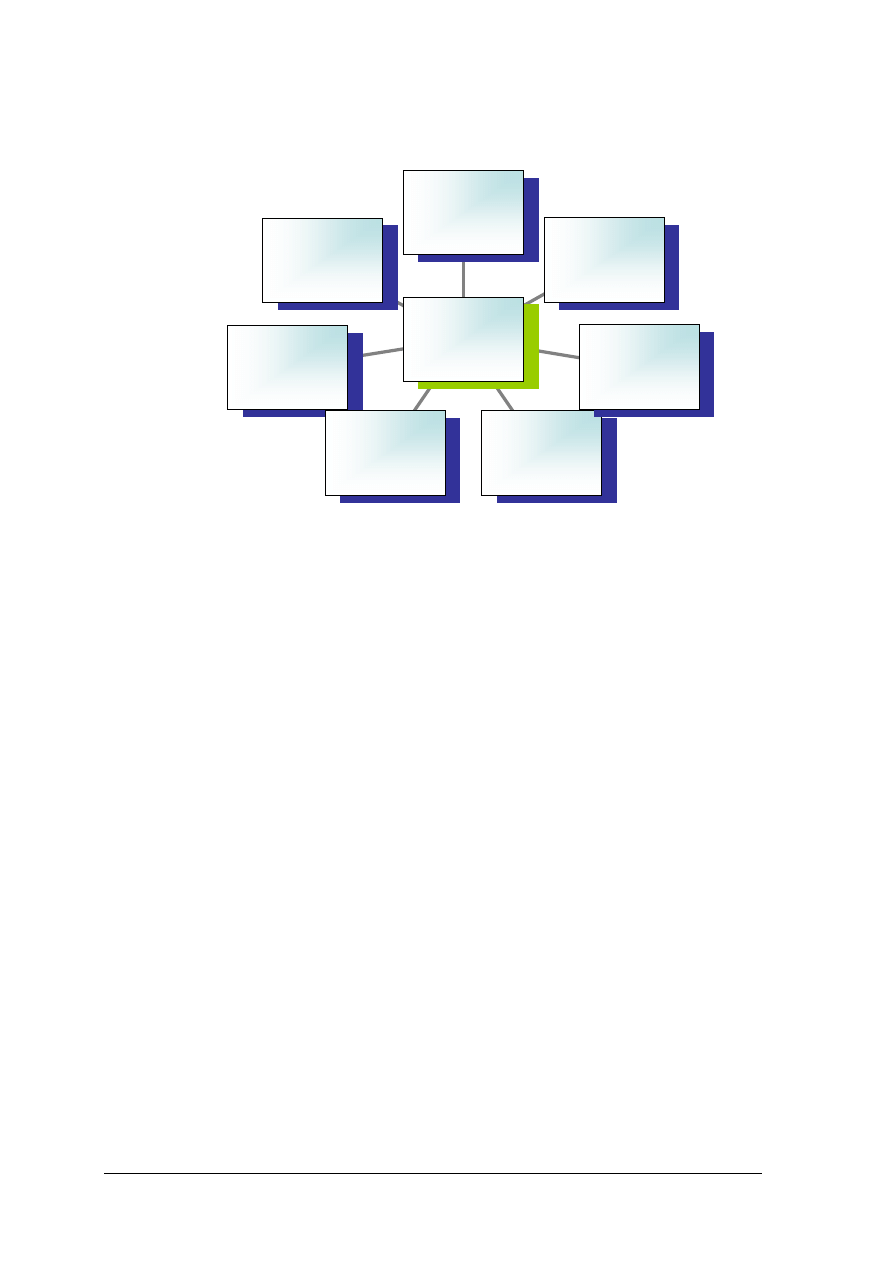
Schemat układu jednostek modułowych
827[01].Z2
Technologia przetwórstwa
spożywczego
827[01].Z2.02
Organizowanie i wykonywanie
operacji i procesów
jednostkowych
827[01].Z2.01
Dobieranie surowców,
materiałów pomocniczych
i dodatków do żywności
827[01].Z2.03
Organizowanie procesów
technologicznych przetwórstwa
spożywczego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
posługiwać się podstawową terminologią chemiczną,
−
scharakteryzować surowce stosowane w przetwórstwie spożywczym,
−
określać operacje i procesy jednostkowe w przetwórstwie spożywczym,
−
współpracować w grupie,
−
korzystać z różnych źródeł informacji,
−
korzystać z technologii informacyjnej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
wyjaśnić specyfikę organizacji procesu technologicznego w produkcji żywności,
–
przeanalizować
przebieg
procesów
technologicznych
wybranych
produktów,
zapewniających zgodną z normami jakość zdrowotną,
–
scharakteryzować metody utrwalania żywności,
–
zidentyfikować źródła zagrożeń w produkcji wyrobów wybranych gałęzi przemysłu
spożywczego,
–
wskazać źródła zagrożeń dla środowiska ze strony przetwórstwa spożywczego.
–
ustalić krytyczne punkty kontroli HACCP w procesach produkcji prowadzonych
w zakładzie przemysłu spożywczego,
–
wyjaśnić sposoby prowadzenia procesów technologicznych z zachowaniem Dobrej
Praktyki Higienicznej GHP,
–
zastosować przepisy bezpieczeństwa i higieny pracy podczas organizacji procesów
technologicznych w zakładach przetwórstwa spożywczego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Metody utrwalania żywności
4.1.1. Materiał nauczania
Surowce przemysłu spożywczego w większości przypadków nie są trwałe. Czynnikami
wpływającymi negatywnie na surowce i wyroby gotowe są enzymy, drobnoustroje, owady,
gryzonie, tlen, temperatura, światło wilgotność powietrza.
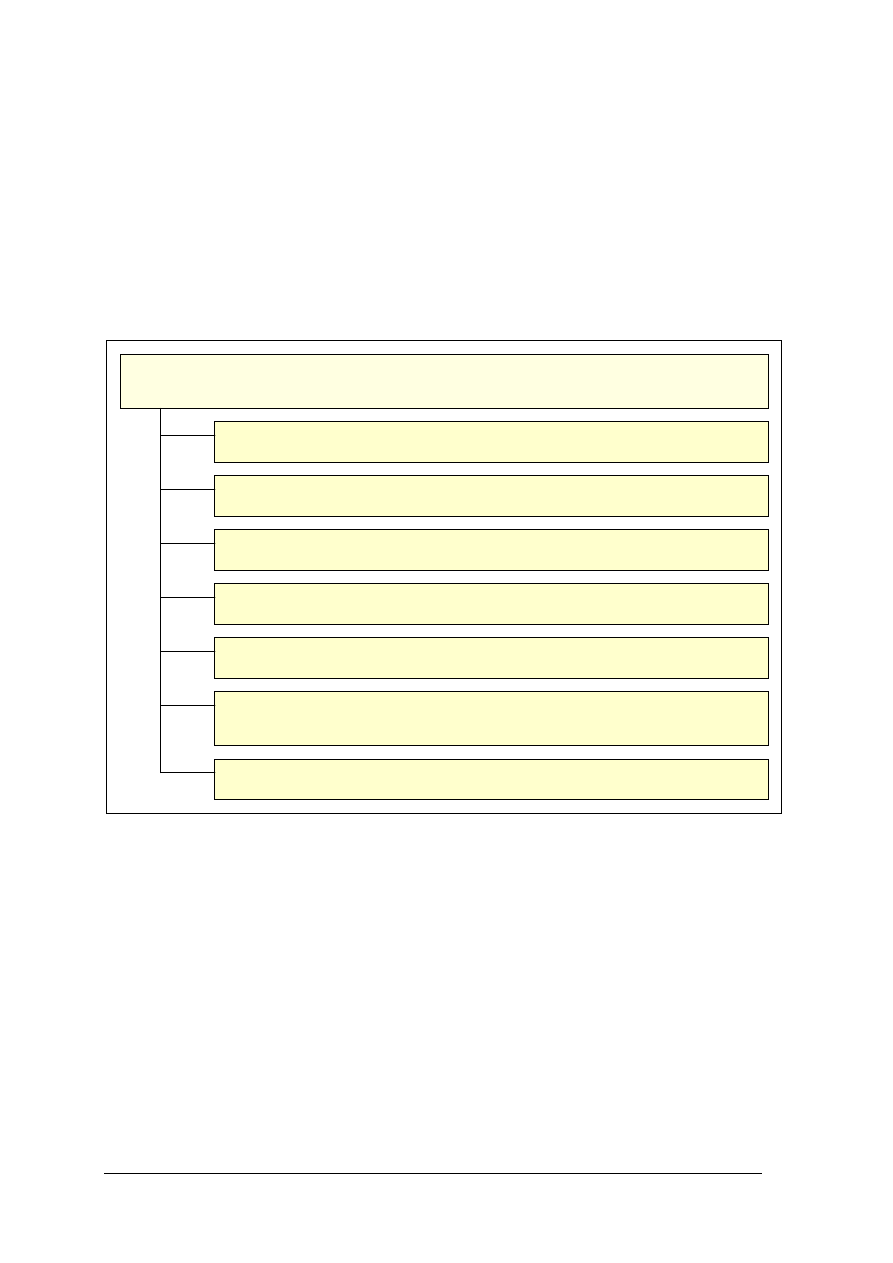
Rys. 1.
Definicja utrwalania żywności [opracowanie własne na podstawie 4, s. 239]
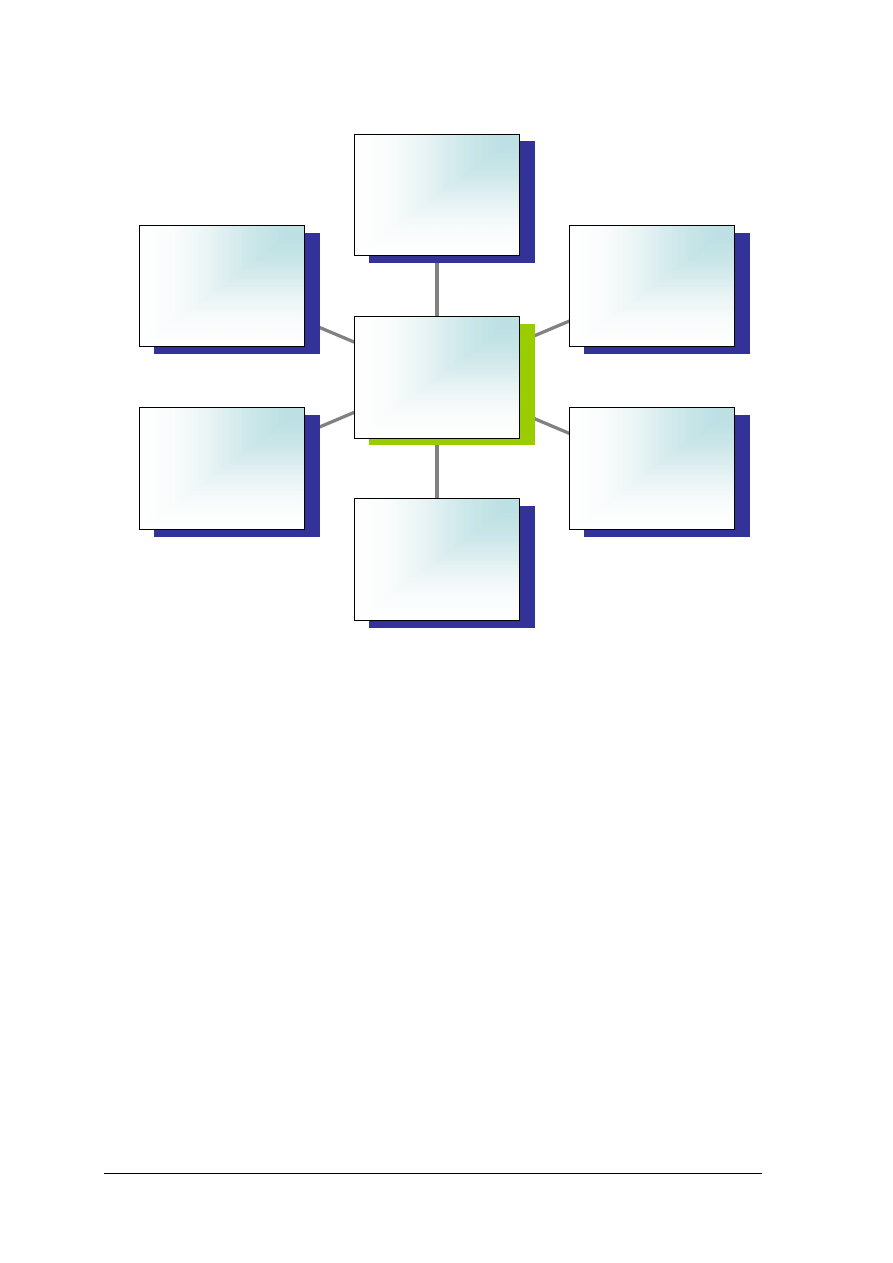
Znaczenie utrwalania żywności w gospodarce żywnościowej przedstawia rys. 2.
Utrwalanie żywności osiąga się wykorzystując następujące metody [4, s. 240]:
1) fizyczne:
−
obniżanie temperatury (chłodzenie i zamrażanie),
−
ogrzewanie (pasteryzacja, sterylizacja),
−
odwadnianie (zagęszczanie, suszenie),
2) chemiczne:
−
dodawanie chemicznych środków konserwujących,
−
stosowanie przeciwutleniaczy,
−
wędzenie,
3) biotechnologiczne
−
stosowanie fermentacji (mlekowej, alkoholowej).
Utrwalanie żywności jest to działanie zmierzające do przedłużenia trwałości żywności
poprzez:
niedopuszczenie do rozwoju i działalności drobnoustrojów
wstrzymanie tkankowych procesów biochemicznych
wstrzymanie zmian fizycznych
wstrzymanie zmian chemicznych
zabezpieczenie przed inwazją i rozwojem różnego rodzaju szkodników
zabezpieczenie przed zanieczyszczeniami fizycznymi, chemicznymi
i pochodzenia organicznego
zabezpieczenie przed skażeniami
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 2.
Znaczenie
utrwalania
żywności w gospodarce żywnościowej
[opracowanie własne na podstawie 4, s. 239]
W fizycznych metodach utrwalania żywności polegających na obniżeniu temperatury,
wyróżnia się chłodnictwo i zamrażalnictwo.
W chłodnictwie żywności stosuje się temperatury w granicach od 10
°
C do 0
°
C.
Większość drobnoustrojów powodujących psucie się żywności rozwija się szybko dopiero
w temperaturze powyżej 10
°
C.
Ze względu na zakres temperatury w chłodniczym przechowywaniu, żywność podzielono
na grupy:
−
od -1
°
C do +1
°
C – świeże ryby i mięso, kiełbasa, mięso mielone, wędzone mięso i ryby,
−
od 0
°
C do +5
°
C – pasteryzowane mięso puszkowane, mleko, śmietana, jogurt, pieczywo,
ciasto, wyroby cukiernicze,
−
od 0
°
C do +8
°
C – gotowane mięso, masło, margaryna, ser twardy.
Rolnicze surowce i artykuły żywnościowe odznaczają się różną naturalną trwałością,
stąd dzięki chłodnictwu, okres ich przydatności spożywczej może się przedłużyć od kilku dni
do paru tygodni.
Zamrażalnictwo jest to metoda utrwalania, w której żywność jest oziębiana
do temperatury – 18
°
C i poniżej i w tej temperaturze przechowywana. Jakość żywności
mrożonej zależy od wielu czynników:
−
jakości surowca,
−
metody zamrażania,
−
rodzaju opakowania,
pozwala lepiej
wykorzystywać
żywność w
gospodarstwach
domowych, turystyce,
żegludze
pozwala rozwijać
handel zagraniczny
pozwala zaopatrywać
w żywność duże
ośrodki miejskie
położone z dala od
rejonów produkcji
żywności
pozwala łagodzić
zjawisko sezonowości
produkcji żywności w
rolnictwie
żywność może być
transportowana na
dłuższe odległości
żywność może być
przechowywana przez
dłuższy czas
utrwalanie
żywności
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
−
warunków przechowywania,
−
sposobu rozmrażania.
Metody te w porównaniu z innymi, powodują niewielkie zmiany cech organoleptycznych
i odżywczych,
Podstawowym założeniem utrwalania żywności przez ogrzewanie jest niszczenie
drobnoustrojów.
Pasteryzacja
polega
na
łagodnym
ogrzewaniu
materiału
do
temperatury
nie przekraczającej 100
°
C. Ma ona na celu niszczenie drobnoustrojów chorobotwórczych
i przedłużenie trwałości produktu, wskutek zniszczenia drobnoustrojów wrażliwych
na ogrzewanie (drożdży i pleśni) i inaktywację większości enzymów.
W zależności od materiału pasteryzowanego oraz temperatury i czasu ogrzewania
wyróżnia się tradycyjnie różne systemy pasteryzacji:
−
pasteryzację niską albo długotrwałą (np. 63–65
°
C przez 20–30 minut dla mleka, 65
°
C
przez 30 minut dla soku owocowego, 65-68
°
C przez 30 minut dla piwa w butelkach,
64,4
°
C przez 2,5 minut i 60
°
C przez 3,5 minuty dla płynnych jaj),
−
pasteryzację w wysokiej temperaturze i krótkim czasie (np. 71,5
°
C przez 15 sekund
dla mleka, 80
°
C przez 15 sekund dla lodów spożywczych, 88
°
C przez 15 sekund
dla soku owocowego),
−
pasteryzacja momentalna (np. ogrzanie mleka do 85–90
°
C i natychmiastowe schłodzenie),
−
pasteryzacja wysoka (np. ogrzanie śmietanki w temperaturze od 85
°
C do prawie 100
°
C
w czasie od 15 sekund do kilku minut).
Produkty płynne lub stałe pasteryzowane są w zalewie przed umieszczeniem
lub po umieszczeniu ich w opakowaniach hermetycznych. Urządzeniem do pasteryzacji
jest pasteryzator.
Sterylizacja cieplna żywności pozwala na utrwalenie żywności na okres od pół roku
do dwóch, czasami więcej lat poprzez praktycznie całkowite termiczne zniszczenie
drobnoustrojów i ich toksyn oraz enzymów.
W przemyśle spożywczym stosowane są dwie metody sterylizacji cieplnej:
−
sterylizacja żywności w opakowaniach hermetycznych,
−
sterylizacja systemem UHT.
Do metod utrwalania żywności oparte na odwadnianiu należy zagęszczanie i suszenie.
Zagęszczanie (koncentracja) polega na usuwaniu wody z ciał płynnych zwykle do
zawartości ok. 30 %. Usuwanie wody z żywności powoduje skoncentrowanie składników
w mniejszej masie produktu, który nosi nazwę koncentratu.
Suszenie jest procesem technologicznym mającym na celu otrzymywanie produktu
wysuszonego posiadającego zawartość wody od kilku do kilkunastu procent. Suszenie
żywności wymaga stałego doprowadzenia ciepła potrzebnego do odparowania wody
z suszonego materiału oraz ciągłego usuwania pary wodnej powstałej w czasie odparowania.
W zależności od źródła ciepła, systemy suszenia żywności dzieli się na:
−
naturalne, w którym wykorzystuje się ciepło promieniowania słonecznego i ciepło zawarte
w powietrzu ogrzanym przez słońce. Wyróżnić tu można suszenie bezpośrednie, bez
urządzeń suszarniczych oraz suszenie pośrednie z zastosowaniem urządzeń suszarniczych,
−
sztuczne, w którym korzysta się z ciepła uzyskiwanego z urządzeń grzejnych.
Zmiany, jakie dokonują się podczas procesu suszenia, dotyczą takich cech jakościowych
jak: tekstura, smak, zapach, barwa, wartość odżywcza.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Utrwalanie chemiczne żywności polega na stosowaniu substancji chemicznych, które
wywołują efektywne utrwalanie żywności już przy stosunkowo małych dawkach,
nie przekraczających na ogół 0,1–0,2 %, a niekiedy znacznie niższych. Metody chemiczne
konserwowania żywności mają charakter pomocniczy lub alternatywny w stosunku
do podstawowych metod konserwowania (suszenia, chłodzenia, zamrażania, zagęszczania,
sterylizacji). Warunkiem stosowania metod chemicznych jest skuteczność działania
konserwującego oraz nieszkodliwość dla zdrowia konsumenta.
Konserwantami są substancje chemiczne dodawane do żywności w celu zmniejszenia
szybkości lub całkowitego zahamowania procesów, które powodują psucie i obniżenie jakości
żywności. Zastosowane konserwanty nie powinny zmieniać zapachu ani smaku żywności.
Większość konserwantów nie zawiera składników odżywczych i dodawane w niewielkiej ilości
nie mają bezpośredniego wpływu na wartość odżywczą [4, s. 239].
Najczęściej konserwanty dodawane są do żywności (np. benzoesan sodu, kwas askorbinowy
zwany potocznie witaminą C). Konserwujące działanie ma także proces moczenia mięsa
w solance (wodnym roztworze chlorku sodu) i wędzenia.
Wszystkie substancje dodawane do produktów spożywczych oznaczane są przez odpowiedni
symbol "E". Konserwanty i regulatory kwasowości mają zakres numerów E200-E299.
Przeciwutleniacze hamują szybkość procesów utleniania składników żywności,
szczególnie tłuszczu. Przeciwutleniacze stosowane są do spożywczych olejów rafinowanych,
margaryny, tłuszczu kuchennego i cukierniczego oraz smalcu, płatków i suszu ziemniaczanego,
wina, piwa, wędlin, przetworów peklowanych, mleka w proszku, i śmietanki w proszku, mąki
i przetworów zbożowych, wyrobów garmażeryjnych.
Wędzenie żywności polega na nasyceniu mięsa, wyrobów mięsnych i drobiowych, ryb,
sera i innych produktów dymem wędzarniczym. Wędzenie ma na celu:
−
nadanie charakterystycznego cenionego zapachu i smaku pochodzącego z różnorodnych
składników dymu, otrzymanego w wyniku powolnego spalania trocin, uzyskanych
z odpowiedniego gatunku drewna,
−
obsuszanie, co prowadzi do zwiększania wartości pokarmowej i trwałości produktu.
Utrwalanie żywności metodami biotechnologicznymi polega na zastosowaniu procesów
fermentacyjnych, głównie fermentacji kwasu mlekowego i fermentacji alkoholowej.
