
1
Homogenizacja
wysokociśnieniowa a
wybrane cechy
mleka pełnego

2
Omawiane zagadnienia:
1. Proces homogenzacji.
2. Budowa homogenizatora
ciśnieniowego.
3. Wpływ homogenizacji
wysokociśnieniowej na
drobnoustroje.
4. Wpływ homogenizacji na cechy
mleka.

3
1. Proces
homogenizacji
W przemyśle spożywczym bardzo często
spotykamy się z układami ciekłymi
niejednorodnymi wielofazowymi.
Ze względu na różne właściwości
fizykochemiczne faz oraz oddziaływań pomiędzy
nimi, w większości tych układów można
zaobserwować nieustannie przebiegający
proces samorzutnego rozdzielania się
powstających faz. Sposobem zapobiegającym
temu zjawisku jest proces homogenizacji.
4
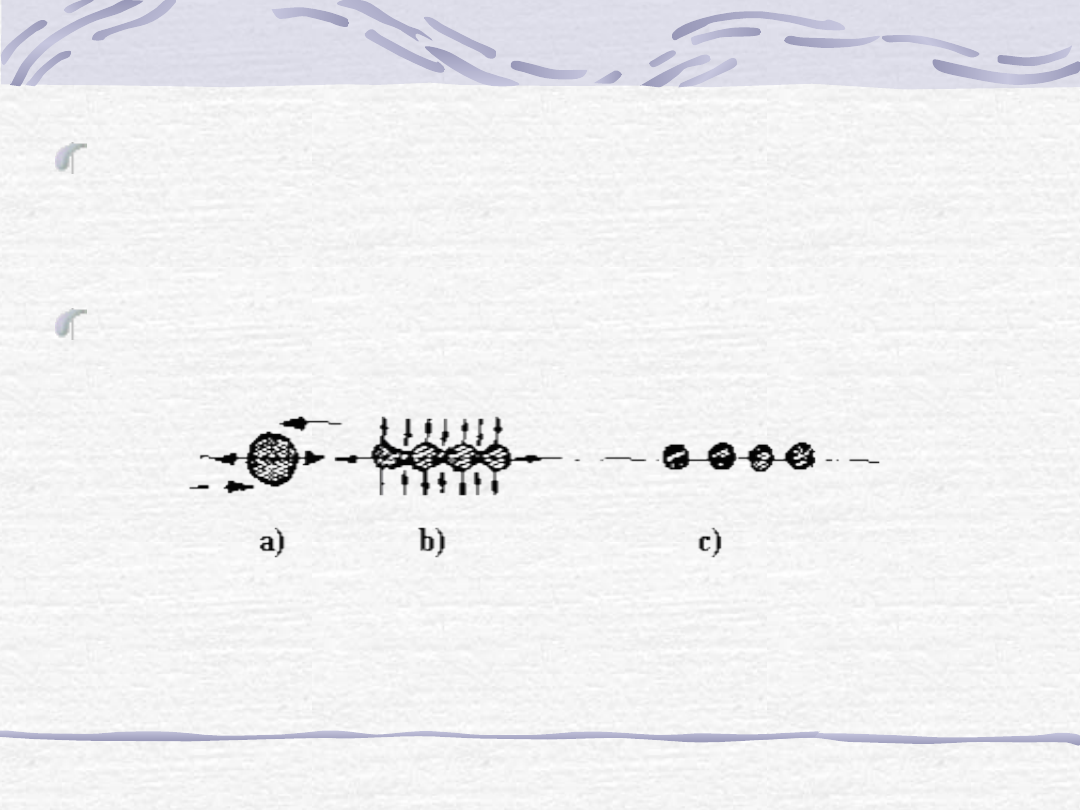
August Gaulin rok 1899- wynalazł jako
pierwszy urządzenie homogenizujące;
Proces Homogenizacji według Wittig’a:
Rys. 1. Rozciąganie się kuleczek tłuszczowych w procesie
homogenizacji (Kessler 1981).

