
Materiały narzędziowe
Materiały narzędziowe
1. STALE NARZĘDZIOWE
2. WĘGLIKI SPIEKANE
3. WĘGLIKI POKRYWANE
4. CERMETALE
5. SPIEKI CERAMICZNE
6. MATERIAŁY SUPERTWARDE
Kryteria doboru materiału
Kryteria doboru materiału
narzędziowego
narzędziowego
• wymagana okresowa lub wymiarowa trwałość ostrza
- przy zachowaniu tej samej okresowej trwałości ostrza
materiał limituje wartość dopuszczalnej v
c
, a więc i
wydajność skrawania
• własności
materiału
obrabianego
-
twardość,
wytrzymałość , ścierność, inne zjawiska fizyko-chemiczne
• rodzaj obróbki - od pola powierzchni przekroju
poprzecznego warstwy skrawanej zależne jest obciążenie
ostrza
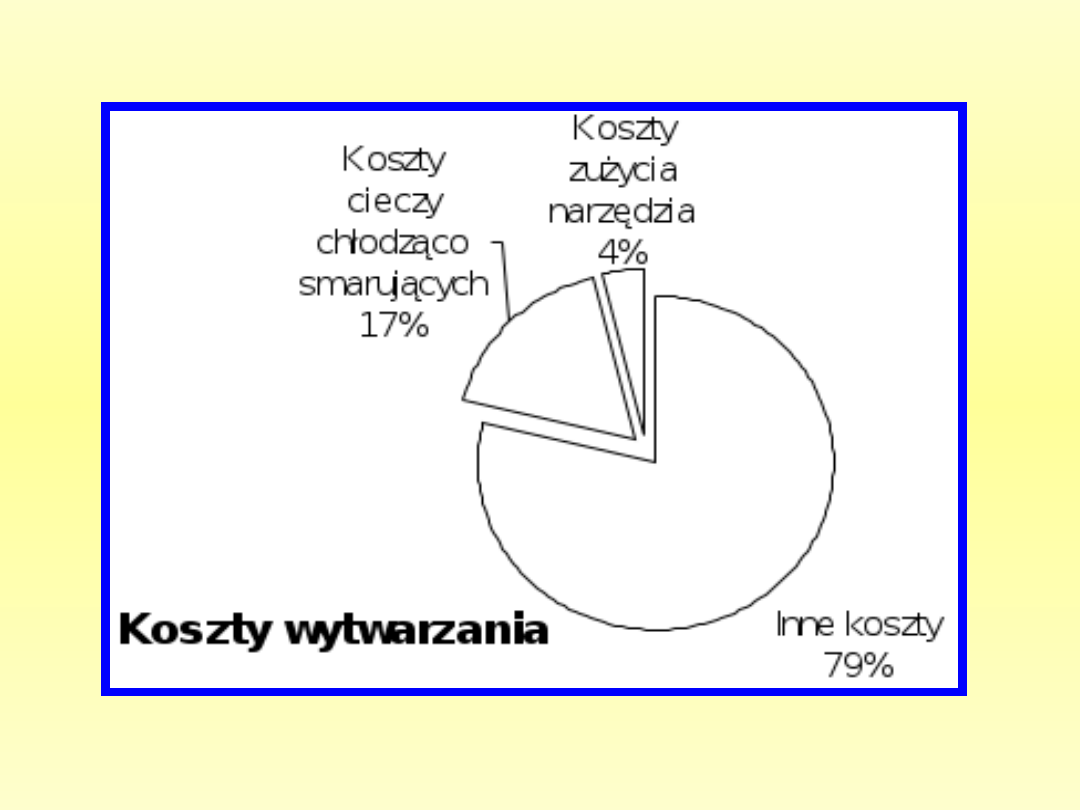
• względy techniczno-ekonomiczne - analiza kosztów
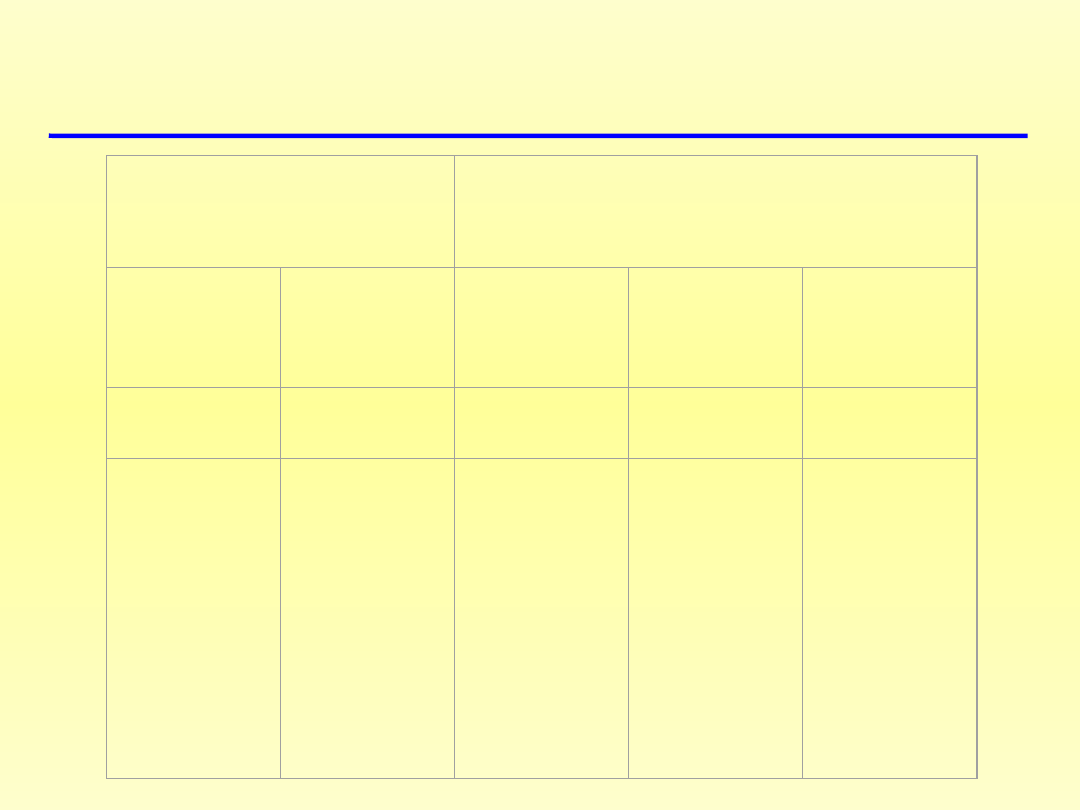
1.