Fermentacja kwasu mlekowego jest wykorzystywana głównie do kiszenia kapusty,
ogórków, buraków ćwikłowych i fermentowanych napojów mlecznych. Do typowych napojów
mlecznych należą: mleko zsiadłe, jogurt, mleko acidofilne, kefir.
Wpływ utrwalania żywności metodami chemicznymi i biotechnologicznymi na jakość
żywności jest bardzo zróżnicowany tj. powoduje:
−
zwiększoną trwałość żywności,
−
zmianę koloru żywności,
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest definicja utrwalania żywności?
2. Jakie znaczenie w gospodarce żywnościowej ma utrwalanie żywności?
3. Na czym polega chłodnictwo i zamrażalnictwo żywności?
4. Na czym polega pasteryzacja i sterylizacja cieplna żywności?
5. Na czym polegają metody zagęszczania i suszenia żywności?
6. Na czym polegają chemiczne i biotechnologiczne metody utrwalania żywności?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.3. Ćwiczenia
Ćwiczenie 1
Wpisz do diagramu, jakie znaczenie dla gospodarki żywnościowej ma utrwalanie
żywności. Odpowiedź uzasadnij.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wpisać do diagramu, jakie znaczenie dla gospodarki żywnościowej ma utrwalanie
żywności,
2) uzasadnić wpisane odpowiedzi.
Wyposażenie stanowiska pracy:
−
wzór diagramu,
−
materiały piśmiennicze.
Ćwiczenie 2
Wskaż zastosowanie fizycznych metod utrwalania żywności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować Poradnik dla ucznia,
2) przeanalizować rozdział literatury dotyczący metod utrwalania żywności,
3) wskazać zastosowanie fizycznych metod utrwalania żywności.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 poradnika,
−
materiały piśmiennicze.
…..
…..
…..
….
….
…..
utrwalanie
żywności

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Ćwiczenie 3
Wskaż zastosowanie chemicznych i biotechnologicznych metod utrwalania żywności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować rozdział literatury dotyczący metod utrwalania żywności,
2) wskazać zastosowanie chemicznych i biotechnologicznych metod utrwalania żywności.
3) przeanalizować podrozdział z Poradnika dla ucznia.
Wyposażenie stanowiska pracy:
−
literatura zgodna z rozdziałem 6 poradnika,
−
materiały piśmiennicze.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić definicję utrwalania żywności?
2)
określić znaczenie w gospodarce żywnościowej ma utrwalanie
żywności?
3)
scharakteryzować fizyczne, chemiczne i biotechnologiczne metody
utrwalania żywności?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Przebieg procesów technologicznych
4.2.1. Materiał nauczania
Na proces technologiczny, zmierzający do wytworzenia z surowca produktu
o określonych cechach jakościowych, składa się wiele procesów jednostkowych. Poszczególne
procesy jednostkowe muszą być ze sobą zsynchronizowane i powiązane w logiczny ciąg
technologiczny.
Istotnym elementem jest również racjonalne i harmonijne powiązanie czynników produkcji
(praca ludzka, przedmioty pracy i środki pracy).
W przemyśle spożywczym każdy proces technologiczny ma inną strukturę technologiczną,
a co za tym idzie inną organizację i wyposażenie techniczne. Ponadto, różnice występują nie
tylko pomiędzy branżami przemysłu spożywczego, ale również w zakresie każdej branży
w zależności od rodzaju produktu gotowego.
Organizowanie procesu technologicznego w zakładzie przemysłu spożywczego opiera się
na programie produkcji oraz zdolności produkcyjnych zakładu. Program produkcji ustala
liczbę i rodzaj asortymentów oraz wielkość produkcji. Natomiast zdolność produkcyjna
wynika przede wszystkim z wyposażenia technicznego w maszyny i urządzenia, z wielkości
pomieszczeń, liczebności i kwalifikacji personelu (załogi).
Produkcja powinna być prowadzona zgodnie z wymaganiami podanymi w normach.
Po ustaleniu rodzaju produkowanych asortymentów i ich liczby (na podstawie instrukcji
technologicznych, receptur i norm) ustala się ilość potrzebnych surowców i materiałów
pomocniczych.
Następnie przeprowadzana jest kontrola gotowości techniczno-sanitarnej:
−
stan higieniczno-sanitarny pomieszczeń, maszyn, urządzeń, ubrań roboczych,
−
stan techniczny maszyn, urządzeń i sprzętu,
−
stan instalacji pary, gazu, energii elektrycznej i urządzeń chłodniczych.
Dalsze zadania to przygotowanie załogi do pracy.
Kolejnym etapem jest podział zadań produkcyjnych dla poszczególnych grup
pracowników. Podział ten obejmuje produkcje asortymentową i ilościową oraz czas
na wykonanie zadania.
Koordynacja wykonania zadań, zaopatrzenia w surowce do produkcji, materiały
pomocnicze, energie, maszyny, regulowanie zapasów i zapewnienie terminowych dostaw,
należy do kierownictwa zakładu.
W celu sprawdzenia wykonania zadań zgodnie z harmonogramem, przeprowadza się
kontrolę wyników produkcji [1, s.244].
Dla przykładu, w jaki sposób przebiegają procesy produkcyjne w poszczególnych
branżach, przedstawione zostaną niżej wybrane procesy produkcyjne.
Produkcja piekarsko-ciastkarska obejmuje technologię produkcji pieczywa i wyrobów
ciastkarskich. Podstawowymi procesami występującymi w tej produkcji są: mieszanie,
fermentacja i termiczne utrwalanie (wypiek), operacje pomocnicze (przenoszenie, dzielenie
i formowanie). W produkcji piekarsko-ciastkarskiej w procesach produkcyjnych) używane są
podobne surowce, tj. mąka, woda, środki spulchniające, cukier i środki słodzące, tłuszcze,
mleko i produkty mleczne, jaja i przetwory z jaj.
Przygotowanie (np. przesiewanie mąki) i dozowanie surowców, przestrzeganie
stosowanej receptury pozwala na uzyskanie odpowiedniej jakości pieczywa lub ciast.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
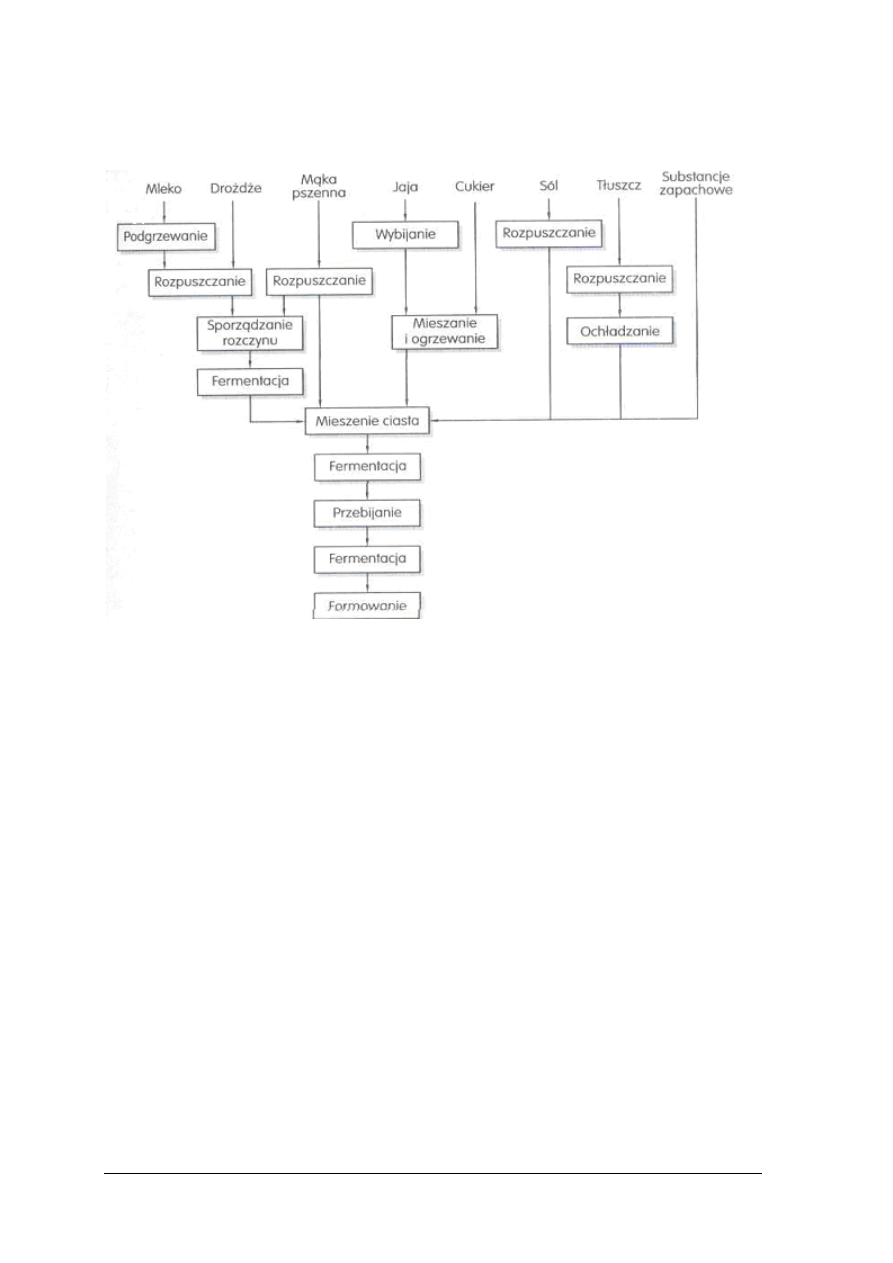
Przykładowy schemat procesu technologicznego w produkcji piekarsko – ciastkarskiej
przedstawia rys. 3.
Rys. 3.
Schemat wytwarzania ciasta drożdżowego [2, s. 35]
Ciasto drożdżowe wytwarzane jest na rozczynie lub bez rozczynu. Fermentacja
uzyskanego ciasta trwa około 1 godziny w temperaturze 28–33°C. W celu zapobieżenia
opadaniu fermentującego ciasta, stosuje się krótkotrwałe mieszanie, tzw. przebicie, które
powoduje wprowadzenie do ciasta pęcherzyków powietrza i bardziej równomierne
rozprowadzenie obecnego w cieście dwutlenku węgla. Efektem przebicia jest dalsze rośnięcie
ciasta i gromadzenie się nim związków aromatycznych poprawiających smak i zapach.
Następnie ciasto jest dzielone na kęsy i formowane ręcznie lub mechanicznie. Uformowane
wyroby poddaje się końcowej fermentacji w temperaturze 31°C i wilgotności powietrza 75%.
Temperatura wypieku wyrobów drożdżowych wynosi 180–240°C.
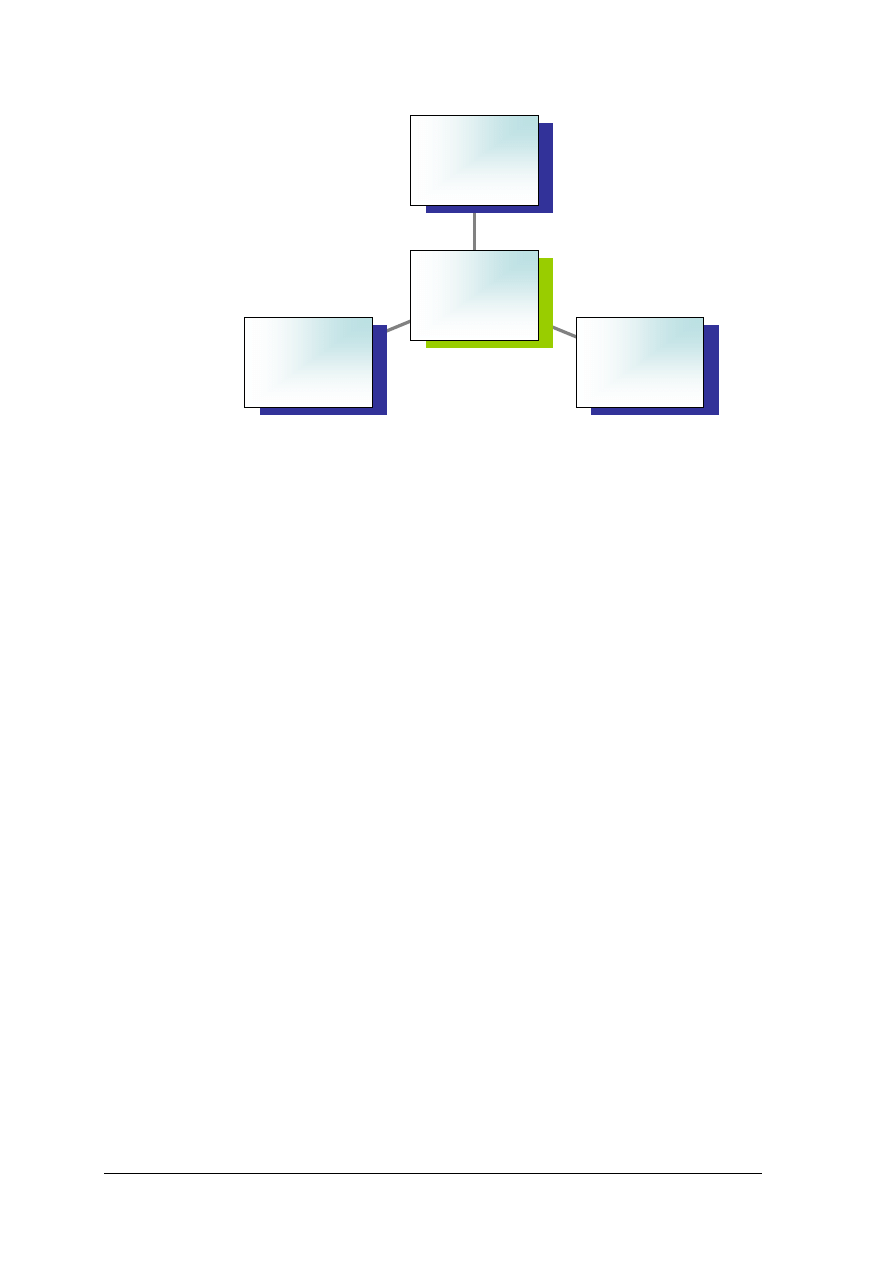
Rodzaje maszyn i urządzeń stosowanych w procesie wytwarzania ciasta drożdżowego,
przedstawia rys. 4
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 4.
Rodzaje maszyn i urządzeń stosowanych w procesie wytwarzania ciasta
drożdżowego [opracowanie własne]
W przetwórstwie mięsnym wyróżnia się dwa podstawowe kierunki produkcji:
−
ubój i odpowiednia obróbka tusz zwierząt,
−
przetwarzanie mięsa.
W produkcji i przetwórstwie mięsa podstawowymi rodzajami mięs pozyskiwanych
i przetwarzanych przez zakłady mięsne są:
−
wieprzowina,
−
wołowina,
−
mięso drobiowe,
−
konina,
−
mięso owcze,
−
dziczyzna,
−
mięso strusi hodowlanych.
Występujące procesy technologiczne w przetwórstwie mięsa, to:
−
technologia produkcji wędzonek parzonych,
−
technologia produkcji kiełbas,
−
technologia produkcji wędlin podrobowych,
−
technologia produkcji konserw.
Przesiewacze do mąki
Wychwytywacze magnetyczne lub elektromagnetyczne
Mieszarki do mieszania ciasta
Zbiorniki wyposażone w mieszadło do przygotowania drożdży
Dozownik mąki
Dzielarko-zaokrąglarka do dzielenia i kształtowania kęsów ciasta
Komory rozrostowe przyspieszające fermentację
Piece
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
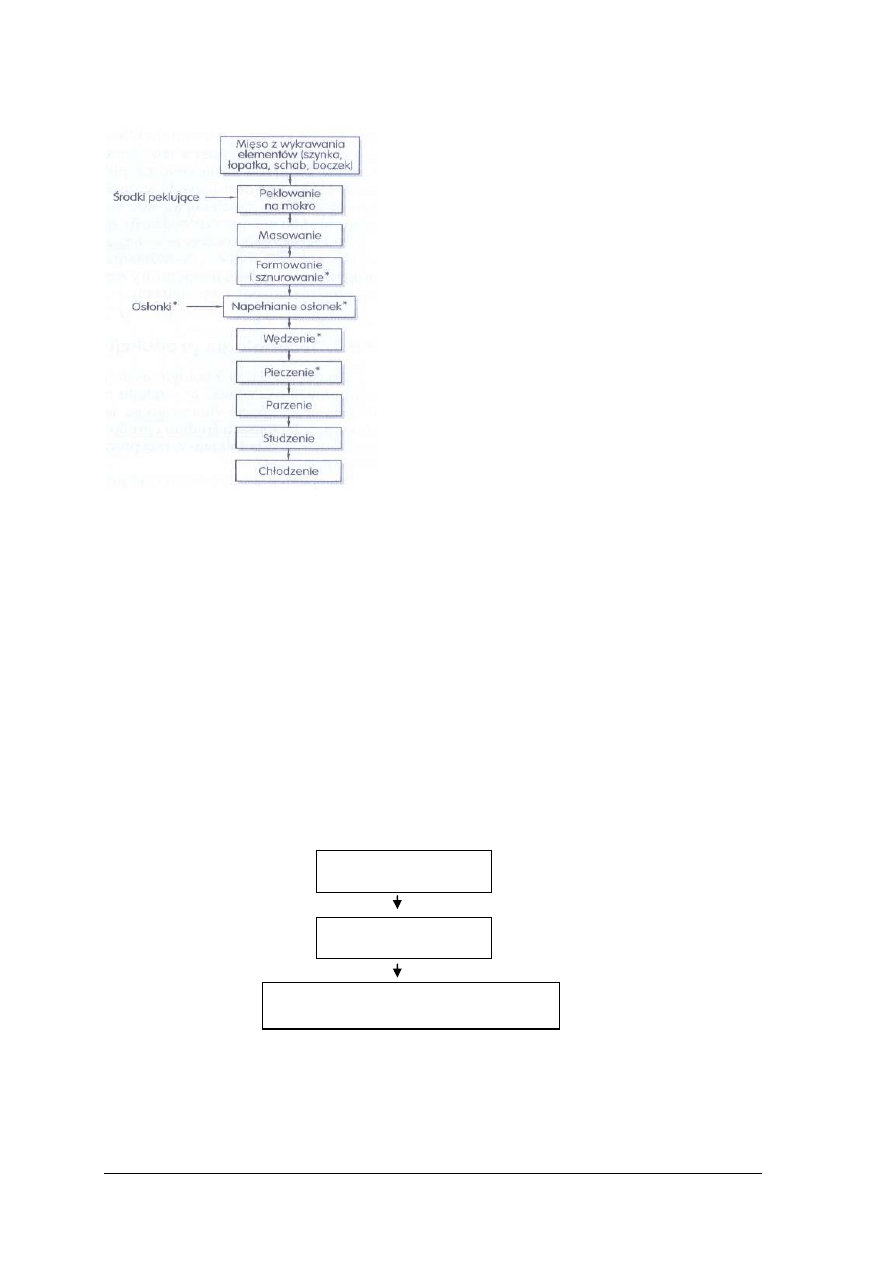
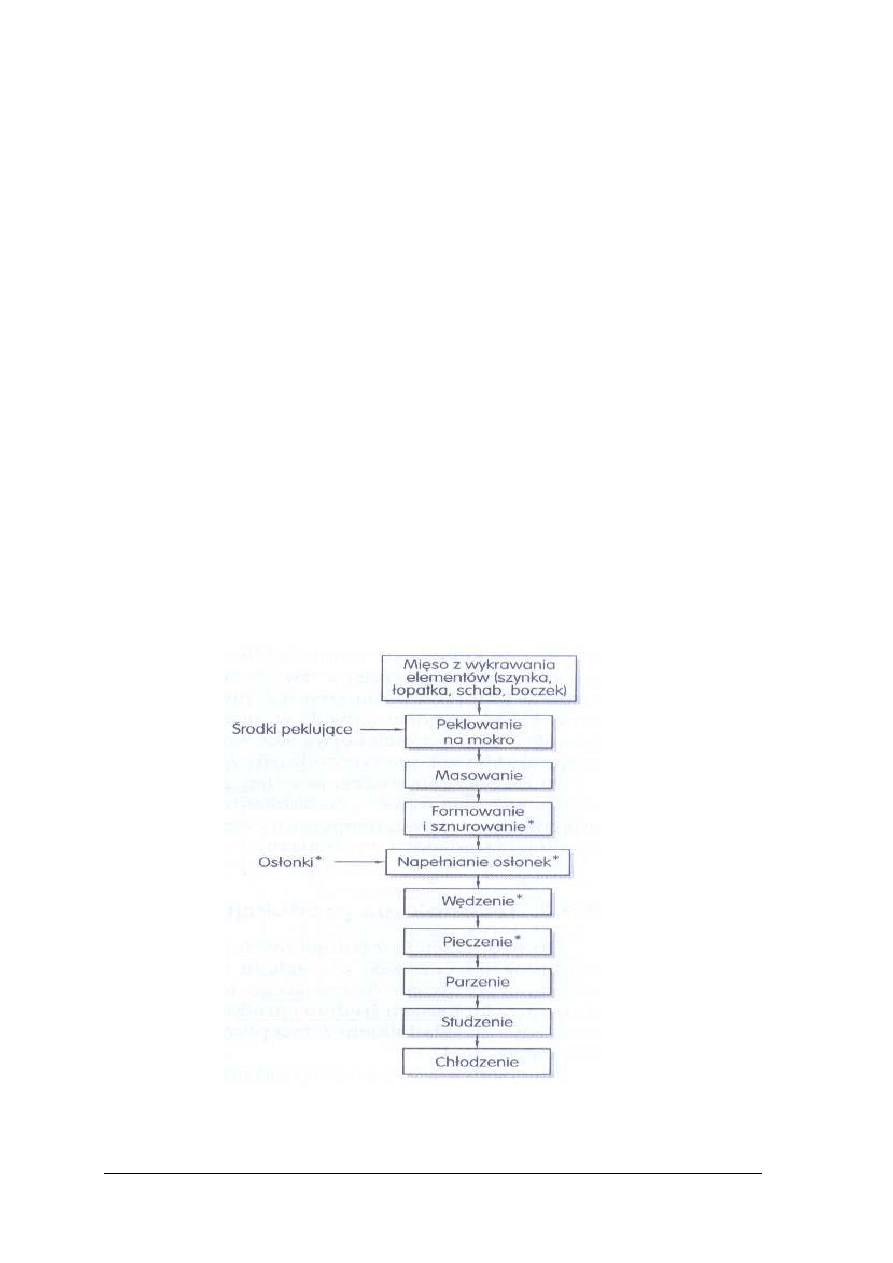
Przykładowy schemat procesu technologicznego w przetwórstwie mięsa przedstawia rys. 5.
