
Dobór metody wytwarzania
odlewów

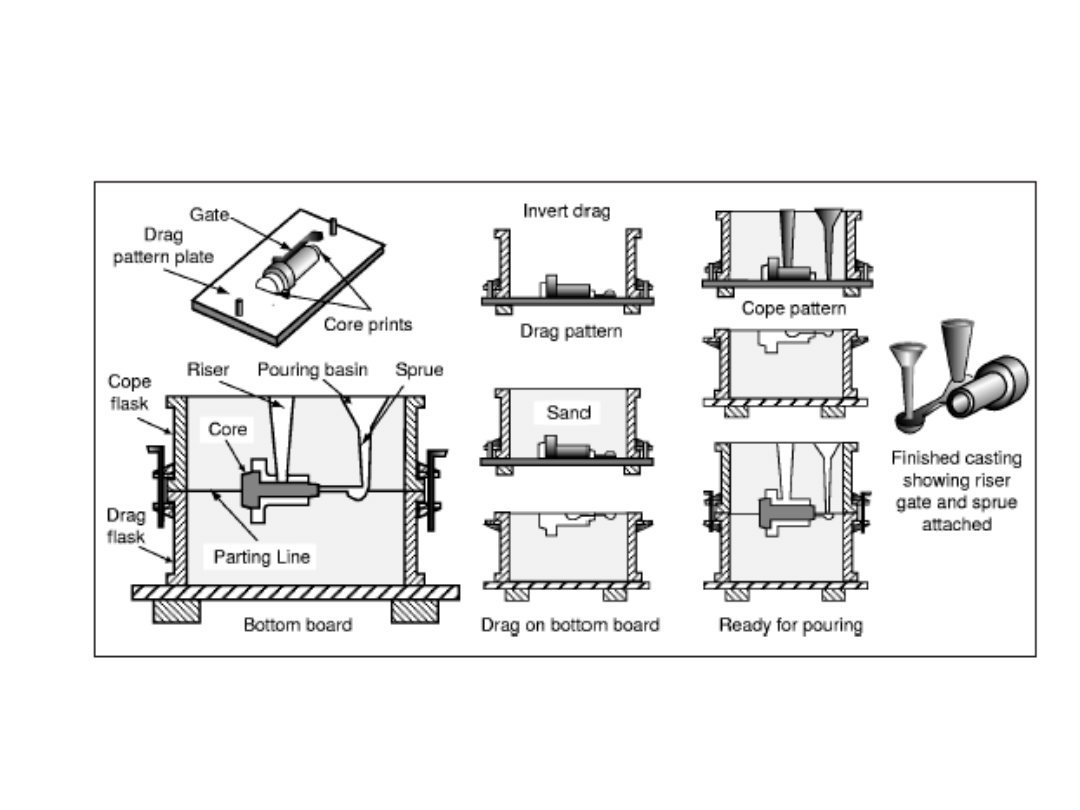
Odlewanie w
formy piaskowe

Metale i stopy
• Większość stopów metali –
najczęściej stopy żelaza i aluminium.
• Trudności występują podczas
wykonywania odlewów ze stopów
ołowiu, cyny oraz cynku oraz stopów
metali reaktywnych ( tytanu i
cyrkonu ).

Odmiany procesu
• Odlewanie do form wilgotnych – najbardziej popularna technologia i
najtańsza , ale występują problemy z wytrzymałością masy formierskiej
i dużą zawartością wilgoci.
• Odlewanie w formy suszone : forma jest budowana z rdzeni , a piece są
stosowane do suszenia elementów formy . Technologia droga i
długotrwały proces przygotowania formy do zalania ,
• Odlewnie w formy posuszane : forma jest podsuszona do pewnej
głębokości . Używanana technologia do wykonywania odlewów ze
staliwa
• Modele: stosowane modele naturalne , modele dzielone – produkcja
małoseryjna. Do produkcji seryjnej stosowane maszyny z
zamontowanymi płytami modelowymi
• Materiały stosowane na modele : Modele drewniane ( do produkcji
jednostkowej i małoseryjnej ), modele metalowe ( do produkcji mało – i
wielkoseryjnej ). Do wykonywania modeli stosowane są także twarde
gatunki tworzyw sztucznch.
• Odlewanie metodą Crosworth : odlewanie pod niskim ciśnieniem
( lepsze wypełnienie wnęki formy , lepsza dokładność , jakość
powierzchni i mniejsza porowatość odlewów ) . Większe koszty
oprzyrządowania – dłuższy cykl produkcyjny

Ekonomika procesu
• Wydajność od 1–50 szt. Odlewów na godzinę w
zależności od wielkości odlewów
• Okres przygotowania produkcji zwykle kilka dni , ale
silnie zależny od złożoności i rozmiarów odlewu
Material utilization low to moderate.
• Uzysk metalu 50-80%.
• Materiał formy oraz układ wlewowy poddawane
procesowi regeneracji lub recuklingu.
• Ograniczona trwałość oprzyrządowania.
• W zależnośi od ilośi wytwarzanych odlewów dobierany
materiał do wykonania modelu..
• Możliwość wprowadzenia szybkich zmian w procesie
produkcyjnym.

Ekonomika procesu
• Ekonomiczna technologia przy wytwarzaniu mniej
niż 100 szt. odlewów. Może być zastosowana do
wykonania 1 szt. i produkcji małoseryjnej
• Wydajność zależy od stopnia mechanizacji
procesu.
• Niskie koszty oprzyrządowania.
• Niskie koszty wyposażenia zakładu
• Duża pracochłonność – wysokie kwalifikacje
personelu.
• Duży koszt procesu wykańczania i oczyszczania

Typowe zastosowanie
• bloki cylindrowe
• złączki i trójniki
• podstawy maszyn
• elementy stacji pomp
• głowice silników
Aspekty projektowe
• Rdzenie o średnicy większej 6 mm.
• Naddatki na obróbkę skrawaniem -
1.5–6 mm.
• Pochylenia odlewnicze 1–5
o
.
• Minimalna grubość ścianki 3mm dla
stopów metalli lekkich oraz 6mm dla
stopów żelaza.
• Masa odlewów od 25 g–400 t .

Jakość odlewów
• Zależy silnie od właściwości masy
formierskiej i rdzeniowej
• Skurcz objętościowy i zmiany wymiarów
występujące podczas studzenia
odlewów wpływają na kształt odlewu.
• Niebezpieczeństwo wad na dużych
płaskich powierzchniach.
• Konieczna staranna kontrola techniczna

Jakość odlewów
• Duża porowatość i ilość wtrąceń w
odlewach.
• Możliwość naprawy niektórych wad
spawaniem.
• Gruboziarnista struktura budowy
odlewów
• Właściwości mechaniczne niskie.
• Niska jakość powierzchni