1.
STALE NARZĘDZIOWE
STALE NARZĘDZIOWE
W
W
Ę
Ę
GLOWE
GLOWE
STOPOWE
STOPOWE
PŁYTKO
HARTUJĄCE
SIĘ
GŁĘBOKO
HARTUJĄCE
SIĘ
DO PRACY
NA ZIMNO
DO PRACY
NA GORĄCO
SZYBKO-
TNĄCE
N.....E
N.......
N......
W.......
S.......
N7E
N8E
N9E
N10E
N11E
N12E
N5
N6
N7
N8
N9
N10
N11
N12
NV
NMW
NCV1
NCS
NC5
NC6
NC4
NC10
NC11
NCWV
NW1
WM1
WCV
WC4
WC2
WCZ
WCMB
WNL
WWS
WWN1
WNW2
SW12
(SW18)
SW2M2
SW7M
SK5M
(SK5MC)
SK8M
(SK5V)
SK10V
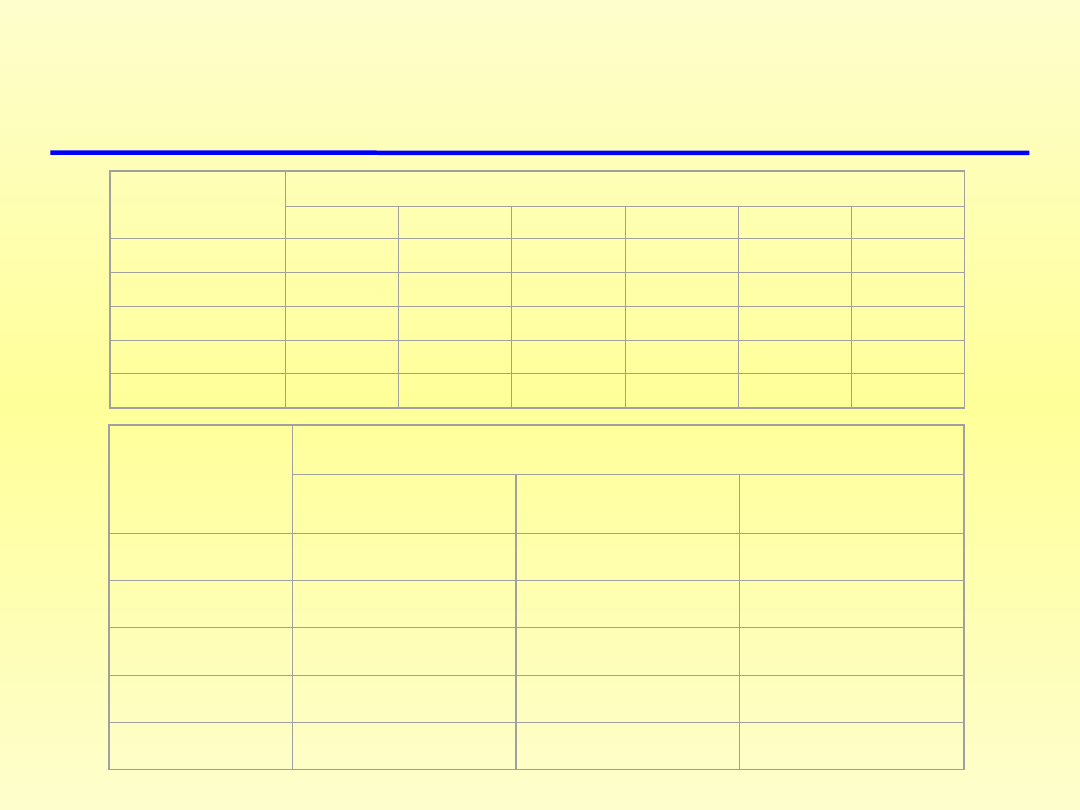
HSS - Stale szybkotnące
Symbol
Skład chemiczny [%]
C
Cr
W
Mo
V
Co
HSS
0,9
4,1
6,4
5,0
1,8
HSS Co5
0,9
4,1
6,4
5,0
1,8
4,8
HSS Co8
0,9
4,1
6,4
5,0
1,8
8,0
HSS
Co10
1,3
4,0
9,3
3,6
3,2
10,0
HSS
PM/F
1,6
4,75
10,5
2,0
5,0
8,0
Symbol
Właściwości
Odporność na
temp.