5
Homogenizacja- jest procesem technologicznym,
którego głównym celem jest zapobieganie
postojowi tłuszczu.
W wyniku mechanicznego zmniejszenia
i ujednolicenia rozmiarów kuleczek tłuszczowych
zachodzi równomierne rozproszenie kuleczek
tłuszczowych w mleku, co w konsekwencji zapobiega
zbieraniu się tłuszczu w górnej części produktu w
postaci
uciążliwego „korka”.
6
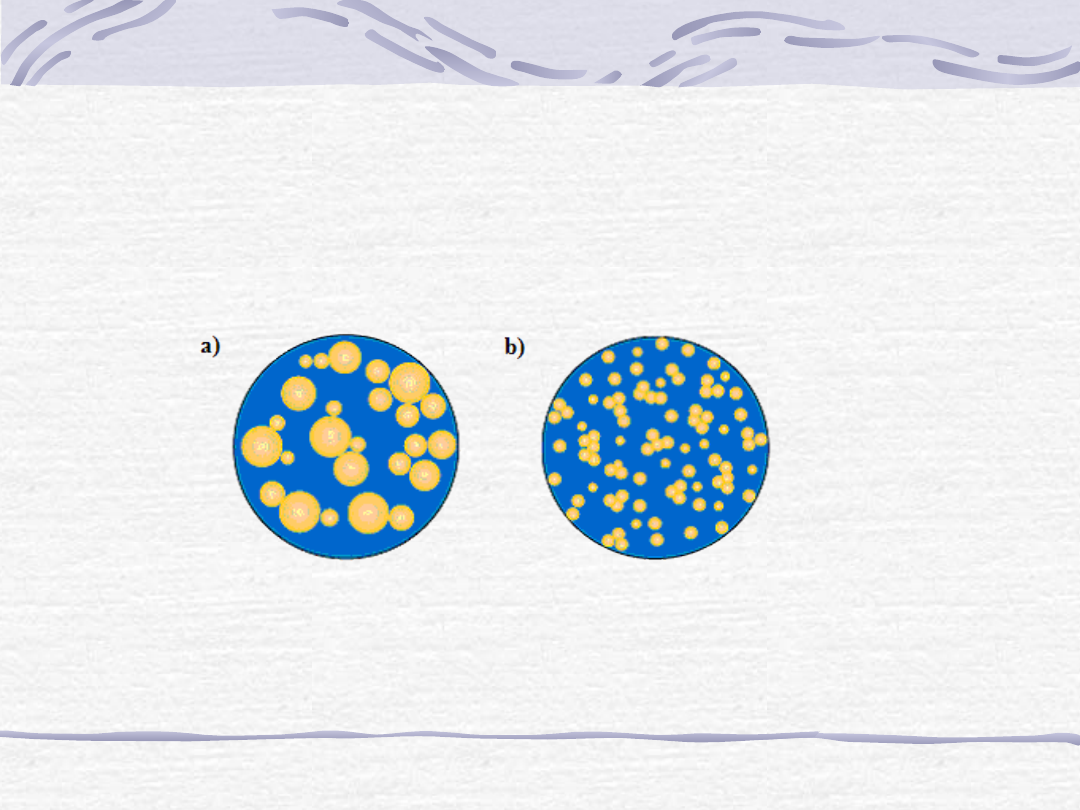
Homogenizacja poprzez wpływ na
rozrywanie kuleczek tłuszczowych powoduje
trwałe zmiany struktury pozostałych
składników mleka.
Rys. 2. Kuleczki tłuszczowe w mleku: a) nie homogenizowanym;
b) homogenizowanym (Dairy Processing Handbook 2003).
7
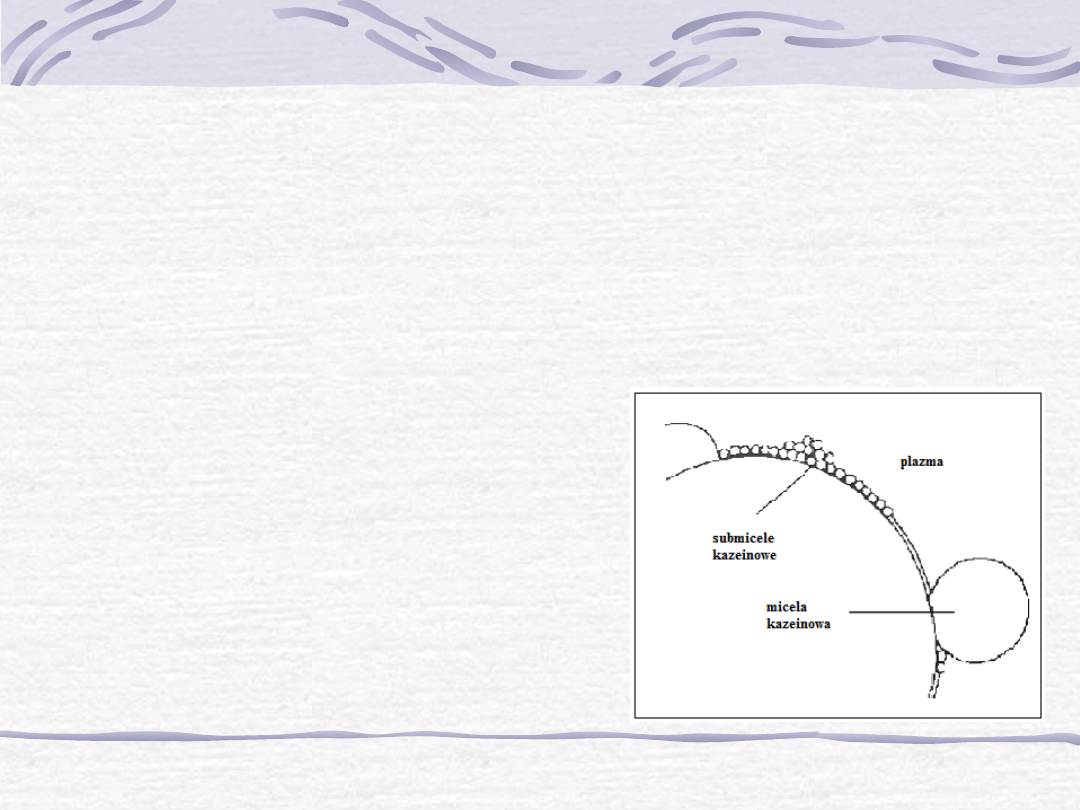
Utworzone po procesie homogenizacji nowe kuleczki
tłuszczowe mogą podlegać interakcjom oraz
adsorbować na
swojej powierzchni białka zawarte w plazmie mleka.
W tworzeniu membran kuleczek tłuszczowych biorą
udział wszystkie główne białka znajdujące się w mleku,
ale
decydujący udział stanowi kazeina:
Rys.3. Warstwa powierzchniowa kuleczki
tłuszczowej po homogenizacji
(Walstra 1983).

