
Techniki wytwarzania-
podział
i charakterystyka

Techniki wytwarzania – jest to dział wiedzy
inżynieryjnej która zajmuje się wytwarzaniem,
przetwórstwem surowców w celu uzyskania wyrobu
finalnego.
Nadawanie kształtu przedmiotom metalowym
w zależności od stanu skupienia materiału
(tworzywa)
Ciekły
Przejścio
wy
Stały
Odlewani
e
Obróbka
plastyczna
Obróbka
skrawaniem
walcowanie
wyciskanie
tłoczenie
kucie
toczeni
e
frezowanie
wiercenie
szlifowanie
Ogólny podział metod
wytwarzania
Odlewnictwo
formy piaskowe
formy kokilowe
formy ciśnieniowe
formy rotacyjne
metoda wosku
traconego
Obróbka
plastyczna
tłoczenie
gięcie
wykrawanie
kucie
Obróbka
skrawaniem
toczenie
wytaczanie
frezowanie
wiercenie
gwintowanie
szlifowanie
dłutowanie
struganie
przepychanie
przeciąganie
Obróbka
elektrochemiczna
elektroerozja
polerowanie
galwanizacja
Obróbka cieplno
chemiczna
azotowanie
nawęglanie
hartowanie
przesycanie
wyżarzanie
odpuszczanie
Spajanie
spawanie
zgrzewani
e
lutowanie
klejenie

Odlewanie jest jedną z technologii wytwarzania elementów maszyn
(odlewów) poprzez wypełnianie ciekłym metalem formy. Formy
odwzorowują kształt zewnętrzny i wewnętrzny odlewu. Produktem
końcowym procesu jest wyrób w postaci odlewu, który podlega
ewentualnej obróbce cieplnej (wyżarzanie normalizujące,
wyżarzanie ujednorodniające, hartowanie). Procesowi odlewania
poddawane są wszystkiego rodzaju stale, żeliwo i metale kolorowe,
brązy, miedzionikle, stopy aluminium, magnezu itp. najwięcej
odlewów wykonuje się ze staliwa i żeliwa.
Do wykonania gotowego odlewu należy:
1)przygotować masę formierską, rdzeniową,
2)przygotować model wyrobu (model rdzenia, model układu
wlewowego),
3)wykonanie formy odlewniczej,
4)przygotowanie ciekłego metalu lub stopu,
5)zalanie formy ciekłym metalem,
6)po skupieniu metalu oczyścić odlew i usunąć naddatki, np. układ
wlewowy,
7)kontrola techniczna odlewu,
8)obróbka wykańczająca (mechaniczna, cieplna),
Technologia odlewania

Technologia obróbki
plastycznej
Przeróbka plastyczna służy do wytwarzania półproduktów w postaci
wyrobów walcowanych, kutych, ciągnionych, tłoczonych itp. Podczas
obróbki plastycznej oddziaływają trzy elementy: temperatura, czas i
siła. Przeróbka plastyczna jest to zabieg technologiczny mający na
celu uzyskiwanie z wcześniej wytworzonych metali i stopów w
postaci blach (bednarek) prętów, lin, rur. Przeróbka plastyczna jest to
złożony proces fizykochemiczny podczas którego w wyniku
stosowania określonych temperatur, sił i czasu następuje zmiana
kształtu, zmiana struktury, czyli właściwości mechanicznych
obrabianych przedmiotów. Istotą obróbki plastycznej jest proces
odkształcenia trwałego metali i stopów, który dokonuje się według
dwóch mechanizmów odkształcania poprzez poślizg i bliźniakowanie.
Wyróżniamy obróbkę plastyczną:
-na zimno, poniżej temperatury rekrystalizacji *
-na gorąco, powyżej temperatury rekrystalizacji *
* Temperatura rekrystalizacji powoduję odbudowę struktury zniekształconej przez zgniot (np.
przekuwanie na zimno) i przywrócenia stali pierwotnej plastyczności

Podstawowe cechy obróbki plastycznej:
- minimalne odpady,
- niska złożoność ruchów roboczych – łatwość automatyzacji,
- granica plastyczności obniża się w miarę podgrzewania – potrzebne
są mniejsze siły obróbcze,
- podczas obróbki na zimno materiał umacnia się. *
* Umocnienie materiału nazywamy zjawiska zwiększające krytyczne naprężenie poślizgu dyslokacji czyli
zmniejszające plastyczność materiału
Walcowanie
Proces walcowania polega na odkształcaniu metalu lub jego stopu za
pomocą narzędzi w kształcie walca. Może zachodzić tylko wtedy gdy
opór tarcia jest większy do oporu jaki stawia materiał walcowany.
