Politechnika Poznańska
Zakład Zarządzania i Inżynierii Jakości
PLANOWANIE PROCESÓW WYTWARZANIA
Materiały pomocnicze do projektu z przedmiotu:
Zarządzanie produkcją i usługami
Opracował
Krzysztof ŻYWICKI
Poznań, 2005r.
6
1. OBSZAR TEMATYCZNY PROJEKTU
1.1. System wytwarzania
System wytwarzania stanowi jeden z elementów składowych systemu produkcyjnego
(rys.1.1). System produkcyjny definiowany jest jako celowo zaprojektowany i zorganizowa-
ny układ materialny, energetyczny i informacyjny służący produkowaniu określonych pro-
duktów (wyrobów lub usług) w celu zaspokajania różnorodnych potrzeb klientów [3]. Pro-
dukcja wyrobów odbywa się w procesie produkcyjnym, który jest uporządkowanym cią-
giem działań w wyniku, którego konsument otrzymuje produkty (wyroby lub usługi). Na
proces produkcyjny składają się[2]:
•
proces badań i rozwoju – odpowiada za, np.: projektowanie produktu, przygotowanie
zasobów produkcyjnych, inwestycyjne przygotowanie produkcji, itd.
•
proces wytwarzania,
•
proces dystrybucji i obsługi klienta – dotyczy zorganizowania i funkcjonowania sieci
sprzedaży, obsługi serwisowej, badań marketingowych.
W systemie wytwarzania materiały podlegają bezpośredniemu przetwarzaniu
w wyroby poprzez realizację procesów wytwarzania. W ujęciu przedmiotowym system wy-
twarzania to zbiór komórek produkcyjnych (stanowisk, gniazd, linii) powiązanych ze sobą
relacjami wynikającymi z procesu wytwarzania.
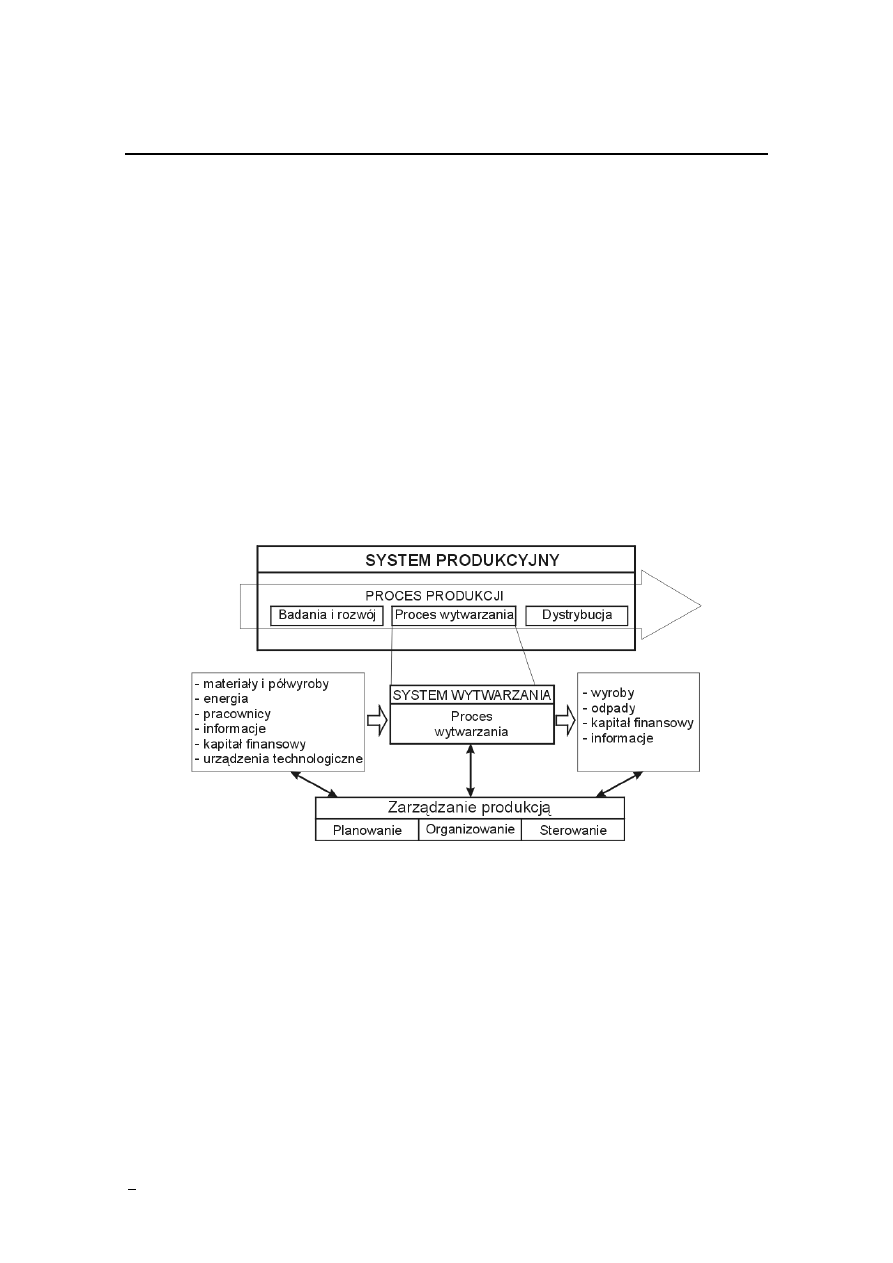
Rys. 1.1. System wytwarzania
System wytwarzania podlega zarządzaniu w zakresie organizacji systemu, planowania pro-
cesów wytwarzania i potrzeb materiałowych oraz sterowania tymi procesami.
Proces wytwarzania jest to proces bezpośredniego przetwarzania czynników produkcji
(materiały, energia, informacje) w wyroby. Na proces wytwarzania składają się procesy
technologiczne oraz procesy pomocnicze w obszarze kontroli wyrobów lub procesów a
także wewnętrzne procesy logistyczne: transportu i magazynowania (rys. 1.2).
7
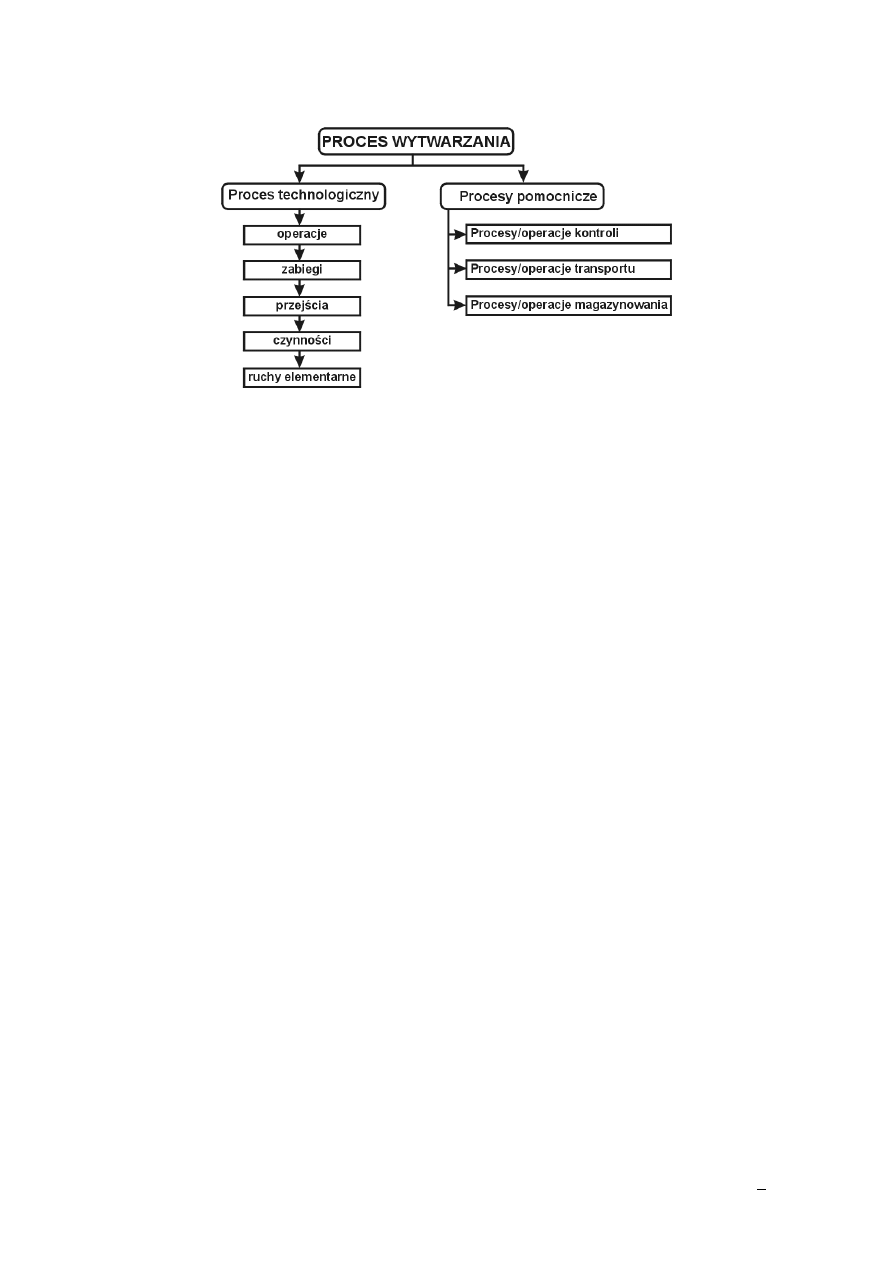
Rys. 1.2. Struktura procesu wytwarzania
Proces technologiczny
stanowi podstawową część procesu wytwarzania obejmującą
działania mające na celu uzyskania wymaganych kształtów, wymiarów i właściwości wyrobu
(proces technologiczny obróbki) lub ustalenie wzajemnych położeń części czy zespołów w
wyrobie (proces technologiczny montażu).
Proces technologiczny obróbki dzieli się na operacje. Operacja technologiczna jest to
część procesu technologicznego wykonywana na jednym stanowisku produkcyjnym przez
jednego pracownika (lub grupę pracowników) na jednym wyrobie (lub grupie przedmio-
tów) bez przerw na inna pracę.
Podstawowym składnikiem operacji jest zabieg. Jest to część operacji technologicznej
realizowana za pomocą tych samych środków produkcji bez zmiany parametrów obróbki,
ustawienia i zamocowania. W zabiegu można wyróżnić przejścia, polegające na zdjęciu ko-
lejnych warstw materiału. W związku z tym zabieg może być wykonywany w jednym lub
kilku przejściach.
Przeprowadzenie operacji lub zabiegu wymaga wykonania określonych czynności, do
których można zaliczyć: zamocowanie przedmiotu, uruchomienie obrabiarki, dosunięcie
narzędzia obróbkowego, zatrzymanie obrabiarki, odmocowanie przedmiotu itd. Każdą
czynność można jeszcze podzielić na ruchy elementarne, np. uchwycenie, przestawienie
itd.
Na procesy pomocnicze składają się:
Operacje kontroli
występują, gdy cześć, zespół lub gotowy wyrób jest sprawdzany (kon-
trolowany). Procesy te polegają na sprawdzeniu poprawności zmian wywołanych w obro-
bionym przedmiocie podczas obróbki lub na skutek procesów naturalnych np. składowa-
nia. Operacja ta nie zmienia przedmiotu, zużywa jednak czas, energię, pracę ludzką, narzę-
dzia i urządzenia.
Operacja transportu
występuje wówczas, gdy materiał, półwyrób, część lub cały wyrób
zostaje w procesie wytwórczym przemieszczany pomiędzy stanowiskami obróbkowymi w
czasie ustalonym przez program przepływu produkcji, ustalony z góry lub korygowany w
trakcie realizacji procesu wytwórczego. Operacja ta cechuje się brakiem zmiany właściwości
przedmiotu, zużywa natomiast czas oraz środki produkcji. Organizacja produkcji powinna
zakładać minimalizację liczby i czasu tych operacji przy zapewnieniu prawidłowego prze-
biegu procesu wytwórczego.
Operacja magazynowania
występuje, gdy materiał, półwyrób lub gotowy wyrób spoczy-
wa w wyodrębnionych powierzchniach magazynowych, składowych, lub wprost na urzą-
dzeniach technologicznych, kontrolnych lub transportowych. Operacje te nie powodują
zmian wyrobu, zużywają jednak kapitał, czas i środki pracy, czyli głównie powierzchnie
8
magazynowe i urządzenia do magazynowania. Występowanie tych operacji w procesie wy-
twarzania nie jest konieczne w prawidłowym jego przebiegu, dlatego powinny być ograni-
czone do niezbędnego minimum.
1.2. Planowanie produkcji
Planowanie produkcji jest programem działań dotyczących głównie podejmowaniu de-
cyzji w zakresie wykorzystywania zasobów produkcyjnych i materiałowych w celu realizacji
zleceń produkcyjnych. Podstawowym celem planowania produkcji powinno być spełnienie
wymagań klienta w związku z zamówionymi zleceniami produkcyjnymi: wielkością i termi-
nem dostawy. Od strony producenta istotne jest racjonalne wykorzystanie zdolności pro-
dukcyjnych i minimalizacji zapasów. W efekcie chodzi o to, żeby sprecyzować moment
rozpoczęcia i zakończenia zadań oraz ustaleniu, kiedy i z wykorzystaniem, jakich zasobów
produkcyjnych ma ono być wykonywane. W planowaniu produkcji pojawiają się dwa pod-
stawowe pojęcia takie jak: planowanie zadań w czasie - harmonogramowanie oraz bilanso-
wanie obciążeń, polegające na koordynacji możliwości produkcyjnych urządzeń i pracowni-
ków realizujących produkcję.
Proces planowania produkcji jest uzależniony od wielu czynników min. od:
•
struktury wyrobów (wyroby proste lub złożone),
•
realizacji zleceń produkcyjnych (produkcja na zamówienie, produkcja na magazyn),
•
przebiegu produkcji (produkcja stacjonarna, w gniazdach, liniach produkcyjnych),
•
ilości zamówień (produkcja jednostkowa, seryjna, masowa).
W projekcie za podstawowe kryterium planowania przyjęto realizację zleceń produkcyj-
nych na podstawie zamówień. W takim przypadku podczas planowania opracowywane są
coraz bardziej szczegółowe plany przydziału zasobów w postaci maszyn, materiałów, urzą-
dzeń transportowych, pracowników oraz terminów ich wykorzystania. Szczegółowość tych
planów jest uzależniona od przyjętej jednostki planowania. Schemat przykładowego prze-
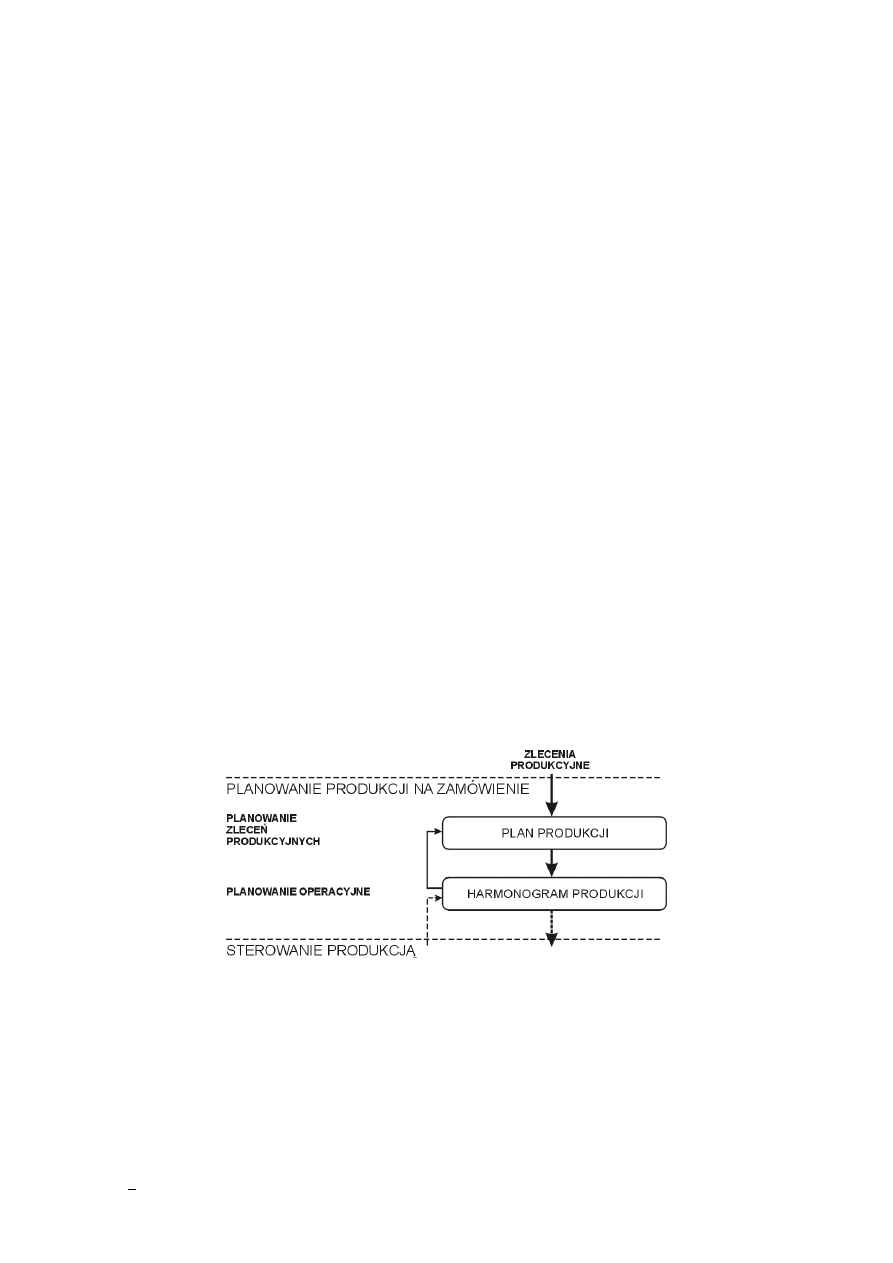
biegu planowania produkcji przedstawiono na rys 1.3.
Etap planowania produkcji rozpoczyna przyjęciem zleceń produkcyjnych, które będą
podlegały decyzji, co do ich przyjęcia do wytwarzania w systemie.
Rys. 1.3. Etapy planowania produkcji
Etap planowania produkcji rozpoczyna przyjęciem zleceń produkcyjnych, dla, których
ustala się, które zasoby i w jakim stopniu będą wykorzystywane do ich wykonywania. Jest to
planowanie zleceń produkcyjnych w postaci planu produkcji. W etapie tym planuje się, któ-
re urządzenia produkcyjne będą wykorzystane do wykonania zadania, jakie i ile środków
transportowych trzeba będzie użyć, aby zapewnić płynną pracę urządzeń, ile miejsca zare-
zerwować na złożenie zakupionych materiałów, gdzie złożyć wyroby gotowe, ile osób bę-
9
dzie pracowało przy wykonaniu zadania i ile potrzeba będzie czasu na wykonanie zadania.
Jednostką planowania w tym etapie jest najczęściej okres jednego tygodnia.
Kolejnym etapem jest planowanie operacyjne, które jest dokładnym planowaniem cza-
sowym wykonania zadań składających się na zlecenia produkcyjne. W ten sposób jest two-
rzony harmonogram produkcyjny, będący szczegółowym planem obciążeń zasobów pro-
dukcyjnych. Precyzowany
jest czas rozpoczęcia i zakończenia poszczególnych operacji oraz
czynności związanych z bezpośrednim przygotowaniem produkcji (pobranie materiałów i
narzędzi, zarezerwowanie miejsca przy maszynie, zarezerwowanie odpowiedniej ilości palet
lub pojemników, itp.).
W czasie realizacji procesów wytwórczych według planów operacyjnych, konieczna jest
ich kontrola, co do bez zakłóceniowego ich przebiegu. W przypadku wystąpienia zakłóce-
nia np. awaria urządzenia produkcyjnego konieczna jest korekta planów operacyjnych, aby
możliwa była dalsza realizacja procesów wytwarzania. Działania te wchodzą w zakres ste-
rowania produkcją.
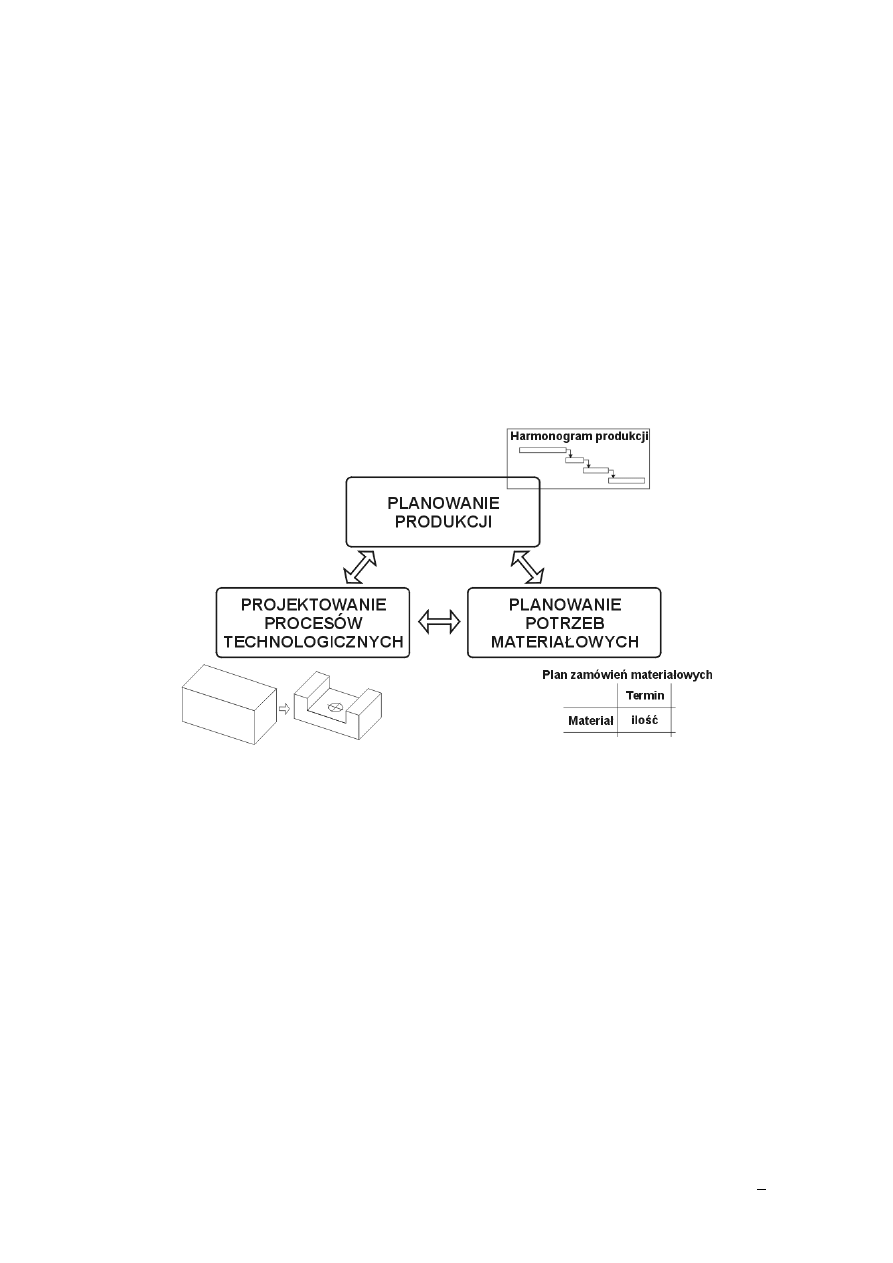
Rys. 1.4. Obszary związane z planowanie produkcji
Celem planowania produkcji jest zaplanowanie (doprowadzenie) zadań produkcyjnych
dla poszczególnych komórek produkcyjnych: wydziałów, oddziałów, gniazd, linii oraz sta-
nowisk produkcyjnych przy uwzględnieniu warunków organizacyjnych oraz ekonomicz-
nych.
Planowanie operacyjne polega przede wszystkim na zbilansowaniu zadań planowanych w
postaci zleceń produkcyjnych z możliwościami produkcyjnymi w oparciu o:
•
określone zapotrzebowanie na zdolności produkcyjne – określenie pracochłonności re-
alizacji kolejnych faz procesu wytwarzania dla poszczególnych komórek produkcyjnych,
•
obliczenie dysponowanego funduszu czasu poszczególnych komórek produkcyjnych,
•
ustalaniu kolejności zadań produkcyjnych, czasu i trwania oraz początku i końca ich wy-
konania – zestawienie długości cykli wytwarzania,
•
ustaleniu potrzeb materiałowych, oprzyrządowania, narzędzi.
Wynika z tego iż konieczna jest koordynacja działań podejmowanych w obszarach (rys.
1.4):
•
projektowania procesów technologicznych,
•
planowania produkcji,
•
planowania zapotrzebowania materiałowego.

10
Obszary te są ze sobą powiązane między, którymi powinien występować obustronny prze-
pływ informacji.
Większość zagadnień związanych z planowaniem produkcji jest ze sobą ściśle powiąza-
na. Jedne elementy dobrze zaplanowanej produkcji zależą od innych. Np. termin dostawy
może bezpośrednio zależeć od wielkości produkowanej partii danego towaru, ilość przyję-
tych zleceń produkcyjnych wpływa na termin realizacji kolejnych zleceń. Zdolności pro-
dukcyjne mają bezpośredni wpływ tak na termin jak i na wielkość produkcji w czasie.