Odporność na
zużycie
Wytrzymałość
HSS
HSS Co5
HSS Co8
HSS Co10
HSS PM/F
2. WĘGLIKI SPIEKANE
do obróbki skrawaniem (gatunki
S, U, H)
do obróbki plastycznej (G)
do wierceń górniczych (B)
70-96%
węglików metali wysokotopliwych
(
wolfram, tantal, tytan, niob
) +
kobalt
jako
osnowa
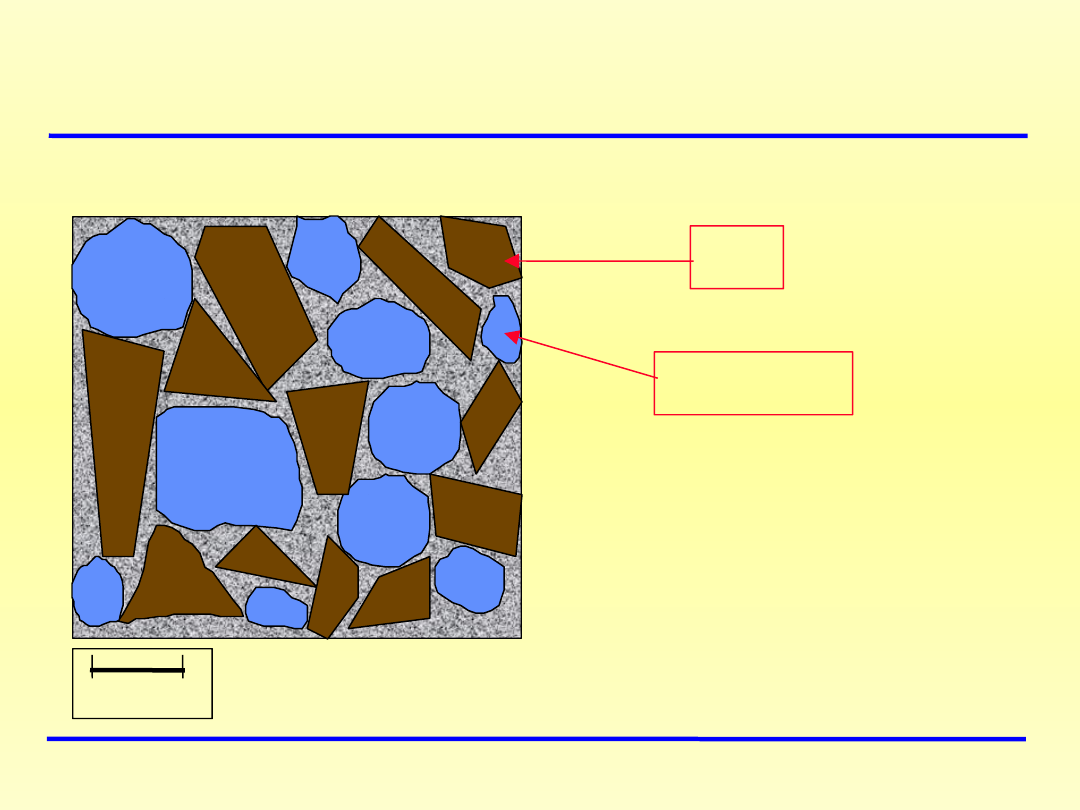
Schemat sk
Schemat sk
ł
ł
adu w
adu w
ę
ę
glika
glika
spiekanego
spiekanego
WC
TiC - WC
2
m
(TaC + NbC)
mieszanka
węglików
micrograin
micrograin
micrograin
WC 6%Co
1 - 3
1600
2000
WC 6%Co
0,2 - 1,0
1800
1600
3000
3700
WC 10%Co
Niektóre w
Niektóre w
ę
ę
gliki wolframu w osnowie
gliki wolframu w osnowie
Co
Co
WC 6%Co
1800
3200
4000
1730
WC 6%Co
Węgliki
Stopy
Wielkość
ziarna [m]
Twardoś
ć
HV 30
Wytrzymałość na
pękanie
[
N/mm
2
]
Konwencjonalne
Drobno ziarn.