Rys. 5.
Schemat
technologii
produkcji
wędzonek
parzonych
[2,
s.
83]
* – etap oznaczony gwiazdką nie zawsze występuje
W produkcji wędzonek parzonych mięso jest poddawane peklowaniu nastrzykowemu,
podczas którego jest wprowadzana solanka za pomocą nastrzykiwarek. Mięso z dodaną
solanką przekazywane jest do maskownicy, stanowiące cylindryczny zbiornik, zaopatrzony
w mieszadło, którego obrót powoduje uplastycznienie surowca oraz równomierne
rozprowadzenie solanki. Ponadto operacja ta powoduje lepsze „sklejanie” kawałków mięsa
oraz sprzyja tworzeniu delikatnej konsystencji produktu. Wymasowane mięso, poddawane jest
formowaniu, sznurowaniu po tym ewentualnie napełnianiu w osłonki, a następnie wędzeniu
i parzeniu.
Obróbka termiczna wędzonek odbywa się w komorach wędzarniczo-parzelniczych.
Wędzenie trwa od kilkunastu minut do kilku godzin. Po zakończeniu wędzenia przeprowadza
się parzenie wyrobu, do momentu uzyskania odpowiedniej temperatury (zazwyczaj 68–70°C)
a następnie studzenie i wychładzanie.
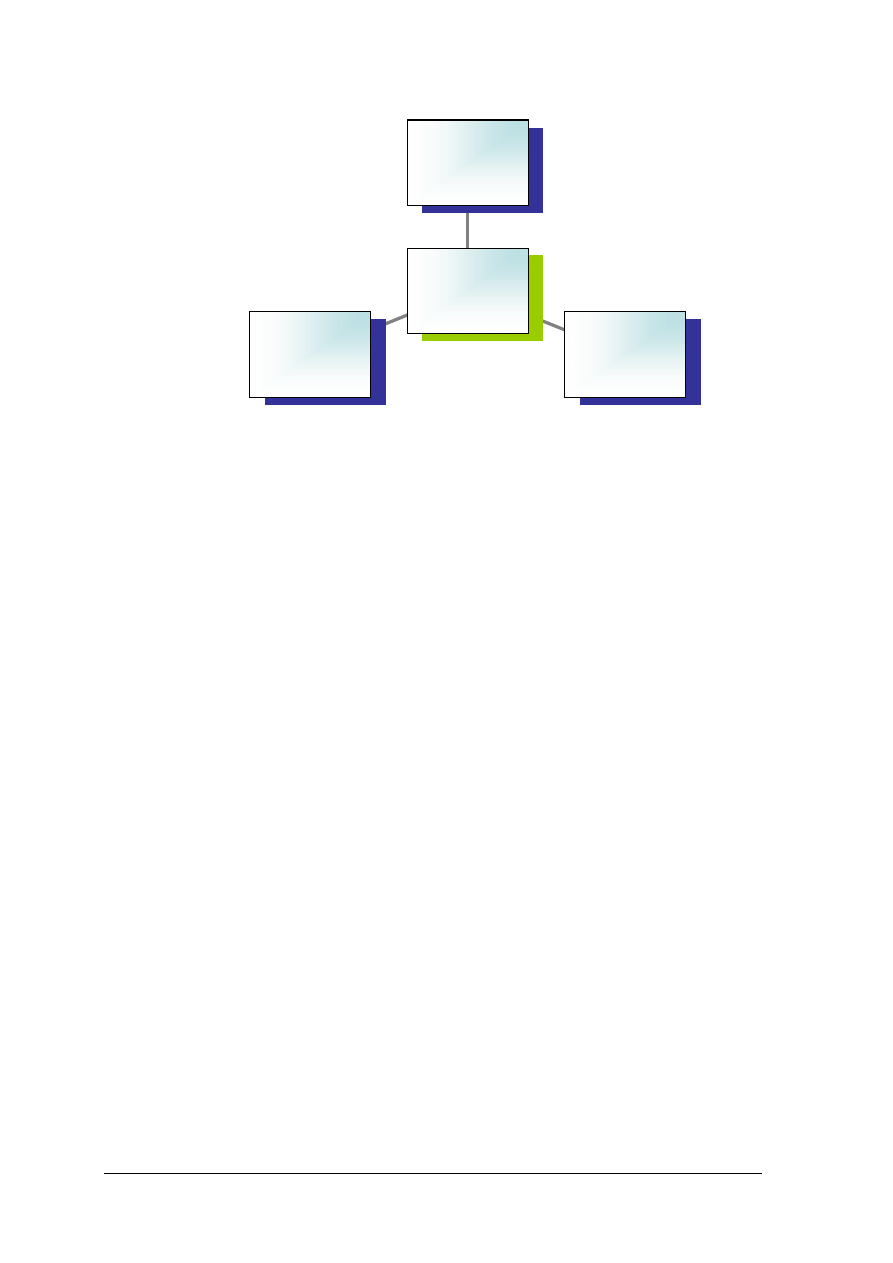
Rodzaje maszyn i urządzeń stosowanych w procesie produkcji wędzonek parzonych,
przedstawia rys.6.
Rys. 6.
Rodzaje maszyn i urządzeń stosowanych w procesie produkcji wędzonek parzonych
[opracowanie własne]
Nastrzykiwarki
Masownica
Komory wędzarniczo – parzelnicze
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Głównymi wyrobami przemysłu mleczarskiego są:
−
mleko spożywcze,
−
napoje mleczne,
−
mleko zagęszczone
−
mleko w proszku,
−
lody jadalne,
−
masło,
−
sery,
−
uboczne produkty (maślanka, serwatka).
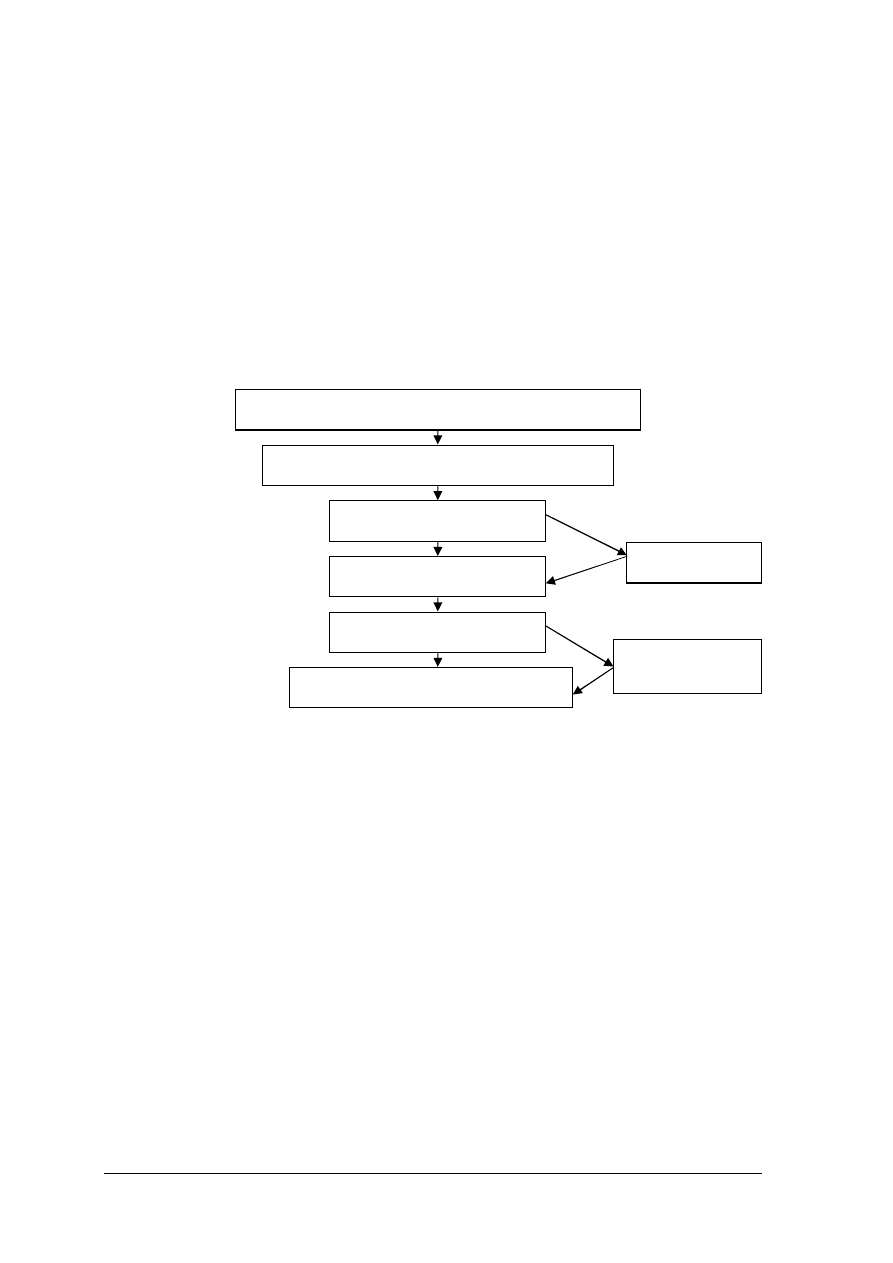
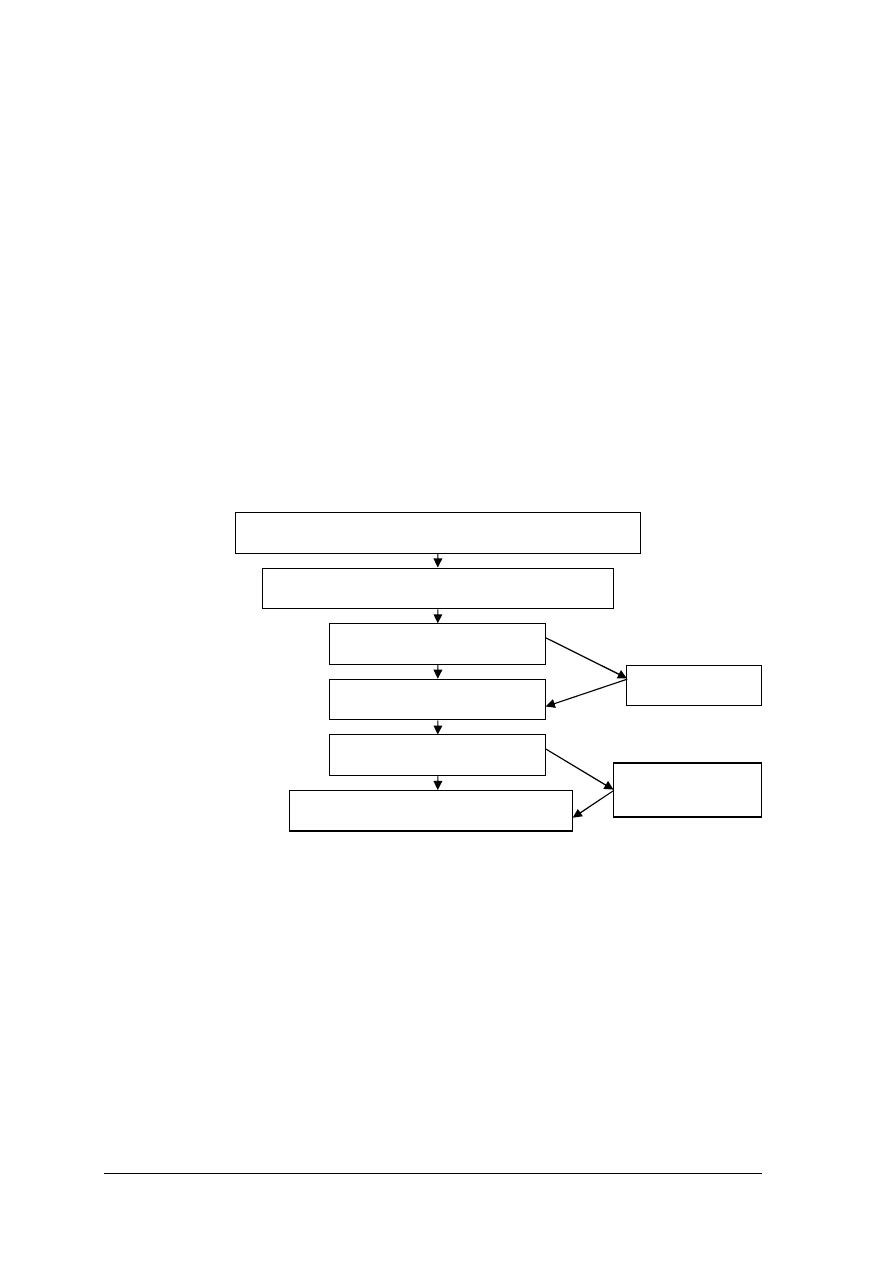
Przykładowy schemat procesu technologicznego w przemyśle mleczarskim przedstawia
rys. 7.
Rys. 7.
Schemat produkcji mleka spożywczego[1, s. 278]
Pierwszym etapem procesu technologicznego produkcji mleka spożywczego jest odbiór
i ocena mleka, następnie czyszczenie i normalizacja oraz pasteryzacja. Czyszczenie ma na celu
usunięcie ciał mechanicznych oraz częściowo drobnoustrojów. W kolejnym etapie mleko jest
poddawane pasteryzacji, która powoduje zabicie bakterii chorobotwórczych. Pasteryzacja
może trwać 0,5-2 sekund w temperaturze 80–90°C lub 15–30 sekund w temperaturze 71–75
°C. Odpowiednia temperatura i czas pasteryzowania jest warunkiem uzyskania mleka
odpowiedniej jakości.
Niektóre gatunki mleka poddawane są homogenizacji, która polega na rozbiciu gronek
i kuleczek tłuszczowych na mniejsze. Homogenizacja przeprowadzana jest w temperaturze
60–65 °C i jest połączona z pasteryzacją. Po pasteryzacji następuje natychmiastowe chłodzenie
mleka, które ma na celu przerwanie działanie wysokiej temperatury i zahamowanie rozwoju
mikroflory i psucia się mleka. Mleko chłodzone może być magazynowane lub bezpośrednio
rozlewane do opakowań za pomocą urządzeń do automatycznego rozlewania mleka.
Rodzaje maszyn i urządzeń stosowanych w procesie produkcji mleka spożywczego,
przedstawia rys.8.
Przyjmowanie i ocena mleka surowego
Normalizacja zawartości tłuszczu
Oczyszczanie
Pasteryzacja
Chłodzenie
Rozlewanie do opakowań
Homogenizacja
Magazynowanie
w zbiorniku
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 8. Rodzaje maszyn i urządzeń stosowanych w procesie produkcji mleka spożywczego
[opracowanie własne]
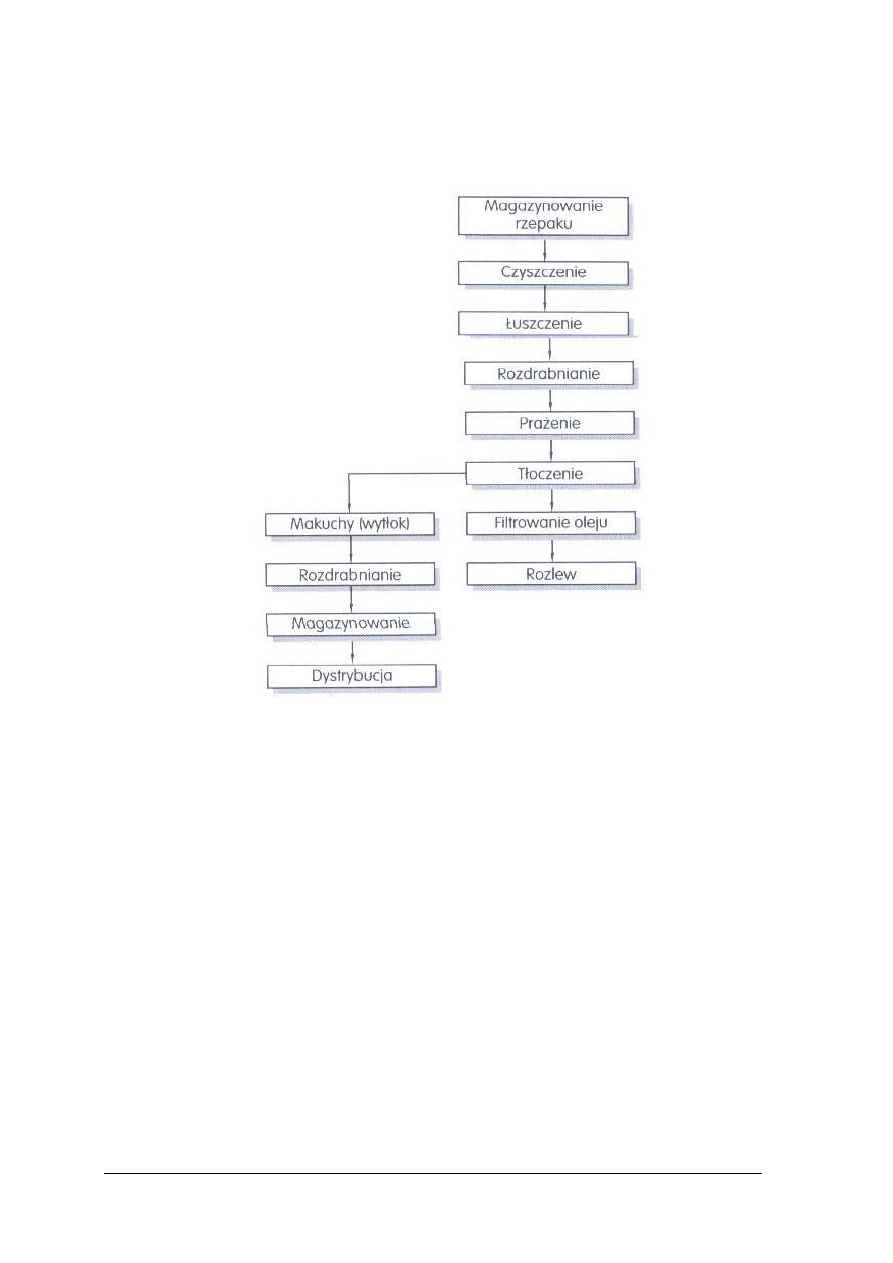
Przetwórstwo surowców olejarskich jest to dział związany z przerobem roślinnych
surowców olejarskich, produkcją oleju w skali przemysłowej oraz dalszym przerobem olejów
roślinnych na margarynę, tłuszcze kuchenne, piekarskie i cukiernicze. Przykładowy schemat
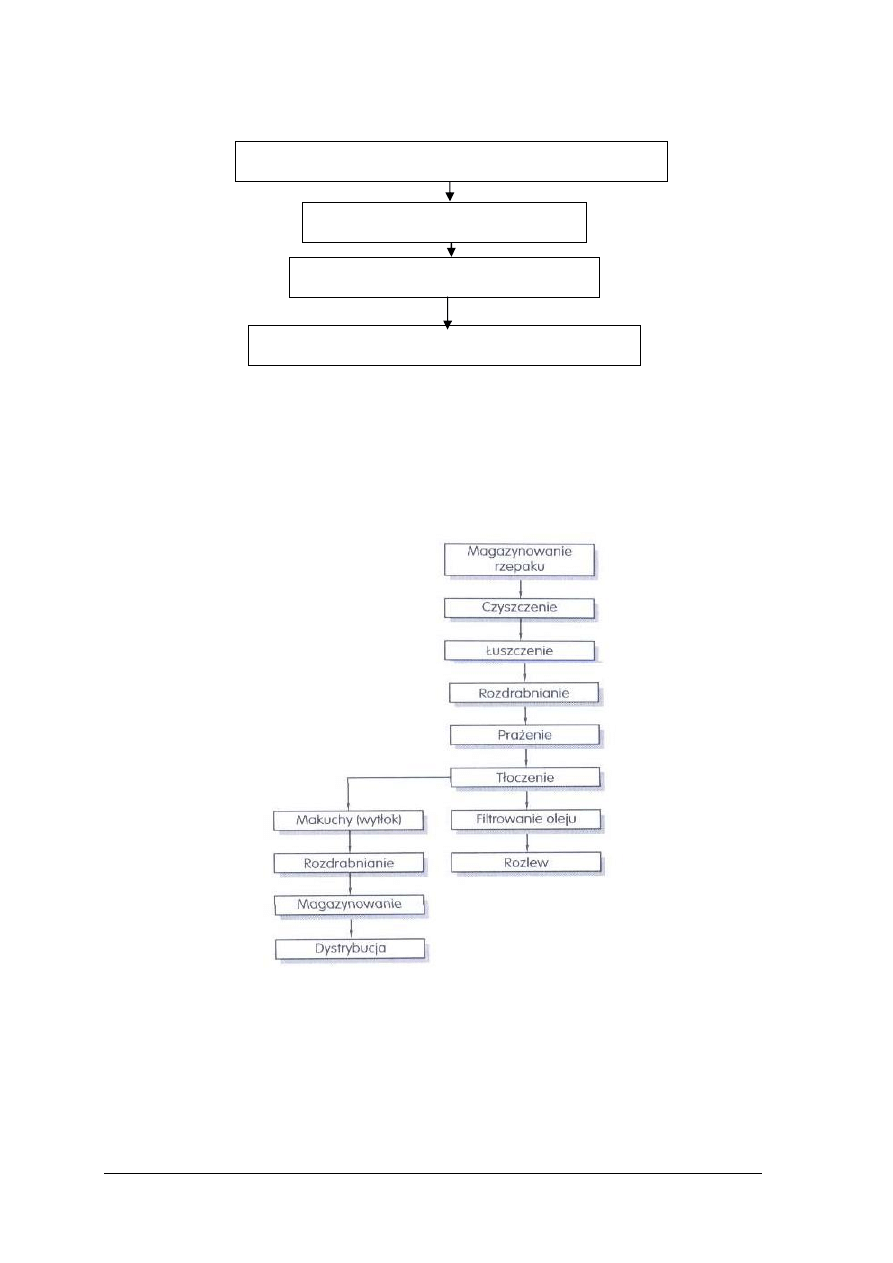
procesu technologicznego w przetwórstwie olejarskim przedstawia rys. 9.
