Technologia skrawania
Toczenie – obróbka stosowana najczęściej do obrabiania powierzchni
zewnętrznych i wewnętrznych przedmiotów w kształcie brył obrotowych.
Podczas toczenia obrabiany materiał obraca się, a narzędzie wykonuje
ruch płaski.
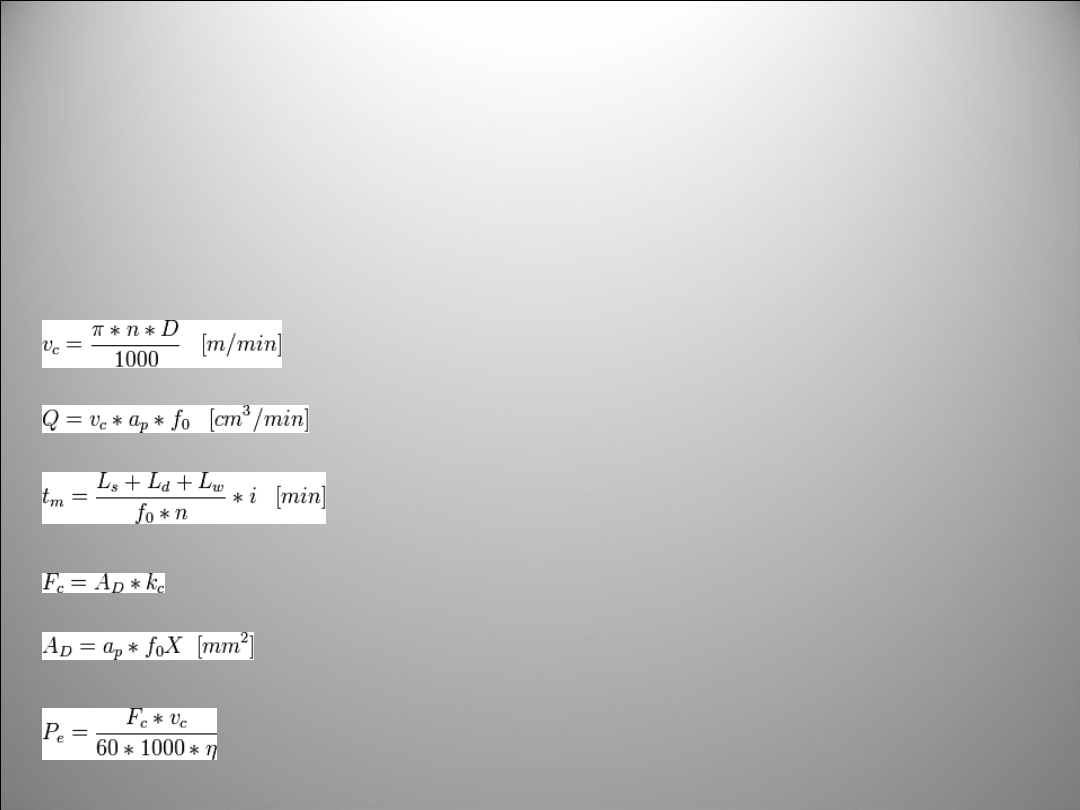
Podstawowe
parametry
Prędkoś
ć
Wydatek
objętościowy
Czas
maszynowy
Siła
Pole przekroju poprzecznego
warstwy
Mo
c
Gdzie:
D-średnica toczonego przedmiotu [mm]
n-prędkość obrotowa wrzeciona [obr/min]
Gdzie:
a
p
-głębokość skrawania [mm]
f
0
-posów narzędzia [mm/obr]
Gdzie:
L
S
-długość drogi skrawania [mm]
L
D
-długość drogi dobiegu ostrza [mm]
L
W
-długość drogi wybiegu ostrza [mm]
Gdzie:
k
c
-opór właściwy skrawania
Gdzie:
η-sprawność tokarki
Frezowanie – obróbka płaszczyzn i powierzchni kształtowych za pomocą
obracającego się narzędzia zwanego frezem.
Cechą charakterystyczną frezowania jest ruch obrotowy narzędzia – freza
(prostopadle do osi posuwu) z jednoczesnym ruchem posuwistym
przedmiotu obrabianego względem freza lub freza względem przedmiotu
obrabianego. Krawędzie skrawające freza nie pracują wszystkie
równocześnie lecz kolejno jedna po drugiej.
Do frezowania zaliczamy:
- Frezowanie walcowe, przy którym krawędzie skrawające freza
rozmieszczone są na powierzchni walcowej
- Frezowanie kształtowe, przy którym krawędzie skrawające
rozmieszczone są na powierzchni bryły obrotowej o zarysie złożonym.