Warunek ten zapewnia się poprzez dobór odpowiedniej prędkości,
średnic oraz siła nacisków walców.
Wyciskanie
Wyciskanie jest podstawową metodą wytwarzania rur, prętów i profili z
metali i ich
stopów. Wyciskanie, nazywane często prasowaniem wypływowym, jest
procesem, w którym za pomocą narzędzi wywiera się nacisk na metal
umieszczony w pojemniku, co
powoduje wymuszone jego płynięcie przez odpowiednią szczelinę
(otwór).
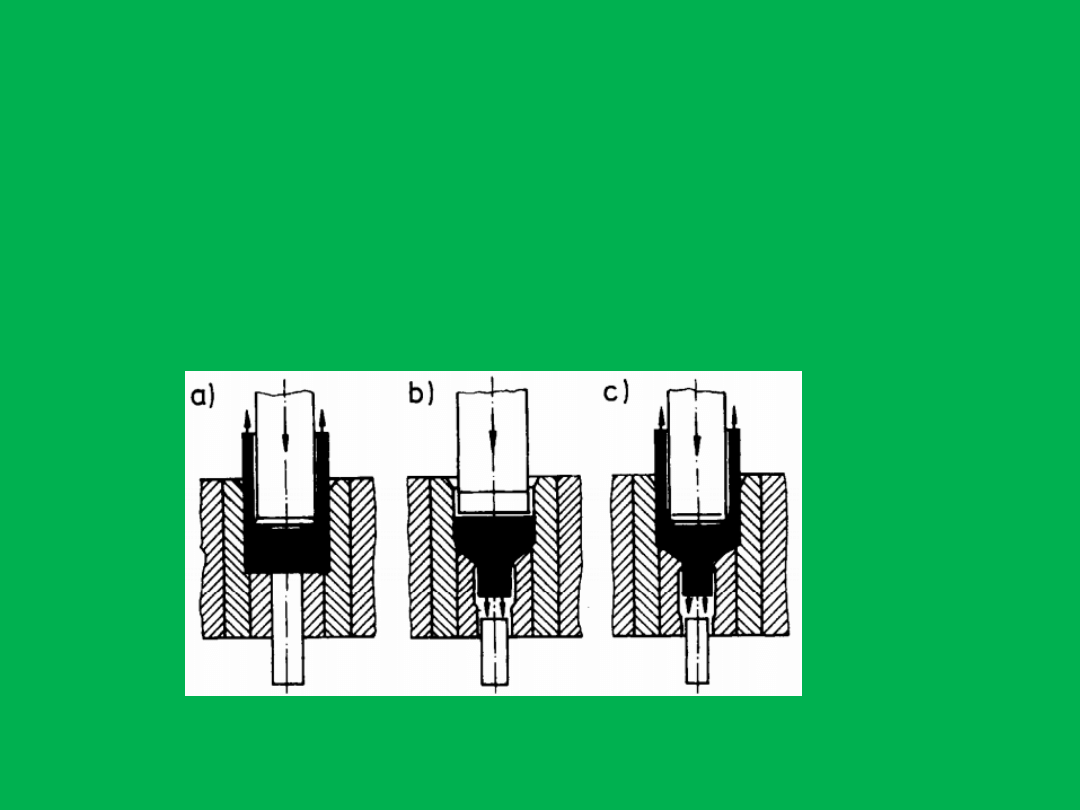
W zależności od kierunku płynięcia metalu względem kierunku ruchu
tłoczyska
rozróżnia się :
• wyciskanie współbieżne (rys. 1b), w którym metal płynie w kierunku
zgodnym z
ruchem tłoczyska,
• wyciskanie przeciwbieżne (rys. 1a), w którym metal płynie przeciwnie
do ruchu
tłoczyska,
• wyciskanie złożone (rys. 1c), w którym metal płynie równocześnie
zgodnie i
przeciwnie z ruchem tłoczyska.
