Open Access Library
Volume 8 (14) 2012
56
L.A.
Dobrza ski, G. Matula
4. Gradientowe materia y narz dziowe
4.1. Metody wtryskowego formowania proszków w celu wytwarzania
materia ów gradientowych
OGÓLNA CHARAKTERYSTYKA METOD WTRYSKOWEGO FORMOWANIA
PROSZKÓW
Metalurgia proszków nale y do najbardziej popularnych technik wytwarzania gradien-
towych materia ów narz dziowych TGM (j. ang.: Tool Gradient Material), która w tym
przypadku dotyczy równie proszków ceramicznych. Nieznaczna modyfikacja klasycznego
prasowania proszków w matrycy umo liwia wytworzenie materia u narz dziowego o struk-
turze gradientowej ci g ej lub dyskretnej w ca ej jego obj to ci. Elementy ma ogabarytowe
o rozbudowanej powierzchni mo na wytwarza dzi ki dynamicznie rozwijaj cej si techno-
logii formowania wtryskowego proszku PIM (j. ang.: Powder Injection Moulding) (porównaj
rozdzia 2.2). Z uwagi na du e koszty inwestycyjne zwi zane z konieczno ci stosowania
wysokiej klasy urz dze , technologia ta jest przewidziana wy cznie do produkcji masowej.
Mimo wysokich kosztów metoda PIM rozwija si wyj tkowo szybko, zw aszcza w Ameryce
Pó nocnej, Niemczech i Japonii. Szczególne znaczenie ma formowanie proszku metalicznego
MIM (j. ang.: Metal Injection Moulding). Ju w 2007 roku sumaryczna warto wytworzonych
produktów wynios a 1,9 miliarda dolarów ameryka skich, a wska nik wzrostu wyniós 13,9%.
Dla materia ów ceramicznych warto produkcji i wska nik wzrostu wynosz odpowiednio
801 milionów dolarów ameryka skich i 15,2%. W g ównej mierze spieki wytwarzane t
metod charakteryzuj si jednorodn struktur , a jedynie proces spiekania lub wtryskiwanie
sekwencyjne i natryskiwanie pow ok na pod o u umo liwia otrzymanie struktury warstwowej.
Mo liwo otrzymywania struktury wielowarstwowej lub gradientowej materia u narz -
dziowego zapewnia metoda formowania bezci nieniowego pow ok o rosn cym udziale
twardych cz stek ceramicznych w kierunku powierzchni narz dzia, na materiale pod o a
wytwarzanym w tym samym procesie technologicznym metod PIM lub na innym materiale.
Nowe autorskie materia y narz dziowe o zmieniaj cej si strukturze od stali w rdzeniu do
w glikostali na powierzchni, zapewniaj zachowanie mo liwie wysokiej ci gliwo ci rdzenia
i wzgl dnie wysokiej twardo ci warstwy powierzchniowej wzmacnianej twardymi w glikami.

Podstawy metalurgii proszków
i materia y spiekane
4. Gradientowe materia y narz dziowe
57
Dodatkowe wprowadzenie w glików do osnowy w postaci stali szybkotn cej oraz dobór
odpowiednich warunków spiekania zapewnia uzyskanie drobnoziarnistej struktury i popraw
w asno ci mechanicznych wytwarzanych w glikostali narz dziowych. Zainteresowanie
w glikostalami, jak i cermetalami jest du e. Jako osnow tych materia ów cz sto stosuje si
Fe, stal odporn na korozj zawieraj c du e st enie chromu, u atwiaj cego spiekanie oraz
stal szybkotn c . Na uwag zas uguje tak e zastosowanie formowania bezci nieniowego do
wytwarzania pow ok na gotowych lub wytwarzanych w tym samym procesie technologicznym
narz dziach.
W ostatnich latach nowoczesne technologie formowania i spiekania proszków
spowodowa y,
e stale szybkotn ce ponownie ciesz si du ym zainteresowaniem.
Nowoczesne technologie formowania wtryskowego proszku lub odlewania g stwy
polimerowo-proszkowej wykorzystuj proszki stali szybkotn cych do formowania i spie-
kania elementów ze stali szybkotn cej lub kompozytów, w których wymieniony proszek
pe ni rol osnowy.
TECHNOLOGIE FORMOWANIA G STW POLIMEROWO-PROSZKOWYCH
Najbardziej znan i dynamicznie rozwijaj c si metod formowania proszków z u yciem
lepiszczy jest formowanie wtryskowe PIM. Jest to technologia zgodna z nowoczesnymi
trendami wytwarzania materia ów „na gotowo” i ma coraz szersze zastosowania, równie
w produkcji materia ów narz dziowych, a jej zastosowanie praktyczne jest uzale nione od
skali produkcyjnej i z o ono ci produktu. Najcz ciej metoda ta jest stosowana do wytwarzania
produktów w skali masowej, które dodatkowo cechuj si du z o ono ci oraz elementów
trudnych do wytworzenia innymi technikami. Metoda jest stosowana g ównie do produkcji
ma ych elementów, co jest zwi zane z jej ograniczeniami. Dynamiczny rozwój formowania
wtryskowego zwi zany jest z opanowaniem technologii przetwórstwa polimerów, do formo-
wania których pierwotnie stosowano wtryskarki t okowe. Rozwój przetwórstwa polimerów, ich
zastosowanie w postaci lepiszcza oraz opracowanie metod jego usuwania umo liwi szerszy
rozwój metody PIM. W roku 2007 w Europie liczba przedsi biorstw zajmuj cych si
technologi MIM wynosi a ok. 50. Sprzeda elementów wytwarzanych t metod przez firmy
europejskie wynosi 30% w skali wiatowej.
Open Access Library
Volume 8 (14) 2012
58
L.A.
Dobrza ski, G. Matula
Wyró nia si kilka technik formowania proszku z zastosowaniem lepiszczy, które mo na
zaliczy ogólnie do formowania bezci nieniowego, poniewa nie stosuje si w nich wysokiego
ci nienia charakterystycznego dla wtryskarek. Niezale nie od metod formowania bezci nie-
niowego, wyt aczania oraz formowania wtryskowego, ca kowity proces sk ada si z mieszania
proszku i lepiszcza, formowania, usuwania lepiszcza i spiekania.
Do formowania bezci nieniowego zalicza si :
metod zanurzeniow , w której udzia lepiszcza wynosi oko o 50%,
odlewanie g stwy polimerowo-proszkowej do form gumowych, w której stosuje si
lepiszcze na bazie parafiny, a kszta tki po och odzeniu wyjmuje si i poddaje usuwaniu
lepiszcza a nast pnie spiekaniu,
obsypywanie, polegaj ce na pokryciu powierzchni lepiszczem a nast pnie obsypanie go
proszkiem, który przylepia si do uplastycznionego lepiszcza,
elektroforez ,
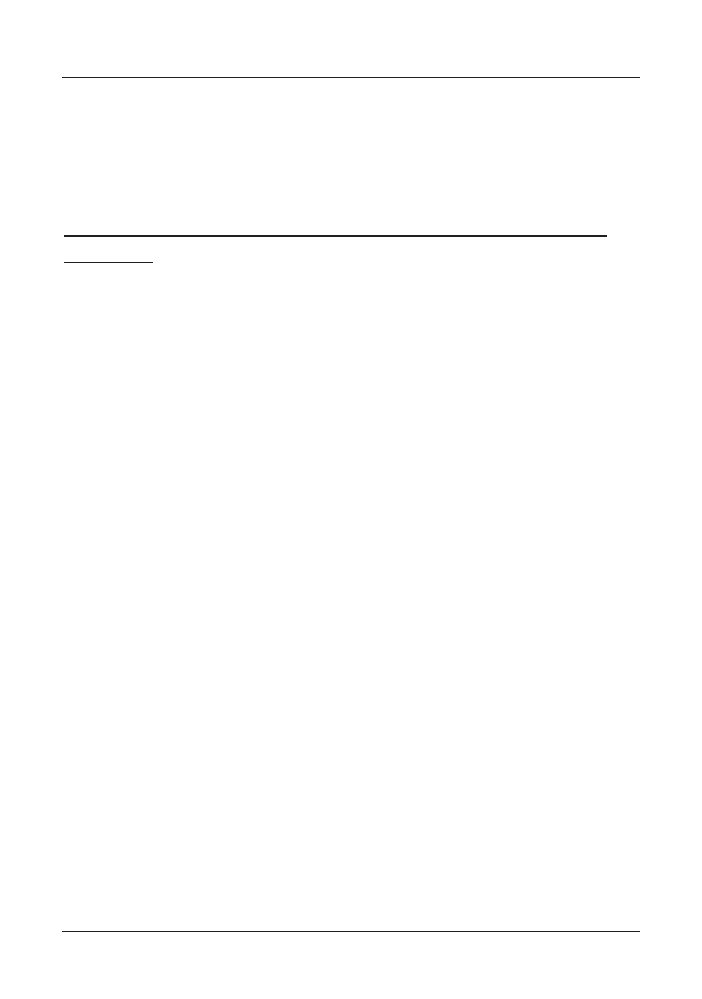
odlewanie ta m (rys. 4.1),
laminowanie powierzchni cienkimi pow okami wytwarzanymi w procesie odlewania
ta my,
drukowanie strumieniowe na powierzchni elementu,
stereo litografia przy u yciu lasera,
wyciskanie g stwy przez kapilarne dysze w uk adzie x-y,
zraszanie powierzchni.
