„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Arkadiusz Gromek
Planowanie procesów wytwarzania instrumentów
muzycznych 311[18].Z3.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr Iwona Skwarek
mgr Jarosław Gliszczyński
Opracowanie redakcyjne:
mgr sztuki Arkadiusz Gromek
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[18].Z3.03
„Planowanie procesów wytwarzania instrumentów muzycznych”, zawartego w modułowym
programie nauczania dla zawodu technik instrumentów muzycznych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Klasyfikacja instrumentów względem procesów wytwarzania
7
4.1.1 Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
11
4.2.
Techniki obróbki mechanicznej
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
19
4.2.3. Ćwiczenia
19
4.2.4. Sprawdzian postępów
22
4.3. Organizacja prac produkcyjnych
23
4.3.1. Materiał nauczania
23
4.3.2. Pytania sprawdzające
29
4.3.3. Ćwiczenia
29
4.3.4. Sprawdzian postępów
30
5. Sprawdzian osiągnięć
31
6. Literatura
36

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy i umiejętności w zakresie
planowania procesów wytwarzania instrumentów muzycznych.
W poradniku zamieszczono:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi opanowanie
materiału całej jednostki modułowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
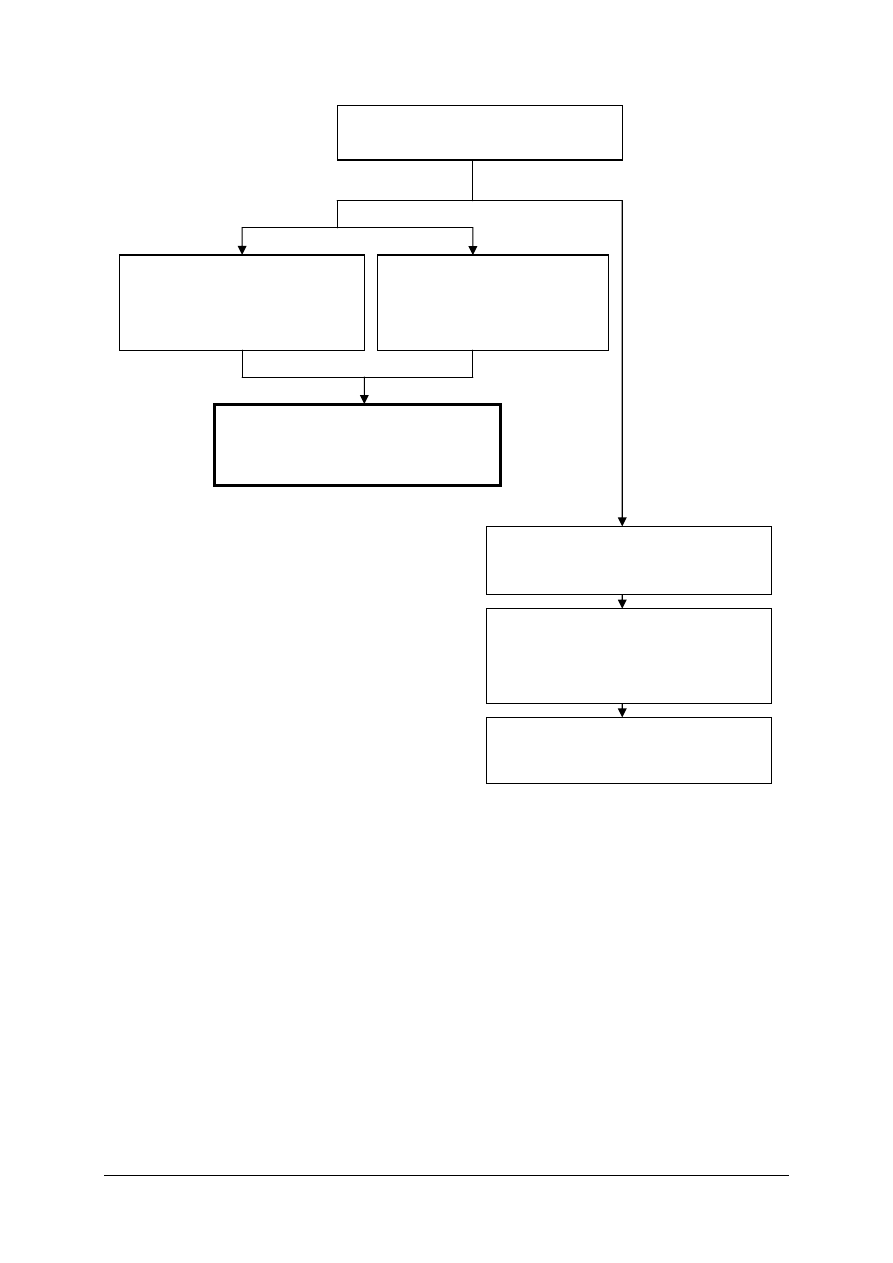
Schemat układu jednostek modułowych
311[18].Z3
Organizacja procesów produkcji
Normowanie zużycia
materiałów i czasu pracy
311[18].Z3.01
Planowanie nagłośnienia
pomieszczeń 311[18].Z3.04
Planowanie procesów wytwarzania
instrumentów muzycznych
311[18].Z3.03
Magazynowanie materiałów
stosowanych do produkcji
instrumentów muzycznych
311[18].Z3.02
Projektowanie i wykonywanie
elementów instrumentów
muzycznych 311[18].Z3.05
Posługiwanie się językiem obcym
zawodowym 311[18].Z3.06
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
stosować przyrządy pomiarowo – kontrolne zgodnie z ich przeznaczeniem,
−
organizować stanowisko pracy zgodnie z zasadami bhp,
−
rozróżniać
instrumenty
muzyczne,
kwalifikować
do
grupy
instrumentów,
a także rozróżniać ich części,
−
wykonywać i odczytywać schematy, wykresy i szkice,
−
posługiwać się dokumentacja techniczną,
−
posługiwać się normami,
−
pracować w grupie i indywidualnie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
wyjaśnić strukturę organizacyjną zakładu produkcyjnego,
–
scharakteryzować zadania poszczególnych wydziałów zakładu produkcyjnego,
–
rozróżnić etapy procesu produkcyjnego wytwarzania instrumentów muzycznych,
–
scharakteryzować obieg dokumentacji produkcyjnej,
–
scharakteryzować formy organizacji produkcji,
–
scharakteryzować etapy procesu produkcyjnego w zakładzie,
–
wyjaśnić wpływ organizacji pracy na efekty działania,
–
zaprojektować przebieg procesu produkcji instrumentów muzycznych,
–
zaplanować rozmieszczenie stanowisk roboczych na wydziałach produkcyjnych,
–
dobrać urządzenia do transportu wewnętrznego,
–
dobrać podstawowe wskaźniki planu pracy,
–
opracować plan wykonania zadań produkcyjnych,
–
ustalić optymalną wielkość partii produkcyjnej,
–
ustalić normatywy zapasów podzespołów i zespołów w cyklu produkcyjnym,
–
ocenić wpływ poszczególnych etapów wytwarzania instrumentów muzycznych
na ich jakość i wartość artystyczną,
–
skontrolować zgodność przebiegu produkcji z dokumentacją,
–
synchronizować przebieg procesu we wszystkich fazach wytwarzania,
–
rozliczyć wykonanie zadań produkcyjnych na stanowiskach roboczych,
–
dokonać kontroli procesu produkcji instrumentów muzycznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1.
Klasyfikacja instrumentów względem procesów wytwarzania
4.1.1.
Materiał nauczania
Specyfika zakładu produkującego instrumenty muzyczne
Każdy proces wytwarzania ma swoją specyfikę związaną z przedmiotem, który
wytwarza. Podstawowe funkcje instrumentów muzycznych to: możliwość wydobywania
z nich dźwięków oraz użytkowość. Zakład, produkujący instrumenty muzyczne,
koncentrować się musi na wypełnieniu obu tych funkcji.
Funkcje muzyczne i ich właściwa rola w miejscu produkcji.
Najprostsza klasyfikacja instrumentów dzieli je ze względu na źródło dźwięku. Jest ona
o tyle trafna, że różnorodny sposób powstawania dźwięku warunkuje sposób użytkowania
instrumentów z danej grupy. Na przykład zdecydowanie różni się sposób wydobycia dźwięku
z instrumentów dętych i strunowych. Dlatego, klasyczny podział instrumentów
na: strunowe dęte i perkusyjne - jest wciąż bardzo przydatny.
Instrumenty perkusyjne od instrumentów z pozostałych grup różnią się znacznie budową.
Cecha ta, warunkuje użytkowanie instrumentu. Dlatego instrumenty perkusyjne są
masywniejsze, a poprzez to trwalsze. W związku z tym, nie będzie się odnosiła do nich duża
część uwag i zastrzeżeń przedstawionych w tym dziale.
Wytworzenie instrumentów z grup dętych i strunowych, to proces wyjątkowo
pracochłonny. Należy starannie dobrać materiał, z którego będą wytwarzane, ponieważ
instrumenty te, zazwyczaj są użytkowane przez kilkadziesiąt godzin w miesiącu, przez wiele
lat. Pracochłonność procesu wytwarzania związana jest także z jego funkcją muzyczną.
Każdy instrument, bowiem trzeba nastroić, dopracować elementy stałego styku z ręką
grającego, a także dopasować wielkości decydujące o ergonomice instrumentu.
Instrumenty strunowe w procesie wytwarzania
Instrumenty strunowe są zbudowane z drewna lub materiałów drewnopochodnych.
Ich podstawowym elementem jest pudło rezonansowe - zwane inaczej pudłem, korpusem
lub płytą. Ten element wykonany jest najczęściej z drewna. Na płytach rezonansowych często
są stosowane wzmocnienia konstrukcyjne zwane belkami basowymi lub po prostu belkami.
W instrumentach szyjkowych, elementem dołączanym do korpusu jest szyjka instrumentu,
a w instrumentach bezszyjkowych - mechanizmy do skracania struny bądź mechanizmy
wywołujące odpowiednią strunę – jeżeli brak szyjki umożliwia zainstalowania większej ilości
strun na korpusie. Tak, więc aby zbudować instrument szyjkowy, muszą zajść w kolejności
następujące procesy:
–
wytwarzania korpusu,
–
wytwarzania płyt,
–
wytwarzania boczków,
–
wytwarzania szyjki,
–
procesy montowania akcesoriów,
–
procesy wykończenia oraz strojenia instrumentu.
Natomiast w przypadku instrumentów bezszyjkowych będą to następujące procesy:
Proces wytwarzania płyty:
–
proces wytwarzania konstrukcji korpusu,
–
proces wytwarzania i montowania mechanizmów,
–
proces wykończenia i nastrojenia instrumentów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Instrumenty dęte i ich miejsce w procesie wytwarzania.
Na wstępie należy nadmienić ze w grupie instrumentów dętych występuje kilka
paradoksów pojęciowych związanych przede wszystkim z historią budowy ich elementów.
Instrumenty te dzielą się na dwie grupy dęte drewniane i dęte blaszane. Największym
wspomnianym wcześniej paradoksem jest fakt, że flet i saksofon, chociaż prawie całości
wykonane z metalu, klasyfikowane są do instrumentów drewnianych, chociaż w procesie
produkcji (wytwarzaniu instrumentów muzycznych) bliżej im oczywiście do instrumentów
blaszanych. Ilekroć, zatem będziemy mówić o instrumentach drewnianych - nie zaliczymy do
nich ani fletu, ani saksofonu.
Instrumenty dęte drewniane są w całości toczone - jedynie ustnik lub miejsce montowania
stroika - może być podrzeźbiany. Kolejność faz ich produkcji wygląda następująco:
–
proces wytwarzania elementów korpusu (toczenia),
–
proces wytwarzania i montowania akcesoriów,
–
proces strojenia.