11
2. SYSTEM WYTWARZANIA
2.1. Struktura systemu wytwarzania
Struktura systemu wytwarzania to układ komórek produkcyjnych oraz zespół związków
kooperacyjnych zachodzących pomiędzy nimi.
Najmniejszym elementem struktury systemu wytwarzania jest stanowisko produkcyjne.
Stanowiska nie występują samodzielnie i współdziałają z innymi. Dlatego ze względów or-
ganizacyjnych grupuje się pojedyncze stanowiska produkcyjne, które to grupy mogą stano-
wić przedmiot dalszego łączenia tworząc rozbudowana strukturę.
Najczęściej w przemyśle stosuje się pięciostopniowe organizowanie komórek produkcyj-
nych [1]:
• KP
0
– stanowisko produkcyjne,
• KP
1
– gniazdo produkcyjne, linia produkcyjna,
• KP
2
– dział obróbki skrawaniem, plastycznej, narzędziownia, itd.,
• KP
3
– wydział mechaniczny, montażu, wysyłki,
• KP
4
– zakład produkcyjny,
• KP
5
– przedsiębiorstwo.
Na wybór struktury mają wpływ [1]:
• charakterystyka, złożoność i rodzaj wytwarzanych wyrobów,
• właściwości i charakter procesów technologicznych,
• liczebność, zróżnicowanie programów produkcji oraz asortyment wyrobów,
• stopień specjalizacji i powiązania kooperacyjne komórki produkcyjnej,
• ograniczenia powierzchni produkcyjnej.
W systemach wytwarzania stanowiska produkcyjne grupowane są najczęściej
w następujące układy:
Grupy stanowisk produkcyjnych jednorodnych
– składają się z urządzeń produkcyj-
nych jednego rodzaju posiadających możliwości realizacji tych samych operacji procesu
technologicznego. W wyniku tego może występować ich wzajemna zastępowalność. Tego
typu układ nazywany jest gniazdem technologicznym. Przykładem tego typu gniazda są:
gniazdo tokarek, frezarek, itp.
Układ ten charakteryzuje się:
• stanowiska mają pomiędzy sobą względną niezależność,
• urządzenia produkcyjne znajdują się w pewnej odległości od siebie co wymusza organi-
zację procesów transportu międzyoperacyjnego,
• cykl wytwarzania jest zazwyczaj dłuższy niż w układzie przedmiotowym oraz wymaga
okresowego składowania wyrobów nie zakończonych tworząc zapasy produkcji w toku.
• wymaga zazwyczaj większej powierzchni produkcyjnej niż układ przedmiotowy (dla po-
równywalnej produkcji) dla właściwego przemieszczania materiałów pomiędzy kolejny-
mi stanowiskami produkcyjnymi oraz do składowania.
Grupa stanowisk produkcyjnych różnorodnych
– grupę tę tworzą urządzenia produk-
cyjne różnego rodzaju, które pozwalają zrealizować proces technologiczny bądź tez tylko
jego fragment. W takim przypadku urządzenia tworzą gniazdo o specjalizacji przedmio-
towej
np. gniazdo obróbki korpusów, kół zębatych, itp.
Układ ten charakteryzuje się:
• wymaganiami co do wysokiego stopnia zbilansowania zdolności produkcyjnych po-
szczególnych urządzeń produkcyjnych,
• przebiegiem procesu wytwarzania według określonej marszruty,

12
• uszkodzenie jednego stanowiska produkcyjnego powoduje zatrzymanie całego procesu
wytwarzania,
• praca stanowiska produkcyjnego uzależniona jest od pracy stanowisk poprzedzających,
• urządzenia produkcyjne, które realizują proces technologiczny znajdują się obok siebie,
• urządzenia produkcyjne pracują z wydajnością określoną przez „wąskie gardło”, naj-
mniej wydajne urządzenie
Linie produkcyjne
– stanowią ja różnorodne urządzenia produkcyjne, które posiadają
możliwość realizacji całego procesu technologicznego bądź jego fragment, charakteryzujące
się rozmieszczeniem liniowym np. montaż.
2.2. Formy organizacji systemu wytwarzania
Formą organizacji wytwarzania jest nazywany sposób powiązania stanowisk produkcyj-
nych w procesie wytwarzania dla poszczególnych wyrobów. Generalnie formy te można
podzielić na:
• nierytmiczne inaczej: niepotokowe, niepowtarzalne, zmiennoseryjne, nieustabilizowane,
• rytmiczne inaczej: potokowe, powtarzalne, stałoseryjne, ustabilizowane.
Wytwarzanie nierytmiczne charakteryzuje się minimalną powtarzalnością operacji na po-
szczególnych stanowiskach produkcyjnych, co powoduje dużą częstotliwość przezbrojeń.
Podstawowe cechy tej formy to:
• niski stopień oprzyrządowania,
• duże i zmienne zapasy produkcji w toku,
• najczęściej stosowaną strukturą organizacji wytwarzania jest struktura technologiczna,
• wytwarzanie jest inicjowane poprzez indywidualne i jednorazowe zlecenia produkcyjne.
W wytwarzaniu rytmicznym występuje ścisłe powiązanie stanowisk produkcyjnych oraz
powtarzalność wytwarzania takich samych wyrobów. W wyniku, czego istnieje możliwość
tworzenia tzw. harmonogramów wzorcowych.
Jak wspomniano wcześniej ta forma organizacji wytwarzania charakteryzuje się powta-
rzalnością wytwarzania takich samych wyrobów. Jest to tzw. rytmiczności wytwarzania.
Polega ona na tym, że w ściśle określonych okresach czasu zostaje uruchomiony proces
wytwarzania danego wyrobu. Przy czym proces ten przebiega według ściśle określonych i
stałych zasad. Czyli przy wykorzystaniu tych samych środków produkcji (urządzeń, oprzy-
rządowania) na tych samych stanowiskach produkcyjnych i według stałej technologii. Ten
ściśle określony odstęp czasu stanowi okres powtarzalności (rytm) wytwarzania danego
zlecenia produkcyjnego. Okres powtarzalności może być wynikiem ustaleń na podstawie
prognoz zbytu lub (częstszy przypadek) wymogów indywidualnych klienta kooperanta.
Podstawową cechą tego rodzaju systemu wytwarzania jest zmienny asortyment i ilość
wytwarzanych wyrobów określonych w napływających zleceniach produkcyjnych bez wy-
raźnego rytmu produkcji.
2.3. Zdolność produkcyjna systemu wytwarzania
Zdolność produkcyjna (wydajność) to maksymalna ilość wyrobów, jaka może zostać wy-
tworzona w systemie wytwórczym w określonym okresie czasu. W przypadku określania
zdolności produkcyjnej dla warunków idealnych, tzn. takich, dla których nie przewiduje się
zakłóceń w systemie wytwarzania mamy do czynienia ze zdolnością planowaną – realne
możliwości produkcyjne w danych warunkach organizacyjnych. Ponieważ zwykle w syste-
mie występują różnego rodzaju zakłócenia (np. awarie urządzeń produkcyjnych) bardziej
realistycznym miernikiem jest wydajność efektywna. Ten rodzaj miernika można progno-
zować poprzez współczynniki uwzględniające te zakłócenia w systemie.

13
Zdolność produkcyjna musi być mierzona jednostkami czasu pracy właściwymi dla da-
nej komórki produkcyjnej. Dla urządzenia produkcyjnego np. obrabiarek jest to maszyno-
godzina.
Poniżej przedstawiono określanie zdolności produkcyjnych dla urządzeń produkcyjnych
(obrabiarek). Wyrażona jest ona poprzez fundusze czasu pracy dla okresu czasu równego
jeden rok, które dzielimy na:
Kalendarzowy fundusz czasu maszyny
F
km
– wynikający z liczby godzin na dobę i liczby
dni w roku:
d
km
K
F
⋅
= 24
gdzie:
D
k
–
liczba dni w roku.
Nominalny fundusz czasu maszyny
F
nm
– uwzględniający dni wolne w roku:
z
D
D
F
w
k
nm
⋅
⋅
−
=
8
)
(
gdzie:
D
w
– dni wolne w roku (niedziele, wolne soboty, święta),
z
– liczba zmian pracy.
Dysponowany fundusz czasu maszyny
F
dm
– uwzględniający przestoje maszyny (plano-
wana konserwacja i remonty)
β
⋅
=
nm
dm
F
F
gdzie:
F
nm
– jak wyżej,
β
– współczynnik uwzględniający przestoje (0,7 – 0,8).
Przedstawione poziomy funduszu maszyny pozwalają określić, jakie są potencjalne (re-
alne) możliwości wykorzystania zdolności produkcyjnych w okresie jednego roku.
Wymienione fundusze czasu maszyny informują o potencjalnych możliwościach wyko-
rzystania tych zasobów w ciągu roku.
2.4. Koszty funkcjonowania systemu wytwarzania
Funkcjonowanie systemu wytwarzania jest związane z ponoszeniem kosztów. Koszty te
są ponoszone bez względu na to czy w systemie następuje realizacja zleceń produkcyjnych
czy też nie w danym okresie czasu. Wszystkie koszty powstałe w systemie wytwarzania
związane z jego funkcjonowaniem w danym okresie czasu ujęte są w rodzajowym rachunku
kosztów. W ramach, którego rozróżnia się następujące grupy kosztów:
1. Usługi obce:
• obróbka obca – koszty usług i robót wykonywanych przez inne podmioty gospodarcze,
• usługi transportowe – koszty usług transportowych i spedycyjnych związanych z zaku-
pem materiałów i towarów, ze sprzedaży produktów i towarów
• usługi remontowe – koszty remontów wykonywanych przez inne podmioty gospodar-
cze
• inne usługi – koszty wynajmu pomieszczeń i urządzeń, opłaty za usługi informatyczne,
itp.
2. Podatki i opłaty:
• podatek od nieruchomości,
• podatek od gruntów,
• podatek od lokali oraz inne podatki i opłaty na rzecz miasta i gminy,

14
3. Wynagrodzenia:
• ogół wynagrodzeń pieniężnych za pracę
4. Ubezpieczenia społeczne i inne świadczenia
• składki z tytułu ubezpieczenia społecznego - obciążających pracodawcę (ZUS),
• odpisy na zakładowy fundusz świadczeń socjalnych.
5. Amortyzacja
• wartość zużycia środków trwałych i wartości niematerialnych i prawnych
6. Pozostałe koszty rodzajowe
• inne koszty rodzajowe np. czynsze i dzierżawy, składki ubezpieczeń majątkowych itp.
System wytwarzania składa się z określonych komórek produkcyjnych, których funkcjono-
wanie generuje koszty całego systemu. W celu bardziej dokładnego określenia struktury
kosztów, jeżeli istnieje tak możliwość, koszty całkowite systemu wytwarzania przypisuje się
odpowiednim komórkom produkcyjnych, które stanowią miejsca powstawania kosztów.
Stwarza to możliwość stwierdzenia, jakie koszty powoduje funkcjonowanie poszczególnych
komórek produkcyjnych. W ten sposób jest tworzony rachunek kosztów według miejsc
powstawania.
Zadaniem rachunku kosztów według miejsc powstawania jest ewidencja (przydział) ro-
dzajów kosztów do wyodrębnionych miejsc powstawania systemu wytwarzania.
Miejscem powstawania kosztów (MPK) jest wyodrębniony obszar w systemie wytwa-
rzania, dla którego istnieje możliwość odrębnego obciążenia rodzajami kosztów.
Istnieje wiele metod wyodrębniania miejsc powstawania kosztów. Poniżej zaprezentowano
jeden z podziałów, jaki może występować w systemie wytwarzania [11]:
• podstawowe miejsca powstawania kosztów – z wykorzystaniem tych miejsc odbywa się
realizacja procesu technologicznego np. system wytwarzania, gniazda, stanowiska pro-
dukcyjne (obrabiarki),
• pomocnicze miejsca powstawania kosztów – warsztat remontowy, dział transportu we-
wnętrznego, dział technologiczny, konstrukcyjny,
• materiałowe miejsca powstawania kosztów – magazyn surowców, produkcji w toku, wy-
robów finalnych,
• administracja – dział księgowości, kierownictwo.
Ewidencja ta może (powinna) podlegać dalszym podziałom, stwarzając tym samym możli-
wość dokładniejszego przeprowadzania kalkulacji kosztów.
W obszarze systemu wytwarzania powszechnie wykorzystywany jest podział na po-
szczególne grupy czy nawet pojedyncze stanowiska produkcyjne związane z eksploatacją
wchodzących w ich skład maszyn i urządzeń. W takim przypadku występuje stanowiskowy
rachunek kosztów.
W obszarze systemu wytwarzania powszechnie wykorzystywany jest podział na po-
szczególne grupy czy nawet pojedyncze stanowiska produkcyjne związane z eksploatacją
wchodzących w ich skład maszyn i urządzeń. W takim przypadku występuje stanowiskowy
rachunek kosztów.
Stanowiskowy rachunek kosztów
Podstawą stanowiskowego rachunku kosztów jest ustalenie kosztów maszynogodziny
eksploatacji danego urządzenia produkcyjnego. Ujmuje on wszystkie rodzaje kosztów doty-
czące danego urządzenia produkcyjnego (obrabiarki) stanowiącego zasób systemu wytwa-
rzania. Do rodzajów kosztów, które można bezpośrednio przypisać do danego urządzenia
zalicza się:
K
A
– koszt amortyzacji obrabiarki
( koszt odpisów amortyzacyjnych obrabiarki na rok )

15
j
obj
Aj
u
C
K
=
gdzie:
K
Aj
– koszt amortyzacji j-tej obrabiarki [zł/rok],
C
obj
–całkowita cena zakupu j–tej obrabiarki [zł],
U
j
– okres użytkowania j–tej obrabiarki [np. 10 lat]
K
UP
– koszty utrzymania powierzchni zajmowanej przez obrabiarkę
12
⋅
⋅
=
oj
pj
UPj
P
C
K
gdzie:
K
UPj
– koszt utrzymania powierzchni zajmowanej przez j-tą obrabiarkę [zł/rok],
C
pj
– koszt utrzymania powierzchni zajmowanej przez j–tą obrabiarkę,
P
oj
– powierzchnia zajmowana przez j–tą obrabiarkę.
K
EN
– koszt energii
en
nmj
sj
sj
ENj
c
F
w
N
K
⋅
⋅
⋅
=
gdzie:
K
ENj
– koszty energii elektrycznej j-tej obrabiarki [zł/rok],
N
j
– moc zainstalowanych silników j–tej obrabiarki [kW],
w
sj
– współczynnik wykorzystania mocy znamionowej silników j–tej obrabiarki [%],
w
s
≅30%,
F
nmj
– fundusz nominalny maszyny j–tej obrabiarki [h/rok],
c
en
– cena energii elektrycznej[zł/kWh],
K
UO
– koszt utrzymania obrabiarki
Aj
UOj
K
K
⋅
=
3
,
0
gdzie:
K
UOj
– koszty utrzymania j-tej obrabiarkę [zł/rok],
reszta oznaczeń jak wyżej
Koszt maszynogodziny obrabiarki wyznacza się z wzoru:
nmj
UOj
ENj
UPj
Aj
MGO
F
K
K
K
K
K
j
+
+
+
=
gdzie:
K
MGOj
– koszt maszynogodziny j-tej obrabiarki [zł/h],
reszta oznaczeń jak wyżej.
16
3. PROCES TECHNOLOGICZNY OBRÓBKI SKRAWANIEM
3.1. Rodzaje i struktura procesu technologicznego obróbki skrawaniem
Proces technologiczny obróbki a przede wszystkim obróbki skrawaniem charakteryzuje
się stopniowym nadawaniem przedmiotowi obrabianemu kształtu, dokładności wykonania
i właściwości użytkowych.
Stopniowe nadawanie kształtu uzależnione jest od określonych wymagań konstrukcyj-
nych dotyczących jego dokładności wymiarowych oraz jakościowych. Uzyskanie tych wy-
magań odbywa się poprzez zastosowanie określonych sposobów obróbki (toczenie, frezo-
wanie, szlifowanie, itd.). W zależności od przyjętego półwyrobu (rodzaju, dokładności wy-
konania) konieczny jest podział obróbki w procesie technologicznym na kolejne rodzaje w
celu uzyskania wymaganych parametrów wymiarowo – jakościowych.
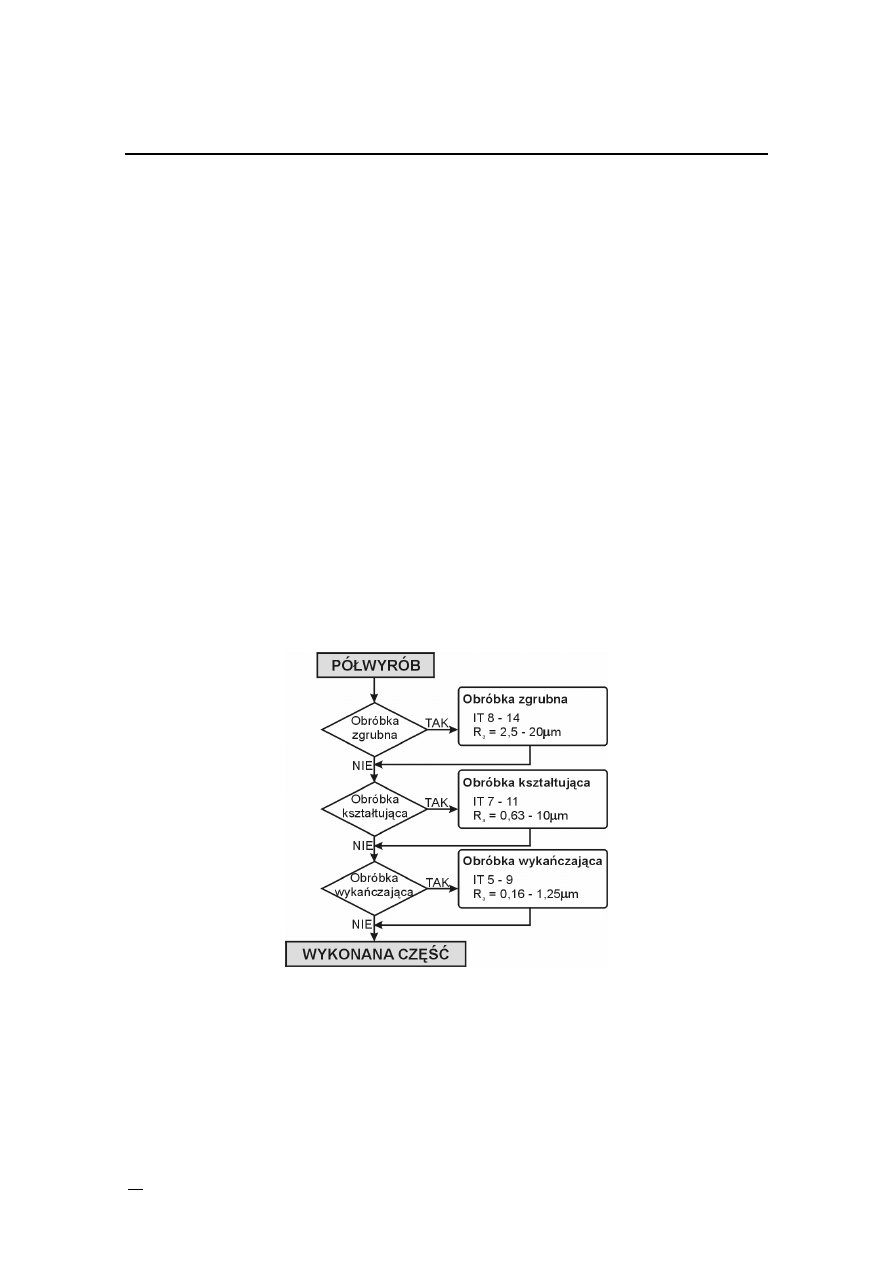
Proces technologiczny dzieli się na obróbkę zgrubną, kształtująca i wykańczająca. Ob-
róbkę zgrubną stosuje się w celu usunięcia zewnętrznych warstw materiału przy zastoso-
waniu parametrów obróbkowych (głębokości skrawania, prędkości skrawania, posuwu)
zapewniających maksymalną możliwą wydajność obróbki. Obróbka ta cechuje się małą
dokładnością. Obróbka kształtująca służy nadaniu kształtu części obrabianej zgodnego z
wymogami konstrukcyjnymi. Natomiast w wyniku zastosowania obróbki wykańczającej
uzyskuje się żądane parametry jakościowe.
W strukturze procesu technologicznego nie muszą występować wszystkie rodzaje obró-
bek. Przykładowo dobranie dokładnego półwyrobu umożliwia rezygnację z obróbki zgrub-
nej. Natomiast w przypadku braku wymagań odnośnie dużej dokładności powierzchni po
obróbce pozwala na eliminację obróbki wykańczającej. Na rys. 3.2 przedstawiono ogólne
etapy obróbkowe procesu technologicznego.
W przykładzie tym pominięto występowanie obróbki cieplnej.
Rys. 3.1. Ogólne etapy obróbkowe procesu technologicznego
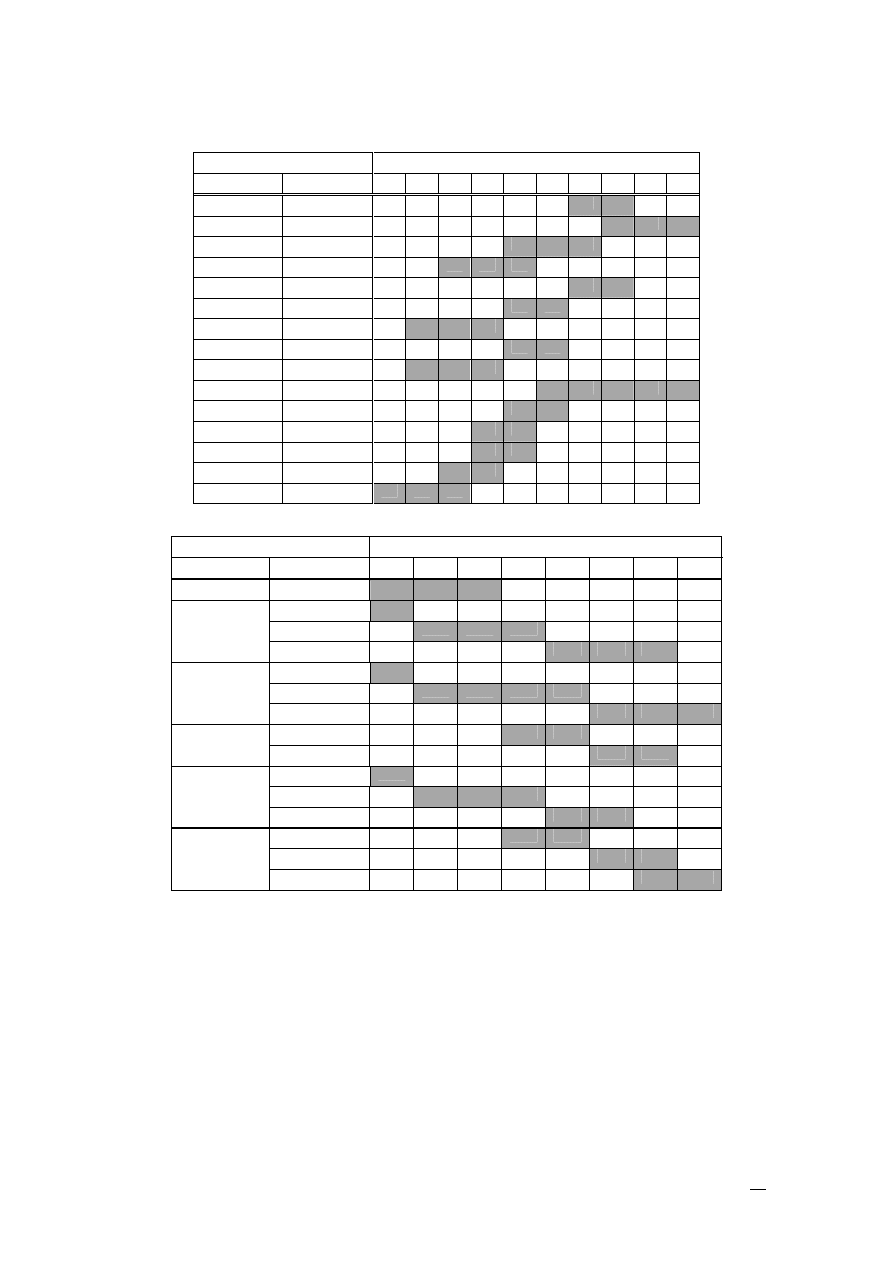
W tabelach 3.1 i 3.2 przedstawiono orientacyjne wartości ekonomicznej dokładności ob-
róbki i możliwe do uzyskania chropowatości powierzchni na wybranych sposobów obrób-
ki.
17
Tabela 3.1. Orientacyjne zakresy dokładności przy różnych rodzajach obróbek [5]
OBRÓBKA
KLASY DOKŁADNOŚCI
SPOSÓB
RODZAJ
5
6
7
8
9
10
11
12
13
14
Wiercenie
Toczenie
zgrubna
kształtująca
wykańczająca
Wytaczanie
zgrubna
kształtująca
wykańczająca
Rozwiercanie
zgrubna
wykańczająca
Frezowanie
zgrubna
kształtująca
wykańczająca
Szlifowanie
zgrubna
kształtująca
wykańczająca
Tabela 3.2. Orientacyjne zakresy chropowatości powierzchni dla różnych rodzajów obróbki [6]
OBRÓBKA
CHROPOWATOŚĆ R
a
µm
SPOSÓB
RODZAJ
20
10
5
2,5
1,25
0,63
0,32
0,16
Wiercenie
zgrubna
kształtująca
Toczenie
wykańczająca
zgrubna
kształtująca
Wytaczanie
wykańczająca
zgrubna
Rozwiercanie
wykańczająca
zgrubna
kształtująca
Frezowanie
wykańczająca
zgrubna
kształtująca
Szlifowanie
wykańczająca
Struktura procesu technologicznego to określona kolejność wykonywania poszczególnych
operacji. Charakteryzuje się stopniowym nadawaniem kształtu, dokładności wykonania
oraz właściwości poszczególnym powierzchniom obróbkowym.
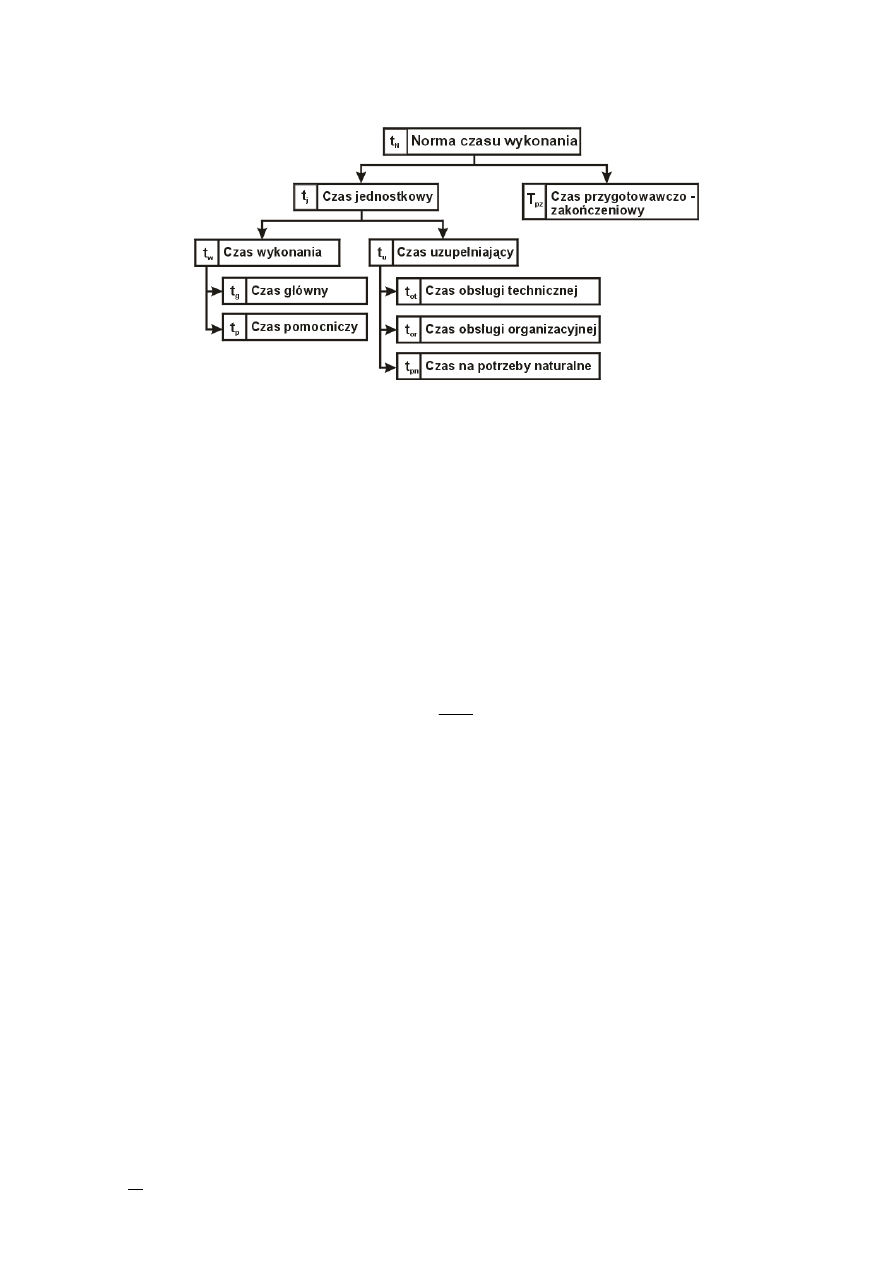
3.2. Struktura normy czasu operacji technologicznej
Czas trwania operacji technologicznej określa norma czasu na wykonanie zadania ro-
boczego (t
N
). Składa się z (rys.3.3).
18
Rys. 3.2. Składowe czasu realizacji operacji technologicznej
Czas przygotowawczo – zakończeniowy
(T
pz
) – przeznaczony jest na takie typowe
czynności (t
pz
), jak zapoznanie się z dokumentacją zadania roboczego, pobranie niezbęd-
nych narzędzi, uzbrojenie maszyny, rozliczenie z wykonywanej pracy itp. Cechą tej katego-
rii czasu jest to, że występuje raz na całe zadanie robocze, niezależnie od wielkości tego
zadania. Wielkością zadania roboczego może być liczba sztuk w partii przedmiotów, czyli
czas T
pz
jest rozliczany raz na partię.
Czas jednostkowy
(t
j
) – czas przeznaczony na wykonanie jednej sztuki wyrobu. Na czas
jednostkowy składają się czas wykonania (t
w
) oraz czas uzupełniający (t
u
). W skład czasu
wykonania wchodzą: czas główny (t
g
) i czas pomocniczy (t
p
).
Czas główny
to czas dokonywania zmian technologicznych na elementach maszyn zgod-
nie z celem danego zabiegu obróbkowego. W obliczeniu tego czasu uwzględnia się kinema-
tykę pracy obrabiarki oraz parametry obróbkowe (prędkość skrawania i posuw). Poniżej
przedstawiono ogólną postać wzoru pozwalająca obliczyć czas główny:
i
f
n
L
t
g
⋅
⋅
=
gdzie:
L
– droga skrawania [mm],
n
– prędkość obrotowa wrzeciona obrabiarki [obr/min],
f
– posuw [mm/obr],
i
– ilość przejść.
Każdy rodzaj obróbki charakteryzuje się właściwym zbiorem wzorów obliczeniowych i
tablic parametrów obróbki.
Czas pomocniczy
– to czas trwania czynności, które towarzyszą zmianom technologicz-
nym i umożliwiają lub ułatwiają ich realizację, ale tych zmian nie dokonują. Przykładami
tego czasu są: zakładanie przedmiotu w uchwycie, ustawienia parametrów obróbkowych.
Czas uzupełniający
jest to uzasadniony czas na: obsługę techniczną (np. wymiana stępio-
nych narzędzi), obsługę organizacyjną (np. porządkowanie stanowiska pracy), potrzeby
naturalne.
Norma czasu wykonania
operacji na partii wyrobów jest obliczona ze wzoru:
j
obr
pz
N
t
n
T
T
⋅
+
=
natomiast norma czasu wykonania jednej sztuki wyrobu obliczana jest z wzoru:

19
j
obr
pz
N
t
n
T
t
+
=
gdzie czas jednostkowy obliczamy z wzoru.
(
)
u
p
g
u
w
j
t
t
t
t
t
t
+
+
=
+
=
oznaczenia jak wyżej w tekście.
3.3. Projektowanie procesu technologicznego obróbki skrawaniem
Opracowanie procesu technologicznego obróbki skrawaniem wymaga przygotowania
informacji wejściowych do projektowania. Na dane te składają się:
• rysunek konstrukcyjny – który zawiera informacje geometryczne oraz końcowego stanu
powierzchni przedmiotu przewidzianego do obróbki,
• program produkcji – ilość sztuk przewidziana do wytworzenia,
• zasoby produkcyjne – informacje o dysponowanym parku maszynowym (obrabiarko-
wym),
Jednym z parametrów koniecznych do opracowania procesu technologicznego jest usta-
lenie liczby sztuk danego wyrobu jaka będzie konieczna do wytworzenia. Jest to związane
tym iż w procesie wytwarzania pojawiają się braki (wyroby wadliwe). Wielkość powstają-
cych braków jest uzależniona od wielu czynników, które mogą być związane między innymi
z:
•
nieprzewidzianymi awariami urządzeń produkcyjnych,
•
brakiem kwalifikacji pracowników,
•
złym stanem jakościowym materiałów wejściowych,
•
nieprawidłowym opracowaniem procesu technologicznego, itd.
Wymaga to zwiększenia ilości wyrobów określonych w zleceniu produkcyjnym, w wyniku
czego otrzymywana jego wielkość skorygowana. Liczbę braków można określić na podsta-
wie wzoru:
)
1
(
pi
pi
i
b
N
N
+
=
gdzie:
N
i
– korygowany liczność zlecenia produkcyjnego produkcyjnego-tego wyrobu [szt.],
N
pi
– planowana (wymagana) liczba i-tego wyrobu w zleceniu produkcyjnym [szt.],
b
pi
– współczynnik określający planowany poziom braków i-tego wyrobu [%]
Wielkość współczynnika braków jest ustalana indywidualnie dla każdego systemu wytwa-
rzania oraz danego wyrobu na podstawie danych uzyskanych z przeszłości
Na podstawie tych danych projektowana jest struktura procesu technologicznego, czyli
układ kolejnych operacji technologicznych zapewniający taki przepływ materiałów (półwy-
robów) przez stanowiska produkcyjne (obrabiarki), aby uzyskać gotową część. Opracowa-
nie struktury procesu technologicznego poprzedza dobór rodzaju półwyrobu, którego
kształtowanie w wyniku zastosowania danych sposobów obróbki umożliwi uzyskanie go-
towej części.
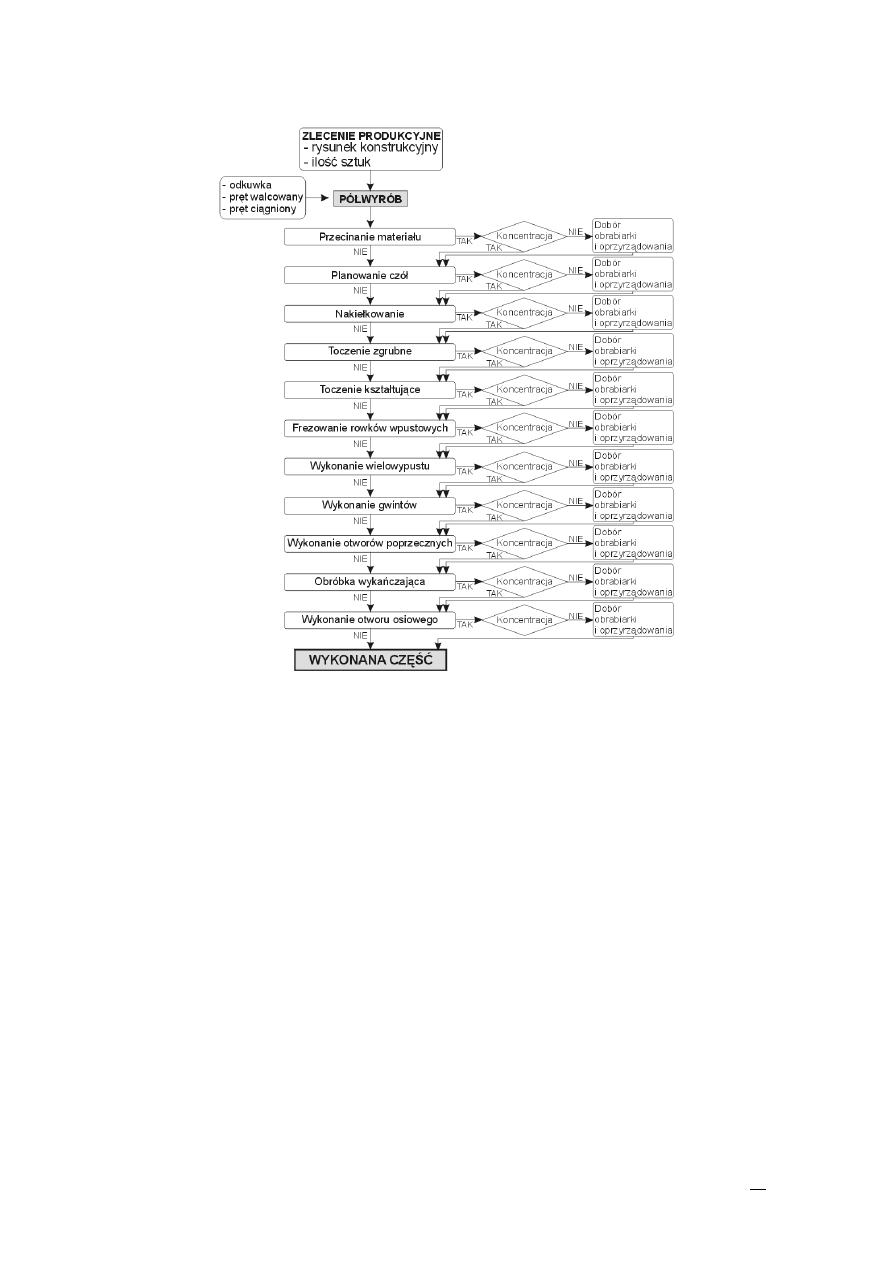
Dla różnych typów części maszyn (wałki, korpusy, tuleje, dźwignie) istnieją opracowane
ramowe procesy technologiczne. Poniżej przedstawiono przykłady typowych procesów
technologicznych dla części typu wałek i korpus, które są przedmiotem projektu [5].
Ramowy proces technologiczny dla części typu wałek bez obróbki cieplnej:
• przecinanie materiału,
• planowanie czół,

20
• nakiełkowanie,
• toczenie zgrubne,
• toczenie kształtujące,
• frezowanie rowków wpustowych,
• wykonanie wielowypustów,
• wykonanie gwintów,
• wykonanie otworów poprzecznych,
• obróbka wykańczająca,
• wykonanie otworu osiowego.
Ramowy proces technologiczny dla części typu korpus jednolity:
• trasowanie,
• obróbka zgrubna i kształtująca płaszczyzny stanowiącej pomocniczą podstawę obrób-
kową,
• obróbka zgrubna i kształtująca płaszczyzny stanowiącej główną podstawę obróbkową,
• obróbka wykańczająca płaszczyzny stanowiącej główną podstawę obróbkową,
• wytaczanie otworów,
• obróbka powierzchni drugorzędnych,
• wiercenie i gwintowanie otworów.
Operacja stanowi podstawową część procesu technologicznego. Dlatego właściwemu jej
zaprojektowaniu należy poświęcić dużo uwagi. W każdej operacji technologicznej występu-
ją cztery obiekty: obrabiarka, uchwyt, przedmiot obrabiany i narzędzie (układ OUPN).
Operacje technologiczne mogą mieć różną koncentrację zabiegów fakt ten powoduje, że
operacja procesu technologicznego jako system jest bardzo niejednorodna zarówno pod
względem rodzajów, jak i liczby występujących obiektów.
Projektując operacje technologiczną powinno się dążyć do zminimalizowania czasu jed-
nostkowego. Osiągnięcie tego celu może zapewnić zmiana parametrów obróbkowych, (co
powoduje zmianę czasów głównych), ale także zastosowanie koncentracji operacji.
Koncentracja operacji występuje, gdy w jednej operacji wystąpi kilka zabiegów, będzie
przeprowadzana obróbka kilku powierzchni lub też będą wykonywane różne rodzaje ob-
róbki np. obróbka zgrubna i kształtująca
(np. toczenie zgrubna i kształtująca). Rozróż-
nia się trzy rodzaje koncentracji: technologiczną, mechaniczną, organizacyjną.
21
Rys. 3.3. Algorytm projektowania procesu technologicznego części typu wałek
Koncentracja technologiczna
polega na równoczesnej obróbce kilku powierzchni. Moż-
na to osiągnąć poprzez zastosowanie kilku narzędzi zamocowanymi w specjalnym uchwycie
narzędziowym bądź też w głowicy narzędziowej lub też poprzez zastosowanie specjalnych
narzędzi obróbkowych np. wierteł stopniowanych.
Koncentracja mechaniczna
występuje wówczas, gdy przedmiot jest obrabiany w jednym
ustawieniu, ale z zastosowaniem kilku pozycji.
Koncentracja organizacyjna
polega głównie na uproszczeniu prac związanych
z organizacją i przygotowaniem stanowiska obróbkowego. Z tego typu koncentracją mamy
do czynienia w przypadku obróbki kompletnej przedmiotu (na gotowo) na jednym stano-
wisku obróbkowym, a więc przeprowadzenie obróbki zgrubnej, kształtującej, a nawet wy-
kańczającej, co powoduje zmniejszenie ilości zadań transportowych.
W celu dokonania koncentracji operacji technologicznych wymagane jest zastosowanie
nowoczesnych obrabiarek (obrabiarki sterowane numerycznie, linie obróbkowe, centra
obróbkowe), bądź specjalnego oprzyrządowania technologicznego. Zastosowanie koncen-
tracji powoduje zmniejszenie czasów jednostkowych głównie poprzez zmniejszenie czasów
pomocniczych.
Na rys. 3.4 zamieszczono algorytm projektowania procesu technologicznego obróbki
skrawaniem dla części typu wałek na podstawie ramowego procesu technologicznego z
uwzględnieniem koncentracji. Algorytm ten odnosi się do projektowania procesu technolo-
gicznego na poziomie operacji pomijając inne składowe (zamocowania, zabiegi, itd.).W
22
algorytmie pominięto także operacje obróbki cieplnej i kontroli jakości między operacyjnej
jak i końcowej.
Wynikiem tak przeprowadzonego projektowania jest proces technologiczny wytworze-
nia, którego realizacja pozwoli na otrzymanie gotowej części. Oczywiście realizacja ta wy-
wołuje skutki w postaci cyklu i kosztu technologicznego.
Przedstawione zagadnienia wskazują, że projektowanie procesu technologicznego ce-
chuje się wielowariantowością, a wybór danego wariantu przekłada się na czas jego realiza-
cji oraz koszt wytworzenia zlecenia produkcyjnego. Problem ten został szerzej omówiony
w dalszej części.
3.4. Wyznaczenie partii obróbkowej
Organizacja procesu wytwarzania wymaga podziału zleceń produkcyjnych na mniejsze
zbiory, a mianowicie partie obróbkowe.
Partia obróbkowa n
obr
to liczba wyrobów zlecenia produkcyjnego obrabianych na stanowi-
sku produkcyjnym podlegająca wykonaniu kolejnych operacji procesu technologicznego
bez przerw na wykonanie innych wyrobów.
Istnieje wiele kryteriów pozwalających na określanie wielkości partii produkcyjnej. Można
do nich zaliczyć:
Stała wielkości partii – stosowana podczas wykonywania dużych przedmiotów (np. kon-
tenery, skrzynie),
„Partia na partię” – w metodzie tej wielkość partii jest równa wielkości zlecenia produk-
cyjnego,
Techniczno – organizacyjna wielkość partii
Dla obliczenia wielkości partii produkcyjnej według tego kryterium można posłużyć się
wzorem przedstawionym poniżej, w którym występuje współczynnik q, wyrażający mak-
symalny udział sumy czasów przygotowawczo – zakończeniowych operacji technologicz-
nych w całkowitej przewidzianej normie czasu wykonania partii wyrobów T
N
. Norma czasu
wykonania partii wyrobów jest obliczona ze znanego już wzoru:
j
obr
pz
N
t
n
T
T
⋅
+
=
natomiast norma czasu wykonania jednej sztuki wyrobu obliczana jest z wzoru:
Wzór na liczność partii produkcyjnej przyjmuje postać:
∑
∑
=
=
⋅
=
m
i
j
m
i
i
pz
org
q
t
T
n
i
1
1
gdzie:
n
org
– liczba sztuk w partii obróbkowej,
T
pzi
– kolejny czas przygotowawczo – zakończeniowy i-tej operacji procesu technologiczne-
go,
t
ji
– kolejny czas jednostkowy i-tej operacji procesu technologicznego,
q
– współczynnik proporcjonalności.
Współczynnik q przyjmuje się w granicach 0,03 – 0,1 przy czym:
• części o dużych wymiarach, skomplikowanych kształtach, wykonywanych z drogich ma-
teriałów przyjmuje wartości 0,07 – 0,1,
• dla części drobnych o prostych kształtach, wykonywanych z tanich materiałów przyjmu-
je wartości 0,03 – 0,06.

23
4. EKONOMIKA PROCESU TECHNOLOGICZNEGO
4.1. Składowe kosztu technologicznego
Projektowanie procesu technologicznego związane jest z podejmowaniem decyzji w za-
kresie kosztów realizacji tegoż procesu. Koszt ten stanowi (powinien stanowić) podstawo-
wy miernik oceny pozwalający podjąć decyzję, co do opłacalność przyjęcia danego zlecenia
produkcyjnego do wytworzenia. Miernik ten pozwala także stwierdzić, czy zasoby produk-
cyjne będące w systemie wytwarzania stwarzają możliwość konkurencyjnego wytwarzania
wyrobów.
Podstawą wyznaczenia kosztów technologicznych jest obliczenie składowych czasu wyko-
nania operacji technologicznych (etap 2).
Koszt technologiczny związany jest z realizacją kolejnych operacji procesu technolo-
gicznego. Jego składowe to:
Koszty materiałów bezpośrednich
obliczane z wzorów:
Dla jednej sztuki:
j
j
M
C
M
k
⋅
=
M
j
– mas jednej sztuki półwyrobu [kg],
C
j
– cena jednostkowa półwyrobu [zł/kg]
Koszt przygotowania
stanowisk produkcyjnych do realizacji kolejnych operacji technolo-
gicznych; jest to koszt powstały w wyniku prac przygotowawczo – zakończeniowych. Jego
wielkość oblicza się z wzorów:
Dla danej operacji procesu technologicznego
(
)
MGOj
Pj
pzji
TPZji
K
S
T
k
+
=
dla całego procesu technologicznego (wszystkich operacji procesu technologicznego):
(
)
MGOj
Pj
n
i
pzji
n
i
tpzji
TPZ
K
S
T
k
K
+
=
=
∑
∑
=
=
1
1
gdzie:
k
tpzji
– koszt przygotowania j-tego stanowiska produkcyjnego do wykonania i-tej operacji
technologicznej,
K
TPZ
– koszt przygotowania stanowisk produkcyjnych do realizacji procesu technologiczne-
go,
T
pzji
– czas przygotowawczo-zakończeniowy wykonania i-tej operacji procesu technologicz-
nego partii wyrobów na j-tym urządzeniu produkcyjnym (obrabiarce),
S
Pj
– stawka wynagrodzenia pracownika obsługującego j-te urządzenie produkcyjne wraz z
narzutami; przy założeniu, że czynności przygotowawczo-zakończeniowe wykonuje pra-
cownik obsługujący dane urządzenie produkcyjne,
K
MGOj
– koszt maszynogodziny j-tego urządzenia produkcyjnego (obrabiarki).
Koszt obróbki
związany bezpośrednio z kształtowaniem fizycznym wyrobów, realizacją
kolejnych operacji technologicznych (stopniowym nadawaniem kształtu półwyrobowi)
partii wyrobów/zlecenia. Są to koszty związane z czasem jednostkowym. Jego składowymi
są: koszt robocizny bezpośredniej, koszt narzędzi oraz koszt stanowiskowy.
Koszt można odnieść w dwóch płaszczyznach, a mianowicie:
1. Pojedynczej operacji technologicznej
Koszt obróbki związany z wykonywaniem danej operacji procesu technologicznego:

24
STji
Ni
Rji
OB
k
k
k
k
+
+
=
gdzie:
k
Rji
– koszt robocizny pracownika bezpośrednio produkcyjnego obsługującego j-te stanowi-
sko produkcyjne, na którym wykonywana jest i-ta operacja technologiczna,
k
Ni
– koszty narzędzi zużytych podczas wykonywania i-tej operacji procesu technologicz-
nego,
k
STji
– koszt stanowiskowy j-tego stanowiska produkcyjnego, na którym wykonywana jest i-
ta opracja procesu technologicznego.
• koszt robocizny wyraża wzór:
ji
pj
Rji
t
S
k
⋅
=
gdzie:
S
pj
– stawka jednostkowa wynagrodzenia pracownika obsługującego j-te stanowisko
produkcyjne, na którym wykonano i-tą operację procesu technologicznego.
t
ji
–czas jednostkowy wykonania i-tej operacji procesu technologicznego
• koszt narzędzi – według faktycznego zużycia.
•
koszt stanowiskowy
ji
MGOj
STji
t
K
k
⋅
=
gdzie:
K
MGOj
– koszt maszynogodziny j-tej obrabiarki [zł/h],
t
ji
– czas jednostkowy wykonania i-tej operacji technologicznej [h].
2. Procesu technologicznego
Koszty obróbki związane z realizacją całego procesu technologicznego (kolejnych operacji
technologicznych) dla pojedynczej sztuki wyrobu wyraża wzór:
∑
∑
∑
=
=
=
+
=
+
+
=
n
i
STji
n
i
Ni
n
i
Rji
STji
Ni
Rji
OB
k
k
k
K
K
K
K
1
1
1
gdzie: oznaczenia jak wyżej.
Wartość kosztu technologicznego jest związana oprócz wykorzystywanych zasobów
produkcyjnych także od wielkości zlecenia produkcyjnego oraz liczności partii produkcyj-
nych, na które to zlecenie zostało podzielone.
Przedstawione zagadnienia odnoście składowych kosztu technologicznego stanowią pod-
stawę wykorzystania do wielu zagadnień decyzyjnych związanych z planowaniem wytwa-
rzania, min. wariantowaniem procesów technologicznych, wyznaczaniem wielkości partii
obróbkowych.
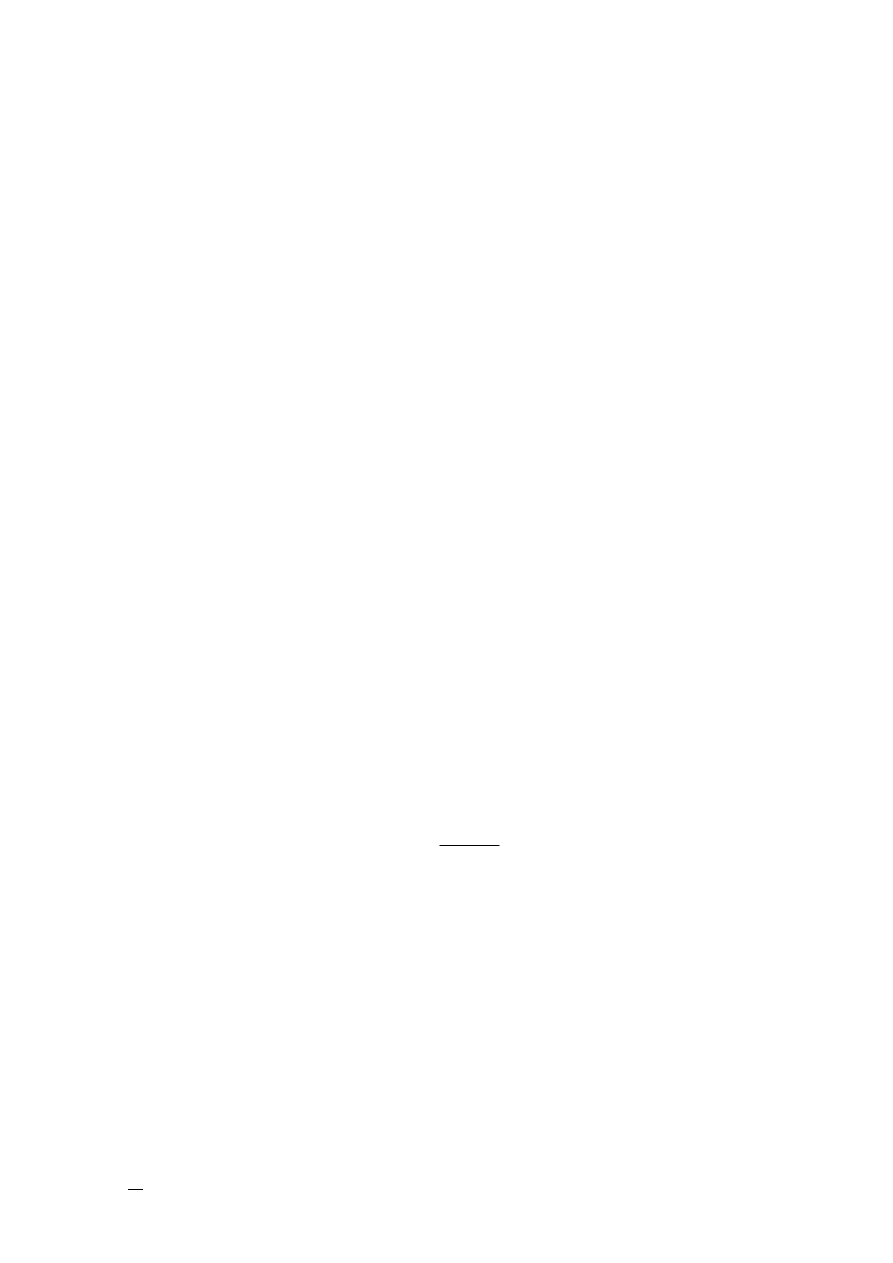
4.2. Ekonomiczna wielkość partii obróbkowej
W przypadku określania ekonomicznej wielkości partii produkcyjnej bierze się pod uwa-
gę: ilość wyrobów do wykonania, koszty jednostkowe wykonania jednej sztuki, koszty prze-
zbrajania obrabiarki, oprocentowanie wartości zamrożonych środków obrotowych, itp.
Poniżej na rys. 4.1 przedstawiono wykres obrazujący zależności pomiędzy kosztami wywo-
łanymi tymi czynnikami.
25
Rys. 4.1. Ekonomiczna wielkość partii produkcyjnej
Ekonomiczną wielkość partii produkcyjnej można obliczyć z wzoru [11]
:
OB
TPZ
i
ekn
K
K
N
n
⋅
⋅
=
2
gdzie:
n
ekn
– ekonomiczna wielkość partii produkcyjnej,
N
i
– liczba wyrobów do wykonania w zleceniu produkcyjnym,
K
TPZ
– koszt przygotowania stanowisk produkcyjnych do obróbki partii wyrobów,
K
OB
– koszt obróbki jednej sztuki wyrobu.
Koszty przezbrojenia wynikają z czynności przygotowawczo zakończeniowych wykonania
nowej partii wyrobów. Składają się z kosztów płac oraz środków pomocniczych związa-
nych z przygotowaniem środków produkcyjnych, np. z produkcji wyrobu A na produkcję
wyrobu B.
Koszty obróbki stanowią wielkość kosztów związanych tylko z wykonaniem operacji tech-
nologicznych danego procesu technologicznego dla partii wyrobów.
Oczywiście wielkość partii produkcyjnej powinna w końcowym efekcie być wielokrotnością
zlecenia produkcyjnego, co wyraża wzór:
obr
obr
i
n
i
N
⋅
=
gdzie:
i
obr
– liczba partii produkcyjnych zlecenia produkcyjnego.
Ustalenie wielkości partii obróbkowej jest zagadnieniem, w którym należy uwzględnić
wymagania ekonomiczne oraz organizacyjne, które występują w warunkach realnych. Zwią-
zane jest to także ze specyfiką indywidualną systemu wytwarzania. Dlatego przy wyznacza-
niu wielkości partii zachodzi konieczność uwzględnienia wielu czynników, które wymagają
odmiennych decyzji, co do zwiększenia lub zmniejszenia tej wielkości.
Zwiększenie partii obróbkowej powoduje [Brzeziński]:
•
zmniejszenie nakładów na ustawianie przygotowanie wytwarzania w przeliczeniu na jed-
nostkę wyrobu,
•
wykorzystanie w większym stopniu zdolności produkcyjnych poprzez zmniejszenie cza-
su przezbrajania,
•
zwiększenie wydajności,
26
•
uproszczenie organizacji i zarządzania produkcją, zwłaszcza planowania operacyjnego,
•
wydłużenie cyklu wytwarzania,
•
zwiększenie zapasów produkcji w toku, powierzchni magazynowych,
•
wzrost zamrożenia środków obrotowych,
•
zmniejszenie elastyczności procesu wytwarzania
Podane metody wyznaczenia partii obróbkowych uwzględniające kryterium ekonomiczne
oraz organizacyjne mogą stanowić podstawę. Natomiast do przyjęcia wielkość partii obrób-
kowej należy podejść indywidualnie do każdego problemu.
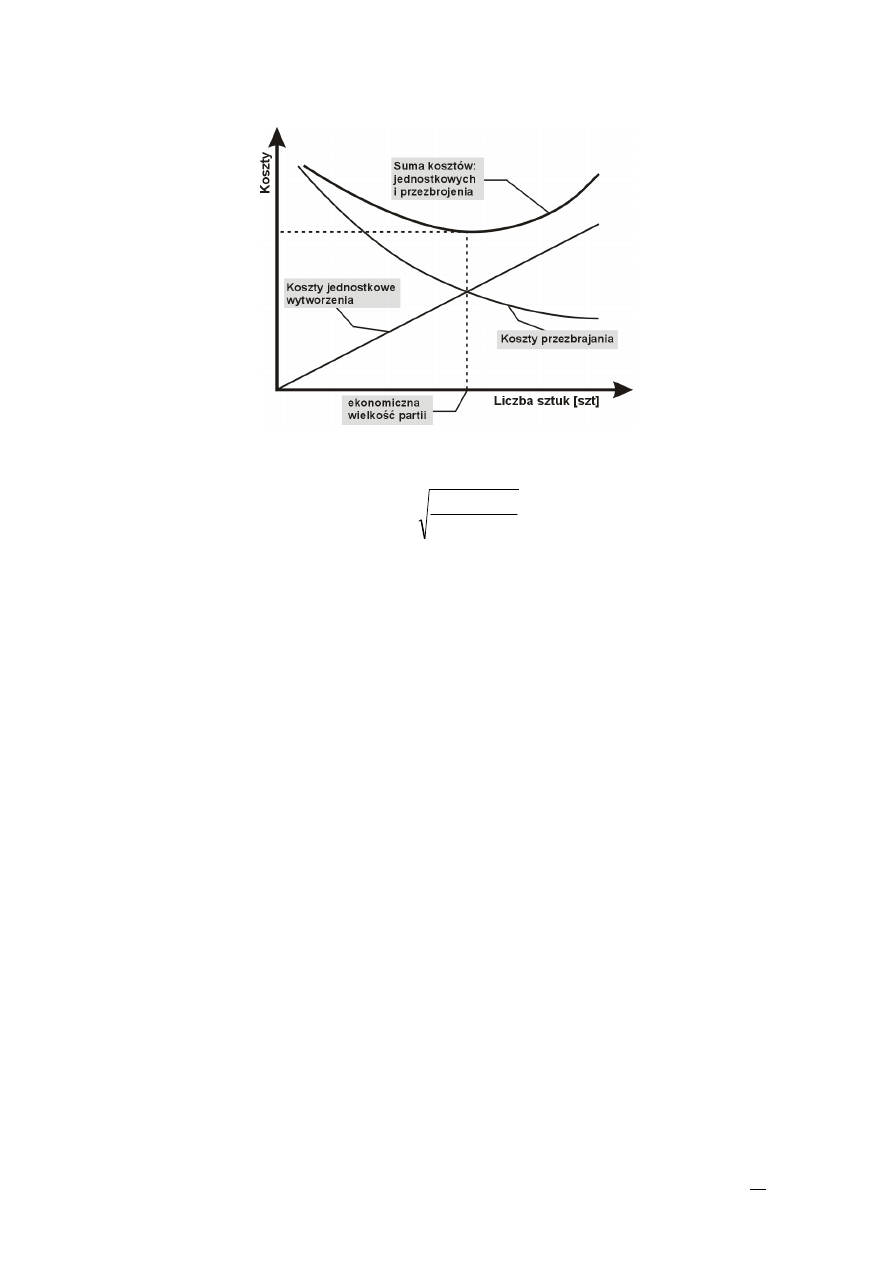
4.3. Wyznaczenie kosztu technologicznego
Cechą charakterystyczną kosztu technologicznego jest stopniowy wzrostem jego wzrost
wartości w ciągu realizacji kolejnych operacji technologicznych. Przedstawiono to na rys.
4.2. Związany jest także z licznością i ilością partii produkcyjnych składających się na całe
zlecenie produkcyjne.
Rys. 4.2. Koszt technologiczny
Koszt technologiczny wytworzenia partii produkcyjnej zlecenia produkcyjnego wyraża się
wzorem:
MAT
obr
OB
obr
TPZ
T
k
n
K
n
K
K
⋅
+
⋅
+
=
gdzie: oznaczenia jak wyżej.
Natomiast koszt technologiczny wytworzenia jednej sztuki wyrobu zlecenia produkcyjnego
określony jest wzorem:
MAT
OB
obr
TPZ
Tj
k
K
n
K
K
+
+
=
gdzie: oznaczenia jak wyżej.