Rys. 9.
Schemat produkcji oleju rzepakowego w małym zakładzie produkcyjnym [5, s. 155]
Proces technologiczny rozpoczyna się od czyszczenia surowca, które ma na celu usunięcie
zanieczyszczeń, utrudniających przerób i wpływających na końcową jakość oleju i śruty. Do
odsiewania nasion są stosowane odsiewacze bębnowe lub tryjery, do usuwania plew i pyłu
wialnie, a do zanieczyszczeń „żelaznych” magnesy.
Kolejnym zabiegiem jest łuszczenie nasion (np. słonecznika, soi) poprzez rozbijanie łupin
(ściskanie, rozcieranie, uderzanie, przecinanie). Następnie nasiona są podsuszane bądź
Wirówki czyszczące i normalizujące zawartość tłuszczu
Pasteryzatory płytowe
Agregaty płytowe do oziębiania mleka
Urządzenia do automatycznego rozlewania mleka
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
nawilżane w przypadku nasion zbyt suchych w celu uzyskania lepszego rozdrobnienia
i ograniczenia nadmiernego rozkruszania.
Rozdrabnianie nasion stosuje się w celu zwiększenia wydajności oleju zarówno podczas
tłoczenia, jak i ekstrakcji. Do rozdrabniania używa się młynów walcowych lub tarczowych.
Następną operacją w procesie technologicznym jest wytłaczanie tłuszczu za pomocą pras
ślimakowych, które pozostawiają w wytłoku (pozostałość po tłoczeniu) tylko kilka procent
tłuszczu. W małych olejarniach, gdzie stosuje się tylko samo tłoczenie uzyskany olej jest dobrej
jakości i zachowuje naturalne składniki surowca.
Rodzaje maszyn i urządzeń stosowanych w przetwórstwie olejarskim, przedstawia
rys. 10.
Rys. 10. Rodzaje maszyn i urządzeń stosowanych w przetwórstwie olejarskim
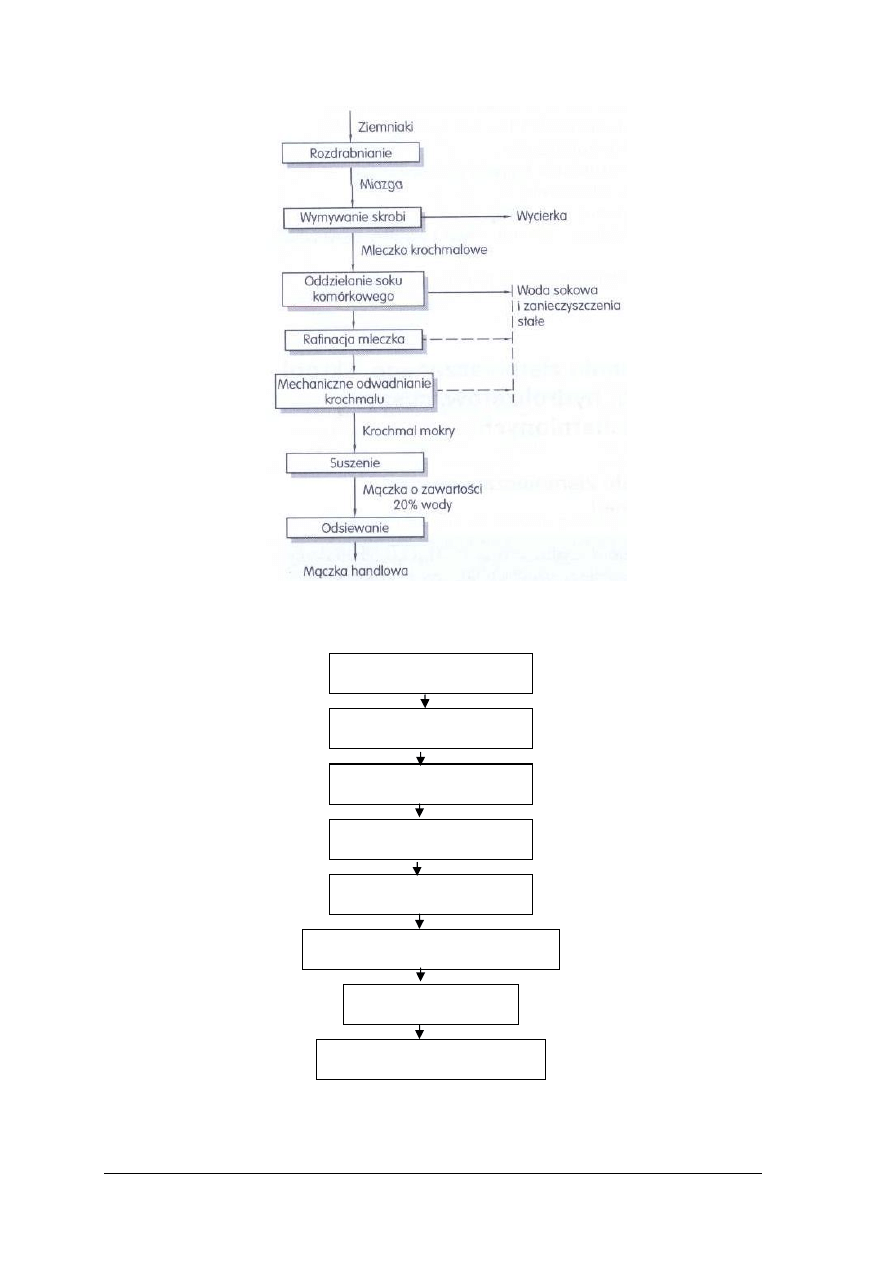
Przetwórstwo ziemniaków jest to wytwórczość przemysłowa, w której korzysta się
z ziemniaków jako surowca. Przetwórstwo ziemniaków obejmuje produkcję:
−
skrobi,
−
syropów skrobiowych,
−
skrobi modyfikowanych,
−
glukozy,
−
suszy i wyrobów uszlachetnionych (np. frytek, płatków).
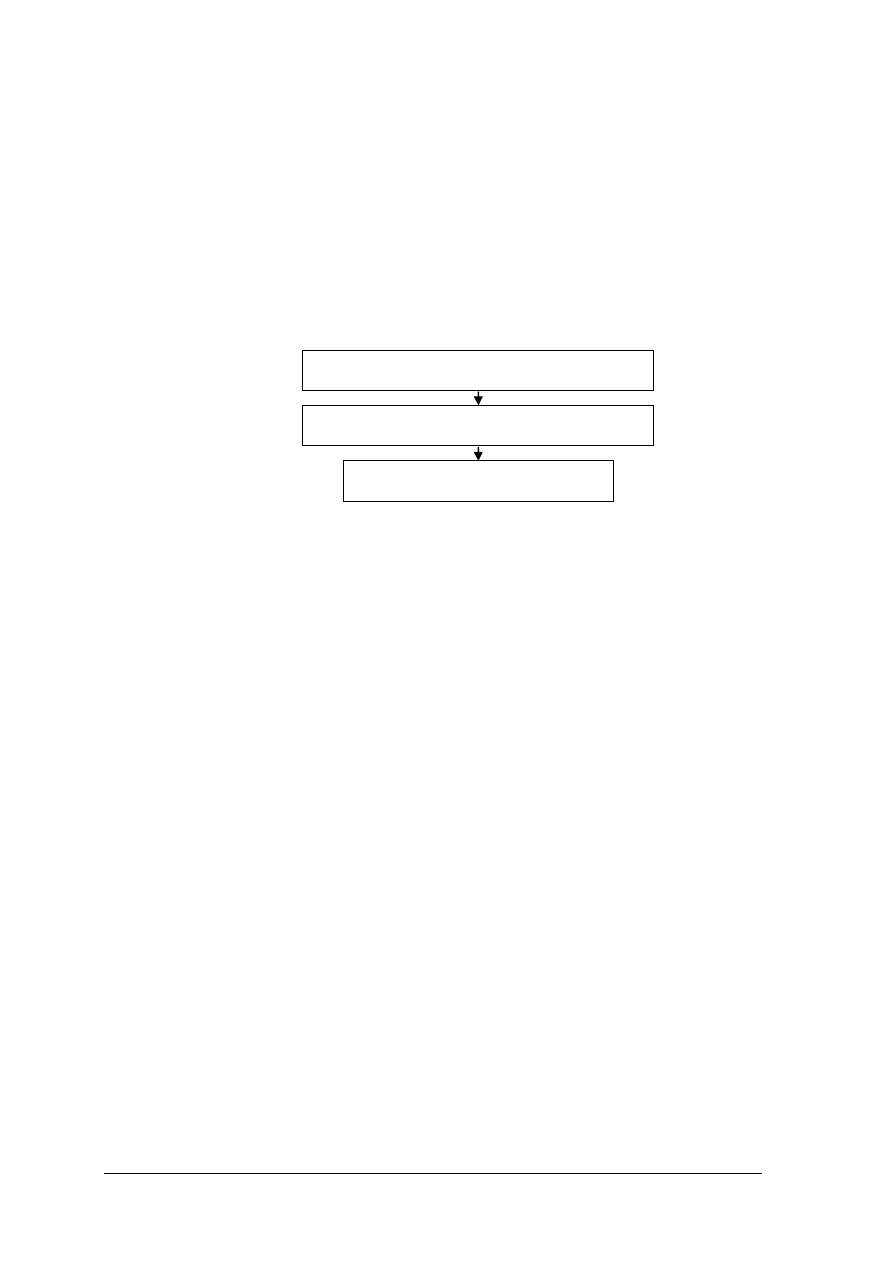
Przykładowy schemat procesu technologicznego w przetwórstwie ziemniaków
przedstawia rys. 11.
Skrobia (krochmal) powstaje w roślinach jako produkt fotosyntezy i jest gromadzony
w bulwach ziemniaka, jako materiał zapasowy. Proces technologiczny rozpoczyna się
od przeniesienia
ziemniaków
z
magazynu
transportem
hydraulicznym
(wodnym)
z jednoczesnym usuwaniem grubszych zanieczyszczeń i wstępnym myciem, a następnie
kierowane są do płuczki. Umyte ziemniaki są ważone, a następnie rozdrabniane przy użyciu
tarek bębnowych. Z rozdrobnionej miazgi oddziela się wodę sokową, gdyż zawiera
ona składniki, które mogą stanowić zanieczyszczenie uzyskiwanej skrobi. Do tego zabiegu
używa się wirówek. Kolejną czynnością jest wymywanie skrobi z miazgi. Wymyte, zawarte
w wodzie ziarna skrobi są nazywane mleczkiem krochmalowym.
Odsiewacze bębnowe, tryjery, wialnie
Młyny walcowe, tarczowe
Prasy ślimakowe
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 11. Uproszczony schemat produkcji skrobi [5, s. 178]
Rys. 12. Rodzaje maszyn i urządzeń stosowanych w przetwórstwie ziemniaków [opracowanie własne]
Płuczki
Wagi automatyczne
Tarki bębnowe
Wirówki
Wymywacze
Sita
strumieniowe rafinujące
Filtry próżniowe
Odsiewacze cylindryczne
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Proces ten prowadzi się w wymywaczach. Wypływające mleczko z wymywacza
kierowane jest do wirówek, w których zachodzi jego zagęszczanie (wzrost zawartości skrobi),
a w następnej kolejności poddawane jest rafinacji w celu oddzielenia resztek drobnych
włókienek.
Kolejną czynnością jest bielenie mleczka skrobiowego przy użyciu dwutlenku siarki.
Mleczko krochmalowe rafinowane, przed skierowaniem do suszenia, poddaje się odwodnieniu
w obrotowym filtrze próżniowym. Wysuszoną mączkę odsiewa się na odsiewaczach
cylindrycznych, w celu oddzielenia grysu i innych zanieczyszczeń. Oddzielona mączka stanowi
gotowy produkt handlowy.
Rodzaje maszyn i urządzeń stosowanych w przetwórstwie ziemniaków, przedstawia rys. 12.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega specyfika organizacji procesu technologicznego w produkcji żywności?
2. Jaki jest przebieg procesu technologicznego wybranych produktów?
3. Jakie
maszyny
i
urządzenia
są
wykorzystywane
w
wybranych
procesach
technologicznych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Opisz kolejne etapy technologii produkcji wędzonek parzonych. Dobierz maszyny
i urządzenia stosowane na poszczególnych etapach procesu technologicznego.
Rys. 1
do ćwiczenia 1. Schemat technologii produkcji wędzonek parzonych [2, s. 83]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział z Poradnika dla ucznia,
2) przeanalizować literaturę dotyczącą procesów technologicznych z rozdziału 6,
3) opisać kolejne etapy technologii produkcji wędzonek parzonych,
4) dobrać maszyny i urządzenia stosowane na poszczególnych etapach procesu
technologicznego.
Wyposażenie stanowiska pracy:
−
Poradnik dla ucznia,
−
literatura z rozdziału 6,
−
schemat technologii produkcji wędzonek parzonych,
−
materiały piśmiennicze.
Ćwiczenie 2
Opisz kolejne etapy technologii produkcji mleka spożywczego. Dobierz maszyny
i urządzenia stosowane na poszczególnych etapach procesu technologicznego.
Rys. 1.
do ćwiczenia 2. Schemat produkcji mleka spożywczego [1, s. 278]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział z Poradnika dla ucznia,
2) przeanalizować literaturę z rozdziału 6 dotyczącą procesów technologicznych,
3) wyjaśnić i opisać kolejne etapy technologii produkcji mleka spożywczego,
4) dobrać maszyny i urządzenia stosowane na poszczególnych etapach procesu
technologicznego.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6,
−
schemat technologii produkcji mleka spożywczego,
−
materiały piśmiennicze.
Przyjmowanie i ocena mleka surowego
Normalizacja zawartości tłuszczu
Oczyszczanie
Pasteryzacja
Chłodzenie
Rozlewanie do opakowań
Homegenizacja
Magazynowanie
w zbiorniku
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Ćwiczenie 3
Opisz kolejne etapy technologii produkcji oleju rzepakowego. Dobierz maszyny
i urządzenia stosowane na poszczególnych etapach procesu technologicznego.
Rys. 1.
do ćwiczenia 3. Schemat produkcji oleju rzepakowego w małym zakładzie produkcyjnym [5, s. 155]
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział z Poradnika dla ucznia,
2) przeanalizować literaturę dotyczącą procesów technologicznych z rozdziału 6,
3) opisać kolejne etapy technologii produkcji oleju rzepakowego,
4) dobrać maszyny i urządzenia stosowane na poszczególnych etapach procesu
technologicznego.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6,
−
schemat technologii produkcji oleju rzepakowego,
−
materiały piśmiennicze.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić
na
czym
polega
specyfika
organizacji
procesu
technologicznego w produkcji żywności?
2)
scharakteryzować przebieg procesu technologicznego wybranych
produktów?
3)
dobrać
maszyny
i
urządzenia
do
wybranych
procesów
technologicznych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.3. Zagrożenia dla środowiska wynikające z działalności
zakładów przetwórstwa spożywczego
4.3.1. Materiał nauczania
Problemy zagrożenia środowiska ze strony przemysłu spożywczego obejmują głównie
gospodarkę wodno-ściekową, gospodarkę odpadami oraz emisję zanieczyszczeń do atmosfery.
Skala oraz rodzaj obciążeń środowiska naturalnego uwarunkowana jest specyfiką
poszczególnych branż przemysłu spożywczego, rozproszeniem źródeł oddziaływań na
środowisko oraz przeważającą liczbą małych i średnich przedsiębiorstw przetwórstwa
żywności. Problemy ochrony środowiska szczególnie dotyczą: nieprzestrzegania
podstawowych wymagań i zaleceń aktów prawnych o korzystaniu ze środowiska,
przestarzałymi urządzeniami i instalacjami produkcyjnymi, nie spełniającymi standardów
ochrony środowiska, oraz braku prowadzenia kompleksowej analizy oddziaływań procesu
technologicznego na środowisko.
Przemysły takie jak mięsny, cukrowniczy, mleczarski, ziemniaczany, owocowo-warzywny
i olejarski zużywają dużo wody, w związku z tym odprowadzają dużo ścieków zawierających
duże ilości substancji organicznych (głównie białek i węglowodanów) oraz nieorganicznych.
Ścieki zakładów, np. mięsnych, są też potencjalnym źródłem zagrożeń epidemicznych,
głównie w wyniku przedostawania się do nich znacznych ilości treści przewodów
pokarmowych (żołądków i jelit) zwierząt rzeźnych oraz krwi.
Ścieki zawierają również znaczne ilości środków chemicznych (herbicydy, pestycydy,
azotany) stosowanych w rolnictwie i sadownictwie.
W większości zakładów przemysłu spożywczego niezbędne są kotłownie wytwarzające
energię cieplną w postaci pary, która jest wykorzystywana w procesach technologicznych.
Krajowe kotłownie wykorzystują do spalania węgiel, gdzie podczas spalania są emitowane
do atmosfery szkodliwe gazy (dwutlenek siarki, amoniak, tlenek węgla, tlenki azotu).
Niektóre branże przemysłu spożywczego wytwarzają tzw. wyziewy, które mogą być
uciążliwe, a nawet niebezpieczne dla otoczenia – pył, opary rozpuszczalnika, wyziewy
z rafinerii (przemysł tłuszczowy).
Do uciążliwych odpadów zalicza się zużyty katalizator niklowy (w przemyśle
tłuszczowym), który wywieziony na wysypisko może być niebezpieczny dla środowiska
(np. możliwość powstania samozapłonu).
W niektórych branżach przemysłu spożywczego (np. w zakładach piekarskich,
młynarskich, cukierniczych) ilości ścieków są bardzo małe.
Przemysł piekarski, ciastkarski i cukierniczy nie stanowi istotnego zagrożenia dla
środowiska naturalnego. W dużych zakładach niezbędne jest spalanie znacznych ilości paliwa
niezbędnego do ogrzewania pieców, wyparek i innych urządzeń, co powoduje emisję gazów
spalinowych do atmosfery. Zagrożeniem dla załogi są pyły powstające w procesach
technologicznych [2, s. 50].
Przemysł mleczarski stwarza poważne zagrożenie dla środowiska naturalnego ze względu
na [2, s. 237]:
−
duże zużycie wody,
−
zanieczyszczenie wód powierzchniowych rzek i jezior (zanieczyszczenia organiczne –
białko, laktoza, tłuszcz),
−
zanieczyszczenie atmosfery gazami spalinowymi pochodzącymi ze spalania węgla
w kotłowniach wytwarzających parę wodną. Ponadto zanieczyszczenia powietrza

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
powstają przez pyły węgla i żużla składowanego na terenie zakładów. Poprawę czystości
powietrza osiąga się przez zastąpienie węgla olejem opałowym,
−
wzrost zużycia bezzwrotnych opakowań z tworzyw sztucznych, trudnych do biologicznej
degradacji i przyczyniających się do zaśmiecania środowiska.
Zapobieganie skażeniu środowiska jest trudne i kosztowne.
W przypadku ścieków stosowane są metody polegające na stosowaniu tradycyjnego
oczyszczania mechanicznego, chemicznego i biologicznego oraz udoskonalone i nowe
np. napowietrzane filtry biologiczne, usuwanie biogenów (np. azotu i fosforu) powodujących
eutrofizację wód powierzchniowych, czyli nadmierny rozwój glonów, a także monitorowanie
ścieków.
W celu zmniejszenia emisji gazów i pyłów do atmosfery wprowadza się urządzenia
odpylające i odsiarczające spaliny kotłowe.
Z kolei w przypadku odpadów stałych, najskuteczniejszym sposobem jest wprowadzanie
technologii bezodpadowych, jednakże w przemyśle spożywczym ta metoda może być
stosowana w ograniczonym zakresie. Głównym kierunkiem zagospodarowywania odpadów
z przetwórstwa spożywczego, jak również produkcji żywności jest ich odzysk poprzez
sprzedaż na pasze, nawozy czy też komponenty do kompostu, jak również zastosowanie
odpadów do produkcji np. alkoholi, kwasów organicznych, barwników, itp. Przyjmuje się,
że pozostałe odpady są magazynowane, składowane lub unieszkodliwiane poza zakładem.
Usuwanie odpadów polega głównie na wywożeniu ich na wysypiska, szczególnie dotyczy
to odpadów, które nie nadają się do recyklingu [5, s. 52].
Technologię i prace w przetwórstwie spożywczym cechują: złożoność prowadzonych
procesów, duże zróżnicowanie stopnia mechanizacji (zależnie od procesu technologicznego
i przerabianego surowca) oraz relatywnie duża uciążliwość środowiska pracy.
Jeżeli w czasie pracy na pracownika przez dłuższy czas działają czynniki szkodliwe
bądź uciążliwe, to mogą one przyczynić do obniżenia jego sprawności i wydajności pracy
oraz do wystąpienia chorób zawodowych.