Podobna jest kolejność procesy produkcji instrumentów dętych blaszanych:
–
proces wytwarzania korpusu,
–
proces montażu oraz,
–
proces dopasowania ustnika,
–
proces strojenia.
Instrumenty perkusyjne i ich miejsce w procesie wytwarzania
Mówiąc o instrumentach perkusyjnych trzeba zaznaczyć, że w literaturze dotyczącej
instrumentoznawstwa, pojawia się pojęcie idiofonu, czyli instrumentu, który w całości sam
jest źródłem dźwięku. Instrumenty perkusyjne są zazwyczaj idiofonami – jest ich wiele
i są bardzo różnorodne. Z tego powodu trudno jest opisać w jakimś ujednoliconym systemie
metody ich wytwarzania i produkcji. Na pewno natomiast, można wyróżnić kolejne fazy–
grupy procesów:
–
proces wytwarzania elementów,
–
procesy wykończenia,
–
procesy montażu,
–
procesy strojenia.
Główne fazy wytwarzania i sposoby ich realizacji
Podczas procesów wytwarzania instrumentów muzycznych - niezależnie od rodzaju
instrumentu i jego klasyfikacji – zawsze ma miejsce: wykończenie, strojenie i montaż.
Natomiast zawsze zróżnicowana jest część budowy głównego ośrodka rezonansu. Należy
wymienić pięć głównych czynności dotyczących tego etapu wytwarzania:
–
proces wytwarzania płyt nie obejmujący procesy montażu wzmocnień konstrukcyjnych,
–
proces toczenia korpusu (w instrumentach dętych drewnianych),
–
proces gięcia korpusu (w instrumentach dętych blaszanych),
–
proces kształtowania korpusu,
–
proces wytwarzania elementów idiofonów,
–
proces wytwarzanych elementów nie mających znaczenia muzycznego w instrumencie,
ale mającego znaczenie ściśle użytkowe.
Klasyfikacja procesów produkcyjnych ze względu na zastosowanych techniki
i materiały
Poniższa tabela przedstawia główne procesy wytwarzania, ich umiejscowienie
i podział ze względu na techniki, jakimi się je wytwarza oraz ze względu na zastosowane
materiałów do budowy (tab.1).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Tabela 1. Tabela używanych materiałów i procesów produkcyjnych
Procesy
Materiały
Techniki
Procesy podstawowe
montażu
klej, lut, drut spawalniczy, smar, mydło szare, grafit,
wosk, olej wazelinowy, korek, filc
klejenie, lutowanie cięcie
wykończenia
pasty szlifierskie, papiery wodne, pumeks, olej
wazelinowy, politury, woski
szlifowanie, polerowanie
strojenia
kalafonia, grafit, olejki do strun, skóra
(na podkładki)
strojenie
toczenia korpusu
drewno, metal
toczenie, cięcie
gięcia korpusu
metal, lut
gięcie, cięcie
wytwarzania płyt
rezonansowych
drewno
struganie, rzeźbienie,
cięcie
kształtowania korpusu
drewno
gięcie, struganie, cięcie;
wytwarzania idiofonów
drewno, metal, skóra
struganie, rzeźbienie,
cięcie, klejenie
wytwarzania elementów
drewno, skóra, metal, korek, filc, guma, klej
struganie, rzeźbienie,
cięcie, toczenie
4.1.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie są rodzaje procesów wytwarzania instrumentów?
2.
Jaki jest podstawowy składnik budulcowy instrumentów strunowych?
3.
Jakie technikami zastosujemy w procesie wykańczania?
4.
Jakie znasz materiały do montażu elementów?
5.
Jakie instrumenty dęte drewniane wykonujemy z metalu?
4.1.3.
Ćwiczenia
Ćwiczenie 1
Określ i sklasyfikuj lirę da braccio.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
poznać budowę liry da braccio,
2)
określić jej funkcję muzyczną,
3)
zdefiniować budowę i opracować schemat produkcji,
4)
zanotować zmiany wielkości fizycznych w trakcie produkcji,
5)
dokonać oceny poprawności wykonanego ćwiczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Wyposażenie stanowiska pracy:
−
lira da braccio lub jej ryciny,
−
narzędzia pomiarowe (miarka giętka),
−
tablica, kreda,
−
katalogi narzędzi specjalistycznych,
−
notatnik,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 2
Wskaż materiały, które będą ci potrzebne, aby prawidłowo przeprowadzić proces
wykończenia instrumentów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
znać zastosowanie materiałów do budowy instrumentów,
2)
dopasować materiały do czynności w procesie wykańczania,
3)
wykonać zadanie w formie pisemnej,
4)
wykonać notatkę dotyczącą procesu wykańczania instrumentu i dopasowania do niego
odpowiednich materiałów,
5)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
plansze i katalogi z ilustracjami materiałów,
−
notatnik,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 3
Określ występowanie techniki cięcia w procesach budowy instrumentów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
znać procesy technologiczne, ich klasyfikację i przebieg,
2)
znać zastosowanie technologii w procesach budowy instrumentu,
3)
sporządzić notatkę, wymieniając procesy, w których występuje technika cięcia,
4)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
notatnik,
−
przybory do pisania,
−
plansze z wymienionymi procesami budowy i chronologią ich oddziałania,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Ćwiczenie 4
Rozpoznaj materiały stosowane w cyklu produkcyjnym instrumentów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
rozpoznawać materiały stosowane w cyklu produkcyjnym,
2)
przyporządkować
odpowiednie
materiały
do
odpowiadających
im
procesów
produkcyjnych,
3)
sporządzić notatkę z przebiegu realizacji prac,
4)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
klej, lut, drut spawalniczy, mydło szare, grafit, korek, filc, pasty szlifierskie, papiery
wodne, pumeks, olej wazelinowy, politury, woski, drewno, metal,
−
notatnik,
−
przybory do pisania,
−
fartuchy ochronne,
−
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić rodzaje procesów wytwarzania instrumentów?
2)
scharakteryzować główne grupy instrumentów?
3)
określić procesy wspólne dla wytwarzania elementów instrumentów
z różnych grup?
4)
rozróżnić grupy instrumentów pracochłonnych i czasochłonnych
w procesach wytwarzania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Techniki obróbki mechanicznej
4.2.1. Materiał nauczania
Podstawowe techniki obróbki mechanicznej w procesach wytwórczych instrumentu
Klejenie
Podstawowa technika w trakcie, której łączymy elementy instrumentów muzycznych
w procesie montażu. Medium – łącznikiem, dzięki któremu łączymy elementy jest klej.
Jest bardzo wiele rodzajów klejów, każdy z nich jest stosowany do montażu określonych
grup materiałowych.
Rys. 2. Płyta rezonansowa w trakcie klejenia
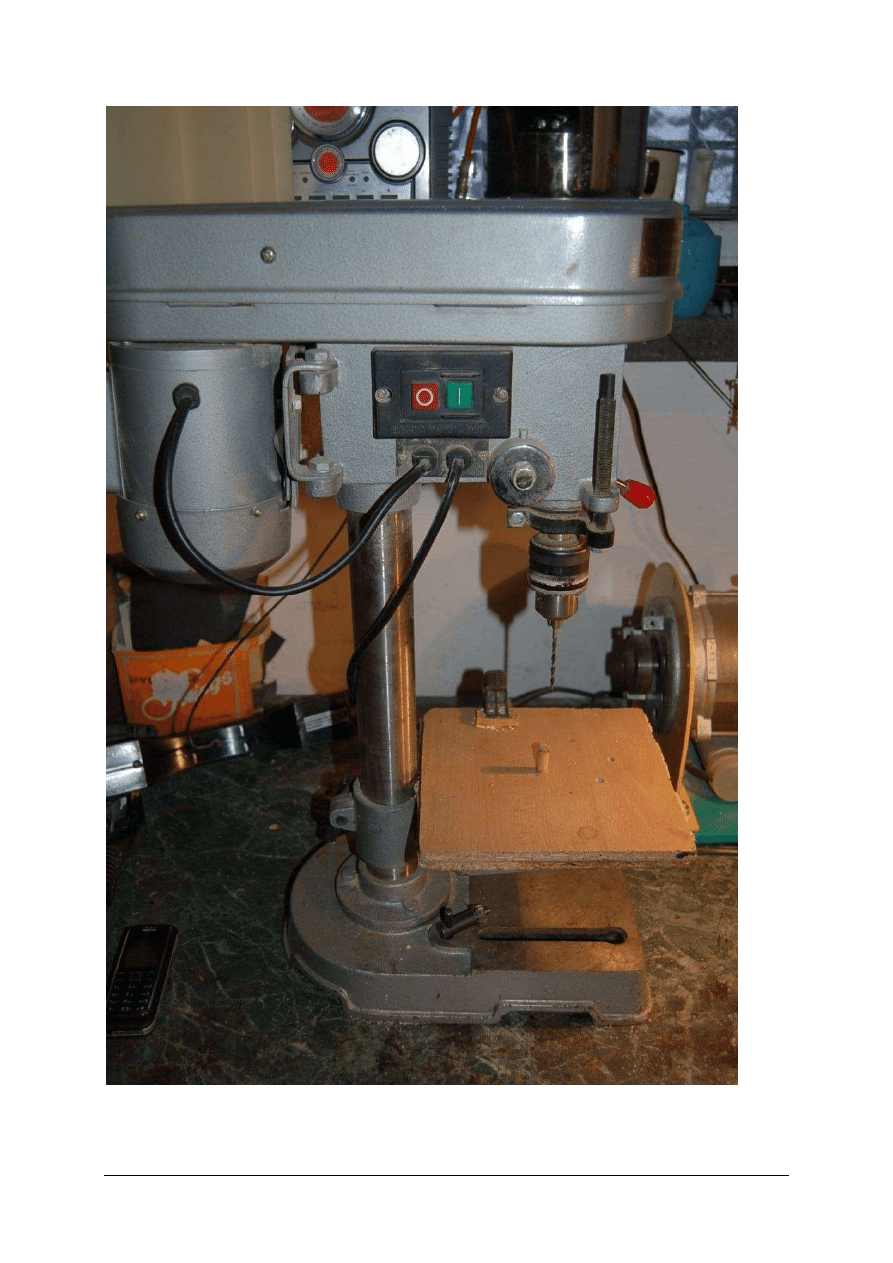
Wiercenie jest procesem podstawowym, w którym narzędzie skrawające, w tym
przypadku wiertło, zagłębia się w materiale pozostawiając otwór o postaci walca. Wiercenie
stosujemy do wykonania otworów komór kołkowych, otworów rezonansowych, otworów
w strojnicy, otworu pod guzik. Otwory, które powstają podczas wiercenia, mają średnicę
od 4-13 mm w zależności od projektu. Technika wiercenia może być wykonana maszynowo
(rys. 3) lub ręcznie.
Toczenie jest procesem odwrotnym do wiercenia. Materiał obraca się w uchwycie
tokarskim a nóż (w przypadku tokarki do metali) lub dłuta (w przypadku tokarki do drewna) -
skrawa na obwodzie obracający się materiał. Im twardszy materiał tym większy kąt narzędzia.
W przypadku instrumentów dotyczy wytaczania elementów instrumentów dętych
drewnianych i toczenia akcesoriów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 3. Wiertarka stołowa

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Frezowanie – technika, w której narzędzie skrawające - w tym przypadku frez – zagłębia
się w materiale pozostawiając otwór. Inaczej niż w przypadku wiercenia – otwór ten można
dowolnie kształtować. Może on przybrać postać rowka lub dowolnego innego kształtu.
