Głowice samochodowe
Głowica cylindrów służy jako górne zamknięcie wnętrza cylindrów w
kadłubie silnika. Głowica połączona jest z blokiem za pomocą śrub
dwustronnych. Obecnie najczęściej stosuję się silniki górnozaworowe
których głowice wykonane ze stopów lekkich. Głowice silników
górnozaworowych są bardziej skomplikowane on głowic silników
dolnozaworowych gdyż umieszczone są w nich elementy rozrządu.
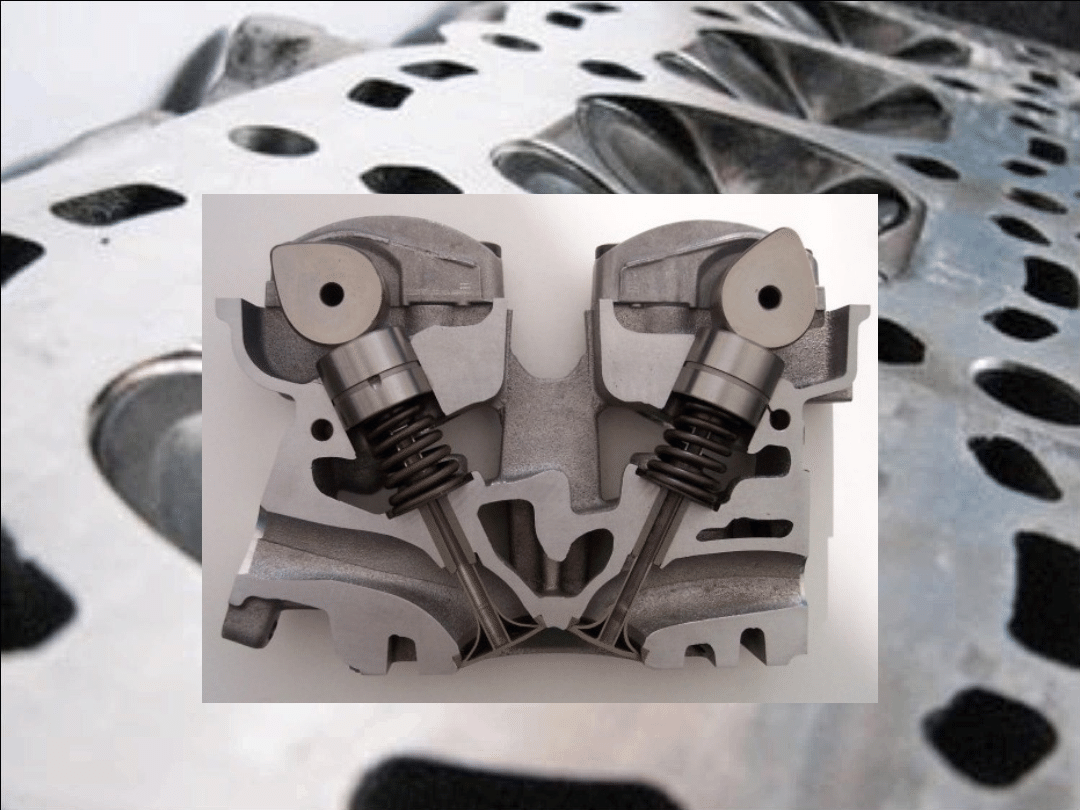
Przekrój poprzeczny głowicy silnika górno
zaworowego
z podwójnym wałkiem rozrządu (DOHC)
Do odlewanie głowic ze stopów lekkich
wykorzystywane dwa stopy Aluminium odlewniczego o
cechach
AK51
AK52
Technologiczna charakterystyka stopów odlewniczych
aluminium
AK51
Zalety
Dobre własności wytrzymałościowe . Bardzo dobre własności
odlewnicze, spawalność oraz odporność na korozję. Bardzo dobra
skrawalność. Wysoka żarowytrzymałość. Mała skłonność do
tworzenia pęcherzy gazowych.
Wady
Niska plastyczność
AK52
Zalety
Zadowalające własności wytrzymałościowe, spawalność, własności
odlewnicze i skrawalność.
Wady
W zakresie dopuszczalnego składu chemicznego na skutek obróbki
cieplnej może dawać różne wyniki. Przyczyną jest wielofazowość, a
wiec i różne własności mechaniczne i technologiczne.
Składy chemiczne omawianych stopów aluminium.
Cecha AK51 → Znak AlSi5Cu
AK52→ Znak AlSi5Cu2
Skład:
Si
4,5-5,5%
4,0-6,0%
Cu
1,0-1,5%
1,5-3,5%
Mg
0,4-0,6%
0,2-0,8%
Fe
0,5-1,5%
0,8-1,5%
Mn
---------
0,2-0,8%
Zanieczyszczenia
Zn
0,3%
0,3%
Mn
0,5%
-----
Sn
0,1%
0,1%
Stopy te także stosowane są do odlewania części samolotów, części dla
przemysłu zbrojeniowego, części różnych aparatów.
Wytrzymałość stopów Aluminium cechy AK51 i AK52 zawiera się w
granicach 65-75 HB zależnie od sposobu odlewania oraz rodzaju obróbki
cieplnej.
Wyróżniamy:
Stan wyważony (miękki) – otrzymujemy poprzez wyżarzanie
zmiękczające tzn. na wygrzewaniu odlewu w temperaturze 320-400°C i
następnie chłodzenie. Celem tej obróbki jest koagulacja składników
strukturalnych a przez to uzyskanie najmniejszej twardości i największej
plastyczności
Stan przesycony – polega na nagrzaniu przedmiotu do temperatury
powyżej stanu nasycenia 510-535°C, wygrzaniu w tej temperaturze i
szybkim chłodzeniu
Stan starzony – Polega na nagrzaniu uprzednio przesyconego stipu do
temperatury 100-200°C i następnie chłodzeniu.
Odlewanie głowic może odbywać się w kokilach lub pod ciśnieniem
Odlewanie w kokilach.
Kokile są to formy metalowe zalewane pod działaniem siły ciężkości metalu.