Rys. 1

Podstawowe zalety wyciskania na zimno to:
- duży stopień wykorzystania materiału (nawet do 100%),
- ograniczenie lub wyeliminowanie obróbki wykańczającej,
- polepszenie własności mechanicznych z uwagi na korzystny układ
włókien oraz
podwyższenie własności wytrzymałościowych i twardości,
- możliwość stosowania gatunków gorszych (tańszych) materiałów w
miejsce bardziej
wytrzymałych,
- możliwość uzyskania na gotowo kształtów trudnych do uzyskania innymi
metodami,
- duża dokładność kształtowo - wymiarowa i dobra jakość powierzchni.
Tłoczenie
Tłoczenie to obróbka plastyczna elementów o małej grubości w stosunku
do pozostałych wymiarów , głównie blach, ale także folii czy płyt
niemetalowych.
operacje tłoczenia można podzielić na dwie grupy:
- operacje ciągnienia służące do nadania zasadniczego kształtu wytłoczce
(wytłaczanie, przetłaczanie),
- operacje wykańczające (np. okrawanie, wywijanie).
Tłoczenie przeprowadza się za pomocą przyrządów zwanych tłocznikami,
przeważnie na prasach mechanicznych lub hydraulicznych.

Tłoczenie to rodzaj obróbki plastycznej obejmujący:
dziurkowanie
nacinanie
odcinanie
okrawanie
przycinanie
rozcinanie
wycinanie
wygładzanie
Cięcie
dogniatanie
dotłaczanie
obciąganie
obciskanie
(obtłaczanie)
profilowanie
prostowanie
przebijanie
przetłaczanie
przewijanie
punktowanie
rozpęczanie
(roztłaczanie)
skręcanie
wybijanie
wyciąganie
wyciskanie
wyginanie
wygniatanie
wyoblanie
wywijanie
zaginanie
zawijanie
zgniatanie obrotowe
znakowanie
zwijanie
Kształtowa
nie
Łączenie
zaginanie
skręcanie
wywijanie
zawijanie
obrzeża
obciskanie
rozpęczanie
zaprasowanie
spajanie na
zimno
Kucie
Jest to proces technologiczny podczas którego uzyskuje się zmianę
kształtu i wymiaru za pomocą odpowiednich urządzeń (młota –
dynamiczne, lub prasy - statyczne). Podczas kucia odkształcenia