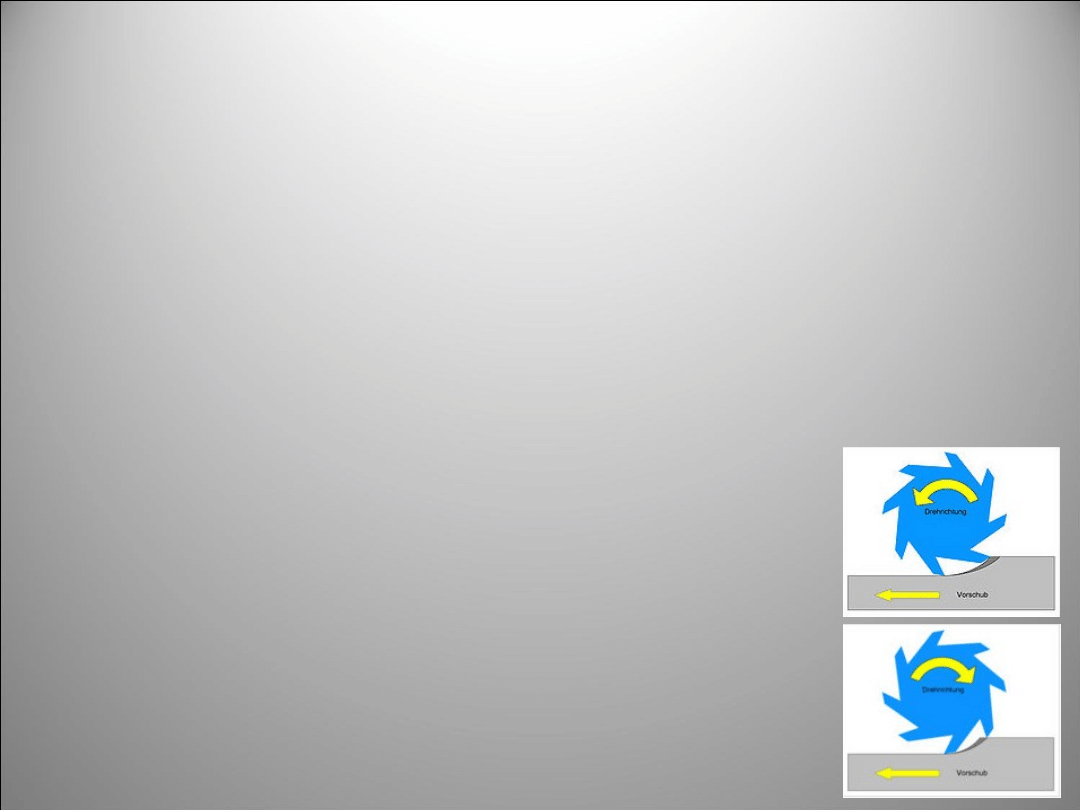
Frezowanie dzielimy na:
-współbieżne-grubość warstwy skrawanej jest największa na początku
i najmniejsza pod koniec pracy. Wióry gromadzą sie za frezem
(co umożliwia lepsze chłodzenia narzędzia) a siły powstające przy
skrawaniu dociskają frez do przedmiotu obrabianego.
-przeciwbieżne-warstwa skrawana na początku wcinania się ostrza jest
niewielka, następnie grubość wzrasta aż do maksimum przy końcu
skrawania. Jest stosowane tylko w określonych przypadkach gdy mamy do
czynienia z surowym przedmiotem odlewanym lub walcowanym
Wiercenie - jest to skrawanie materiału za pomocą narzędzia zwanego
wiertłem, w wyniku którego otrzymujemy otwór o przekroju najczęściej
kołowym. Przy zastosowaniu specjalnych wierteł metodą wiercenia
wtórnego możliwe jest uzyskanie otworu wielokątnego (np. trójkątnego,
czworokątnego). Wiercenie odbywa się jeżeli wiertło się obraca, a
przedmiot obrabiany pozostaje nieruchomy lub gdy wiertło jest
nieruchome, a przedmiot obrabiany obraca się np.: wiercenie na tokarce.
Typowe operacje wiertarskie:
- powiercenie - powiększanie średnicy otworu
- pogłębianie - zmiana geometrii początkowej części otworu (np. fazka)
-rozwiercanie - w celu uzyskania dokładnego wymiaru i małej
chropowatości (obróbka wykańczająca)
- gwintowanie - nacinanie gwintu wewnętrznego za pomocą gwintownika
Szlifowanie - jest to obróbka wykończeniowa powierzchni za pomocą
narzędzi ściernych, w wyniku której uzyskujemy duże dokładności
wymiarowe i kształtowe oraz małą chropowatość. Szlifowanie możemy
wykonywać na otworach, wałkach i płaszczyznach. Maszyny do tego typu
obróbki nazywane są szlifierkami a narzędzia skrawające to ściernice.
Materiałem z którego wykonane są ściernice najczęściej jest korund,
diament, węglik krzemu lub węglik boru.