W porównaniu z tradycyjnym odlewaniu w formach piaskowych wyróżniamy
następujące korzyści: - podniesienie jakości otrzymywanych odlewów przez
polepszenie własności wytrzymałościowych, polepszenie gładkości
powierzchni, zmieszenie odchyłek wymiarowych, podwyższenie wskaźników
techniczno-ekonomicznych odlewni, zmniejszenie naddatków na produkcje
lub całkowite ich usunięcie.
Położenie odlewu kokili powinno być tak dobrane, aby uwzględniało
kierunkowe krzepnięcie stopu oraz by było łatwe usunięcie odlewu głowicy z
kokili
Odlewanie pod ciśnieniem
Ten rodzaj odlewania stosuję się przy masowej produkcji dokładnych
odlewów. Poza wysoką dokładnością odlewów można otrzymać odlewy o dość
skomplikowanym kształcie oraz cienkie ścianki. Można także ograniczyć
obróbkę mechaniczną. Inne korzyści to także duży uzysk oraz ekonomia
wytwarzania przy wielkich seriach.
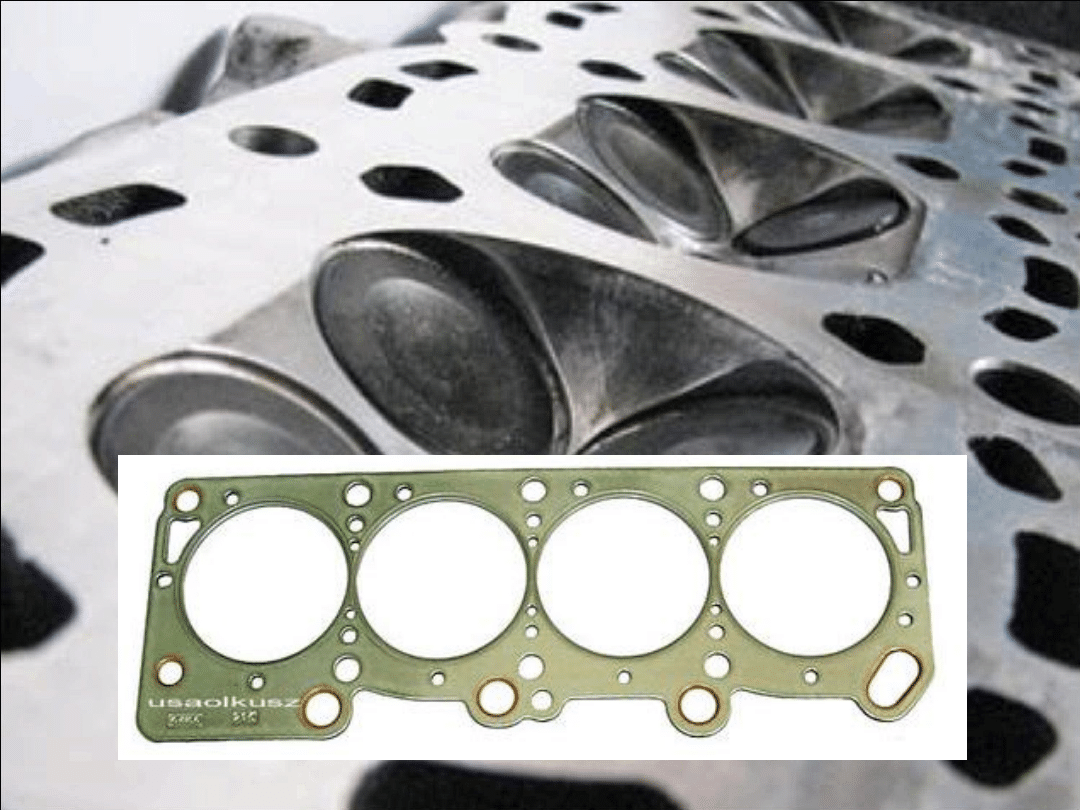
Uszczelnienie Głowicy cylindrów
Uszczelka głowicy spełnia następujące zadania:
-zapewnia szczelne zamknięcie komór spalania
-uszczelnia otwory do przepływu cieczy chłodzącej
-uszczelnia kanały oleju