8
W wyniku homegenizacji:
1.
Białka serwatkowe i kazeina ulegają adsorpcji na powierzchni
powstałych po homogenizacji kuleczek tłuszczowych w ilości 8-10 mg
białka/m
2
powierzchni.
2.
Część miceli kazeinowych ulega rozbiciu na submicele, które stanowią
materiał pokrywający kuleczki tłuszczowe.
3.
Część białek serwatkowych może ulegać denaturacji, wynikiem której
wyeksponowane zostają wolne grupy sulfhydrylowe. Denaturowane
białka serwatkowe ulegają interakcjom z kazeiną, a powstałe
kompleksy są adsorbowane na powierzchni nowo powstałych kuleczek
tłuszczowych.
Otoczka kuleczek tłuszczowych mleka homogenizowanego składa się
więc
zarówno z materiału kompozycyjnego zawierającego elementy dawnych
otoczek
oraz micele i submicele kazeiny, a także białka serwatkowe ( te w mniejszym
stopniu, gdyż posiadają niższą hydrofobowość w porównaniu do kazeiny).

9
W przeprowadzonych badaniach nad
składem białek biorących udział w
tworzeniu
otoczek
kuleczek
tłuszczowych mleka rekombinowanego
stwierdzili obecność micel kazeinowych
w całości lub ich fragmentów oraz, w
mniejszej ilości białek serwatkowych
(Tab.1).
10
Tab.1. Adsorpcja białek na powierzchni tłuszczu w
zależności od
rozmiaru kuleczek
tłuszczowych (Sharma, Singh 1999).
Średni
cakul.
tł., μm
Adsorpcj
a
białka,m
g/m
2
Procentowy udział zaadsorbowanych białek, %
Stosun
ek
α
s
-/β-
kazein
y
Stosun
ek
kazein
y/ WP
a
α
s
-
kazei
na
β -
kazein
a
κ -
kazein
a
β - Lg
α – La
0,66
0,48
0,35
0,30
6,02
6,56
7,88
8,14
37,7
41,6
42,3
44,4
24,2
24,9
24,1
23,7
19,5
17,1
18,4
19,2
16,1
12,5
11,3
10,1
2,5
3,6
3,9
2,6
1,56
1,67
1,75
1,87
4,36
5,10
5,56
6,86

11
Ilość zaadsorbowanych białek
na powierzchni kuleczek
tłuszczowych zwiększa się wraz ze
wzrostem ciśnienia homogenizacji
(Tab.2):
12
Tabela 2. Adsorpcja białek na powierzchni tłuszczu w zależności od ciśnienia
homogenizacji (McCrae, Muir 1993).
Wielkość
Ciśnienie homogenizacji,
MPa
6,9
20,7
34,5
Przeciętna średnica
kuleczek tłuszczowych,
μm
0,80
0,57
0,47
Adsorpcja kazeiny,
mg/m
2
tł.
10,6
11,8
13,1
Procentowy udział
Γ- kazeina
6,9
6,3
8,3
zaadsorbowanych
Κ- kazeina
14,1
14,6
14,4
frakcji kazeiny
Β- kazeina
22,7
24,6
24,1
α
s1
-,α
s2
-
kazeina
47,2
46,4
46,0
pozostałe
9,1
8,1
7,2
Adsorpcja białek
serwatkowych,
mg/ m
2
tł.
0,2
0,4
0,7
immunoglob
uliny
5,4
5,0
4,2
Procentowy udział
zaadsorbowanych
albumina
serum i
laktoferryna
8,8
9,0
7,0
białek serwatkowych
β-Lg
63,4
63,4
65,1
α-La
22,4
22,8
23,8