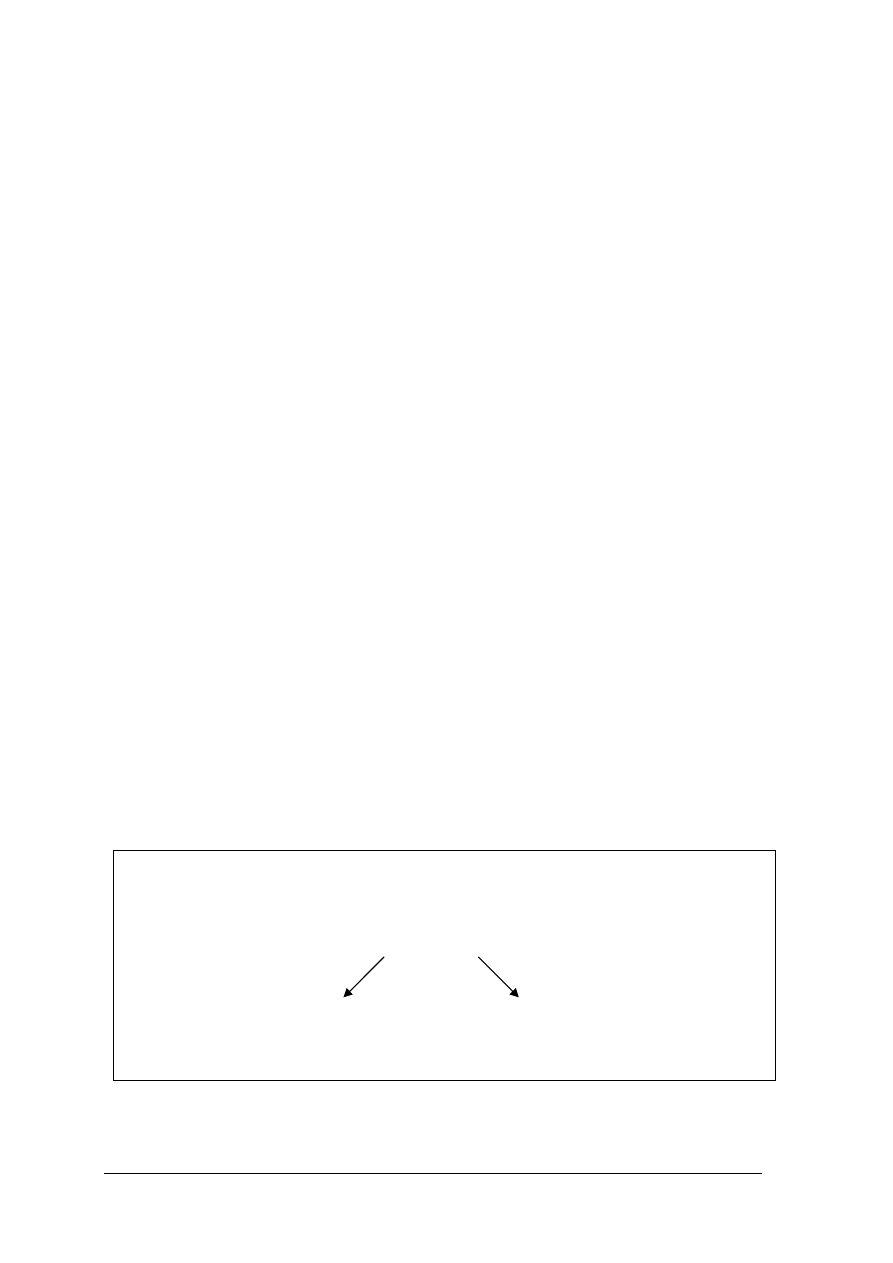
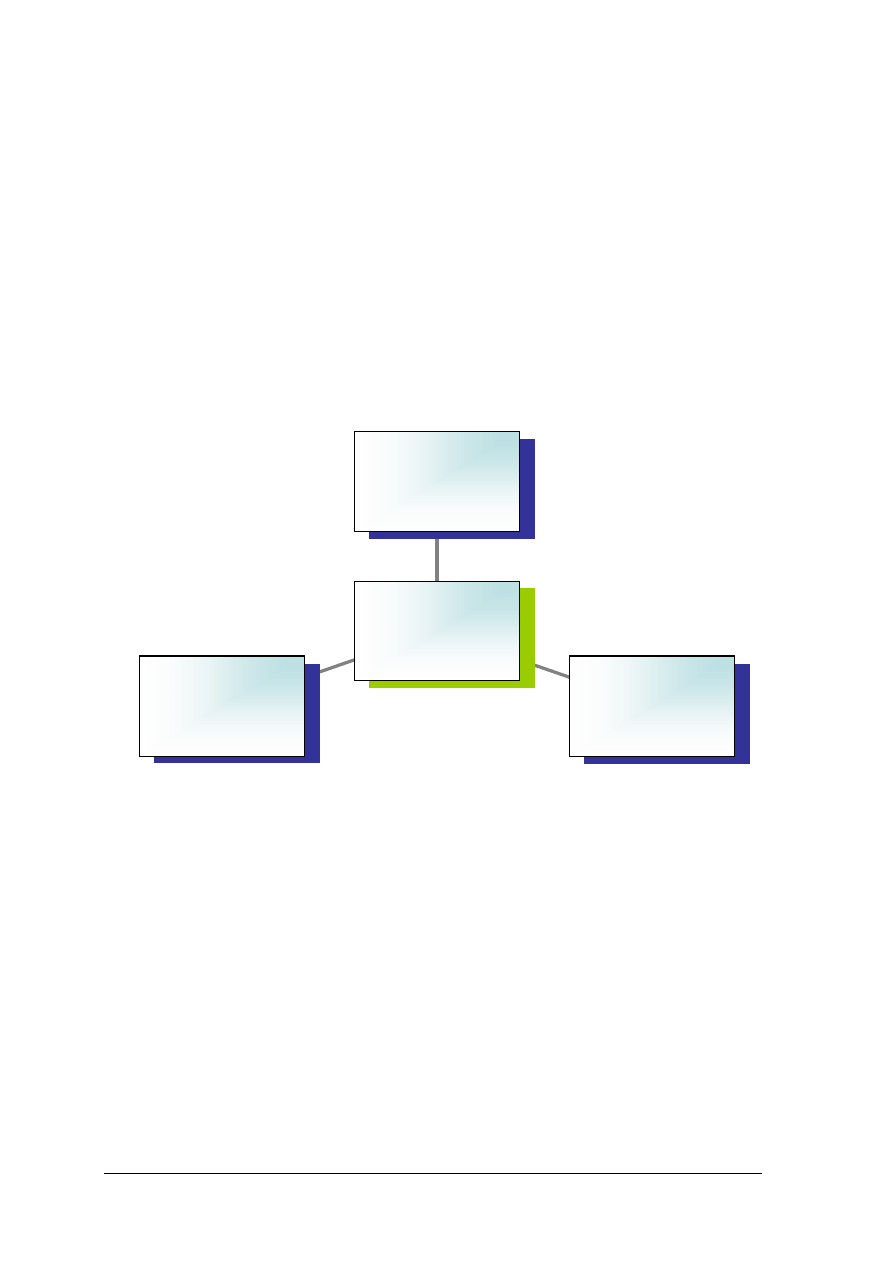
Czynniki szkodliwe i uciążliwe występujące w przetwórstwie spożywczym przedstawia
rys. 13.
Do czynników fizycznych występujących w przetwórstwie spożywczym, zalicza się
[3, s. 42]:
−
hałas,
−
wibracje,
−
mikroklimat,
−
promieniowanie,
−
płyny przemysłowe.
Do czynników chemicznych występujących w przetwórstwie spożywczym zalicza się
[3, s. 42]:
−
substancje toksyczne,
−
substancje drażniące,
−
substancje uczulające.
Do czynników biologicznych zalicza się [3, s. 42]:
−
mikroorganizmy roślinne i zwierzęce,
−
makroorganizmy roślinne i zwierzęce.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 13. Czynniki szkodliwe i uciążliwe dla pracowników [opracowanie własne]
Specyfika surowców oraz różnorodność procesów technologicznych w przetwórstwie
spożywczym uniemożliwia analizowanie warunków zachowania zasad bezpieczeństwa
i higieny pracy oraz sposobów eliminowania powstających zagrożeń łącznie w całym sektorze
produkcji artykułów rolno-żywnościowych.
Dla przykładu, zagadnienia BHP w procesach przetwórstwa olejów i produkcji tłuszczów
roślinnych dotyczą:
−
zabezpieczeń przed wydobywaniem się płynu z urządzeń, benzyny, wodoru,
−
zabezpieczeń pracowników przed ewentualnym zatruciem dwutlenkiem węgla
lub utonięciem w silosach nasion przy manipulowaniu w otworach, wziernikach
i otworach wsypowych, w czasie pracy urządzeń,
−
bezpiecznych metod pracy w atmosferze par benzyny, wodoru,
−
ostrożnego obchodzenia się z kwasem siarkowym i zasadą sodową oraz przestrzegania
instrukcji BHP dotyczącej pracy w elektrolizerni.
W zakładach uboju drobiu zagadnienia BHP dotyczą:
−
pełnego zabezpieczenia stanowiska pracy przed możliwością powstania wypadku,
szczególnie na stanowiskach uboju i patroszenia, gdzie wszystkie operacje wykonywane
są nożami,
−
zapewnienia sprawnej wentylacji w pomieszczeniach pracy, szczególnie w tych, w których
odbywa się skubanie drobiu i panuje duża wilgotność powietrza lub występuje utlenianie
się amoniaku,
−
zapewnienia właściwego oświetlenia hal produkcyjnych,
−
zapewnienia bezpiecznych przejść między stanowiskami pracy oraz zabezpieczenia
posadzek przez możliwością poślizgu [3, s. 43].
czynniki
biologiczne
czynniki
chemiczne
czynniki
fizyczne
Czynniki
szkodliwe i
uciążliwe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie czynniki szkodliwe i uciążliwe dla pracowników występują w przetwórstwie
spożywczym?
2. Na czym polega przestrzeganie przepisów BHP w wybranych procesach przetwórstwa
spożywczego?
3. Jakie źródła zagrożeń dla środowiska mogą wystąpić ze strony przetwórstwa
spożywczego?
4.3.3. Ćwiczenia
Ćwiczenie 1
Określ źródła zagrożeń dla środowiska ze strony wybranych branż przetwórstwa
spożywczego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział z Poradnika dla ucznia,
2) przeanalizować materiał nauczania jednostki modułowej „Przestrzeganie przepisów
bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony środowiska”,
3) przeanalizować przebieg procesów technologicznych w przetwórstwie spożywczym,
4) określić źródła zagrożeń dla środowiska ze strony wybranych branż przetwórstwa
spożywczego.
Wyposażenie stanowiska pracy:
−
materiał nauczania jednostki modułowej „Przestrzeganie przepisów bezpieczeństwa
i higieny pracy, ochrony przeciwpożarowej i ochrony środowiska”,
−
materiały piśmiennicze.
Ćwiczenie 2
Wskaż czynniki szkodliwe i uciążliwe dla pracowników występujące w przetwórstwie
spożywczym. Dokonaj charakterystyki tych czynników.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział z Poradnika dla ucznia,
2) wpisać do diagramu czynniki szkodliwe i uciążliwe dla pracowników występujące
w przetwórstwie spożywczym,
3) scharakteryzować czynniki szkodliwe i uciążliwe dla pracowników występujące
w przetwórstwie spożywczym.
Wyposażenie stanowiska pracy:
−
wzór diagramu,
−
materiały piśmiennicze.
Ćwiczenie 3
Określ zagrożenia i sposoby zapewnienia bezpiecznych i higienicznych warunków pracy
w poszczególnych branżach przetwórstwa spożywczego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział z Poradnika dla ucznia,
2) przeanalizować materiał nauczania jednostki modułowej „Przestrzeganie przepisów
bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony środowiska”,
3) przeanalizować przebieg procesów technologicznych w przetwórstwie spożywczym,
4) określić zagrożenia i sposoby zapewnienia bezpiecznych i higienicznych warunków pracy
w poszczególnych branżach przetwórstwa spożywczego.
…
…
…
Czynniki
szkodliwe i
uciążliwe

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Wyposażenie stanowiska pracy:
−
materiał nauczania jednostki modułowej „Przestrzeganie przepisów bezpieczeństwa
i higieny pracy, ochrony przeciwpożarowej i ochrony środowiska”,
−
materiały piśmiennicze.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wskazać czynniki szkodliwe i uciążliwe dla pracowników, które
występują w przetwórstwie spożywczym?
2)
określić zasady przestrzegania przepisów BHP w wybranych
procesach przetwórstwa spożywczego?
3)
określić źródła zagrożeń dla środowiska mogą wystąpić ze strony
przetwórstwa spożywczego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4. Systemy zapewniające bezpieczeństwo zdrowotne żywności
4.4.1. Materiał nauczania
Bezpieczeństwo żywności jest to ogół warunków, które muszą być spełnione i dotyczą
stosowanych substancji dodatkowych i aromatów, poziomów substancji zanieczyszczających,
pozostałych pestycydów, warunków napromieniowania żywności, cech organoleptycznych
i działań, które muszą być podejmowane na wszystkich etapach produkcji lub obrotu
żywnością w celu zapewnienia zdrowia i życia człowieka [9].
Zagadnienia dotyczące bezpieczeństwa żywności i żywienia określa Ustawa, zawarte są
w niej wymagania zdrowotne i znakowanie żywności, materiały i wyroby przeznaczone
do kontaktu z żywnością, urzędowe kontrole żywności, właściwości organów i współpraca
w zakresie bezpieczeństwa żywności, odpowiedzialność za szkodę wyrządzoną przez środki
spożywcze [9].
Natomiast szczegółowe wymagania higieniczno-sanitarnych zakładów i wymagań
dotyczących higieny w procesie produkcji i w obrocie artykułami oraz materiałami i wyrobami
przeznaczonymi do kontaktu z tymi artykułami określa Rozporządzenie w sprawie wymagań
higieniczno-sanitarnych zakładów [6].
Wytwarzanie i obrót handlowy żywności mają ścisły związek ze standardem produktu,
a unormowanie w tym zakresie ma szczególne znaczenie ze względu na wymianę towarową
opartą na ściśle określonych wymaganiach. Jakość produktu opiera się na ocenie zgodności
z wymaganiami wobec tego produktu [7, s. 481].
Zapewnienie bezpieczeństwa i wysokiej jakości zdrowotnej żywności podczas
jej produkcji i przetwarzania powinno być nadrzędnym celem każdego producenta żywności.
Zapewnienie bezpieczeństwa zdrowotnego, a także szeroko rozumianej jakości żywności
uzyskuje się poprzez wdrażanie w zakładzie systemów zarządzania jakością. Jednym z takich
systemów jest system HACCP (Hazard Analysis and Critical Control Point System) czyli
system analizy Zagrożeń i Krytycznych Punktów Kontroli – jest on standardem
międzynarodowym
Niezbędną podstawą do wdrożenia efektywnego systemu bezpieczeństwa zdrowotnego
HACCP są zasady Dobrej Praktyki Higienicznej (GHP – Good Hygienic Practice) oraz Dobrej
Praktyki Produkcyjnej (GMP – Good Manufacturing Practice). Są to minimalne, podstawowe
wymagania higieniczno-sanitane i wymagania odnośnie praktyk wytwarzania stosowanych
w procesach wytwarzania i obrocie żywności.
Rys. 14. Zintegrowany system bezpieczeństwa żywności [8, s. 7]
Działania na rzecz zapewnienia bezpieczeństwa zdrowotnego żywności
=
Zintegrowany system bezpieczeństwa żywności
Realizacja zasad GHP i GMP + wdrażanie systemu HACCP
=
Prowadzenie kontroli wewnętrznej w zakładzie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Na zintegrowany system bezpieczeństwa żywności składają się następujące elementy
[8, s. 8]:
−
podstawy prawne, których prawidłowa interpretacja i stosowanie w praktyce przez
przedsiębiorców
daje
gwarancję
spełnienia
wymogów
sanitarno-higienicznych
i zapewnienia bezpieczeństwa zdrowotnego produkowanej lub przetwarzanej żywności,
−
upowszechnianie wiedzy z zakresu bezpieczeństwa żywności przez prowadzenie
działalności edukacyjnej i szkoleniowej oraz opracowywanie i udostępnianie
odpowiednich materiałów informacyjnych,
−
wdrażanie zasad GHP/GMP i systemu HACCP w zakładach samodzielnie przez załogę lub
z pomocą konsultantów,
−
sprawowanie nadzoru w zakresie oceny stopnia zaawansowania przedsiębiorstw
we wdrażaniu systemów zarządzania bezpieczeństwem zdrowotnym żywności.
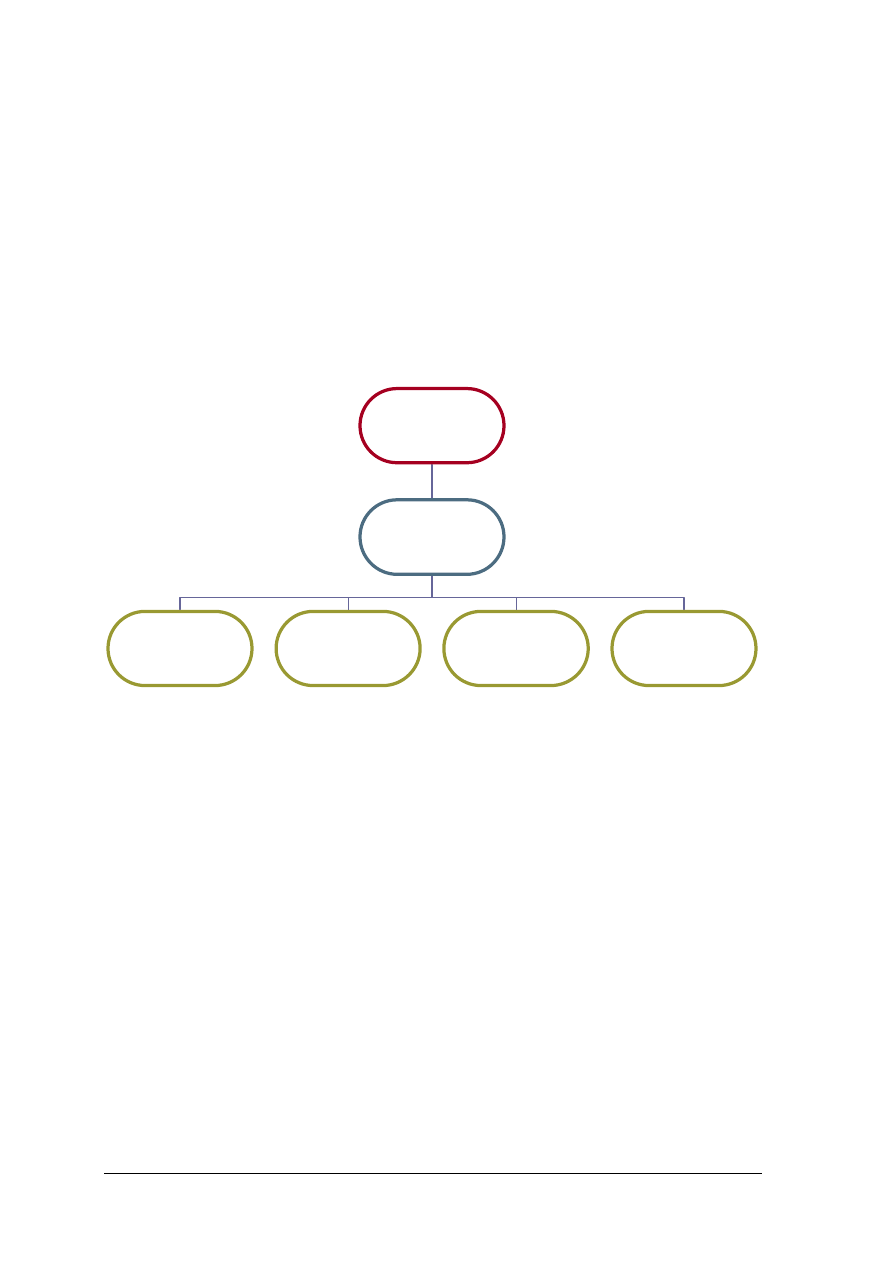
Rys. 15. Elementy zintegrowanego systemu bezpieczeństwa żywności [8, s. 8]
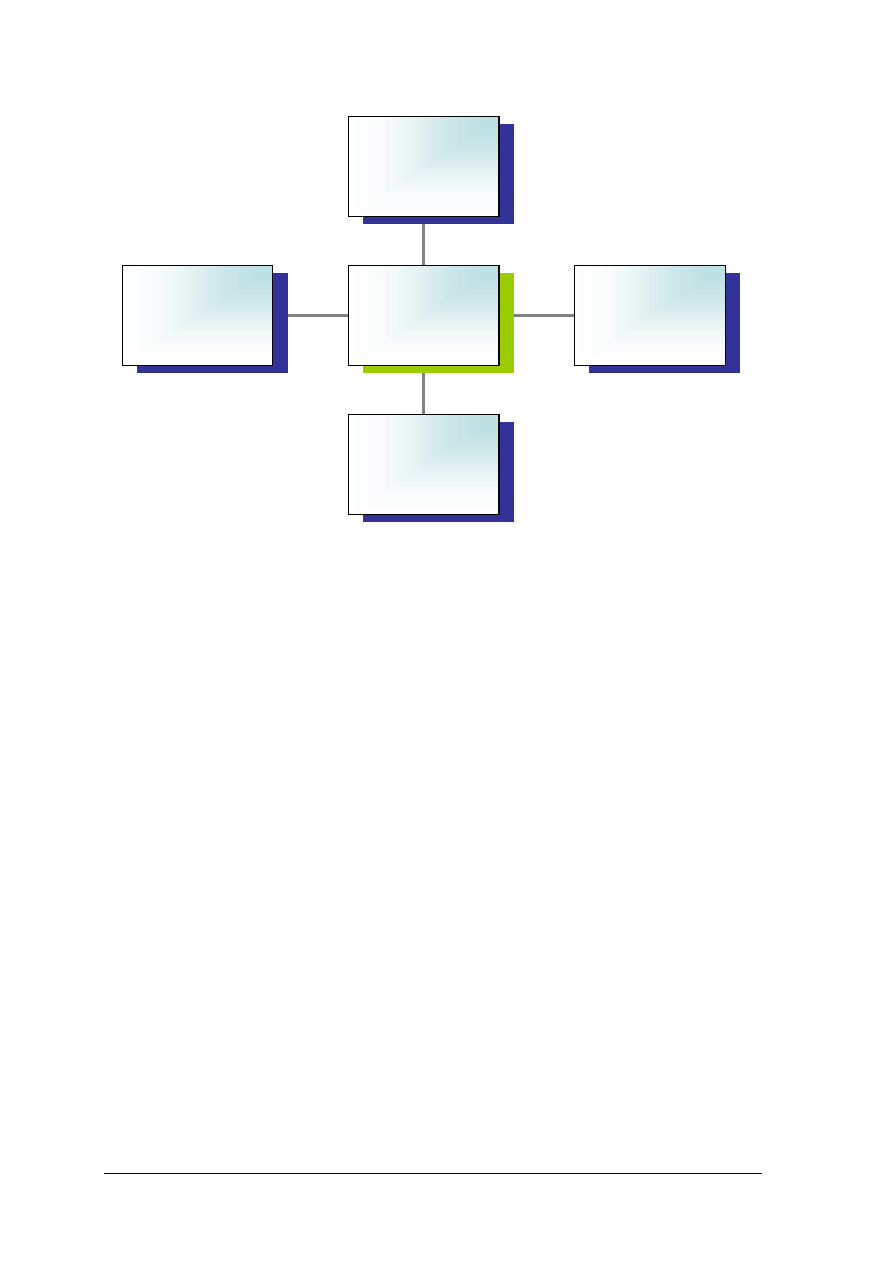
Dobra Praktyka Higieniczna (GHP) są to działania, które muszą być podjęte i warunki
higieniczne, które muszą być spełnione i kontrolowane na wszystkich etapach produkcji
lub obrotu, aby zapewnić bezpieczeństwo żywności. Wymogi Dobrej Praktyki Higienicznej
określane są Programami Stanowiącymi Warunki Wstępne. Główne ich obszary przedstawia
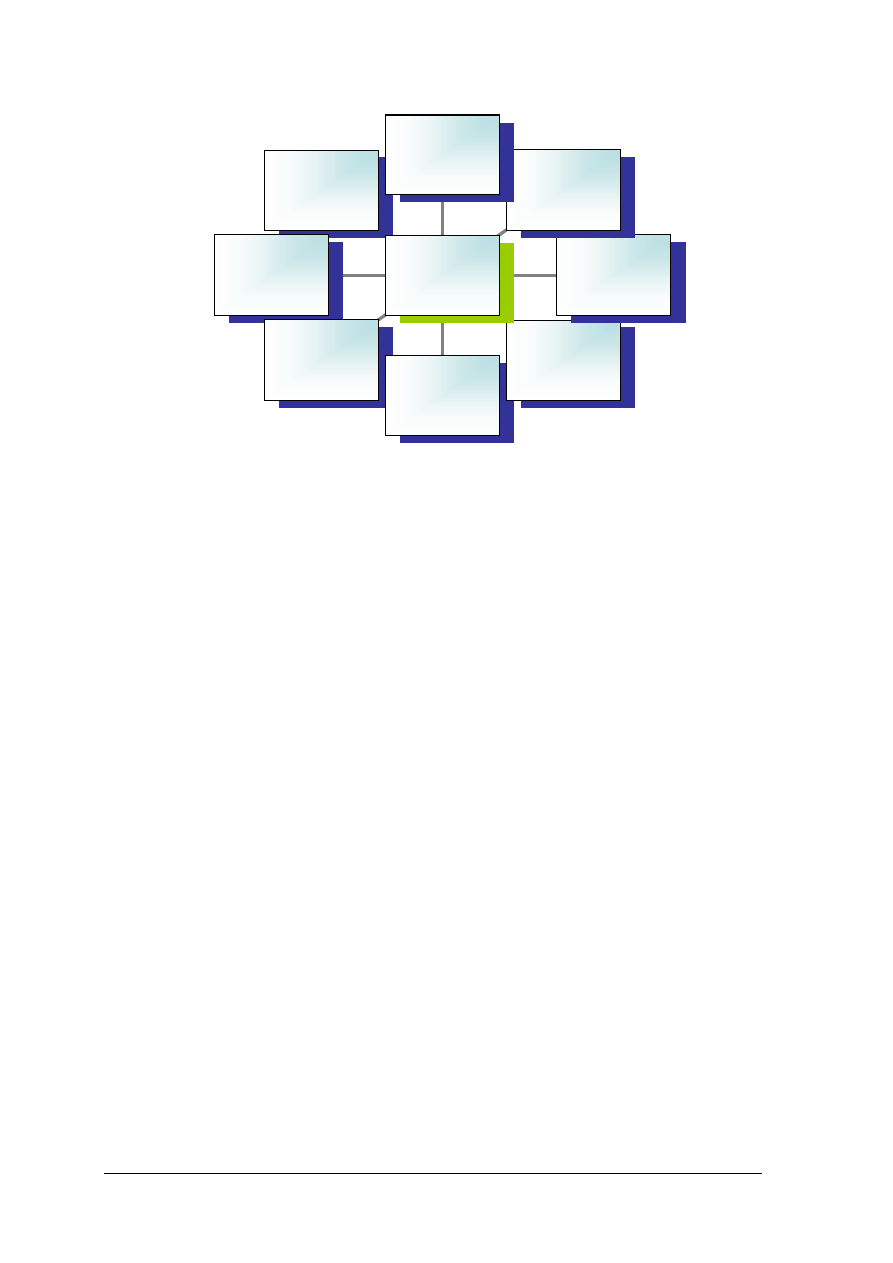
rys. 16.