Frezowanie wykorzystuje się w trakcie procesu wytwarzania elementów instrumentów
muzycznych. Dotyczy ono przede wszystkim przygotowania płyt instrumentów,
co w języku zawodowym oznacza przede wszystkim frezowanie ich krawędzi. Natomiast
proces frezowania całych płyt nazywany jest kopiowaniem płyty. Chodzi tu głównie o płyty
wypukłe, ponieważ kopiowanie wykonywane jest na frezarce-kopiarce.
Zastosowanie frezowania dotyczy w instrumentach przede wszystkim procesów
przygotowania komór kołkowych oraz rowków na żyłki oraz wszelkiego rodzajów rowków
i płyt rezonansowych. Przy frezowaniu komór używamy frezów palcowych w wielkości
od 6 mm, natomiast przy frezowaniu rowka żyłki używamy maleńkich frezów palcowych
w wielkości od 1 do 2 mm (rys. 4). Przy frezowaniu krawędzi płyt używamy frezów piłowych
20- 40 mm - w zależności od rodzaju dokumentacji. W trakcie kopiowania płyty używamy
frezów palcowych, a ich wielkość uzależniona jest od rodzaju maszyny.
Rys. 4. Specjalna frezarka do żyłki
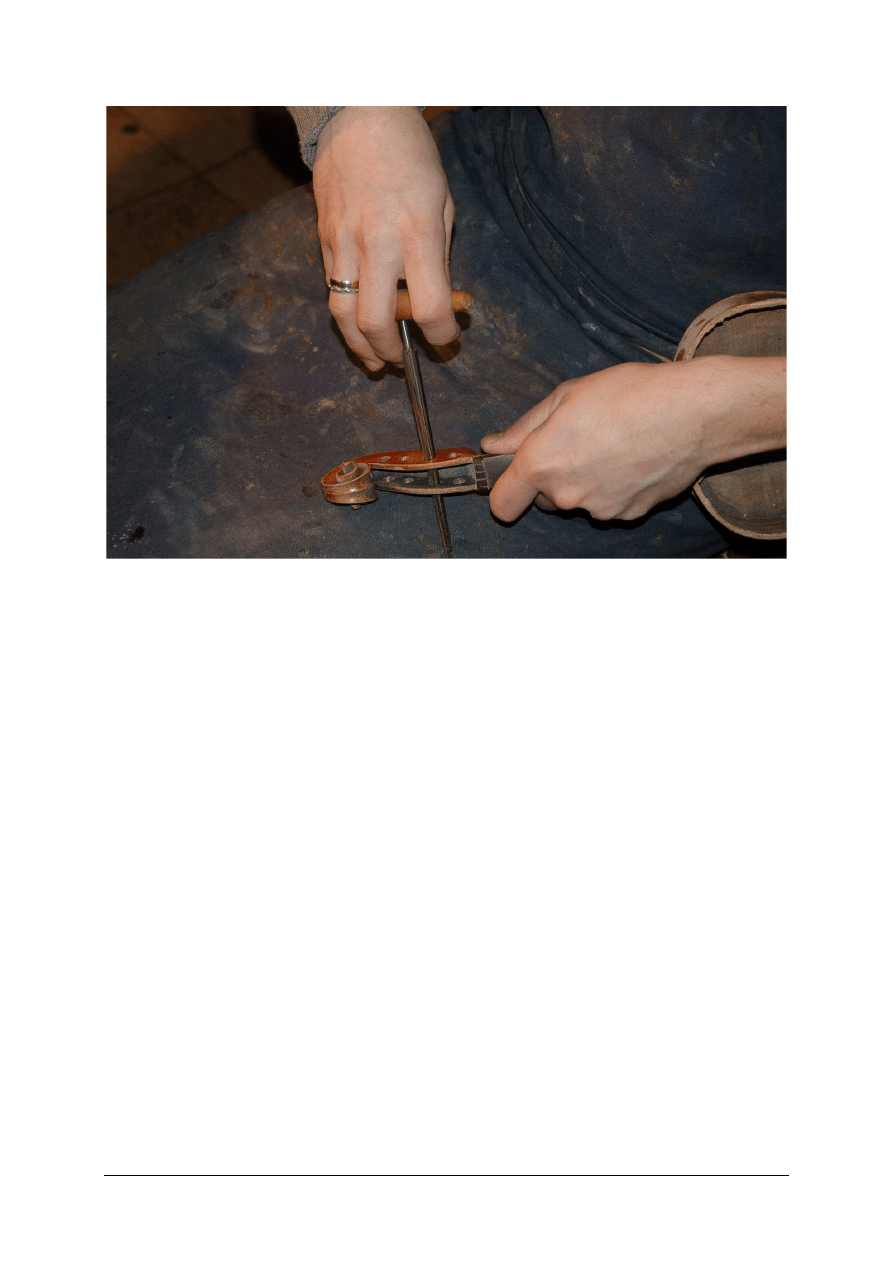
Struganie to technika, w której narzędzie – (ostrze) – usuwa (struga) równe części
danego materiału. Proces ten może być wykonany maszynowo lub ręcznie. Ma zastosowanie
przede wszystkim do przygotowania płyt rezonansowych, belek, także do wytwarzania
akcesoriów instrumentów za pomocą strugaczki i do wytwarzania otworów stożkowych
pod akcesoria instrumentów za pomocą rozwiertaka (rys.5). W przypadku tej pary narzędzi -
ponieważ stosowane są przeważnie parami, istotny jest konus, czyli kąt stożka mierzony
stosunkiem różnicy średnic do długości części roboczej. W instrumentach spotyka
się najczęściej konus w stosunku 1/30, w instrumentach starszego typu – w stosunku 1/25.
Do strugania płyt i belek zazwyczaj używa się hebla (strugu), stróżków lub ośnika.
W przypadku płyt i belek trzeba pamiętać o zachowaniu promieniowego układu materiału na
te części.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Rys. 5. Sposób używania rozwiertaka
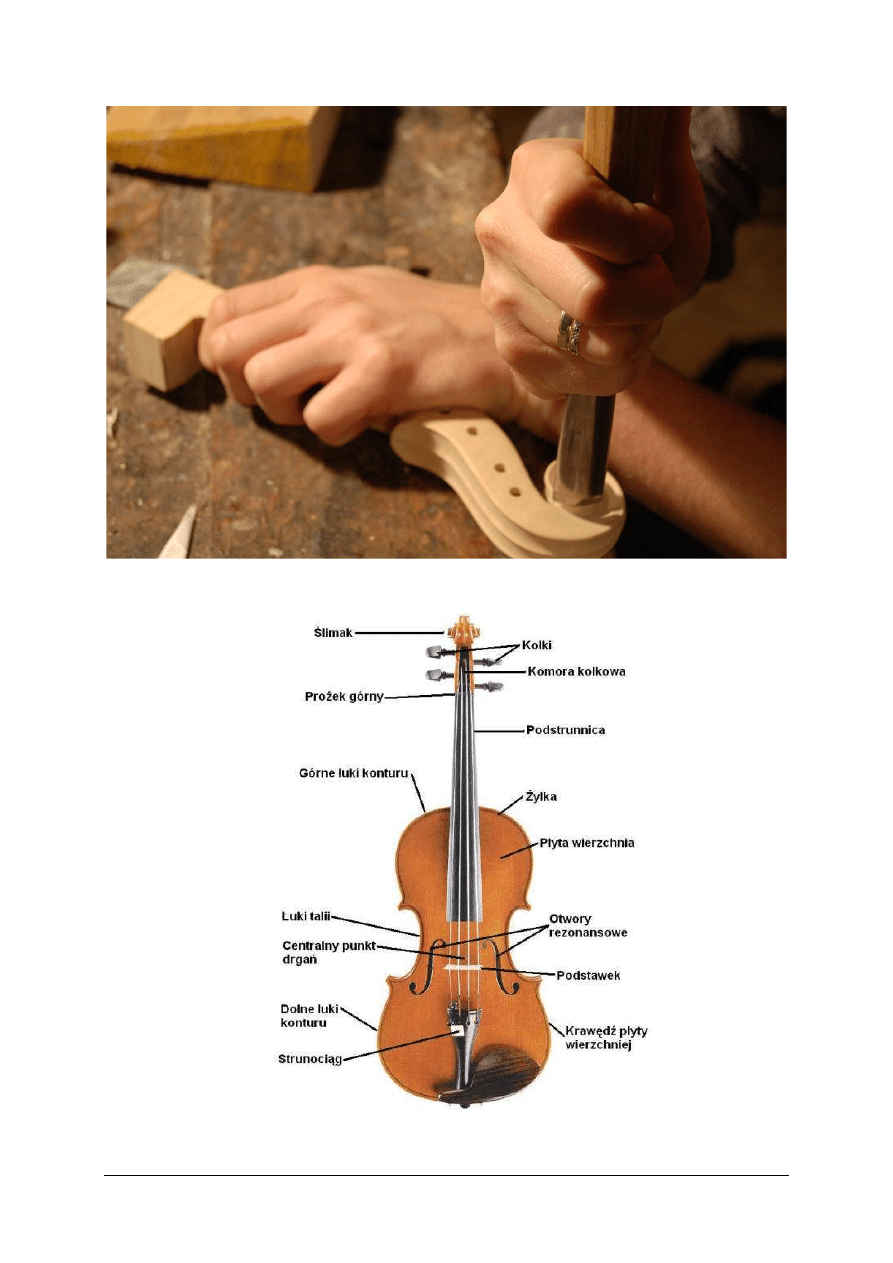
Rzeźbienie, to technika podobna do strugania. Jednak tu, narzędzie zbiera nierówną
warstwę materiału. W przypadku instrumentów do rzeźbienia wykorzystujemy dłuta. Dzielą
się one na płaskie i wklęsłe (rys. 6). Używa się także małych dłutek o kilkumilimetrowym
ostrzu. Są to tak zwane dłutka snycerskie. Proces ten nie może być wykonywany maszynowo.
Cięcie jest techniką, w której piła, lub nóż pozostawiają w materiale szczelinę. Proces
ten może być wykonywany maszynowo i ręcznie. W przypadku maszyn, najczęściej
stosowane są pilarki. To nazywa urządzenia, które napędza piłę. Pilarki mogą być tarczowe
i taśmowe, rzadziej są to pilarki-wyżynarki.
Pilarka tarczowa - tnie materiał za pomocą obracającej się tarczy z ostrymi zębami.
Służy tylko i wyłącznie do cięcia po liniach prostych.
Pilarka taśmowa (rys. 7) - tnie materiał za pomocą taśmy z ostrymi zębami.
W przeciwieństwie do piły tarczowej można nią wycinać różne kształty.
W przypadku cięcia ręcznego spotykamy wiele rozmaitych narzędzi np. piła płatnica
służy do cięcia po linii prostej, piła włosowa - do wycinania małych elementów, czy też piła
ramowa (lub jej odmiana piła stolarska) przydatna do cięciach określonych kształtów.