13
Proces homogenizacji powoduje również
zmiany rozmiarów miceli kazeinowych nie
biorących udział w odbudowie otoczek
kuleczek
tłuszczowych.
Utworzone w wyniku procesu submicele
łączą się tworząc micele kazeinowe o
rozmiarach
i składzie odmiennym w porównaniu z
micelami
natywnymi.
14
2. Budowa
homogenizatora

15
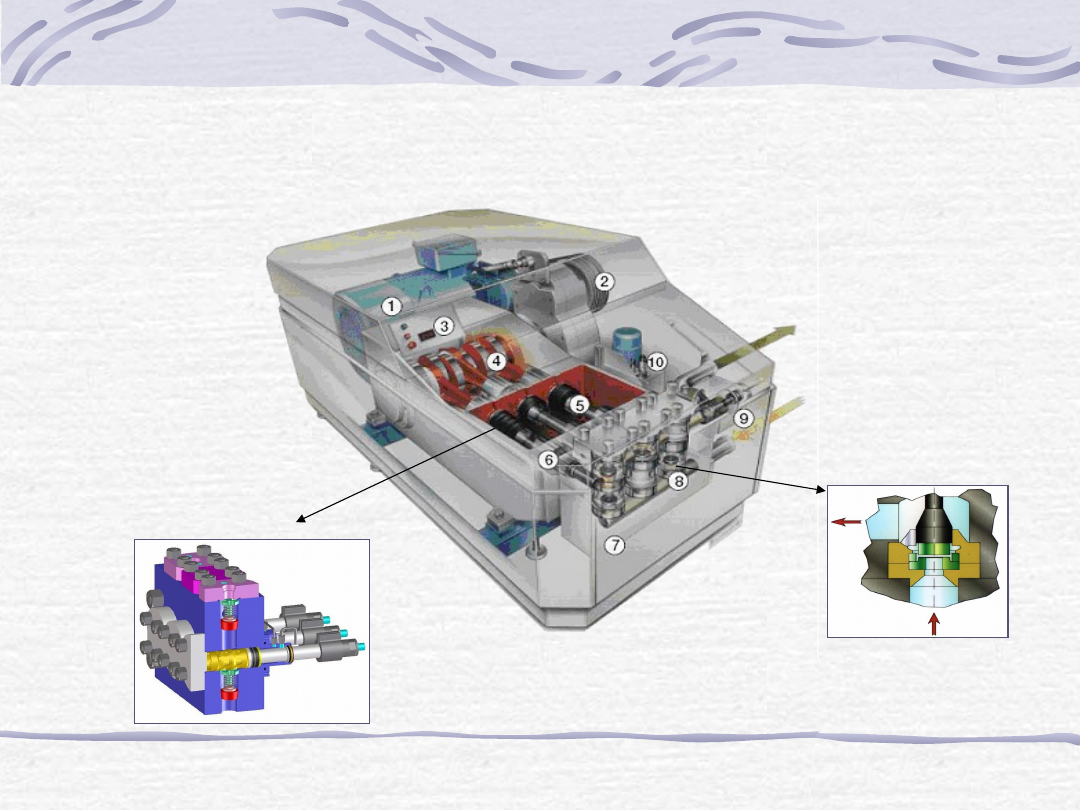
W głowicy homogenizatora
zachodzi proces rozgniatania i
rozrywania kuleczek tłuszczowych.
Zasadą pracy głowicy
homogenizującej jest wytworzenie
ciśnienia homogenizującego
poprzez przyłożenie odpowiedniej
siły, aby domknąć elementy głowicy
i spowodować „przeciskanie się”
produktu przez szczelinę.
16
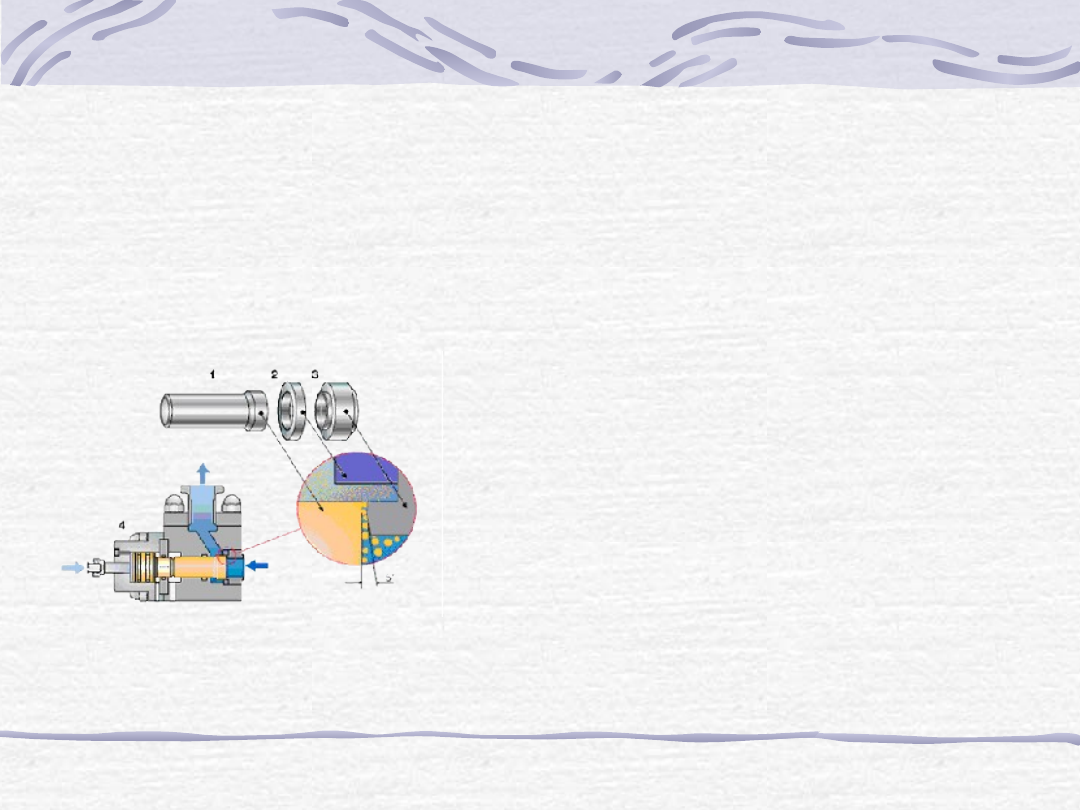
Zawór homogenizujący zbudowany
jest z nieruchomego gniazda,
szczeliny (regulowanej) oraz
pierścienia udarowego:
Rys. 5. Budowa jednostopniowego zaworu homogenizującego
(Dairy Processing
Handbook 2003):
1- grzybek zaworu;
2- pierścień udarowy;
3- nieruchome gniazdo;
4- element dociskowy.