Ta ma
Mieszanina
proszku
i lepiszcza
Polimerowa folia podk adowa
Spiekanie
Suszenie
opatka
wyrównuj ca
Rysunek 4.1. Formowanie ta m z g stwy polimerowo-proszkowej
Podstawy metalurgii proszków
i materia y spiekane
4. Gradientowe materia y narz dziowe
59
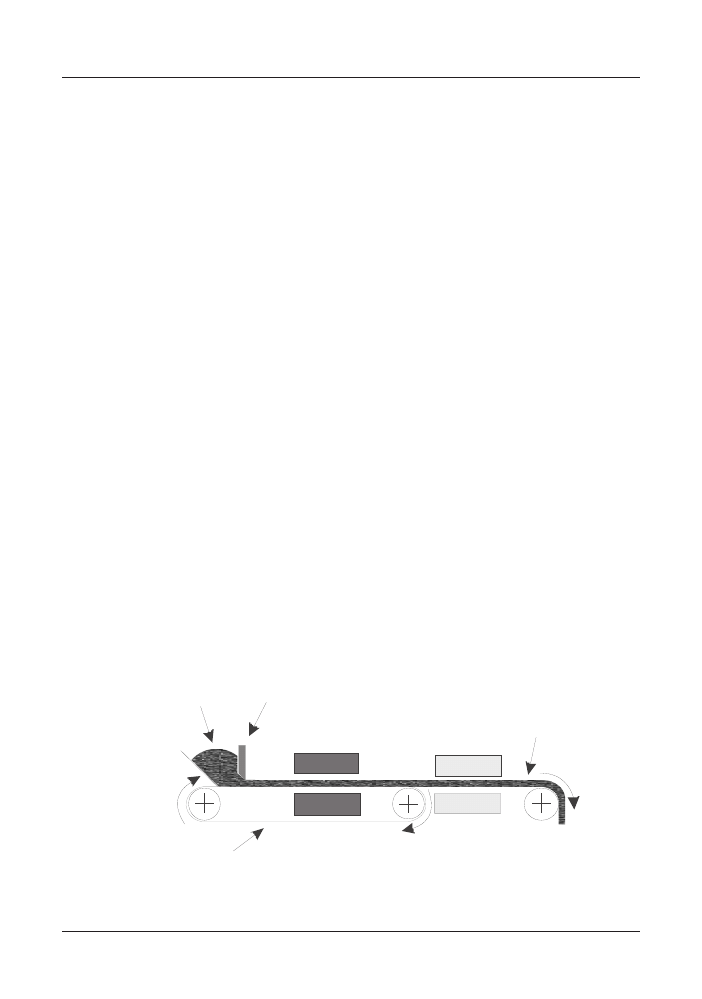
Klasyczne formowanie wtryskowe we wtryskarkach, którego schemat przedstawiono
na rysunku 4.2, nie odbiega niczym od formowania polimerów termoplastycznych, przy czym
Proszek
Lepiszcze
Wytwarzanie
mieszaniny
i granulacja
Mieszanie wst pne w temperaturze
uplastyczniaj cej lepiszcze
Formowanie wtryskowe
Spiekanie
Degradacja
termiczna
Degradacja
rozpuszczalnikowa
Rysunek 4.2. Schemat procesu technologicznego formowania wtryskowego proszku
Open Access Library
Volume 8 (14) 2012
60
L.A.
Dobrza ski, G. Matula
wtryskiwane kszta tki nale y podda usuwaniu lepiszcza i spiekaniu w celu uzyskania
oczekiwanych w asno ci u ytkowych. Zastosowanie polimerów termoplastycznych jako
lepiszcza wi
cego proszek metalowy lub ceramiczny umo liwia ponadto jego transport
i formowanie w gnie dzie wtryskarki. Najcz ciej stosuje si dwa rodzaje lepiszcza oparte
odpowiednio na parafinie i polimerach oraz wodnym roztworze metylocelulozy.
Elementy wytwarzane t metod charakteryzuj si grubo ci cianek nie przekraczaj c
10 mm, skomplikowanymi kszta tami oraz wysok precyzj wykonania i niskimi kosztami
produkcji. Mo liwo automatyzacji produkcji, du a szybko i powtarzalno wymiarowa
oraz du e koszty wtryskarek i urz dze grzewczych sprawiaj , e technologia ta przewidziana
jest do produkcji wielkoseryjnej lub masowej. Dzi ki g ównej zalecie tej metody polegaj cej
na wytwarzaniu gotowych elementów bez konieczno ci stosowania dodatkowej obróbki jest
ona coraz cz ciej wykorzystywana do wytwarzania twardych materia ów w tym narz dziowych,
których obróbka ubytkowa jest wyj tkowo trudna i kosztowna. Mo liwo formowania
proszków metalowych, ceramicznych lub ich mieszanin pozwala na wytwarzanie narz dzi
metalowych o relatywnie wysokiej ci gliwo ci, ceramicznych o wysokiej twardo ci lub
kompozytów o osnowie metalowej MMC (j. ang.: Metal Matrix Composite) oraz ceramicznej
CMC (j. ang.: Ceramic Matrix Composite), które cz wysokie w asno ci charakterystyczne
dla metali i ceramiki.
USUWANIE LEPISZCZA Z G STW POLIMEROWO-PROSZKOWYCH PRZED
SPIEKANIEM
Udzia proszku w stosunku do lepiszcza jest ci le zale ny od kszta tu, wielko ci cz stek
proszku, jego zwil alno ci przez lepiszcze oraz w asno ci samego lepiszcza i warunków
wytwarzania mieszaniny. Mimo licznych zalet, proces formowania wtryskowego nie nadaje si
do produkcji du ych elementów. Najwi kszy wymiar nie przekracza najcz ciej 100 mm. Jest
to zwi zane z konieczno ci usuwania lepiszcza przed spiekaniem, poniewa polimery zawarte
w lepiszczu podczas degradacji cieplnej ulegaj zgazowaniu, a gwa towne nagrzewanie do
temperatury spiekania powoduje wzrost ci nienia gazu zamkni tego w porach. Lepiszcze musi
zosta usuni te w taki sposób, aby nie dosz o do p kni , wybrzusze , deformacji kszta tu,
p cherzy gazowych lub rozwarstwie pó produktu, zatem nale y go usun
odpowiednio

Podstawy metalurgii proszków
i materia y spiekane
4. Gradientowe materia y narz dziowe
61
wcze niej zachowuj c kszta t wytwarzanego elementu. Uusuwanie lepiszcza (j. ang.: binder
removal) mo e by cieplne, hydrolityczne, mechaniczne, rodowiskowe, przez biodegradacj
lub fotodegradacj . Do usuwania polimerów s u cych jako lepiszcze w metodzie PIM,
g ównie stosuje si degradacj ciepln . Szybkie usuwanie lepiszcza wymaga u ycia co najmniej
dwóch jego sk adników, tak aby jeden z nich, tj. polimer szkieletowy, utrzymywa kszta t
kompozytu do wysokiej temperatury, w której zachodzi spiekanie. Celem tego jest uniemo li-
wienie obsypywania si proszku lub zapadania kszta tki. Temperatura degradacji cieplnej tego
polimeru powinna by mo liwie jak najwy sza. Drugi sk adnik lepiszcza powinien by
usuwany w niskiej temperaturze albo podczas degradacji rozpuszczalnikowej lub katalitycznej.
Przyk adem tego mo e by parafina. Sk adnik, który ulega degradacji jako pierwszy powinien
stanowi od 30 do 98% udzia u lepiszcza. Nisk temperatur topnienia charakteryzuj si oleje
i wosk, st d sk ad lepiszcza poddawanego degradacji cieplnej sta si oczywisty. Olej lub wosk
mog by usuwane metod ods czania, tj. zasysane przez porowate podk adki. Zasysanie jest
szeroko stosowane dla stali, w glików, ceramiki oraz wielu sk adników metalicznych, a podda-
wane sa jemu du e kszta tki. W metodzie tej istnieje mo liwo stosowania recyklingu.