Uszczelki głowicy musza być odporne na działanie wysokiej temperatury i
ciśnienia, nie powinny rozmiękać pod wpływem wody lub oleju, a
jednocześnie powinny być plastyczne, by wypełnij nierówności powierzchni
styku.
Większość odmian uszczelek głowicy zalicza się do elementów
jednorazowego użycia.
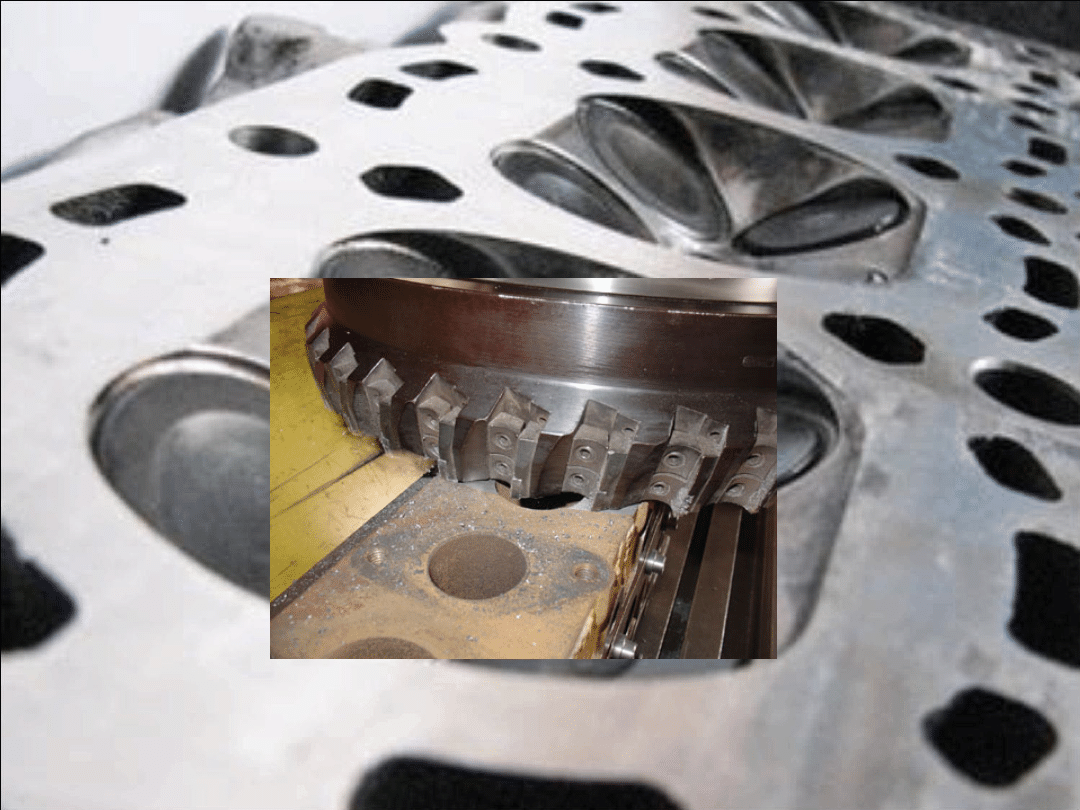
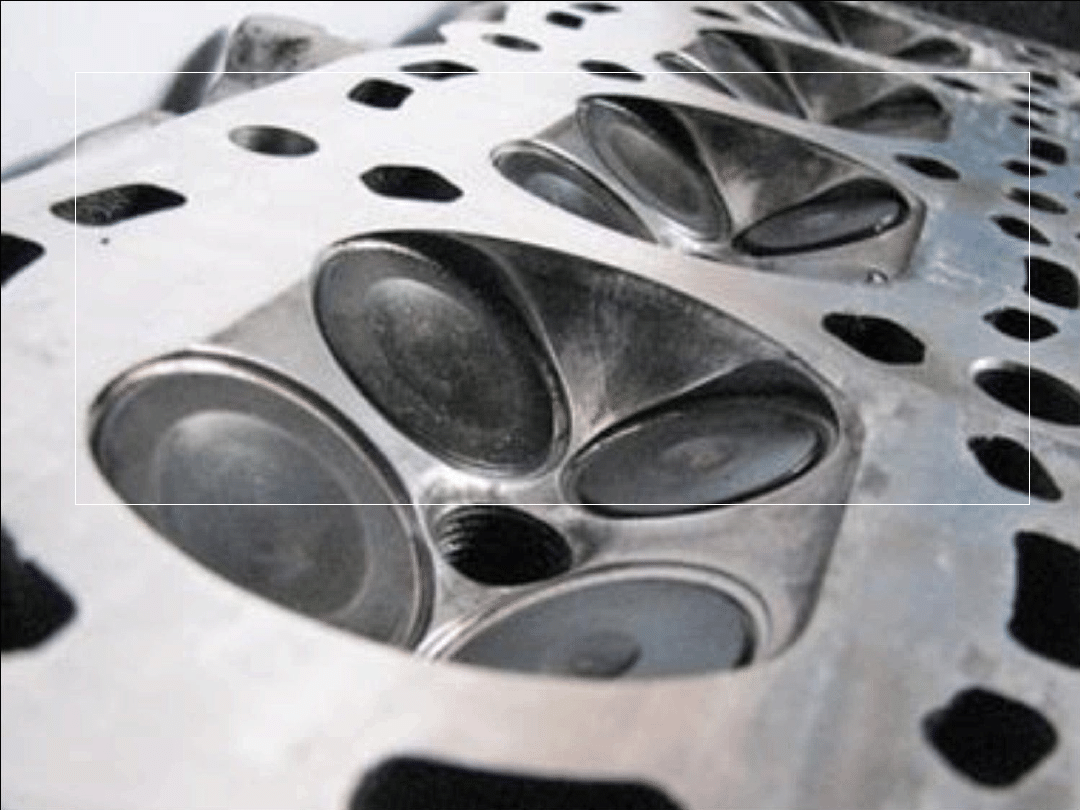
Wykańczanie odlewu głowicy odbywa się poprzez obróbkę skrawaniem,
przy czym jest to kilka procesów począwszy od frezowania poprzez
wiercenie, gwintowanie oraz szlifowanie.
Frezowane są strony dolotowe oraz wylotowe głowicy, a także miejsca