Klasyfikacja szlifowania
ze względu na kształt obrabianych przedmiotów
- Obrotowe
- Nie obrotowe
ze względu na sposób mocowania materiału
- kłowe
- bezkłowe
ze względu na kierunek posuwu względem
powierzchni obrabianej:
- z posuwem wzdłużnym
- z posuwem poprzecznym
ze względu na położenie ściernicy względem
przedmiotu obrabianego po ukończeniu przejścia
- przelotowe
- nie przelotowe
ze względu na rodzaj powierzchni roboczej
- walcowe
- walcowo-czołowe
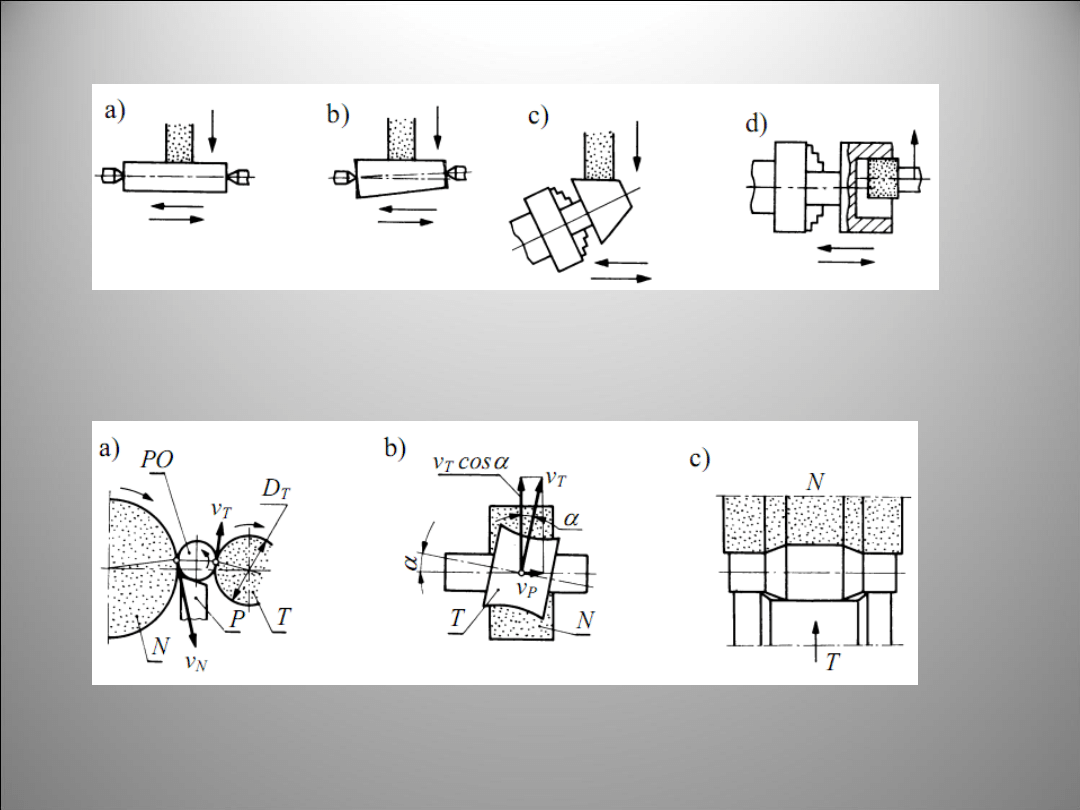
Szlifowanie bezkłowe:
a) ustawienie przedmiotu, b) ustawienie tarczy
prowadzącej, c) szlifowanie bezkłowe wgłębne
Szlifowanie kłowe:
a) powierzchni walcowych, b) powierzchni stożkowych,
c) powierzchni stożkowych w uchwycie, d) otworu
6
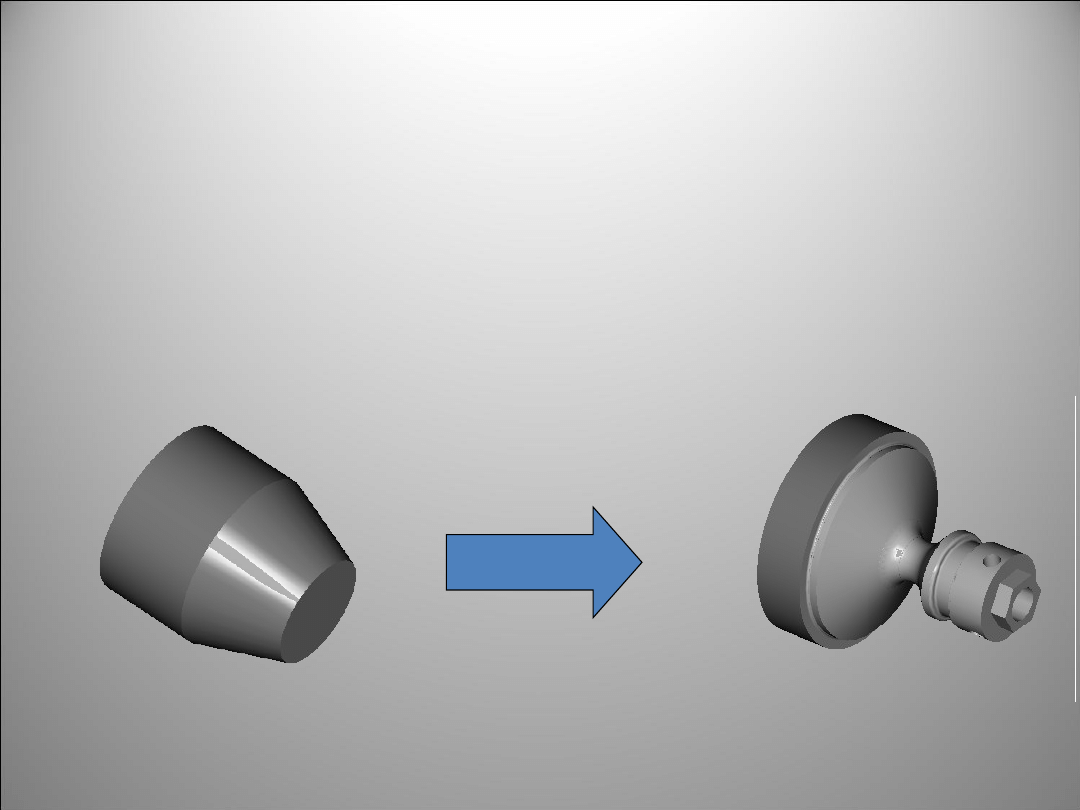
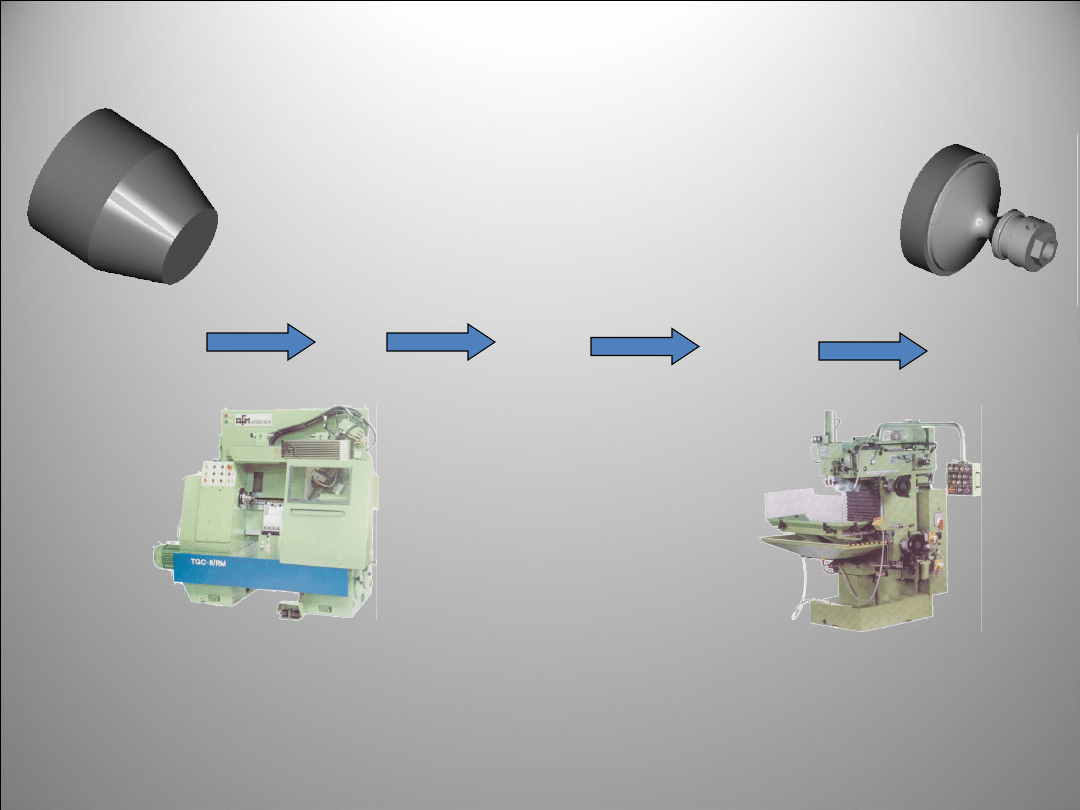
Proces technologiczny – podstawowa część procesu
produkcyjnego obejmująca działania mające na celu uzyskanie
żądanych kształtów, wymiarów i właściwości przedmiotów
pracy lub ustalenie wzajemnych położeń części lub zespołów
w wyrobie.
stan początkowy
przedmiotu pracy