materiału powstają stopniowo. Kuciu są poddawane materiały
plastyczne.
kucie
swobodn
e
matryco
we
płaski
e
kształto
we
z matrycą
otwartą
z matrycą
zamkniętą
Podczas kucia kształtowego kowadła przybierają kształt gotowego wyrobu
i materiał ma ograniczone możliwości rozchodzenia się boki. Przy kuciu
matrycowym materiał wyjściowy przybiera postać wcześniej
przygotowanej matrycy (formy) poprzez kilkakrotne uderzenia.
Technologia skrawania
Toczenie – obróbka stosowana najczęściej do obrabiania powierzchni
zewnętrznych i wewnętrznych przedmiotów w kształcie brył obrotowych.
Podczas toczenia obrabiany materiał obraca się, a narzędzie wykonuje
ruch płaski.
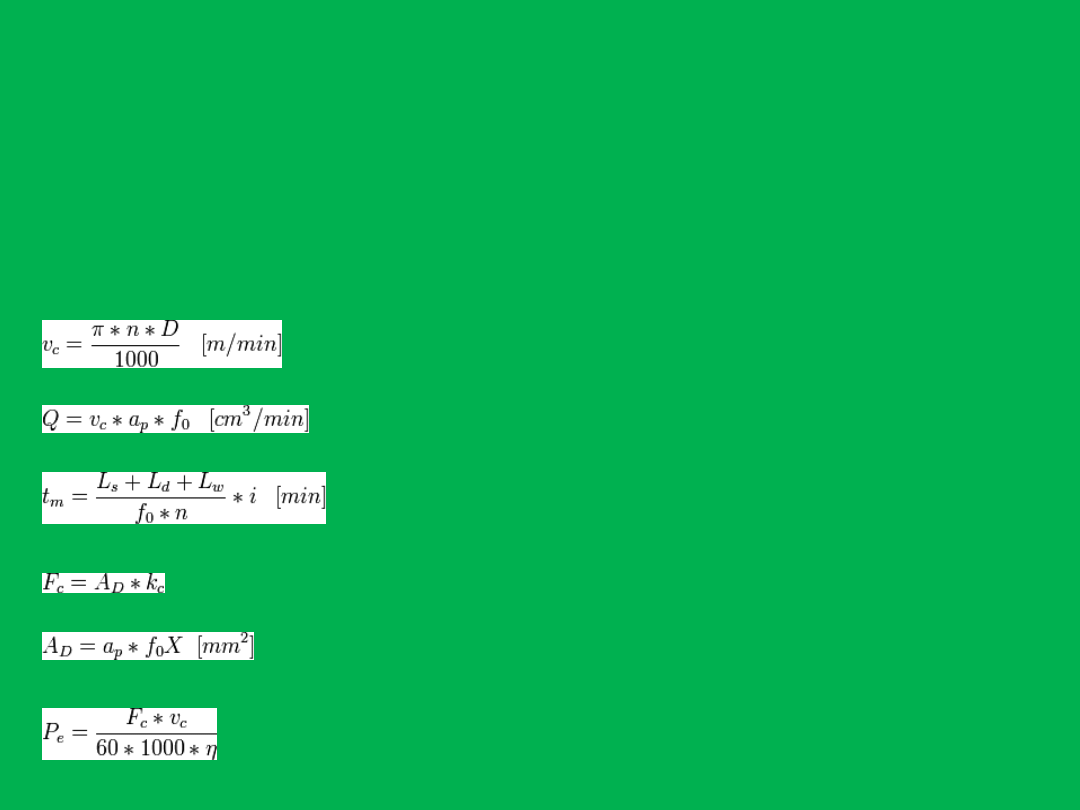
Podstawowe
parametry
Prędkoś
ć
Wydatek
objętościowy
Czas
maszynowy
Siła
Pole przekroju poprzecznego
warstwy
Mo
c
Gdzie:
D-średnica toczonego przedmiotu [mm]
n-prędkość obrotowa wrzeciona [obr/min]
Gdzie:
a
p
-głębokość skrawania [mm]
f
0
-posów narzędzia [mm/obr]
Gdzie:
L
S
-długość drogi skrawania [mm]
L
D
-długość drogi dobiegu ostrza [mm]
L
W
-długość drogi wybiegu ostrza [mm]
Gdzie:
k
c
-opór właściwy skrawania
Gdzie:
η-sprawność tokarki
Frezowanie – obróbka płaszczyzn i powierzchni kształtowych za pomocą
obracającego się narzędzia zwanego frezem.
Cechą charakterystyczną frezowania jest ruch obrotowy narzędzia – freza
(prostopadle do osi posuwu) z jednoczesnym ruchem posuwistym
przedmiotu obrabianego względem freza lub freza względem przedmiotu
obrabianego. Krawędzie skrawające freza nie pracują wszystkie
równocześnie lecz kolejno jedna po drugiej.
Do frezowania zaliczamy:
- Frezowanie walcowe, przy którym krawędzie skrawające freza
rozmieszczone są na powierzchni walcowej
- Frezowanie kształtowe, przy którym krawędzie skrawające
rozmieszczone są na powierzchni bryły obrotowej o zarysie złożonym.