Usuwanie lepiszcza jest kosztowne, co wp ywa na ko cow cen materia ów wytwarzanych t
metod .
Cz sto usuwanie lepiszcza dokonywane jest rozpuszczalnikiem i cieplnie. Rozpuszczalnik
usuwa jeden ze sk adników lepiszcza otwieraj c pory w ca ej obj to ci kszta tki, co umo liwia
szybkie usuwanie cieplne kolejnego sk adnika lepiszcza. W przypadku stosowania jedynie
degradacji cieplnej, zaczyna si ona od powierzchni i post puje w g b materia u wraz ze
wzrostem temperatury. Pod wp ywem otwierania porów tworz si kana y, którymi wydo-
bywaj si gazy zdegradowanego spoiwa o ni szej temperaturze rozk adu i tym samym
dochodzi do dalszego otwierania porów pozwalaj c na wydostawanie si produktów gazowych
sk adnika spoiwa z coraz to g bszych cz ci materia u i o wy szej temperaturze degradacji.
Wielko porów powstaj cych w wyniku degradacji cieplnej jest zale na od rozmiaru
cz stek proszku. Powstaj ce kr te kana y powoduj , e droga jak pokonuj wydobywaj ce
si z próbki produkty gazowe jest d u sza ni jej grubo , co wyd u a czas degradacji.
We wszystkich typach degradacji spoiwa, wi ksza szybko jest mo liwa przy u yciu
wy szej temperatury, co jednak zwi ksza prawdopodobie stwo wyst powania uszkodze lub
zniekszta ce kszta tki. Wi ksz szybko degradacji pomaga osi gn równie atmosfera

Open Access Library
Volume 8 (14) 2012
62
L.A.
Dobrza ski, G. Matula
przep ywaj cego gazu, który odprowadza produkty degradacji i jest stale uzupe niany.
Pocz tkowo degradacja cieplna powinna si charakteryzowa bardzo wolnym przyrostem
temperatury, by otworzy pory i uformowa ciek o-parow struktur lepiszcza w porach.
Gwa towne podgrzewanie topi lepiszcze wype niaj ce pory, co zwi ksza ci nienie wyst puj ce
w porach i prowadzi do p kni .
Kombinacj degradacji cieplnej i rozpuszczalnikowej jest degradacja katalityczna, gdzie
szybko jest okre lona przez temperatur i st enie katalizatora. Polimer szkieletowy, na
który nie wp ywa katalizator, utrzymuje kszta t elementu a do temperatury spiekania.
Poniewa degradacja wyst puje w strefie styku pomi dzy polimerem a atmosfer katalityczn ,
prawie p aski front degradacji przesuwa si przez ca wyprask . Szybko degradacji jest
prawie sta a i wynosi 2 mm/h. Katalityczna degradacja doskonale zachowuje kszta t i wymiary
oraz nie wywo uje uszkodze i zniekszta ce poniewa por powstaje gdy lepiszcze jest cia em
sta ym a czas wynosi kilka godzin. Degradacja katalityczna jest przeprowadzana w specjalnych
reaktorach, gdzie koordynowane s starannie warunki zapewniaj ce w a ciw szybko
podawania kwasu oraz w a ciw szybko przep ywu azotu w temperaturze ok. 120°C.
Ko cowy rozpad substancji wi
cej nast puje w wyniku degradacji cieplnej i wymaga
wolnego nagrzewania zapobiegaj cego powstawaniu uszkodze .
Degradacja rozpuszczalnikowa jest relatywnie szybka, lecz wi e si z konieczno ci
stosowania rozpuszczalników, które s cz sto agresywne i nieprzyjazne dla rodowiska. W tym
celu zalecane jest stosowanie lepiszczy wodorozcie czalnych. Innym rozwi zaniem jest u ycie
wody jako substancji wi
cej, wraz ze skrobi , sol lub cukrem. Po formowaniu kszta tki jest
ona suszona lub mro ona, a woda jest usuwana przez suszenie sublimacyjne. Konstrukcja
spoiwa i dobór techniki degradacji s ze sob ci le powi zane. Metody rozpuszczalnikowe
i katalityczne powoduj mniejsze zniekszta cenie w stosunku do degradacji cieplnej wykonanej
w tym samym czasie, lecz wymagaj one dwóch operacji, z przenoszeniem pomi dzy
pocz tkow ekstrakcj i nast pnym usuwaniem szkieletu w procesie cieplnym. W ród ró nych
sposobów usuwania lepiszcza stosowanych w metodzie PIM, najbardziej popularna jest
degradacja cieplna oraz rozpuszczalnikowa. Metoda mieszana dotyczy po czonych technik
degradacji np. rozpuszczalnikowej i cieplnej. Obecnie dla wyj tkowo ma ych kszta tek,
degradacja spoiwa jest powi zana z podgrzewaniem do temperatury spiekania.
Niezale nie od wielko ci pó produktu usuni cie lepiszcza powoduje, e kszta tka jest
bardzo krucha. Atmosfery redukuj ce, sk adaj ce si z wodoru przy du ym st eniu azotu
Podstawy metalurgii proszków
i materia y spiekane
4. Gradientowe materia y narz dziowe
63
(85%) daj najwy sz wytrzyma o , a tym samym zwi kszaj st enie w gla w kszta tce po
spiekaniu. Wzrost g ównych w asno ci spieków, zw aszcza materia ów narz dziowych
osi gany jest przez powstawanie w glikoazotków, tworz cych si w wyniku oddzia ywania
atmosfery zawieraj cej azot podczas degradacji i spiekania. Wzrost st enia w gla wynikaj cy
z degradacji lepiszcza inicjuje spiekanie, jednak w przypadku niektórych materia ów takich jak
stale odporne na korozj lub stale szybkotn ce, st enie w gla musi by ci le kontrolowane
z uwagi na ich w asno ci lub wp yw na obróbk ciepln . Na ko cowe st enie w gla wp ywa
rodzaj zastosowanego lepiszcza.
G sto kszta tki po ca kowitym usuni ciu lepiszcza wynosi oko o 60% g sto ci teore-
tycznej. Jest oczywiste, e g sto ta zale y od udzia u lepiszcza, a udzia ten od rodzaju
formowanego proszku. Najcz ciej proszki metali dobierane s tak, aby charakteryzowa y si
kulistym kszta tem o dobrej zwil alno ci, co pozwala na obni enie udzia u lepiszcza do
minimalnej warto ci wynosz cej zaledwie 30%. W przypadku proszków ceramicznych udzia
lepiszcza mo e dochodzi do 55%. Niezale nie od g sto ci kszta tki, w wyniku spiekania ulega
ona zag szczeniu i skurczowi. Jest to naturalne zjawisko wyst puj ce podczas spiekania
i niezale ne od sposobu formowania kszta tki, jednak w wyniku du ej porowato ci skurcz jest
bardzo du y i mo e dochodzi do niekontrolowanej zmiany kszta tu spiekanych elementów.
Poniewa zmiana obj to ci spiekanego materia u jest odwrotnie proporcjonalna do jego
g sto ci po formowaniu, zatem wzrost g sto ci kszta tki zmniejsza ryzyko powstawania wad
kszta towych spieku. Na zwi kszenie g sto ci kszta tki wp ywa ci nienie wtrysku, wielko
cz stek proszku i wymieniony wcze niej udzia lepiszcza.
SPIEKANIE MATERIA ÓW WTRYSKOWO FORMOWANYCH Z PROSZKÓW
Spiekanie jest najcz ciej ostatnim etapem procesu technologicznego, który decyduje
o g sto ci i w asno ciach gotowego produktu. Je li gotowy element powinien charakteryzowa
si wysokimi w asno ciami mechanicznymi przewidziana jest ko cowa obróbka cieplna i cz sto
ubytkowa nadaj ca dok adne wymiary produkowanym spiekom. Spiekanie proszków formo-
wanych wtryskowo lub bezci nieniowo nie ró ni si znacznie od spiekania proszków formo-
wanych innymi metodami. Ogólnie wyró nia spiekanie w fazie sta ej lub z udzia em fazy
ciek ej. Charakterystycznym zw aszcza dla stali wysokow glowych, szybkotn cych oraz

Open Access Library
Volume 8 (14) 2012
64
L.A.
Dobrza ski, G. Matula
nadstopów na bazie niklu jest trzeci rodzaj tzw. „spiekanie supersolidus”, które jest odmian
spiekania w fazie ciek ej. Spiekaniu towarzyszy skurcz kszta tki oraz wzrost w asno ci fizy-
cznych i mechanicznych. W niektórych przypadkach, spiekaj c dwusk adnikowe mieszaniny
proszków A i B, gdzie szybko dyfuzji sk adnika A do B jest wielokrotnie wi ksza od dyfuzji
B do A, spieki ulegaj p cznieniu, a ich du a porowato , okre lana jako dyfuzyjna, mo e by
przydatna w procesie produkcji porowatych kszta tek.