stan końcowy
przedmiotu pracy
7
S
0
S
2
...
S
1
operacja
10
S
k
operacja k0
operacja
technologiczna
8
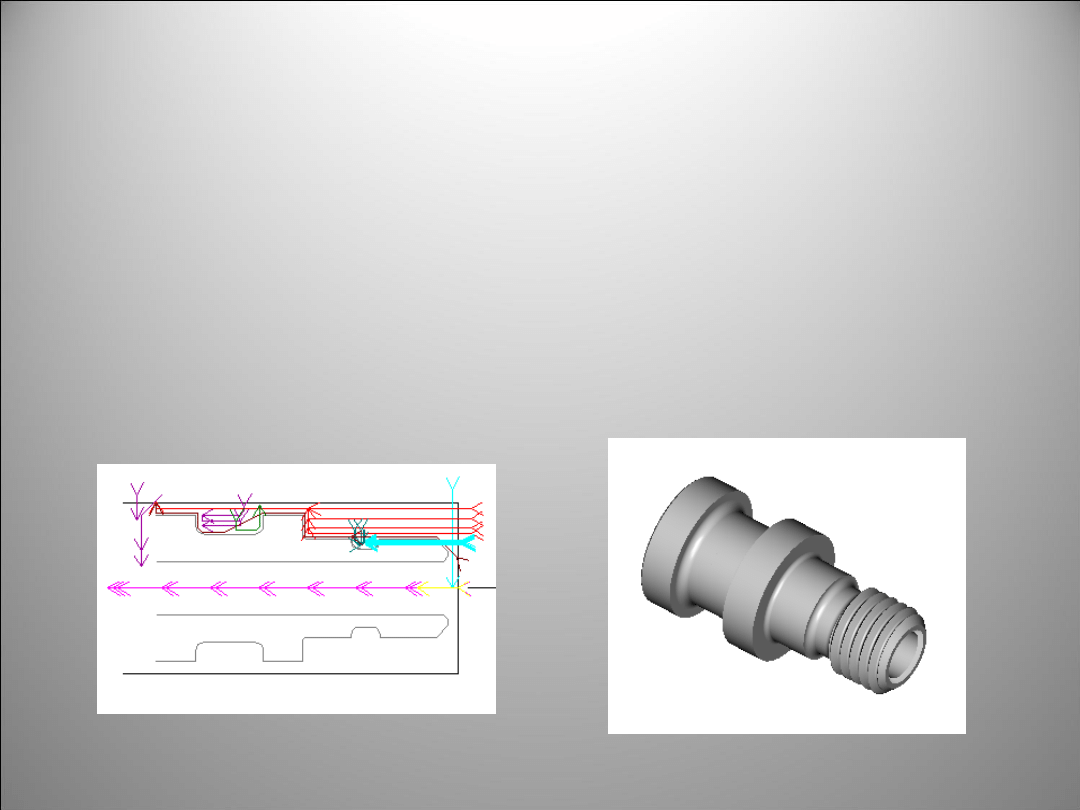
operacja technologiczna – część procesu technologicznego
wykonywana na jednym stanowisku roboczym na jednym
przedmiocie (lub grupie przedmiotów) bez przerw na inną
pracę
zabieg technologiczny – część operacji technologicznej
realizowana przy pomocy tych samych środków
technologicznych i przy niezmienionych parametrach
obróbki, ustawieniu i zamocowaniu
przejście – część zabiegu, podczas której zdejmowana jest
jedna warstwa materiału
9
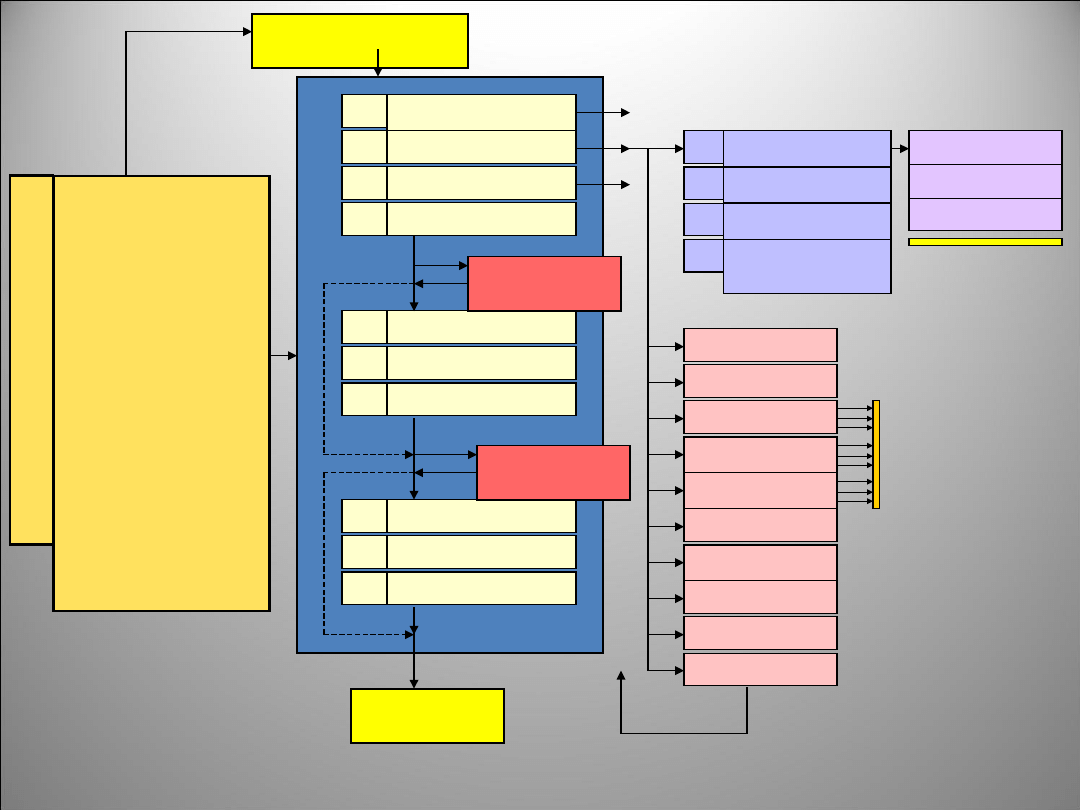
Uszeregowanie prac związanych z projektowaniem procesu
technologicznego
1) analiza danych wejściowych (konstrukcyjnych i technologicznych)
2) wybór półfabrykatu, sposobu jego wykonania, określenie naddatków
na obróbkę
3) określenie wstępnego planu operacyjnego
4) wybór baz obróbkowych
5) opracowanie operacji technologicznych:
wybór środków technologicznych (obrabiarek i pomocy
warsztatowych)
określenie naddatków i wymiarów obróbkowych
określenie liczby i kolejności przejść