27
5. PLAN PRODUKCJI
Główny harmonogramu produkcji precyzuje, które zasoby i w jakim stopniu będą wy-
korzystywane do zrealizowania zleceń produkcyjnych. W etapie tym planuje się, które urzą-
dzenia produkcyjne będą wykorzystane do wykonania zadania, ile osób będzie pracowało
przy wykonaniu zadania i ile potrzeba będzie czasu na wykonanie zadania. Jest to tzw.
zgrubne bilansowanie zdolności produkcyjnych.
Bilansowanie polega na porównaniu zdolności (możliwości) produkcyjnych
z zapotrzebowaniem na te zdolności wynikających z pracochłonności procesu (procesów)
wytwarzania wyrobów.
Można to wyrazić ogólną zależnością:
p
z
G
G
≤
gdzie:
G
z
– zapotrzebowanie na zdolności produkcyjne w danym okresie czasu,
G
p
– zdolności produkcyjne w określonym okresie czasu.
Lewa strona nierówności oznacza zapotrzebowanie na zdolności produkcyjne, wynikające z
realizacją zleceń produkcyjnych, a strona prawa określa dostępne zdolności w systemie wy-
twarzania, wynikające z aktualnego obciążenia stanowisk produkcyjnych.
Bilansowanie zdolności produkcyjnych może przyjmować różne poziomy szczegółowo-
ści (dokładności) odnośnie czasu jak i struktury systemu wytwarzania. Można jednakże
przyjąć, że stopień szczegółowości maleje wraz z przechodzeniem na bardziej złożone
formy struktury systemu wytwarzania.
Bilansowanie szacunkowe zdolności produkcyjnych polega na porównaniu zdolności
produkcyjnych całego systemu produkcyjnego lub poszczególnych zasobów produkcyjnych
wymaganymi zdolnościami produkcyjnymi dla zleceń produkcyjnych w danym okresie cza-
su. Pozwala to określić: czy możliwa jest realizacja zlecenia produkcyjnego w wymaganym
terminie, lub jaki jest najwcześniejszy możliwy (szacowany) termin realizacji zlecenia pro-
dukcyjnego?
Dokładność bilansowania zdolności produkcyjnych w postaci wstępnej uzależniona jest
od przyjętego okresu czasu. Okres czasu stanowi jednostkę terminowania
ττττ
, która wyraża
dokładność, z jaką zastanie określony szacowany termin realizacji zlecenia produkcyjnego.
Jednostką tą może być dekada, miesiąc, tydzień, itd. (w projekcie proponuje się przyjęcie
jednostki terminowania w wymiarze jednego tygodnia)
Parametrami wejściowymi do tego typu bilansowania są:
•
teoretyczna długość cyklu wytwarzania zlecenia produkcyjnego,
•
dostępne zdolności zasobów produkcyjnych (np. urządzeń produkcyjnych).
Teoretyczna długość cyklu wytwarzania uzależniona jest przyjętej metody organizacji prze-
biegu procesu wytwarzania w systemie wytwarzania (szeregowa, równoległa, szeregowo -
równoległa).
Dostępne zdolności produkcyjne zasobów systemu wytwarzania są określone poprzez fun-
dusze czasu maszyn i pracowników dla danego przyjętego okresu czasu.
Szacunkowe bilansowanie dla zlecenia produkcyjnego może przyjąć postać:
∑
=
≤
n
j
nm
wi
j
F
C
1
gdzie:
C
wTi
– długość cyklu wytwarzania i-tego zlecenia produkcyjnego,
28
F
nmj
– fundusz nominalny czasu j-tej maszyny w systemie produkcyjnym w przyjętej jedno-
stce terminowania
τ
.
W przypadku, gdy zapotrzebowanie całkowite na realizację zlecenia produkcyjnego
przekracza zdolności produkcyjne w danej jednostce terminowania, jego nadwyżka prze-
chodzi do kolejnej jednostki terminowania. Przy bilansowaniu wstępnym zalecane jest wy-
korzystanie możliwości produkcyjnych na poziomie 70-80 % [8]. Pozwala to na pozosta-
wienie pewnych rezerw produkcyjnych na nieprzewidziane wydarzenia (np. awaria urzą-
dzeń). Jest to także zalecane z tego powodu, iż w tego typu bilansowaniu nie uwzględnia się
struktury cyklu wytwarzania, co może spowodować błędnym określeniem terminu realizacji
zlecenia produkcyjnego.
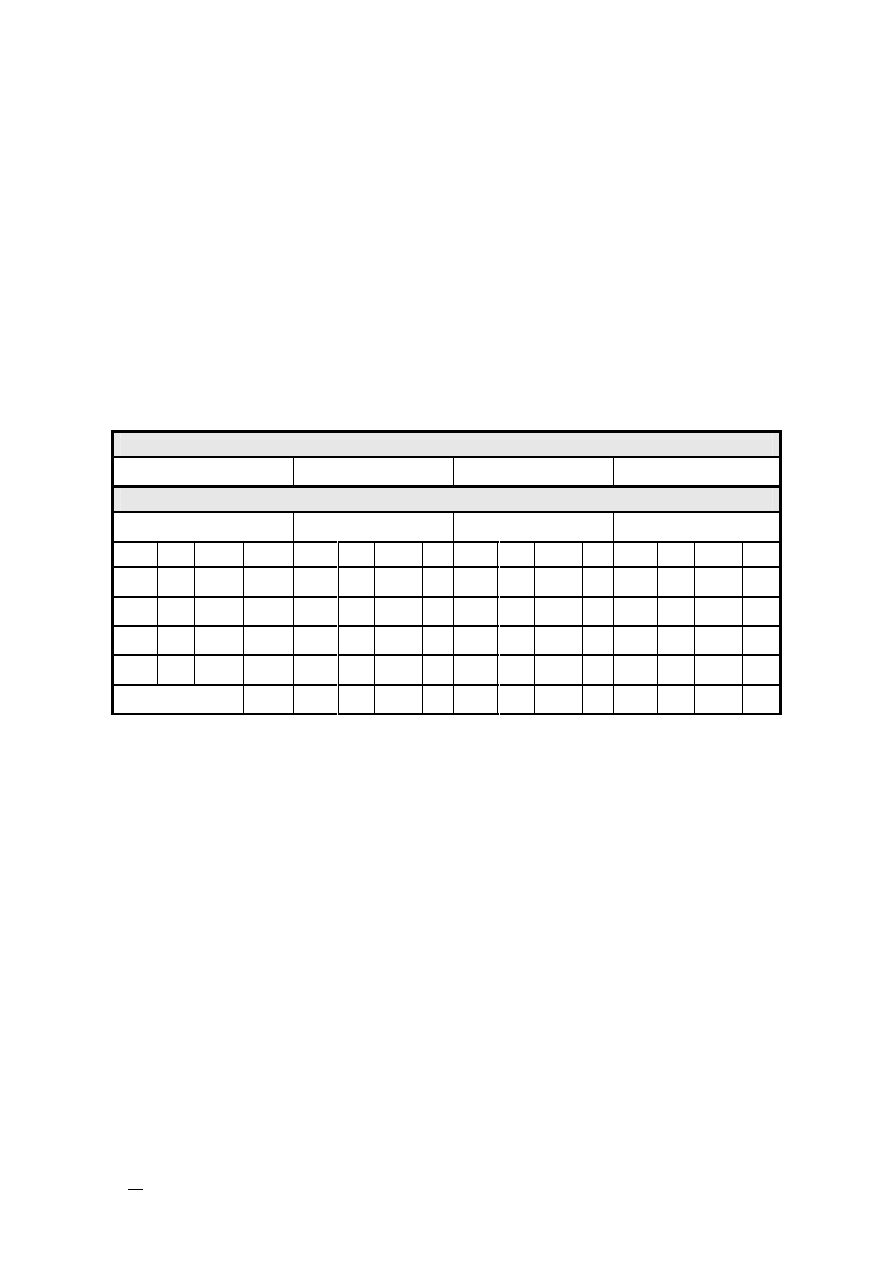
Do utworzenia planu produkcji (bilansowania szacunkowego) można posłużyć się dzienni-
kiem zdolności produkcyjnych bądź formą graficzną w postaci wykresu zdolności produk-
cyjnych. Przykład dziennika zdolności produkcyjnych przedstawiono na rys.
5.1.
PLAN PRODUKCJI
Obrabiarka 1
Obrabiarka 2
Obrabiarka 3
Obrabiarka 4
Zdolności produkcyjne [h]
40
40
38,5
39
Zlec.
Op.
T
N
[h]
%
Zlec.
Op.
T
N
[h]
%
Zlec.
Op.
T
N
[h]
%
Zlec.
Op.
T
N
[h]
%
01
10 2,25
5,6
002 10 3,50
8,7
Wykorzystanie
13,5
Rys. 5.1. Przykład dziennika bilansowania zdolności produkcyjnych
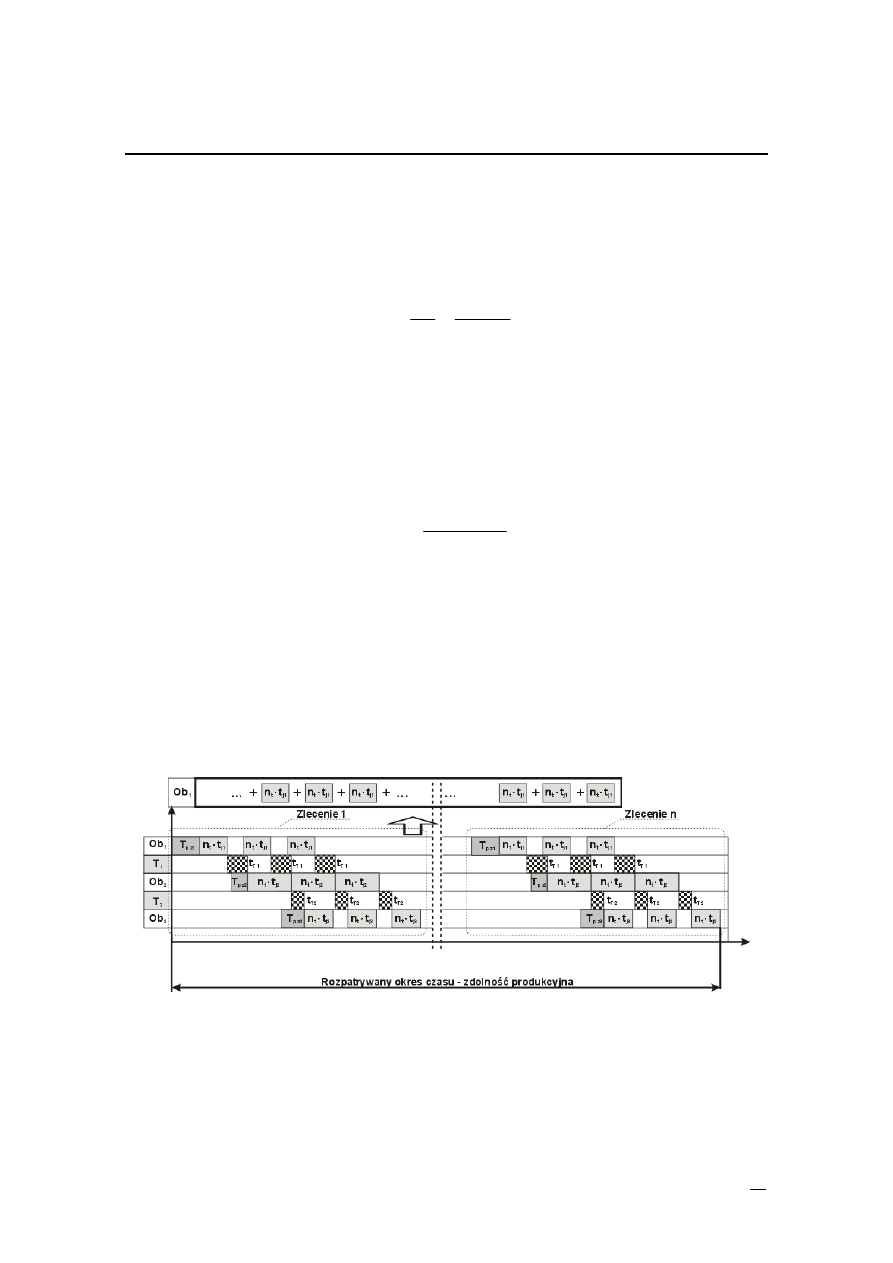
Wykres zdolności produkcyjnych jest formą wykresu słupkowego o układzie współ-
rzędnych czas, realne zdolności produkcyjne systemu wytwarzania. Jednostkami osi czasu
są kolejne jednostki terminowania np. miesiąc, tydzień, dzień itd. Na tak przygotowany
wykres zostają nanoszone kolejne zapotrzebowania na realizacje zleceń produkcyjnych wy-
nikających w cyklów wytwarzania. Rysunek 5.2 przedstawia przykład ogólny bilansowania
wstępnego zdolności produkcyjnych dla systemu wytwarzania.
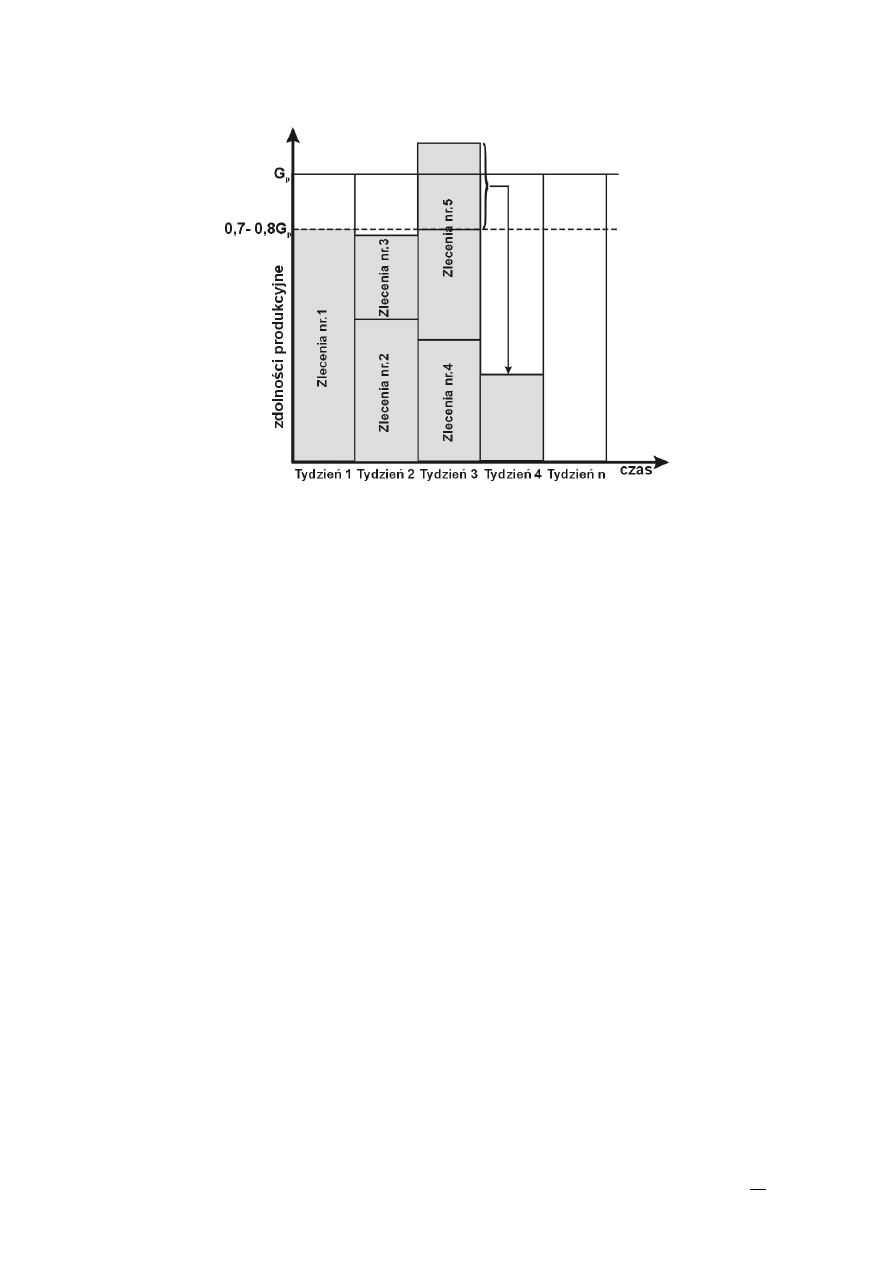
29
Rys. 5.2. Przykład bilansowania zdolności produkcyjnych systemu wytwarzania
W przykładzie tym poziom wykorzystania zdolności produkcyjnych przyjęto w przedziale
0,7-0,8 możliwości produkcyjnych, natomiast jednostką terminowania jest jeden tydzień.
Istotnym zagadnieniem podczas opracowywania planu produkcji jest określenie kolejno-
ści wykonywania zleceń produkcyjnych w systemie wytwarzania. Kolejność tą uzyskuje się
poprzez nadanie zleceniom priorytetów, dzięki, którym uzyskuje się uszeregowanie zleceń
według ważności. Priorytety odnoszą się przede wszystkim do klientów i wynikają z wielu
względów m. in. wiarygodności klienta (np. terminowości zapłaty) czy też długotrwałej
współpracy.
30
6. CYKL WYTWARZANIA
6.1. Charakterystyka cyklu wytwarzania
Organizacja przebiegu procesu wytwarzania części jest zagadnieniem niezmiernie waż-
nym, ponieważ od niej uzależnione jest wiele czynników mających wpływ na efektywność
procesu np. wykorzystanie zasobów produkcyjnych, koszty wytwarzania. Organizacja prze-
biegu procesu wytwarzania części może dotyczyć:
•
pojedynczej operacji,
•
pojedynczego wyrobu (wyrobu prostego),
•
wyrobu złożonego.
Przebieg procesu wytwarzania wyrobu określa organizację kolejnych etapów tegoż procesu
z uwzględnieniem czasu i wykorzystanych zasobów produkcyjnych. Czasowa struktura pro-
cesu wytwarzania stanowi cykl wytwarzania, który jest okresem niezbędnym do wykonania
zlecenia produkcyjnego w danych warunkach techniczno – organizacyjnych. Cykl wytwa-
rzania jest, więc sumą czasów trwania kolejnych operacji występujących w procesie wytwa-
rzania. Można to ująć wzorem:
oo
od
os
m
t
k
t
W
T
T
T
T
T
T
C
C
+
+
+
+
+
+
=
W cyklu wytwarzania można wyróżnić ogólnie:
•
C
t
– cykl technologiczny stanowiącego sumę czasów realizacji wszystkich kolejnych ope-
racji technologicznych oraz sumę czasów przeznaczonych na przygotowanie stanowisk
produkcyjnych. Cykl technologiczny dla partii obróbkowej wyraża wzór:
∑
∑
=
=
+
=
n
i
i
j
obr
n
i
i
pz
t
t
n
T
C
1
1
gdzie:
n
obr
– wielkość partii obróbkowej,
t
j
– czas jednostkowy i – tej operacji
T
pz
– czas przygotowawczo – zakończeniowy i – tej operacji.
•
T
k
– łączny czas trwania operacji kontrolnych,
•
T
t
– łączny czas trwania operacji transportowych,
•
T
m
– łączny czas występujący w operacjach magazynowania,
•
T
os
– łączny czas oczekiwania międzyoperacyjnego partii na zwolnienie stanowiska pro-
dukcyjnego,
•
T
od
– okres przerw wynikających z organizacji dnia roboczego (dni wolne, zmianowość),
•
T
oo
– łaczny czas wynikający z przyczyn organizacyjnych (brak surowca, narzędzi, ener-
gii).
Przebieg cyklu procesu wytwarzania partii pojedynczego wyrobu może być organizowany
według następujących metod:
•
szeregowej,
•
równoległej,
•
szeregowo – równoległej.
Poniżej przedstawiono te przebiegi dla pojedynczych partii obróbkowych, które mogą sta-
nowić część większego zlecenia produkcyjnego.
31
6.2. Przebieg szeregowy procesu wytwarzania
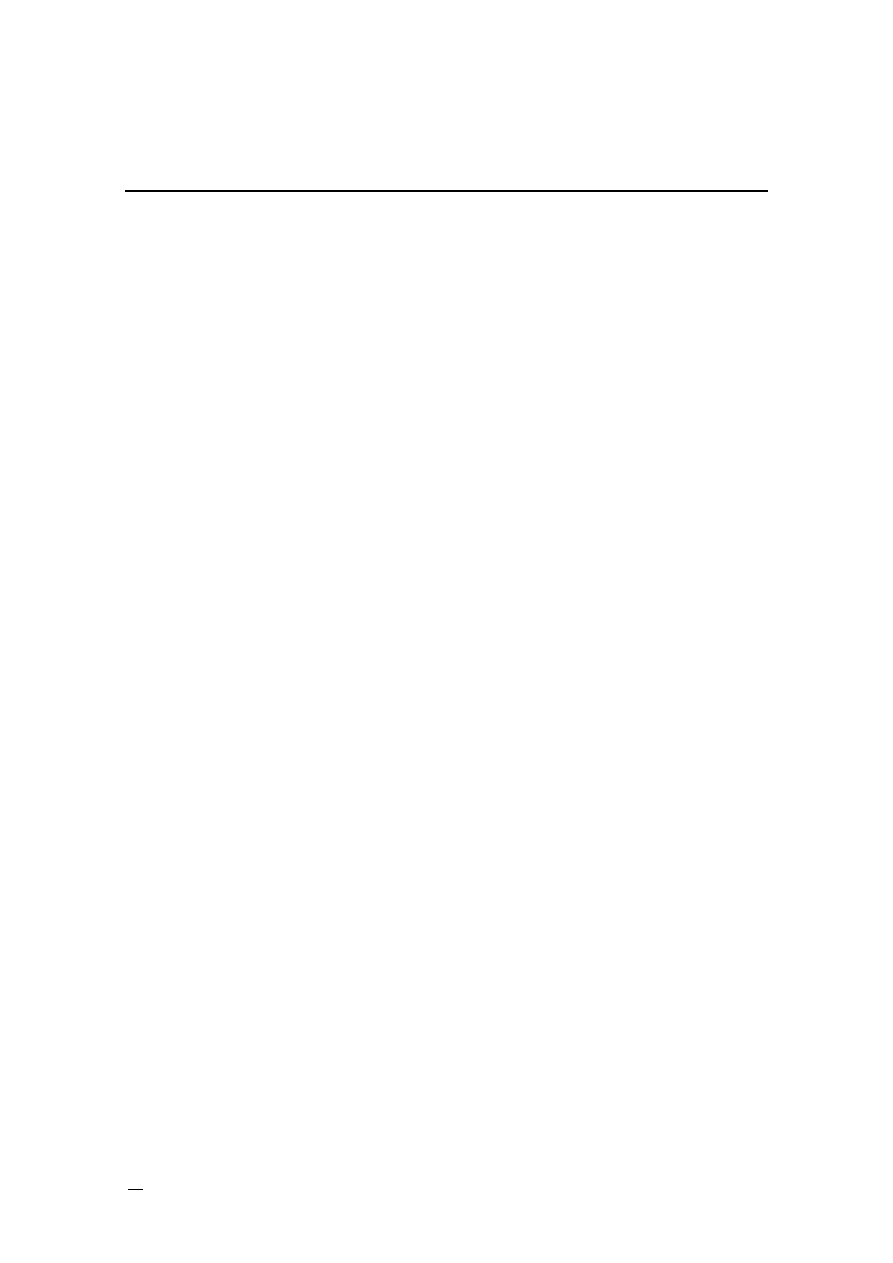
Przebieg szeregowy polega na tym, że daną operację technologiczną rozpoczyna się re-
alizować dopiero wtedy, gdy poprzedzająca ją operacja została wykonana na wszystkich
wyrobach wchodzących w skład partii obróbkowej. Przedstawia to rys. 6.1, na którym
przedstawiono przykład zakładający, że każda kolejna operacja technologiczna jest realizo-
wana na jednym stanowisku produkcyjnym.
Rys. 6.1. Przebieg szeregowy realizacji procesu wytwarzania
Długość cyklu wytwarzania w przebiegu szeregowym określa wzór:
∑
∑
∑
+
+
⋅
=
=
−
=
=
n
i
n
i
n
i
pz
tr
j
obr
sz
W
i
i
i
T
t
t
n
C
1
1
1
1
gdzie:
t
ji
– czas jednostkowy i-tej operacji technologicznej,
T
pzi
– czas przygotowawczo – zakończeniowy i-tej operacji technologicznej,
t
tri
– czas kolejnych operacji transportu,
n
obr
– liczba sztuk w partii obróbkowej.
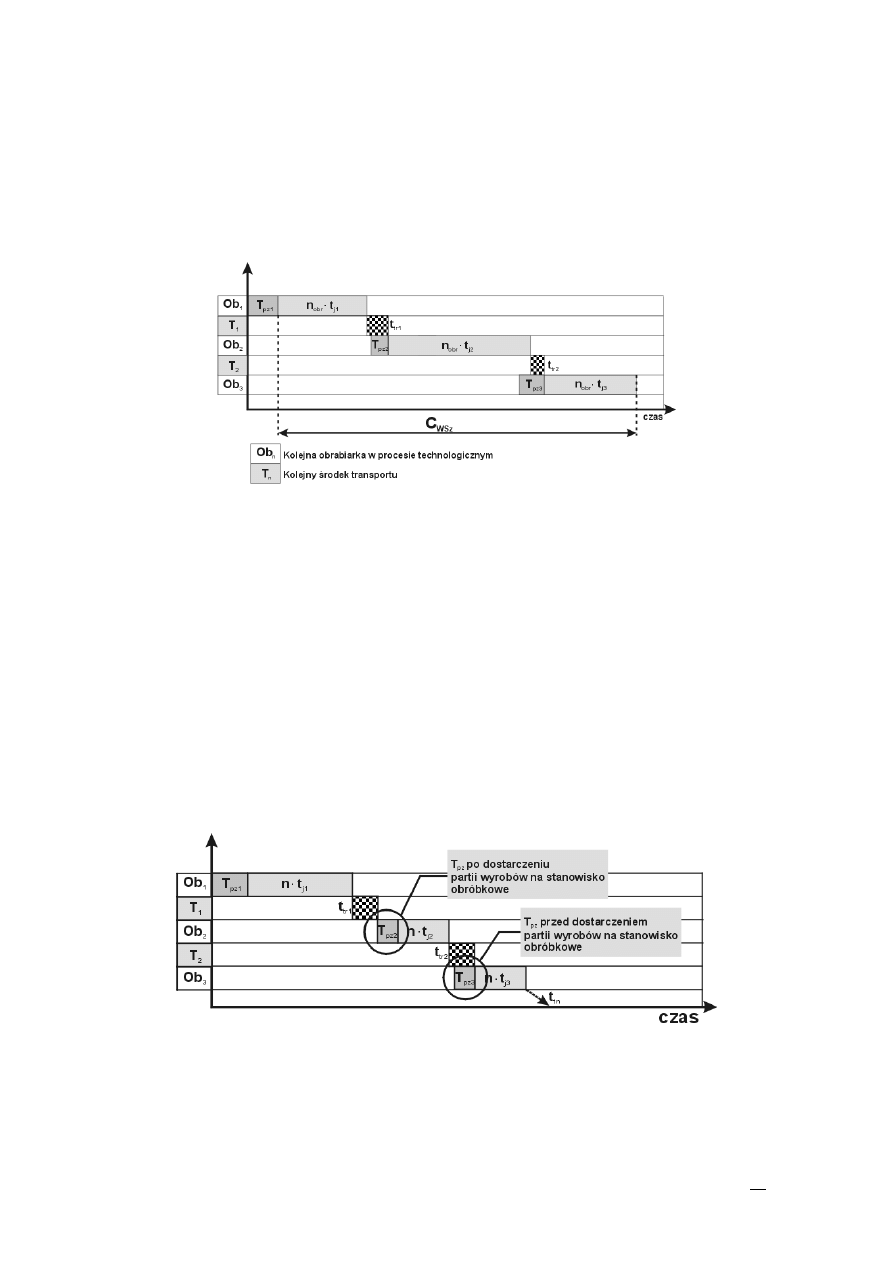
Należy tu wyjaśnić zapis sumy czasów przygotowawczo – zakończeniowych
w nawiasie. Jest to związane z czasem rozpoczęcia wykonywania zadań przygotowawczych
na stanowisku obróbkowym, ponieważ może to nastąpić przed dostarczeniem partii
przedmiotów na stanowisko obróbkowe lub dopiero w chwili jej dostarczenia. Oczywiście
ma to wpływ na długość trwania cyklu wytwarzania, co należy brać pod uwagę przy jego
opracowywaniu (rys.6.2).
Rys. 6.2. Realizacja czasu T
pz
w cyklu wytwarzania
Zagadnienie to odnosi się także do pozostałych metod przebiegu procesu wytwarzania.
32
6.3. Przebieg równoległy procesu wytwarzania
Te rodzaj przebiegu charakteryzuje się przekazywaniem wyrobów lub partii transporto-
wej pomiędzy operacjami natychmiast po wykonaniu operacji poprzedzającej. Przebieg
równoległy przebieg odbywa się zazwyczaj w partiach transportowych, których liczność jest
mniejsza od wielkości partii produkcyjnej. W przebiegu tym dopuszcza się przerwy w pracy
stanowisk roboczych po wykonaniu każdej kolejnej partii transportowej z wyjątkiem naj-
dłuższej operacji, której się nie przerywa (rys. 6.3).
Rys. 6.3. Przebieg równoległy realizacji procesu wytwarzania
Długość cyklu wytwarzania w przebiegu równoległym określa wzór:
(
)
∑
∑
∑
+
⋅
−
+
⋅
=
=
−
=
=
n
i
n
i
n
i
pz
tr
j
tr
obr
j
tr
R
W
i
i
i
T
t
t
n
n
t
n
C
1
1
1
1
max
gdzie:
t
ji
– czas jednostkowy i-tej operacji technologicznej,
t
jmax
– najdłuższy czas jednostkowy operacji wchodzących w skład procesu technologiczne-
go,
T
pzi
– czas przygotowawczo – zakończeniowy i-tej operacji technologicznej,
t
tri
– czas kolejnych operacji transportu,
m
– kolejna operacje w procesie technologicznym,
n
obr
– liczba sztuk w partii obróbkowej,
n
tr
– liczba sztuk w partii transportowej.
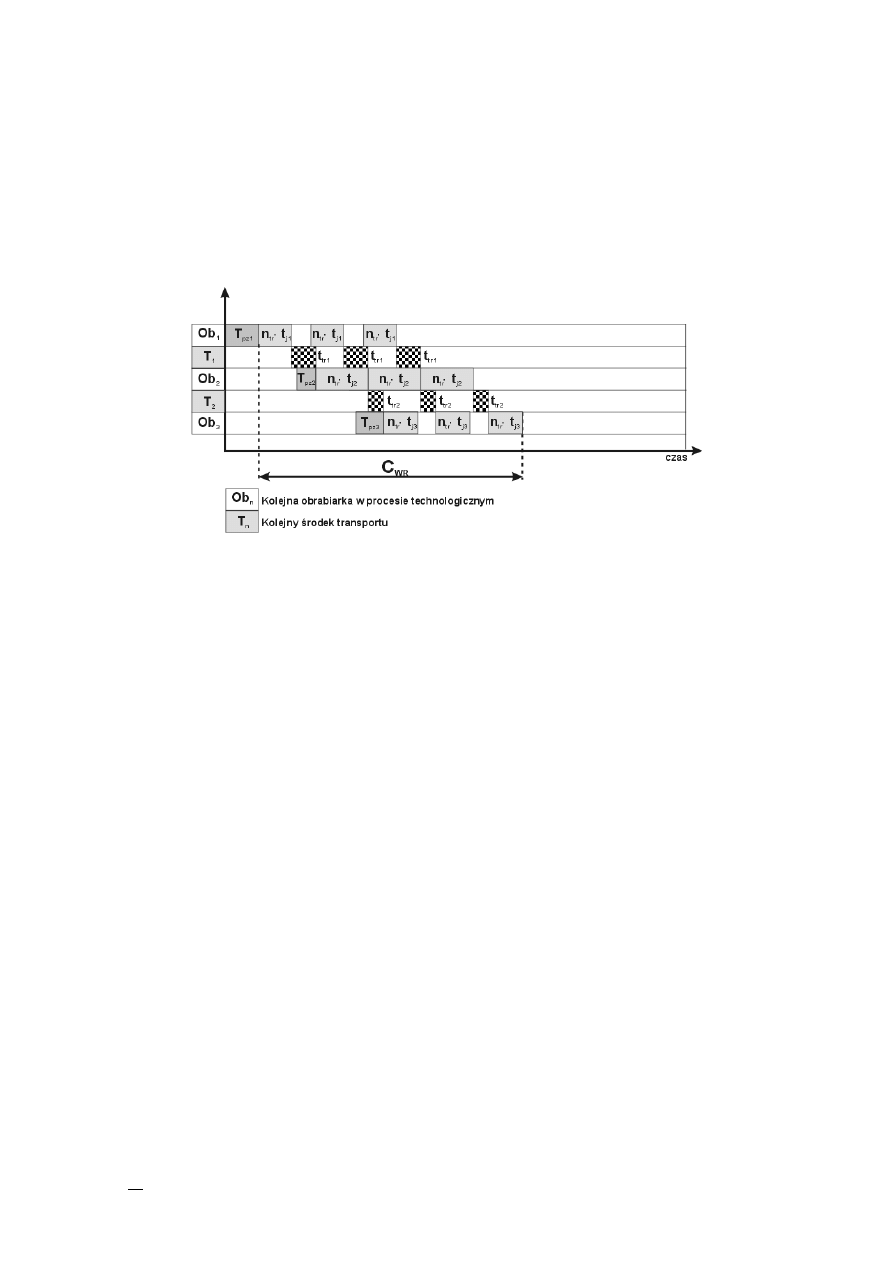
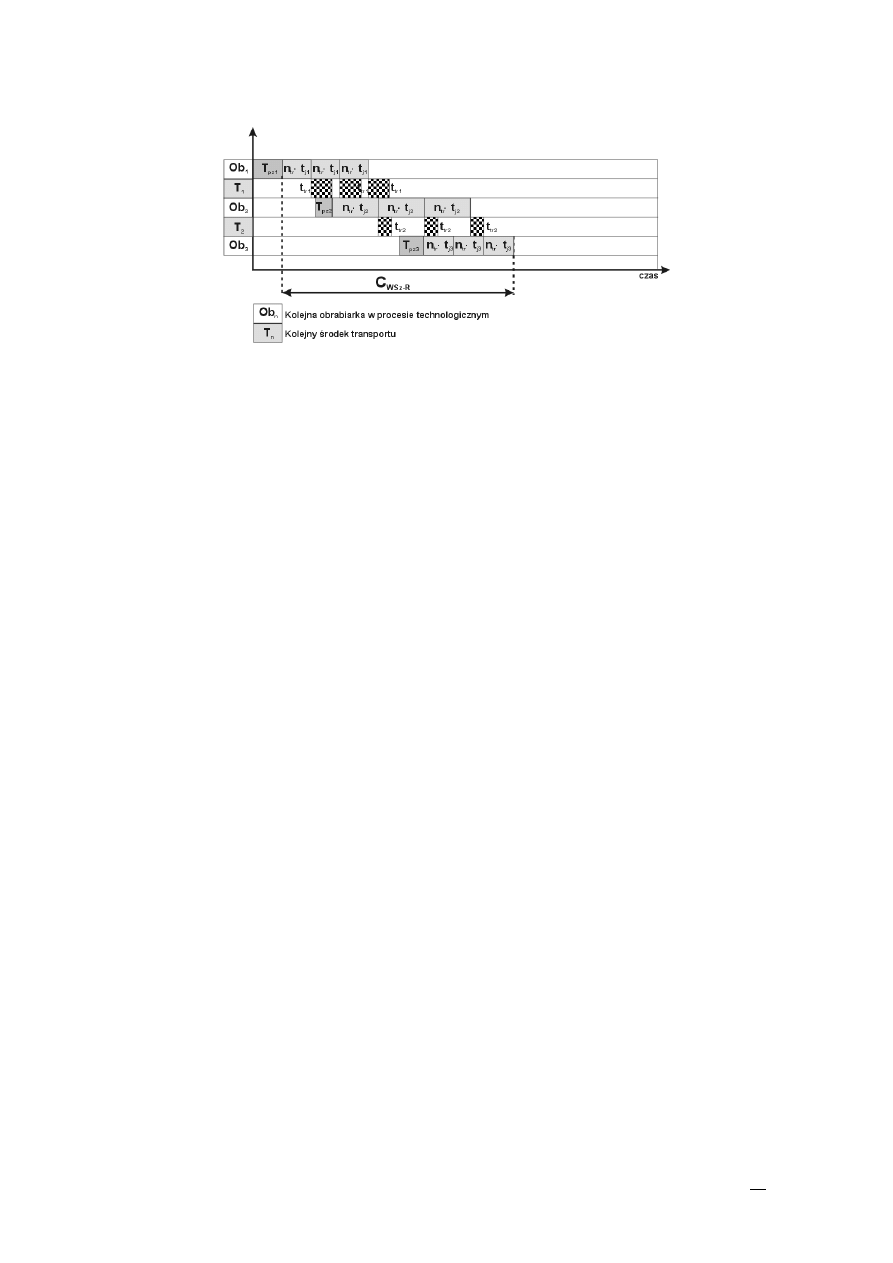
6.4. Przebieg szeregowo – równoległy procesu wytwarzania
Przebieg szeregowo – równoległy stanowi kombinację przebiegów szeregowego i rów-
noległego. Przebieg ten umożliwia skrócenie cyklu wytwarzania w stosunku do przebiegu
szeregowego o czasy, w których poszczególne operacje wykonywane są równolegle a sku-
mulowanie przerw z cyklu równoległego umożliwia lepsze wykorzystanie czasu pracy urzą-
dzeń technologicznych (rys.6.4).
33
Rys. 6.4. Przebieg szeregowo - równoległy realizacji procesu wytwarzania
Długość cyklu wytwarzania w przebiegu szeregowo – równoległym określa wzór:
(
)
∑
∑
∑
+
+
⋅
−
−
⋅
=
=
−
=
=
=
∑
n
i
n
i
n
i
pz
tr
n
i
j
tr
obr
j
obr
SzR
W
i
i
i
T
t
t
n
n
t
n
C
1
1
1
1
1
min
gdzie:
t
ji
– czas jednostkowy i-tej operacji technologicznej,
t
jmin
– czas jednostkowy mniejszy w każdej kolejnej parze porównywanych operacji procesu
technologicznego,
T
pzi
– czas przygotowawczo – zakończeniowy i-tej operacji technologicznej,
t
tri
– czas i-tej operacji transportu,
n
obr
– liczba sztuk w partii obróbkowej,
n
tr
– liczba sztuk w partii transportowej.
Początek każdej operacji ustala się tak, aby zapewnić maksymalną ciągłość obróbki na
poszczególnych stanowiskach produkcyjnych.
•
gdy operacja następna jest krótsza od poprzedniej t
ji
> t
ji+1
to wykonanie ostatniego
przedmiotu (lub partii transportowej) na tej operacji powinno się rozpoczynać natych-
miast po zakończeniu poprzedniej operacji na tym przedmiocie (lub partii transporto-
wej)
•
jeżeli operacja następna jest dłuższa lub równa t
ji
< t
ji+1
to zasadą jest natychmiastowe
przekazanie przedmiotu (lub partii transportowej) na następną operację uzyskując w ten
sposób ciągłość pracy na wszystkich stanowiskach.
Metoda szeregowa realizacji cyklu jest najmniej efektywna. Powinna być eliminowana na
rzecz metody szeregowo – równoległej, a nawet równoległej. Ta ostatnia jest metodą naj-
bardziej efektywną od strony wykorzystania czasu i kapitału, lecz najtrudniejszą do prak-
tycznej realizacji od strony organizacyjnej.
Porównując przedstawione metody organizacji przebiegu procesu wytwarzania wyrobu
można stwierdzić, że:
•
metoda szeregowa cechuje się najdłuższym cyklem wytwarzania, najmniejszą ilością ope-
racji transportowych, dużym stopniem wykorzystania stanowisk produkcyjnych oraz
ciągłością produkcji; metodę te należy stosować w przypadku krótkich czasów operacji
technologicznych, małej liczbie operacji oraz małej wielkości partii produkcyjnej,
•
metoda równoległa cechuje się skróceniem długości cyklu wytwórczego, zwiększona
liczbą operacji transportowych,
•
metoda szeregowo – równoległa cechuje się skróceniem cyklu wytwarzania w porówna-
niu z metoda szeregową, zwiększona częstotliwością operacji technologicznych oraz wy-
sokim stopniem wykorzystania stanowisk produkcyjnych i ciągłością produkcji; stoso-
34
walność tej metody to przypadek w którym występują duże programy produkcji oraz
długie czasy obróbki.
Ten sam wyrób wykonywany według tej samej technologii, może mieć cykl wytwórczy na-
wet wielokrotnie dłuższy w zależności od metody przechodzenia części przez stanowiska
obróbkowe. Czas przerw w procesie wytwarzania należy traktować bardzo indywidualnie,
dzięki temu możliwe jest znalezienie źródeł skrócenia cyklu wytwarzania.
6.5. Wielkość partii transportowej
Realizacja procesu technologicznego w systemie produkcyjnym wymaga przemieszcza-
nia określonej liczby sztuk wyrobów pomiędzy stanowiskami produkcyjnymi, na których są
realizowane kolejne operacje technologiczne. W zależności od przyjętej metody przebiegu
procesu wytwarzania w systemie produkcyjnym transportowi podlegają:
•
partia obróbkowa – przebieg szeregowy,
•
partia transportowa – przebieg równoległy i szeregowo – równoległy.
Podział partii obróbkowej na partie transportowe może być uzależniony od wielu wzglę-
dów dotyczących głównie sposobu organizacji produkcji oraz ograniczeń występujących w
samym systemie produkcyjnym.
Można stwierdzić, że im większa liczba partii transportowych tym zwiększają się możliwo-
ści pełnego wykorzystania zdolności produkcyjnych systemu produkcyjnego w określonym
okresie czasu. Niestety może to spowodować trudności związane z zaplanowaniem procesu
transportu międzystanowiskowego.
Ograniczenia, jakim podlega wyznaczenie liczby partii transportowych mogą wynikać z
dwóch czynników:
•
pojemność magazynów (buforów) przystanowiskowych,
•
nośności środków transportu międzystanowiskowego,
określonych w systemie produkcyjnym.
Wyznaczenie liczności partii transportowych z wykorzystaniem tych dwóch czynników
wymaga znajomości wymiarów gabarytowych oraz masy półwyrobu.
Wyznaczenie liczby sztuk w partii transportowej można wyrazić za pomocą wzorów
uwzględniających:
•
kryterium pojemności magazynów przystanowiskowych
w
B
trM
q
Q
n
=
gdzie:
n
trM
– liczba sztuk półwyrobów w partii transportowej wynikająca z kryterium pojemności
magazynów przystanowiskowych,
Q
B
– dostępna pojemność magazynu przystanowiskowego [m
3
],
q
w
– objętość 1 szt. półwyrobu [m
3
]
•
kryterium transportu
j
w
trT
M
P
n
=
gdzie:
n
trT
– liczba sztuk półwyrobów w partii transportowej wynikająca z kryterium nośności
środków transportu wewnętrznego,
P
w
– nośność środka transportu [kg],
M
j
– masa jednej sztuki półwyrobu [kg]