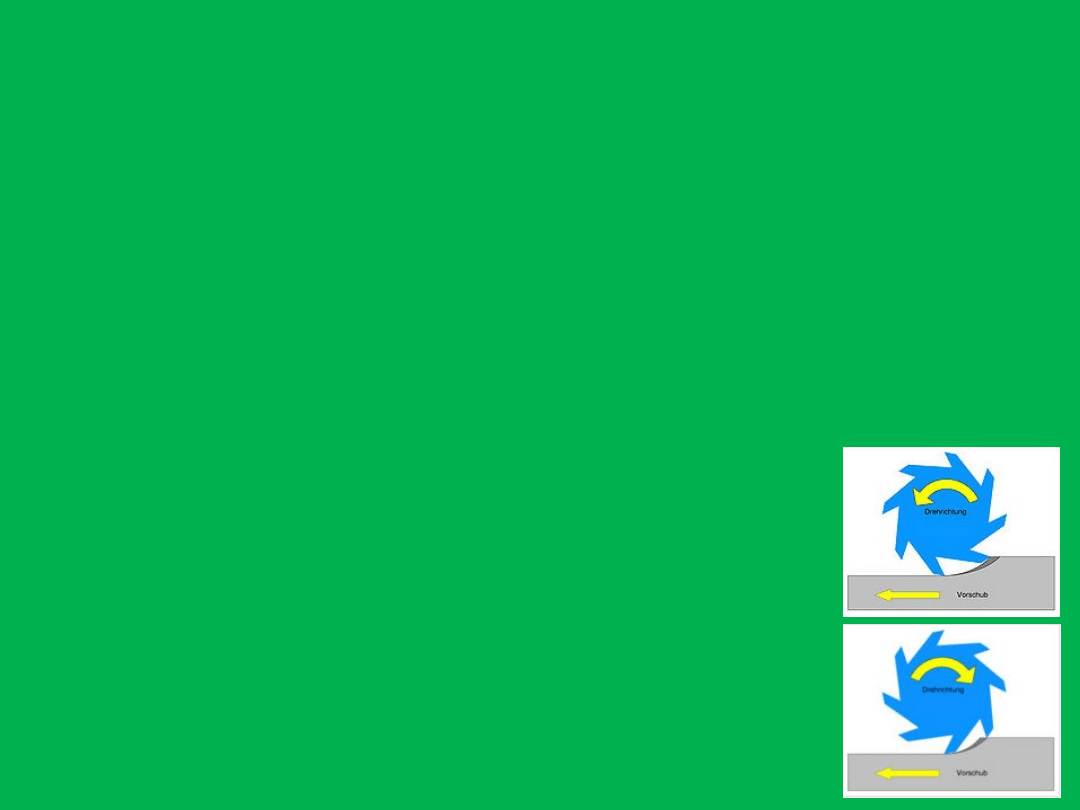
Frezowanie dzielimy na:
-współbieżne-grubość warstwy skrawanej jest największa na początku
i najmniejsza pod koniec pracy. Wióry gromadzą sie za frezem
(co umożliwia lepsze chłodzenia narzędzia) a siły powstające przy
skrawaniu dociskają frez do przedmiotu obrabianego.
-przeciwbieżne-warstwa skrawana na początku wcinania się ostrza jest
niewielka, następnie grubość wzrasta aż do maksimum przy końcu
skrawania. Jest stosowane tylko w określonych przypadkach gdy mamy do
czynienia z surowym przedmiotem odlewanym lub walcowanym

Wiercenie - jest to skrawanie materiału za pomocą narzędzia zwanego
wiertłem, w wyniku którego otrzymujemy otwór o przekroju najczęściej
kołowym. Przy zastosowaniu specjalnych wierteł metodą wiercenia
wtórnego możliwe jest uzyskanie otworu wielokątnego (np. trójkątnego,
czworokątnego). Wiercenie odbywa się jeżeli wiertło się obraca, a
przedmiot obrabiany pozostaje nieruchomy lub gdy wiertło jest
nieruchome, a przedmiot obrabiany obraca się np.: wiercenie na tokarce.
Typowe operacje wiertarskie:
- powiercenie - powiększanie średnicy otworu
- pogłębianie - zmiana geometrii początkowej części otworu (np. fazka)
-rozwiercanie - w celu uzyskania dokładnego wymiaru i małej
chropowatości (obróbka wykańczająca)
- gwintowanie - nacinanie gwintu wewnętrznego za pomocą gwintownika

Szlifowanie - jest to obróbka wykończeniowa powierzchni za pomocą
narzędzi ściernych, w wyniku której uzyskujemy duże dokładności
wymiarowe i kształtowe oraz małą chropowatość. Szlifowanie możemy
wykonywać na otworach, wałkach i płaszczyznach. Maszyny do tego typu
obróbki nazywane są szlifierkami a narzędzia skrawające to ściernice.
Materiałem z którego wykonane są ściernice najczęściej jest korund,
diament, węglik krzemu lub węglik boru.