jej styku z uszczelkami. Wiercone są otwory pod zawory oraz pod śruby
mocujące głowicę do bloku silnika.
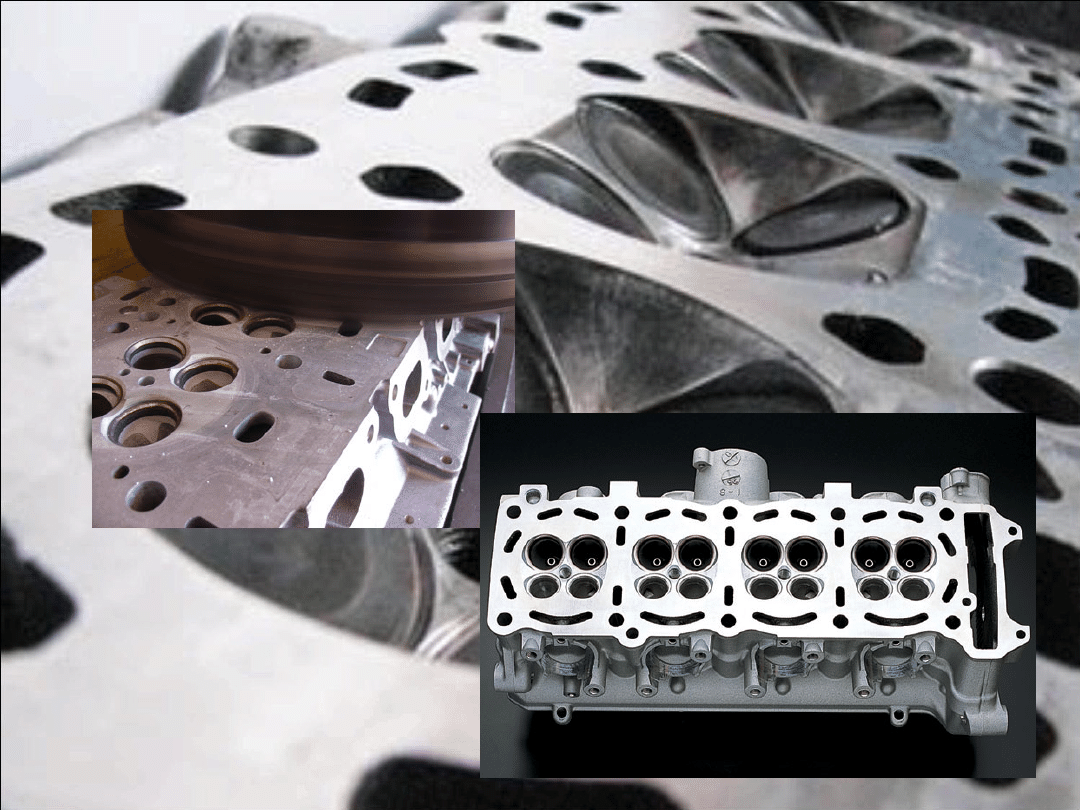
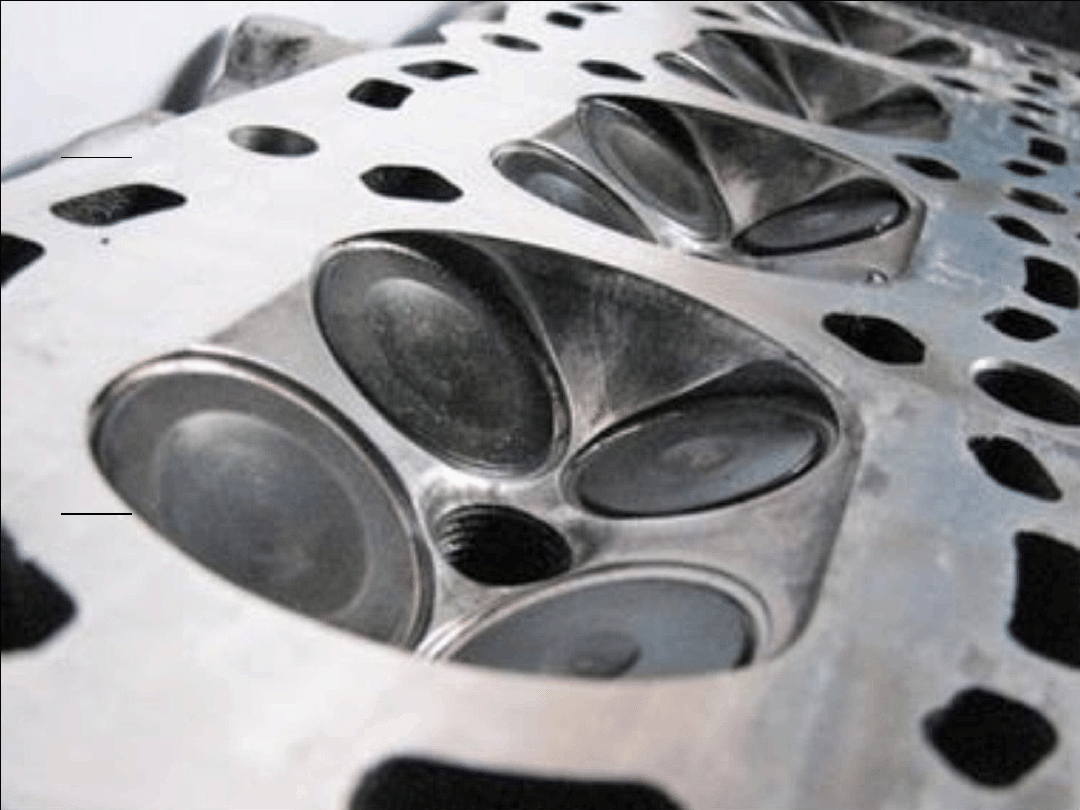
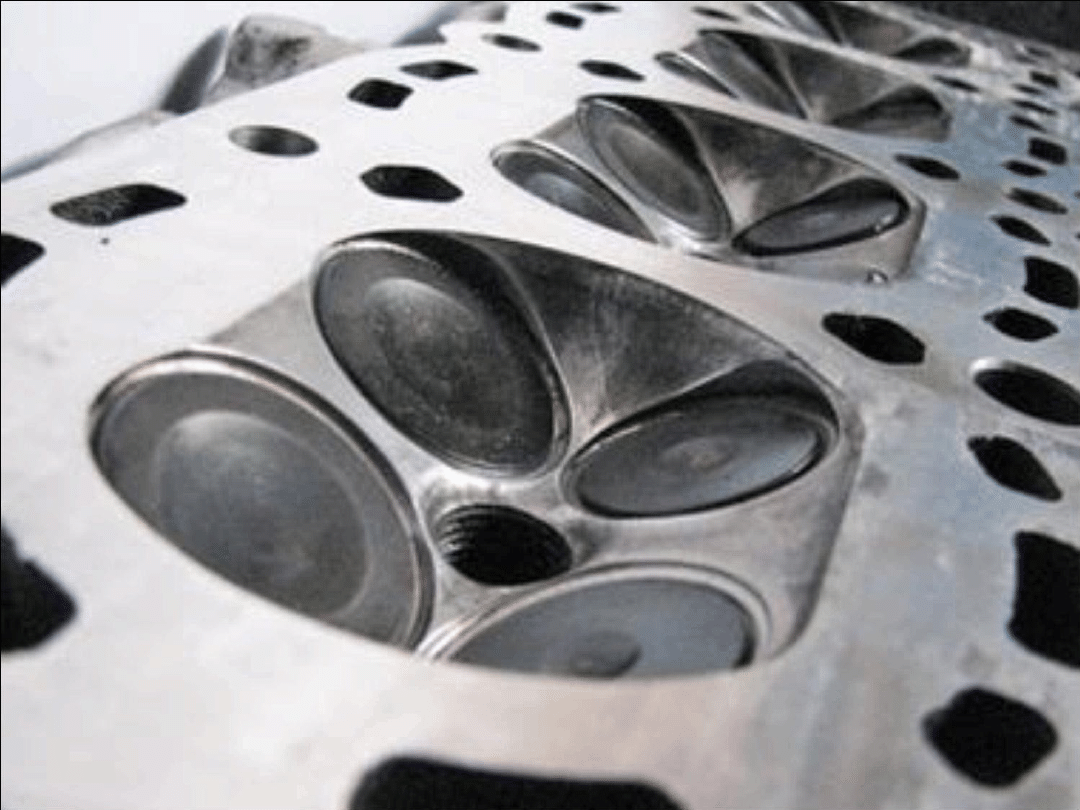
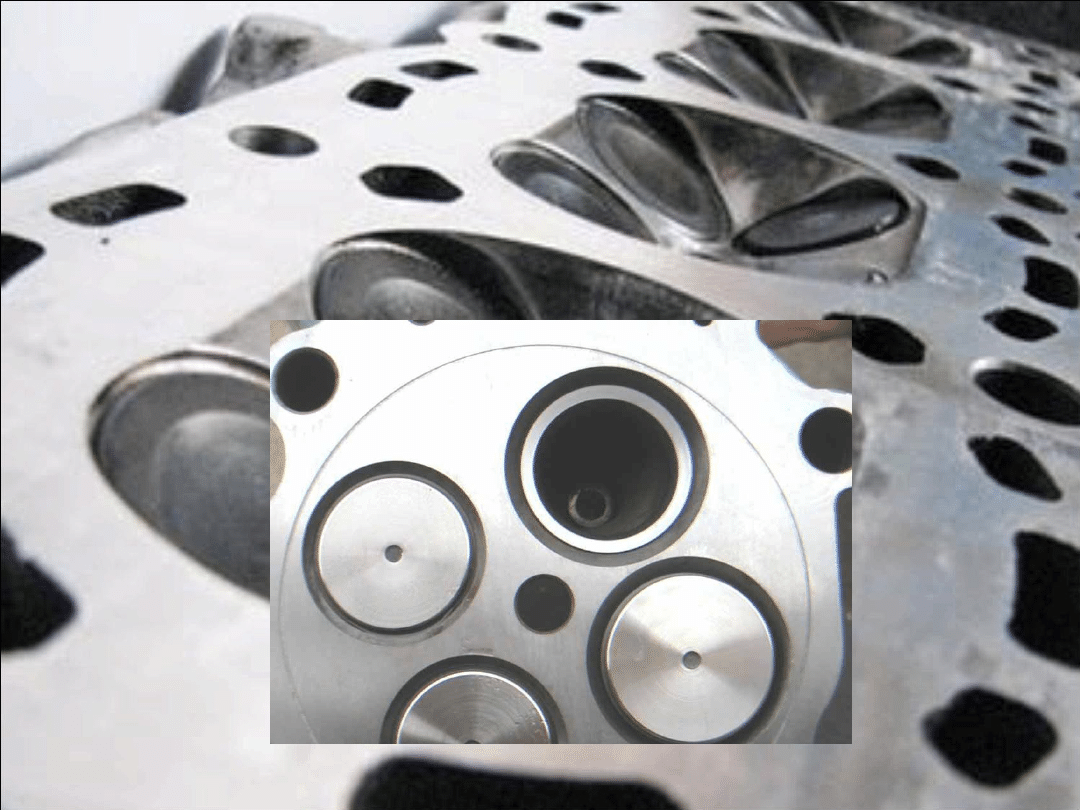
Największe wymagania co do jakości powierzchni stawiane są
stronie spodniej głowicy, gdzie styka się ona z blokiem silnika
poprzez uszczelkę. Powierzchnia ta poddawana jest dokładnemu
szlifowaniu.
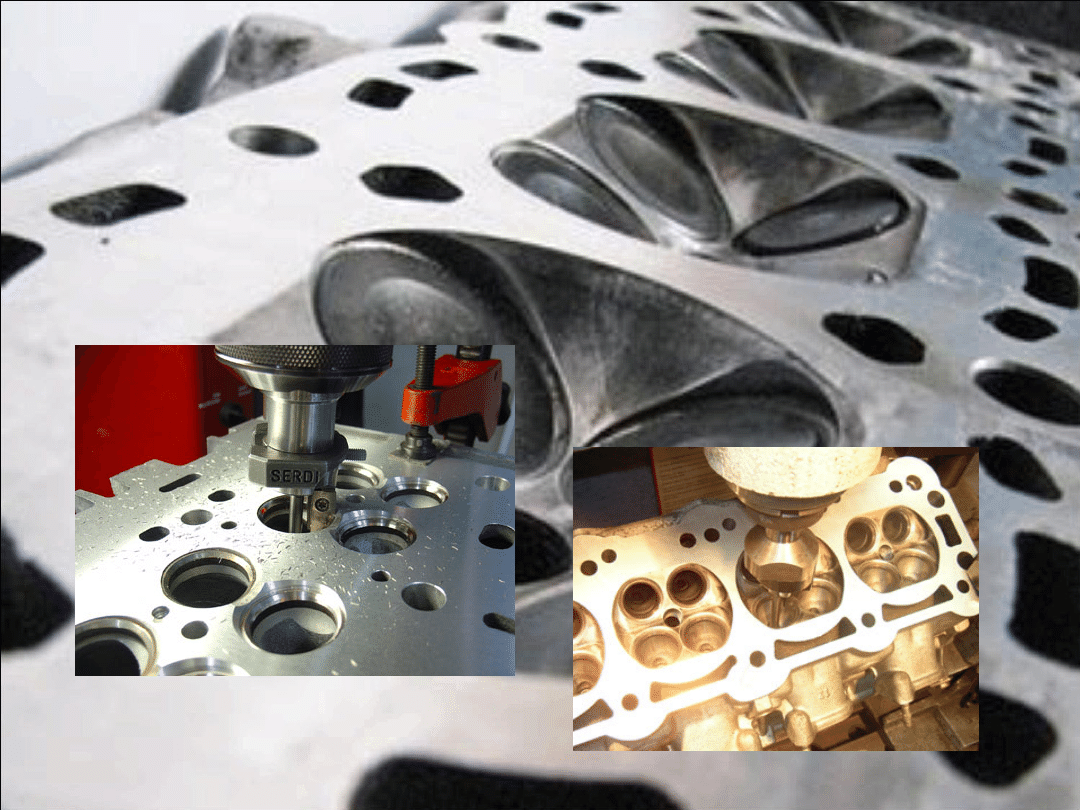
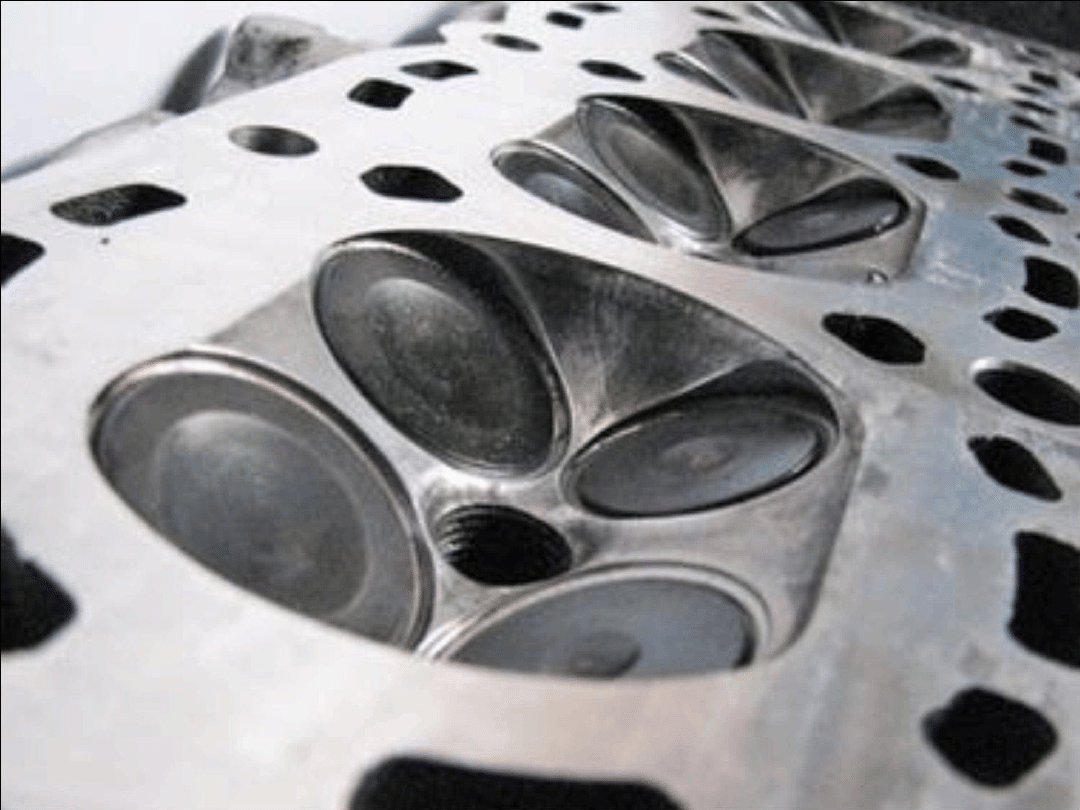