Obszary te stanowią podstawę działań, jakie powinny być realizowane w każdym
zakładzie produkcji i przetwórstwa żywności w celu zapewnienia jej bezpieczeństwa.
Lokalizacja, otoczenie i infrastruktura zakładu powinny sprzyjać realizowaniu zasad GHP:
−
drogi dojazdowe powinny być utwardzone i odpowiednio zdrenowane,
−
budynki i znajdujące się w nich urządzenia powinny być tak zaprojektowane, aby ułatwić
procesy czyszczenia i dezynfekcji,
−
materiały wykorzystywane w budynkach i urządzeniach nie mogą emitować zapachów
i substancji toksycznych,
−
budynki powinny mieć zabezpieczenia przed wniknięciem do nich szkodników, owadów
oraz zanieczyszczeń zewnętrznych z otaczającego środowiska.
Zintegrowany system
bezpieczeństwa
żywności
Programy GHP/GMP
+
System HACCP
podstawy
prawne
upowszechnianie
wdrażanie
nadzór
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 16. Programy Warunków Wstępnych GHP [8, s.19]
Układ funkcjonalny zakładu to przestrzenne powiązanie ze sobą pomieszczeń. Powinny
być w nim wyraźnie wydzielone pomieszczenia i zespoły pomieszczeń powiązane ze sobą
funkcjonalnie. Wielkość i rozkład pomieszczeń w dużym stopniu decyduje o organizacji pracy i
sprawności przebiegu procesów produkcyjnych (zaopatrzenie, magazynowanie, ilość i jakość
produkcji). Zakład powinien być podzielony na strefy wysokiego, średniego i niskiego ryzyka
w zależności od prowadzonych w nim procesów i występujących zagrożeń w odniesieniu
do jakości zdrowotnej żywności produkowanej żywności.
Maszyny i urządzenia. Odpowiednie wyposażenie zakładu w maszyny i urządzenia,
czystość i stan techniczny linii produkcyjnych, użycie właściwych materiałów konstrukcyjnych
i wykończeniowych, a także stosowane systemy wentylacji, w znacznym stopniu decydują
o higienie produkcji, a tym samym o bezpieczeństwie i jakości zdrowotnej wyrobów
gotowych.
Procesy mycia i dezynfekcji. Po zakończeniu pracy lub po każdej zmianie w zakładzie
przeprowadza się sprzątanie, podczas którego usuwane są z powierzchni podłóg, blatów
oraz maszyn i urządzeń pozostałości po bieżącej produkcji oraz nagromadzony brud,
który stanowi warunki do rozwoju mikroflory.
Kontrola jakości wody. Zakład powinien posiadać odpowiednie ujęcie wody wraz
z niezbędnymi urządzeniami do jej magazynowania i dystrybucji oraz pomiaru ciśnienia
i temperatury.
Usuwanie odpadów stałych i ścieków. W zakładzie powinien funkcjonować sprawny
system odpadów stałych i śmieci. Powinien on gwarantować zabezpieczenie żywności oraz
wody technologicznej przed ewentualnym zanieczyszczeniem ze strony odpadów i śmieci.
Zabezpieczenie przed szkodnikami i kontrola w tym zakresie. W każdym zakładzie
powinien być opracowany system kontroli i monitorowania obecności szkodników
oraz program stosowania odpowiednich środków zabezpieczających.
Szkolenie personelu. Kierownictwo zakładu powinno organizować systematycznie
i na odpowiednim poziomie szkolenia dla personelu z zakresu higieny. Poziom wiadomości
i kwalifikacje formalne powinny być odpowiednie do wykonywanych przez nich czynności,
obowiązków i kompetencji oraz odpowiedzialności.
Szkolenie
personelu
Higiena
personelu
Kontrola jakości
wody
Kontrola
obecności
szkodników
Usuwanie
odpadów i
ścieków
Procesy mycia
i dezynfekcji
Maszyny i
urządzenia
Budynki zakładu
i otoczenie
Programy
Warunków
Wstępnych
GHP

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Higiena personelu. Podstawowe wymagania dotyczące higieny osobistej i warunków
zdrowia pracowników są następujące:
−
pracownicy powinni posiadać odpowiednie kwalifikacje w zakresie podstawowych
zagadnień higieny,
−
każda osoba pracująca na stanowisku wymagającym bezpośredniego kontaktu
z żywnością musi wykazać odpowiedni stan zdrowia określony na podstawie badań
lekarskich i odpowiednich badań analitycznych,
−
pracownik chory, podejrzany o chorobę zakaźną, cierpiący na infekcję dróg oddechowych,
biegunkę lub ropne schorzenia skóry powinien być bezzwłocznie odsunięty od pracy
wymagającej kontaktu z żywnością,
−
każdy pracownik musi przestrzegać zasad higieny i czystości.
Pomieszczenie socjalne. W celu zapewnienia odpowiednich warunków utrzymania
właściwej higieny osobistej w obrębie zakładu produkcji, powinny znajdować się,
w odpowiednich miejscach i ilości, pomieszczenia socjalne.
Dobra Praktyka Produkcyjna (GMP) to działania, które muszą być podjęte i warunki,
które muszą być spełnione, aby produkcja żywności oraz materiałów i wyrobów
przeznaczonych do kontaktu z żywnością odbywały się w sposób zapewniający
bezpieczeństwo żywności, zgodnie z jej przeznaczeniem [9].
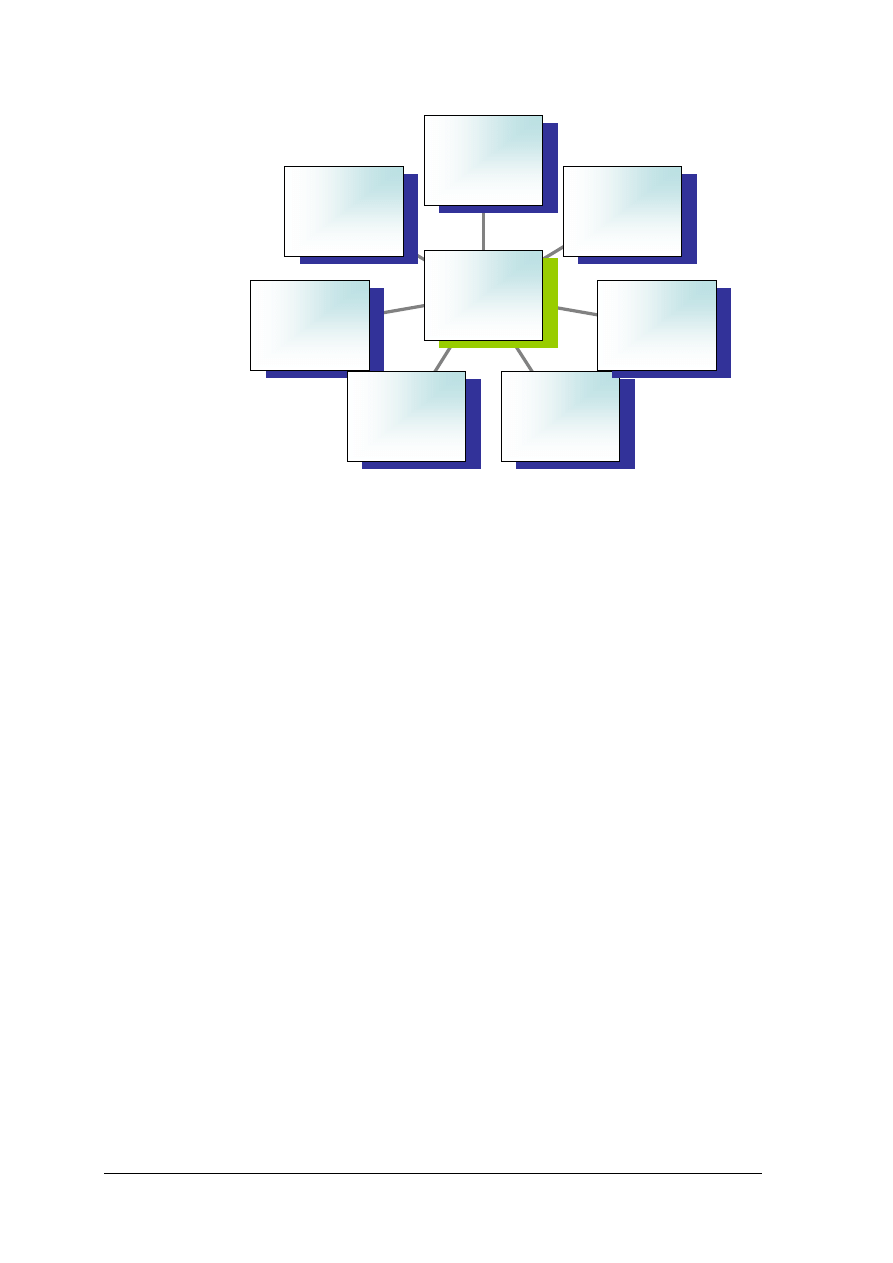
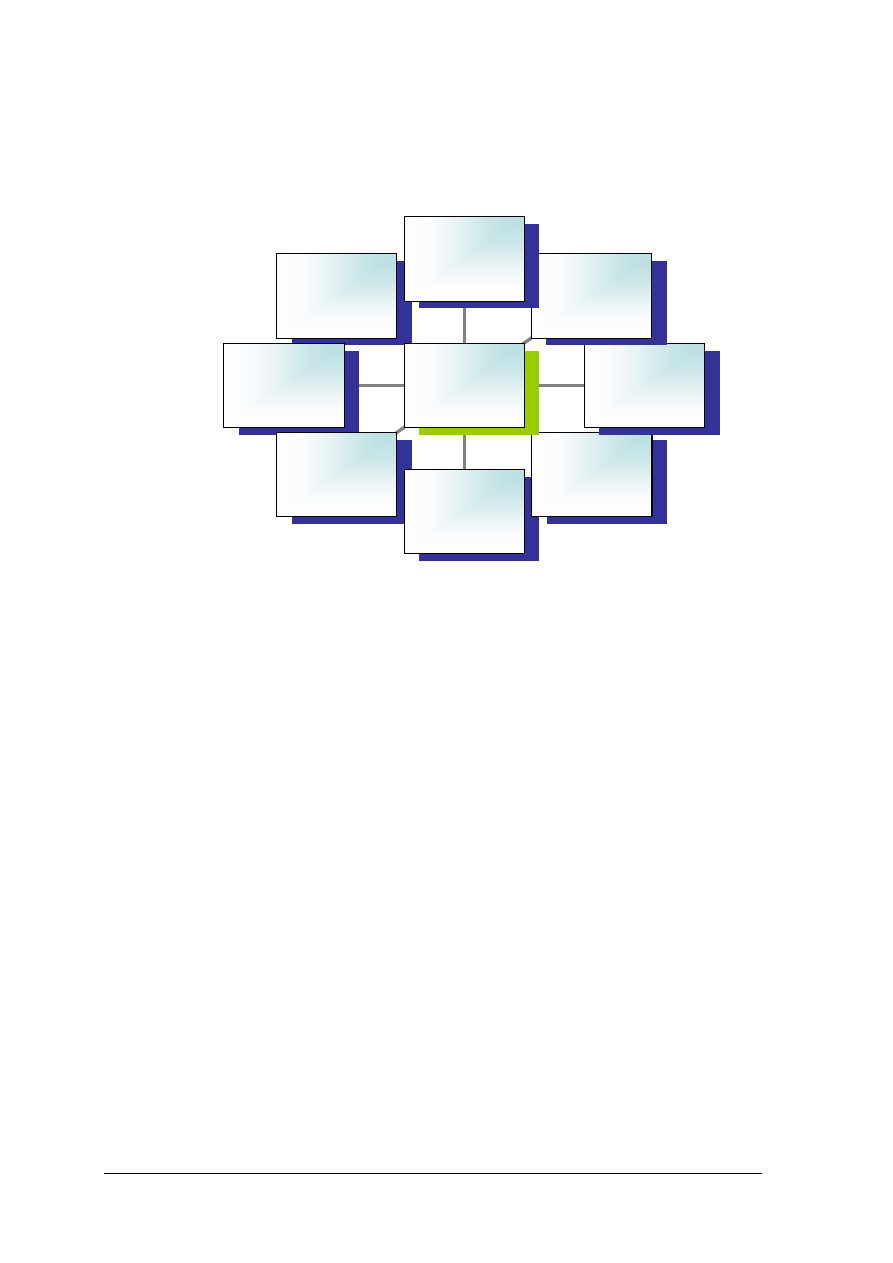
Obszary Dobrej Praktyki Produkcyjnej przedstawia rys. 17.
Obszary Dobrej Praktyki Produkcyjnej są specyficzne dla poszczególnych branż, sektorów
produkcji przetwórstwa oraz obrotu żywnością. Omówienie ich wymagałoby odrębnego
opracowania z ukierunkowaniem na poszczególne sektory. Ogólne kwestie magazynowania,
postępowania z surowcami i materiałami pomocniczymi oraz transportu wewnętrznego są
podobne we wszystkich sektorach.
Magazyny do przechowywania żywności powinny być tak zaprojektowane i wykonane,
aby:
−
umożliwić utrzymanie czystości i porządku,
−
zapobiegać przedostawaniu się szkodników do ich wnętrza,
−
chronić żywność przed zanieczyszczeniem,
−
zapewnić warunki temperatury i wilgotności gwarantujące zachowanie możliwie
najwyższej jakości zdrowotnej i odżywczej żywności,
−
zapewnić odpowiednią segregację poszczególnych rodzajów żywności ze szczególnym
uwzględnieniem rozdziału surowców od produktów gotowych,
−
zapewnić oddzielne składowanie opakowań i substancji nie będących żywnością,
−
zapewnić odpowiednią rotację produktów w magazynach (na zasadzie pierwsze weszło –
pierwsze wyszło).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rys. 17. Obszary Dobrej Praktyki Produkcyjnej [8, s. 33]
Postępowanie z surowcem i materiałem pomocniczym. Przyjmując surowce i materiały
pomocnicze należy kierować się następującymi zasadami:
−
wszystkie surowce i dodatki powinny być ocenianie w momencie przyjęcia do zakładu,
−
poszczególne partie przyjmowanych produktów i dodatków powinny posiadać
odpowiednie specyfikacje i certyfikaty,
−
przyjęte surowce i materiały pomocnicze powinny być przechowywane w odpowiednich
warunkach z zachowaniem zasady rotacji magazynowej.
Główne zasady funkcjonowania transportu wewnętrznego można określić następująco:
−
zapewnienie, aby ciągi transportowe surowców, wyrobów gotowych, zużytych opakowań,
odpadów były rozdzielone (nie krzyżowały się),
−
zachowanie czystości środków transportu oraz pojemników i opakowań,
−
zapewnienie możliwie krótkiego czasu transportu,
−
zabezpieczenie przed ubytkami i zanieczyszczeniem żywności,
−
zachowanie (tam gdzie jest to niezbędne) odpowiedniej temperatury podczas transportu,
−
zapewnienie (jeśli to niezbędne) unifikacji środków transportu oraz pojemników
transportowych.
HACCP jest systemowym postępowaniem mającym na celu zapewnianie bezpieczeństwa
zdrowotnego żywności poprzez identyfikację i oszacowanie skali zagrożeń bezpieczeństwa
żywności z punktu widzenia jej jakości zdrowotnej oraz ryzyka wystąpienia tych zagrożeń
podczas przebiegu wszystkich etapów produkcji i dystrybucji żywności. Jest to również system
mający na celu określenie metod ograniczania tych zagrożeń oraz ustalenie działań
naprawczych [9].
System polega na przeprowadzeniu analizy wszystkich zagrożeń biologicznych, fizycznych
i chemicznych, które mogą stać się przyczyną obniżenia jakości zdrowotnej produkowanej
żywności oraz na wskazaniu, które punkty na danym etapie produkcji żywności są „krytyczne”
dla bezpieczeństwa zdrowotnego produktu końcowego [8, s. 37].