35
Liczbą sztuk w partii transportowej podlegającą przyjęciu jest maksymalna wartość wyzna-
czona spośród tych dwóch kryteriów.
Liczbę partii transportowych, na jaką można podzielić partią obróbkową można wyznaczyć
z zależności:
tr
obr
tr
n
n
i
=
gdzie:
i
t
– liczba partii transportowych,
n
obr
– liczba sztuk w partii obróbkowej,
n
T
– liczba sztuk w partii transportowej.
Należy zwrócić uwagę na fakt, iż ten tok postępowania jest słuszny przy założeniu, że po-
jemność magazynów przystanowiskowych jest równa. W przeciwnym przypadku determi-
nantem wyznaczenia liczby sztuk w partii transportowej jest magazyn o najmniejszej po-
jemności.
Przy wyznaczaniu liczby partii transportowych należy kierować się zasadą, aby liczności
tych partii była możliwie zbliżona do siebie
6.6. Harmonogramowanie operacyjne
Harmonogramowanie na poziomie planowania operacyjnego pozwala na określenie, ja-
kie zlecenia mają być wykonywane, w jakich terminach i z wykorzystaniem, jakich środków
produkcji (zasobów).
Do opracowania harmonogramu obciążeń stanowisk produkcyjnych
konieczne są informacje odnośnie:
•
programu produkcji wyrobów: liczba sztuk w zleceniu, wielkość partii obróbkowych i
transportowych,
•
struktury procesu technologicznego: kolejność operacji technologicznych, wykorzysty-
wane zasoby produkcyjne, czasy realizacji operacji,
•
struktury procesu wytwarzania: proces technologiczny, operacje pomocnicze (transport
między stanowiskowy, kontrola jakości, itd.).
Harmonogramowanie operacyjne polega na:
•
przyjęcia kolejności umieszczania zleceń produkcyjnych na harmonogramie,
•
umieszczeniu operacji technologicznych na harmonogramie względem siebie wynikają-
cej z marszruty technologicznej danego zlecenia produkcyjnego
Określenie kolejności umieszczania zleceń produkcyjnych na harmonogramie uzyskuje
się na podstawie przyjętych priorytetów. Priorytety są ustalane odnośnie klientów na zlece-
nia produkcyjne (np. wiarygodność klienta), ale także kryteriów optymalizacji harmonogra-
mu produkcyjnego np. minimalne koszty jednostkowe wyrobu, minimalny czas realizacji
zlecenia, itp. Jednak to zagadnienie jest pomijane w opracowaniu (priorytety zostają wska-
zane podczas projektowych zajęć dydaktycznych).
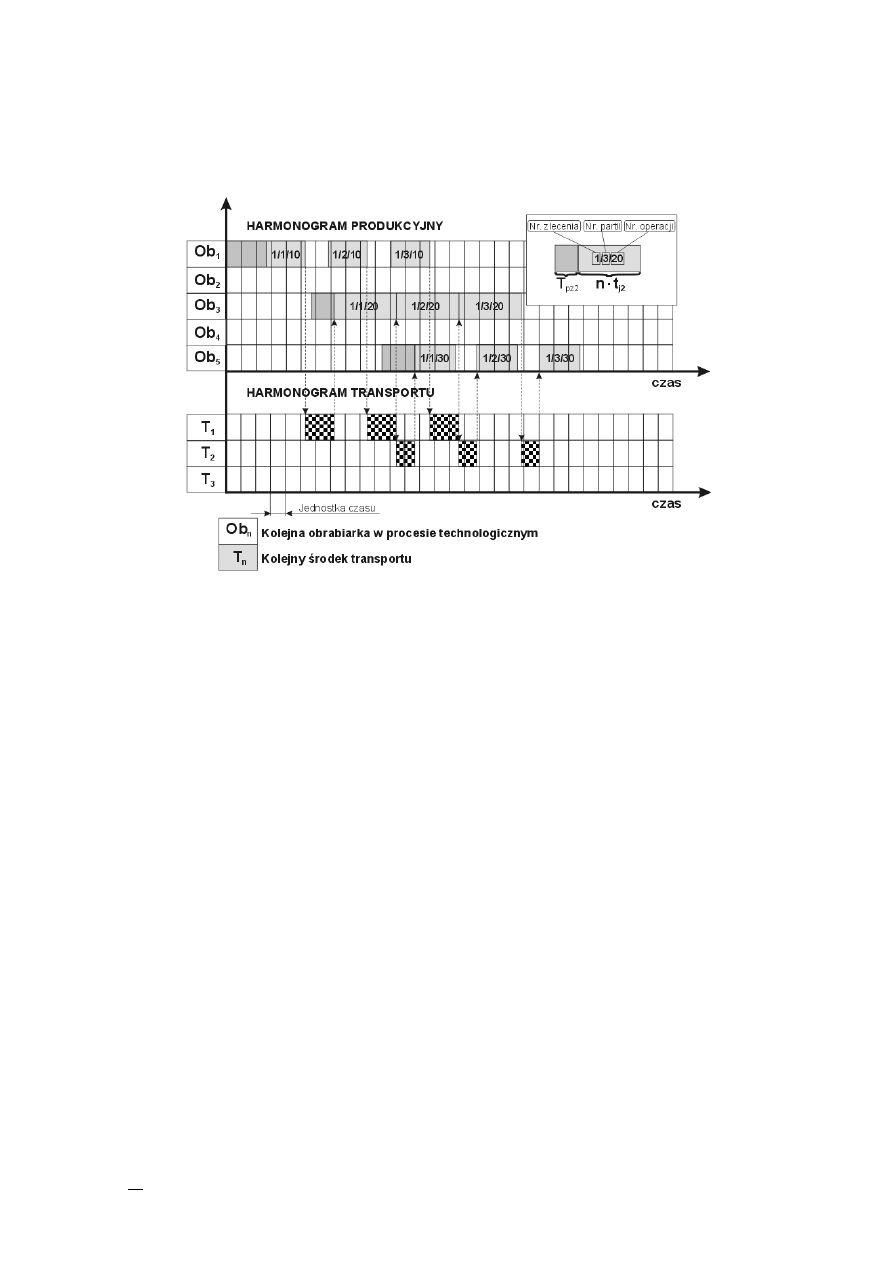
Jedną z powszechnie wykorzystywanych technik tworzenia harmonogramów obciążeń
zasobów w systemie wytwarzania jest harmonogram Gantta. Harmonogram ten sporządza-
ny jest w układzie współrzędnych, gdzie oś x jest osią czasu, natomiast na osi y usytuowane
są zasoby systemu wytwarzania. Oś czasu jest podzielona na jednakowe okresy czasu. W
takim układzie istnieje możliwość przydzielania (przy wykorzystaniu form graficznych) i
kontroli wykonywanych zadań (operacji) do danego zasobu. Operacje najczęściej oznacza-
ne są w postaci „pasków”, których długość odpowiada czasowi realizacji danego zadania.
Na rys. 6.5 przedstawiono przykład budowy harmonogramu Gantta dla planowania obcią-
żeń stanowisk produkcyjnych oraz transportu międzystanowiskowego.
Oczywiście kolejność usytuowania „pasków operacji” na harmonogramie ściśle odzwiercie-
dla strukturę cyklu wytwarzania.
36
Harmonogram operacyjny opracowuje się dla danego okresu czasu. Jego długość oraz
jednostka czasu jest uzależniona przede wszystkim od formy organizacji procesu wytwa-
rzania: rytmicznej, nierytmicznej.
Rys. 6.5. Przykład budowy harmonogramów Gantta
Wytwarzanie nierytmiczne charakteryzuje się brakiem „stałej” postać harmonogramu,
ponieważ jest to niemożliwe ze względu na dużą częstotliwość dopływu zleceń produkcyj-
nych na różne wyroby. Dlatego okres harmonogramowania wynosi zwykle 3-5 dni. Jednak
zaletą harmonogramów Gantta jest możliwość ciągłego uaktualniania przydziału zadań, co
może wynikać np. z napływu następnego zlecenia produkcyjnego, awarii stanowiska pro-
dukcyjnego. Pozwalają także na rozpoznanie jak zmiany wpływają na wykonanie innych
zadań. Oczywiście ma to jedynie sens w przypadku planowania w krótkim okresie czasu
oraz dla niewielkiej liczby zleceń produkcyjnych.
Projektowanie harmonogramu dla wytwarzania rytmicznego odbywa się dla jednego
okresu powtarzalności i tworzony jest tzw. harmonogram wzorcowy, który jest normaty-
wem wytwarzania dla każdego następnego powtórzenia.
Przy projektowaniu harmonogramu występują następujące zjawiska [1]:
•
kolejność układania zleceń produkcyjnych na harmonogramie ma istotny wpływ na wy-
dłużenie cyklu wytwarzania,
•
wskaźnik wydłużenia cyklu wytworzenia danego wyrobu wzrasta w miarę kolejnego
układania zleceń produkcyjnych; zlecenie umieszczone w pierwszej kolejności cechuje
się najmniejszym wskaźnikiem wydłużenia,
•
im większe obciążenie stanowisk produkcyjnych tym wskaźniki wydłużenia cyklu wzra-
stają,
•
pojawia się dylemat podzielić partię produkcyjną czy wydłużyć cykl wytwarzania,
•
zapewnienie ciągłości cyklu wytwarzania (ciągłość pomiędzy poszczególnymi operacja-
mi) powoduje wydłużenie cyklu.
Do oceny wariantów harmonogramów można posłużyć się wskaźnikiem jakości (wy-
dłużenia) harmonogramu dla jednego bądź zbioru zleceń produkcyjnych, obliczonego z
wzoru:
37
∑
∑
=
=
=
n
i
i
wR
n
i
i
wT
h
C
C
W
1
1
gdzie:
W
h
– wskaźnik jakości harmonogramu produkcyjnego,
C
wTi
– teoretyczny cykl wytwarzania i-tego wyrobu,
C
wRi
– rzeczywisty cykl wytworzenia i-tego wyrobu odczytany z harmonogramu.
Wynikiem przeprowadzonego procesu harmonogramowania są obciążenia poszczegól-
nych stanowisk produkcyjnych.
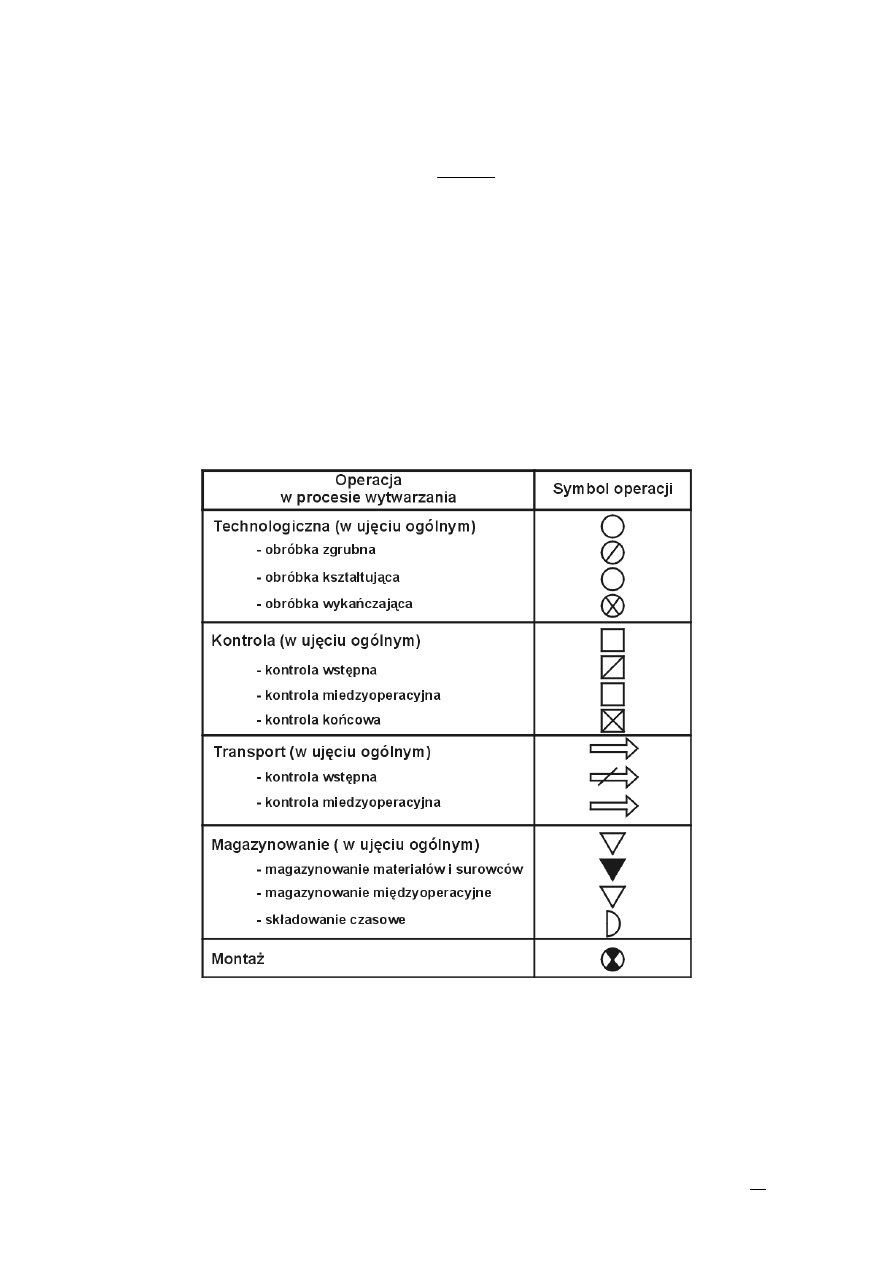
6.7. Schemat struktury procesu wytwarzania
Strukturę procesu wytwarzania można przedstawić wykorzystując symbole reprezentują-
ce poszczególne (operacje) fazy tegoż procesu. W tabeli 6.1 przedstawiono oznaczenia po-
szczególnych operacji wchodzących w skład procesu wytwarzania.
Rys. 6.6. Schematy oznaczeń operacji w procesie wytwarzania [1]
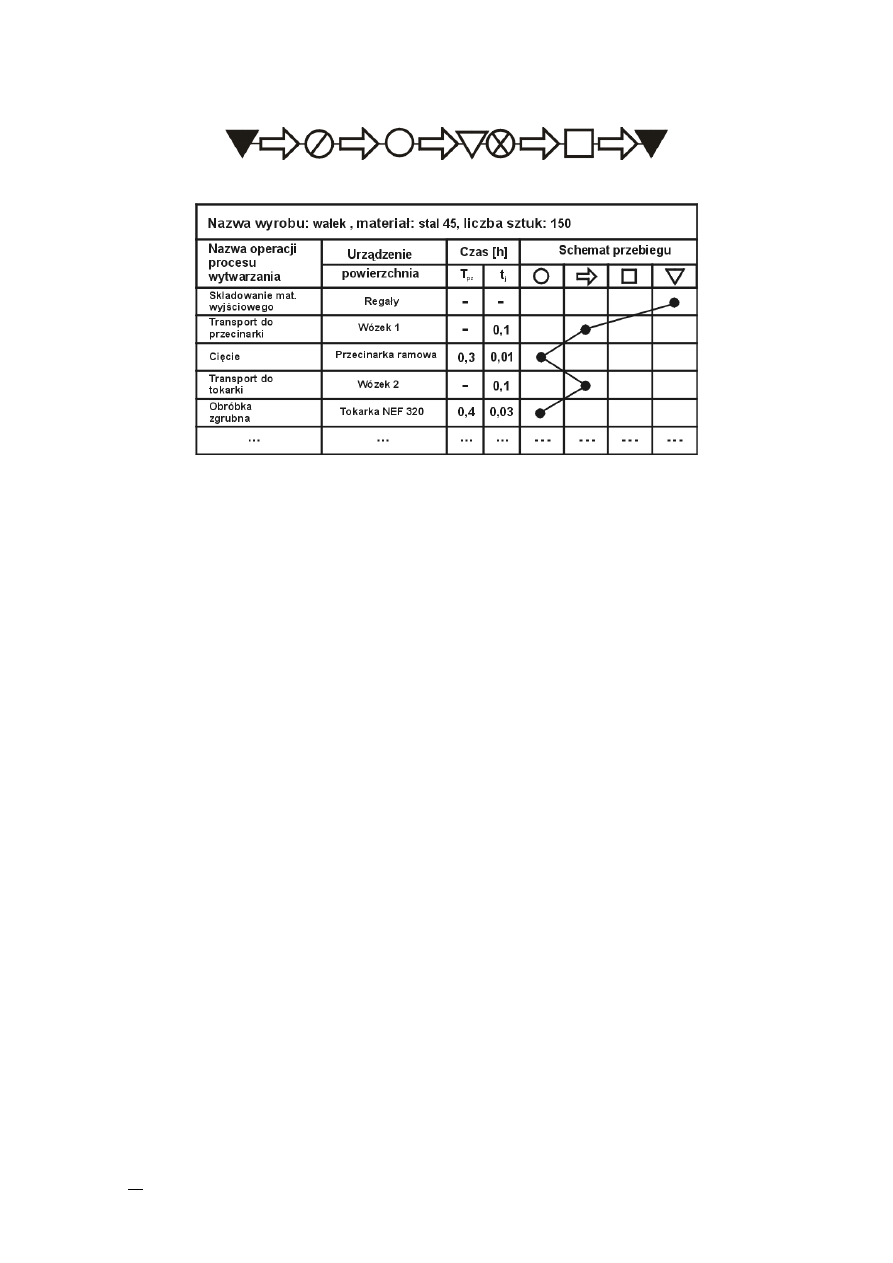
Symbole te są wykorzystywane do analizowania i projektowania struktury procesu wy-
twórczego w skali mikroorganizacyjnej. Polega to na sporządzeniu: schematu strukturalne-
go (rys. 6.7) lub tabeli strukturalnej (rys. 6.8).
38
Rys. 6.7. Struktura procesu wytwarzania wyrobu prostego
Rys. 6.8. Przykład tabeli struktury procesu wytwarzania
Przy czym należy zauważyć, że w przypadku przedstawiania procesu wytwórczego w posta-
ci tabeli strukturalnej wprowadzono pewne uproszczenia odnoszące się do zobrazowania
graficznego poszczególnych rodzajów operacji. Wprowadzono jedynie oznaczenia ogólne
odnoszące się do operacji obróbkowych, transportowych, magazynowych i kontrolnych.
39
7. ANALIZA WYKORZYSTANIA ZDOLNOŚCI PRODUKCYJNYCH
Wykorzystanie zdolności produkcyjnych określa, w jaki stopniu zdolności produkcyjne
systemu wytwarzania bądź jednego z jej zasobów (stanowiska produkcyjnego) w danym
okresie czasu zostały wykorzystane na realizację procesu wytworzenia wyrobów. Analiza
taka pozwala określić efektywne zdolności produkcyjne. Efektywne zdolności produkcyjne
można obliczyć z wzoru:
∑
∑
=
=
=
=
n
j
nm
n
i
wR
p
z
j
i
F
C
G
G
1
1
φ
gdzie:
C
wRi
– cykl rzeczywisty procesu wytwarzania i-tego wyrobu,
F
nmj
– fundusz nominalny j-tej maszyny w systemie produkcyjnym dla danego okresu czasu.
Dla danego stanowiska produkcyjnego wykorzystanie zdolności produkcyjnych w danym
okresie wyraża wzór:
j
ji
i
nm
n
i
j
obr
j
F
t
n
∑
=
⋅
=
1
ϕ
gdzie:
ϕ
j
- współczynnik wykorzystania możliwości produkcyjnych j-tego stanowiska produkcyj-
nego,
F
nmj
– fundusz nominalny czasu j-tej maszyny w danym okresie czasu,
t
jji
– czas jednostkowy operacji technologicznej i-tego wyrobu wykonywanej na j-tym sta-
nowisku produkcyjnym,
n
obri
– liczność partii produkcyjnej i-tego wyrobu.
`Na rys. 6.1 przedstawiono przykład określania danych do wyznaczenia stopnia wyko-
rzystania zdolności produkcyjnych w danym okresie czasu dla danego stanowiska produk-
cyjnego.
Rys. 7.1. Wyznaczanie wykorzystania zdolności produkcyjnych
Dla przedstawienia stopnia wykorzystania zdolności produkcyjnych można sporządzić wy-
kres obciążeń, którego przykład przedstawiono na rys.6.2.
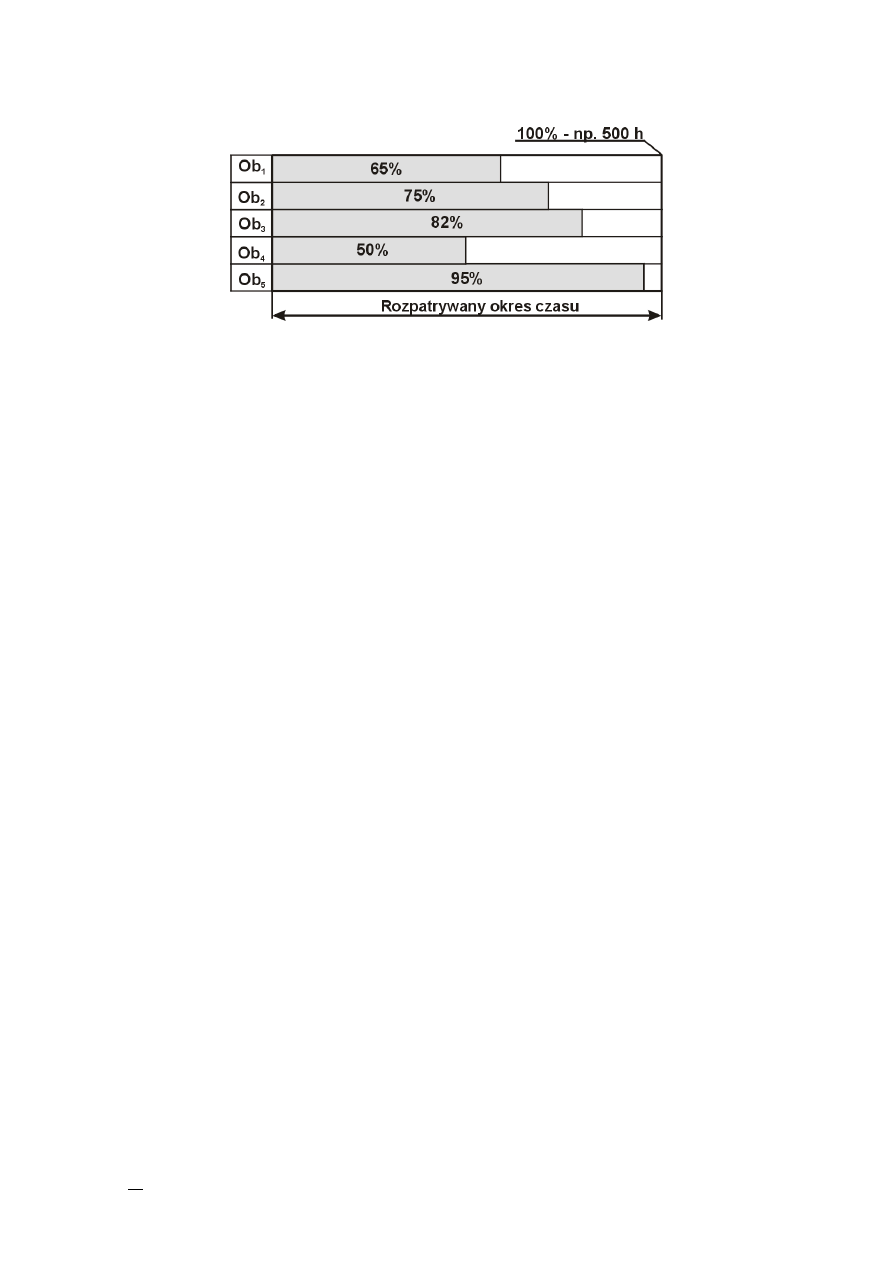
40
Rys. 7.2. Wykres stopnia wykorzystania zdolności produkcyjnych
Analiza zdolności produkcyjnych a w szczególności stopnia ich wykorzystania przez środki
produkcyjne dostarcza cennych informacji, które mogą być pomocne podczas określania
przydatności danego środka produkcji w całym cyklu wytwarzania. Obrabiarka, która tylko
w nieznacznym stopniu wykorzystuje zdolności produkcyjne generuje, bowiem koszty,
których nie można przypisać do wytworzenia żadnego wyrobu.
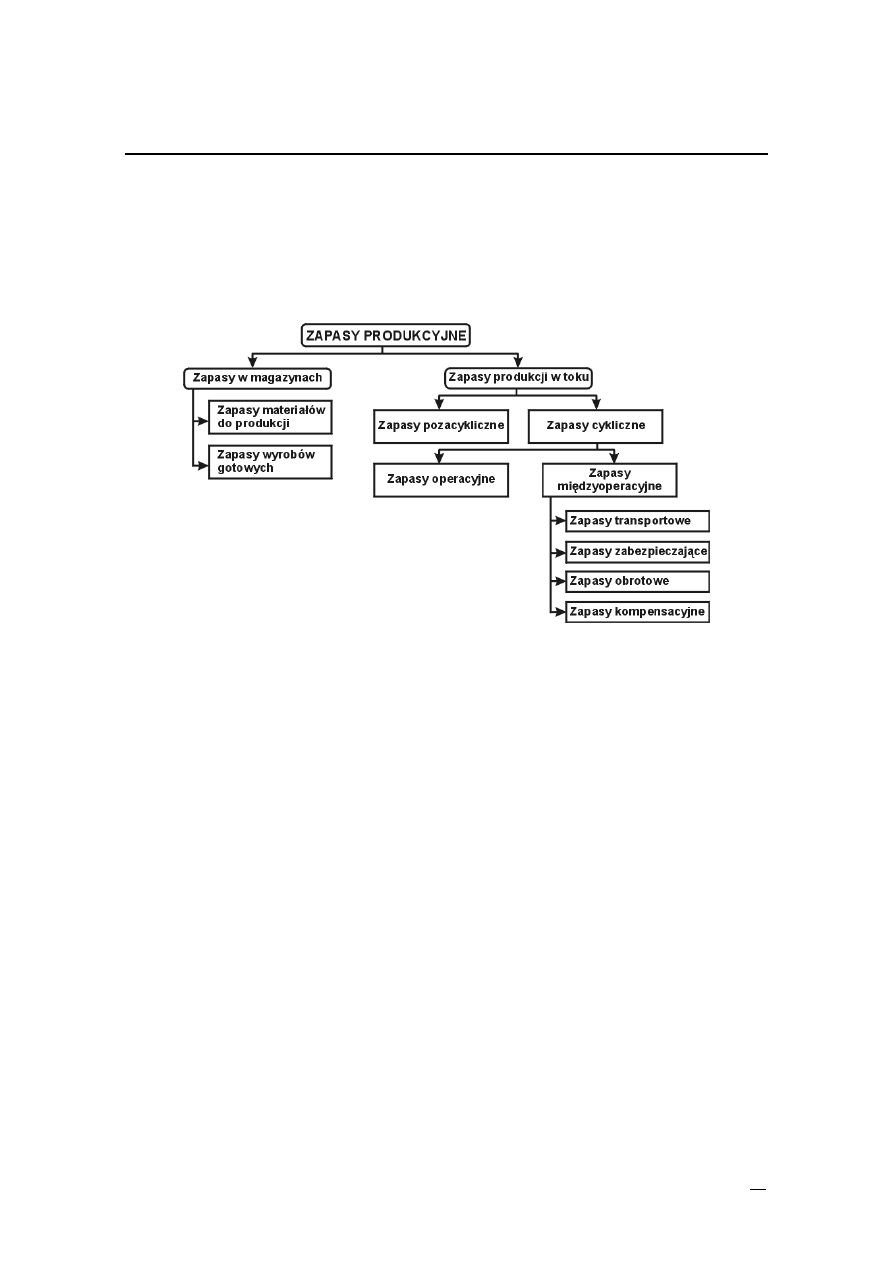
41
8. ZARZĄDZANIE ZAPASAMI PRODUKCYJNYMI
8.1. Struktura zapasów produkcyjnych
Zapasy produkcyjne są to materiały niezbędne do zachowania ciągłości wytwarzania.
Zapasy są związane z faza przedprodukcyjną (zapasy materiałów wejściowych), fazą pro-
dukcyjną (zapasy robót w toku) oraz fazą poprodukcyjna (zapasy wyrobów gotowych)
oczekujące na proces wytwarzania lub w wyroby gotowe przeznaczone do wysyłki. Klasyfi-
kację zapasów produkcyjnych z punktu widzenia kryterium organizacji i zarządzania przed-
stawiono na rys. 8.1:
Rys. 8.1. Podział zapasów produkcyjnych
W systemie produkcyjnym wielkość zapasów jest czynnikiem, który w bardzo dużym
stopniu wpływa na strukturę czasu realizacji zamówienia. Nieodpowiednia wielkość zapa-
sów powoduje tworzenie niepożądanych magazynów (buforów), co ma bezpośredni wpływ
na koszt wyrobu i kapitał przeznaczony na obsługę zlecenia produkcyjnego.
8.2. Zapasy magazynowe materiałów produkcyjnych
Procesy wytwarzania wymagają dostarczenia wielu surowców, półproduktów, materia-
łów i części niezbędnych do wytworzenia wyrobów. Realizacją tych zadań zajmuje się pod-
system zaopatrzenia. Stanowi on połączenie pomiędzy dostawcami i produkcją. Przedmio-
tem zaopatrzenia są towary (surowce, materiały, towary i części nabyte w handlu), które
należy dostarczyć do systemu produkcyjnego, zgodnie z jego zapotrzebowaniem.
Istotny wpływ na koszty zaopatrzenia mają stosowane zasady zewnętrznego zaopatrze-
nia materiałowego. Można wyróżnić dwie zasady, które stawiają inne wymagania planowa-
niu zaopatrzenia.
•
indywidualne zaopatrzenie w razie zapotrzebowania (produkcja bez magazynowania) –
wymagane materiały są dostarczane w chwili wystąpienia zapotrzebowania. Dużą zaletą
jest to, że nie ma potrzeby magazynowania materiałów, wskutek tego bardzo niskie jest
zaangażowanie kapitału i koszty magazynowania. Z drugiej strony mogą wystąpić opóź-
nienia w produkcji wynikające z oczekiwania na nadejście materiału.
•
zaopatrzenie z utrzymywaniem zapasów (produkcja z magazynowaniem) – materiały są
utrzymywane w przedsiębiorstwie w zapasie z przeznaczeniem na pokrycia zapotrzebo-
wania wewnętrznego. W ten sposób przedsiębiorstwo uniezależnia się od zaopatrzenia
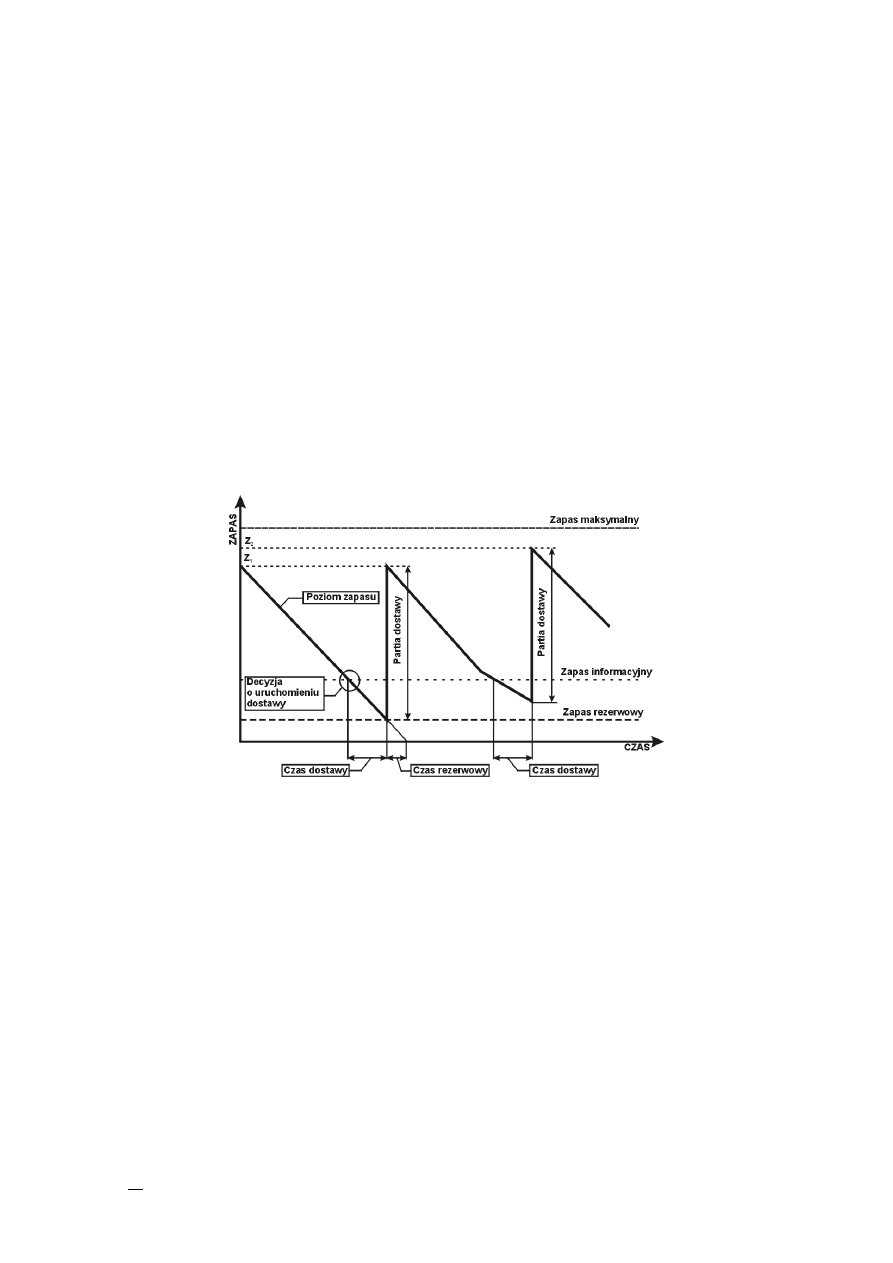
42
zewnętrznego i staje się mniej podatne na opóźnienia dostaw. Powoduje to jednak duże
zaangażowanie kapitału i wyższe koszty magazynowania.
Te dwa rodzaje produkcji z magazynowaniem i bez magazynowania uwidaczniają konflikt
celów. Wymaganiem jest, aby produkcja przebiegała w sposób niezakłócony, a z drugiej
strony by kapitał zaangażowany i koszty magazynowania były minimalne.
Problem przy podejmowaniu decyzji o uzupełnieniu zapasów polega na tym, żeby określić
czas i wielkość zamówienia, aby w ten sposób zminimalizować koszty zapasów magazyno-
wych a jednocześnie zapewnić ciągłość produkcji.
8.3. System pracy magazynu
Sterowanie pracą magazynu może odbywać się według dwóch metod:
•
zapasu informacyjnego,
•
stałego cyklu dostaw.
Sterowanie według zapasu informacyjnego w magazynie
– polega na bieżącym ob-
serwowaniu rzeczywistego stanu zapasu w magazynie, porównywaniu go z normatywnymi
poziomami i w zależności od relacji między nimi podejmowaniu decyzji o uruchomieniu
partii dostaw. Rysunek 7.2 przedstawia schemat pracy magazynu według tej metody.
Rys. 8.2. Model pracy magazynu według zapasu informacyjnego
Schemat pracy magazynu jest następujący. W chwili rozpoczęcia cyklu wytwarzania poziom
zapasów określa stan Z
1
. Trwanie cyklu wytwarzania powoduje pomniejszanie stanu zapa-
sów, aż do chwili, gdy osiągnie on poziom zapasu informacyjnego. Powoduje to podjęcie
decyzji o przygotowaniu zamówienia, a złożenie zamówienia u dostawcy następuje po cza-
sie związanym z przygotowaniem dokumentacji dostawy. Elementami tego modelu pracy
są:
•
zapas maksymalny – wynika z pojemności magazynu,
•
stan zapasu informacyjnego – osiągnięcie tego stanu powoduje podjęcie przygotowań
dostawy (dokumentacja),
•
czas dostawy (uzgodniony z dostawcą),
•
zapas rezerwowy – ma zapewnić normalna pracę przedsiębiorstwa pomimo zakłóceń
jakie mogą wystąpić. Zakłóceniami mogą być: opóźnienia dostawy, wahania zapotrze-
bowania, występujące braki w dostawach lub produkcji..
Sterowanie pracą magazynu według stałego rytmu dostaw
– polega na ustaleniu
względnie stałego rytmu partii dostaw, według którego zostają określone wzorcowe termi-
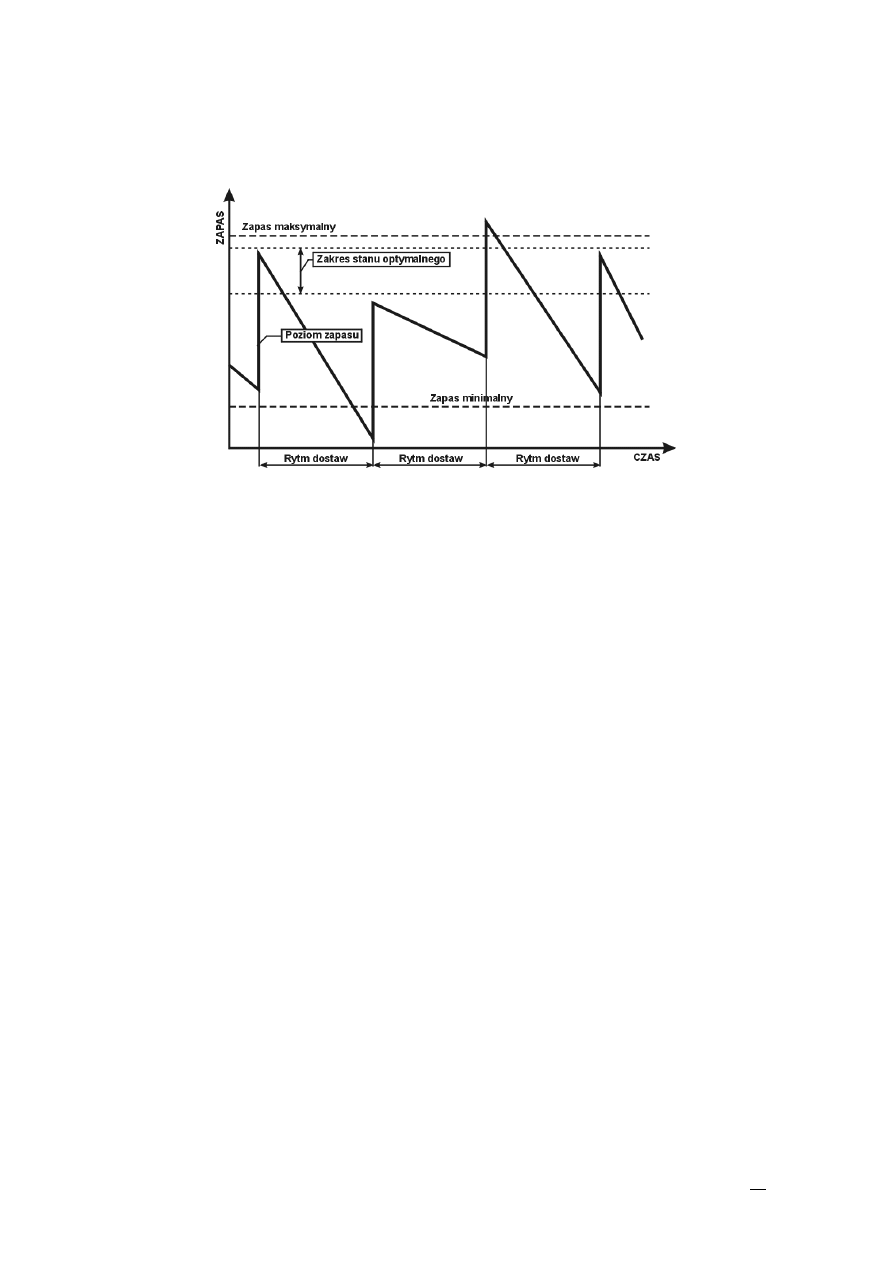
43
ny kontroli stanu zapasu w magazynie, a tym samy wzorcowe terminy dostaw. Jest to tak
zwane zapotrzebowanie okresowe. Model pracy magazynu według tej metody przedsta-
wiono na rys. 7.3.
Rys. 8.3.Model pracy magazynu ze względu na stały rytm dostaw
Schemat pracy magazynu polega na takim ustaleniu stałego rytmu dostaw, aby poziom za-
pasów wynikający z trwania cyklu wytwarzania znajdował się po dokonaniu dostawy w za-
kresie stanu optymalnego. Ten model pracy magazynu może być wykorzystywany w proce-
sach wytwórczych powodujących stałe tempo zużycia zapasów produkcyjnych. W przeciw-
nym przypadku (zmienne tempo zużycia), może to być powodem częstego przekraczania
stanu zapasów maksymalnych i minimalnych uniemożliwiających poprawne funkcjonowa-
nie magazynu, a także zakłócenia w procesie wytwarzania.
8.4. Partia dostaw materiałów
W procesie zamawiania ważną decyzją jest ilość zamawianych materiałów, którą może
być wielkość partii. Przy określaniu wielkości zamówienia należy rozwiązać typowy dla logi-
styki konflikt celów. Wielkość zaangażowania kapitału i związanych z tym kosztów maga-
zynowania zależy od wielkości zamówienia. W przypadku dużych zapasów magazynowych
powstają wysokie koszty magazynowania, natomiast niskie koszty zamawiania. Przy małej
ilości partii powstają niskie koszty magazynowania przy dużych kosztach zamawiania.
Przy ustalaniu wielkości partii dostaw korzysta się z poniższych modeli.
„Partia na partię”
– zamawiana jest taka ilość materiałów, na którą jest zapotrzebowanie
w danym okresie,
Partia zapewniająca stały rytm dostaw
–przyjmuje się ilość dostaw w danym okresie, z
której wynika wielkość partii dostaw gwarantujących osiągnięcie wymaganego całkowitego
zapotrzebowania w tym okresie.
Stała wielkość zamówienia
– zamówieniu podlega zawsze taka sama ilość materiałów
może wynikać z: przesłanek technologiczno – technicznych i organizacyjnych takich jak np.
optymalne wykorzystanie środka transportu; ekonomicznej wielkości zamówienia.
Ekonomiczna
wielkość
partii
dostaw
–
określana
jest
dla
przypadku,
w którym suma koszty magazynowania i zakupu jest najmniejsza, wtedy wielkość zamówie-
nia jest optymalna. Zależność tę przedstawiono na rys.8.4:
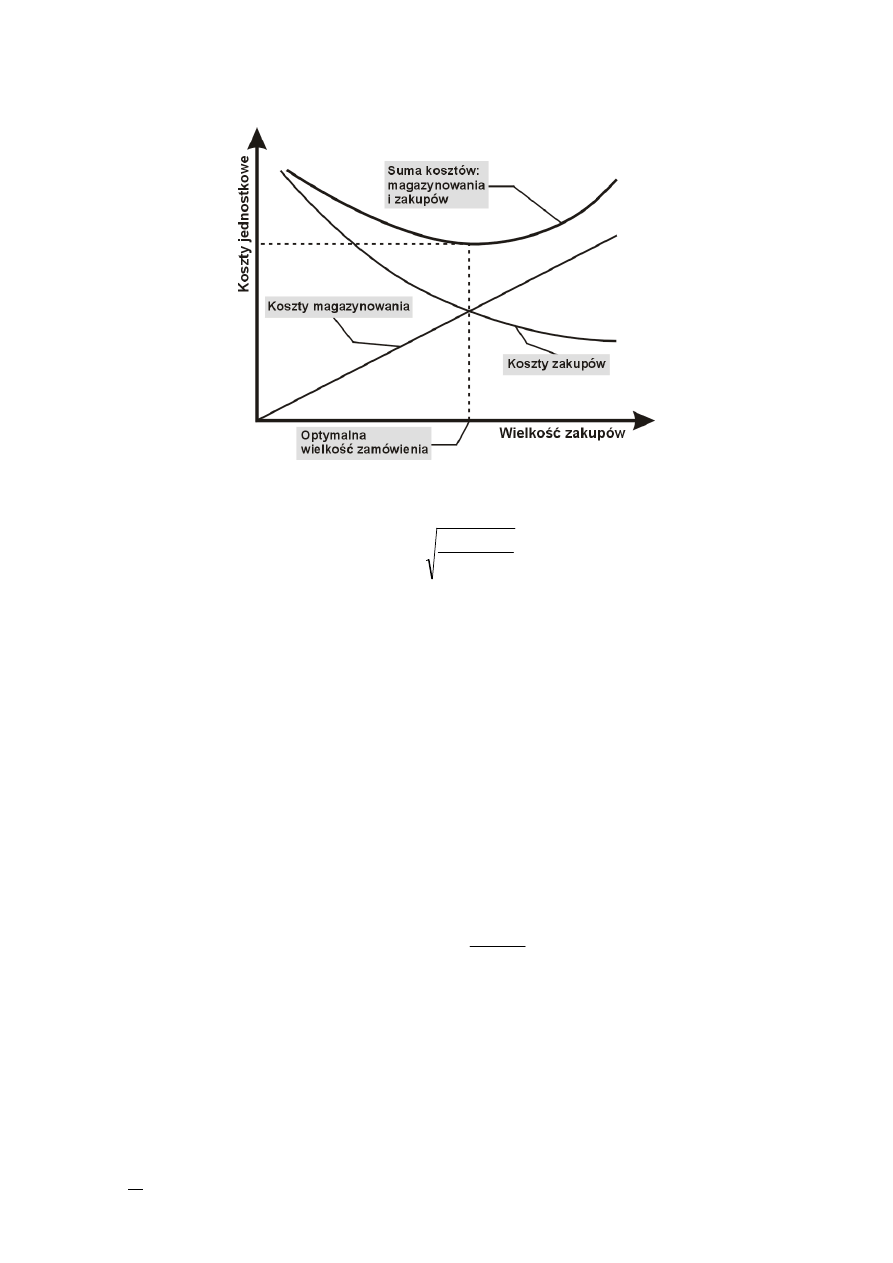
44
Rys. 8.4. Optymalna wielkość zamówień
Dla wyliczenia ekonomicznej wielkości partii dostaw stosuje się następującą regułę [11]:
mag
zak
dost
k
K
Z
n
⋅
⋅
=
2
gdzie:
Z
– zapotrzebowanie danego okresu,
K
zak
– koszt zakupu na jedno zamówienie,
k
mag
– koszt jednostkowy (na sztukę i okres czasu) magazynowania.
Optymalna wielkość zamówienia może mieć duże znaczenie w przedsiębiorstwach, po-
nieważ dzięki uwzględnieniu tej wielkości można obniżać koszty w dziale zaopatrzenia i w
magazynie.
Okresowa wielkość partii dostaw
Wyznaczenie wielkości partii dostaw pokrywającej zapotrzebowanie na materiały w da-
nym okresie polega na poszukiwaniu okresów zapotrzebowania, które powinny być połą-
czone w jedno zamówienie z punktu widzenia kryterium kosztów magazynowania oraz
ponownego zamówienia.
Procedura polega na porównywaniu kosztów zakupów materiałów dla kolejnych n okresów
z kosztami zakupu dla następnych n+1 okresów. Procedurę kontynuuje się do momentu, aż
korzystniej jest dokonać zakupu dla n okresów niż dla n+1 okresów. Wyraża to wzór [10]:
mag
zam
n
K
K
Z
n
n
⋅
〉
⋅
+
+
2
)
1
(
1
gdzie:
K
zam
– koszt zamówienia,
K
mag
– koszt magazynowania dla okresu n,
Z
n+1
– zapotrzebowanie w okresie n+1.
Na rysunku 8.5 przedstawiono algorytm obrazujący przedstawiona procedurę.
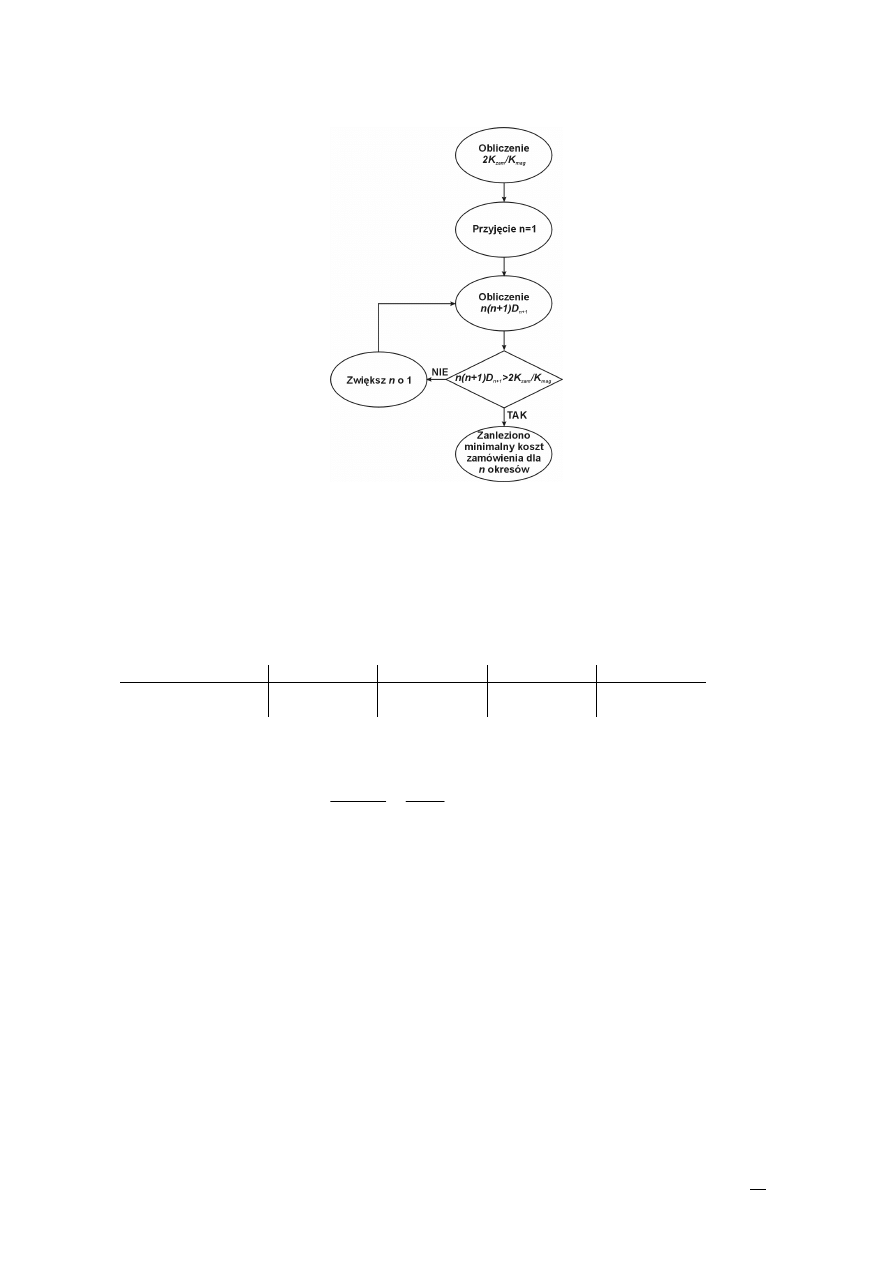
45
Rys. 8.5. Algorytm obliczania partii dostaw [10]
W celu przedstawienia tej procedury poniżej zaprezentowano przykład.
Przykład
Dane: Całkowite koszty zamówienia i ich dostarczenia wynoszą K
zam
= 90 zł, koszty maga-
zynowania wynoszą K
mag
= 4 zł tygodniowo na sztukę. Zapotrzebowanie na materiał w da-
nym tygodniu przedstawiono poniżej.
Tydzień
1
2
3
4
Zapotrzebowanie
D [szt.]
1
3
5
8
W celu określenia terminów i ilości zamawianych materiałów należy:
•
obliczyć
45
4
90
2
2
=
⋅
=
⋅
mag
zam
K
K
[szt./tydz.]
•
przyjąć n = 1 i obliczyć
6
3
2
1
)
1
(
1
=
⋅
⋅
=
⋅
+
+
n
D
n
n
[szt.tydz.]
wartość ta jest mniejsza od wartości 45, nie ma minimum.
•
przyjmuje się n = 2 i oblicza dalej:
30
5
3
2
)
1
(
1
=
⋅
⋅
=
⋅
+
+
n
D
n
n
[szt.tydz.]
nadal ta wartość jest mniejsza od 45,
•
przyjmuje się n = 3
96
8
4
3
)
1
(
1
=
⋅
⋅
=
⋅
+
+
n
D
n
n
[szt.tydz.]
jest to wartość większa od 45 i znaleziony został minimalny koszt. Oznacza to, że na po-
czątku pierwszego tygodnia należy zaplanować dostawę.
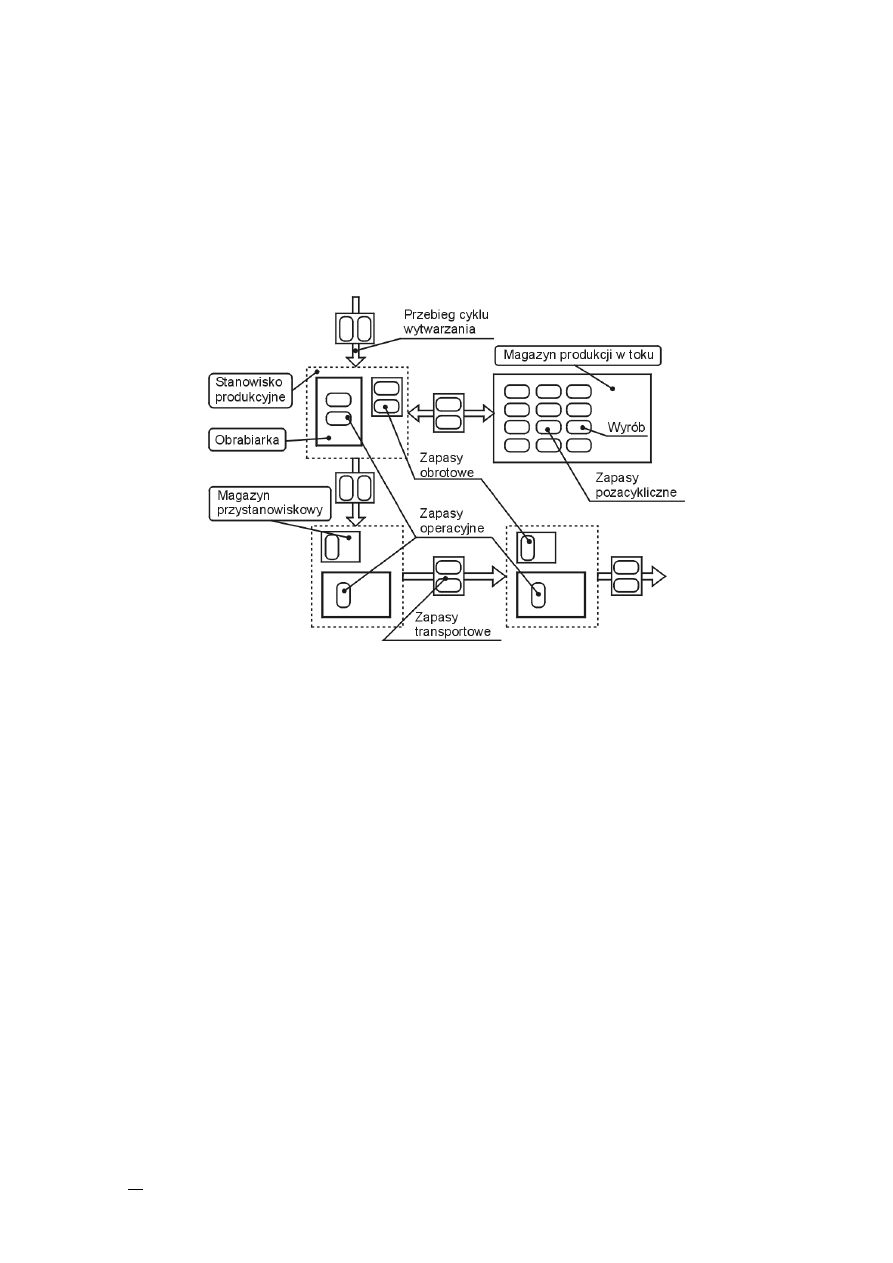
46
W celu kontynuowania analizy dla następnych tygodni należy przyjąć, że każde nowe obli-
czenia rozpoczyna się od wartości n = 1.
8.5. Zapasy produkcji w toku
Zapasy produkcji w toku obejmują całość strumienia produkcji od momentu pobrania z
magazynu materiałów produkcyjnych do chwili przekazania wyrobu finalnego do magazynu
wyrobów gotowych. Dzielą się na zapasy pozacykliczne oraz cykliczne (rys.8.6).
Rys. 8.6. Zapasy produkcji w toku
A. Zapasy pozacykliczne
– są to wyroby będące aktualnie poza przebiegiem procesu wy-
twarzania. Stanowią je wyroby oczekujące na obróbkę w magazynie produkcji w toku.
B. Zapasy cykliczne
– obejmują wyrobu aktualnie znajdujące się w procesie wytwarzania.
Ich źródłem jest organizacja całego przebiegu procesu wytwarzania i jest ściśle związany z
długością cyklu wytwarzania, co wyraża wzór:
i
i
i
g
w
c
z
C
Z
⋅
=
gdzie:
Z
ci
– zapas cykliczny w procesie wytwarzania i-tego wyrobu,
C
wi
– długość cyklu wytwarzania i-tego wyrobu,
z
gi
– zadanie godzinowe dla i-tego wyrobu.
Ze względu na aktualne miejsce przebywania zapasy cykliczne można podzielić na:
Zapasy operacyjne (wewnątrzkomórkowe)
– zwane także technologicznymi to prze-
ciętna liczba wyrobów/półwyrobów znajdujących aktualnie w obróbce na stanowiskach
produkcyjnych (wyroby zamocowane na urządzeniu produkcyjnym),
Zapasy międzyoperacyjne
– to części i półwyroby znajdujące się w transporcie i na skła-
dowiskach międzyoperacyjnych. Składają się na nie:
•
zapas obrotowy – wynikający z braku synchronizacji pomiędzy stanowiskami produk-
cyjnymi wykonującymi kolejno następującymi po sobie operacjami procesu technolo-
gicznego. Wielkość tego zapasu jest uzależniony od czasu trwania tych operacji oraz ich
wzajemnego usytuowania w cyklu wytwarzania
Zapas obrotowy można obliczyć z wzoru ogólnego:
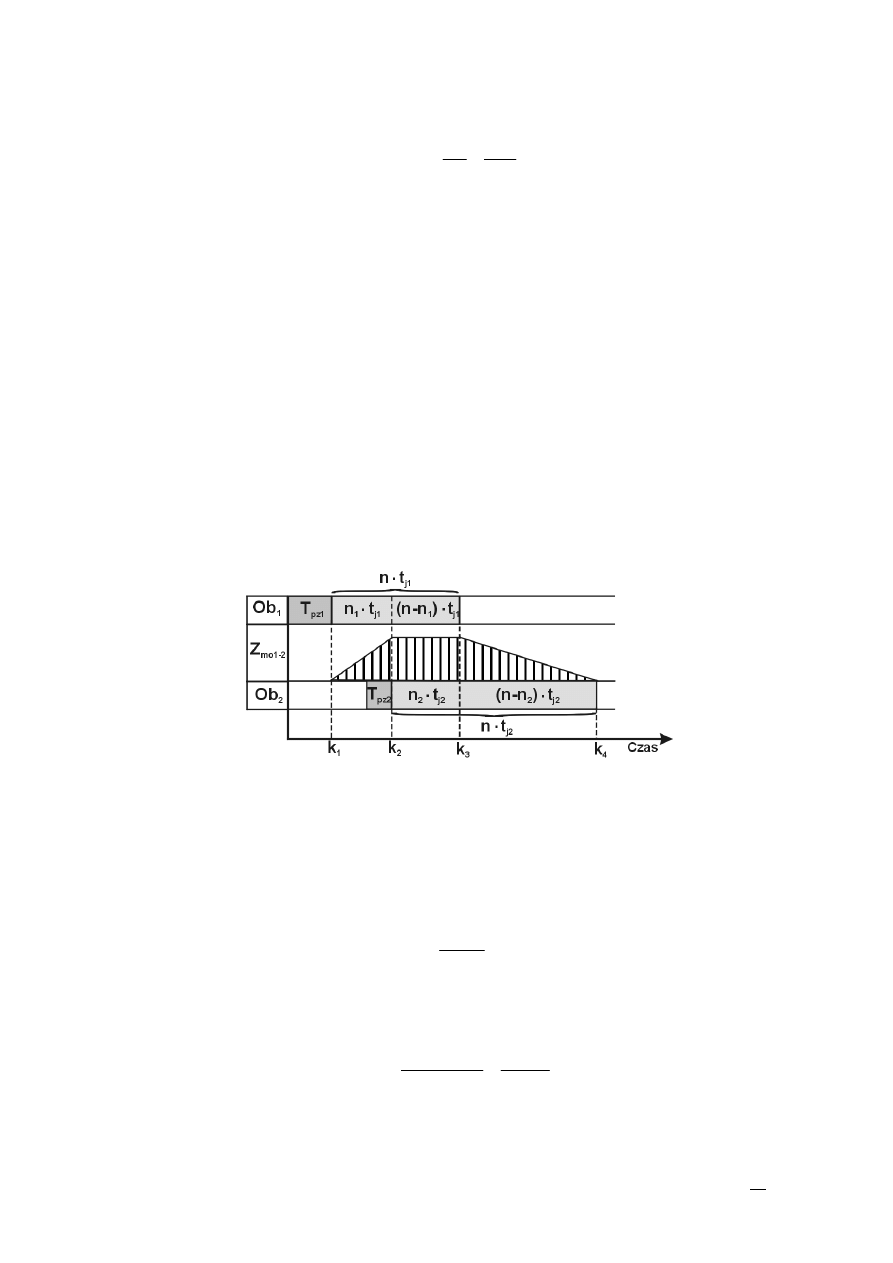
47
k
o
ji
o
ji
d
ji
d
ji
k
mo
t
T
t
T
Z
−
=
+
+
1
1
gdzie:
Z
mok
– zapas obrotowy pomiędzy dwoma stanowiskami produkcyjnym wykonującymi
kolejno po sobie następujące operacje technologiczne w danej chwili czasu k,
d
ji
T
– czas związany z wykonaniem i-tej operacji technologicznej na n-sztukach wyro-
bów do chwili czasu k na stanowisku dostarczającym,
o
ji
T
1
+
– czas związany z wykonaniem i+1 operacji technologicznej na n-sztukach wyro-
bów do chwili czasu k na stanowisku odbierającym,
d
ji
t
– czas jednostkowy wykonania i-tej operacji technologicznej na stanowisku produk-
cyjnym dostarczającym,
o
ji
t
1
+
– czas jednostkowy wykonania i+1 operacji technologicznej na stanowisku produk-
cyjnym odbierającym.
Obliczanie zapasów międzyoperacyjnego obrotowego służy do określenia wymaganej
powierzchni odkładczej na stanowisku produkcyjnym.
Na rys. 8.7 przedstawiono przykład kształtowania się zapasów międzyoperacyjnych
pomiędzy dwoma stanowiskami produkcyjnymi wykonującymi kolejne operacje techno-
logiczne.
Rys. 8.7. Przykład zapasów międzyoperacyjnych pomiędzy dwoma stanowiskami produkcyjnymi
Rozpatrując kolejno chwile czasu k otrzymujemy następujące wartości zapasów między-
operacyjnych obrotowych.
W chwili k
1
następuje rozpoczęcie wykonywania operacji 1 na stanowisku Ob
1
zapas ten
wynosi zero. W chwili czasu k
2
rozpoczyna się wykonywanie operacji 2 na stanowisku
Ob
2
, do tego czasu wykonano na stanowisku Ob
1
wyrobów w ilości n
1
. Zapas między-
operacyjny wynosi:
2
2
0
1
1
1
k
j
j
k
mo
t
t
n
Z
−
⋅
=
Dla k
3
w której następuje zakończenie wykonywania operacji 1 dla n sztuk wyrobów, zapas
wynosi:
(
)
3
3
2
2
2
1
1
1
k
j
j
j
j
k
mo
t
t
n
t
t
n
n
Z
⋅
−
⋅
−
=