0,8
0,7
0,4
3. WĘGLIKI SPIEKANE
POKRYWANE
Powłoki pojedyńcze o grubości kilku
m
TiC, TiN, TiCN, TiAlN, TiAlCN, Al
2
O
3
,
ZrN, HfN
Wielowarstwowe:
skrawność 5-10 razy lepsze od niepowlekanych
do 2 razy lepsze od powlekanych pojedynczo lub
podwójnie
METODY POWLEKANIA
CVD
(metoda chemiczna - r
n
=50-100m)
PVD
(powlekanie w temp. 500
o
C)
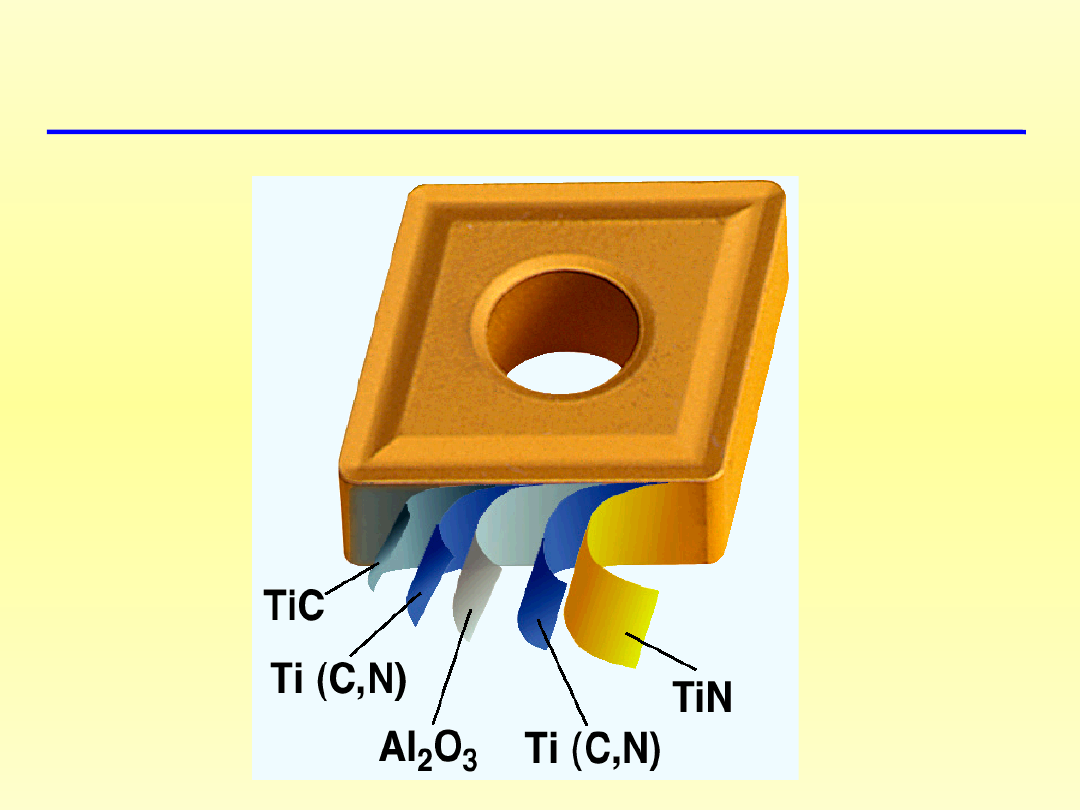
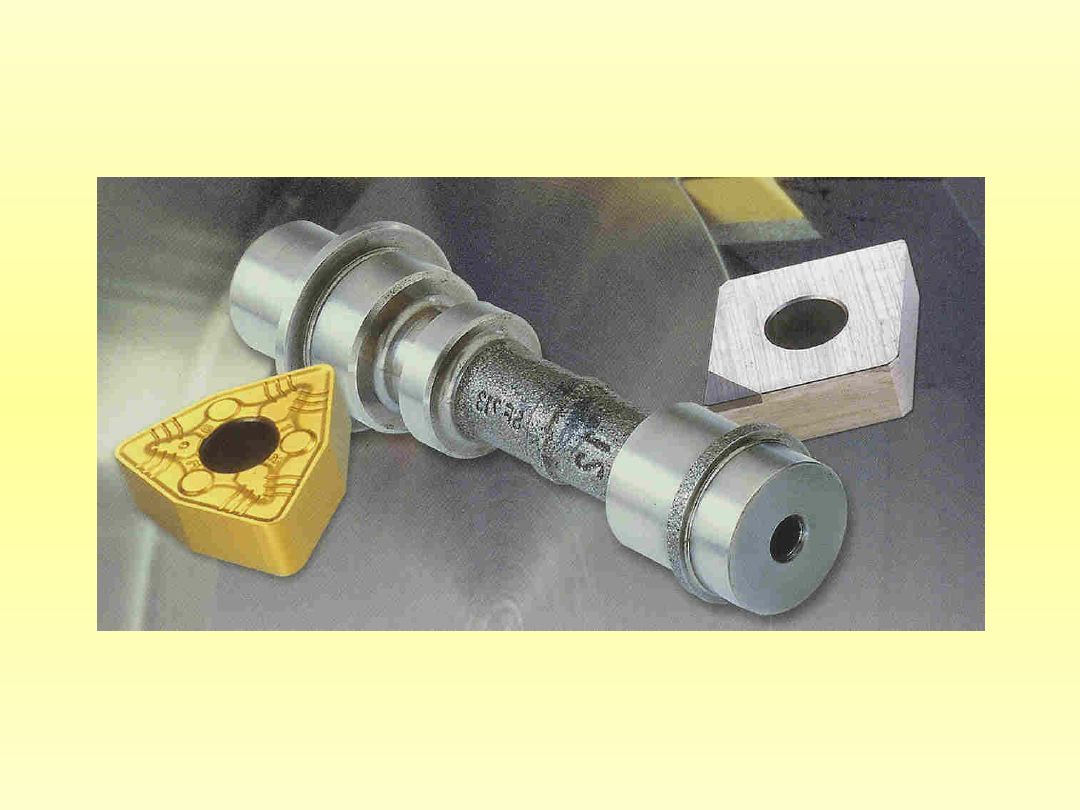
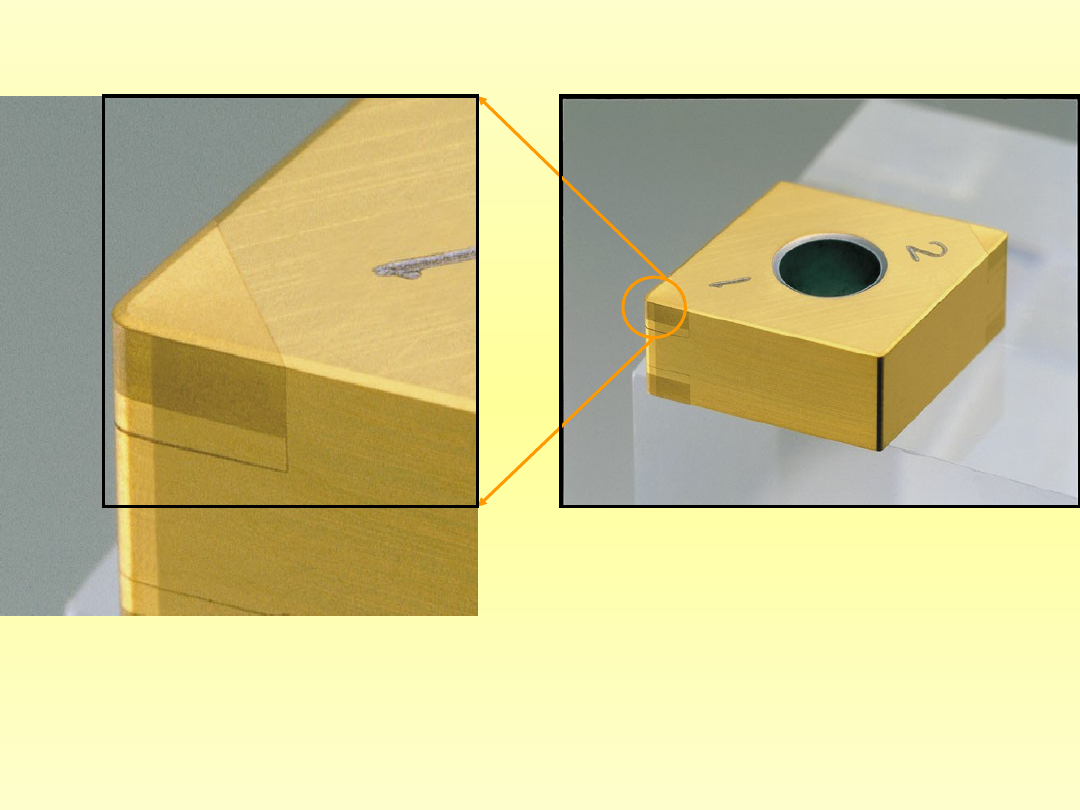
Powłoki na płytkach wieloostrzowych
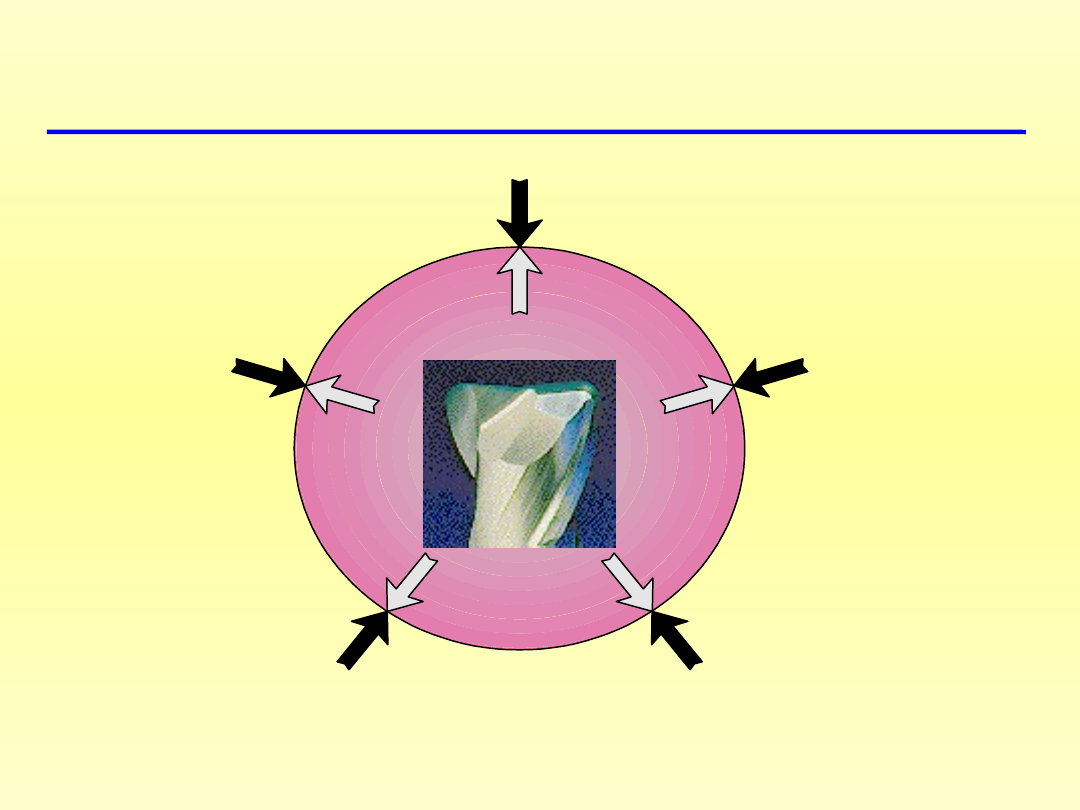
Rola powłok
Dyfuzja
Utlenianie
Adhezja
Tarcie
Wykruszenia
Umocnienie krawedzi
skrawajacej
Nizsze tarcie
Wyzsza
twardosc
Bariera
chemiczna
Izolacja
termiczna
Narzedzi
e
Pokrycie
Korozja
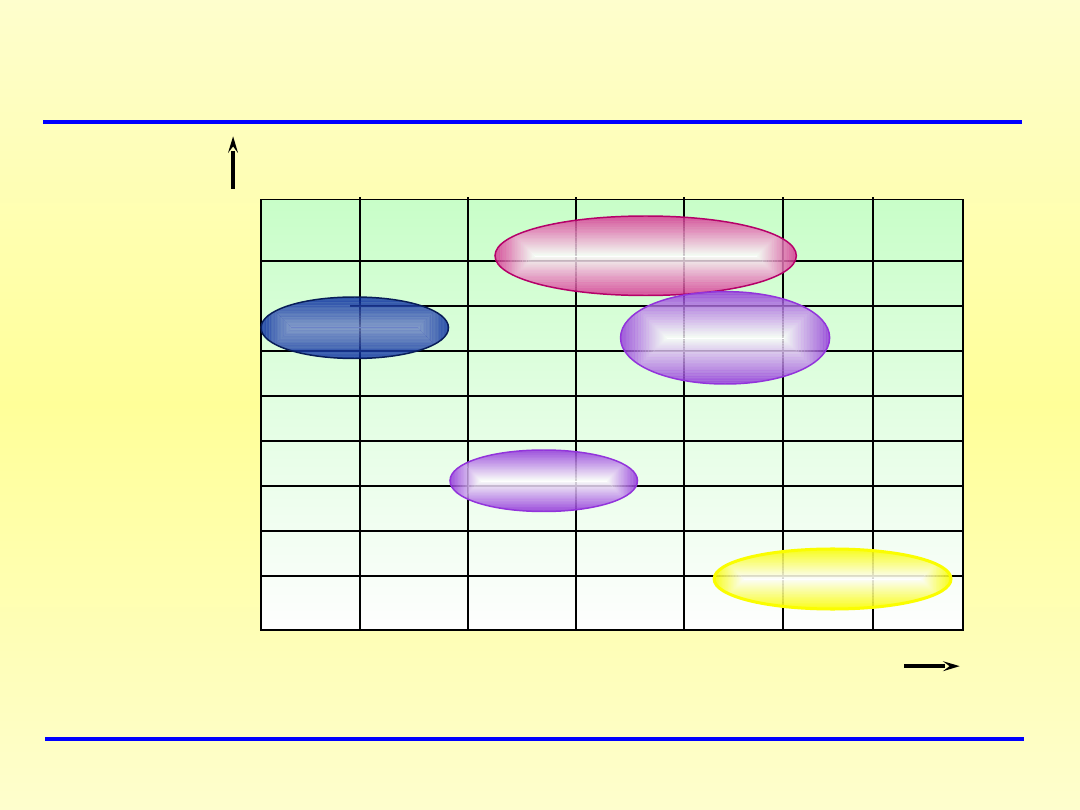
Właściwości powłok
TiAlCN
TiC
N
TiAlN
Multilayer