17
W przemyśle mleczarskim stosuje się
także homogenizację dwustopniową, przy
ciśnieniach na pierwszym stopniu w
granicach
15-20 MPa, zaś na drugim stopniu
homogenizacji ciśnienie jest mniejsze (2-10
krotnie) i zawiera się w przedziale 3-7 MPa.
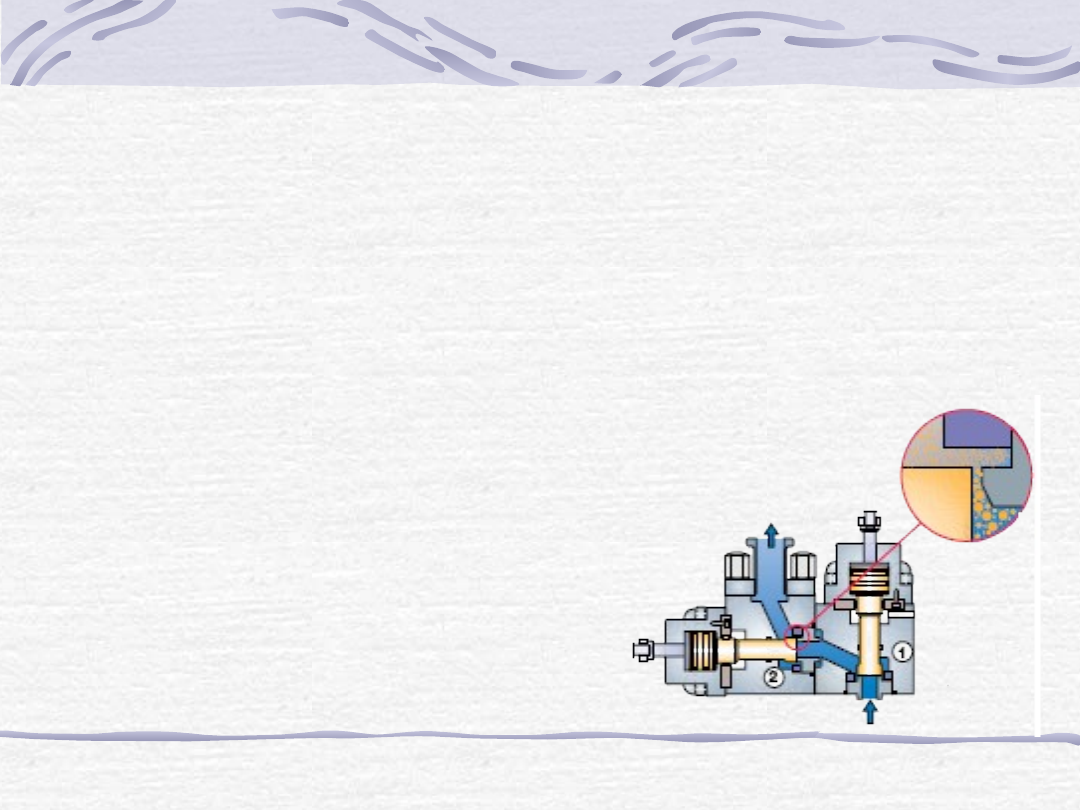
18
Kuleczki tłuszczowe po przejściu przez
zawór
pierwszego stopnia ulegają rozdrobnieniu,
przy
czym istnieje możliwość skupienia się ich w
niestabilne agregaty. Agregaty te rozbijane są
w
zaworze drugiego stopnia pracującym przy
niższym
o 30% ciśnieniu w stosunku do panującego na
pierwszym stopniu.