48
W chwili k
4
następuje zakończenie wykonywania operacji 2 na stanowisku Ob
2
i zapas
miedzy operacyjny ponownie przyjmuje wartość zerową.
•
zapas transportowy – obejmuje części i półwyroby znajdujące się aktualnie
w transporcie,
•
zapas zabezpieczający – stanowi pewną rezerwę części i półwyrobów znajdujących się
na stanowisku obróbkowym w przypadku zaistnienia nieprzewidzianych zakłóceń (braki
narzędzi obróbkowych, braki materiałów, nieobecności obsługi na stanowisku obrób-
kowym).
•
zapas kompensacyjny – stanowi części i półwyroby będące na stanowiskach odkładczych
służące do wyrównywania okresowych zmian wydajności pracy.
W przypadku zapasów produkcji w toku celem powinno być utrzymywanie takiego ich
poziomu minimalnego, który jest konieczny do zachowania ciągłości wytwarzania. Wysoki
poziom tych zapasów powoduje, że zajmują one dużą powierzchnię przy stanowiskach
obróbkowych. Wreszcie wysoki ich poziom powoduje zamrożenie kapitału obrotowego
przedsiębiorstwa, który mógłby przynosić zyski w innych obszarach.
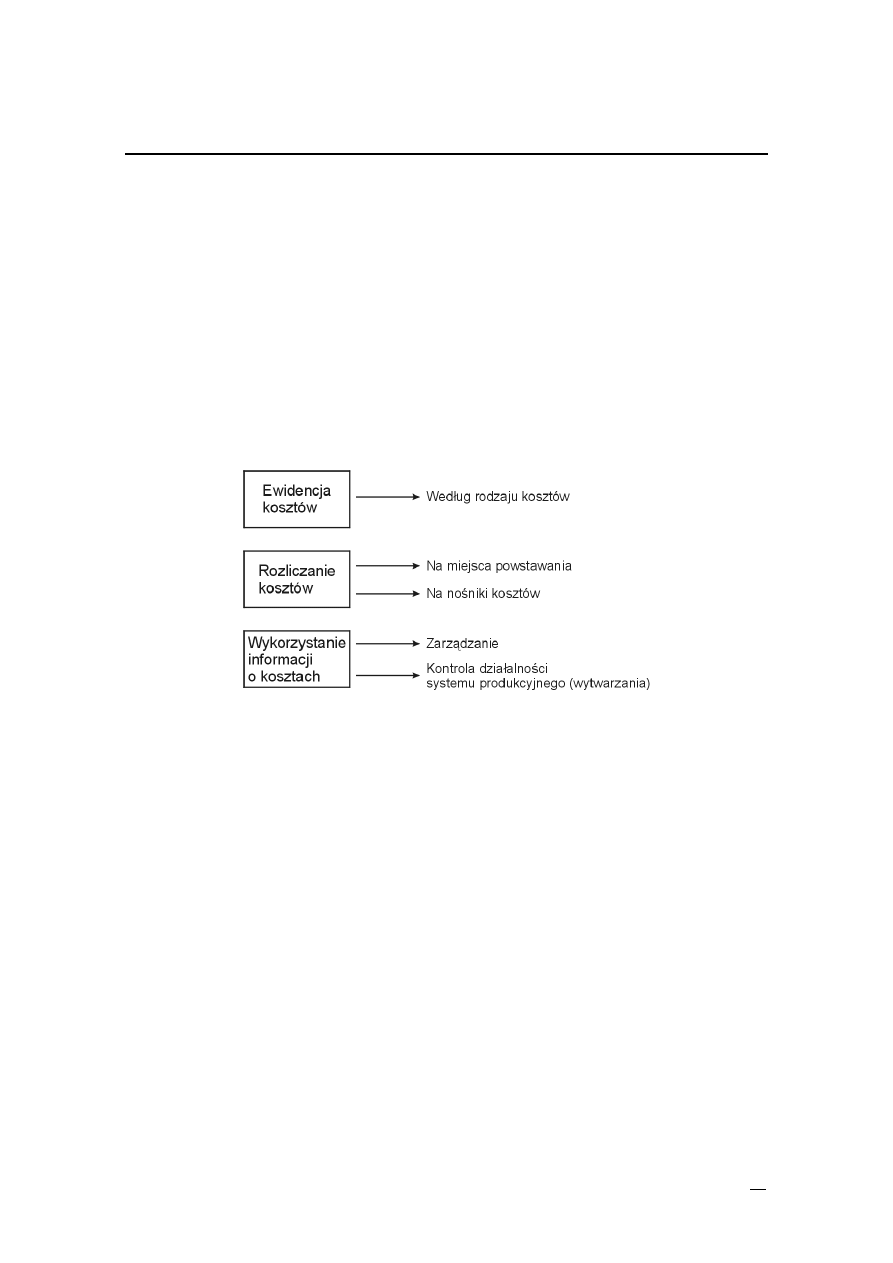
49
9. RACHUNEK KOSZTÓW WYTWARZANIA
9.1. Zadania rachunku kosztów
Zadaniem rachunku kosztów jest ilościowa i wartościowa ewidencja, rozdział kosztów
powstających w wyniku funkcjonowania systemu produkcyjnego (wytwarzania).
Rachunek kosztów odnosi się do trzech obszarów:
•
rodzajowy rachunek kosztów – ewidencja ponoszonych lub poniesionych kosztów wg
rodzajów,
•
rachunek kosztów wg miejsc powstawania – rozliczenie kosztów na miejsca ich po-
wstawania,
•
rachunek kosztów wg nośników (obiektów) – obliczenie wielkości kosztów przypadają-
cych na wyrób, zlecenie produkcyjne.
Rachunek kosztów przeprowadzany jest według etapów (rys.9.1 [11]):
•
ewidencja kosztów – informacje o wartościach kosztów,
•
rozliczenie kosztów – kalkulacja kosztów,
•
wykorzystanie informacji o kosztach.
Rys. 9.1. Etapy rachunku kosztów
Celem przeprowadzenia rachunku kosztów jest okresowa lub odnoszona do nośnika kosz-
tów ewidencja kosztów powstałych podczas realizacji procesów wytwarzania bądź plano-
wania kosztów związanych z realizacją zleceń produkcyjnych.
W związku z tym rachunek kosztów może dotyczyć kosztów:
•
planowanych (przyszłych, ex ante) – przewidywane koszty na podstawie planowanych
cen, eksploatacji zasobów oraz wskaźników; na tej podstawie są opracowywane kalkula-
cje ofertowe,
•
przeszłych (poniesionych, ex post) – koszty rzeczywiście poniesione w pewnym okresie
czasu; wykorzystywane kalkulacja wynikowa (sprawozdawczości).
Podstawowe kryteria podziału rodzajów kosztów to:
•
koszty bezpośrednie – wszystkie koszty, które można bezpośrednio przyporządkować do
danego nośnika (wyrób, zlecenie),
•
koszty pośrednie – koszty, których nie można na pomocą dowodów księgowych przypi-
sać bezpośrednio do wyrobu bądź zlecenia produkcyjnego. W związku
z tym rozliczane są pośrednio na wyroby za pomocą kluczy rozdziału.
W opracowaniu zagadnienia rachunku kosztów odniesiono tylko do systemu wytwarzania
rachunek realizowanych w nim procesów, pomijając przy tym inne składowe kosztów
związanych z całym systemem produkcyjnym (marketing, administracja, sprzedaż).