Klasyfikacja szlifowania
ze względu na kształt obrabianych przedmiotów
- Obrotowe
- Nie obrotowe
ze względu na sposób mocowania materiału
- kłowe
- bezkłowe
ze względu na kierunek posuwu względem
powierzchni obrabianej:
- z posuwem wzdłużnym
- z posuwem poprzecznym
ze względu na położenie ściernicy względem
przedmiotu obrabianego po ukończeniu przejścia
- przelotowe
- nie przelotowe
ze względu na rodzaj powierzchni roboczej
- walcowe
- walcowo-czołowe
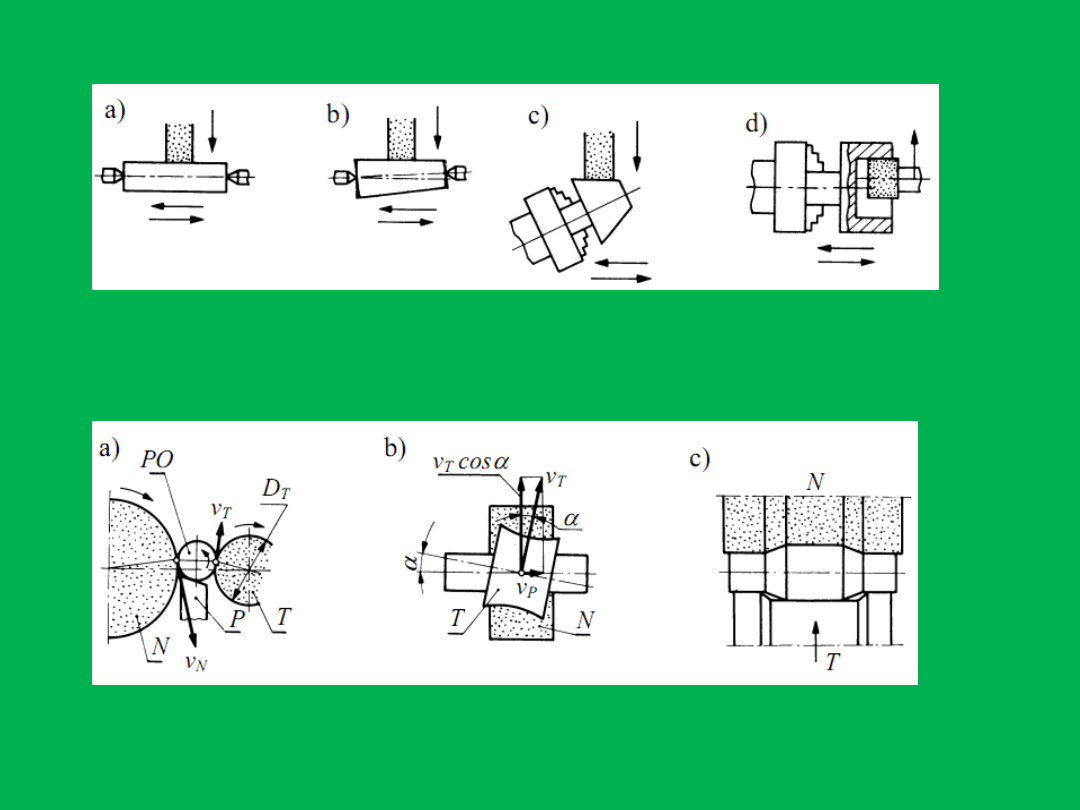
Szlifowanie bezkłowe:
a) ustawienie przedmiotu, b) ustawienie tarczy
prowadzącej, c) szlifowanie bezkłowe wgłębne
Szlifowanie kłowe:
a) powierzchni walcowych, b) powierzchni stożkowych,
c) powierzchni stożkowych w uchwycie, d) otworu
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
Wyszukiwarka
Podobne podstrony:
Techniki wytwarzania podział i charakterystyka
Gronostajski,podstawy i techniki wytwarzania II,wielkości fizyczne charakteryzujące środki smarowe o
Podział i charakterystyka poszczególnych stanów gotowości kryzysowejcc
Materiałoznawstwo i Techniki Wytwarzania Struktury
Materiałoznawstwo i Techniki Wytwarzania Plan Laboratoriów
żelazo węgiel, techniki wytwarzania z materiałoznawstwem
obróbka rezcna, WIEDZA, BHP, techniki wytwarzania
cichosz,podstawy technik wytwarzania, Przepisy BHP przy spawaniu gazowym
techniki wytwarzania 4 03 13
Praca semestralna techniki wytwarzania sem II
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5D
Techniki wytwarzania-drewno, Ukw, II Lic, Drewno, Wyk�?ady
Materiałoznastwo- odpowiedzi, PG inżynierka, Semestr 1, Materiałoznawstwo i techniki wytwarzania
Specjalne metody tloczenia, Studia, Techniki wytwarzania
Materiał2, Politechnika, Sprawozdania, projekty, wyklady, Techniki wytwarzania
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 5A
Materiałoznawstwo i Techniki Wytwarzania Sprawozdanie 3B
więcej podobnych podstron