1
KONSTRUKCJA
UKŁADÓW WLEWOWYCH
OBLICZANIE UKŁADU
WLEWOWEGO
zależy od sposobu zalewania formy:
1. Przez dziób kadzi (żeliwo i
staliwo)
2. Przez otwór w dnie kadzi
(staliwo)
2
Układy wlewowe
A – górny
B - deszczowy
C - boczny
D – wielopoziomowy (kaskadowy) - UKOŚNY
E - syfonowy
3
Tok obliczeń układu
wlewowego
1. Wyznaczenie objętości odlewu V
odl
2. Obliczenie masy surowego odlewu
Q
odl
= · V
odl
3. Obliczanie masy odl. wraz z ukł. wlewowym i
nadlewami
Q
c
= k · Q
odl
gdzie: k – współ. charakteryzujący uzysk zależny od
rodzaju stopu,
z którego ma być wykonany odlew, np.
k = 1,2 - dla żeliwa szarego,
k = 1,3 – 1,5 - dla żeliwa sferoidalnego i ciągliwego,
k = 1,6 – 1,8 - dla staliwa,
k = 1,3 – 1,6 - dla mosiądzów i brązów.
4
Podstawową zasadą konstruowania układów wlewowych
jest
wypełnienie wnęki formy odlewniczej,
spokojnie i w określonym czasie.
Wszystkie kanały układu wlewowego w czasie zalewania
powinny być całkowicie wypełnione ciekłym metalem.
F
WD
< F
WR
<
F
WG
gdzie:
F
WD
– suma wlewów doprowadzających,
F
WR
– powierzchnia przekroju kanału
rozprowadzającego,
F
WG
- powierzchnia przekroju wlewu głównego
5
OBLICZANIE UKŁADU WLEWOWEGO
DLA ŻELIWA I STALIWA
realizowane jest najczęściej w oparciu o:
określenie najkorzystniejszego czasu
zalewania formy dla danego odlewu,
obliczanie przekrojów elementów układu
wlewowego zapewniających uzyskanie
ustalonego czasu zalewania formy
6
OPTYMALNY CZAS ZALEWANIA
3
1
C
Q
g
s
GDZIE:
- optymalny czas zalewania, s,
Q
c
– masa odlewu z układem wlewowym i nadlewami, kg,
g – przeważająca (średnia) grubość ścianki odlewu, mm,
s
1
– współczynnik zależny od rodzaju metalu, jego stopnia przegrzania i lejności
Charakterystyka
odlewów
Wartość współczynnika s
1
Odlewy żeliwne
Odlewy
staliwne
Duże, grubościenne (10-
50Mg)
1,9 ÷ 2,3
1,8 ÷ 2,8
Średnie (1-10Mg)
1,6 ÷ 1,9
1,2 ÷ 2,0
Małe (poniżej 1Mg)
1,4 ÷ 1,6
1,0 ÷ 1,5
7
PRĘDKOŚĆ LINIOWA
PODNOSZENIA SIĘ METALU W
FORMIE
- NIE MOŻE BYĆ ZBYT MAŁA („przymarzanie” metalu do ścian formy),
-
MIN
ZALEŻY OD GRUBOŚCI ŚCIANEK ODLEWU.
C
gdzie:
- liniowa prędkość podnoszenia się metalu we wnęce
formy, cm/s
C – wysokość odlewu w położeniu do zalewania, cm,
- optymalny czas zalewania, s.