50
9.2. Kalkulacja kosztów
Kalkulacja kosztów polega na ustaleniu wartości kosztów rodzajowych przypadających
na przedmiot (obiekt) kalkulacji, którymi mogą być:
•
pojedynczy wyrób,
•
zlecenie produkcyjne.
W zależności od czasu sporządzania kalkulacji i danych, które są przyjmowane do jej ze-
stawienia, kalkulacje dzieli się na:
•
kalkulację wstępna (ofertowa) która jest sporządzana przed rozpoczęciem wytwarzania i
opiera się na kosztach przewidywanych. Podstawą kalkulacji wstępnej są normy i wskaź-
niki techniczno-ekonomiczne, ceny średnie, koszty uznane za przeciętne dla danej branży
czy produktu, zadaniem tej kalkulacji jest ustalenie propozycji ceny kalkulacja ta ma wy-
łącznie charakter orientacyjny, jest bowiem sporządzana w czasie, kiedy nie ma jeszcze
dokładnych opracowań konstrukcyjnych i technologicznych. Ma ona podstawowe zna-
czenie decyzyjne, umożliwia, bowiem powzięcie decyzji, czy jednostka może się podjąć
wykonania zamówienia.
•
kalkulację planowaną jest sporządzana w trakcie ustalania planów, jest ona oparta na za-
łożeniach przyjętych do opracowania planów dotyczących zużycia środków produkcji,
norm wydajności pracy, kalkulacja ta odzwierciedla w planowanym koszcie wytworzenia
poszczególnych wyrobów przewidywane normy wykorzystania zdolności produkcyjnej,
zużycia materiałów, wydajności pracy, opiera się na obowiązujących w chwili jej zesta-
wienia cenach i stawkach płac, normach zużycia materiałów, czasu pracy i usług obcych
oraz planowanych narzutach kosztów pośrednich.
•
kalkulację wynikową, która jest oparta na danych rzeczywistych; jest ona sporządzana
okresowo i odzwierciedla faktyczne wykonanie założonych w kalkulacji planowanej
norm zużycia składników majątku i pracy ludzkiej.
Określenie kosztów wyrobu wymaga określenia kosztów bezpośrednich oraz narzutów
kosztów pośrednich powstających w poszczególnych działach systemu wytwarzania.
Głównym problemem jest określenie udziału kosztów pośrednich występujących bądź
planowanych w koszcie jednostkowym wyrobu lub zlecenia produkcyjnego.
Istniej wiele metod kalkulacji kosztów pośrednich, które są szeroko opisywane
w literaturze np. [11]. W opracowaniu opisano tylko jedną z metod a mianowicie kalkulację
doliczeniową zleceniową.
Kalkulacja doliczeniowa jest stosowana w systemach wytwarzania, w których następuje
wytwarzanie zróżnicowanych wyrobów, co do ilości i asortymentu. Kalkulacja doliczeniowa
zleceniowa dotyczy w praktyce zleceń produkcyjnych. Zgodnie z nimi dla poszczególnych
zleceń, rejestrowane są wszystkie koszty bezpośrednie poniesione na wytwarzanie w ra-
mach danego zlecenia. Natomiast koszty pośrednie, dotyczące tylko bieżącego okresu pla-
nistycznego, ujmowane są w łącznej wartości dla systemu wytwarzania bądź dla poszcze-
gólnych komórek produkcyjnych tegoż systemu. Na koniec danego okresu planistycznego
podlegają rozliczeniu na wszystkie zlecenia produkcyjne bez względu na to, czy wytwarza-
nie tych zleceń zostało w danym okresie zakończone, czy też będzie kontynuowane w na-
stępnych okresach (rys.9.2).
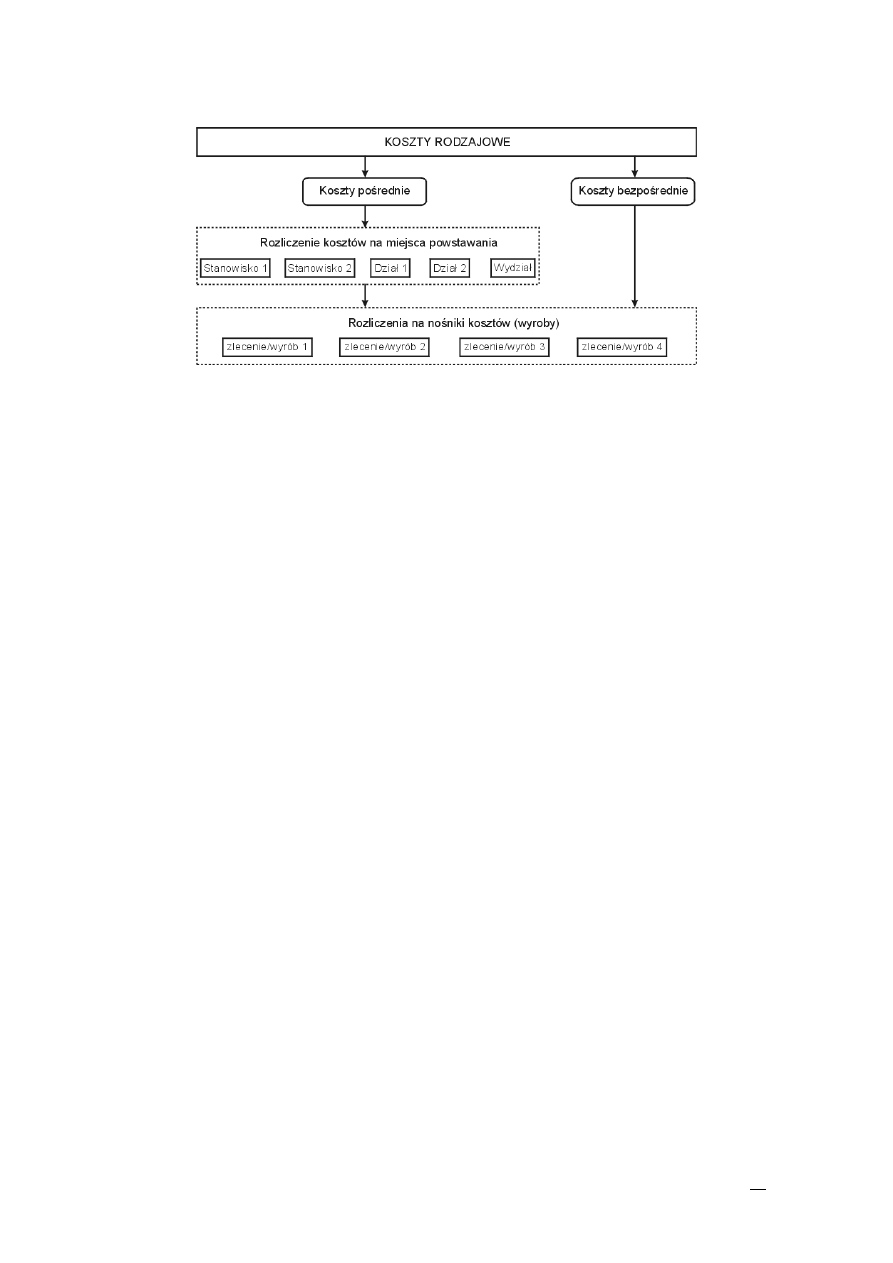
51
Rys. 9.2. Schemat kalkulacji kosztów
Kalkulacja kosztów bezpośrednich
Kalkulacja kosztów bezpośrednich polega na przyporządkowaniu poszczególnym obiek-
tom kalkulacji (zlecenia/wyroby), miejscom powstania kosztów albo fazom działalności na
podstawie źródłowych dokumentów: materiały bezpośrednie, robocizna bezpośrednia.
A.
Koszty materiałów bezpośrednich zlecenia produkcyjnego
i
j
j
M
N
C
M
K
⋅
⋅
=
gdzie:
M
j
– mas jednej sztuki półwyrobu [kg],
C
j
– cena jednostkowa półwyrobu [zł/kg]
N
i
– wielkość zlecenia produkcyjnego [szt.]
B.
Koszty robocizny bezpośredniej
(
)
∑
=
⋅
=
n
i
Ni
pj
R
T
S
K
1
gdzie:
S
pj
– stawka jednostkowa wynagrodzenia pracownika obsługującego j-te stanowisko
produkcyjne [zł/h],
T
Nj
– norma czasu wykonania i-tej operacji procesu technologicznego [h]
Kalkulacja kosztów pośrednich
Koszty pośrednie to koszty funkcjonowania i eksploatacji poszczególnych stanowisk
produkcyjnych, komórek produkcyjnych systemu wytwarzania (miejsca powstawania kosz-
tów) a także koszty związane z niewykorzystanymi zdolnościami produkcyjnymi. Koszty
niewykorzystanych zdolności produkcyjnych są związane przede wszystkich z ponoszoną
amortyzacją urządzeń produkcyjnych oraz płac bezpośrednich w okresie, kiedy nie są reali-
zowane procesy wytwarzania. Koszty ogólne można wyrazić wzorem:
...
2
1
+
+
=
T
D
T
D
OT
K
K
K
gdzie:
K
OT
– koszty ogólne (pośrednie) systemu wytwarzania w okresie czasu T,
K
D1
,.. – koszty pośrednie komórek produkcyjnych systemu wytwarzania w okresie czasu T,
Doliczenie kosztów pośrednich poszczególnych miejsc powstawania kosztów systemu
wytwarzania do kosztów jednostek kalkulacyjnych (zleceń) wymaga określenia podstawy
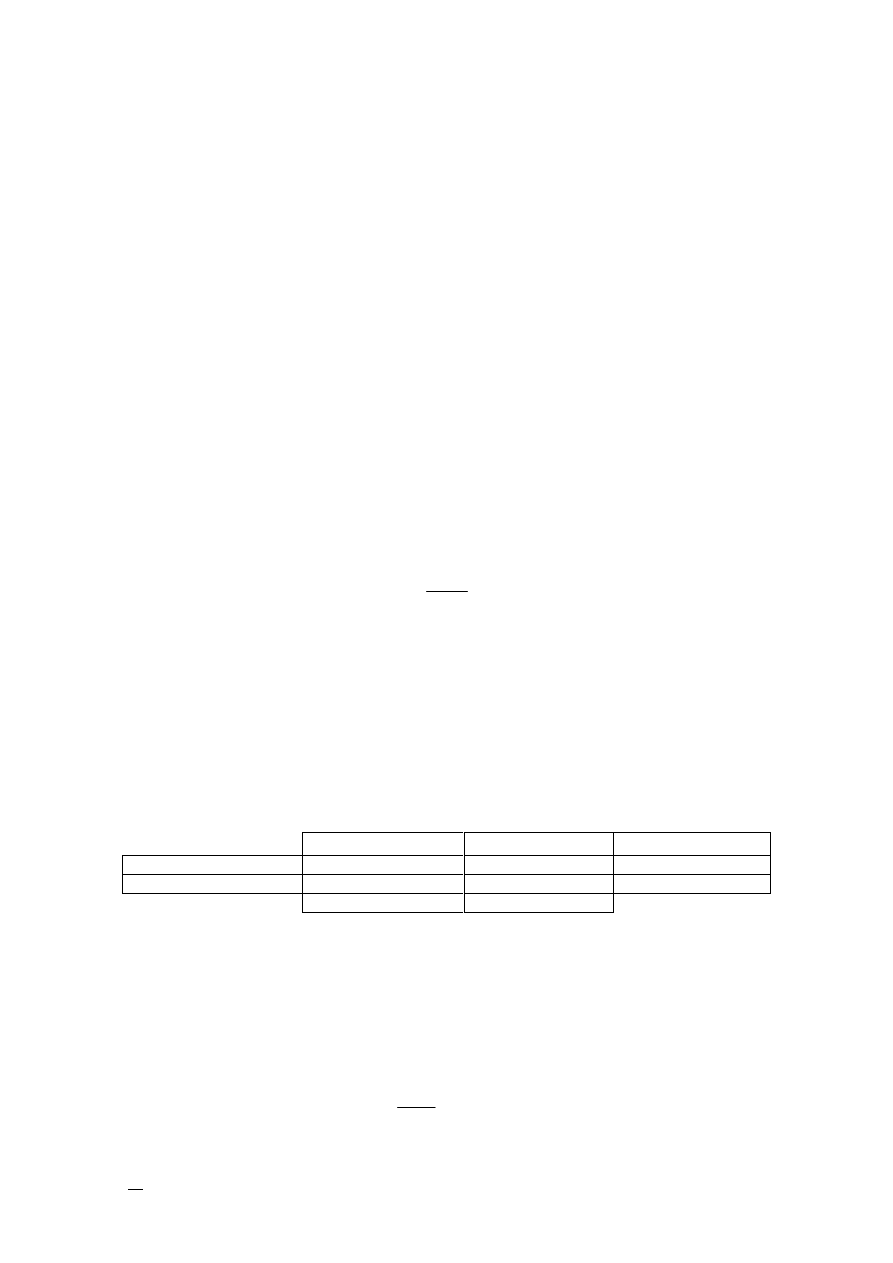
52
rozliczenia tych kosztów, tzw. kluczy doliczeniowych – wielkości wyrażającej proporcjo-
nalną zależność w stosunku do doliczania kosztów ustalając stawki doliczeniowe. Jako
podstawę obliczania kluczy doliczeniowych kosztów pośrednich są wykorzystywane wiel-
kości wyrażone: ilościowo – liczba roboczogodzin, maszynogodzin, wartościowo – płace
bezpośrednie, koszty materiałów bezpośrednich czy też suma bezpośrednich kosztów jed-
nostek kalkulacyjnych.
Stawka doliczeniowa kosztów pośrednich komórki produkcyjnej
Obliczenie tej wielkości dla danego zlecenia produkcyjnego polega na określeniu podstawy
klucza doliczeniowego oraz stawki doliczeniowej. Wyraża to wzór:
i
i
i
SK
p
SD
⋅
=
gdzie:
SD
i
– stawka doliczeniowa kosztów pośrednich komórki produkcyjnej do i-tego zlecenia
produkcyjnego,
p
i
– podstawa klucza doliczeniowego i-tego zlecenia produkcyjnego,
SK
i
– klucz doliczeniowy kosztów pośrednich komórki produkcyjnej do i-tego zlecenia
produkcyjnego,
•
klucz doliczeniowy kosztów pośrednich komórki produkcyjnej do i-tego zlecenia pro-
dukcyjnego określa zależność:
%
100
1
⋅
=
∑
=
n
i
i
DT
i
p
K
SK
gdzie:
K
DT
– koszty pośrednie komórki produkcyjnej w okresie czasu T,
p
i
– podstawa klucza doliczeniowego i-tego zlecenia produkcyjnego.
Poniżej przedstawiono przykład kalkulacji kosztów pośrednich komórki produkcyjnej
metodą kalkulacji doliczeniowej zleceniowej.
Koszty bezpośrednie zleceń produkcyjnych kształtują się według kart kalkulacyjnych na-
stępująco:
Zlecenie nr 1
Zlecenie nr 2
RAZEM
Materiały bezpośrednie
1.600,-
1.200,-
2.800,-
Płace bezpośrednie
800,-
400,-
1.200,-
2.400,-
1.600,-
Koszty komórki produkcyjnej wynoszą 1.000 i są dzielone proporcjonalnie do kosztów
bezpośrednich. Zakończono zlecenie nr 1 na 500 szt. wyrobów A, zlecenie nr 2 nie zakoń-
czono.
Rozwiązanie
1. Rozliczenie kosztów pośrednich.
Koszty bezpośrednie dwóch zleceń wynoszą 4.000. Oblicza się, jaka część kosztów wydzia-
łowych przypada na każde zlecenie – klucz doliczeniowy.
%
25
%
100
4000
1000
=
⋅
=
SK
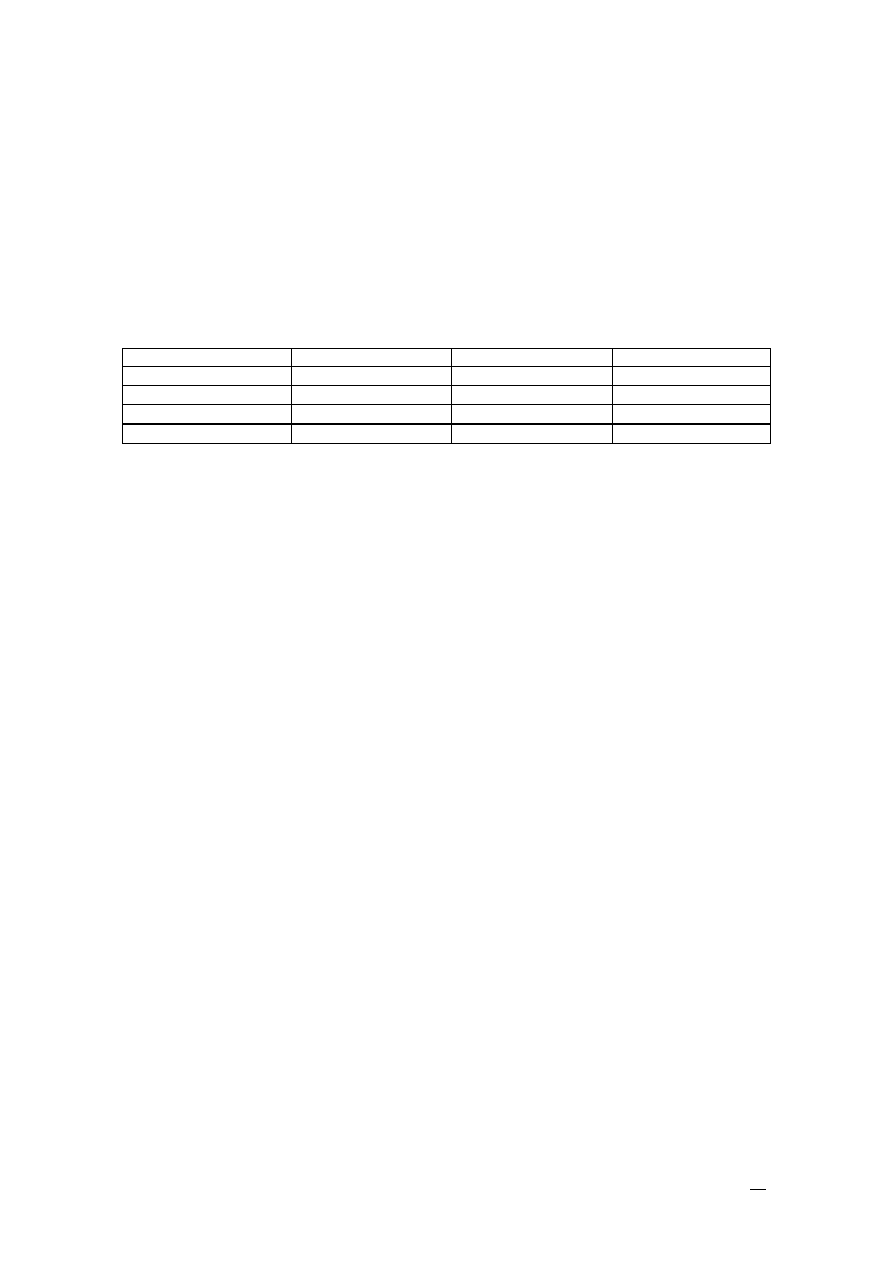
53
stawka (narzut) doliczeniowy
kosztów po
ś
rednich komórki na poszczególne zlecenia
wynosz
ą
:
•
zlecenie nr 1
600
%
25
2400
1
=
⋅
=
SD
•
zlecenie nr 2
400
%
25
1600
2
=
⋅
=
SD
2. Tabela kalkulacyjna
Pozycja kalkulacyjna
Zlecenie nr 1
Zlecenie nr 2
RAZEM
Materiały bezpośrednie
1.600
1.200
2.800
Płace bezpośrednie
800
400
1.200
Koszty komórki prod.
600
400
1.000
SUMA
3.000
2.000
5.000
Kalkulacja kosztów wykonania zlecenia
Na podstawie tak przeprowadzonej kalkulacji planowany koszt techniczny wytworzenia
zlecenia produkcyjnego w danej jednostce planowania określa się wzorem:
i
i
B
TW
SD
K
K
i
+
=
gdzie:
K
Ti
– koszty technologiczne i-tego zlecenia produkcyjnego,
SD
i
– stawka doliczeniowa kosztów pośrednich komórki produkcyjnej do i-tego zlecenia
produkcyjnego,
Określenie planowanych całkowitych kosztów technicznych wytworzenia zlecenia produk-
cyjnego wymaga zsumowania wszystkich tych kosztów ze wszystkich jednostek termino-
wania.