wybór parametrów obróbki
6) określenie normy czasu dla poszczególnych operacji, liczby obrabiarek
i robotników potrzebnych do realizacji procesu
7) analiza ekonomiczna procesu technologicznego
8) ostateczne opracowanie planu operacyjnego
9) wykonanie dokumentacji technologicznej
10
Toczyć na wym.
A
a
Toczyć na wym.
B
b
Toczyć na wym.
C
c
..........................
....
...
Bazowanie
Obrabiarka
Narzędzia
Przyrz. i
Uchwyt.
Narz.
pomiarowe
tpz + tj
Organiz.
obróbki
Obsada
Koszty
Opłacalność
normalne
specjalizowa
ne
specjalne
Przejście 1-
sze
Przejście 2-
gie
......................
w
ym
ia
ry
to
le
ra
n
cj
e
ch
ro
p
o
w
a
to
ś
ć
p
a
ra
m
.
o
b
ró
b
.
In
fo
rm
a
c
je
w
e
jś
c
io
w
e
Rys. konstrukcyjny
Wskaźniki techn.-
ekonom.
Poziom cen
Program produkcji
Możliwości
inwestycyjne
Terminy uruchom.
prod.
Materiał, półfabrykat
Park obrab. i urządz.
Wykonawstwo
oprzyrząd.
specjalnego
Obsada personalna
Materiały,
półfabrykaty
Frezować i
nawiercać
10
Toczyć
20
Toczyć
30
..............................
...
..............................
...
..............................
...