Podstawow si nap dow podczas spiekania w fazie sta ej jest nadwy ka energii uk adu
cz stek proszku w postaci energii powierzchniowej. Spiekany uk ad d
c do minimalizacji
energii, zmierza do zmniejszenia obszaru swobodnych powierzchni przez tworzenie szyjek,
wyg adzanie powierzchni, sferoidyzacj i eliminacj porów. Spiekanie w fazie sta ej zachodzi
w temperaturze ni szej od temperatury topnienia materia u, w wyniku czego nie dochodzi
nawet do przej ciowego tworzenia si fazy ciek ej, a spiek osi ga swoje wysokie w asno ci
dzi ki ró nym mechanizmom transportu materii, w tym po lizgu po granicach ziarn, dyfuzji
oraz parowania i kondensacji.
Spiekanie materia ów z udzia em fazy ciek ej zachodzi wtedy, gdy w mieszaninie proszków
wyst puj co najmniej dwa sk adniki, a spiekanie przebiega powy ej temperatury topnienia
najni ej topliwego sk adnika. Wa n cech fazy ciek ej wyst puj cej podczas spiekania jest jej
zdolno zwil ania sta ych cz stek nierozpuszczonych. Zdolno zwil ania przez faz ciek
zale na od energii powierzchniowej mo e by modyfikowana przez stosowanie dodatków
stopowych o du ej aktywno ci powierzchniowej oraz wzrost temperatury uk adu, zwi kszaj c
w ten sposób intensywno spiekania. Jednak zbyt du y udzia fazy ciek ej mo e doprowadzi
do utraty kszta tu spiekanego elementu, kiedy wyst puje maksymalne zwil anie, a faza ciek a
ca kowicie rozdziela cz stki sta e. W wyniku wyst powania fazy ciek ej o du ej zwil alno ci,
penetruj cej granice pomi dzy cz stkami sta ymi, dochodzi do ich przegrupowania i skurczu
spiekanego elementu.
Podobny mechanizm przegrupowania cz stek wyst puje podczas spiekania stali szybko-
tn cej w temperaturze nieznacznie powy ej linii solidus, nazywany spiekaniem „supersolidus”.
Temperatura uk adu cz stek np. stali szybkotn cej jest utrzymywana powy ej linii solidus.
Dochodzi wtedy do nadtopie drobnych cz stek oraz cz ciowego rozpuszczania si du ych
cz stek stali.
Cz sto do proszków elaza i jego stopów dodaje si aktywatory spiekania w postaci pro-
szku boru, miedzi, miedzi fosforowej, w gla, molibdenu, tantalu, tytanu, wanadu i wolframu,

Podstawy metalurgii proszków
i materia y spiekane
4. Gradientowe materia y narz dziowe
65
a sam proces nazywany jest spiekaniem aktywowanym. W zale no ci od wprowadzonego
dodatku podczas spiekania dochodzi do powstawania ciek ej fazy bogatej w mied lub fazy
o sk adzie eutektyki fosforowej.
W przypadku grafitu, je li nie zosta zu yty jako reduktor tlenków znajduj cych si na
powierzchni cz stek proszku, powoduje obni enie temperatury solidus w spiekanych stalach
szybkotn cych. Przyk adowo wzrost st enia w gla o 0,1% mo e obni y temperatur spie-
kania o 9ºC, co jest g ównie zale ne od gatunku stali. Generalnie jednak wzrost udzia u w gla
powoduje obni enie temperatury spiekania, i rozszerzenie zakresu temperatury spiekania,
obni enie udzia u porów oraz pozwala uzyska jednorodn struktur z drobnymi wydzie-
leniami w glików.
Proszki drobnoziarniste o wi kszej powierzchni w a ciwej, formowane wtryskowo bardziej
wype niaj obj to spiekanej kszta tki i szybciej ulegaj nadtopieniom. Ponadto wielko
cz stek proszku decyduje równie o chropowato ci powierzchni oraz wielko ci promienia
kraw dzi materia u spiekanego.
Istotnym czynnikiem warunkuj cym spiekanie jest atmosfera wype niaj ca komor pieca.
Dla proszków stali szybkotn cej wybór gazu oboj tnego np. argonu nie jest odpowiedni ze
wzgl du na jego brak rozpuszczalno ci w stali i mo liwo tworzenia si p cherzy gazowych.
Atmosfera podczas spiekania powinna by równie dobrana z uwagi na koszty, jakie generuj
zastosowane gazy.
Pomimo, e pró nia nie wi e si z bezpo rednimi kosztami gazu, wyposa enie pieców
w uk ady pró niowe i ich obs uga sprawia, e spiekanie pró niowe jest kosztown alternatyw .
Mimo to pró nia jest cz sto stosowana do spiekania stali szybkotn cych, zw aszcza praso-
wanych w matrycy lub izostatycznie. Spiekanie stali szybkotn cych formowanych wtryskowo
w wysokiej pró ni jest do trudne z uwagi na wydzielaj ce si produkty gazowe pochodz ce
z degradacji cieplnej resztek polimeru szkieletowego.
Produkty gazowe zanieczyszczaj pompy pró niowe, st d lepszym rozwi zaniem jest
atmosfera przep ywaj cego gazu lub mieszaniny gazowej najcz ciej N
2
-5%H
2
lub N
2
-10%H
2
o odpowiedniej temperaturze punktu rosy.
Wodór zapewnia redukcyjny charakter atmosfery
natomiast azot powoduje tworzenie si twardych w glikoazotków, które korzystnie wp ywaj
na struktur i w asno ci stali szybkotn cej.
Spiekanie jest nieodwracalne, wobec czego niemo liwe jest naprawienie b dów powsta-
ych podczas mieszania i formowania proszków.
Open Access Library
Volume 8 (14) 2012
66
L.A.
Dobrza ski, G. Matula
4.2. Gradientowe materia y narz dziowe z udzia em elaza
OGÓLNA CHARAKTERYSTYKA GRADIENTOWYCH MATERIA ÓW
NARZ DZIOWYCH Z UDZIA EM ELAZA
Poprawa w asno ci materia ów narz dziowych, a zw aszcza korzystne po czenie bardzo
du ej odporno ci powierzchni na zu ycie cierne z relatywnie wysok ci gliwo ci rdzenia
materia ów stosowanych na narz dzia wykrojnikowe i do obróbki plastycznej na gor co,
narz dzia skrawaj ce kszta towe o odpowiednio du ej ci gliwo ci oraz na wysokowydajne
narz dzia do skrawania z bardzo du ymi szybko ciami, nie s mo liwe do osi gni cia przez
zastosowanie materia ów konwencjonalnych, omówionych w poprzednich podrozdzia ach
niniejszego rozdzia u.
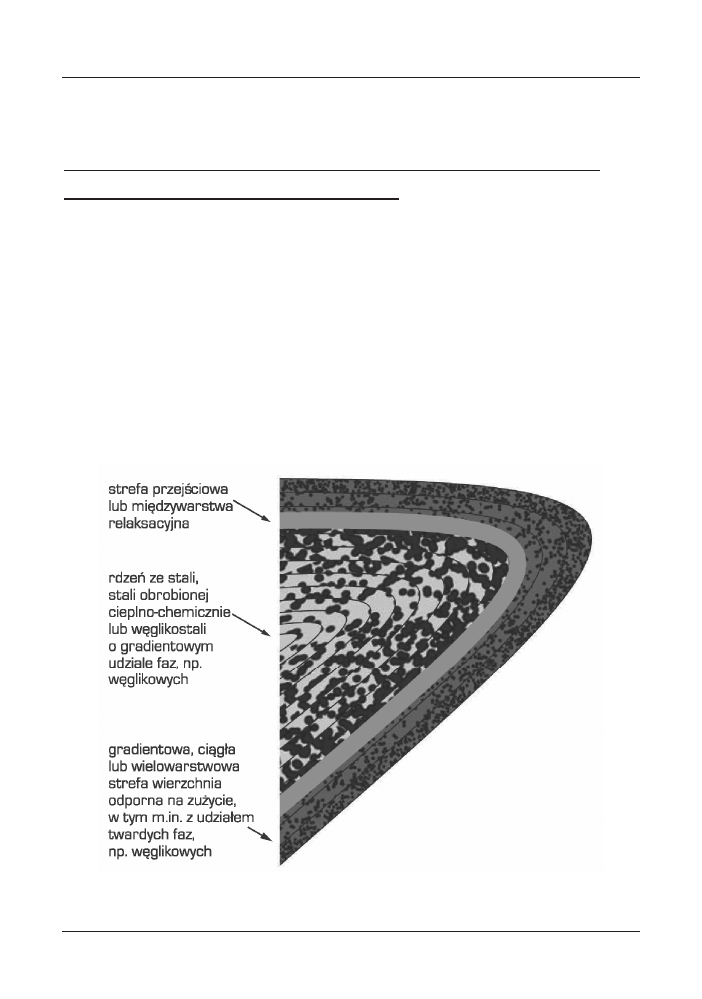
Rysunek 4.3. Schemat ideowy materia ów gradientowych
Podstawy metalurgii proszków
i materia y spiekane
4. Gradientowe materia y narz dziowe
67
Celowe jest zatem wykorzystanie ró nych nowoczesnych procesów technologicznych,
w tym:
laserowego wtapiania i stopowania,
spiekania metodami metalurgii proszków, w tym m.in. przez formowanie wtryskowe
proszku PIM oraz
osadzania pow ok z fazy gazowej PVD, m.in. w po czeniu ze zhybrydyzowan z tym
procesem jarzeniow obróbk cieplno-chemiczn ,
umo liwiaj cych uzyskanie gradientowych materia ów narz dziowych z udzia em elaza
o warstwach powierzchniowych o zró nicowanej grubo ci i ze struktur zmieniaj c si na
grubo ci warstwy wraz ze zmian sk adu chemicznego lub sk adu fazowego materia u
(rys. 4.3).