54
10. LITERATURA
1.
Brzeziński M., Organizacja i sterowanie produkcją, Agencja Wydawnicza
PLACET, Warszawa 2002.
2.
Durlik I., Inżynieria zarządzania, część I, Agencja Wydawnicza PLACET, War-
szawa 2000.
3.
Durlik I., Inżynieria zarządzania, część II, Agencja Wydawnicza PLACET, War-
szawa 1996.
4.
Dwiliński
5.
Feld M., Technologia budowy maszyn, Warszawa, PWN 2000.
6.
Feld M., Projektowanie i automatyzacja procesów technologicznych części ma-
szyn, Warszawa, WNT 1994.
7.
Mazurczak J., Projektowanie struktur systemów produkcyjnych, Poznań, Wyd.
Politechniki Poznańskiej, 2002.
8.
Muhlemann A., Oakland J., Zarządzanie. Produkcja i usługi, PWN 1995.
9.
Poradnik inżyniera: obróbka skrawaniem, tom II, WNT Warszawa 1993.
10.
Waters D., Zarządzanie operacyjne. Towary i usługi, Wydawnictwo Naukowe
PWN Warszawa 2001.
11.
Vollmuth H.J., Controlling od A do Z, Agencja Wydawnicza PLACET, Warsza-
wa 2000.
12.
Warnecke H.J., Bullinger H.J., Hichert R., Voegele A., Rachunek kosztów
dla inżynierów, WNT Warszawa, 1993.
Wyszukiwarka
Podobne podstrony:
17 Planowanie procesów wytwarzania instrumentów
Wpływ procesów wytwarzania energii na środowisko przyrodnicze
Zrównoważoy rozwój a proces wytwarzania i stosowania elementów z betonu komórkowego
5 Planowanie w procesie zarzdzania [tryb zgodnoci]
Macierz planowania procesu rekrutacyjnego na stanowisko
23[1][1][1].11, Teoria informacji - zajmuje się analizą procesów wytwarzania , przenoszenia , odbior
do egzaminu, org. i zarządz., PLANOWANIE-proces definiowania celów oraz określania skutecznych środk
Planowanie procesu szkoleniowego i jego analiza
24 Organizacja procesow wytwarz Nieznany (2)
Funkcja planowania w procesie zarzadzania
25 Organizacja procesu wytwarza Nieznany (2)
03-Funkcja planowania w procesie zarzdzania, materiaynaegzaminzpodst zarzdzaniaprzykadowytest
14 Organizowanie procesu wytwar Nieznany (2)
03 17 odpady z procesów wytwarzania dwutlenku tytanu
Diagnoza funkcjonalna podstawą planowania procesu dydaktycznego
Zarządzania produkcją Techniki i procesy wytwarzania
Celem cwiczenia jest zapoznanie sie z procesem wytwarzania obrazow przez soczewki oraz z metodami
Diagnoza rozwoju dziecka podstawą planowania procesu edukacji
Wpływ procesu wytwarzania energii na środowisko naturalne, NAUKA, geografia, Geografia(1)
więcej podobnych podstron