Jakość odlewów
• Chropowatość powierzchni odlewów
40–80 m Ra.
• Konieczna obróbka mechaniczna na
współpracujących powierzchniach.
• Tolerancja wymiarowa (0.5–2mm)
na odcinku pomiarowym 50 mm.
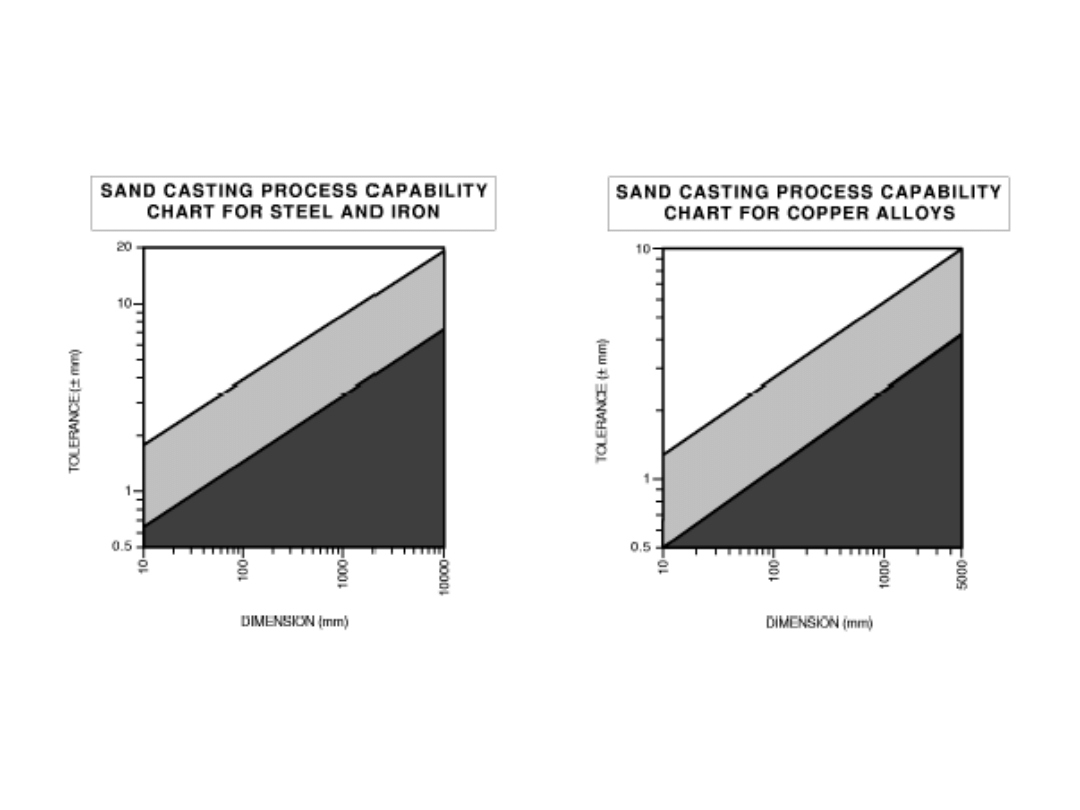
Tolerancja wymiarów odlewu
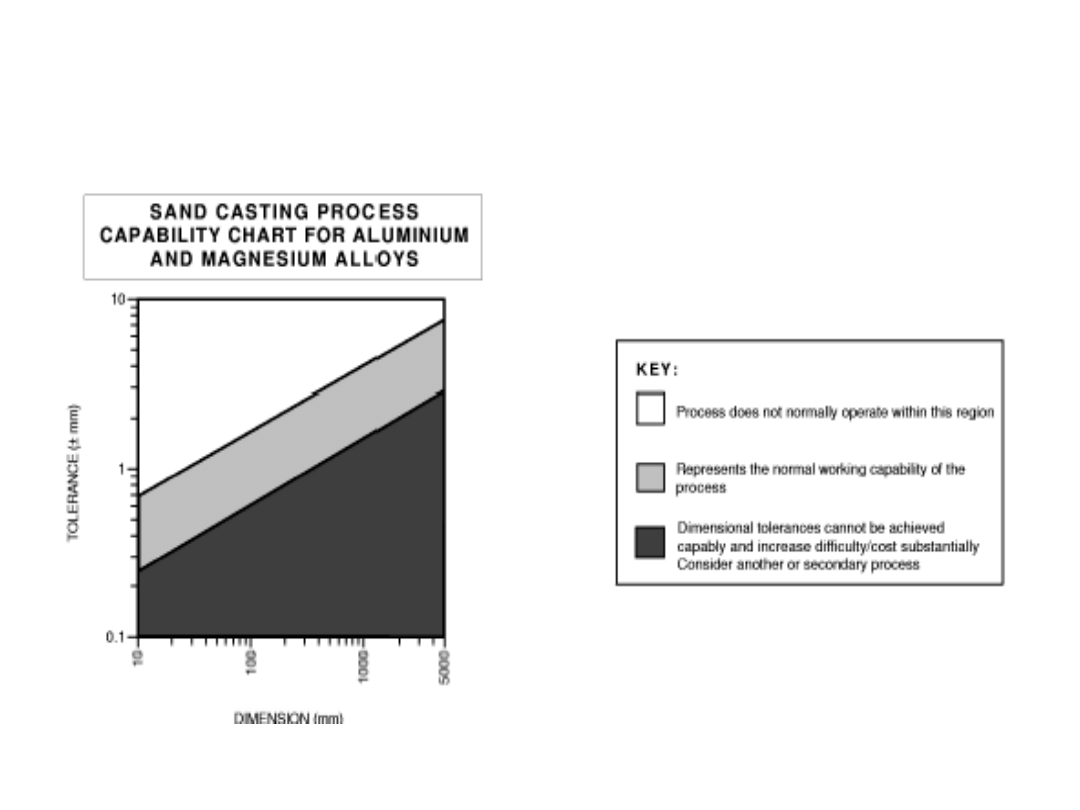
Tolerancja wymiarów odlewu

Odlewanie
skorupowe
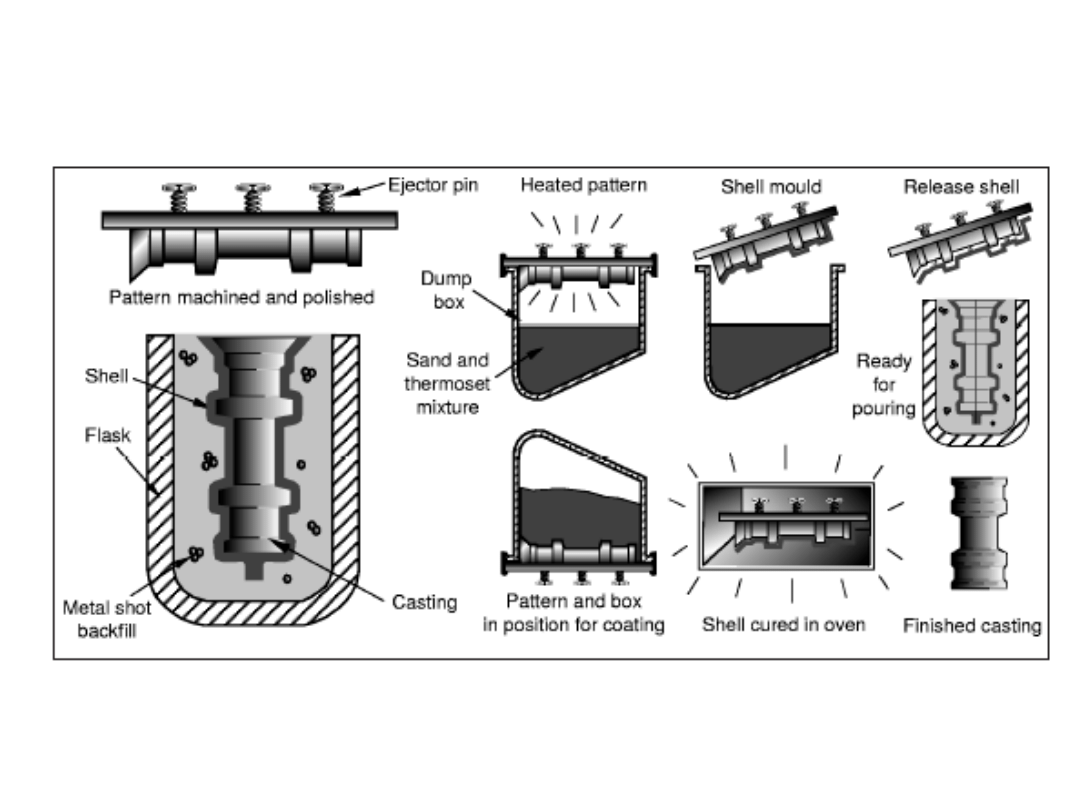
Shell moulding

Odlewane stopy
• Większość metali i stopów za
wyjątkiem stopów ołowiu, cynku
magnezu i tytanu oraz stopów
berylu, stopów żaroodpornych i
stopów cyrkonu

Odmiany procesu
• Płyty modelowe są wykonane ze
stopów żelaza ( żeliwo i staliwo ) oraz
charakteryzują się dużą dokładnością
wymiarową.
• Aluminiowe płyty mogą być stosowane
przy małych seriach odlewów.
• Modele grafitowe są stosowane do
metali reaktywnych

Aspekty ekonomiczne
• Wydajność produkcji 5–200 odlewów na godzinę w
zależności od masy odlewów .
• Czas uruchomienia produkcji od kilku dni do tygodni
w zależności od stopnia skomplikowania odlewów i
ich wymiarów
• Dobry uzysk metalu – mała ilość złomu obiegowego
do recyklingu
• Duże możliwości automatyzacji procesu.
• Możliwość umieszczenia kilku odlewów w jednej
formie.
• Spoiwo – żywica fenolowo-formaldehydowa drogie
( ale zyżycie małe – 5% w stosunku do klasycznej
formy )
• Trudności w dokonaniu zmian w trakcie produkcji.