8
NAJMNIEJSZE PRĘDKOŚCI
PODNOSZENIA SIĘ METALU W
FORMIE
Grubość
ścianek
odlewu
[mm]
Prędkość dopuszczalna
[cm/s]
Odlewy
żeliwne
Odlewy
staliwne
Do 4
3 ÷ 10
-
4 - 10
2 ÷ 3
2
10 - 40
1 ÷ 3
1
Powyżej 40
0,8 ÷ 1,0
0,8
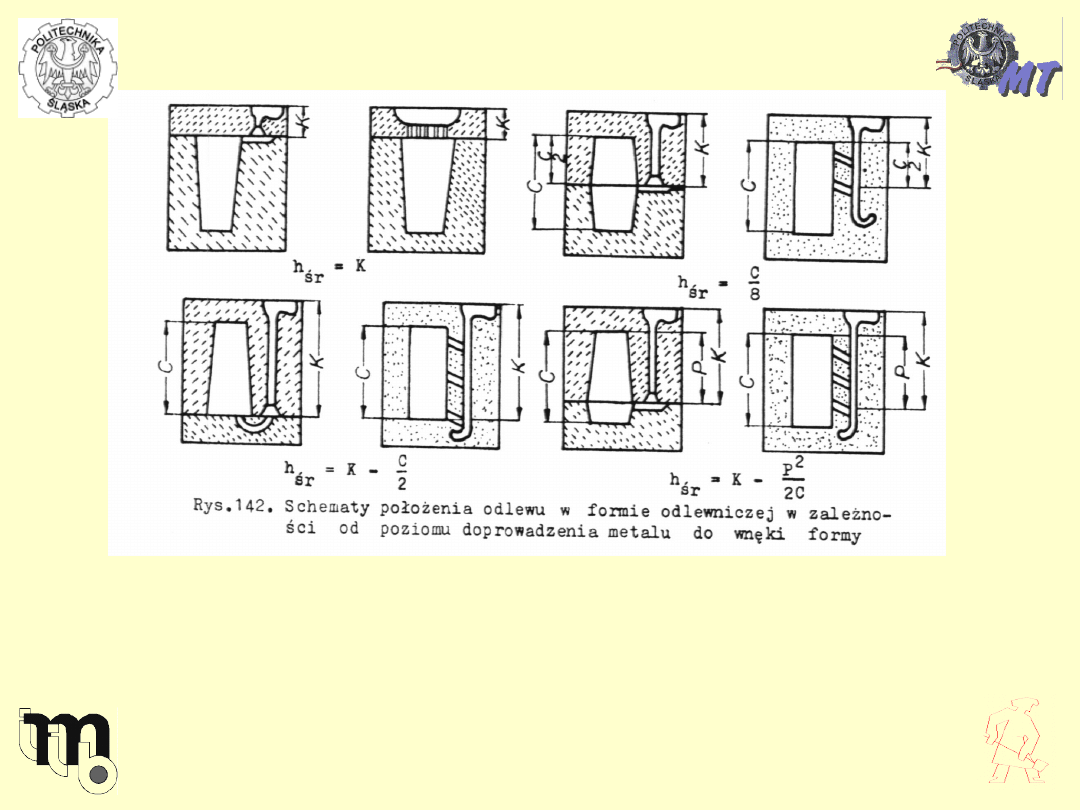
9
OBLICZANIE PRZEKROJU
WLEWU DOPROWADZAJĄCEGO
(SUMY PRZEKROJÓW)
śr
odl
gh
F
V
2
min
-
prędkość wypływu (wydatek
metalu)
K
C
p
K
h
śr
2
2
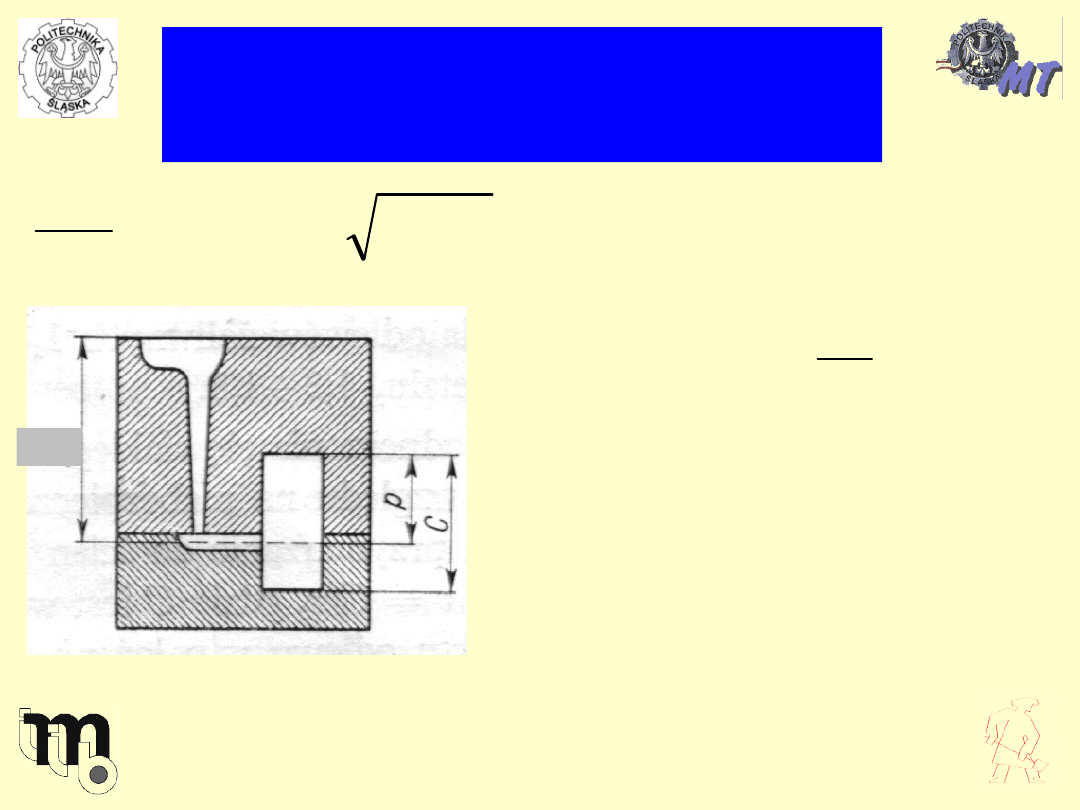
gdzie:
K – pocz. maks. ciś. metalostatyczne, cm,
P – wysokość odlewu nad poziomem wlewów
doprowadzających, cm,
C – całkowita wysokość odlewu w położeniu
do zalewania, cm,
h
śr
– średnie ciśnienie
metalostatyczne
, cm,
- optymalny czas zalewania, s,
- współczynnik oporu formy