System HACCP działa w oparciu o 7 podstawowych zasad, które powinny być
rozpatrywane jako zadania do wykonania w celu wdrożenia systemu (rys. 18).
transport
zewnętrzny i
dystrybucja
wyrobów
magazynowanie
wyrobów
gotowych
transport
wewnętrzny
procesy obróbki
zasadniczej
procesy obróbki
wstępnej
magazynowanie i
postępowanie z
surowcami
przyjęcie
surowców i
materiałów
Obszary Dobrej
Praktyki
Produkcyjnej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
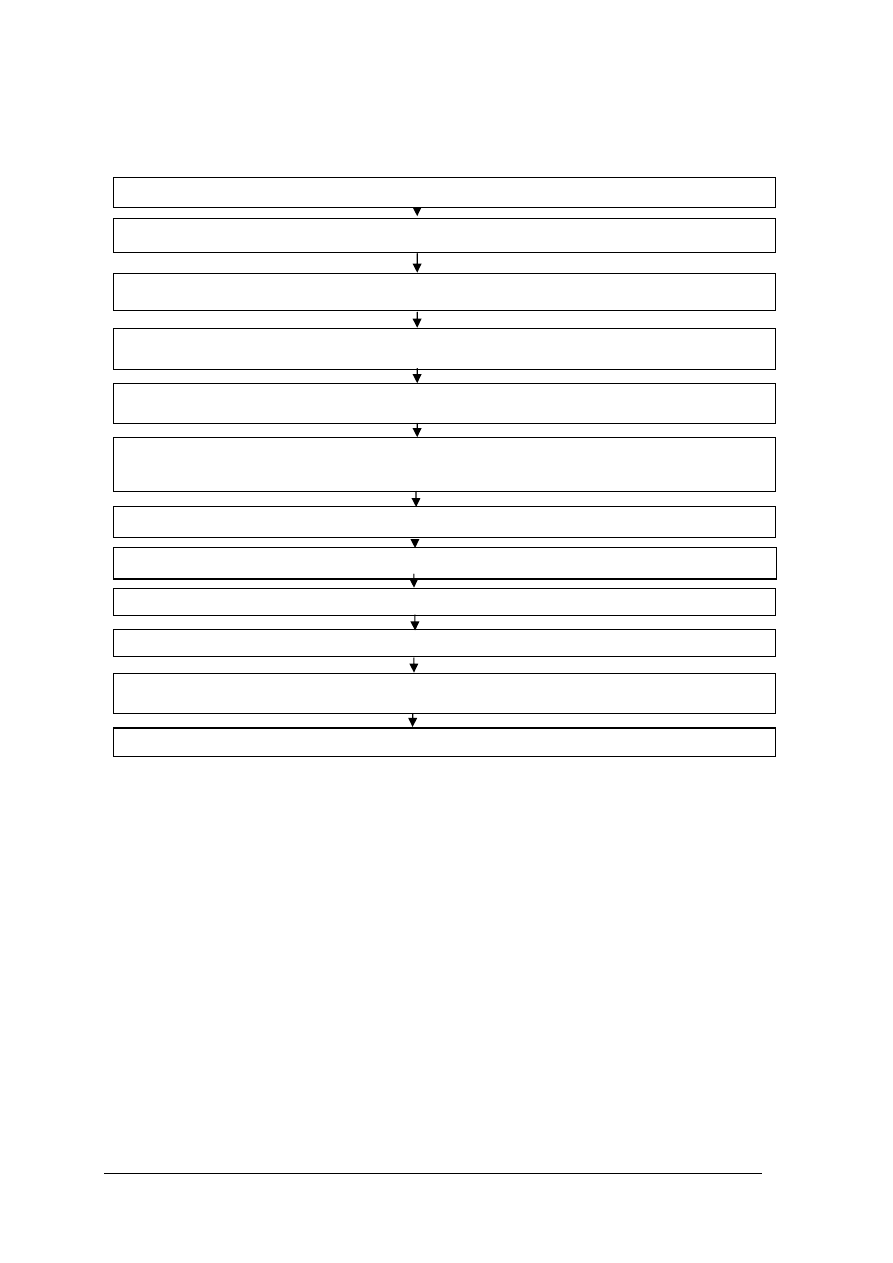
Podczas wdrożenia systemu HACCP stosowana jest 12-etapowa sekwencja działań
w wyniku, której uzyskuje się zagwarantowanie całkowitego bezpieczeństwa zdrowotnego
żywności (rys. 18).
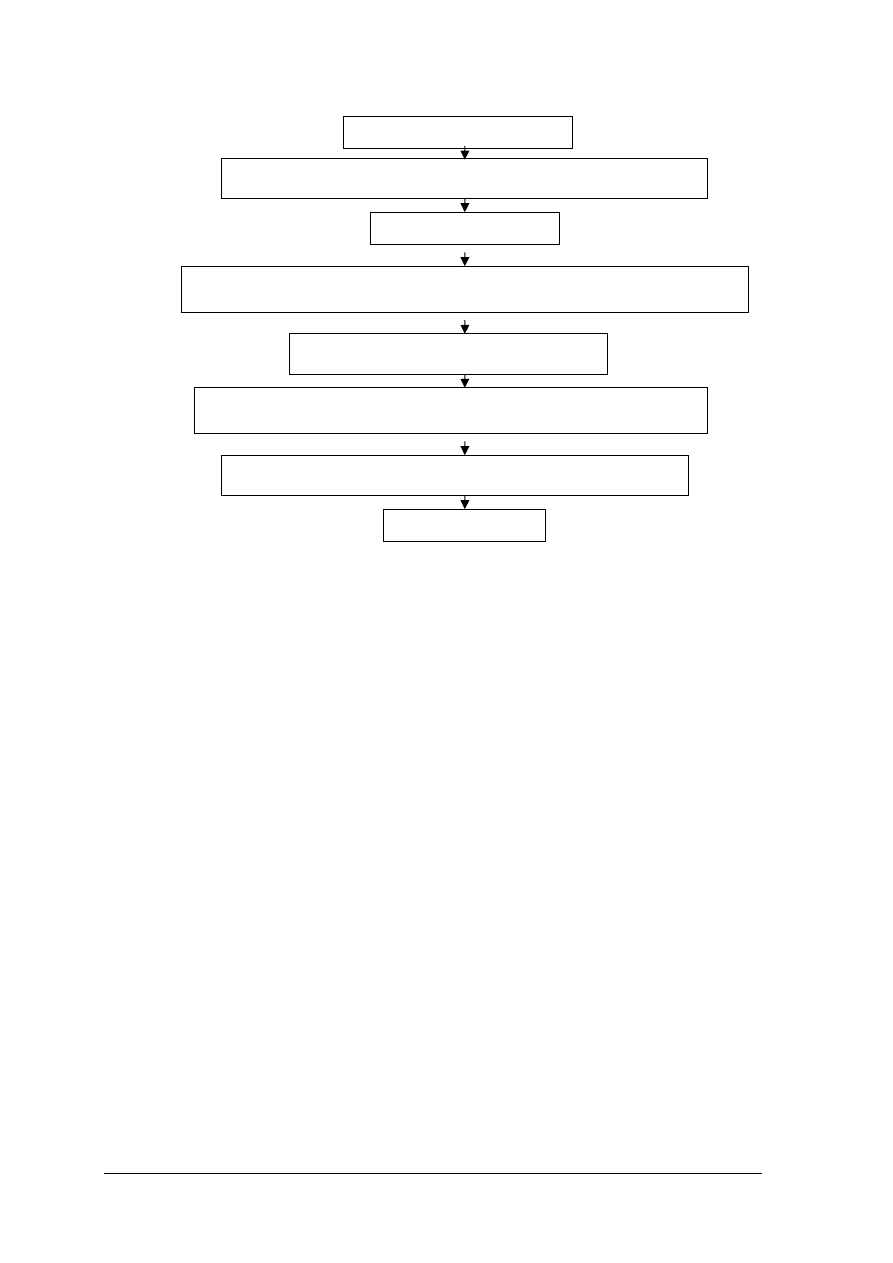
Rys. 18. Zasady i działania stosowane podczas wdrażania systemu HACCP [8, s. 37]
1. Zdefiniowanie zakresu stosowania systemu HACCP, polega na sformułowaniu przez
kierownictwo polityki w zakresie zapewnienia bezpieczeństwa zdrowotnego swoich
wyrobów oraz na ustaleniu zakresu zastosowania systemu (cały zakład, wybrane linie
produkcyjne).
2. Utworzenie zespołu HACCP – przedsięwzięcie wdrożenia systemu HACCP powinno
być dokonywane przez specjalnie do tego powołany zespół kompetentnych osób.
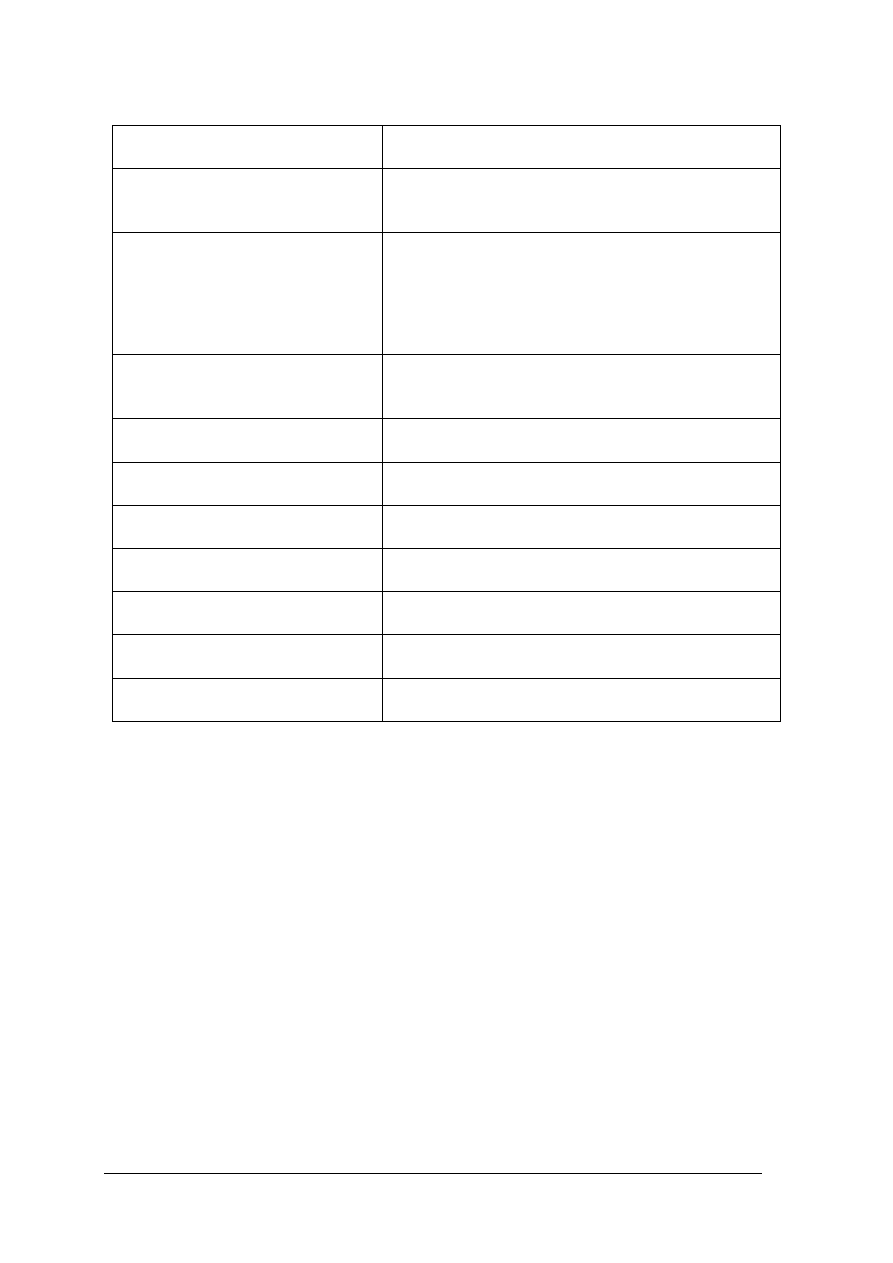
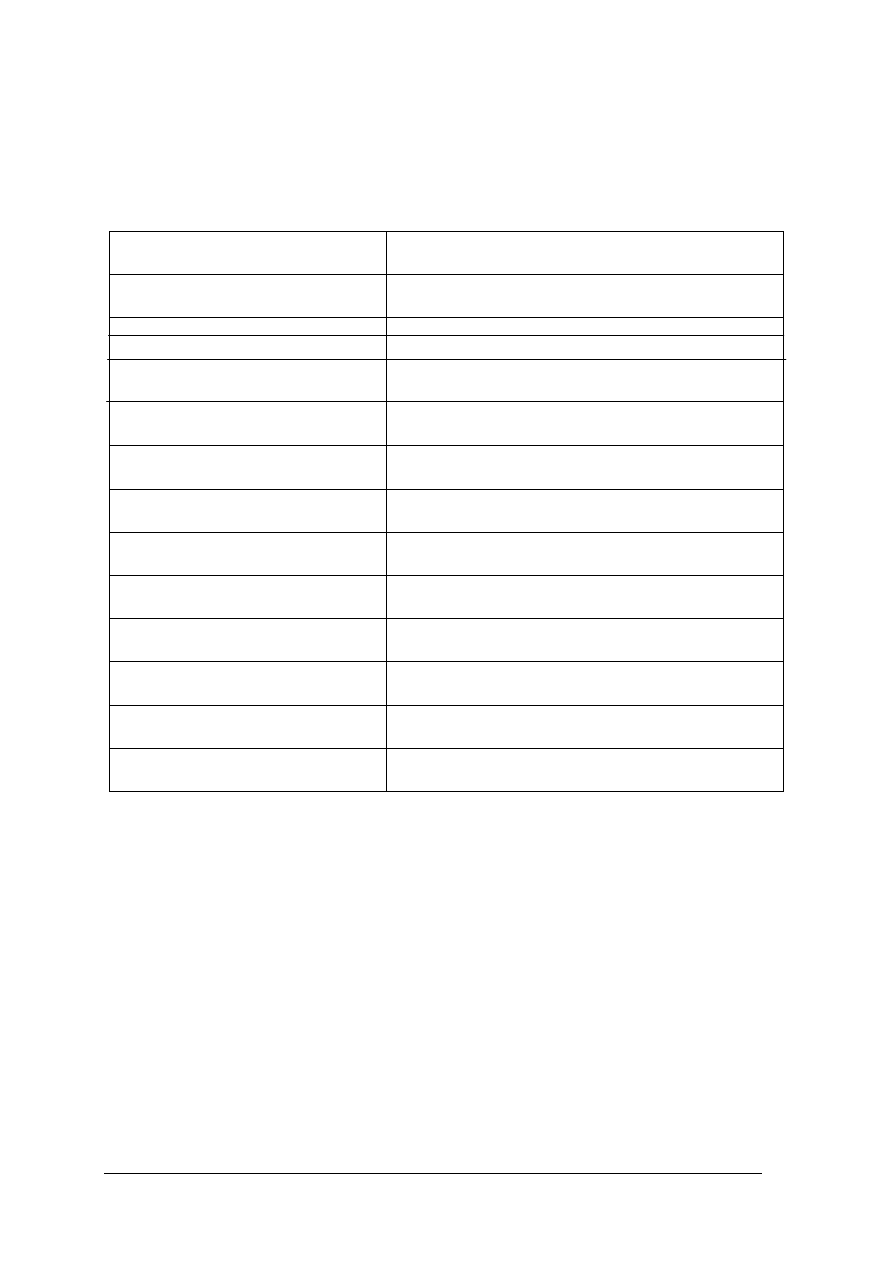
3. Opisanie produktu wraz z określeniem przewidywanego sposobu wykorzystania produktu
przez konsumenta. Jednym z pierwszych zadań, jakie powinien zrealizować zespół jest
opracowanie opisu produktów zgodnie z przykładowym formularzem – tabela 1.
1. Zdefiniowanie zakresu stosowania systemu HACCP
2. Utworzenie zespołu HACCP
3. Opisanie produktu wraz z określeniem przewidywanego sposobu wykorzystania produktu
4. Opracowanie schematu procesu technologicznego
5. Weryfikacja schematu procesu technologicznego na linii technologicznej
6. Sporządzenie listy wszystkich ewentualnych zagrożeń związanych z każdym etapem produkcji oraz
listy wszelkich środków prewencyjnych do kontroli danego zagrożenia (Zasada 1)
7. Określenie Krytycznych Punktów Kontroli (Zasada 2)
8. Określenie celów i granic tolerancji dla każdego punktu krytycznego (Zasada 3)
9. Opracowanie systemu monitorowania dla każdego punktu krytycznego (Zasada 4)
10. Ustalenie działań korygujących (Zasada 5)
11. Ustalenie procedury weryfikacji (Zasada 6)
12. Prowadzenie dokumentacji i zapisów (Zasada 7)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Tabela 1. Przykładowy formularz opisu produktu [8, s. 41]
Produkt
Opis produktu
Charakterystyka produktu:
Opakowanie
Cechy organoleptyczne
Masa netto
Składniki
Cechy fizykochemiczne
Normy, tolerancje:
Cechy mikrobiologiczne
Normy, tolerancje:
Materiał opakowaniowy
Warunki przechowywania
Okres trwałości
Przeznaczenie konsumenckie
Wzór etykiety
4. Opracowanie schematu procesu technologicznego dla linii, dla której wdrażany jest
system. Schemat powinien być przygotowany w postaci diagramu i obejmować wszystkie
fazy procesu produkcji począwszy od przyjmowania surowców, poprzez kolejne etapy
procesu technologicznego, składowanie, a kończyć się na dystrybucji i obsłudze klienta.
5. Weryfikacja schematu procesu technologicznego na linii technologicznej powinna
odbywać się na bieżąco, w wyniku, której diagram powinien być systematycznie
uaktualniany.
6. Sporządzenie listy wszystkich ewentualnych zagrożeń związanych z każdym etapem
produkcji oraz listy wszelkich środków prewencyjnych do kontroli danego zagrożenia.
Zagrożenie to właściwość:
−
biologiczna (zatrucia i zakażenia pokarmowe),
−
fizyczna (odłamki szkła, kamienie, kości),
−
chemiczna (pozostałości pestycydów, leków weterynaryjnych, azotanów, środków
ochrony roślin), która może powodować, że żywność stanie się niebezpieczna
dla konsumenta.
Na każdym etapie produkcji należy zidentyfikować wszystkie spodziewane zagrożenia.
Powinny one być określone w sposób, jak najbardziej precyzyjny. Każde z ewentualnych
zagrożeń powinno być opisane osobno. Ponadto powinno być określone prawdopodobieństwo
występowania tych zagrożeń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
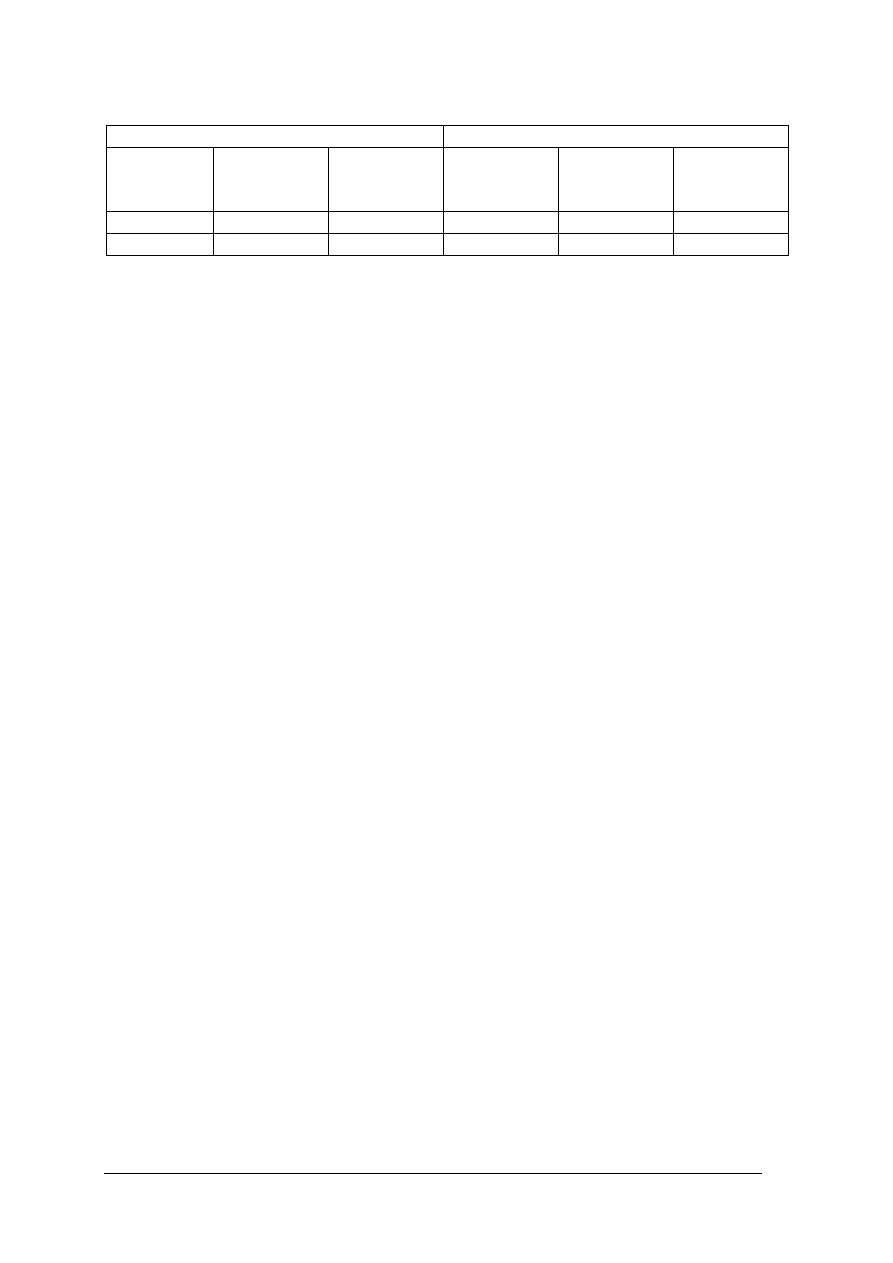
Przykładowy formularza wykorzystywany podczas analizy zagrożeń przedstawia
tabela 2.
Tabela 2. Przykładowy formularza wykorzystywany podczas analizy zagrożeń [8, s. 46]
Identyfikacja zagrożeń
Bieżące czynności zapobiegawcze
Etap
procesu
Opis
zagrożenia
Kategoria
zagrożenia
Możliwe
przyczyny
Procedury
ogólne
Bieżące
środki
kontroli
7. Określenie Krytycznych Punktów Kontroli dla czynności, procesu, gdzie można
zastosować
środki kontroli w celu zapobieżenia występowania zagrożenia,
wyeliminowania go lub ograniczenia do akceptowalnego poziomu. Krytyczne punkty
kontroli muszą być objęte szczególnym nadzorem. Kontrola każdego zidentyfikowanego
punktu kontroli wymaga systematycznego monitorowania. Do „obszarów krytycznych”
najczęściej zalicza się:
−
przyjmowanie i przechowywanie surowców i materiałów pomocniczych,
−
procesy usuwania zanieczyszczeń fizycznych (np. mycie, cedzenie, usuwanie
zepsutych części, przesiewanie),
−
procesy termiczne: chłodzenie i ogrzewanie,
−
dystrybucja.
8. Określenie celów i granic tolerancji dla każdego punktu krytycznego polega na ustaleniu
wartości docelowych wraz z dopuszczalnymi tolerancjami odchyleń. Wartości docelowe
i wielkość tolerancji jest przyjmowana w oparciu o wiedzę teoretyczną lub doświadczenia
własne zakładu z prowadzenia określonych procesów.