W zale no ci od technologii wytwarzania gradientowych materia ów narz dziowych
dobranych odpowiednio do zakresu zastosowania narz dzi, grubo ich warstwy powierz-
chniowej jest zawarta w zakresie 10
-3
-10
-6
m. Materia y te omówiono w niniejszej ksi ce,
gdy coraz cz ciej s uwa ane za oddzieln klas materia ów in ynierskich, chocia ci gle
s stosowane w skali laboratoryjnej lub pó technicznej i dotychczas jedynie w nielicznych
przypadkach spotka y si z zastosowaniami w praktyce przemys owej.
GRADIENTOWE MATERIA Y NARZ DZIOWE Z UDZIA EM ELAZA
WYTWARZANE METODAMI METALURGII PROSZKÓW
Kolejna grupa gradientowych materia ów narz dziowych na bazie elaza obejmuje stale
szybkotn ce o tradycyjnym sk adzie chemicznym wzmacniane powierzchniowo na grubo ci
0,1-1 mm twardymi fazami w glikowymi, azotkowymi i/lub tlenkowymi, np. typu NbC, VC,
WC, TiC, TiN, VN, BN, Al
2
O
3
i ZrO
2
, otrzymywane metodami metalurgii proszków,
o podwy szonych w asno ciach mechanicznych oraz zwi kszonej odporno ci na zu ycie
cierne i erozyjne, w tym równie w podwy szonej temperaturze pracy, w porównaniu do
konwencjonalnych i spiekanych stali szybkotn cych, przy jednocze nie zapewnionej
relatywnie du ej ci gliwo ci rdzenia, w a ciwej dla stali szybkotn cej. Zastosowane twarde
fazy ceramiczne wzmacniaj ce materia w obszarze warstwy wierzchniej, zwi kszaj jej
twardo i odporno na zu ycie cierne, w stosunku do bardziej ci gliwego rdzenia ze stali
szybkotn cej. Struktura tak wytworzonego materia u cechuje si gradientem liniowym sk adu
Open Access Library
Volume 8 (14) 2012
68
L.A.
Dobrza ski, G. Matula
chemicznego i fazowego, przechodz c od struktury charakterystycznej dla typowej stali
szybkotn cej w rdzeniu materia u do struktury w glikostali, stanowi cej warstw wierzchni .
Mo liwe jest równie wzmacnianie warstwy powierzchniowej proszkami wy ej stopowych
stali szybkotn cych.
Odmian wymienionych gradientowych materia ów narz dziowych, lecz o ni szych
w asno ciach powierzchniowych, jest materia uzyskiwany przez spiekanie mieszaniny
proszków elaza i grafitu o sk adzie chemicznym odpowiadaj cym stali niestopowej lub
proszku stali niestopowej, powierzchniowo wzbogacany proszkiem stali szybkotn cej,
o udziale wzrastaj cym w miar zbli ania si do powierzchni. Warstw wierzchni , odporn na
zu ycie cierne, stanowi wówczas stal szybkotn ca, a rdze stal niestopowa. Celem
wytwarzania materia u gradientowego o tak dobranym sk adzie chemicznym i strukturze jest
obni enie zu ycia stali szybkotn cej i zwi kszenie ci gliwo ci rdzenia takiego materia u
narz dziowego.
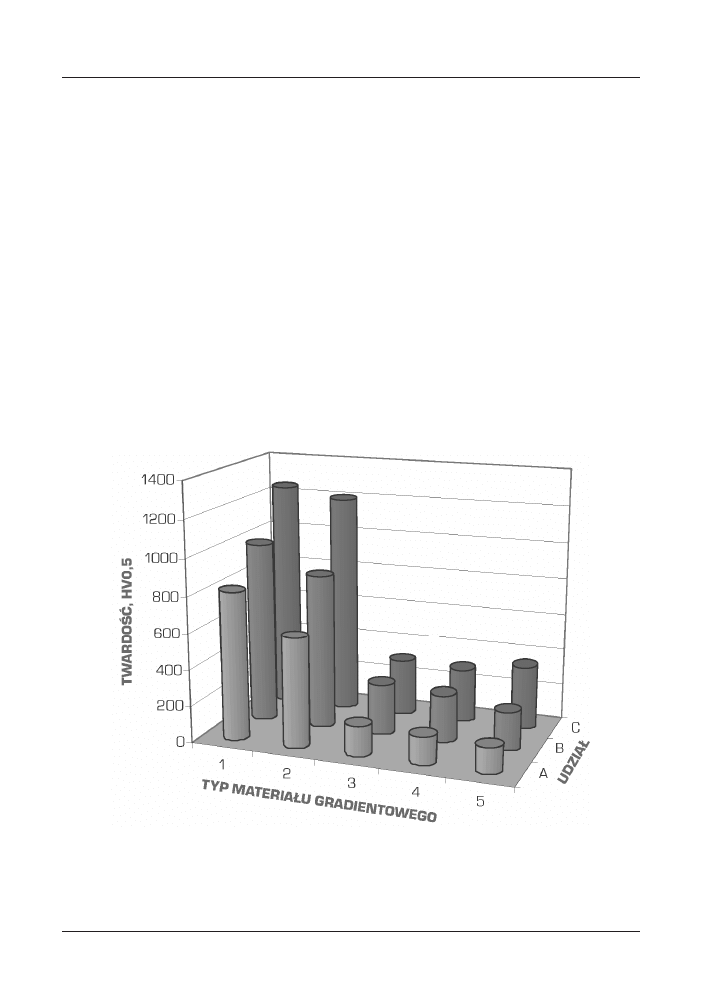
Rysunek 4.4. Twardo po spiekaniu materia ów gradientowych o osnowie stali szybkotn cej
HS6-5-2 wzmacnianych odpowiednio w glikiem: 1 – WC, 2 – VC, 3 – TiC, 4 – stal
szybkotn c HS12-1-5-5 oraz 5 – azotkiem BN; warstwa z udzia em obj to ciowym
materia u wzmacniaj cego (1 do 5): A – 10%, B – 30%, C – 50%
Podstawy metalurgii proszków
i materia y spiekane
4. Gradientowe materia y narz dziowe
69
W celu uzyskania gradientu struktury i w asno ci wytwarzanych materia ów stosowane s
ró ne techniki formowania mieszanin proszków. Nale do nich prasowanie w matrycy
jednoosiowej jednostronnej, prasowanie izostatyczne na zimno, formowanie niskoci nieniowe
g stwy polimerowo-proszkowej, formowanie wibracyjne i dog szczanie w matrycy zamkni tej
oraz formowanie sedymentacyjne, przy czym najbardziej korzystna jest metoda klasycznego
prasowania w matrycy zamkni tej przez sekwencyjne zasypywanie matryc mieszaninami
proszków, o udziale twardych faz ceramicznych rosn cym w kierunku warstwy wierzchniej,
stanowi cej powierzchni robocz narz dzia. Uformowane kszta tki s nast pnie spiekane
w pró ni lub w atmosferze gazów ochronnych. Struktura wyprasek otrzymywanych przez
sekwencyjne zasypywanie matryc mieszaninami proszków ma charakter warstwowy, jednak
procesy transportu masy wyst puj ce w wysokiej temperaturze podczas spiekania, umo liwiaj
otrzymanie spieku o praktycznie liniowym gradiencie sk adu chemicznego.