Aspekty ekonomiczne
• Średnio – i wielkoseryjna produkcja przy
wydajności 100–500 szt. na godzinę
• Opłacalność wzrasta ze wzrostem
seryjności.
• Koszt oprzyrządowania ( niski do średniego )
• Pracochłonność niska do średniej.
• Niski koszt procesu wykańczania . Często
ten proces ogranicza się do oddzielenia
układu wlewowego

Typowe zastosowanie
• Małe części urządzeń mechanicznych od
podwyższonej dokładności wykonania
• Obudowy małych przekładni
• Wirniki
• Elementy siłowników hydraulicznych.
• Elementy połączeń
• Elementy przekładni ( pasowych,
klinowych )

Aspekty projektowe
• Dobra technologia dla odlewów o
złożonym kształcie.
• Możliwość wykonywania odlewów o
zróżnicowanej grubości ścianek

Aspekty projektowe
• Bardzo ważny dobór powierzchni podziału
( nie prowadzić tej powierzchni przez
krytyczne wymiary odlewu )
• Otwory odzwierciedlane > 3 mm.
• Pochylenia odlewnicze 0.25–1
o
, w
zależności od grubości ścianki odlewu.
• Maksymalna grubość ścianki = 50 mm.
• Minimum grubość ścianki = 1.5 mm.
• Masa odlewów 10 g to 100 kg . Najczęściej
dla odlewów o masie poniżej 20 kg.

Jakość odlewów
• Możliwość wykonywania form na
nadmuchiwarkach ( Dietert Process ) pozwala
uzyskać formy o stałej grubości ścianki .
• Odgazowanie formy możliwe poprzez małą
grubość ścianki formy i odpowietrzenia na
powierzchni podziału formy,
• Możliwość sterowania procesem krzepnięcia
poprzez odpowiedni dobór materiału na rdzenie i
umieszczanie w formie ochładzalników,
• Średnia porowatość materiału odlewu i
zawartość wtrąceń niemetalicznych w odlewach.
• Lepsze właściwości mechaniczne odlewu.

Jakość odlewów
• Równomierna struktura odlewu.
• Dobra jakość powierzchni 0.8–12.5
m Ra.
• Dobra dokładność wymiarowa
(0.25–0.5mm ) na odcinku
pomiarowym 50 mm.
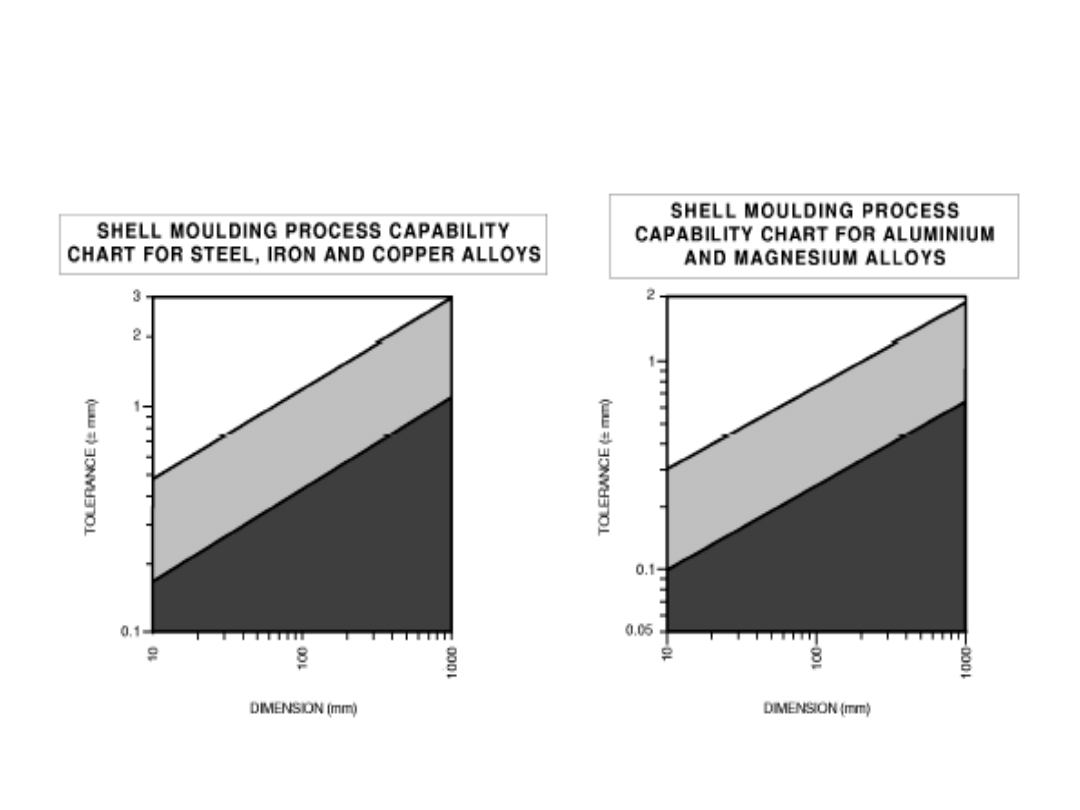
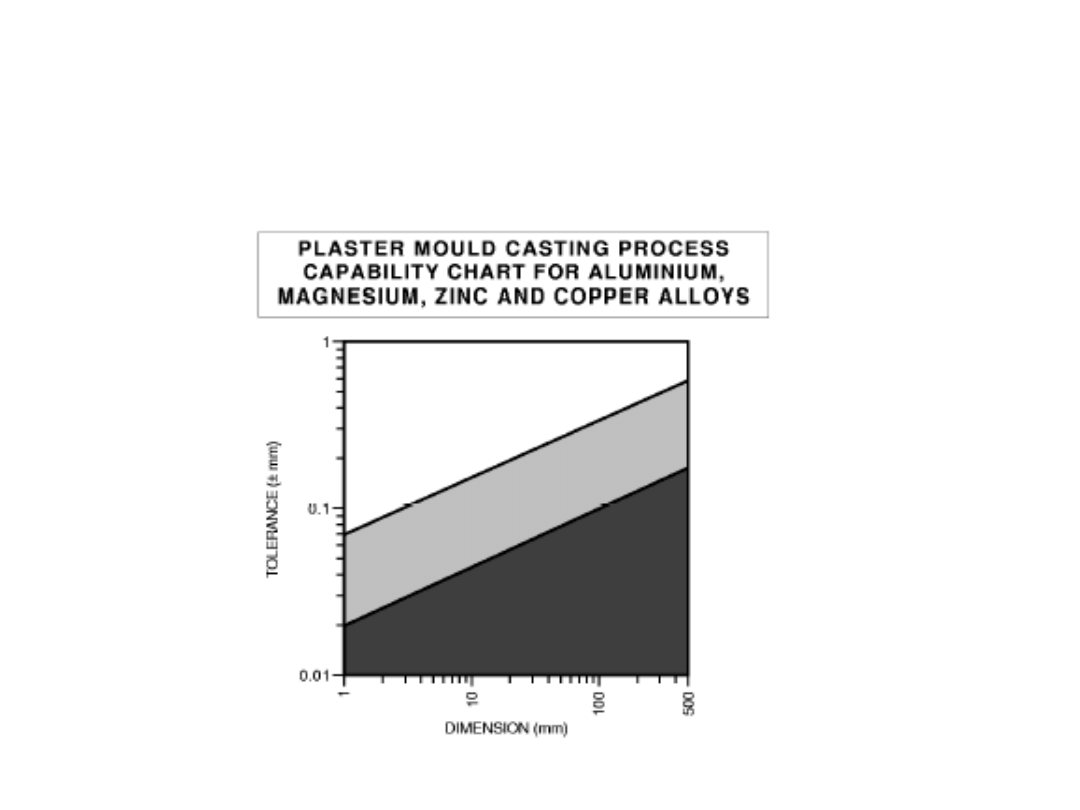
Casting tolerance