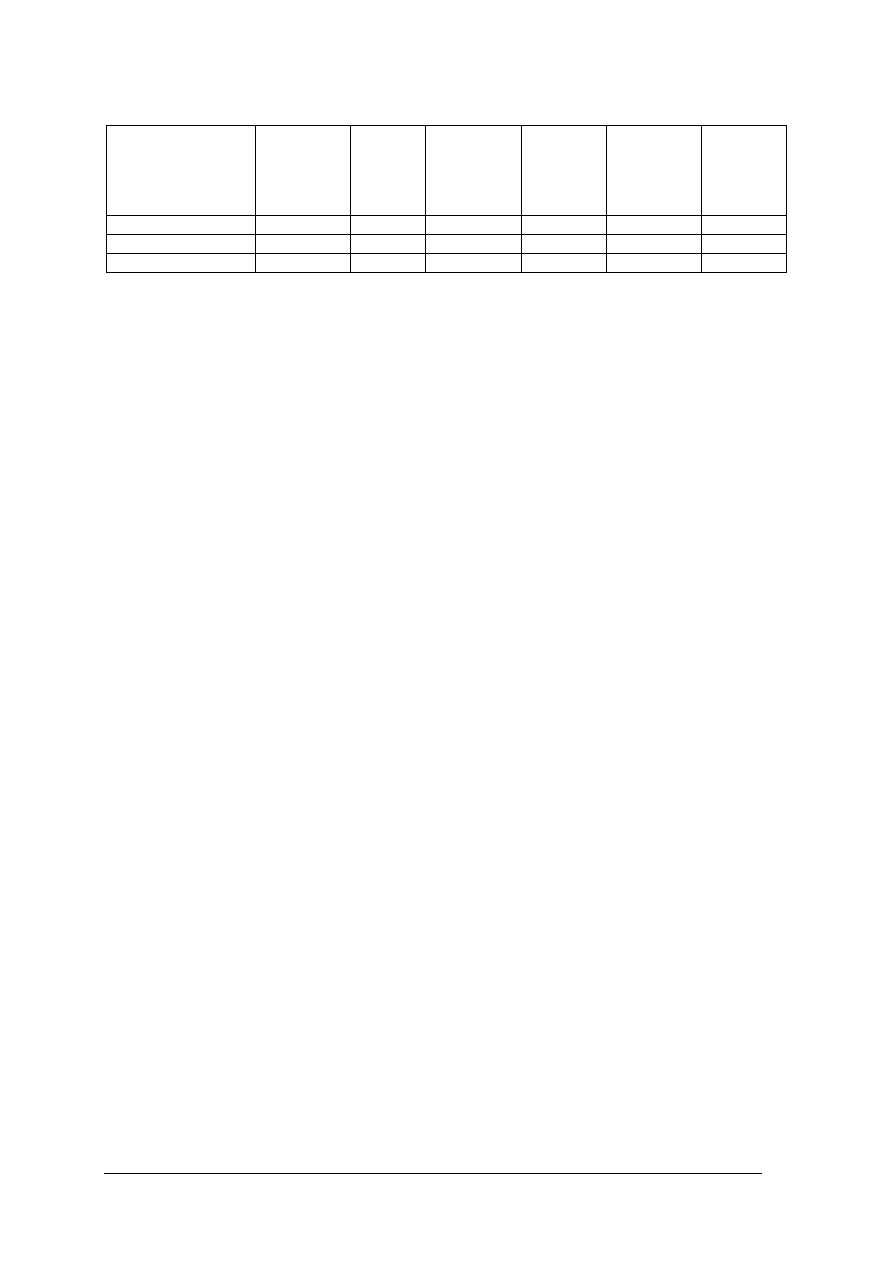
9. Opracowanie systemu monitorowania dla każdego punktu krytycznego. Monitorowanie
polega na planowym pomiarze ustalonych parametrów oraz systematycznych
obserwacjach.
Przykładowy formularz służący do prowadzenia zapisów z monitoringu przedstawia tabela 3.
Tabela 3. Przykładowy formularz służący do prowadzenia zapisów z monitoringu [8, s. 50]
Etap
procesu,
w którym
zidentyfikowano
krytyczne
punkty
kontroli
Wykonawca
Sposób
kontroli
Częstotliwość
Normy
i tolerancje
Czynności
w przypadku
odchyleń
Dokument
powołany
Przekroczenie wartości krytycznych zagraża utratą bezpieczeństwa przy produkcji danego
wyrobu. W przypadku wystąpienia odchyleń poza granice tolerancji, należy podejmować
działania korygujące.
10. Ustalenie działań korygujących dla każdego punktu krytycznego. Należy opracować plan
działań korygujących, który powinien obejmować następujące elementy:
−
opis działań korygujących dla każdego punktu krytycznego,
−
wykaz osób odpowiedzialnych za przeprowadzenie tych działań,
−
system informacji o realizacji tych działań.
11. Ustalenie procedury weryfikacji, której celem jest ustalenie, czy system HACCP,
opracowany i wdrożony do praktyki działa prawidłowo i daje pożądane rezultaty.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Weryfikację należy prowadzić okresowo i w sposób planowany. Typowym narzędziem
weryfikacji jest audit, czyli systematyczne i niezależne badanie zmierzające do ustalenia,
czy działalność zakładu w zakresie HACCP oraz związane z nią rezultaty są zgodne
z planowanymi rozwiązaniami, a także, czy te rozwiązania są realizowane skutecznie oraz
odpowiednie dla osiągnięcia zamierzonych celów.
12. Prowadzenie dokumentacji i zapisów. Dokumentacja daje obraz prowadzonych działań
i stanowi podstawę do oceny prawidłowości funkcjonowania systemu HACCP.
Dokumentacja systemu HACCP składa się z następujących elementów:
−
Księga HACCP,
−
procedury systemowe,
−
instrukcje oraz bieżące zapisy i rejestry.
Zalety i wady wprowadzenia systemu HACCP w przedsiębiorstwie przetwórstwa
spożywczego przedstawiają rys. 19 i 20.
Rys. 19. Zalety systemu HACCP [8, s. 55]
zwiększenie
efektywności działań na
rzecz zapewnienia
bezpieczeństwa i jakości
produkowanej żywności
wzrost świadomości
pracowników oraz
wczesnemu wykrywaniu
zagrożeń
usprawnienie procesu
produkcji poprzez
właściwy obieg
dokumentów i
informacji
Zalety systemu
HACCP
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Rys. 20. Wady systemu HACCP [8, s. 55]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaka jest definicja bezpieczeństwa żywności?
2. Na czym polega zintegrowany system bezpieczeństwa żywności?
3. Jakie są systemy zapewniające bezpieczeństwo żywności?
4. Na czym polega stosowanie Dobrej Praktyki Higienicznej w przedsiębiorstwach
przetwórstwa spożywczego?
5. Na czym polega stosowanie Dobrej Praktyki Produkcyjnej w przedsiębiorstwach
przetwórstwa spożywczego?
6. Na czym polega system HACCP?
posiada charakter
biurokratyczny
może powodować
dodatkowe koszty
związane z zakupem
sprzętu
wymaga
zaangażowania i
przeszkolenia
wszystkich
pracowników
wymaga nakładów
na zorganizowanie
zespołu
pracowników ds.
HACCP
Wady systemu
HACCP
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.4.3. Ćwiczenia
Ćwiczenie 1
Wymień obszary Programu Warunków Wstępnych Dobrej Praktyki Higienicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział z Poradnika dla ucznia,
2) wpisać do diagramu obszary Programu Warunków Wstępnych Dobrej Praktyki
Higienicznej.
Wyposażenie stanowiska pracy:
−
wzór diagramu,
−
materiały piśmiennicze.
Ćwiczenie 2
Określ przebieg procesów technologicznych w przetwórstwie mięsnym z zachowaniem
Dobrej Praktyki Higienicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować obszary Dobrej Praktyki Higienicznej,
2) przeanalizować podrozdział 2 „Przebieg procesów technologicznych”,
3) określić przebieg procesów technologicznych z zachowaniem Dobrej Praktyki
Higienicznej.
Wyposażenie stanowiska pracy:
−
materiały piśmiennicze.
…
…
….
….
….
…
….
….
Programy
Warunków
Wstępnych GHP
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Ćwiczenie 3
Wymień obszary Dobrej Praktyki Produkcyjnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział z Poradnika dla ucznia,
2) wpisać do diagramu obszary Dobrej Praktyki Produkcyjnej.
Wyposażenie stanowiska pracy:
−
wzór diagramu,
−
materiały piśmiennicze.
Ćwiczenie 4
Określ przebieg procesów technologicznych w przetwórstwie mięsnym z zachowaniem
Dobrej Praktyki Produkcyjnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować obszary Dobrej Praktyki Produkcyjnej,
2) przeanalizować podrozdział 2 „Przebieg procesów technologicznych”,
3) określić przebieg procesów technologicznych z zachowaniem Dobrej Praktyki
Produkcyjnej.
Wyposażenie stanowiska pracy:
−
materiały piśmiennicze.
…
….
….
….
…
….
….
Obszary Dobrej
Praktyki
Produkcyjnej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Ćwiczenie 5
W przedsiębiorstwie przetwórstwa mięsnego wdrażany jest system HACCP. Jednym
z kolejnych kroków wdrażania jest opracowanie opisu produktu. Mając do dyspozycji
przykładowy formularz, dokonaj opisu wybranego produktu.
Tabela 1. do ćwiczenia 5. Przykładowy formularz opisu produktu [8, s. 41]
Produkt
Opis produktu
Charakterystyka produktu:
Opakowanie
Cechy organoleptyczne
Masa netto
Składniki
Cechy fizykochemiczne
Normy, tolerancje:
Cechy mikrobiologiczne
Normy, tolerancje:
Materiał opakowaniowy
Warunki przechowywania
Okres trwałości
Przeznaczenie konsumenckie
Wzór etykiety
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział poradnika,
2) wybrać branżę przetwórstwa spożywczego oraz produkt do opisu,
3) opracować opis produktu.
Wyposażenie stanowiska pracy:
−
wzór tabeli,
−
materiały piśmiennicze.
Ćwiczenie 6
W przedsiębiorstwie przetwórstwa mięsnego (z ćwiczenia 5) wdrażany jest system
HACCP. Kolejnym krokiem do wdrożenia jest sporządzenie listy zagrożeń związanych
z każdym etapem produkcji oraz listy czynności zapobiegawczych. Mając do dyspozycji
przykładowy formularz, sporządź taką listę.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Tabela 1. do ćwiczenia 6. Przykładowy formularz wykorzystywany podczas analizy zagrożeń [8, s. 46]
Identyfikacja zagrożeń
Bieżące czynności zapobiegawcze
Etap
procesu
Opis
zagrożenia
Kategoria
zagrożenia
Możliwe
przyczyny
Procedury
ogólne
Bieżące
środki
kontroli
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział poradnika,
2) do wykonania ćwiczenia uwzględnić dane z ćwiczenia 5,
3) opracować listę zagrożeń związanych z każdym etapem produkcji oraz listę czynności
zapobiegawczych.
Wyposażenie stanowiska pracy:
−
wzór tabeli,
−
materiały piśmiennicze.
Ćwiczenie 7
W przedsiębiorstwie przetwórstwa mięsnego (z ćwiczenia 5) wdrażany jest system
HACCP. Kolejnym krokiem do wdrożenia jest określenie Krytycznych Punktów Kontroli.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział poradnika,
2) do wykonania ćwiczenia uwzględnić dane z ćwiczenia 5,
3) opracować Krytyczne Punkty Kontroli.
Wyposażenie stanowiska pracy:
−
materiały piśmiennicze.
Ćwiczenie 8
W przedsiębiorstwie przetwórstwa mięsnego (z ćwiczenia 5) wdrażany jest system
HACCP. Kolejnym krokiem do wdrożenia jest określenie granic tolerancji dla każdego punktu
krytycznego oraz opracowanie systemu monitorowania. Określ granice tolerancji dla każdego
punktu krytycznego oraz opracuj systemu monitorowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Tabela 1. do ćwiczenia 8. Przykładowy formularz służący do prowadzenia zapisów z monitoringu [8, s. 50]
Etap
procesu,
w którym
zidentyfikowano
krytyczne
punkty
kontroli
Wykonawca
Sposób
kontroli
Częstotliwoś
ć
Normy
i tolerancje
Czynności
w przypadku
odchyleń
Dokument
powołany
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować podrozdział poradnika,
2) do wykonania ćwiczenia uwzględnić dane z ćwiczenia 5,
3) opracować granice tolerancji dla każdego punktu krytycznego,
4) opracować systemu monitorowania dla każdego punktu kontroli.
Wyposażenie stanowiska pracy:
−
wzór tabeli,
−
materiały piśmiennicze.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wyjaśnić definicję bezpieczeństwa żywności?
2)
scharakteryzować zintegrowany system bezpieczeństwa żywności?
3)
określić systemy zapewniające bezpieczeństwo żywności?
4)
określić, na czym polega stosowanie Dobrej Praktyki Higienicznej
w przedsiębiorstwach przetwórstwa spożywczego?
5)
określić, na czym polega stosowanie Dobrej Praktyki Produkcyjnej
w przedsiębiorstwach przetwórstwa spożywczego?
6)
określić, na czym polega system HACCP?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test pisemny zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości
odpowiedzi. Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Pracuj samodzielnie.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
8. Na rozwiązanie testu masz 40 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
ZESTAW ZADAŃ TESTOWYCH
1. Utrwalanie żywności to działalność zmierzająca do przedłużenia trwałości żywności
poprzez
a) pobudzanie tkankowych procesów biochemicznych.
b) niedopuszczenie do rozwoju i działalności drobnoustrojów.
c) pobudzenie zmian fizycznych.
d) pobudzenie zmian chemicznych.
2. W chłodniczym systemie przechowywania żywności świeże ryby, mięso należy
przechowywać w temperaturze
a) od +1°C do +5°C.
b) od 0°C do +8°C.
c) od -1°C do +1°C.
d) od -8°C do -1°C.
3. Niszczenie drobnoustrojów poprzez łagodne ogrzewanie do temperatury 100°C
, to
a) pasteryzacja.
b) sterylizacja.
c) suszenie.
d) wędzenie.
4. Do kiszenia ogórków wykorzystuje się
a) fermentację alkoholową.
b) fermentację kwasu mlekowego.
c) przeciwutleniacze.
d) steryzlizację.
5. Utrwalanie żywności
a) negatywnie wpływa na rozwój handlu zagranicznego.
b) powoduje występowanie zjawiska sezonowości produkcji.
c) powoduje gorsze wykorzystanie żywności w gospodarstwach domowych.
d) sprzyja dłuższemu przechowywaniu żywności.
6. W produkcji piekarsko-ciastkarskiej dzielarko-zaokrąglarka stosowana jest do
a) mieszanie ciasta.
b) przesiewania mąki.
c) przygotowania drożdży.
d) dzielenia i kształtowania kęsów ciasta.
7. Do oziębiania mleka w przetwórstwie mleka stosowane są
a) prasy ślimakowe.
b) agregaty płytowe.
c) pasteryzatory.
d) tryjery.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
8. Rozdrabnianie nasion w produkcji oleju jest wykonywane w celu
a) zwiększania wydajności oleju podczas tłoczenia.
b) oczyszczenia surowca.
c) zmniejszenia wydajności oleju.
d) ograniczenie rozkruszania nasion zbyt suchych.
9. Tryjery są stosowane do
a) rozdrabniania nasion.
b) odsiewania nasion.
c) ekstrakcji oleju.
d) tłoczenia oleju.
10. Wyposażenie techniczne zakładów przetwórstwa spożywczego
a) jest takie same we wszystkich branżach przemysłu spożywczego.
b) jest takie same w każdym procesie technologicznym.
c) różni się w zależności od procesów technologicznych.
d) uzależnione jest od jakości stosowanych surowców.
11. Do fizycznych czynników szkodliwych i uciążliwych dla pracowników w zakładach
przetwórstwa, zalicza się
a) substancje toksyczne.
b) substancje drażniące.
c) substancje uczulające.
d) hałas.
12. Największe zagrożenie dla środowiska naturalnego w związku z dużą ilością
odprowadzanych ścieków stanowi przemysł
a) mleczarski.
b) piekarski.
c) młynarski.
d) cukrowniczy.
13. Urządzenia odpylające w zakładach przetwórstwa spożywczego stosowane są w celu
a) zwiększenia wyziewów z rafinerii:
b) zmniejszenia emisji gazów i pyłów do atmosfery.
c) usuwania biogenów.
d) zmniejszania substancji uczulających.
14. Ogół warunków, które muszą być spełnione i dotyczą stosowanych substancji
dodatkowych i aromatów, poziomów substancji zanieczyszczających, pozostałych
pestycydów, warunków napromieniowania żywności, cech organoleptycznych i działań,
które muszą być podejmowane na wszystkich etapach produkcji lub obrotu żywnością
w celu zapewnienia zdrowia i życia człowieka, to
a) kontrola.
b) audit.
c) Krytyczne Punkty Kontroli.
d) bezpieczeństwo żywnościowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
15. Działania, które muszą być podjęte i warunki higieniczne, które muszą być spełnione
i kontrolowane na wszystkich etapach produkcji lub obrotu, aby zapewnić bezpieczeństwo
żywności, to
a) Dobra Praktyka Produkcyjna.
b) Dobra Praktyka Higieniczna.
c) system HACCP.
d) audit.
16. System HACCP polega na
a) przeprowadzeniu
analizy
wszystkich
zagrożeń
biologicznych,
fizycznych
i chemicznych, które mogą stać się przyczyną obniżenia jakości zdrowotnej
produkowanej żywności oraz na wskazaniu, które punkty na danym etapie produkcji
żywności są „krytyczne” dla bezpieczeństwa zdrowotnego produktu końcowego.
b) podjęciu działań, oraz spełnieniu warunków higienicznych, które muszą
być kontrolowane na wszystkich etapach produkcji lub obrotu, aby zapewnić
bezpieczeństwo żywności.
c) weryfikacji procesu technologicznego.
d) podjęciu działań i spełnieniu warunków, aby produkcja żywności oraz materiałów
i wyrobów przeznaczonych do kontaktu z żywnością odbywały się w sposób
zapewniający bezpieczeństwo żywności, zgodnie z jej przeznaczeniem.
17. Zgodnie z wymaganiami Dobrej Praktyki Higienicznej
a) drogi dojazdowe nie muszą być utwardzone.
b) zakład powinien posiadać odpowiednie ujęcie wody, bez konieczności posiadania
urządzeń do jej magazynowania.
c) pracownicy mogą mieć kontakt z żywnością w przypadku infekcji dróg oddechowych.
d) powinien być stosowany w zakładzie system wentylacji.
18. Zgodnie z Dobrą Praktyką Produkcyjną
a) zasady rotacji magazynowej zapasów nie mają znaczenia.
b) nie musi być zapewnione oddzielne składowanie opakowań i substancji nie będących
żywnością.
c) partie przyjmowanych produktów i dodatków powinny posiadać odpowiednie
certyfikaty lub specyfikacje.
d) należy zachować wysoką temperaturę podczas transportu żywności.
19. Określenie Krytycznych Punktów Kontroli polega na określeniu: zagrożeń występujących
na
a) każdym etapie produkcji.
b) wybranych etapach produkcji.
c) początkowym etapie produkcji.
d) końcowym etapie produkcji.
20. W systemie HACCP
a) odchylenia od wartości docelowych są niewskazane.
b) określone są dopuszczalne tolerancje odchyleń.
c) wartości docelowe są opracowywane wyłącznie przez ekspertów zewnętrznych.
d) dopuszczalne tolerancje odchyleń są opracowywane wyłącznie przez ekspertów
zewnętrznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Organizowanie procesów technologicznych przetwórstwa spożywczego
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
6. LITERATURA
1. Bijok B., Bijok F.: Surowce i technologia żywności Cz. 2. WSiP, Warszawa 1998
2. Dłużewski M. (red.): Technologia żywności Cz. 4. WSiP, Warszawa 2001
3. Dłużewski M., Chuchlowa J., Krajewski K., Kamieński W.: Technologia żywności Cz.1.
WSiP, Warszawa 2000
4. Dłużewski M., Dłużewska A.: Technologia żywności cz. 2. WSiP, Warszawa 2001
5. Jarczyk A.: Technologia żywności Cz. 3. WSiP, Warszawa 2001
6. Rozporządzenie Ministra Zdrowia z dnia 19 grudnia 2002 r. w sprawie wymagań
higieniczno-sanitarnych zakładów i wymagań dotyczących higieny w procesie produkcji
i w obrocie artykułami oraz materiałami i wyrobami przeznaczonymi do kontaktu z tymi
artykułami
Dz. U 2002 nr234, poz. 1979
7. Stelmachowski A. (red.): Prawo rolne. Wydawnictwo Prawnicze LexisNexis, Warszawa
2006, s. 481
8. Turlejska H.: Zasady GHP/GMO oraz system HACCP jako narzędzia zapewnienia
bezpieczeństwa zdrowotnego żywności. Poradnik dla przedsiębiorcy. FAPA, Warszawa
2003
9. Ustawa z 25. 08. 2006r. o bezpieczeństwie żywności i żywienia Dz. U. 2006 nr 171,
poz. 1225
Wyszukiwarka
Podobne podstrony:
operator urzadzen przemyslu spozywczego 827[01] z2 03 n
operator urzadzen przemyslu spozywczego 827[01] z2 03 u
operator urzadzen przemyslu spozywczego 827[01] z2 02 u
operator urzadzen przemyslu spozywczego 827[01] o1 03 n
operator urzadzen przemyslu spozywczego 827[01] z2 02 n
operator urzadzen przemyslu spozywczego 827[01] z1 03 u
operator urzadzen przemyslu spozywczego 827[01] z2 01 u
operator urzadzen przemyslu spozywczego 827[01] o1 03 u
operator urzadzen przemyslu spozywczego 827[01] z2 02 u
operator urzadzen przemyslu spozywczego 827[01] z2 01 n
operator urzadzen przemyslu spozywczego 827[01] z2 02 u
operator urzadzen przemyslu spozywczego 827[01] z1 03 n
operator urzadzen przemyslu spozywczego 827[01] z2 02 n
operator urzadzen przemyslu spozywczego 827[01] o1 03 n
więcej podobnych podstron