Zastosowanie formowania niskoci nieniowego g stwy polimerowo-proszkowej jest natomiast
szczególnie istotne ze wzgl dów ekonomicznych. Ograniczenia tej metody wynikaj z konie-
czno ci degradacji termicznej polimeru w g stwie polimerowo-proszkowej oraz jej kontroli,
co mo e skutkowa lokalnym zwi kszeniem st enia w gla, obni eniem temperatury spie-
kania, rozrostem w glików lub nawet nadtopieniem obszarów bogatych w w giel i dodatki
stopowe obni aj ce temperatur solidus.
Twardo analizowanej grupy gradientowych materia ów narz dziowych w stanie po
odpuszczaniu jest o ok. 2-3 HRC wy sza, w stosunku do twardo ci materia u w stanie
hartowanym, co jest zwi zane z efektem twardo ci wtórnej, wynikaj cym z zastosowania stali
szybkotn cej jako osnowy tych materia ów (rys. 4.4).
4.3. Gradientowe materia y narz dziowe wytwarzane metodami
in ynierii powierzchni
GRADIENTOWE MATERIA Y NARZ DZIOWE Z UDZIA EM ELAZA
WYTWARZANE PRZEZ POWIERZCHNIOWE PRZETAPIANIE LASEROWE
Stopowanie i wtapianie laserowe pod o a z ró nych stali narz dziowych stopowych,
zw aszcza do pracy na gor co, ale równie do pracy na zimno, a nawet szybkotn cych,
zapewnia najwy szej jako ci warstwy wierzchnie o grubo ci 0,1-1,5 mm i bardzo wysokiej

Open Access Library
Volume 8 (14) 2012
70
L.A.
Dobrza ski, G. Matula
jako ci ich po czenia z pod o em, mo liwe do wykorzystania dla sporej cz ci narz dzi
wytwarzanych z tolerancj wymiarow poni ej 0,1-0,5 mm, gdy kryterium wymiarowe
trwa o ci nie przekracza 0,5-1,0 mm. Podwy szona odporno na zu ycie cierne, w asno ci
mechaniczne, trybologiczne, a tak e bardzo wysoka odporno na zm czenie cieplne, któr
wykazuj te materia y, mo liwe s do uzyskania w szczególno ci przez stopowanie cz stkami
w glików NbC, TaC, TiC, VC i WC. Nie tylko w a ciwy dobór proszku ceramicznego u ytego
do stopowania, lecz tak e jego rozmieszczenie oraz udzia obj to ciowy w osnowie, dobierane
w wyniku ró nych operacji technologicznych, decyduj o w asno ciach u ytkowych gotowego
produktu. Kszta towanie gradientowej struktury t metod prowadzi do uzyskania w asno ci
warstwy wierzchniej niemo liwych do osi gni cia w wyniku konwencjonalnych procesów
technologicznych, np. obróbki cieplnej.
Metod t otrzymuje si warstwy drobnokrystaliczne przesycone w glem i innymi
pierwiastkami pochodz cymi z rozpadu cz stek faz ceramicznych stosowanych do stopowania,
charakteryzuj ce si du ró norodno ci chemiczn i czysto ci metalurgiczn , co w kon-
sekwencji szybkiej krystalizacji w wyniku krzepni cia metalu prowadzi do gradientowej
zmiany twardo ci i w asno ci u ytkowych warstwy wierzchniej tak wytworzonych materia ów.
Temperatura przetapiania pod o a stalowego dochodzi do 3400°C. Jest to przyczyn super-
szybkich przemian fazowych wp ywaj cych na mechanizm strukturalny kszta towania warstw
wierzchnich poddanych obróbce laserowej. Nast puje wówczas silna cyrkulacja ciek ego
metalu, a po przej ciu wi zki laserowej gwa towne krzepni cie. Szybka krystalizacja prowadzi
do zró nicowania struktury w przekroju strefy przetopionej i charakterystycznej dla tych
obszarów wielokrotnej zmiany kierunku wzrostu kryszta ów. W obszarze znajduj cym si na
granicy mi dzy fazami sta i ciek , wyst puj niewielkie dendryty, których g ówne osie
zorientowane s zgodnie z kierunkami odprowadzania ciep a. Znacznie mniejsza wielko
kryszta ów w tej strefie, w porównaniu do centralnej cz ci przetopienia, jest zwi zana
z inicjowaniem procesu krzepni cia na nierozpuszczonych w glikach i cz ciowo przeto-
pionych ziarnach materia u rodzimego. Kolejne etapy wzrostu kryszta ów (komórkowo-
dendrytyczny i dendrytyczny) s ci le zwi zane z zachowaniem uprzywilejowanej orientacji,
bowiem kierunek wzrostu kryszta ów odpowiada kierunkowi najwi kszego gradientu tempe-
ratury, poniewa ca a obj to materia u obrabianego elementu przejmuje ciep o pochodz ce
z procesu przetapiania. W obszarze centralnym strefy przetopionej, gdzie odprowadzanie
ciep a nast puje we wszystkich kierunkach, tworzy si struktura drobnych, równoosiowych
Podstawy metalurgii proszków
i materia y spiekane
4. Gradientowe materia y narz dziowe
71
kryszta ów z siatk w glików. Wzrost mocy lasera powoduje cz ciowe ich rozpuszczenie
w osnowie badanej stali, a w stopowanej warstwie wierzchniej miejscowe st enie niobu,
tantalu, wanadu, tytanu i/lub wolframu przekracza st enia równowagowe. Wprowadzone do
stali w gliki s obecne jedynie w strefie przetopionej, jednak ich udzia wzrasta na granicach
dendrytów. Wraz ze zwi kszeniem mocy lasera wyst puje zawirowanie linii kapilarnych, które
zaczynaj si ze sob
czy , a pojawiaj ce si konglomeraty w glików uk adaj si
w charakterystyczne zawirowania. Osnow warstwy wierzchniej tych materia ów gradiento-
wych po stopowaniu stanowi martenzyt listwowy o du ej g sto ci dyslokacji. Listwy mar-
tenzytu s bardzo drobne, o nieregularnym kszta cie i w bardzo du ym stopniu s zbli nia-
czone. W martenzycie warstwy wierzchniej stali stopowanych znajduj si równie drobne
w gliki typu M
3
C, M
7
C
3
lub M
4
C
3
, w zale no ci od rodzaju w glików u ytych do stopowania,
wydzielone w stanie sta ym i rozmieszczone g ównie na granicach listew martenzytu oraz na
granicach bli niaczych.
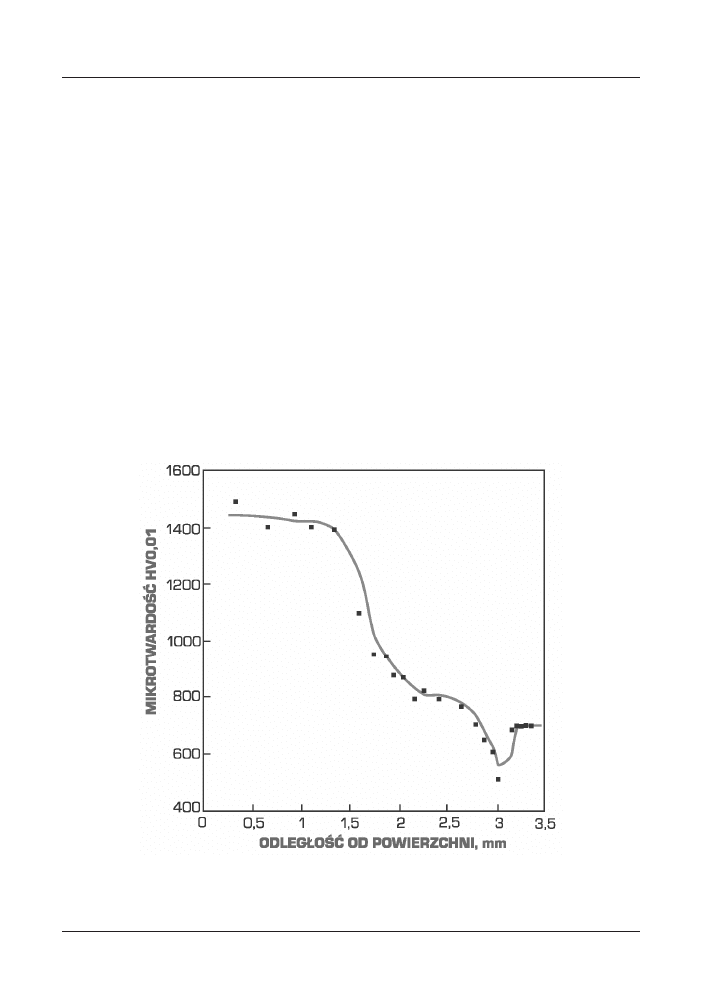
Rysunek 4.5. Zmiana mikrotwardo ci warstwy wierzchniej stali X38CrMoV5-3 po stopowaniu
w glikiem TaC laserem diodowym du ej mocy HPDL wi zk 1,6 kW
Open Access Library
Volume 8 (14) 2012
72
L.A.