Odlewnie kokilowe
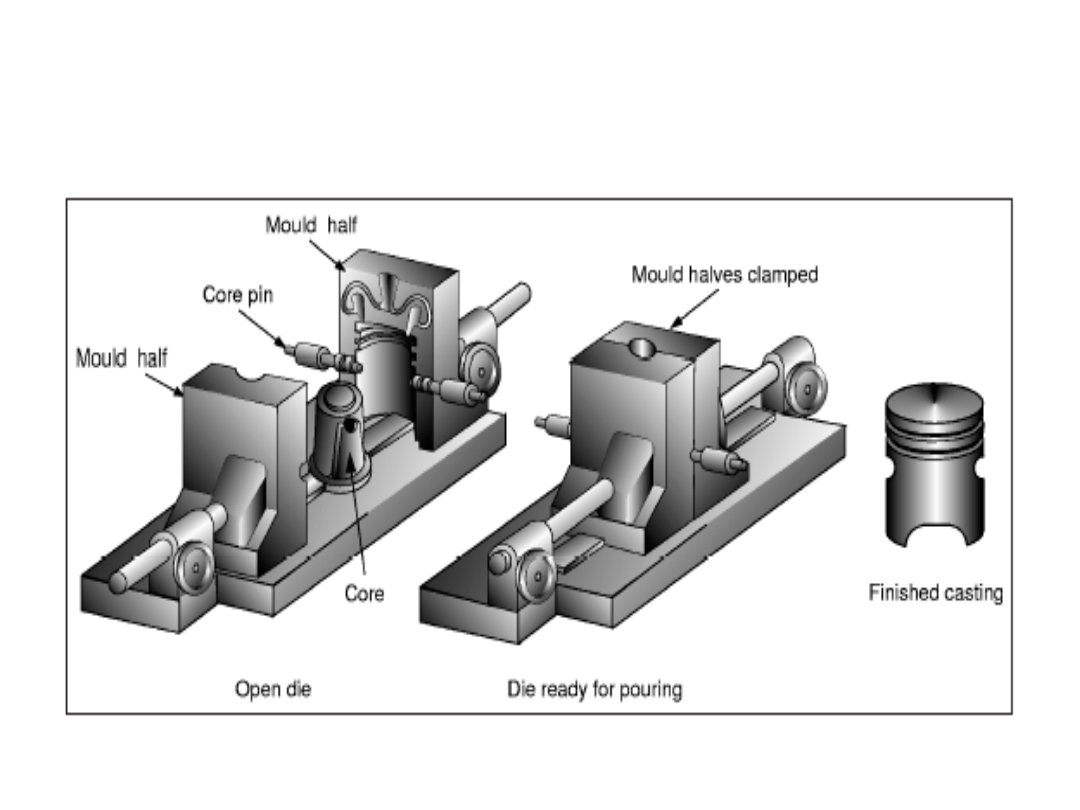
Gravity die casting
Odlewane stopy
• Zwykle stopy metali nieżelaznych
takich jak miedź, aluminium,
magnez. Sporadycznie stopy żelaza,
cyny, cynku, ołowiu i niklu.
• Stale węglowe odlewamy do form
wykonanych z grafitu.
Odmiany procesu
• Kokile zwykle są wykonane z żeliwa , grafitu i stopów
żaroodpornych.
• Można stosować rdzenie wykonane z metalu lub masy
rdzeniowej – lecz powierzchnia przez nie
odzwierciedlana jest słabej jakości.
• Odlewanie pod niskim ciśnieniem : stosowane jest
ciśnienie ok.1 bar wywierane na lustro ciekłego metalu
w celu zapełnienia formy odlewniczej ( odlewanie kół
samochodowych ). Taki proces prowadzi do obniżenia
wydajności ,
• Odlewanie z wylewaniem ( slash castings ): w celu
wytwarzania odlewów skorupowych bez stosowania
rdzeni wewnętrznych dla metali ze stopów
niskotopliwych.

Aspekty ekonomiczne
• Wydajność 5–50 odlewów / godz. w
zależności od masy i wymiarów
• Czas przygotowania produkcji kilka
tygodni.
• Dobry uzysk metalu – 60-90%
• Typowa seria 500–1000 i więcej odlewów
• Koszty formy - średnie.
• Koszt oprzyrządowania –średni
• Koszty pracy – niskie do średnich.
• Koszt wykończenia – niski do średniego
(oddzielenie układu wlewowego ).

Typowe zastosowanie
• Cylindry
• Elementy połączeń silnikowych
• Tłoki
• Półwyroby
• Akcesoria kuchenne
• Obudowy przekładni
• Złączki do przewodów
• Koła pasowe i klinowe

Aspekty projektowe
• Naddatki na obróbkę 0.8–1.5mm.
• Zwykle stosowana pionowa
powierzchnia podziału
• Odzwierciedlane otwory przez rdzenie o
wymiarach >5 mm.
• Pochylenia odlewnicze 2–3
o
.
• Maksymalna grubość ścianki =50mm.
• Minimalna grubość ścianki >= 2mm.
• Masa odlewów od 50 g to 300kg .
Zwykle do 5kg.