10
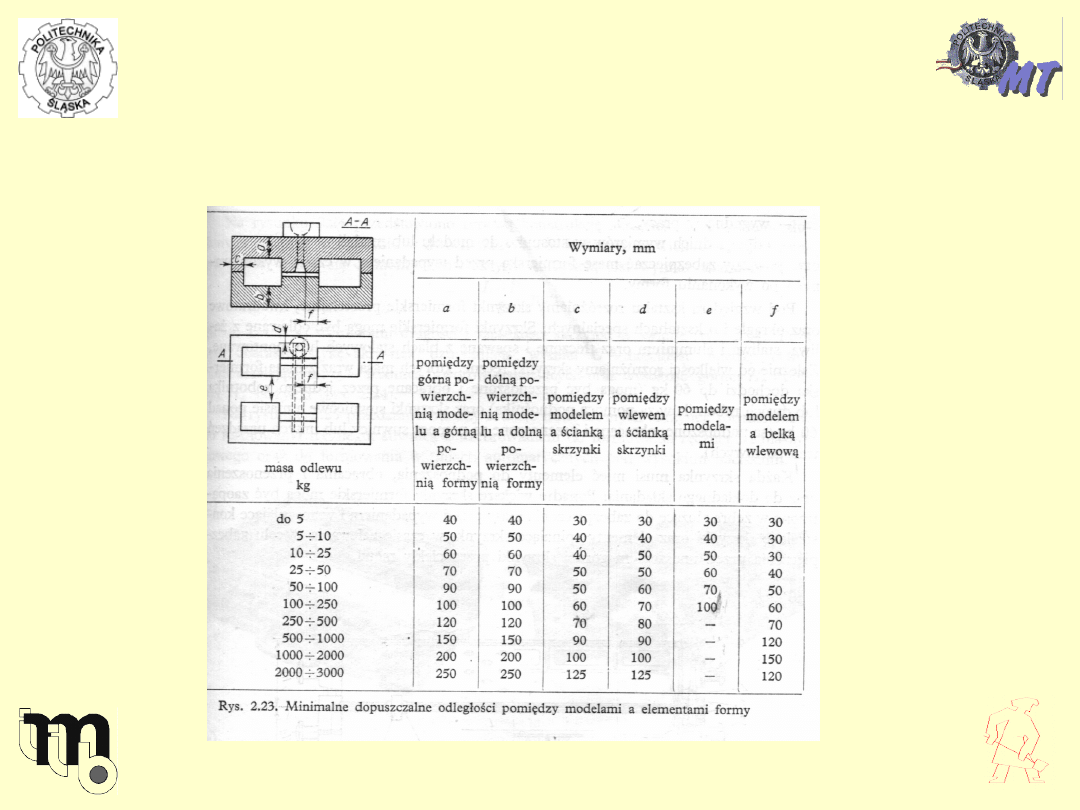
Dla obliczenia h
śr
trzeba najpierw
dobrać wielkość skrzynki
formierskiej, aby ustalić
ODLEGŁOŚCI POMIĘDZY MODELAMI A ELEMENTAMI
FORMY
* Przy formach suszonych wymiary mnożymy przez 0,6
11
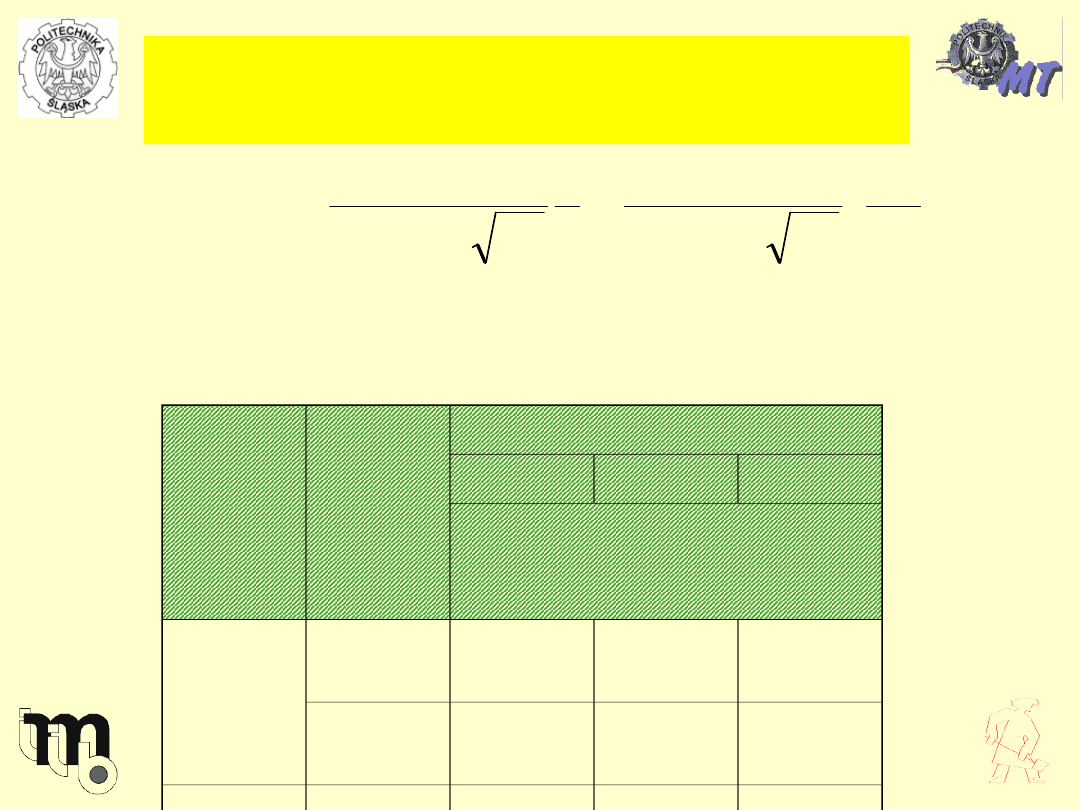
OBLICZANIE PRZEKROJU WLEWU
DOPROWADZAJĄCEGO
(SUMY PRZEKROJÓW)
C
śr
śr
C
WD
MIN
Q
h
h
Q
F
F
31
,
0
1
31
,
0
gdzie:
Q
C
– masa odlewu z układem wlewowym i
nadlewami, kg
Wartości współczynnika oporu formy
Rodzaj
odlewó
w
Rodzaj
formy
Opór formy
duży
średni
Mały
Współczynniki oporu
formy
Odlewy
żeliwne
Wilgotn
a
0,35
0,42
0,50
Suszon
a
0,41
0,48
0,60
Odlewy
staliwn
e
Wilgotn
a
0,25
0,32
0,42
suszona 0,30
0,38
0,50
12
Obliczanie objętości zbiornika
wlewowego
1000
1
C
Q
A
[cm
3
]
gdzie:
A – objętość zbiornika (lejka) wlewowego,
cm
3
,
1
– czas rezerwy metalu, s (tabela),
- optymalny czas zalewania, s,
- gęstość ciekłego metalu (tabela)
Q
C
– masa odlewu z układem wlewowym i
nadlewami, kg
13
Czas rezerwy metalu w zbiorniku wlewowym
w zależności od masy odlewu
Masa metalu
w formie Q
C
w kg
100 100-500
500-
1000
1000-
5000
Powyżej
5000
Rezerwa
1
w
s
2 -
3
3 - 4
4 - 6
5 - 7
6 - 8
Gęstość różnych stopów w
stanie ciekłym
Rodzaj stopu
Gęstość
[g/cm
3
]
Rodzaj
stopu
Gęstość
[g/cm
3]
Żeliwo szare i
białe
6,9
Brązy
ołowiowe
8,6
Staliwo
węglowe
7,1
Stopy Zn-Al
5,9
Brązy
aluminiowe
7,0
Stopy
ołowiu
9,4
Brązy cynowe
i krzemowe
7,6
Stopy Al.