19
4. Wpływ homogenizacji
wysokociśnieniowej na
drobnoustrojów
Homogenizacja stwarza możliwości stosowania
podczas przerobu mleka łagodniejszych systemów
jego obróbki cieplnej w celu osiągnięcia zamierzonych
efektów.
Ponadto powoduje również zniszczenie znacznej liczby
drobnoustrojów zawartych w przerabianym mleku.
Wysokie ciśnienie procesu przyczynia się do
inaktywacji drobnoustrojów w stopniu zależnym od
parametrów tego zabiegu oraz od rodzaju mikroflory.
20
Wysokie ciśnienie homogenizacji
wpływa prawie w całości na
inaktywację drożdży i pleśni.
Mimo to stosowanie tak wysokich
ciśnień nie inaktywuje przetrwalników
a może przyczynić się do przyśpieszenia
ich kiełkowania
21
Wpływ
wysokociśnieniowej
homogenizacji
na
zniszczenie
drobnoustrojów
zależy od
ciśnienia
przeprowadzanego
procesu (Tab. 3).
Mleko
Niehomo-
genizowan
e
Homogeniz
acja przy
200 MPa
Homogeniz
acja przy
300 MPa
Ogólna liczba drobnoustrojów
(j.t.k./cm
3
)
1,8-2,7 x
10
4
1,7-1,9 x
10
3
28-48
Procentowy
udział
drobnoustroj
ów
-
ciepłoodporn
e
-
psychrotrofo
we
- mezofilne
-
Lactobacillus
2-12
43-68
16-24
1-4
4-12
11-34
26-33
1-4
100
21-57
71-100
13-43
Temperatura wlotowa mleka (
o
C)
Temperatura wylotowa mleka (
o
C)
24
24
60,3
78

22
Bakteriobójczy wpływ
homogenizacji wzrasta dodatkowo
przy dodaniu enzymów litycznych.
Zastosowane przed homogenizacją
powodują rozluźnienie struktury
ścian komórkowych bakterii, a co za
tym idzie odporność
mikroorganizmów na oddziaływane
mechaniczne jest niższa i ich
inaktywacja jest bardziej efektywna.

23
5. Wpływ homogenizacji
na cechy mleka.
Kwasowość czynna i potencjalna mleka;
Przewodność elektryczna mleka;
Stabilność cieplna mleka;
Lepkość mleka;
Barwę i smak mleka;
Krzepliwość mleka pod wpływem działania
podpuszczki;
Lipoliza mleka;
Oksydacja mleka;
Strawność białek mleka.
24
Kwasowość czynna i
potencjalna mleka
Homogenizacja
powoduje
wzrost
kwasowości potencjalnej oraz obniżenie
kwasowości czynnej mleka.
Zachodzące w wyniku homogenizacji zmiany kwasowości
czynnej i kwasowości potencjalnej są odzwierciedleniem
zachwiania równowagi składników plazmy mleka
odpowiedzialnych za te cechy fizykochemiczne.
W wyniku dezintegracji micel do podjednostek
następuje zachwianie równowagi soli mineralnych, związane z
przejściem koloidalnego fosforanu wapnia w formę
rozpuszczalną