Wszelkie błędy współosiowości gniazda i zaworu oraz błędy
kołowości skutkują mniejszą powierzchnią styku gniazda z zaworem
i gorszym odprowadzaniem ciepła. Zjawisko to może spowodować
przegrzanie zaworu i jego zniszczenie. Przykładowo wytrzymałość
zaworu przy wzroście jego temperatury z 650°C do 760°C zmniejsza
się czterokrotnie.
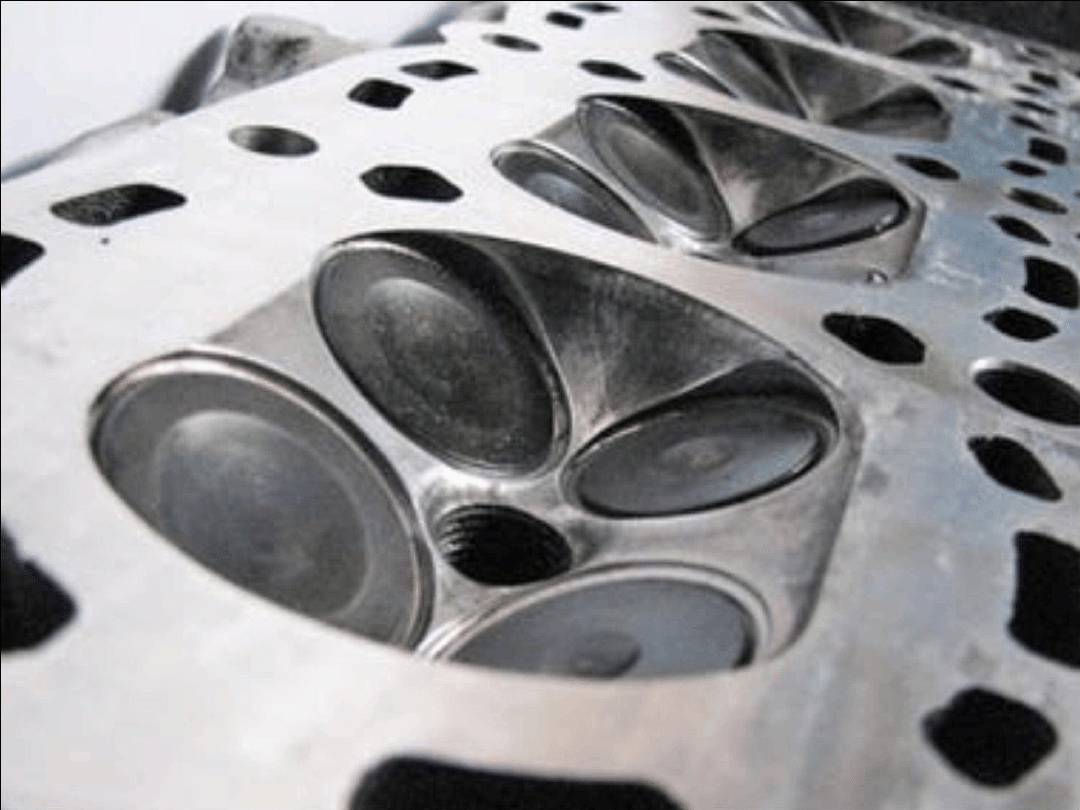
Aby uniknąć ryzyka wystąpienia awarii głowicy należy zatem
zapewnić minimalne odchyłki kołowości gniazda i zaworu oraz
minimalną odchyłkę współosiowości gniazda z prowadnicą.