2,4
mosiądze
7,75
Stopy Mg
1,6
14
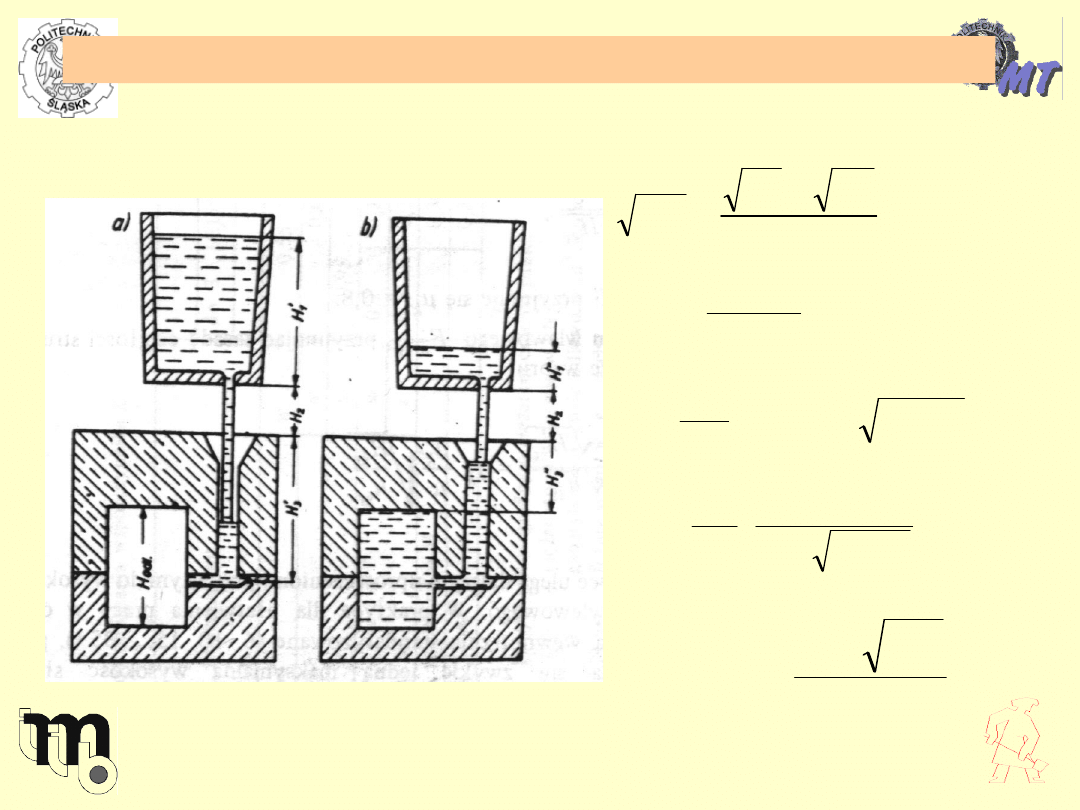
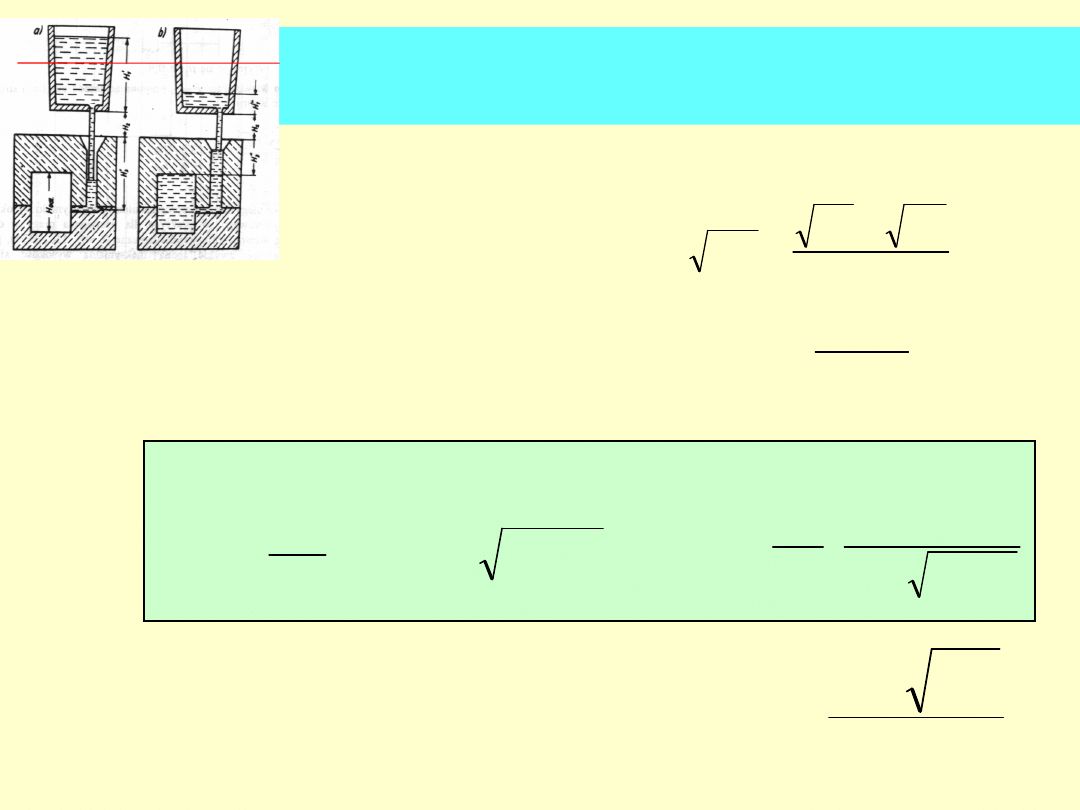
ZALEWANIE STALIWA – OBL. UKŁADU WLEWOWEGO
ZALEWANIE FORM Z KADZI ZATYCZKOWYCH
2
''
1
'
1
H
H
H
Śr
)
(
2
''
1
'
1
2
H
H
D
V
K
odl
Śr
K
odl
K
gH
V
f
2
1
Śr
K
K
odl
gH
f
V
W
2
Śr
Śr
K
K
MIN
h
H
f
F
'
15
Śr
Śr
K
K
MIN
h
H
f
F
2
''
1
'
1
H
H
H
Śr
Po obliczeniu optymalnego czasu zalewania
należy dobrać
odpowiednią średnicę otworu spustowego w dnie kadzi
Średni poziom metalu w kadzi:
)
(
2
''
1
'
1
2
H
H
D
V
K
odl
Objętość stopu konieczna do wypełnienia formy:
Śr
K
K
odl
gH
f
V
W
2
Przekrój otworu spustowego f
K
kadzi:
Śr
K
odl
K
gH
V
f
2
1
Z ciągłości strumienia i po przyjęciu
szeregu uproszczeń otrzymujemy:
H
śr
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
Wyszukiwarka
Podobne podstrony:
Konstrukcje zespolone pierwszy wykład
pytania do wydry, PWR, Konstrukcje betonowe Obiekty, Wykład Wydra
Wyklad 1, Semestr VII, EUT, Eksploatacja układów technicznych, Wykłady, materialy od zielinskiej, Zi