Jakość wyrobów
• Małą porowatość i ilość wtrąceń niemetalicznych,
• Zależność jakości od stosowanych pokryć
ochronnych i sposobu ich nanoszenia.
• Duża szybkość odprowadzania ciepła przez kokilę
wymaga stosowania wyższego stopnia
przegrzania ciekłego stopu.
• Dobre właściwości mechaniczne ( budowa odlewu
drobnoziarnista ).
• Chropowatość powierzchni - 0.8–6.3 m -Ra.
• Dokładność wykonania (0.25–0.35)mm na
odcinku pomiarowym 50mm
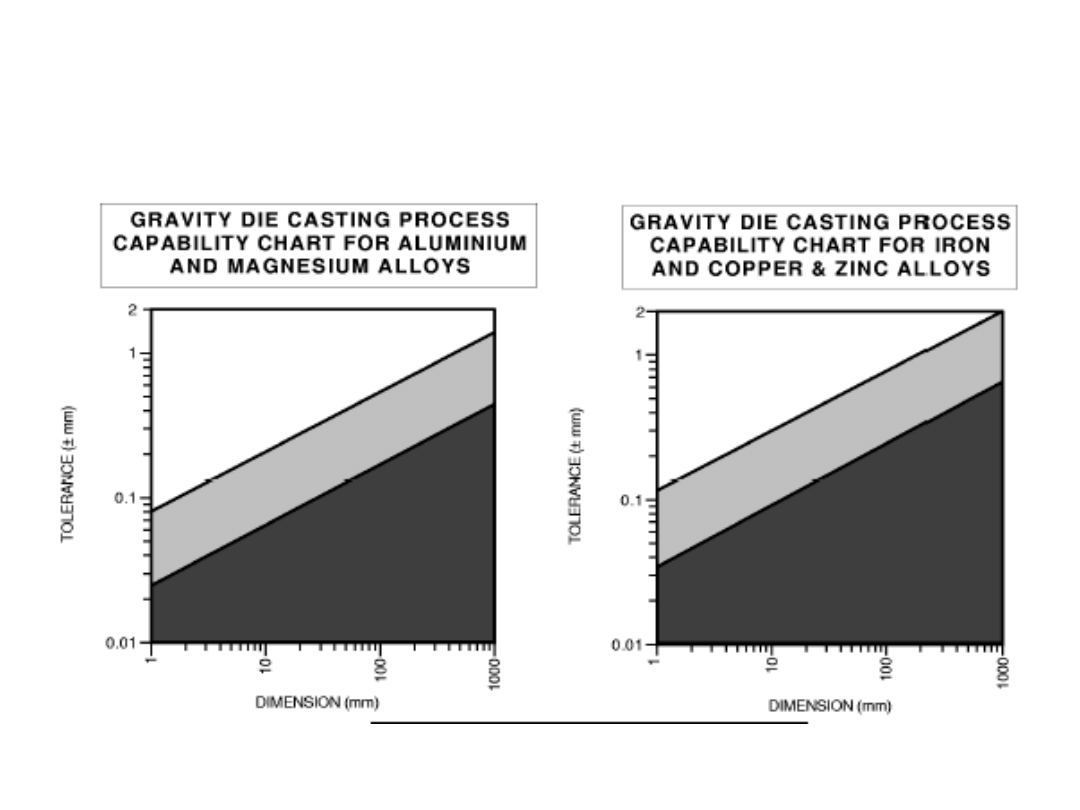
Casting tolerance
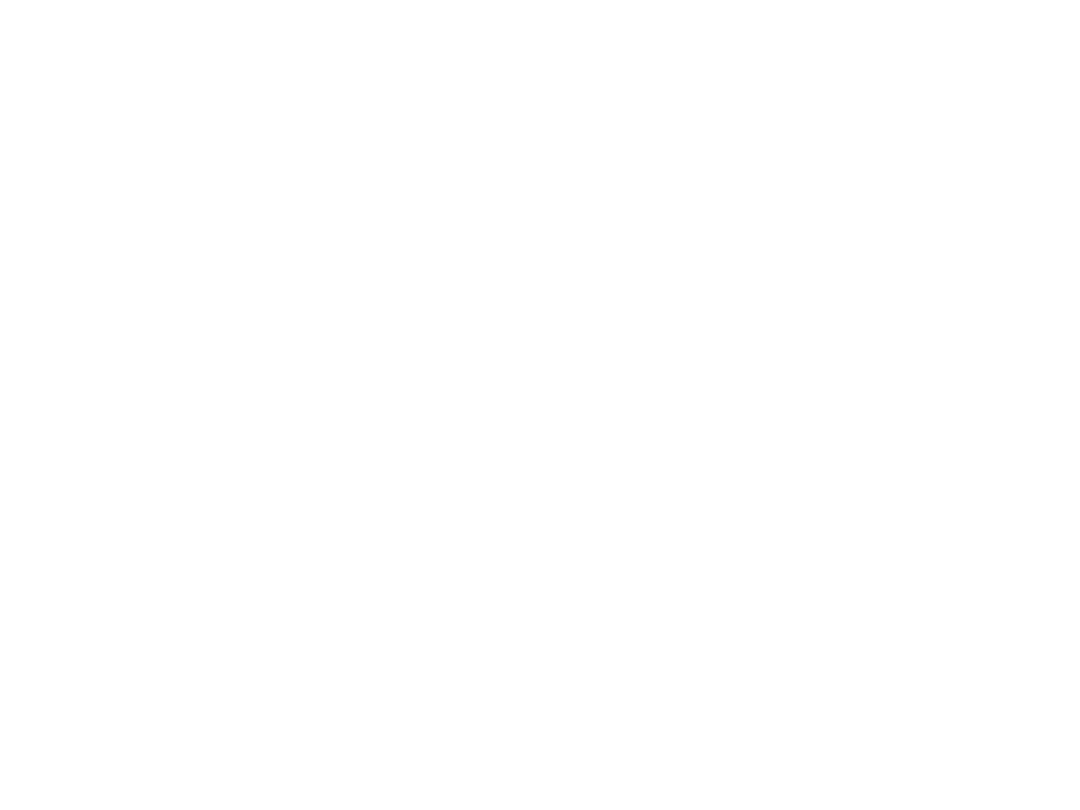
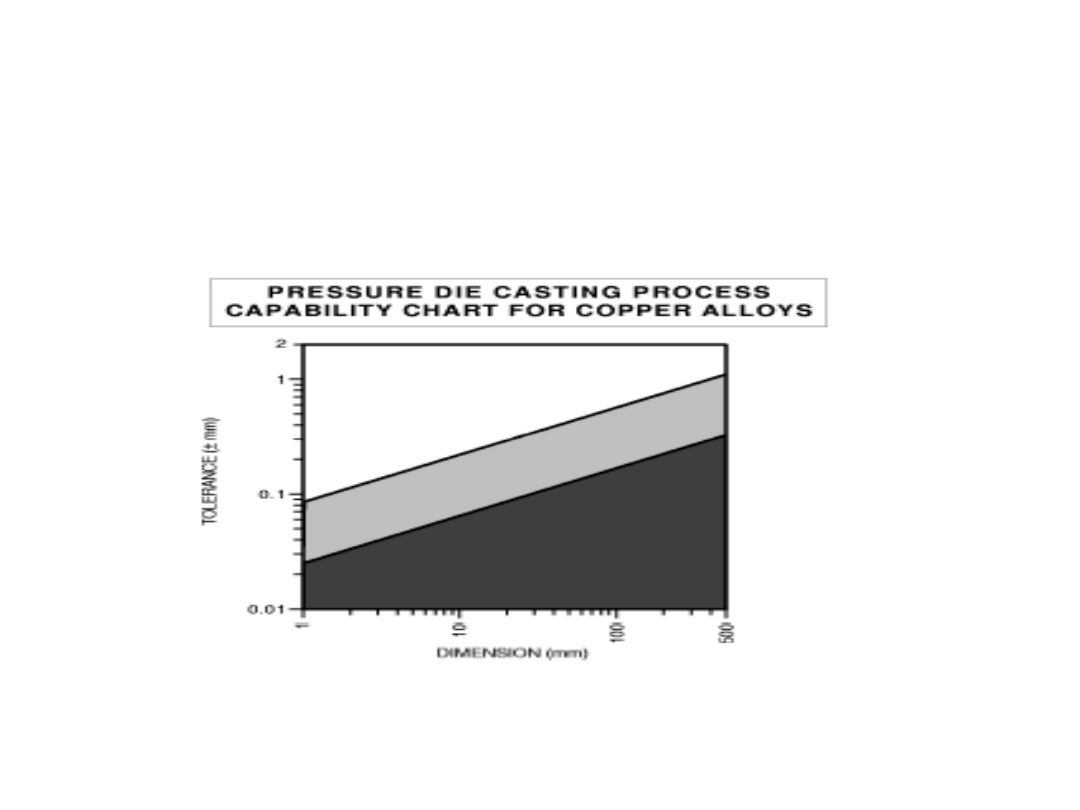
Odlewnie pod
ciśnieniem
• Ciekły metal jest wprowadzany do
formy pod ciśnieniem > 100 bar ,
gdzie przechodzi ze stanu ciekłego w
stan stały.
• Forma jest następnie otwierana i odlew
usuwany z formy
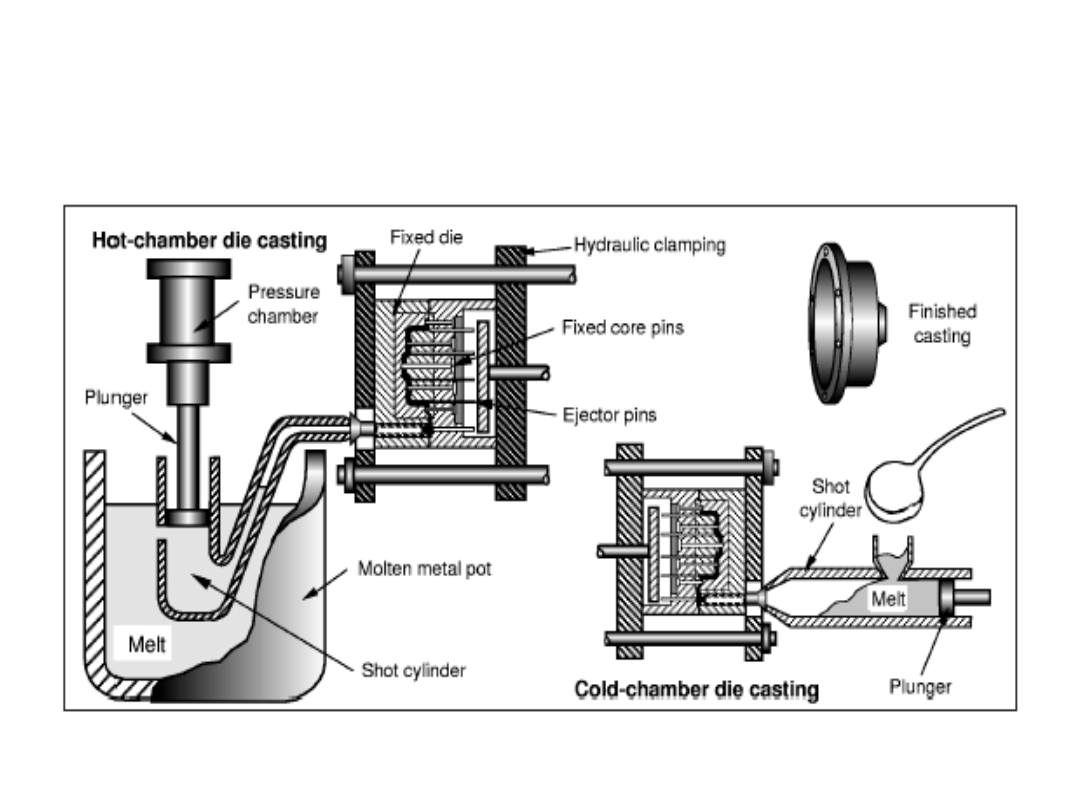
Pressure die casting
Maszyna gorącokomorowa
Maszyna zimnokomorowa

