Wskaźnik OEE
Slajd nr 1
Wskaźnik OEE
Overall Equipment Effectiveness
Wskaźnik OEE
Slajd nr 2
Ogólna Efektywność Linii (OEE)
Światowy rezultat w Ogólnej Efektywności Linii wynosi > 85%
Ogólna Efektywność Linii > 85% jest osiągana przez
systematyczną redukcję 6-u dużych strat w pracy maszyn.
OEE = wskaźnik dostępności x wskaźnik wydajności x wskaźnik jakości
Wskaźnik OEE służy do pomiaru efektywności wdrożenia oraz
późniejszego funkcjonowania zastosowanego podejścia do utrzymania
maszyn.
1. Awaria
2. Straty nastaw i regulacji
3. Drobne postoje
4. Straty prędkości
5. Defekty i poprawianie
6. Straty wydajności podczas uruchamiania
Total Productive Maintenance
Slajd nr 3
6 Wielkich Strat
Wskaźnik OEE
Slajd nr 4
Dostępność linii
1. Awarie maszyn
gdzie awaria powoduje zatrzymanie procesu produkcji
2. Przestawienia, nastawy, przezbrojenia
gdy zmieniamy typ produktu wraz z czasem potrzebnym na rozpoczęcie
na nowo produkcji. Przestawienia bardzo często są planowane w planie
produkcji, ale nie powinny być zawarte w grupie planowanych postojów.
Wskaźnik dostępności =
Planowany czas pracy linii - Postoje
Planowany czas pracy linii
Wskaźnik OEE
Slajd nr 5
Wydajność linii
Wskaźnik wydajności =
Teoretyczny czas cyklu x Ilość produktów na wejściu
Czas pracy linii
1. Drobne postoje
i krótkie regulacje
które nie są spowodowane przez działania logistyczne.
Są to drobne postoje powodujące zatrzymanie procesu produkcji na krótki czas (t.j. < 5-10 min).
Drobne postoje czyli tymczasowe zakłócenia przebiegu produkcji np. spowodowane zabrudzonym
czujnikiem.
Postoje te różnią się od awarii,ponieważ awarie angażują zwykle bardziej kompleksowe działania
kierowane przez mechanika.
2. Straty prędkości
Straty prędkości spowodowane pracą linii z prędkością niższą niż optymalna prędkość.
Są to sytuacje takie jak:
-
puste pozycje na linii (np. zablokowane, wyłączone lub nie obłożone pozycje)
-
zmniejszenie prędkości ze względu na jakość produktu (np. elementy pneumatyki - roboty)
-
zablokowanie się produktu w procesie.
Wskaźnik OEE
Slajd nr 6
Jakość
Wskaźnik jakości =
Ilość produktów na wejściu - Ilość braków
Ilość produktów na wejściu
1. Odpad w procesie
zawiera cały odpad powstający podczas normalnej pracy linii po rozruchu.
2. Odpad podczas rozruchu
zawiera cały odpad powstający podczas rozruchu linii tzn. wówczas, gdy
linia nie osiągnęła jeszcze stabilnych warunków pracy.