Opracowanie pytań ściąga, Semestr VII, Semestr VII od Grzesia, Eksploatacja układów technicznych. Wy
pytania metale elementy, Budownictwo PWR WBLiW, Semestr V, Konstrukcje metalowe EiH, Wykład
Faza I przed zarysowaniem, PŁ, Budownictwo, 4 semestr, Konstrukcje Betonowe, Beton 2, Wykład
Rozruch silnika trójfazowego pierścieniowego, Semestr VII, Semestr VII od Grzesia, Eksploatacja ukła
modelowanie ukladow wlewowych sprawko
konstrukcja układów wlotowych
Wyklad 2, Semestr VII, EUT, Eksploatacja układów technicznych, Wykłady, materialy od zielinskiej, Zi
ściąga uklad leonarda, Semestr VII, Semestr VII od Grzesia, Eksploatacja układów technicznych. Wykła
uklady1, 2 ROK, 3ci SEMESTR, Modele ukladow dynamicznych, wyklad
pytania metale elementy (2), Budownictwo PWR WBLiW, Semestr V, Konstrukcje metalowe EiH, Wykład
[konstrukcje stalowe]konspekty wykladów
wyklady, KONSTRUKCJE BETONOWE SPECJALNE- WYKLADY, POLITECHNIKA WARSZAWSKA
PKM, Studia, Podstawy Konstrukcji Maszyn, Podstawy Konstrukcji Maszyn, PKM wykład
Podstawy konstruowania układów napędowych, UN druk
więcej podobnych podstron