TiAlN/TiN
Wytrzymałość / temperatura
utleniania
Tw
a
rd
o
ś
ć
/
o
d
p
o
rn
o
ś
ć
n
a
zu
ży
c
ie
TiN
4. CERMETALE
Mieszane spieki węglikowo –tlenkowe
(
40% Al
2
O
3
+
50% TiC
lub
WC
) na
osnowie
Co
lub
Ni
do obróbki ciągłej z dużymi
prędkościami skrawania
v
c
ale przy małych przekrojach warstwy
skrawanej
zwiększają kilka razy wydajność obróbki
wykańczającej w stosunku do
węgkików
5. SPIEKI CERAMICZNE
(ceramika narzędziowa)
• Spieki oparte na tlenku glinu (Ceramika biała
Ceramika biała
)
• Mieszane spieki tlenkowo węglikowe (Ceramika
Ceramika
czarna
czarna
)
• Spieki oparte na azotku krzemu (Ceramika szara
Ceramika szara
)
• Sialony
• Spieki z wiskerami węglika krzemu
Zaleta
wysoka twardość i odporność na ścieranie w szerokim
zakresie temperatur
Wada
mniejsza niż węgliki spiekane wytrzymałość na zginanie
A)
Ceramika biała (tlenkowa)
Ceramika biała (tlenkowa)
-
Spieki oparte na
tlenku aluminium
Al
2
O
3
B)
Ceramika czarna
Ceramika czarna
-
Mieszane spieki tlenkowo –
węglikowe
Al
2
O
3
+ 30-40% TiC (czasem
TiN)
C)
Ceramika szara (krzemowa)
Ceramika szara (krzemowa)
-
Spieki oparte
na
Si
3
N
4
D)
Sialony
Sialony
- Si
5
AlON
7
Własności mechaniczne i fizyczne zbliżone do Si
3
N
4
, a
chemiczne do Al
2
0
3
E)
Spieki ceramiczne wzmocnione wiskersami
Spieki ceramiczne wzmocnione wiskersami
SiC
20% wiskersów (d=0,1-0,5 m),
materiał bazowy
Al
2
0
3
, względnie
Si
3
N
4
6. MATERIAŁY
SUPERTWARDE
Azotek Boru
Azotek Boru
- BN (CBN)
syntetyczny,
duża twardość, odporność na wysokie
temperatury,
nadaje się do obróbki Fe, Ni (wszystkie
gatunki stali do 68 HRC, żeliwa, stopy Ni,
Co ),
płytki wykonane jako kompozytowe i pełne.