Dobrza ski, G. Matula
Umocnienie warstwy wierzchniej tak wytworzonych gradientowych materia ów narz dzio-
wych z udzia em elaza obejmuje:
krystalizacj warstwy wierzchniej stali stopowych narz dziowych po laserowym przetapianiu
i zwi zane z tym uzyskanie struktury martenzytu listwowego o du ej g sto ci dyslokacji,
utwardzanie dyspersyjne warstwy wierzchniej przez wtopione lub cz ciowo rozpuszczone
w gliki NbC, TaC, TiC, VC lub WC,
wzbogacenie warstwy wierzchniej w dodatki stopowe pochodz ce z rozpuszczaj cych si
w glików,
utwardzanie wydzieleniowe przez nowo wydzielone w gliki.
Zwi kszenie mocy lasera powoduje zmniejszenie udzia u nierozpuszczonych w glików
utwardzaj cych dyspersyjnie przetopion osnow warstwy wierzchniej stali. W wyniku tego
nast puje zwi kszenie twardo ci powierzchni analizowanych materia ów nawet do
ok. 1400 HV0,01 (rys. 4.5) oraz poprawa w asno ci trybologicznych warstwy wierzchniej tak
wytworzonych materia ów gradientowych, w porównaniu do analogicznych w asno ci stali
konwencjonalnie obrobionej cieplnie. Dodatkowo wyst puje gradientowy spadek mikro-
twardo ci w warstwie wierzchniej przy stopowaniu w glikami. Pojawienie si obszaru
o wyra nym spadku twardo ci do 500-600 HV0,01, jest wynikiem utworzenia si strefy
materia u odpuszczonego podczas obróbki laserowej, nagrzanego do temperatury wy szej od
temperatury odpuszczania. Wytworzone w ten sposób materia y gradientowe mog by
stosowane do produkcji lub regeneracji narz dzi, zw aszcza stosowanych do obróbki
plastycznej na zimno i na gor co.
GRADIENTOWE MATERIA Y NARZ DZIOWE Z UDZIA EM ELAZA
WYTWARZANE PRZEZ NANOSZENIE POW OK PVD NA POD O U
Z MATERIA ÓW NARZ DZIOWYCH
Kolejna grupa technologii wytwarzania gradientowych materia ów narz dziowych z udzia-
em elaza dotyczy nanoszenia pow ok gradientowych typu (Ti,Al)N, Ti(C,N), (Ti,Al,Si)N
i (Al,Ti,Si)N o p ynnej zmianie jednego lub kilku jej sk adników od pod o a do zewn trznej jej
powierzchni na pod o e z konwencjonalnych lub spiekanych stali narz dziowych, chocia
najcz ciej obejmuje ona pozosta e spiekane materia y narz dziowe, w tym w gliki spiekane,
cermetale oraz tlenkow i azotkow ceramik narz dziow z sialonami w cznie. Grubo
Podstawy metalurgii proszków
i materia y spiekane
4. Gradientowe materia y narz dziowe
73
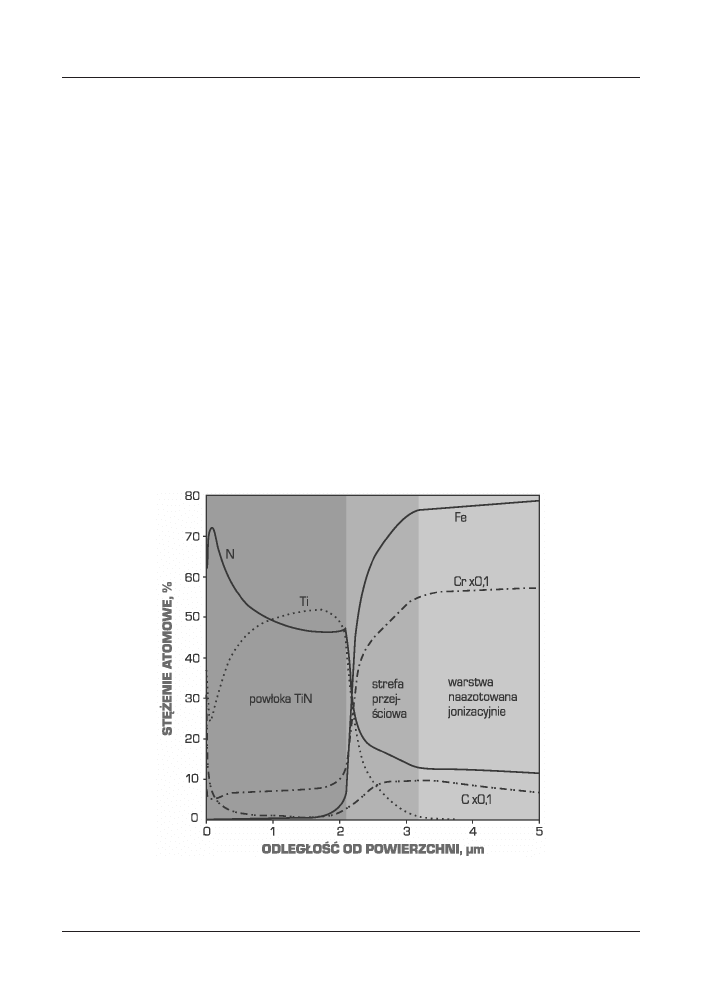
warstwy gradientowej w tych przypadkach obejmuje zwykle 3-5 m (rys. 4.6). Technologia ta
zapewnia znacz ce polepszenie w asno ci u ytkowych materia ów narz dziowych i zwi kszenie
trwa o ci narz dzi, m.in. przez wyeliminowanie wzmo onego zu ycia korozyjnego, wyst pu-
j cego podczas stosowania tych materia ów.
Pow oki gradientowe PVD, np. (Ti,Al,Si)N lub Ti(C,N) mog charakteryzowa si p ynn
zmian sk adu chemicznego w kierunku od pod o a do powierzchni pow oki, lub mog by
wykonywane jako warstwowe, jak np. (Ti,Al,Si)N. Nanoszenie przeciwzu yciowych pow ok
gradientowych typu (Ti,Al)N, Ti(C,N), (Ti,Al,Si)N i (Al,Ti,Si)N m.in. na stale narz dziowe
powoduje znacz ce zwi kszenie ich odporno ci na zu ycie cierne, co bezpo rednio wp ywa
na znaczne zwi kszenie trwa o ci w stosunku do wykonanych z materia ów konwencjo-
nalnych. Naniesienie wymienionych pow ok wp ywa na znacz cy wzrost twardo ci warstwy
wierzchniej. Wszystkie naniesione pow oki charakteryzuj si bardzo dobr przyczepno ci do
pod o a. Bardzo dobra przyczepno pow ok PVD do pod o a jest spowodowana nie tylko
przez dobr adhezj , jak s dzono dotychczas, ale równie przez dyfuzyjne przemieszanie
Rysunek 4.6. Zmiany st enia pierwiastków w warstwie wierzchniej z pow ok TiN na pod o u
z azotowanej plazmowo stali X37CrMoV5-1 (opracowano wed ug M. Polok-Rubiniec)

Open Access Library
Volume 8 (14) 2012
74
L.A.
Dobrza ski, G. Matula
pierwiastków w strefie przej ciowej, mi dzy pod o em a pow ok , przy dwóch równocze nie
mo liwych strumieniach dyfuzji, tj. pierwiastków tworz cych pow oki do pod o a oraz w gla,
a jeszcze lepiej azotu (a mo e tak e niektórych metali) od pod o a do pow oki. St d bardzo
dobre rezultaty uzyskuje si w wyniku hybrydyzacji wymienionej technologii z uprzednim
azotowaniem, najlepiej jonizacyjnym, powierzchni np. stali szybkotn cych i to zarówno kon-
wencjonalnych, jak i spiekanych oraz stali narz dziowych stopowych do pracy na gor co i na
zimno. Grubo ca kowita hybrydowej gradientowej warstwy powierzchniowej si ga wówczas
kilkudziesi ciu m i zwykle nie przekracza 100 m.