Odlewane stopy
• Stosowane do odlewania stopów cynku,
aluminium , magnezu ,ołowiu ,cyny i miedzi
• Najbardziej popularne to stopy cynku i
aluminium.
• Odlewanie wysokotopliwych stopów ( np.
stopów miedzi ) bardzo zauważalnie obniża
żywotność formy odlewniczej
• Prowadzone są w chwili obecnej badania
nad odlewaniem stopów żelaza.
Odmiany procesu
• Odlewanie w maszynach
zimnokomorowych- dla stopów z wysoką
temeperaturą topnienia. metals.
• Maszyny zgorącą komorą – dla metali z
niską temperaturą tonienia.
• Odlewanie ciśnieniowe – próżniowe : dla
dużych odlewów w celu wykluczenia
• Łączenie części metalowych

Aspekty ekonomiczne
• Bardzo duża wydajność 200 szt.odl / godz.
• Pracochłonne przygotowanie produkcji ( do kilku m-cy )
• Duży uzysk metalu
• Duże koszty początkowe wykonania formy.
• Możliwa pełna automatyzacja procesu
• Ekonomiczna seria rozpoczyna się od 10 000 szt. dla
odlewów ze stopów miedzi, do ok. 100 000 ţ dla stopów
aluminum, cynku i ołowiu
• Koszt oprzyrządowania wysoki
• Koszt maszyny bardzo wysoki
• Pracochłonność niska
• Koszty wykańczania odlewów – niskie .

Typowe zastosowanie
• Obudowy skrzyni przekładniowych
• Części maszyn i silników
• Elementy do wytwarzania pomp
• Skrzynki elektryczne
• Elementy do urządzeń w
gospodarstwie domowym
• Zabawki
• Wirniki do pomp

Aspekty projektowe
• Dokładne odtworzenie kształtu odlewu
• Równomierna grubość ścianki odlewu.
• Unikanie ostrych krawędzi – możliwe
odtworzenie małych promieni.
• Bardzo ważny dobór powierzchni
podziału – nie powinien przebiegać
przez przekroje krytyczne
• Zaleca się aby osie otworów skierowane
były prostopadle do linii podziału formy

Aspekty projektowe
• Opłacalne wstępne odlanie otworów zamiast obranienie ich
poprzez zabiegi obróbki mechanicznej
• Możliwe odwzorowanie otworów poprzez rdzenie o średnicy
powyżej 0.8mm.
• Naddatki na obróbkę mechaniczną rzędu od 0.25 do 0.8mm.
• Stosuje się pochylenia odlewnicze -0.25–3
0
w zależności od
grubości ścianki odlewu,
• Maksymalna grubość ścianki odlewu – g
maks.
= 13mm
• Minimalna grubość ścianki odlewu : 0,4mm ( dla stopów
cynku), 1,5mm dla stopów miedzi
• Chropowatość powierzchni odlewów 0.8–3.0 m Ra.
• Masa odlewów 10 g–50 kg.
• Odlewy o masie dochodzącej do 100kg są wykonywane ze
stopów cynku. Masa odlewów ze stopów miedzi, cynku i
ołowiu nie przekracza zwykle 5kg

Jakość odlewów
• Mała porowatość charakterystyczna dla odlewów
cienkościennych. Przy długich odlewach o
grubszych ściankach mogą wystąpić problemy.
• Bardzo dobre właściwości mechaniczne .
• Wykonywanie odlewów ze stopów o podwyższonej
temperaturze topnienia prowadzi do
intensywnego zużycia formy
• Ślady na odlewie po wypychaczach.
• Dokładna kontrola przebiegu procesu musi być
prowadzona ( temperatura metalu, ciśnienie i
czas wtrysku metalu do formy ).

Jakość odlewów
• Trudności w produkcji dużych odlewów
( występowanie porowatości )
• Dobre właściwości mechaniczne
• Doskonała jakość powierzchni ( 0.4–3.2 m Ra )
• Dokładność wymiarowa (0.05–0.10) mm na
odcinku pomiarowym 50 mm
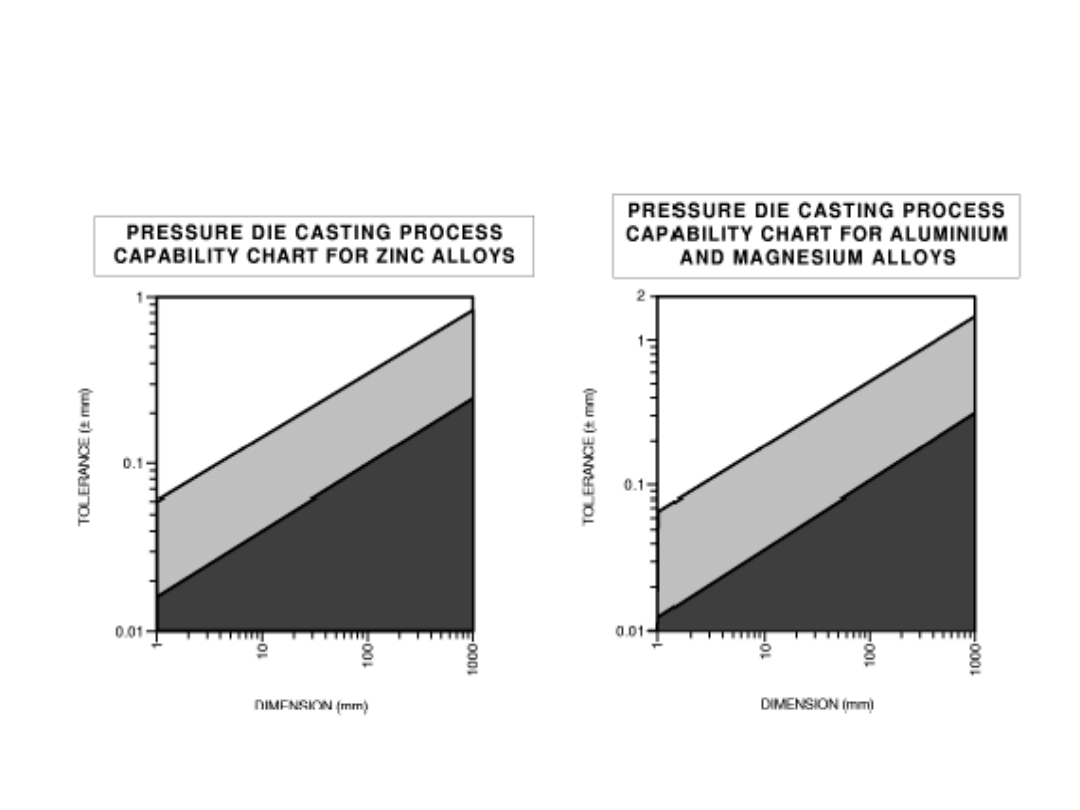
Casting tolerance
Casting tolerance