..............................
...
..............................
...
..............................
...
..............................
...
Obróbka
cieplna
Obróbka
cieplna
Część
gotowa
O
b
ró
b
k
a
w
yk
a
ń
c
z.
O
b
ró
b
k
a
zg
ru
b
n
a
O
b
ró
b
k
a
k
sz
ta
łt
.
11
Analiza cech technologicznych
(technologiczność konstrukcji)
normalizacja, unifikacja, typizacja
części i zespołów
właściwy wybór materiałów,
zaprojektowanie półfabrykatów oraz
określenie sposobów ich wykonania
zmniejszenie pracochłonności i
kosztu obróbki
Analiza cech konstrukcyjnych
analiza funkcji powierzchni
analiza wymiarowania
analiza dokładności (tolerancji, pasowań,
chropowatości)
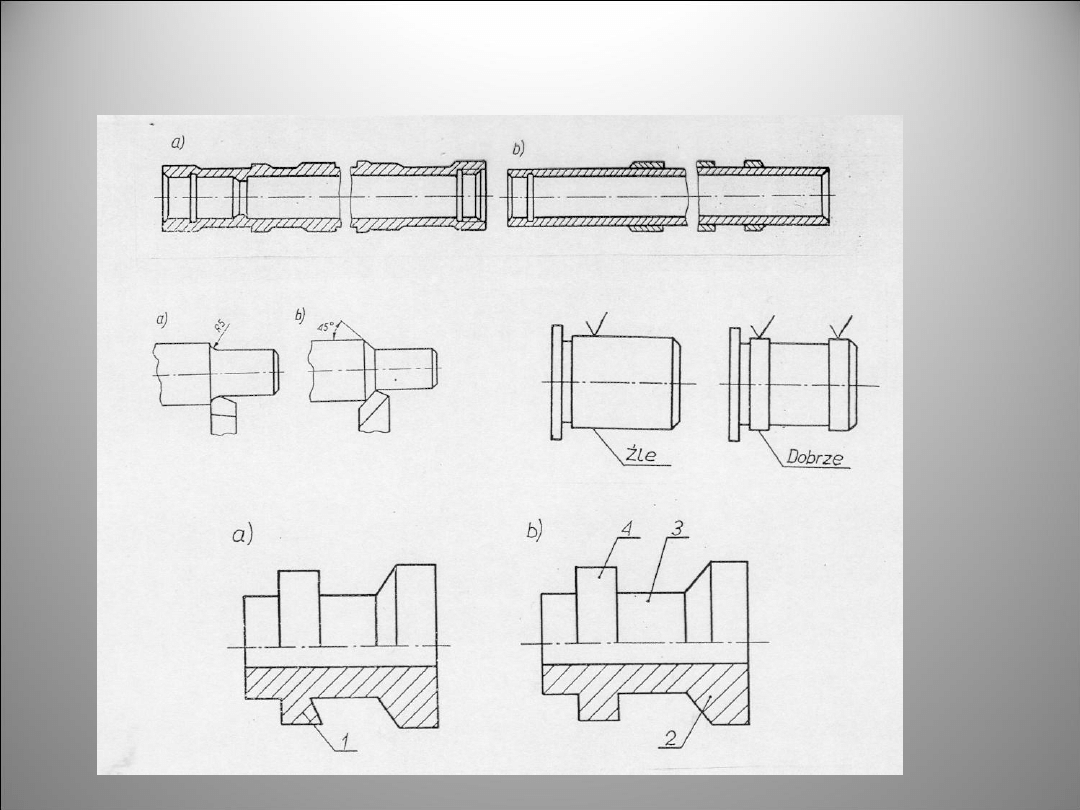
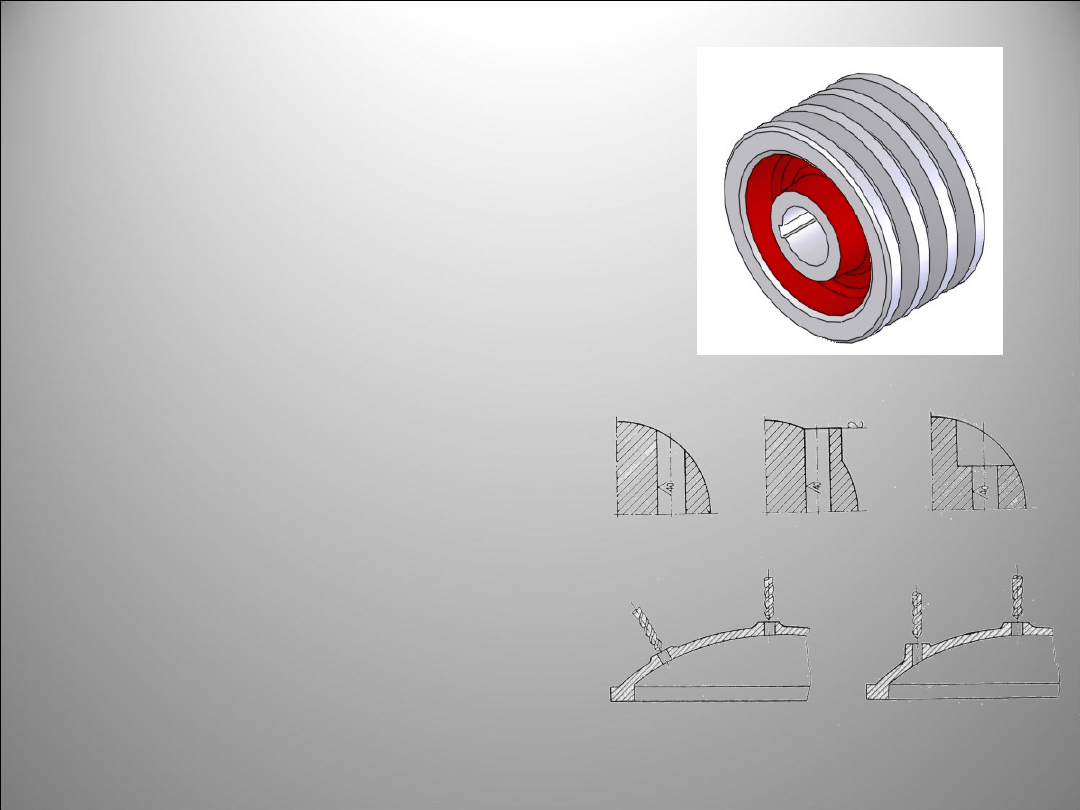
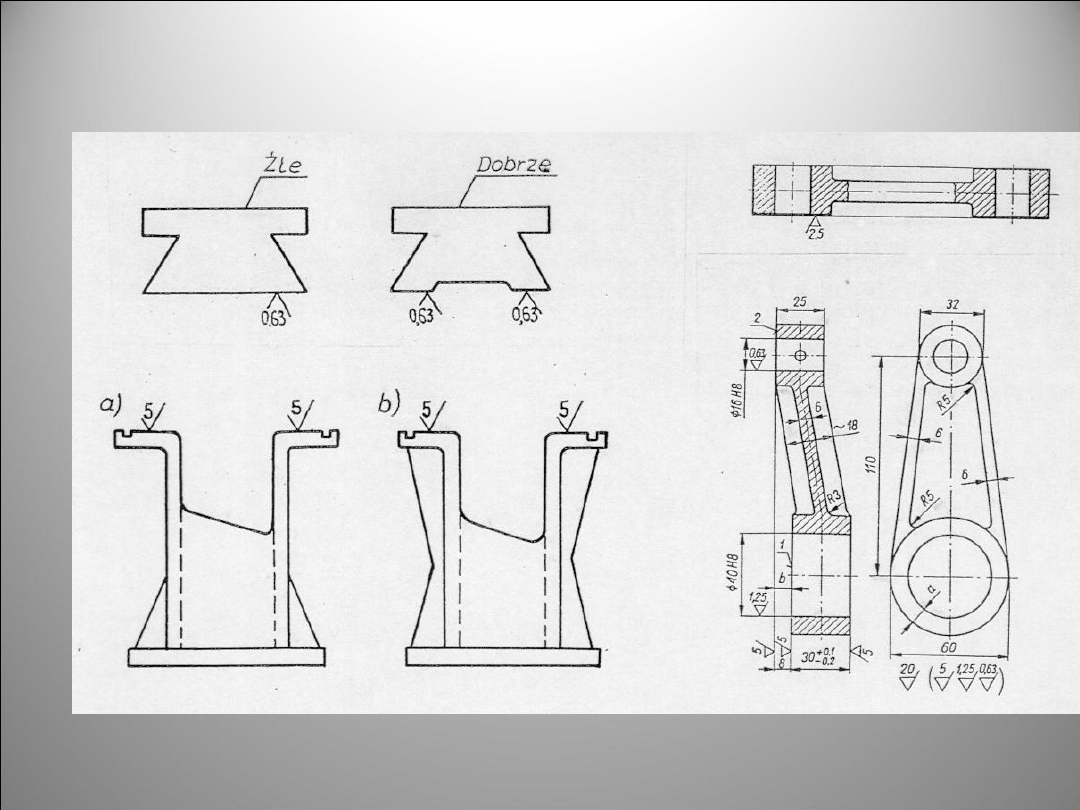
Przykłady technologiczności
konstrukcji
JEDNOLITA –
nietechnologiczna.
ŁĄCZONA –
technologiczna.