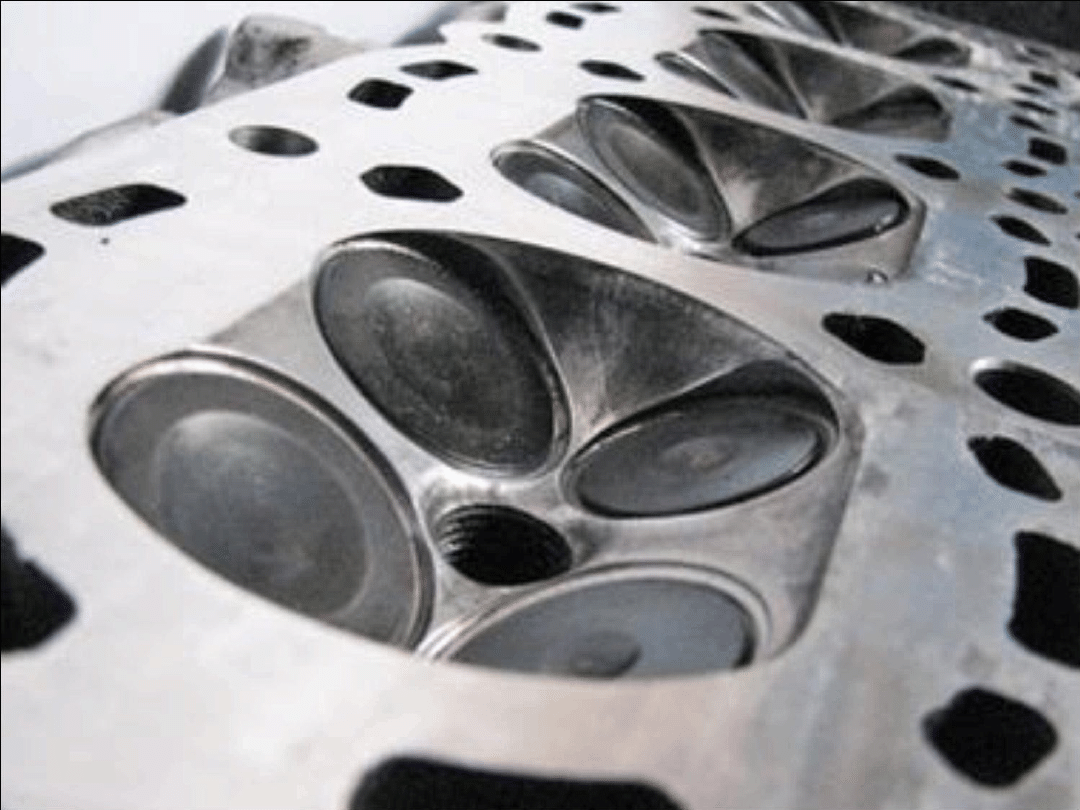
Gniazda zaworów wyglądają jak zwykłe, metalowe krążki, ale potrafią
bardzo dużo. I właśnie tego się od nich oczekuje. W końcu pełnią w
silniku bardzo ważną funkcję i poddawane są wysokim obciążeniom.
Gniazda, wspólnie z zaworami, uszczelniają komorę spalania silnika i
zapewniają jego prawidłową pracę. Oprócz tego powinny przejąć na
siebie ciepło spalania paliwa i przekazać je na głowicę cylindrów.
Szczególnie odporne temperaturowo i wytrzymałe na obciążenia
dynamiczne muszą być gniazda osadzone w aluminiowej głowicy
cylindrów. Bowiem są one praktycznie nie wymienne i muszą pracować
przez cały okres eksploatacji silnika.
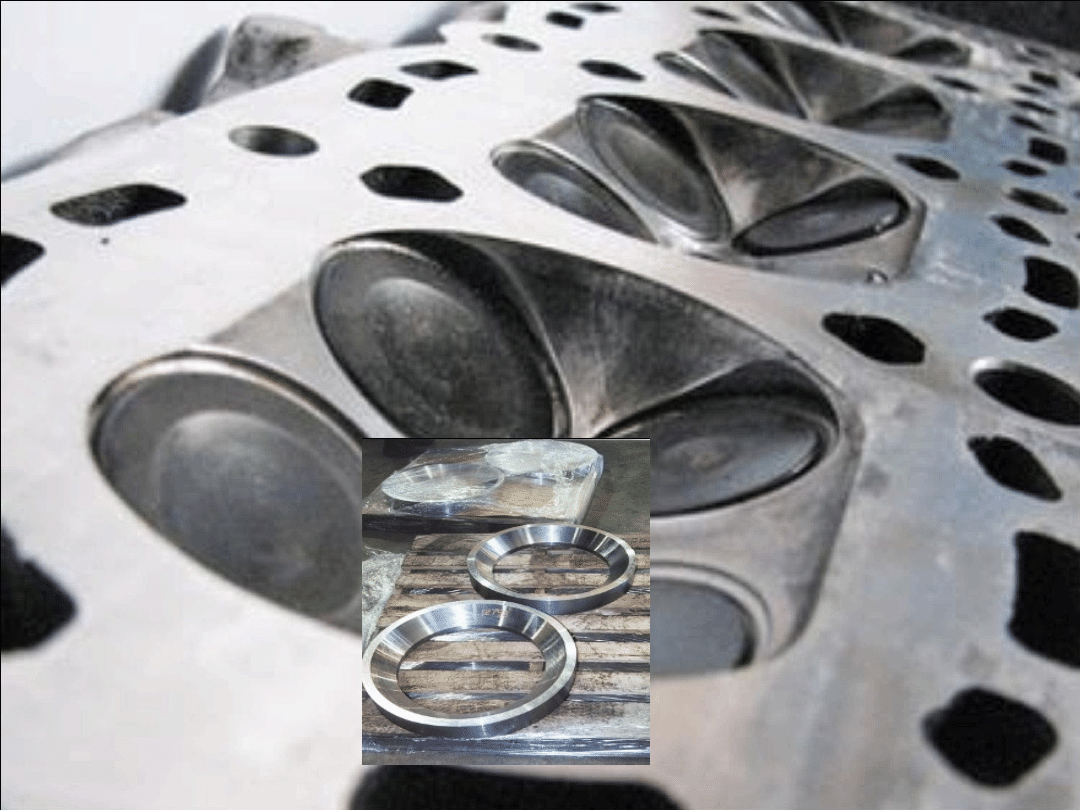
Gniazda zaworowe wykonuje się ze staliwa metodą odlewania lub z
proszków spiekanych metodą prasowania na gorąco. Pierwsza metoda
jest bardziej tradycyjna. Płynny metal jest wlewany do wirującej kokili
maszyny odlewniczej. Tam dzięki sile odśrodkowej płynny metal
przylega do ściany wlewnicy. W ten sposób powstaje odlew, którego
zewnętrzny kształt odwzorowuje wewnętrzny kształt wlewnicy.