Document Outline
- OAL14_s7-112_ 1
- OAL14_s7-112_ 2
- OAL14_s7-112_ 3
- OAL14_s7-112_ 4
- OAL14_s7-112_ 5
- OAL14_s7-112_ 6
- OAL14_s7-112_ 7
- OAL14_s7-112_ 8
- OAL14_s7-112_ 9
- OAL14_s7-112_ 10
- OAL14_s7-112_ 11
- OAL14_s7-112_ 12
- OAL14_s7-112_ 13
- OAL14_s7-112_ 14
- OAL14_s7-112_ 15
- OAL14_s7-112_ 16
- OAL14_s7-112_ 17
- OAL14_s7-112_ 18
- OAL14_s7-112_ 19
- OAL14_s7-112_ 20
- OAL14_s7-112_ 21
- OAL14_s7-112_ 22
- OAL14_s7-112_ 23
- OAL14_s7-112_ 24
- OAL14_s7-112_ 25
- OAL14_s7-112_ 26
- OAL14_s7-112_ 27
- OAL14_s7-112_ 28
- OAL14_s7-112_ 29
- OAL14_s7-112_ 30
- OAL14_s7-112_ 31
- OAL14_s7-112_ 32
- OAL14_s7-112_ 33
- OAL14_s7-112_ 34
- OAL14_s7-112_ 35
- OAL14_s7-112_ 36
- OAL14_s7-112_ 37
- OAL14_s7-112_ 38
- OAL14_s7-112_ 39
- OAL14_s7-112_ 40
- OAL14_s7-112_ 41
- OAL14_s7-112_ 42
- OAL14_s7-112_ 43
- OAL14_s7-112_ 44
- OAL14_s7-112_ 45
- OAL14_s7-112_ 46
- OAL14_s7-112_ 47
- OAL14_s7-112_ 48
- OAL14_s7-112_ 49
- OAL14_s7-112_ 50
- OAL14_s7-112_ 51
- OAL14_s7-112_ 52
- OAL14_s7-112_ 53
- OAL14_s7-112_ 54
- OAL14_s7-112_ 55
- OAL14_s7-112_ 56
- OAL14_s7-112_ 57
- OAL14_s7-112_ 58
- OAL14_s7-112_ 59
- OAL14_s7-112_ 60
- OAL14_s7-112_ 61
- OAL14_s7-112_ 62
- OAL14_s7-112_ 63
- OAL14_s7-112_ 64
- OAL14_s7-112_ 65
- OAL14_s7-112_ 66
- OAL14_s7-112_ 67
- OAL14_s7-112_ 68
- OAL14_s7-112_ 69
- OAL14_s7-112_ 70
- OAL14_s7-112_ 71
- OAL14_s7-112_ 72
- OAL14_s7-112_ 73
- OAL14_s7-112_ 74
- OAL14_s7-112_ 75
- OAL14_s7-112_ 76
- OAL14_s7-112_ 77
- OAL14_s7-112_ 78
- OAL14_s7-112_ 79
- OAL14_s7-112_ 80
- OAL14_s7-112_ 81
- OAL14_s7-112_ 82
- OAL14_s7-112_ 83
- OAL14_s7-112_ 84
- OAL14_s7-112_ 85
- OAL14_s7-112_ 86
- OAL14_s7-112_ 87
- OAL14_s7-112_ 88
- OAL14_s7-112_ 89
- OAL14_s7-112_ 90
- OAL14_s7-112_ 91
- OAL14_s7-112_ 92
- OAL14_s7-112_ 93
- OAL14_s7-112_ 94
- OAL14_s7-112_ 95
- OAL14_s7-112_ 96
- OAL14_s7-112_ 97
- OAL14_s7-112_ 98
- OAL14_s7-112_ 99
- OAL14_s7-112_100
- OAL14_s7-112_101
- OAL14_s7-112_102
- OAL14_s7-112_103
- OAL14_s7-112_104
- OAL14_s7-112_105
- OAL14_s7-112_106
- OAL14_s7-112_ 1
- OAL14_s7-112_ 2
- OAL14_s7-112_ 3
- OAL14_s7-112_ 4
- OAL14_s7-112_ 5
- OAL14_s7-112_ 6
- OAL14_s7-112_ 7
- OAL14_s7-112_ 8
- OAL14_s7-112_ 9
- OAL14_s7-112_ 10
- OAL14_s7-112_ 11
- OAL14_s7-112_ 12
- OAL14_s7-112_ 13
- OAL14_s7-112_ 14
- OAL14_s7-112_ 15
- OAL14_s7-112_ 16
- OAL14_s7-112_ 17
- OAL14_s7-112_ 18
- OAL14_s7-112_ 19
- OAL14_s7-112_ 20
- OAL14_s7-112_ 21
- OAL14_s7-112_ 22
- OAL14_s7-112_ 23
- OAL14_s7-112_ 24
- OAL14_s7-112_ 25
- OAL14_s7-112_ 26
- OAL14_s7-112_ 27
- OAL14_s7-112_ 28
- OAL14_s7-112_ 29
- OAL14_s7-112_ 30
- OAL14_s7-112_ 31
- OAL14_s7-112_ 32
- OAL14_s7-112_ 33
- OAL14_s7-112_ 34
- OAL14_s7-112_ 35
- OAL14_s7-112_ 36
- OAL14_s7-112_ 37
- OAL14_s7-112_ 38
- OAL14_s7-112_ 39
- OAL14_s7-112_ 40
- OAL14_s7-112_ 41
- OAL14_s7-112_ 42
- OAL14_s7-112_ 43
- OAL14_s7-112_ 44
- OAL14_s7-112_ 45
- OAL14_s7-112_ 46
- OAL14_s7-112_ 47
- OAL14_s7-112_ 48
- OAL14_s7-112_ 49
- OAL14_s7-112_ 50
- OAL14_s7-112_ 51
- OAL14_s7-112_ 52
- OAL14_s7-112_ 53
- OAL14_s7-112_ 54
- OAL14_s7-112_ 55
- OAL14_s7-112_ 56
- OAL14_s7-112_ 57
- OAL14_s7-112_ 58
- OAL14_s7-112_ 59
- OAL14_s7-112_ 60
- OAL14_s7-112_ 61
- OAL14_s7-112_ 62
- OAL14_s7-112_ 63
- OAL14_s7-112_ 64
- OAL14_s7-112_ 65
- OAL14_s7-112_ 66
- OAL14_s7-112_ 67
- OAL14_s7-112_ 68
- OAL14_s7-112_ 69
- OAL14_s7-112_ 70
- OAL14_s7-112_ 71
- OAL14_s7-112_ 72
- OAL14_s7-112_ 73
- OAL14_s7-112_ 74
- OAL14_s7-112_ 75
- OAL14_s7-112_ 76
- OAL14_s7-112_ 77
- OAL14_s7-112_ 78
- OAL14_s7-112_ 79
- OAL14_s7-112_ 80
- OAL14_s7-112_ 81
- OAL14_s7-112_ 82
- OAL14_s7-112_ 83
- OAL14_s7-112_ 84
- OAL14_s7-112_ 85
- OAL14_s7-112_ 86
- OAL14_s7-112_ 87
- OAL14_s7-112_ 88
- OAL14_s7-112_ 89
- OAL14_s7-112_ 90
- OAL14_s7-112_ 91
- OAL14_s7-112_ 92
- OAL14_s7-112_ 93
- OAL14_s7-112_ 94
- OAL14_s7-112_ 95
- OAL14_s7-112_ 96
- OAL14_s7-112_ 97
- OAL14_s7-112_ 98
- OAL14_s7-112_ 99
- OAL14_s7-112_100
- OAL14_s7-112_101
- OAL14_s7-112_102
- OAL14_s7-112_103
- OAL14_s7-112_104
- OAL14_s7-112_105
- OAL14_s7-112_106
Wyszukiwarka
Podobne podstrony:
MRIT Materiały narzędziowe
Ćw 1 Budowa i geometria ostrzy skrawających materiały narzędziowe opracowanie nr 2
Dobieranie materiałów, narzędzi i sprzętu do robót okładzinowych
Materiały narzędziowe zakres teor pyt 1,2,3
4 2 Materiały narzędziwe
Dobieranie materiałów, narzędzi i sprzętu do robót tynkarskich
16 Dobieranie materiałów, narzędzi i sprzętu do izolacji akustycznych i przeciwdrganiowych
Dobieranie materiałów, narzędzi i sprzętu do robót murarskich
Materialy narzedziowe(1)
Materialy narzedziowe
Materialy narzedziowe, ZiIP Politechnika Poznańska, Technologie Kształtujące
Materiały narzędziowe, ZiIP, II Rok ZIP, Obróbka skrawaniem, Obrobka skrawaniem, Obróbka skrawaniem
Charakterystyka materiałów narzędziowych zastosowanych w ćwiczeniu DOBRE
Dobieranie materialow, narzedzi Nieznany
więcej podobnych podstron