W procesie wytwarzania instrumentów proces ten jest najczęściej stosowany.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 6. Sposób podrzeźbiania ślimaka
Rys. 6a. Przykładowe skrzypce

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 7. Pilarka taśmowa
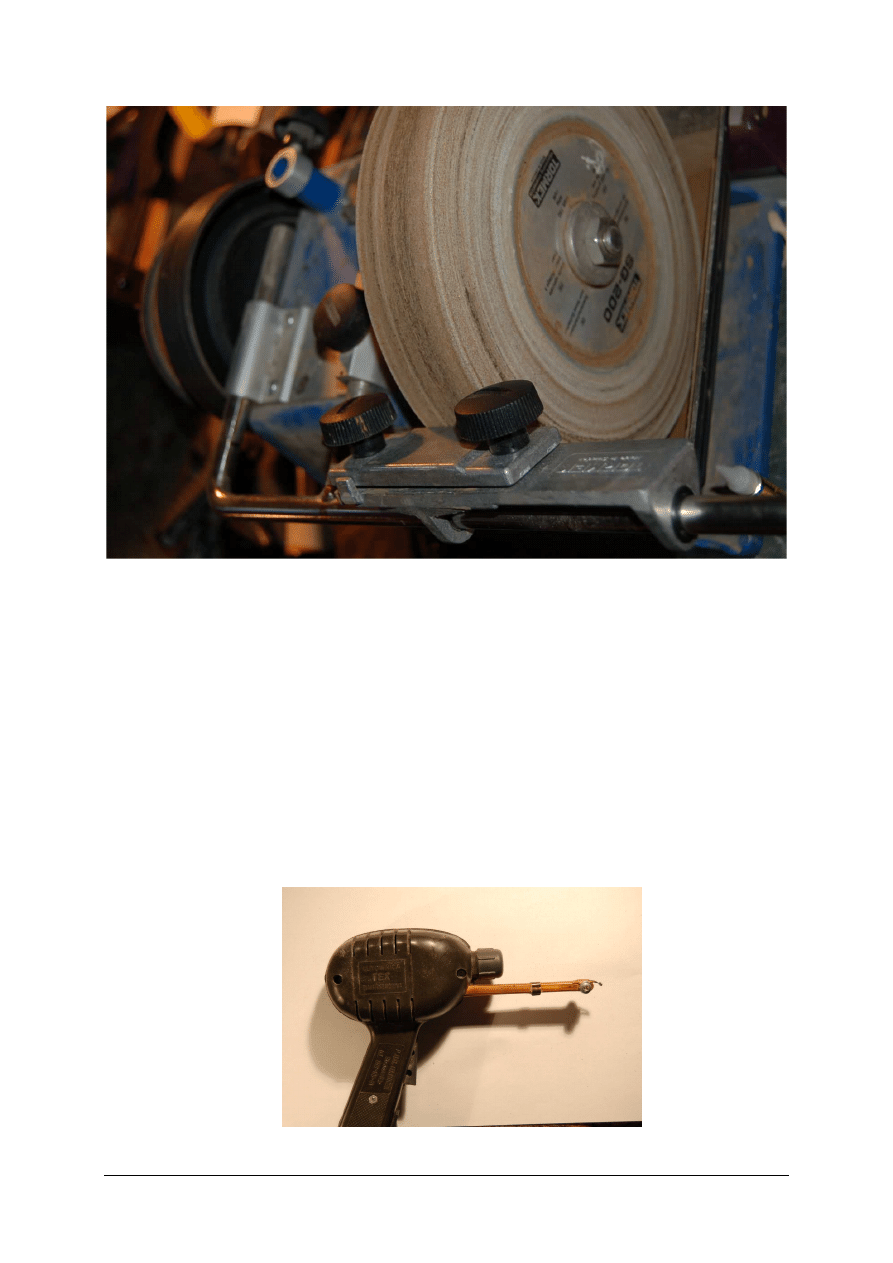
Szlifowanie
W przypadku instrumentów, do obróbki ściernej używany jest papier ścierny.
W przypadku obróbki na sucho (bez użycia wody) granulacja papieru od 40 – 600,
a w przypadku obróbki na mokro - granulacja powyżej 400. Służy do tego specjalny papier
zwany papierem wodnym. Zarówno jeden, jaki i drugi proces nazywamy szlifowaniem.
Szlifowanie na sucho stosuje się w obróbce instrumentów z drewna natomiast szlifowanie
na mokro w przypadku instrumentów z metalu (rys. 8).
W jednym i drugim przypadku szlifowanie wykorzystuje się do wstępnego określenia
i wykończenia powierzchni elementów instrumentów muzycznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Rys. 8. Szlifierka precyzyjna z korytkiem do pracy na mokro
Obok procesów skrawania i klejenia w instrumentach stosujemy proces gięcia.
Gięcie polega na odkształceniu materiału do żądanego kształtu za pomocą siły.
W instrumentach gięcie wykorzystywane jest zarówno w drewnie jak i metalu.
Do gięcia metalu wykorzystujemy siłę prasy, która odkształca materiał do zadanych kształtów
formy. Do odkształceń w drewnie używa się giętarek lub specjalnych form. Na materiał działa
się wówczas zwiększoną wilgotnością w postaci wody lub też pary wodnej oraz temperaturą
około 100
°
C. Po pewnym czasie, po odparowaniu nadmiaru wody, materiał przybiera żądany
kształt.
W instrumentach gięcie stosuje się do nadawania kształtu boczkom oraz listewkom
obszycia instrumentu.
Lutowanie
Jest to technika, za pomocą, której łączymy elementy analogiczny sposób do procesu
klejenia z tym, że medium jest lut (metal o niskiej temperaturze krzepnięcia), a materiałem
do złączenia jest inny metal (rys. 9).
Rys. 9. Lutownica transformatorowa
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Lakierowanie, politurowanie
Jest to technika, w której powlekamy powierzchnię instrumentu lakierem. Medium w tym
wypadku mogą być lakiery różnego typu.
Nitowanie
Jest to technika, w której łączymy (najczęściej metale lub skórę) – za pomocą nitów–
czyli specjalnych zacisków. Często spotykamy się z tą techniką w procesach budowy
instrumentów blaszanych.
Smarowanie
Technika, w której smarujemy powierzchnie materiałów po to, by powiększyć lub
zniwelować, ewentualnie zmienić regularność zjawiska tarcia w instrumencie.
Strojenie
Jest to jedna z czynności, podczas których dopasowujemy strój wytworzonych
elementów instrumentu do wielkości przyjętych za standardowe.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jaki sposób następuje klejenie elementów?
2.
Co to jest frezowanie?
3.
W jakiej fazie wytworzenia elementów najczęściej występuje szlifowanie?
4.
Co to jest wiertło?
5.
Co to jest ścierniwo i w jakiej fazie go stosujemy?
4.2.3. Ćwiczenia
Ćwiczenie 1
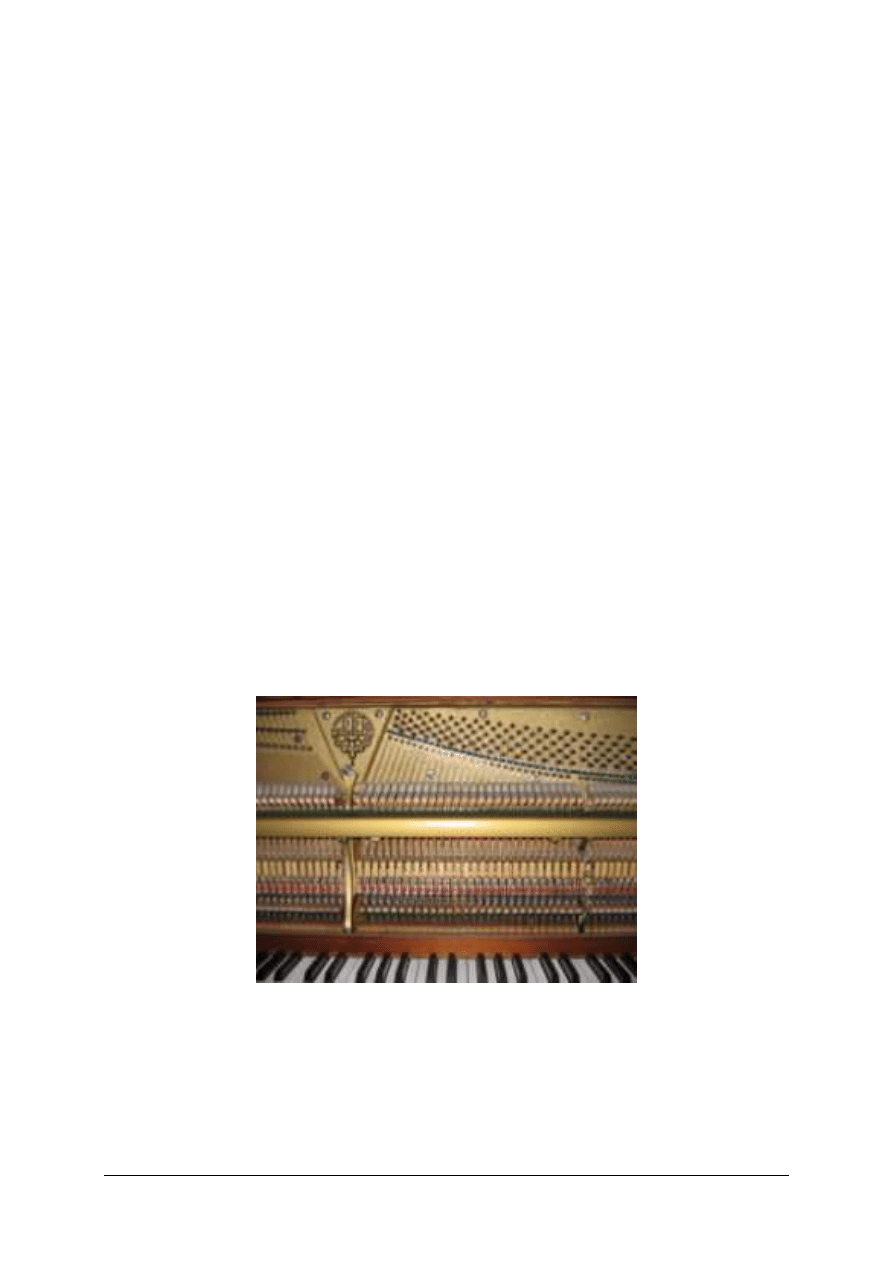
Zdefiniować i opisać fazę wykończeniową elementów chordofonów.
Rys. do ćwiczenia 1. Mechanizm dolnotłumikowy pianina
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś
1)
rozpoznać element instrumentu,
2)
rozpoznać techniki zastosowane do wytworzenia elementu,
3)
opisać techniki służące do budowy instrumentów,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4)
ułożyć schemat wykonania elementów,
5)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
strunociąg, klawisz,
−
notatnik,
−
przybory do pisania,
−
fartuchy ochronne,
−
literatura z rozdziału 6.
Ćwiczenie 2
Zakwalifikuj techniki (procesy podstawowe), do odpowiednich etapów budowy
instrumentów muzycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wyjaśnić ogólnie, jakie techniki służą do wytwarzania,
2)
wymienić, jakie ogólne procesy występują przy budowie instrumentów,
3)
sporządzić plansze zależności technik od procesów ogólnych budowy instrumentów,
4)
zanotować, jakie problemy napotkałeś się podczas ćwiczenia,
5)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
notatnik,
−
przybory do pisania,
−
karton do wykonania planszy,
−
literatura z rozdziału 6.