25
Przewodność elektryczna
mleka
Homogenizacja powoduje wzrost
przewodności elektrycznej mleka.
Homogenizacja oddziałuje na dezintegrację micel do podjednostek,
które łatwo ulegają adsorpcji na powierzchni tłuszczu.
Oprócz wzrostu stopnia rozproszenia miceli kazeinowych
homogenizacja powoduje uwolnienie do fazy wodnej frakcji kazeiny
χ, αs
1
, αs
2
.
Zachwianie równowagi soli mineralnych w tym przypadku
związane jest z dysocjacją koloidalnego fosforanu wapnia i
przejściem wapnia i fosforu w formę rozpuszczalną co może
przyczynić się do wzrostu przewodności.
26
Stabilność cieplna mleka
Zastosowanie homogenizacji
wysokociśnieniowej wpływa na obniżenie
stabilności cieplnej mleka.
Na stabilność cieplną pełnego mleka homogenizowanego wpływa
koncentracja białek na powierzchni kuleczek tłuszczowych.
Wzrost adsorpcji białek, głównie kazeiny, na powierzchni
kuleczek tłuszczowych i związane z tym, zmiany ich stabilności
stanowią główną przyczynę wzrostu wrażliwości mleka
poddanego procesowi homogenizacji na czynniki koagulujące.
Negatywny wpływ homogenizacji na stabilność cieplną mleka
można obniżyć stosując odpowiedni dobór parametrów procesu
homogenizacji lub też stosować homogenizację dwustopniową
27
Lepkość mleka
Homogenizacja wpływa na niewielki
wzrost lepkości mleka.
Proces homogenizacji podnosi lepkość mleka 1,2- 1,4-
krotnie. Związane jest to z większym stopniem dyspersji
tłuszczu mlekowego a także występowaniem gronek i skupisk
pohomogenizacyjnych, szczególnie wyraźnym w przypadku
nie tylko samego mleka, ale również innych produktów
charakteryzujących się wysoką zawartością tłuszczu, np.
śmietanka.

28
Barwa i smak mleka
Homogenizacja wywiera wpływ na smak i
barwę
mleka homogenizowanego:
pełniejsza percepcja smaku (zwiększa się powierzchnia
kontaktu tłuszczu z kubkami smakowymi);
większą podatność na światło słoneczne, przez co może
pojawiać się w nim posmak słoneczny;
większą zdolność zabielająca tzw. wybielanie mleka
nazywane z języka angielskiego „milk witening”.
29
Krzepliwość mleka pod wpływem
działania podpuszczki
Homogenizacja przez oddziaływanie na
zmiany frakcji koloidalnej (białka, fosforanu
wapnia) powoduje skrócenie czasu
krzepnięcia podpuszczkowego mleka, które
uzależnione jest od parametrów procesu.
Proces homogenizacji mleka wpływa na parokrotne obniżenie
zawartości tłuszczu w serwatce, nawet do 0,1% Proces synerezy
hamowany jest poprzez wbudowanie kazeiny micelarnej
w powierzchniową warstwę kuleczek tłuszczowych, co powoduje, iż
tłuszcz staje się częścią parakazeinianu wapnia podczas tworzenia
skrzepu.
30
Lipoliza mleka
Mleko homogenizowane jest bardziej
podatne na działanie enzymów
lipolitycznych.
Homogenizacja mleka zwiększając stopień dyspersji tłuszczu,
przyspiesza jego hydrolizę na skutek migracji lipaz na granicę faz
podczas rekonstytuowania otoczek kuleczek tłuszczowych oraz
wzrostu dostępności substratu w wyniku zwiększenia powierzchni
tłuszczu i wzrostu przepuszczalności otoczki.
Hydroliza homogenizowanego tłuszczu mlekowego przebiega z
najwyższą intensywnością bezpośrednio po homogenizacji, a jej
tempo zależy od parametrów przeprowadzonego procesu i np.
w temperaturze 40C już ciśnienie 7 MPa wystarcza, aby kuleczki
tłuszczowe uczynić podatne na działanie lipaz.

31
W wyniku lipolizy występują zmiany cech
organoleptycznych (jełkość) oraz podwyższenie
kwasowości mleka oraz wpływa ona na szereg
cech fizykochemicznych obniżających jakość
i przydatność technologiczną mleka.
Z uwagi na fakt, że lipaza mleczna jest
inaktywowana dopiero podczas ogrzewania w
temperaturze 72C przez 60 sekund.
Korzystnym rozwiązaniem jest zastosowanie
obróbki cieplnej przed procesem homogenizacji
co powoduje znaczne obniżenie działania lipa i
zakresu przemian lipolitycznych w produkcie.

32
Oksydacja mleka
Proces homogenizacji mleka znacznie opóźnia
utlenianie tłuszczu, na skutek odsłonięcia grup
–SH wiązania przez nie jonów miedzi, które są
katalizatorami tych reakcji, a ponadto zmniejsza
dostępność fosfolipidów podatnych na reakcje
utleniania.
33
Strawność białek mleka
Z punktu żywieniowego proces
homogenizacji nie wpływa w większym
stopniu na wartość odżywczą produktów
mleczarskich.
Produkty te charakteryzują się mimo to
większą przyswajalnością zarówno tłuszczu
jak i białka, a skrzep, który tworzy się
w żołądku ma lepszą dostępność przez
działające w nim enzymy.

