Prezentację wykonał:
Pustelny Piotr
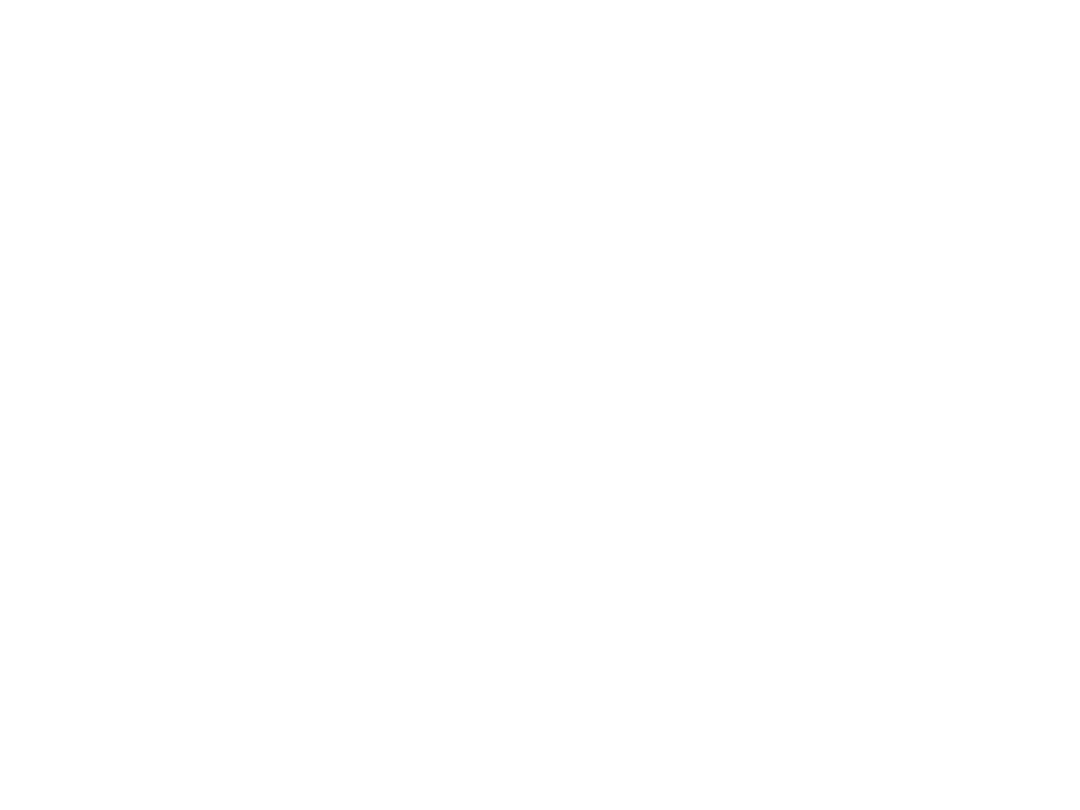
Karta technologiczna