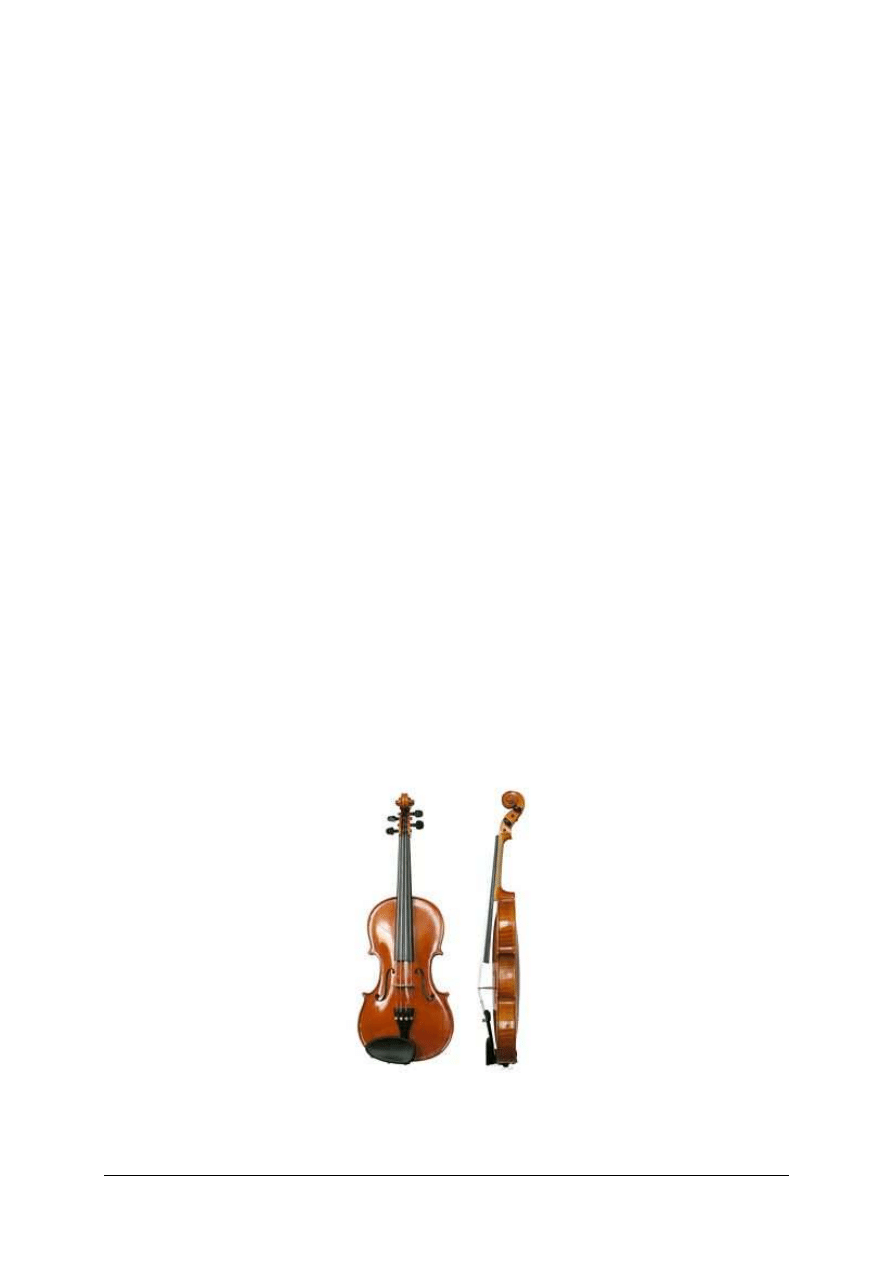
Ćwiczenie 3
Określ, jakiego rodzaju procesy szczegółowe (techniki) są konieczne, do wytworzenia
korpusu instrumentów.
Rys. do ćwiczenia 3. Skrzypce
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
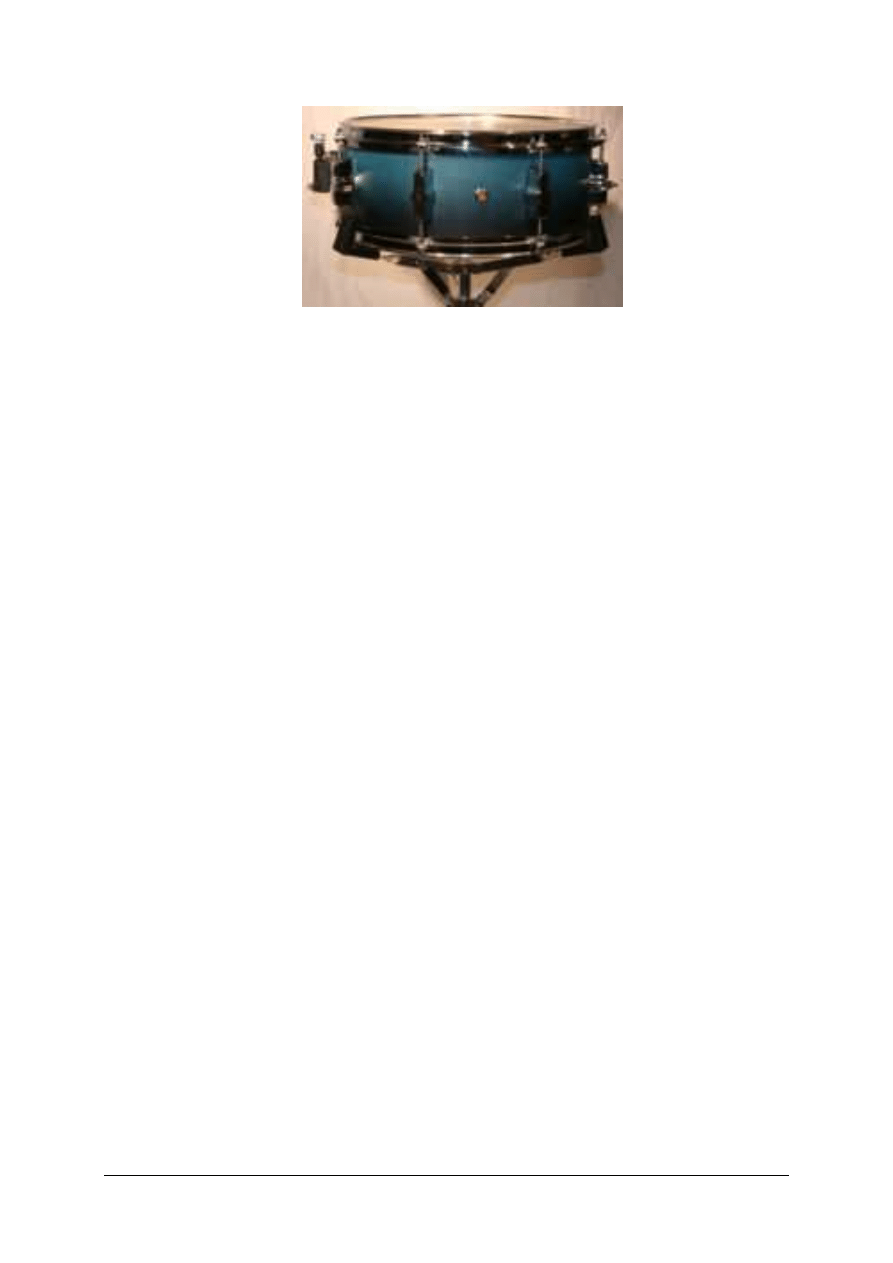
Rys. do ćwiczenia 3. Werbel mały
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
znać procesy technologiczne, ich klasyfikację i zastosowanie na poszczególnych etapach
budowy instrumentu,
2)
znać elementy składowe instrumentu,
3)
sporządzić notatkę, umieszczając chronologicznie te procesy w ciągu technologicznym
budowy instrumentu,
4)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
notatnik,
−
plansze z cyklem produkcyjnym instrumentów,
−
przybory do pisania,
−
literatura z rozdziału 6.
Ćwiczenie 4
Zastosuj technikę wiercenia w wytwarzaniu instrumentów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją obsługi i zasadami bhp podczas posługiwania się wiertarką,
2)
wymienić procesy budowy instrumentu w której występuje wiercenie,
3)
wykonać wiercenie komory kołkowej,
4)
zanotować kolejność procesów i czynności,
5)
kontrolować szerokość użytego narzędzia,
6)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
narzędzia mechaniczne (wiertarka, zestaw wierteł do drewna 1-12 mm),
−
narzędzia pomiarowe (suwmiarka, miarka giętka),
−
komora kołkowa instrumentu,
−
katalogi narzędzi specjalistycznych,
−
notatnik,
−
przybory do pisania,
−
fartuchy ochronne,
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić, które czynności podstawowe są najczęściej stosowane
przy budowie instrumentu?
2)
określić, co to jest polerowanie?
3)
wyjaśnić, w jaki sposób wykańczamy instrument?
4)
wyjaśnić, w jaki sposób dokonuje się proces wiercenia?
5)
wymienić procesy, podczas których występuje medium?
6)
wyjaśnić, na czym polegają różnice w procesie gięcia w drewnie
i metalu?
7)
wyliczyć, które procesy mogą odbywać się maszynowo, a które
ręcznie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.3.
Organizacja prac produkcyjnych
4.3.1. Materiał nauczania
Tworzenie instrumentu jako produkcja wzajemnych relacji i uzależnień.
W zakładzie produkującym instrumenty muzyczne wszystkie działy produkcji i ich
wzajemne relacje muszą być podporządkowane procesom produkcyjnym. Ponieważ procesy
wytwarzania są pracochłonne i czasochłonne, nacisk w planowaniu wytwarzania elementów
instrumentów pada na odpowiedni sposób wykorzystania pracy ludzkiej.
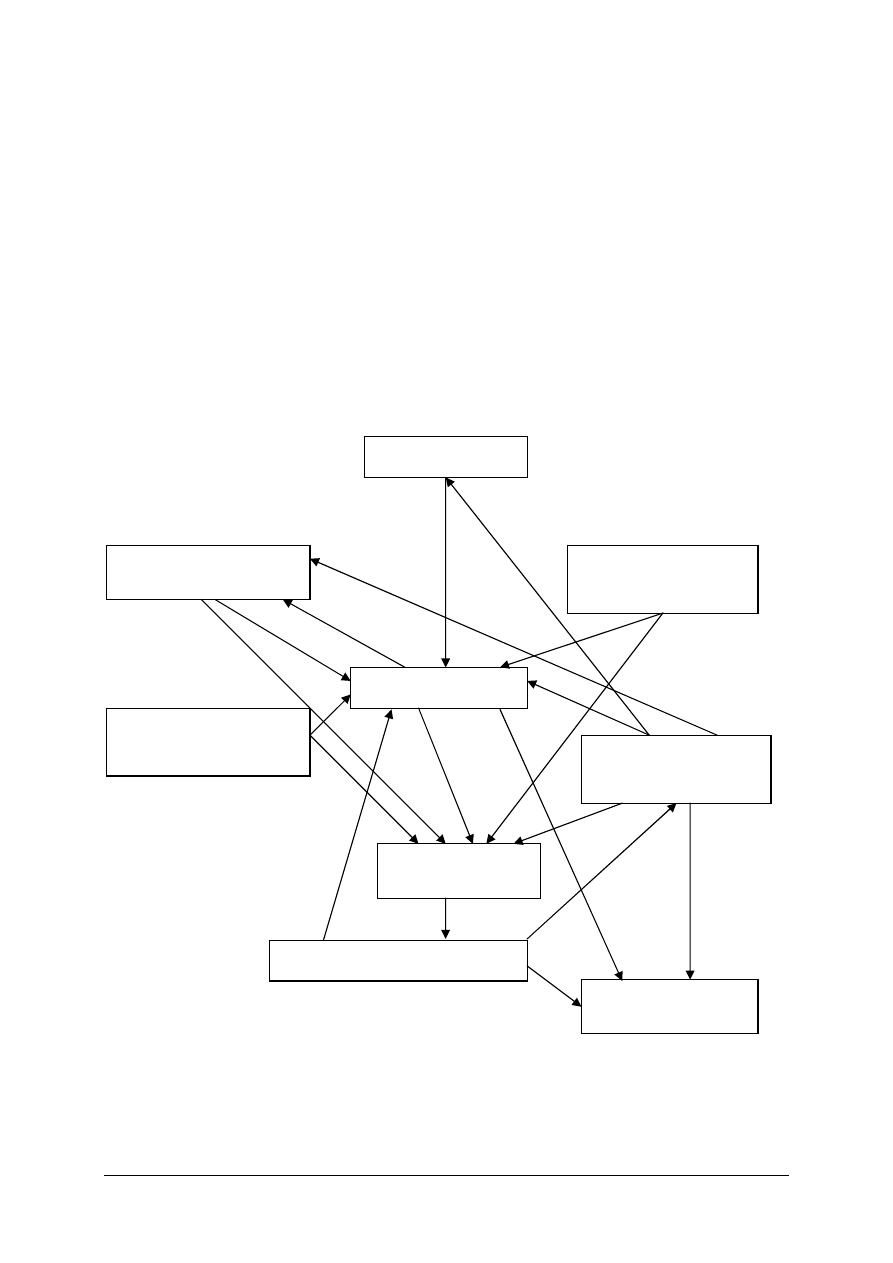
Procesy produkcyjne i ich wzajemne relacje.