Ograniczenie zakresu obróbki
Kształt
przejścia
Kształt przejścia
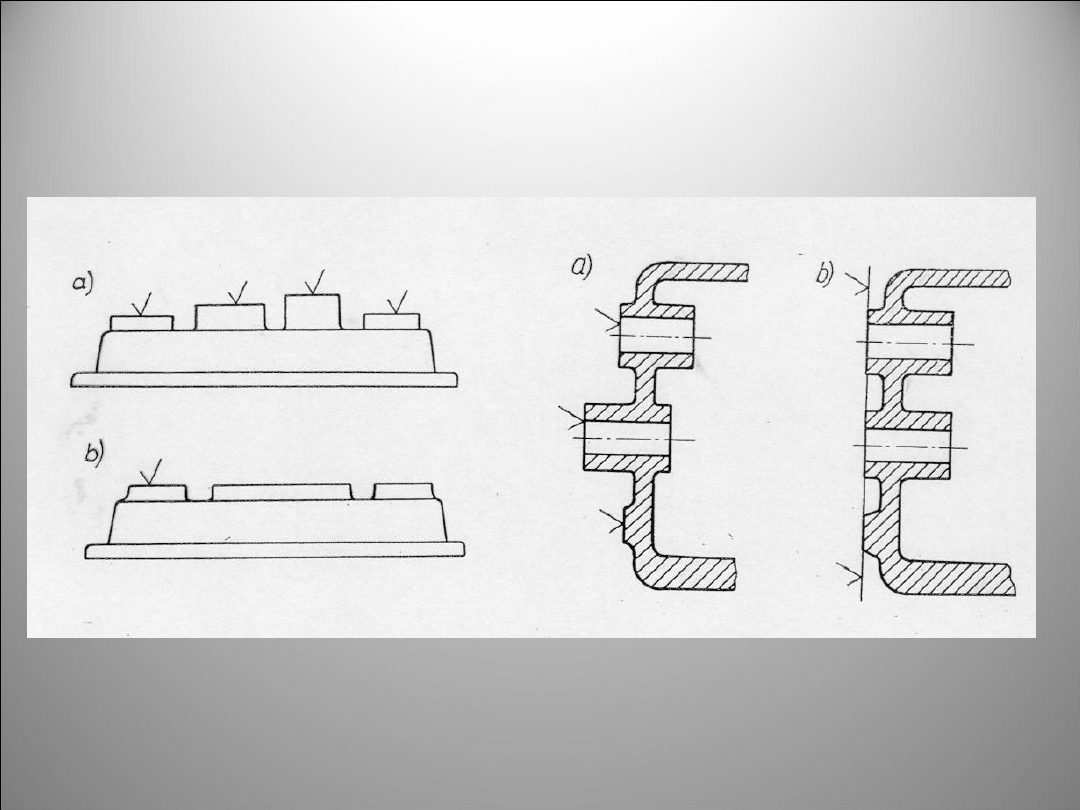
Przykłady technologiczności konstrukcji
Płaszczyzna
Sztywność części
Ograniczenie zakresu obróbki
Przykłady technologiczności konstrukcji
Ograniczenie
liczby wymiarów obróbkowych
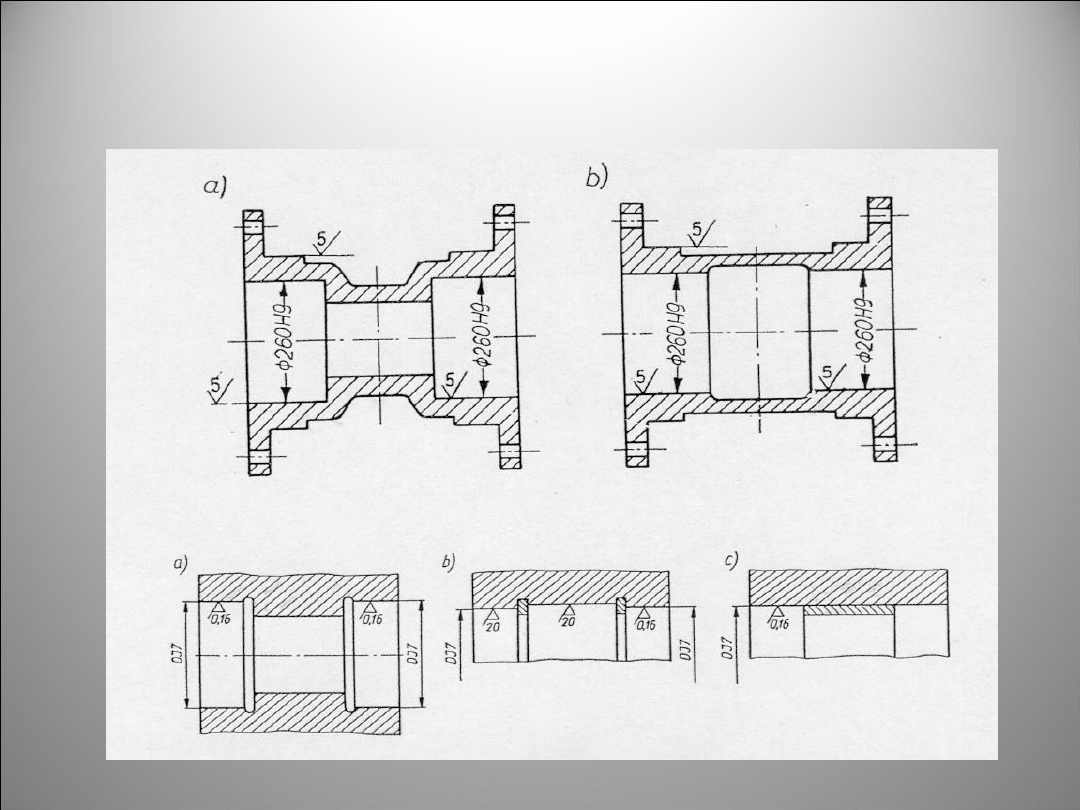
Przykłady technologiczności konstrukcji
Stopniowanie średnic otworów
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
Wyszukiwarka
Podobne podstrony:
Techniki wytwarzania podział i charakterystyka 2
Gronostajski,podstawy i techniki wytwarzania II,wielkości fizyczne charakteryzujące środki smarowe o
Podział i charakterystyka poszczególnych stanów gotowości kryzysowejcc
Materiałoznawstwo i Techniki Wytwarzania Struktury
Materiałoznawstwo i Techniki Wytwarzania Plan Laboratoriów
żelazo węgiel, techniki wytwarzania z materiałoznawstwem
obróbka rezcna, WIEDZA, BHP, techniki wytwarzania
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
techniki wytwarzania 4 03 13
Praca semestralna techniki wytwarzania sem II
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5D
Techniki wytwarzania-drewno, Ukw, II Lic, Drewno, Wyk�?ady
Materiałoznastwo- odpowiedzi, PG inżynierka, Semestr 1, Materiałoznawstwo i techniki wytwarzania
Specjalne metody tloczenia, Studia, Techniki wytwarzania
Materiał2, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5A
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 3B
więcej podobnych podstron