34
Literatura:
1. Dairy Processing Handbook, 2003 Tetra Pack;
2. Dębski G., Gea Niro Soavi, Gea Process Engineering Sp. z o. o., wykład.
3. Kiełczewska K., A. Kruk , 1997, Technologiczne aspekty homogenizacji mleka. Przeg. Mlecz., 4, 117 - 121.
4. Kiełczewska K., E. Haponiuk, A. Krzyżewska, 2000a, Effect of high pressure homogenization on some
physicochemical
properties of milk. Medical FacultyLandbouww University of Gent, 65/3b, 603-606.
5. Kiełczewska K., A. Kruk, M. Czerniewicz, 2000b, Homogenizacja wysokociśnieniowa.Biul. Inf. Rhodia Food
BIOLACTA, 2 (20), 12-14.
6. Kiełczewska K., A. Kruk, M. Czerniewicz, M. Warmińska, E. Haponiuk, 2003, The effect of high-pressure
homogenization on changes in milk coloidal and emulsifying systems. Pol. J. Food Nutr. Sci. 12, 1, 43 – 46.
7. Komsta H., 2000, Analiza procesów homogenizacji ciśnieniowej emulsji i zawiesin w przemyśle spożywczym-
rozprawa
habilitacyjna. AR, Lublin;
8. Komsta H., K. Olszewski, 2006, Modernizacja układu regulacji ciśnienia homogenizacji, Inżynieria Rolnicza, 5, 283 –
289.
9. Kruk A., J. Kisza, A. Rozkosz, 1973, Próba określenia stabilności termicznej mleka. Zesz. Nauk., ART. Olsztyn, Techn.
Żywn., 1, 35 – 46.
10. McCrae C.H., D. Hirst , A.J.R. Law, D.D. Muir, 1994, Heat stability of homogenized milk: role of interfacial protein.
J.
Dairy Res., 61, 507 – 516.
11. Pijanowski E.,1980, Zarys chemii i technologii mleczarstwa Tom I. Wyd. PWRiL, Warszawa.
12. Pijanowski E., J. Gaweł, 1986, Zarys chemii i technologii mleczarstwa Tom III. Wyd. PWRiL, Warszawa.
13. Ziajka S. 1997, Mleczarstwo zagadnienia wybrane. Wyd. ART. Olsztyn .
14. Ziajka S. 1997, Mleczarstwo zagadnienia wybrane. Wyd. Uniwersytetu Warmińsko Mazurskiego w Olsztynie.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
Wyszukiwarka
Podobne podstrony:
Materiały budowlane - Wybrane cechy techniczne materiałów, Wybrane cechy techniczne wyrobów/materi
1 Wybrane cechy techniczne wyrobów
Prelekcja 8 Wybrane cechy allelomorficzne i układy grupowe krwi
PORÓWNANIE WYNIKÓW OZNACZEŃ BŁONNIKA POKARMOWEGO W PREPARATACH WYSOKOBŁONNIKOWYCH WYBRANYMI METODAMI
Wybrane cechy społeczno ekonomiczne ludności wiejskiej a rozwój
Bielska Wybrane cechy osobowości sprawców zabójstw i innych przestępstw
Wybrane cechy jakościowe mrożonego pieczywa drożdżowego kształtowane zamiennikami cukru i technikami
Prezentacja wybranych operacji gospodarczych w rachunku przepyw˘w pieni©ľnych, W jakiej wysokości t
Przedstaw na podstawie wybranych utworów cechy fircyka i damy modnej, Oświecenie(4)
sterylizacja UHT mleka homogenizowanego, Technologia żywności i żywienia człowieka, Maszynoznawstwo
42 kasprowicz, „Charakterystyczne cechy poezji młodopolskiej na przykładzie wybranych wierszy
Charakterystyczne cechy twórczości Mirona Białoszewskiego analiza i interpretacja wybranych wierszy
Cechy języka wybranej subkultury Przedstaw zagadnienie w oparciu o zebrany przez siebie materiał jęz
Ekonomia wybrane zag MIKRO MAKRO PKB MODELE RYNKOW CECHY PRZEDS
„Świat przedstawiony w realistycznej powieści pozytywistycznej Określ jego cechy i funkcje analizują
Sformułuj cechy gatunkowe powieści w wybranych jej 3 4 typach
Charakterystyczne cechy twórczości Mirona Białoszewskiego analiza i interpretacja wybranych wierszy
Charakterystyczne cechy liryki wybranego poety współczesnego Zbigniew Herbert
więcej podobnych podstron