W przypadku materiałów spiekanych, wstępnie uformowane gniazdo
jest podgrzewane do temperatury niższej od temperatury topnienia i
dalej formowane ostatecznie poprzez prasowanie. W zależności od
przeznaczenia gniazda oraz wymagań eksploatacyjnych do ich
produkcji stosuje się różne rodzaje materiałów spiekanych.
Ponadto na gniazda zaworów stosowane są brązy berylowe(1,6-2,1%
berylu) o oznaczeniu BB2(CuBe2Ni).
Montaż przy różnych temperaturach.
Stosuje się kilka metod montażu gniazd zaworów w głowicy
cylindrowej.
gniazdo wprasowuje się w głowice w temperaturze pokojowej,
w rozgrzaną głowicę wprasowuje się gniazdo zaworu o temperaturze
pokojowej,
gniazdo chłodzi się ciekłym azotem, a głowica posiada temperaturę
pokojową,
głowica jest podgrzewana, zaś gniazdo chłodzone.
Powoduje to możliwość montażu gniazda praktycznie bez użycia siły.
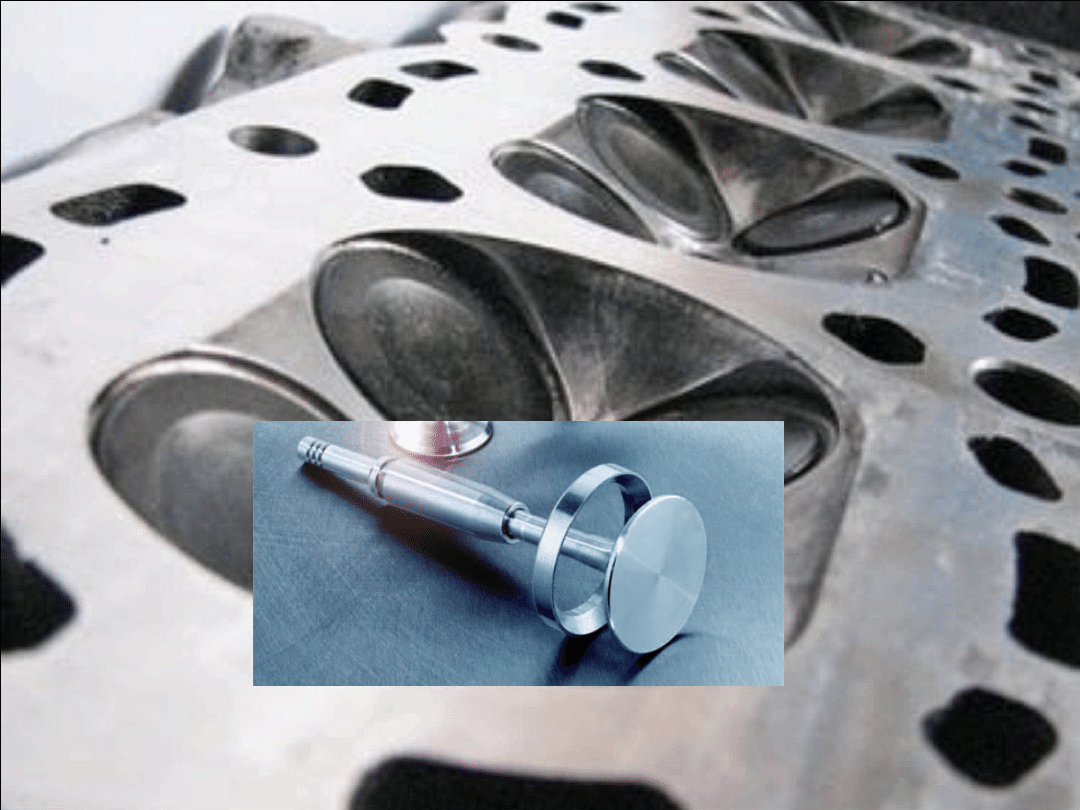
W nowoczesnych silnikach samochodowych niemal wyłącznie
stosuje się napęd zaworów również umieszczony w głowicy, z uwagi
na mniejszy hałas i mniejszą, dzięki bardziej zwartej budowie - masę
układu rozrządu, która pozwala zwiększać szybkobieżność silnika. W
głowicy takich silników odnajdziemy więc również napędzające
zawory popychacze, a także wałek, lub wałki rozrządu, wymuszające
za pomocą krzywek pracę zaworów za pośrednictwem popychaczy.
Na koniec należy wspomnieć o bardzo ważnej funkcji głowicy silnika:
Jest ona elementem istotnie wpływającym na sztywność korpusu
silnika, w związku z czym jej konstrukcja zawsze determinowana jest
przez ten właśnie czynnik. Sztywność bowiem jest jedną z
najważniejszych cech silnika w funkcji jego trwałości, a także
możliwie najmniejszej głośności pracy.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
Wyszukiwarka
Podobne podstrony:
Materiałoznawstwo i Techniki Wytwarzania Struktury
Materiałoznawstwo i Techniki Wytwarzania Plan Laboratoriów
żelazo węgiel, techniki wytwarzania z materiałoznawstwem
obróbka rezcna, WIEDZA, BHP, techniki wytwarzania
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
techniki wytwarzania 4 03 13
Praca semestralna techniki wytwarzania sem II
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5D
Techniki wytwarzania-drewno, Ukw, II Lic, Drewno, Wyk�?ady
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 6B
cichosz,techniki wytwarzania,Obróbka elektrochemiczna?M
techniki wytwarzania i materiałoznawstwo ściąga na sprawdzian
Gronostajski,podstawy i techniki wytwarzania II,Metody walcowania
więcej podobnych podstron