
Obróbka powierzchniowa ścierna o
kinematyce kierowanej:
• Docieranie (lapping)
• Gładzenie (honing)
• Dogładzanie oscylacyjne (superfinish)

Docieranie
Wymagania:
•Materiał: stal ŁH15 HRC 60
•Sztuk 500
•Płaskość 0,005/100 mm
•Chropowatość Ra=0,08 m
•Tolerancja wysokości ±10m
•Równoległość -0,02 mm
Określić:
•Sposób kontroli w czasie obróbki
•Sposób mycia i konserwacji
Dobrać:
•Naddatek obróbkowy
•Docierarkę (średnica tarczy)
•Obroty tarczy
•Zawiesina ścierna
•Siła docisku [N] na partię
•Obliczyć potrzebną moc
•Czas obróbki
•Separator części

Gładzenie
Wymagania:
•Materiał: żeliwo
•Sztuk 100
•Chropowatość Ra=0,32 m
•Tolerancja średnicy 0,03 mm
•Równoległość -0,02 mm
Dobrać:
•Naddatek obróbkowy
•Głowicę obróbkową (ilość osełek)
•Osełki (charakterystyka)
•Długość skoku (z wybiegiem 1/3 dł. osełki)
•Prędkości głowicy
•Płyn obróbkowy
•Siła docisku [N]
•Obliczyć potrzebną moc
Określić:
•Sposób kontroli w czasie obróbki

Dogładzanie oscylacyjne
Wymagania:
•Materiał: stal 55 HRC 50
•Sztuk 100
•Chropowatość Ra=0,01 m
•Obróbka dwustopniowa (=12° =25°)
Dobrać:
•Sposób zamocowania
•Osełki (charakterystyka)
•Amplitudę i częstotliwość drgań (stałe)
•Prędkość obrotową wałka
•Prędkość ruchu wzdłużnego
•Długość skoku (z wybiegiem 1/3 dł. osełki)
•Czas obróbki
•Płyn obróbkowy
•Siła docisku [N]
Określić:
•Sposób kontroli w czasie obróbki
Docieranie
Gładzenie
Dogładzanie oscylacyjne

Document Outline
Wyszukiwarka
Podobne podstrony:
PPTOW projekt II
PPTOW projekt II 2
PPTOW projekt II
PPTOW projekt
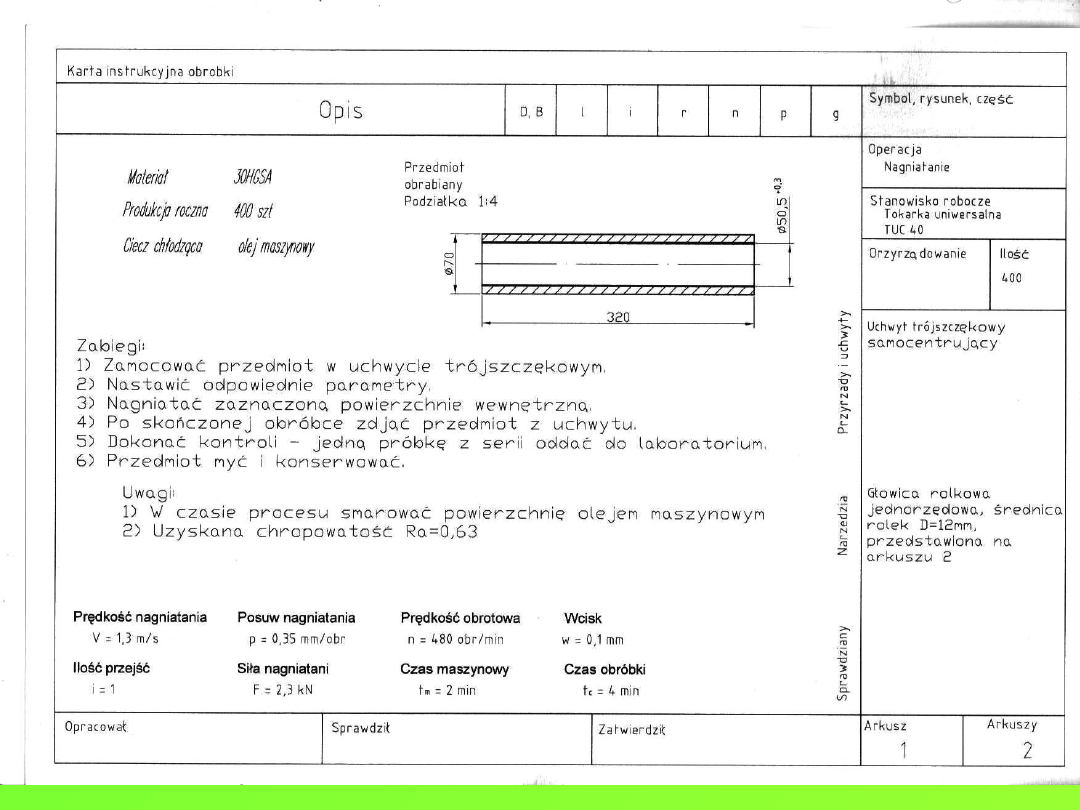
PPTOW nagniatanie projekt
projekt o narkomanii(1)
!!! ETAPY CYKLU PROJEKTU !!!id 455 ppt
Wykład 3 Dokumentacja projektowa i STWiOR
Projekt nr 1piątek
Projet metoda projektu
34 Zasady projektowania strefy wjazdowej do wsi
PROJEKTOWANIE ERGONOMICZNE
Wykorzystanie modelu procesow w projektowaniu systemow informatycznych
Narzedzia wspomagajace zarzadzanie projektem
więcej podobnych podstron