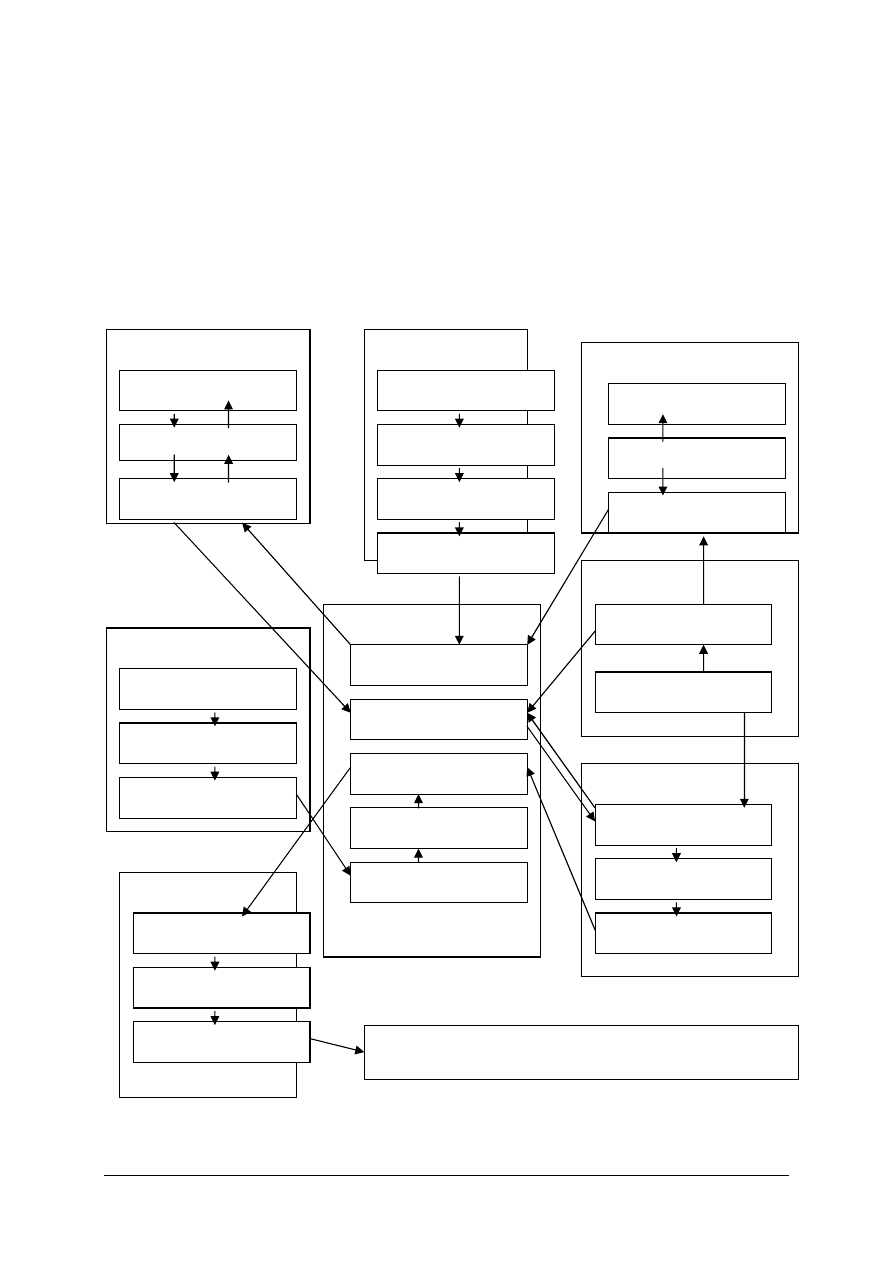
Przedstawiony poniżej schemat, przedstawia rozmieszczenie działów produkcji
instrumentów oraz wzajemnych relacji między nimi. Strzałki pokazują kolejność czynności
głównych produkcji.
Rys. 9a. Schemat procesu produkcyjnego i ich wzajemnych relacji
Obsada i obłożenie czynności produkcyjnych
Przedstawiony wyżej schemat dobrze obrazuje, które czynności stanowią centrum
produkcji instrumentów muzycznych. Należą do nich, przede wszystkim czynności związane
Procesy gięcia
Procesy montażu
Procesy
wykończenia
Procesy wytworzenia
rezonansu
Procesy toczenia
Procesy wytworzenia
elementów
Procesy strojenia
Procesy wytworzenia
korpusu
Efekt finalny
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
z montażem. Dobra organizacja pracy powinna być, zatem oparta o właściwe organizowanie
produkcji tego działu. Z tego względu, powinien on mieć centralne położenie względem
innych działów produkcji. Rozwiąże to, bowiem wiele problemów komunikacyjnych, a także
szereg problemów związanych z obsadą innych działów.
Obsada każdego z działów powinna być dostosowana do wielkości produkcji. Jeżeli
wytwarzamy elementy instrumentów na niewielką skalę – jak się często zdarza w zakładach
tego typu - dział montażu musi mieć pełne obłożenie.
Poniżej przedstawimy schemat wytwarzania instrumentów strunowych szyjkowych,
z chronologicznie uszeregowanymi kierunkami produkcji oraz zaznaczonymi czynnościami
zgrupowanymi w procesy technologiczne.
Rys. 9b. Schemat wytworzenia instrumentów strunowych szyjkowych z chronologicznie uszeregowanymi
kierunkami produkcji oraz wyszczególnionymi czynnościami zgrupowanymi w procesy
Procesy gięcia
Procesy montażu
Procesy wykończenia
Procesy wytworzenia rezonansu
Procesy toczenia
Proces wytworzenia elementów
Procesy strojenia
Procesy wytworzenia korpusu
Instrument z grupy strunowych szyjkowych
Proces frezowania
Proces kontroli
Proces kontroli
Proces utrwalania
Proces odkształcenia
Proces szlifowania
Proces lakierowania
Proces polerowania
Proces korekty brzmienia
Proces kontroli
Proces strojenia
Proces przygotowania
Proces struganie
Proces cięcia
Proces frezowania
Proces wykończenia
Proces obróbki szczegółowej
Proces obróbki zgrubnej
Proces szlifowania
Proces klejenia całości
Proces klejenia
Proces cięcia
Proces frezowania
Proces kontroli
Proces montowania
akcesoriów
Proces smarowania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Oczywiście, każda grupa będzie miała swoją specyfikę w procesach produkcyjnych,
ale
główny zarys tych procesów pozostaje niezmieniony. Jeżeli przyjmiemy,
ż
e do wytworzenia 100 instrumentów z grupy instrumentów strunowych szyjkowych,
potrzebujemy 100 dni roboczych, to najbardziej optymalne obłożenie w zależności
do działów wynosi:
−
Dział wytwarzania rezonansu 1 etat
−
Dział gięcia 1/2 etatu
−
Dział toczenia 1/8 etatu
−
Dział montażu 2 etaty
−
Dział wytworzenia elementów 3/4 etatu
−
Dział strojenia 1/8 etatu
−
Dział wytworzenia korpusu 1/2 etatu
−
Dział wykończenia1/2 etatu
Dla instrumentów bezszyjkowych będzie to:
−
Dział wytwarzania rezonansu 3 etat
−
Dział gięcia 1/2 etatu
−
Dział toczenia 1/8 etatu
−
Dział montażu 2 etaty
−
Dział wytworzenia elementów 1 etatu
−
Dział strojenia 1/8 etatu
−
Dział wytworzenia korpusu 1/2 etatu
−
Dział wykończenia1/2 etatu
Dla instrumentów dętych drewnianych będzie to:
−
Dział toczenia 3etatu
−
Dział montażu 2 etaty
−
Dział wytworzenia elementów 1 etat
−
Dział wykończenia1/2 etatu
Dla instrumentów dętych blaszanych będzie to:
−
Dział gięcia 3 etatu
−
Dział toczenia 1/8 etatu
−
Dział montażu 2 etaty
−
Dział wytworzenia elementów 1 etat
−
Dział strojenia 1/8 etatu
−
Dział wykończenia1/2 etatu
Dla instrumentów perkusyjnych będzie to:
−
Dział gięcia 1/8 etatu
−
Dział toczenia 1/8 etatu
−
Dział montażu 1etat
−
Dział wytworzenia elementów 1 etatu
−
Dział strojenia 1/8 etatu
−
Dział wykończenia 1/8 etatu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Kontrola produkcji
W produkcji instrumentów muzycznych, najbardziej istotnych kontroli, dokonuje się
w działach strojenia i montażu. Mniej istotna jest kontrola w dziale wytwarzania korpusu,
ponieważ dotyczy głównie estetyki instrumentu. Takie rozłożenie procesów kontroli sprzyja
lepszej pracy i ciągłej poprawie jakości produktu.
Istotne jest jednak, żeby podczas każdej czynności dokonywano bieżących kontroli
elementów przeznaczonych do dalszej produkcji. W tym celu powinien być stworzony
dokument (np. zeszyt kontroli,), w którym należy zapisywać uwagi i pomysły innowacyjne.
Powinny być one następnie konkretyzowane i wdrażane.