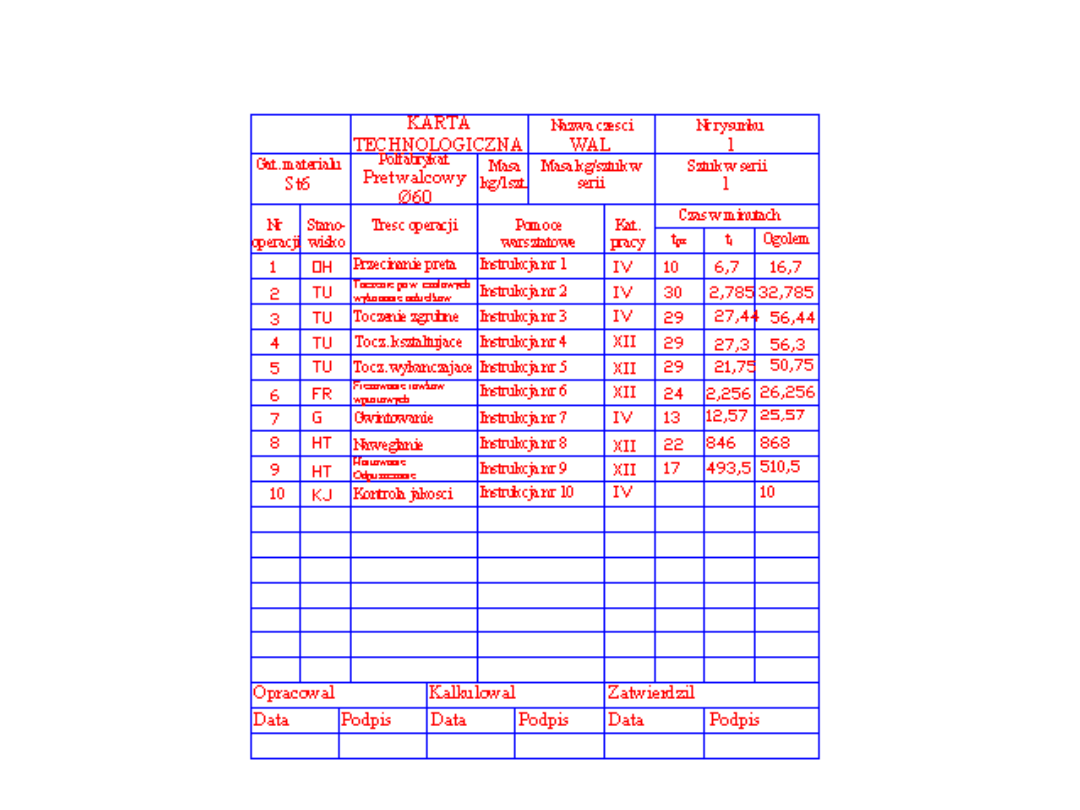
Instrukcja nr 1
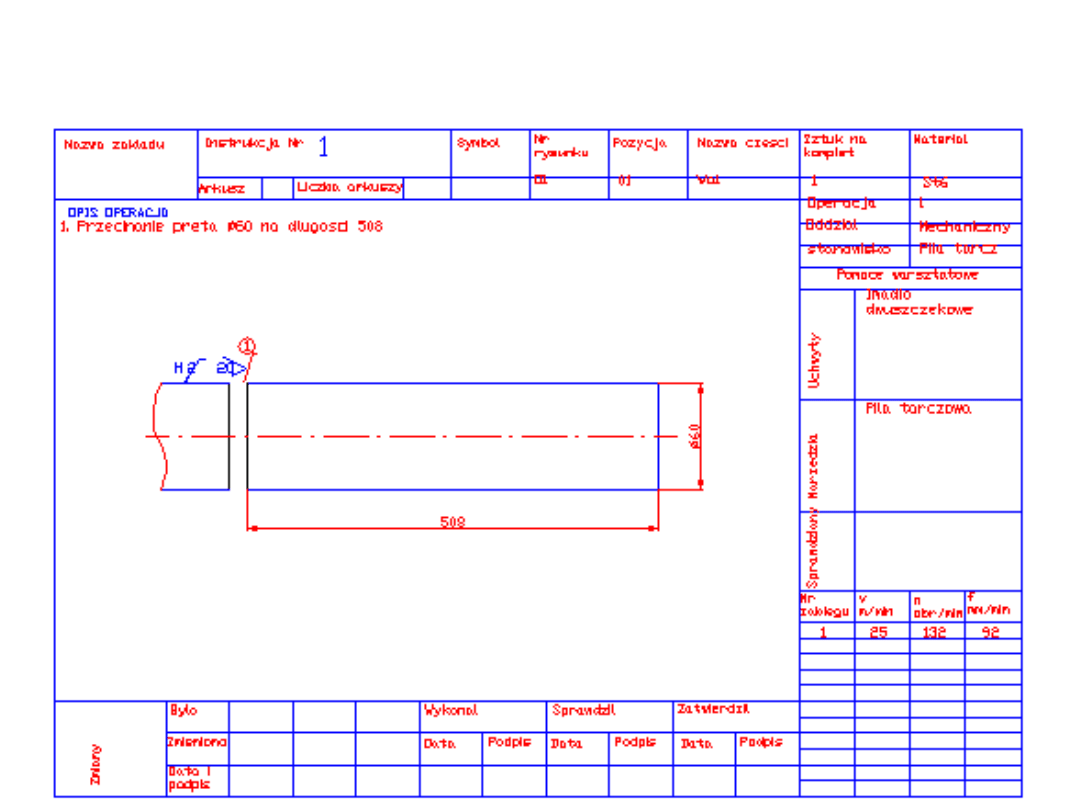
Instrukcja nr 2