Wskaźnik OEE
Slajd nr 7
24 h
Dostępność =
linii
(planowany czas pracy linii - postoje) x 100
planowany czas pracy linii
(18 h - 1.3 h) x 100
18 h
92.8%
Wydajność linii =
(teoretyczny czas cyklu x ilość produktów na wejściu) x 100
czas pracy linii
(1,2 s / szt x 41030 szt) x 100
16.7 h
81.9%
Jakość = (ilość produktów na wejściu - ilość odpadu) x 100
ilość produktów na wejściu
Jakość =
(41030 szt - 4800 szt) x 100
41030 szt
88.3%
Dostępność > 90%
Wydajność > 95%
Jakość > 99%
OEE > 85%
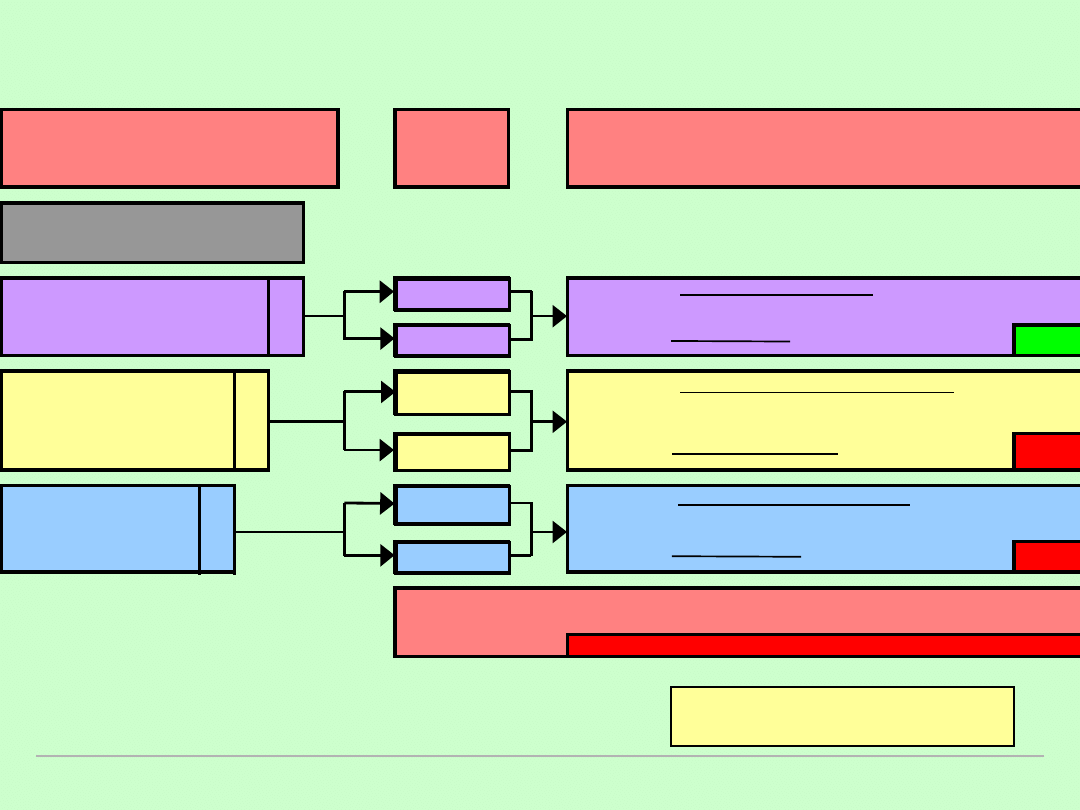
Godziny dostępności linii na dobę
6
Głównych
strat
Obliczanie
Ogólnej Efektywności Linii (O.E.E)
Pos
toj
e
14 h
12 h
Czas pracy linii
Dostępność linii x Wydajność linii x Braki
O.E.E = 93 * 82 * 88 = 67.1%
=
16,7 h
18 h
Planowany czas pracy linii
Ogólna Efektywność Linii (OEE)- przykład
Awarie
Przestawienia
I nastawy
Krótkie regulacje
Drobne postoje
Redukcje prędkośc
(puste pozycje)i
Defekty w procesie
Defekty podczas
rozruchu
S
tr
aty
p
rę
d
ko
śc
i
S
tr
a
ty
ja
ko
śc
i
Czas pracy linii NETTO
Dostępny czas
Dostępność =
linii
Wydajność linii =
Wyszukiwarka
Podobne podstrony:
05 Obliczanie OEE
05 Obliczanie OEE
Lab 05 Obliczenia w C id 257534 Nieznany
TPL WYK 13 04 05 Obliczenia recepturowe
05 ObliczanieUkladowid 5765 Nieznany
05 Obliczenia konstrukcji nawierzchni
Lab 05 Obliczenia w C id 257534 Nieznany
05 ObliczanieUkladow
2007 05 Mechanizm koncepcji w języku C nowe oblicze szablonów [Inzynieria Oprogramowania]
Lessa, Oblicza Smoka 05 - Kraina Szczęścia, Oblicz Smoka V - Kraina Szczęścia
obliczenia 18 05
2007 05 Mechanizm koncepcji w języku C nowe oblicze szablonów [Inzynieria Oprogramowania]
więcej podobnych podstron