Odlewanie odśrodkowe
• Ciekły metal jest zalewany do formy
wirującej z prędkością 300–
3000obr./min. ( w zależności od
średnicy formy ) , a forma wiruje aż
do momentu zakończenia procesu
krystalizacji i krzepnięcia
• Oś obrotu formy jest przeważnie
pozioma , ale może być także
pionowa dla niewysokich odlewów.
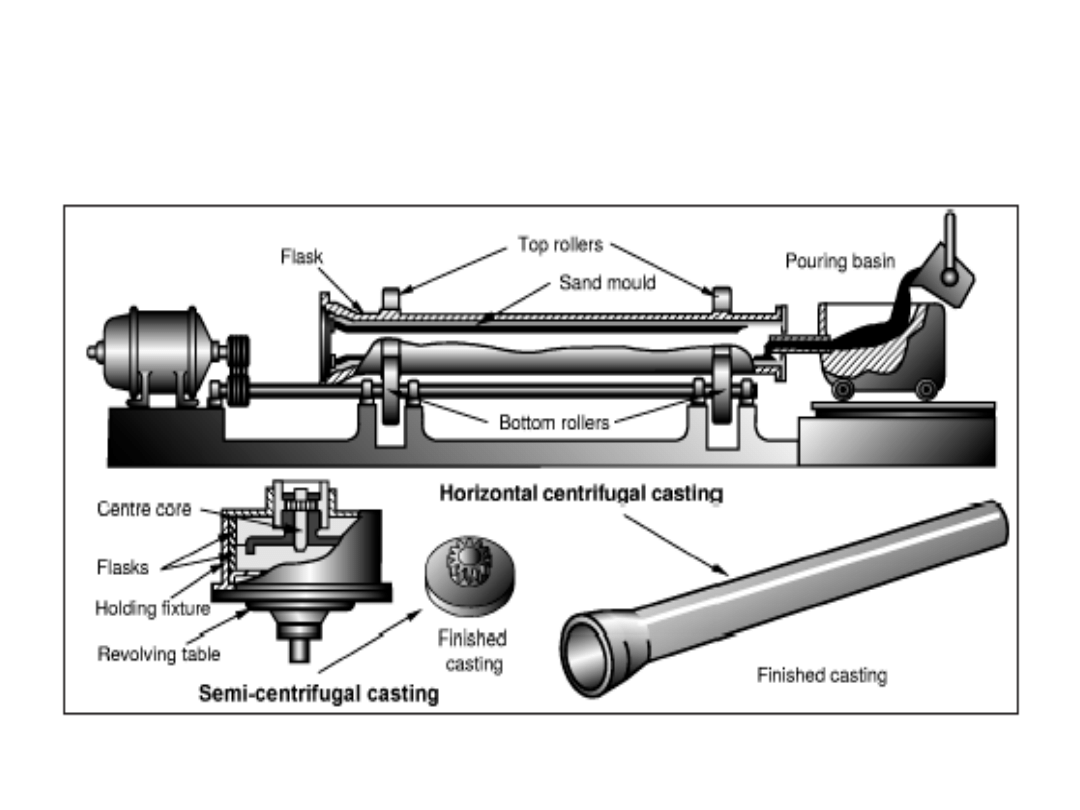
Centrifugal casting

Odlewane stopy
• Większość stopów metali ( wszystkie
gatunki staliwa i żeliwa, stopy
miedzi, aluminium oraz niklu,
• Metalowa forma powinna być pokryta
pokryciem ochronnym.

Odmiany procesu
• Odlewanie półodśrodkowe,
• Odlewanie pod ciśnieniem odśrodkowym

Aspekty ekonomiczne
• Wydajność powyżej 50 szt. odlewów /
godz.
• Czas przygotowania produkcji ( kilka
tygodni )
• Wysoki uzysk metalu - 90–100 %
• Brak typowego układu wlewowego
.

Uwarunkowania
ekonomiczne
• Koszt oprzyrządowania – średni
• Koszty pracy – niskie do średnich
• Koszt obróbki wykańczjącej odlewów
– średni
• Powierzchnia wewnętrzna odlewu
zwykle jest obrabiana mechanicznie

Typowe zastosowanie
• Tuleje
• Bębny hamulcowe
• Koła pasowe
• Koła do lokomotyw
• koła zamachowe
• Tuleje cylindrowe
• Zbiorniki ciśnieniowe
• Dysze

Aspekty projektowe
• Kształt uwarunkowany istotą procesu
( części z symetrią obrotową )
• Możliwa zewnętrzna powierzchnia
kształtowa
• Możliwość odlewania tulei bimetalicznych

Aspekty projektowe
• Naddatki na obróbkę - 0.75–6mm.
• Pochylenia odlewnicze - 1
o
.
• Maksymalna grubość ścianki -125mm.
• Minimalna grubość ścianki - 2.5–8 mm
w zależności od rodzaju stopu.
• Maksymalna długość L=15 m.
• Średnica od 25mm do 2m.
• Masa do 5 t

Jakość odlewów
• Właściwości mechaniczne są funkcją odległości
od osi obrotu
• Zanieczyszczenia i wtrącenia gromadzą się na
wewnętrznej powierzchni swobodnej..
• Odlewy posiadają właściwości mechaniczne
lepsze niż uzyskane podczas odlewania do form
kokilowych i piaskowych.
• Odlewy wolne od porowatości skurczowej dzięki
kierunkowemu odprowadzaniu ciepła.
• Właściwości mechaniczne odlewów
porównywalne z uzyskami na drodze obróbki
plastycznej ( kucia )
• Drobne ziarno i mała porowatość.

Jakość odlewów
• Dobra jakość powierzchni ( 1.6–12.5 m Ra )
• Dokładność wymiarowa (0. 05–0.15) mm na
odcinku pomiarowym 50 mm
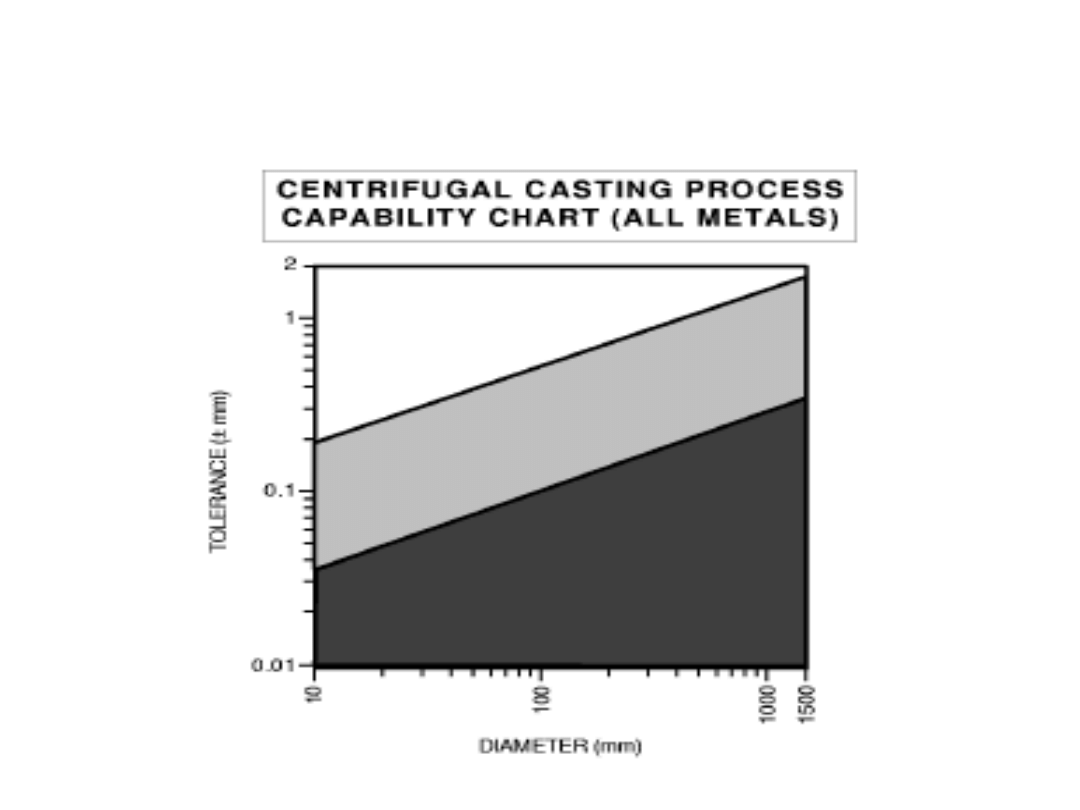
Castings Tolerance