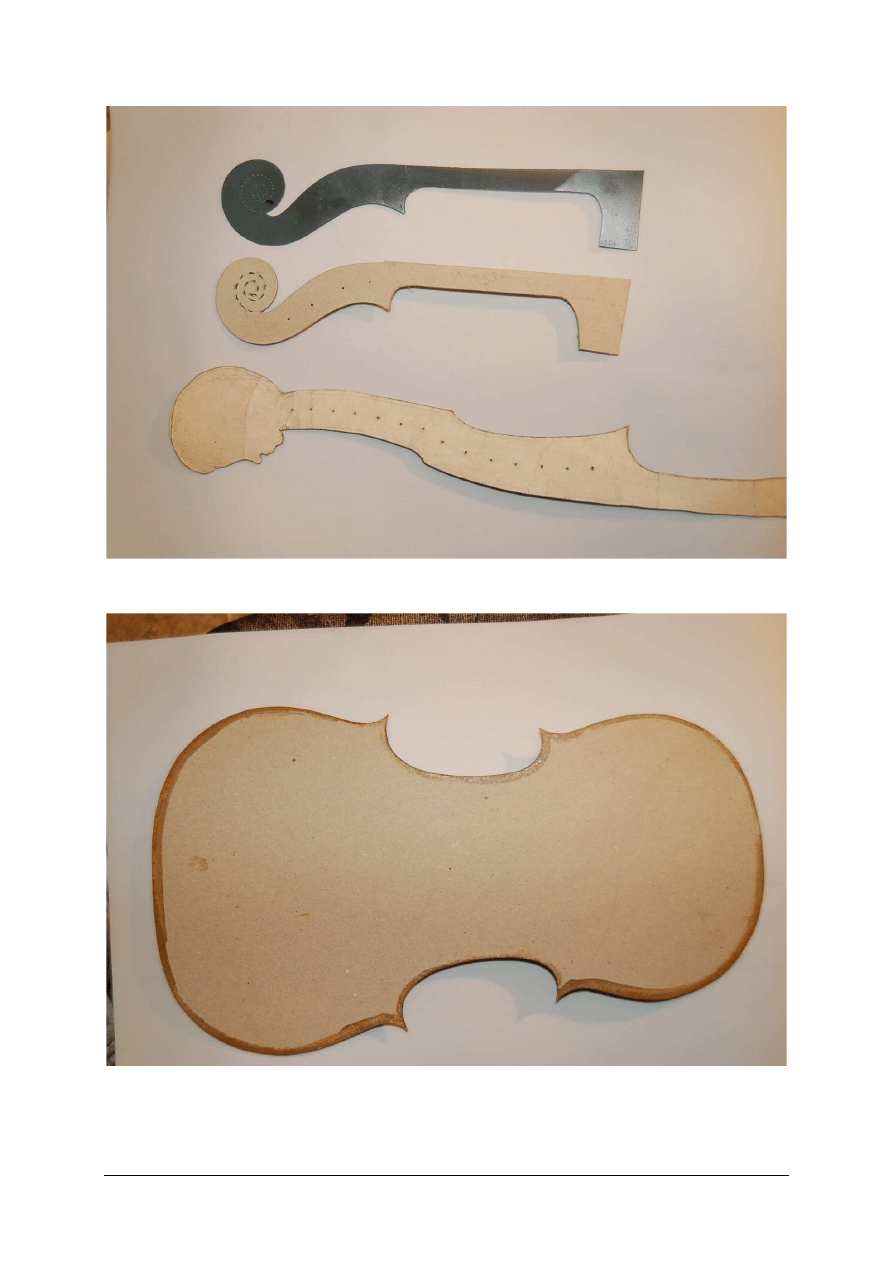
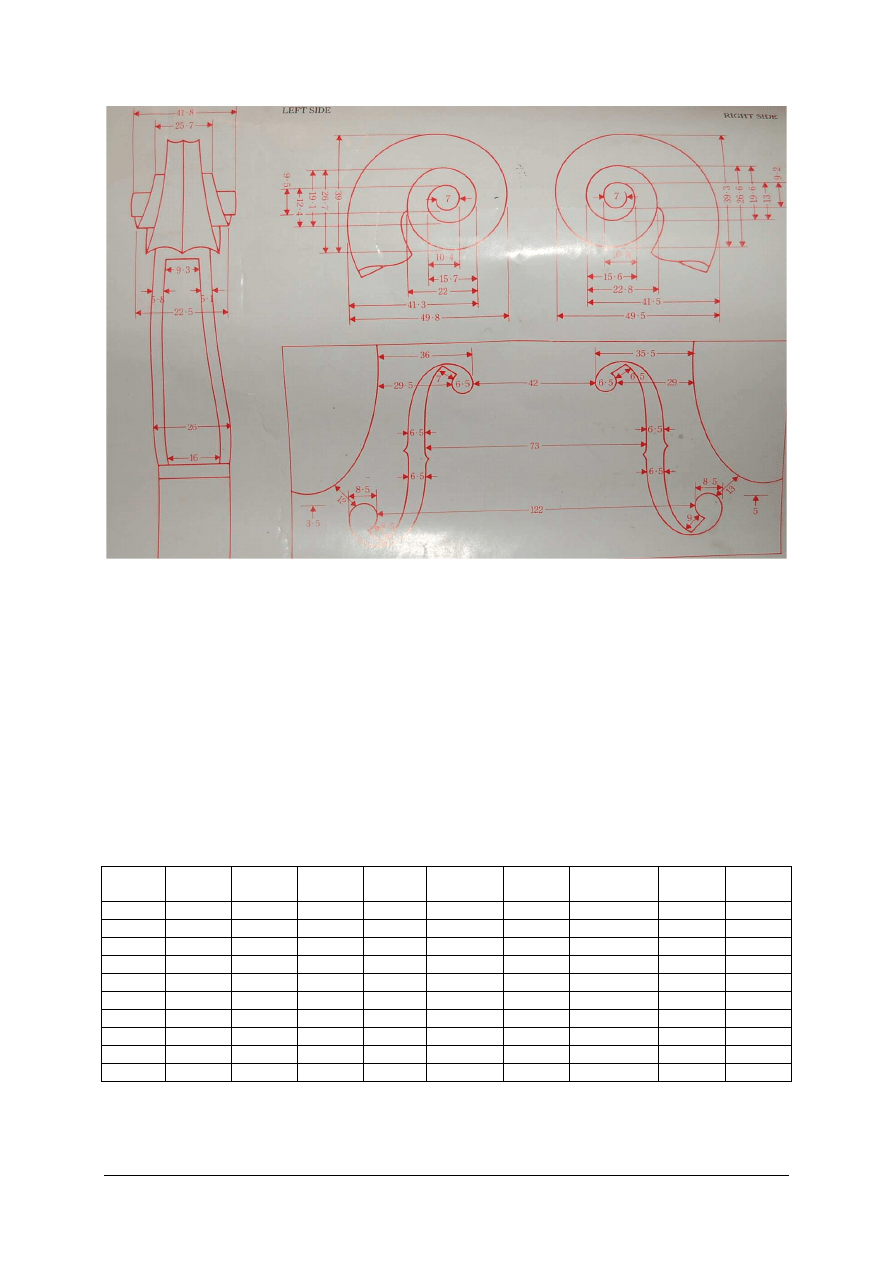
W dziale montażu sprawdzane są parametry fizyczne instrumentu. Dokonuje się tego za
pomocą porównania szablonów (rys. 11, 12) lub wymiarów naniesionych na schemat
(rys. 13) – z instrumentem wzorcowym (rys. 10.)
Rys. 10. Przyrząd do przeniesienia profili
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Rys. 11. Szablony główek
.
Rys. 12. Szablon boczków
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 13. Schemat z zaznaczonymi wymiarami
W dziale strojenia powinny być sprawdzane ogólne parametry akustyczne instrumentów
z parametrami dźwiękowymi – konkretnego egzemplarza.
Powołanie do życia wydzielonego działu kontroli nie wydaje się pożądane, przynajmniej
w zakładach, które zatrudniają poniżej 10 osób w sferze produkcyjnej. Właśnie takie zakłady
spotykamy zazwyczaj w branży wytwarzania instrumentów muzycznych.
Wyniki wykonanych kontroli należy wpisywać w dokumentach pokontrolnych.
Dokumentacja ta nie wymaga obiegu.
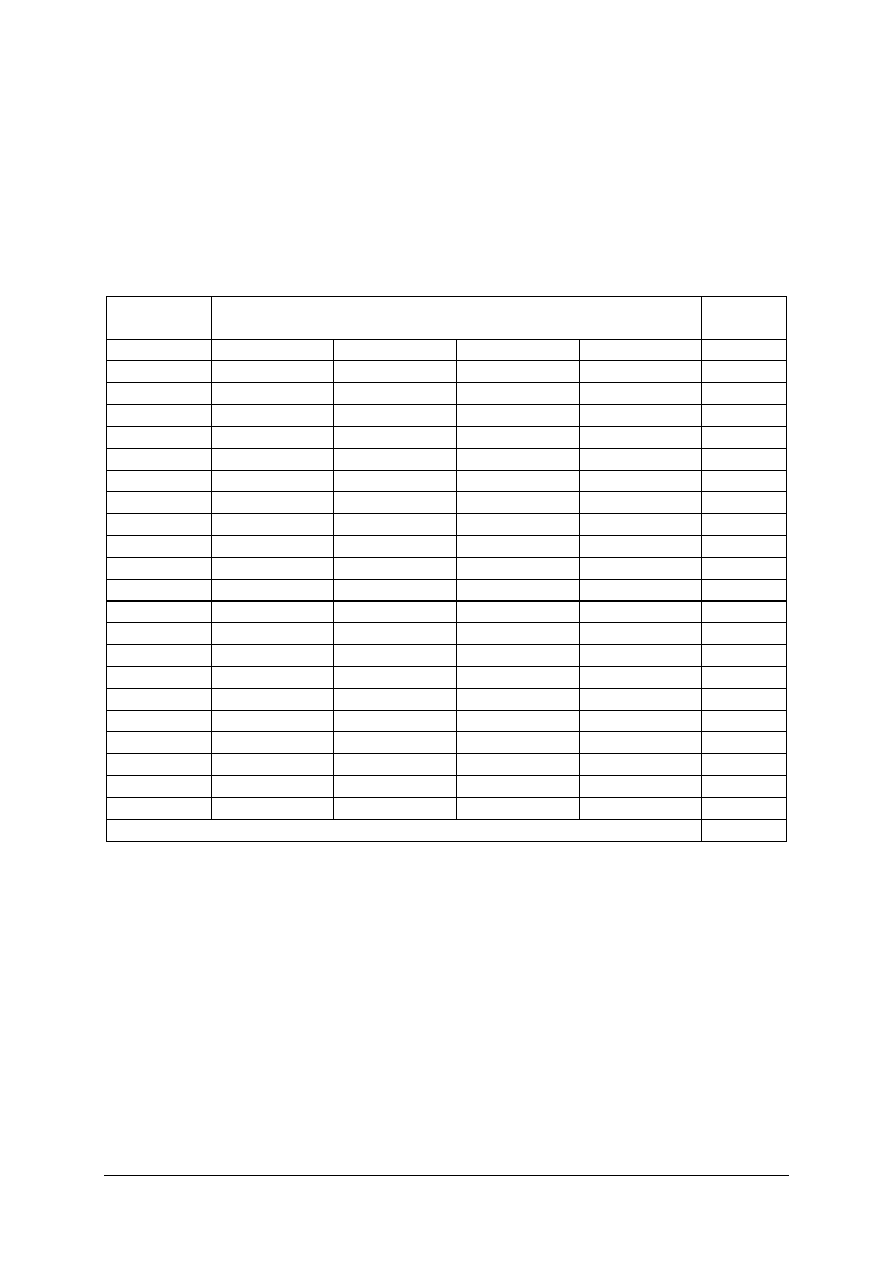
Protokół zdawczo odbiorczy
Można, dla zachowania większej przejrzystości produkcji, sporządzać protokół zdawczo
odbiorczy. Może on wyglądać w ten sposób:
Nr
seryjny
Dział
korpusu
Dział
montażu
Dział
toczenia
Dział
gięcia
Dział
elementów
Dział
montażu
Dział
wykończenia
Dział
strojenia
Magazyn
0001
0002
0003
0004
0005
0006
0007
0008
0009
010
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Najlepiej, żeby instrumenty wykonywane były partiami. Służy to lepszemu
porównywaniu ich wyglądu zewnętrznego i kontroli brzmienia. Wielkość partii musi być
dostosowana do wielkości instrumentu. Nie należy natomiast, przekraczać liczby 20 sztuk
w partii, ponieważ traci się możliwość porównania.
Kierownik produkcji
Podczas produkcji, dla jej usprawnienia, powinien być wyznaczony kierownik produkcji,
który koordynowałby współpracę pomiędzy działami. Nie wymaga to dodatkowego obłożenia
Konieczne jest natomiast, by kierownik produkcji pracował w którymś z działów: montażu
lub wykończenia.
Urządzenia do transportu wewnętrznego
W zakładach produkujących instrumenty, ze względu na małe ilości instrumentów
w partii, bądź niewielkie wymiary poszczególnych egzemplarzy, nie używa się urządzeń
do transportu wewnętrznego. W wypadku pianin i fortepianów stosuje się kółka, które
są integralną częścią instrumentu. Ich zastosowanie wymaga bardzo równej nawierzchni
posadzki. W wypadku nierównej posadzki, zmiany kondygnacji bądź innych przeszkód,
wykorzystuje się specjalnie wykwalifikowanych tragarzy.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co rozumiemy pod pojęciem procesu wytwarzania korpusu?
2.
Co to jest dział kontroli i czy ma on zastosowanie w produkcji instrumentów?
3.
Na czym polega wzajemne oddziaływanie grup procesów w wytwarzaniu?
4.
Jakie działy są konieczne do wytworzeniu instrumentów dętych?
5.