Diament
Diament
największa twardość,
bardzo dobra przewodność cieplna,
w temp. 800
0
c przechodzi w grafit i utlenia się,
nie nadaje się do obróbki stali i stopów niklu.
A)
Diament polikrystaliczny
Diament polikrystaliczny
B)
Diament monokrystaliczny
Diament monokrystaliczny
osadzony na płytce z węglików,
ziarno 2-25m,
do obróbki Al, Al + Si, Mg, Cu, Zn, węglików
spiekanych, mat. niemetalicznych,
b. duże v
c
, daje kilkaset razy większe
wydajności niż węgliki.
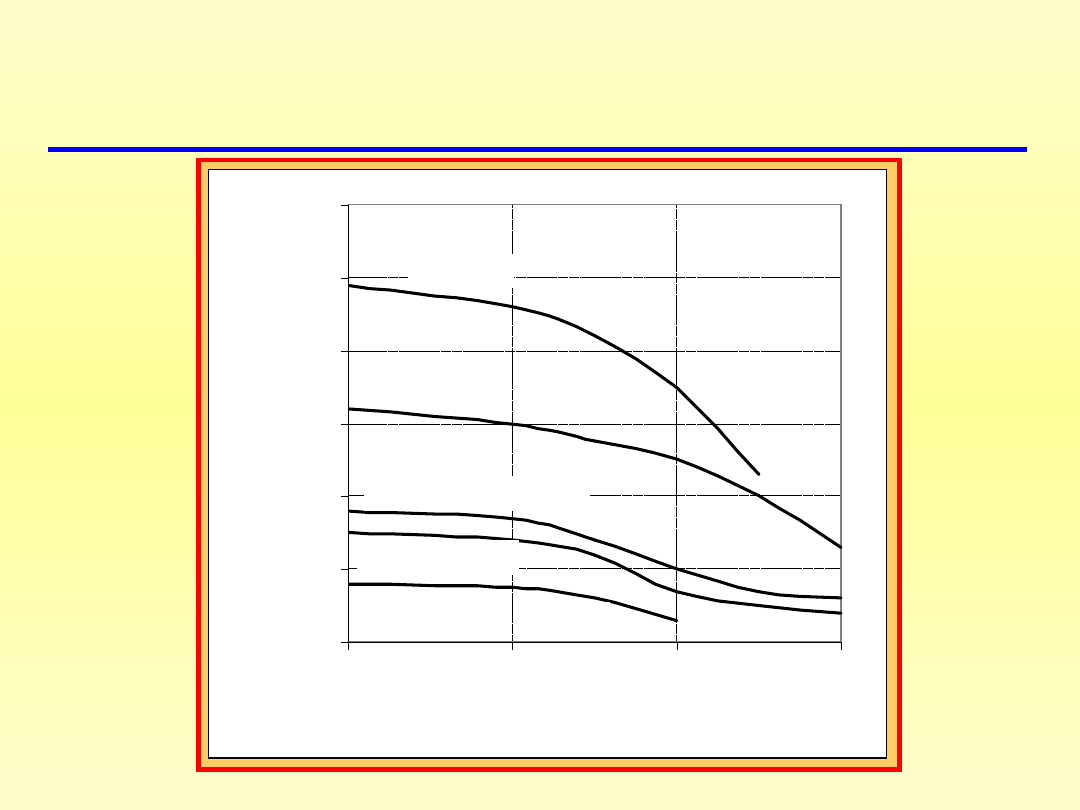
Wpływ temperatury skrawania na
twardość różnych materiałów
narzędziowych
0
1000
2000
3000
4000
5000
6000
0
500
1000
1500
Temperatura [K]
T
w
ar
d
o
ść
H
V
10
Diament
CBN
Ceramika narzedziowa
Węgliki spiekane
HSS
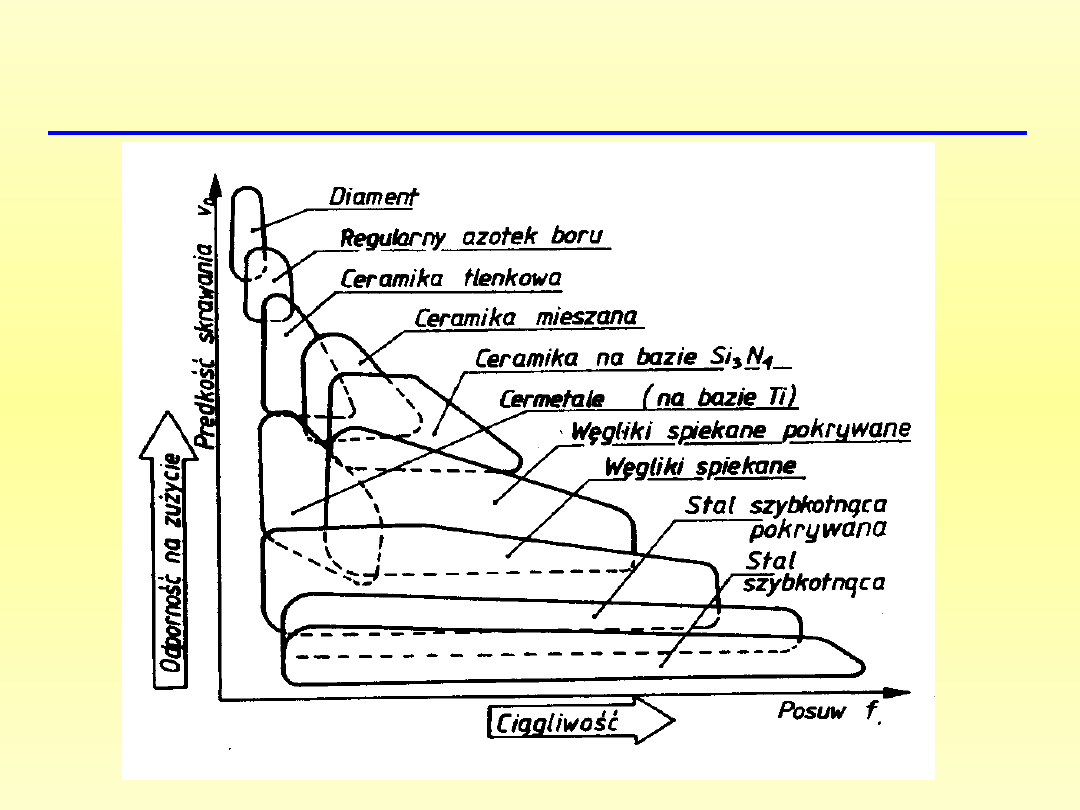
Zakres stosowania materiałów
narzędziowych
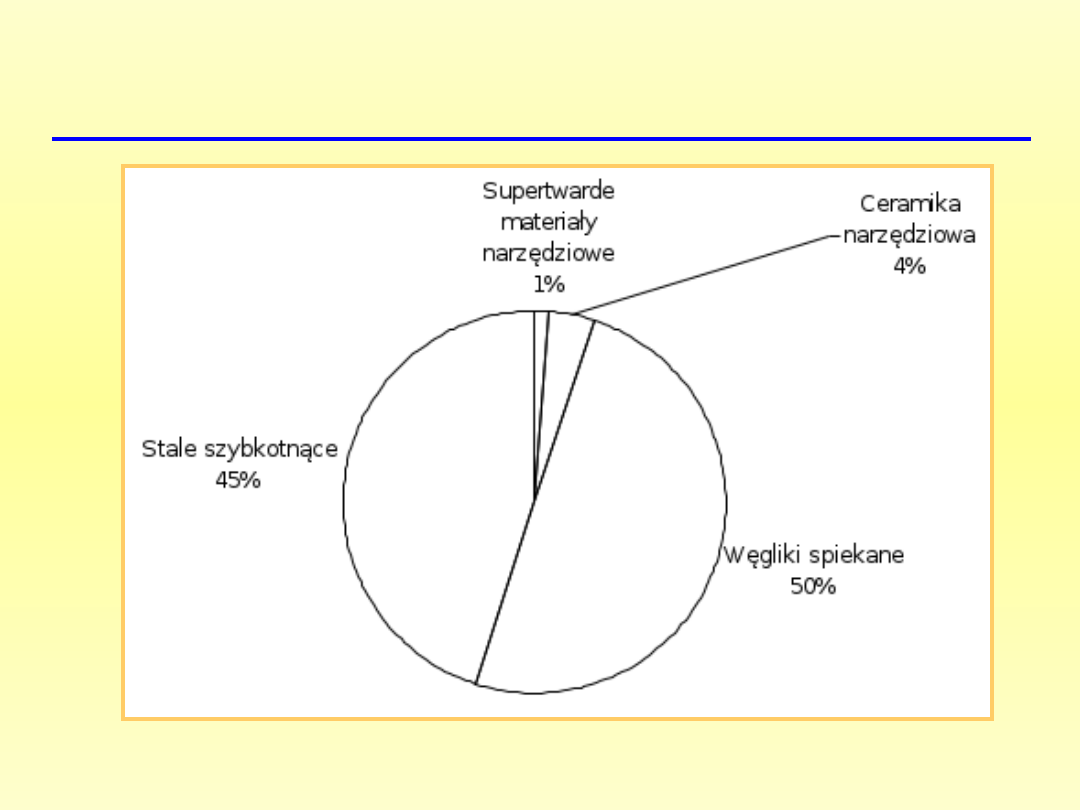
Udział głównych grup materiałów narzędziowych w
procesach obróbki skrawaniem w Niemczech wg stanu z
początku lat dziewięćdziesiątych
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
Wyszukiwarka
Podobne podstrony:
Ćw 1 Budowa i geometria ostrzy skrawających materiały narzędziowe opracowanie nr 2
Dobieranie materiałów, narzędzi i sprzętu do robót okładzinowych
gradientowe materiały narzędziowe
Materiały narzędziowe zakres teor pyt 1,2,3
4 2 Materiały narzędziwe
Dobieranie materiałów, narzędzi i sprzętu do robót tynkarskich
16 Dobieranie materiałów, narzędzi i sprzętu do izolacji akustycznych i przeciwdrganiowych
Dobieranie materiałów, narzędzi i sprzętu do robót murarskich
Materialy narzedziowe(1)
Materialy narzedziowe
Materialy narzedziowe, ZiIP Politechnika Poznańska, Technologie Kształtujące
Materiały narzędziowe, ZiIP, II Rok ZIP, Obróbka skrawaniem, Obrobka skrawaniem, Obróbka skrawaniem
Charakterystyka materiałów narzędziowych zastosowanych w ćwiczeniu DOBRE
Dobieranie materialow, narzedzi Nieznany
więcej podobnych podstron