Odlewanie precyzyjne
( Metoda wytapianych
modeli)
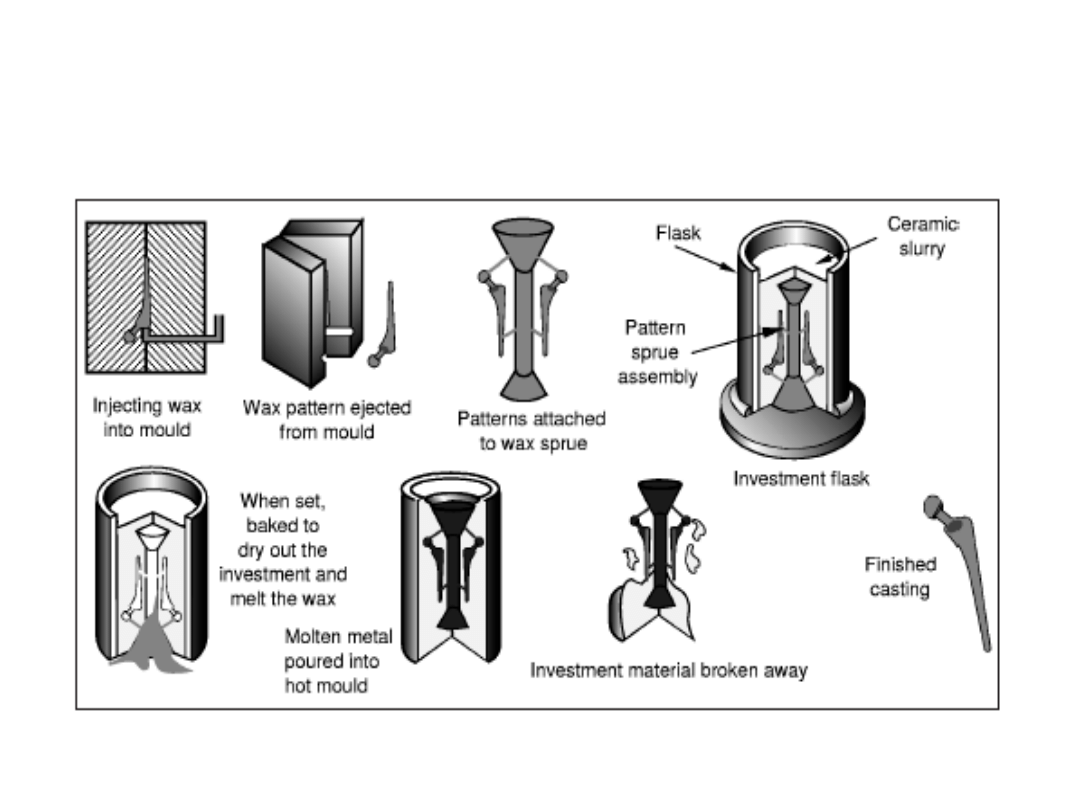
Metoda wytapianych
modeli

Odlewane stopy
• Wszystkie stopy techniczne i stopy
metali reaktywnych
• Metale szlachetne i ich stopy
( biżuteria )
• Odlewy artystyczne ( brąz ).

Odmiany procesu
• Stosowanie zamiast modeli
woskowych wytapianych - modeli
wypalanych ( z żywic
termoplastycznych).
• Możliwość stosowania rdzeni

Aspekty ekonomiczne
• Wydajność do 1000 odlewów./ godz. w zależności od
kształtu i wymiarów
• Czas przygotowania produkcji – kilka tygodni , ale może być
krótszy
• Proces wolny – wieloetapowy . Całkowity czas
przygotowania formy do 48 godz.
• Modele woskowe i z polistyrenu wykonywane na
wtryskarkach
• Najlepsza technologia dla stopów metali wysokotopliwych i
trudno obrabialnych
• Dobry uzysk metalu
• Koszt wykonania matryc dla produkcji małoseryjnej - wysoki
• Można odtwarzać dowolne kształty

Aspekty ekonomiczne
• Konieczność budowy modelu zespołu modelowego z wosku
zmniejsza tempo procesu ( budowa tzw. „drzewka”)
• Możliwa do stosowania dla produkcji małoseryjnej (10–
1000) przy wykorzystaniu pracy ręcznej, ale możliwa
automatyzacja procesu przy produkcji wielkoseryjnej.
• Często wykonywany tylko jeden odlew – odlewanie
artystyczne,
• Koszt oprzyrządowania niski do średniego,
• Koszt urządzeń niski do średniego ( wysoki w procesie
odlewania metali reaktywnych ),
• Koszty robocizny – wysokie ( zależne od ilości operacji )
• Koszt obróbki wykańczającej odlewów – średni
• Układ wlewowy i nadlewowy jest usuwany poprzez obróbkę
skrawaniem lub szlifowanie

Typowe zastosowanie
• Łopatki do turbin
• Narzędzia do obróbki skrawaniem
• Części do samolotów
• Odlewy zaworów
• Części rurociągów
• Części do motoryzacji
• Odlewy artystyczne
• Odlewy do aparatury optycznej,
• Elementy uzbrojenia
• Biżuteria

Aspekty technologiczne
• Stosunek długości zagłębienia do jego średnicy 4:1.
• Minimalny otwór =10.5mm.
• Naddatki na obróbkę ( 0.25mm do 0.75 mm) w zależności
od wymiarów gabarytowych odlewu
• Pochylenia odlewnicze 0.5–1
o
,
• Minimalna grubość ścianki od 1mm dla stopów aluminium i
stali do 2mm dla stopów miedzi .
• Można tą metodą uzyskać ścianki odlewu o grubości nawet
0.6mm dla pewnych zastosowań.
• Maksymalna grubość ścianki odlewu g=75mm.
• Maksymalna długość odlewu - 1m.
• Masa odlewów od 0.5 g do 100 kg , zwykle poniżej 5 kg
• Najbardziej wszechstronna technologia – brak barier
związanych z kształtem odlewu

Jakość odlewów
• Średnia porowatość
• Dobre właściwości mechaniczne
• Bardzo dobra jakość powierzchni
• Chropowatość powierzchni 0.4–6.3 m Ra.
• Odchyłka równoległości powierzchni odlewu 0.13mm na
25 mm długości
• Brak powierzchni podziału

Aspekty projektowe
• Możliwe wierne odtworzenie kształtu odlewu,
• Możliwość wykonania umieszczenia kilku odlewów
w jednej formie Głębokie wnęki w odlewie – nie
zalecane
• Ostre krawędzie – możliwe do odtworzenia ,
• Naddatki na obróbkę mechaniczną do 0,8mm,
• Pochylenia odlewnicze 0,5 – 2
o
( mogą być zerowe
) ,
• Minimalna grubość ścianki – 0,8-1,8 mm w
zależności od stopu,
• Masa odlewów 25g – 50kg. Odlewy o masie
ok.100kg są także wykonywane

Casting tolerance

Literatura
• K.G. Swift, J.D. Booker, Process Selection:from
design to manufacture,
ISBN-10: 0750654376 ISBN-13: 9780750654371,
333 p, 2003, Pub. By Elsevier Butterworth-
Heinemann
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
- Slide 65
- Slide 66
- Slide 67
- Slide 68
- Slide 69
- Slide 70
- Slide 71
- Slide 72
Wyszukiwarka
Podobne podstrony:
16 Wytwarzanie podstawowych pol Nieznany (2)
janus,procesy i techniki wytwarzania I,wytwarzanie odlewów w formach trwałych
Unit 13 Projektowanie wytwarzania odlewanych części maszyn
Metody wytwarzania odlewów
17 Wytwarzanie podstawowych pol Nieznany (2)
16 Wytwarzanie podstawowych pol Nieznany (2)
Unit 10Projektowanie wytwarzania odlewanych części maszyn (3)
Laboratorium komputerowych metod analizy pól i obwodów, Badanie rozkładu pola magnetycznego w obwodz
A Modrzyński Wytwarzanie grubościennych odlewów ze staliwa hadfielda
05 Dobieranie metod i technik wytwarzania tkanin
Ubytki,niepr,poch poł(16 01 2008)
Unit 1
Unit 1 Odlewanie kokilowe
Unit 1(1)
więcej podobnych podstron