Jakie grupy procesów występują w wykonaniu wszystkich typów instrumentów?
4.3.3. Ćwiczenia
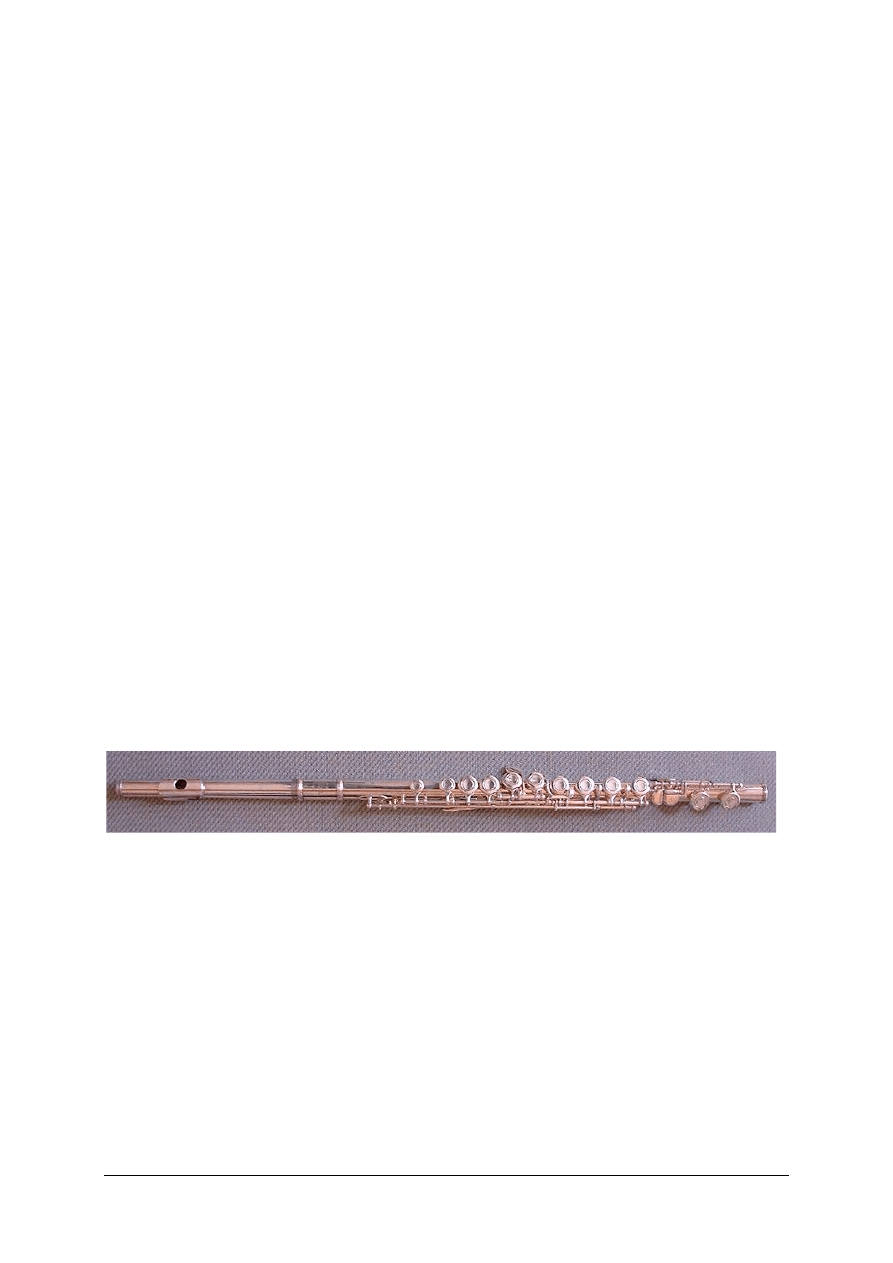
Ćwiczenie 1
Wykonaj szczegółowy schemat produkcji fletu.
Rys. do ćwiczenia 1. Flet
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
poznać budowę fletu,
2)
określić jego funkcje muzyczną,
3)
zdefiniować budowę i stworzyć schemat produkcji,
4)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
flet lub jego zdjęcie,
−
notatnik,
−
przybory do pisania,
−
literatura z rozdziału 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Ćwiczenie 2
Wyrysuj schemat wytworzenia gitary z podziałem na poszczególne procesy wytwórcze
w ujęciu chronologicznym.
Rys. do ćwiczenia 2. Gitara
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
znać części gitary i sposób ich wytworzenia,
2)
znać sposoby i kolejność montażu,
3)
sklasyfikować gitarę do konkretnej grupy instrumentów,
4)
wyrysować schemat,
5)
dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
plansza z klasyfikacją instrumentu,
−
plansza z budową gitary,
−
notatnik,
−
blok rysunkowy,
−
przybory do pisania,
−
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić rodzaje działów spotkanych zakładach produkujących
instrumenty?
2)
omówić różnice w obłożeniu działów ?
3)
wyjaśnić, na czym polega pracochłonność procesu wytwarzania
instrumentów?
4)
wymienić czynności kluczowe dla sprawności przebiegu całej
produkcji?
5)
dokonać analizy, w którym momencie dokonywać kontroli produkcji
instrumentów blaszanych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
5.
SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 22 zadania o różnym stopniu trudności. Są to zadania wielokrotnego
wyboru. Do każdego pytania dołączone są 4 możliwe odpowiedzi, tylko jedna jest
prawidłowa.
5.
Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie Ci czas wolny.
8.
Na rozwiązanie testu masz 45 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Najbardziej pracochłonny proces w wytwarzaniu instrumentu dętego drewnianego to
a)
toczenie.
b)
frezowanie.
c)
cięcie.
d)
klejenie.
2. W procesach montażu używamy
a)
pokostu.
b)
kleju.
c)
politury.
d)
ś
rub.
3. Proces pracochłonny, to inaczej taki
a)
który jest trudny.
b)
który zużywa dużo czasu.
c)
który potrzebuje większego nakładu pracy.
d)
który potrzebuje coraz więcej materiału.
4. Klejenie zaliczymy do procesów
a)
wykończenia.
b)
montażu.
c)
strojenia.
d)
toczenia.
5. Saksofon zalicza się do grupy instrumentów
a)
strunowych.
b)
idiofonów.
c)
perkusyjnych blaszanych.
d)
dętych drewnianych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
6. W procesach wykończenia nie używa się materiału
a)
drewna.
b)
politury.
c)
papieru ściernego.
d)
wosku.
7. Technika klejenia polega na
a)
łączeniu elementów lutem,
b)
naklejaniu elementów,
c)
łączeniu materiałów klejem,
d)
naklejaniu łat.
8. Na powlekaniu powierzchni politurą z wymienionych technik, polegają
a)
politurowanie.
b)
polerowanie.
c)
polewanie.
d)
lakowanie.
9.
Medium w lutowaniu jest to
a)
drewno.
b)
skóra.
c)
lut.
d)
lutownica.
10. W procesie budowy instrumentów rozróżniamy rodzaje gięcia
a)
drewna i skóry.
b)
drewna i metalu.
c)
metalu i nitów.
d)
proste i złożone.
11. Budowę instrumentów koordynuje osoba nazywająca się
a)
mistrz zmiany.
b)
kierownik budowy.
c)
kierownik produkcji.
d)
koordynator produkcji.
12. Przy budowie instrumentów dętych drewnianych nie występują działy
a)
gięcia.
b)
montażu.
c)
wykończenia.
d)
toczenia.
13. Przy budowie idiofonów występują następujące działy
a)
wytworzenia korpusu.
b)
gięcia.
c)
toczenia.
d)
wytworzenia elementów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
14. Największą obsadę w instrumentach bezszyjkowych ma dział
a)
gięcia.
b)
toczenia.
c)
wytworzenia elementów.
d)
wytworzenia rezonansu.
15. Dział gięcia potrzebuje największych nakładów dla instrumentów
a)
szyjkowych.
b)
bezszyjkowych.
c)
dętych blaszanych.
d)
dętych drewnianych.
16. Procesy, które mogą następować po sobie to
a)
wykończenia po procesach strojenia.
b)
toczenia po procesach strojenia.
c)
wykończenia po procesach wytworzenia elementów.
d)
toczenia po procesach wykończenia.
17. Klasyczny podział na grupy instrumentów to podział na
a)
strunowe, dęte, perkusyjne.
b)
klawiszowe, szyjkowe, idiofony.
c)
szyjkowe, bezszyjkowe.
d)
drewniane, metalowe.
18. W klasyfikacji instrumentu ważne jest
a)
ź
ródło dźwięku.
b)
poziom dźwięku.
c)
wielkość instrumentu.
d)
wysokość i rozpiętość skali.
19. Podstawowe techniki w procesach montażu to
a)
szlifowanie, polerowanie.
b)
strojenie, toczenie.
c)
klejenie, lutowanie.
d)
cięcie, gięcie.
20. Metal jako materiał spotykamy w procesach
a)
kształtowania korpusu.
b)
wykończenia.
c)
montażu.
d)
wytwarzania elementów.
21. Proces frezowania wykorzystujemy podczas czynności
a)
wykonania rowków pod żyłkę,
b)
wykonania otworów pod akcesoria,
c)
wykonania cięć materiału,
d)
wyrównania powierzchni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
22. W instrumentach strunowych szyjkowych wykonujemy w dziale
a)
strojenia, kontroli, korekty brzmienia.
b)
obróbki szczegółowej.
c)
smarowania, kontroli.
d)
szlifowania, przestrajania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Planowanie procesów wytwarzania instrumentów muzycznych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
21.
a
b
c
d
22.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
6.
LITERATURA
1.
Alton R.: Violin and Cello Building and Repairing. London, 1988
2.
Kamiński Wł. Świrek J.:Lutnictwo, PWM, Warszawa 1972
3.
Panufnik T.: Sztuka lutnicza. Warszawa 1926
4.
Panufnik T.: Technologia lutnicza. Warszawa 1934
5.
Poniatowska Irena: Muzyka. Słownik szkolny. WSiP, Warszawa 1991
6.
http://pl.wikipedia.org/wiki/Gong
7.
http://pl.wikipedia.org/wiki/skrzypce
8.
http://pl.wikipedia.org/wiki/flet
poprzeczny
9.
http://pl.wikipedia.org/wiki/gitara
10.
http://pl.wikipedia.org/wiki/pianino
11.
http://pl.wikipedia.org/wiki/lira
da braccio
12.
http://pl.wikipedia.org/wiki/werbel
Wyszukiwarka
Podobne podstrony:
Planowanie procesow wytwarzania
03 17 odpady z procesów wytwarzania dwutlenku tytanu
Wpływ procesów wytwarzania energii na środowisko przyrodnicze
Zrównoważoy rozwój a proces wytwarzania i stosowania elementów z betonu komórkowego
5 Planowanie w procesie zarzdzania [tryb zgodnoci]
Macierz planowania procesu rekrutacyjnego na stanowisko
23[1][1][1].11, Teoria informacji - zajmuje się analizą procesów wytwarzania , przenoszenia , odbior
do egzaminu, org. i zarządz., PLANOWANIE-proces definiowania celów oraz określania skutecznych środk
Planowanie procesu szkoleniowego i jego analiza
17 Organizowanie procesu produkcyjnego w przedsiębiorstwie
24 Organizacja procesow wytwarz Nieznany (2)
Funkcja planowania w procesie zarzadzania
17-wyważarka kół samoch, Instrukcje BHP, XV - MECHANIKA I LAKIERN. SAMOCH
25 Organizacja procesu wytwarza Nieznany (2)
03-Funkcja planowania w procesie zarzdzania, materiaynaegzaminzpodst zarzdzaniaprzykadowytest
14 Organizowanie procesu wytwar Nieznany (2)
więcej podobnych podstron