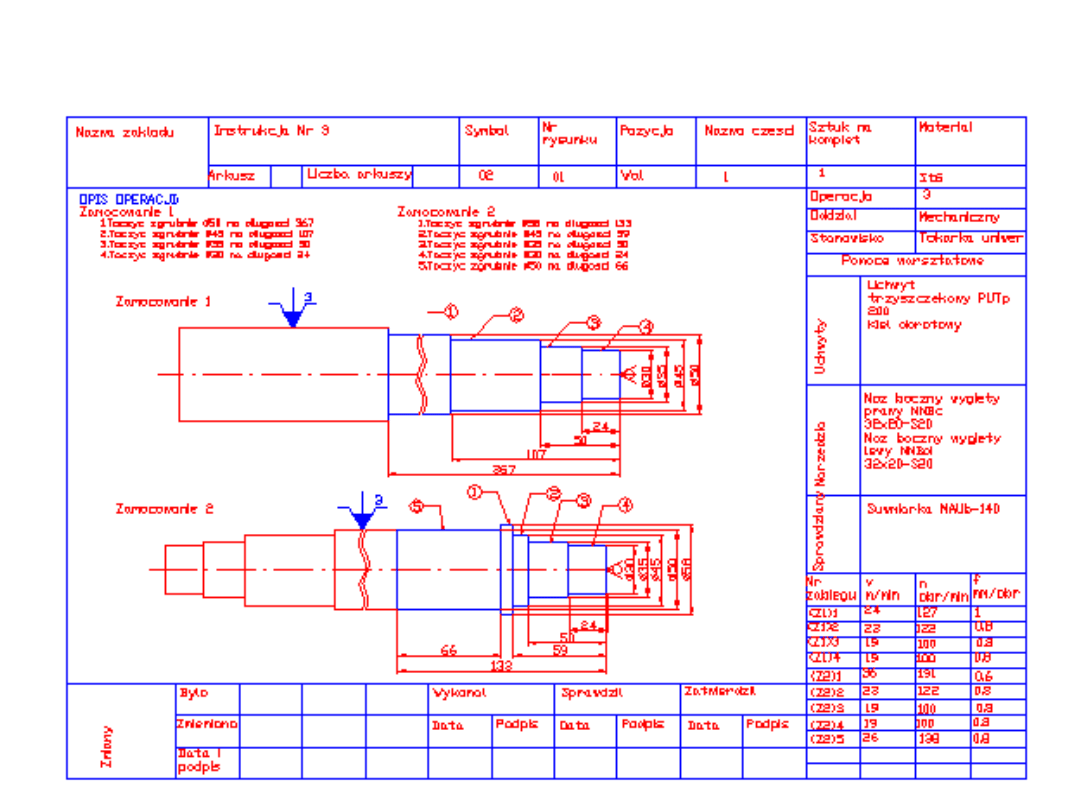
Instrukcja nr 3
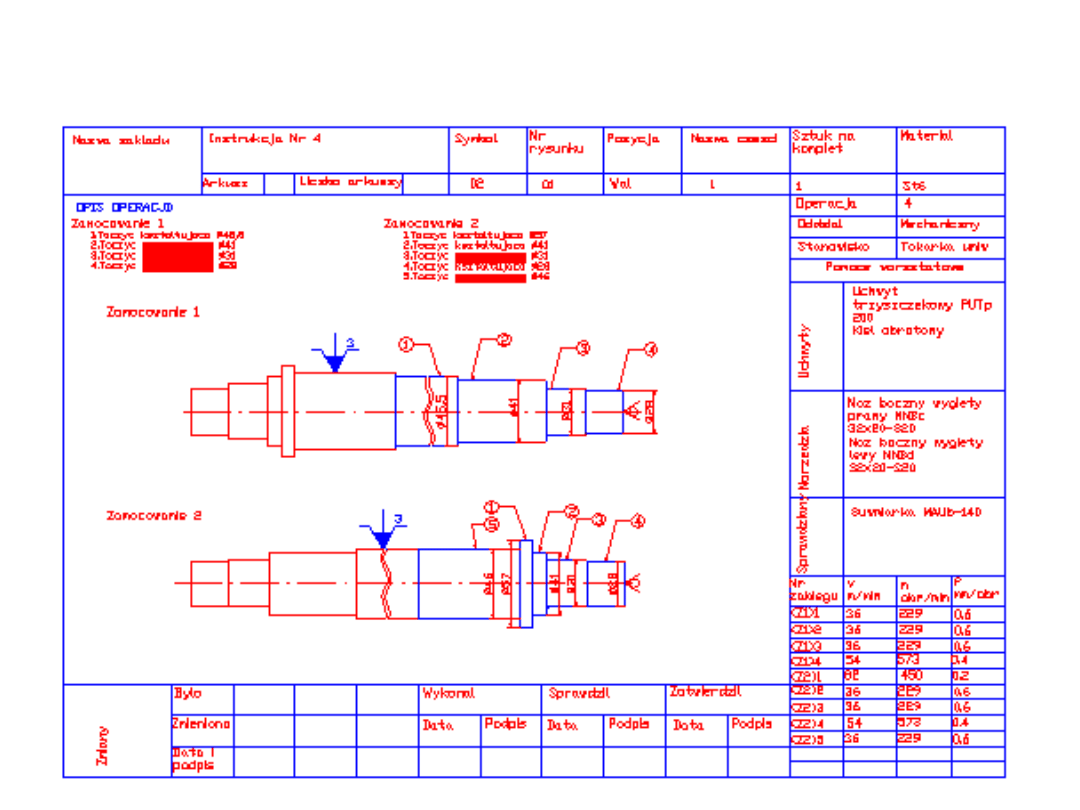
Instrukcja nr 4
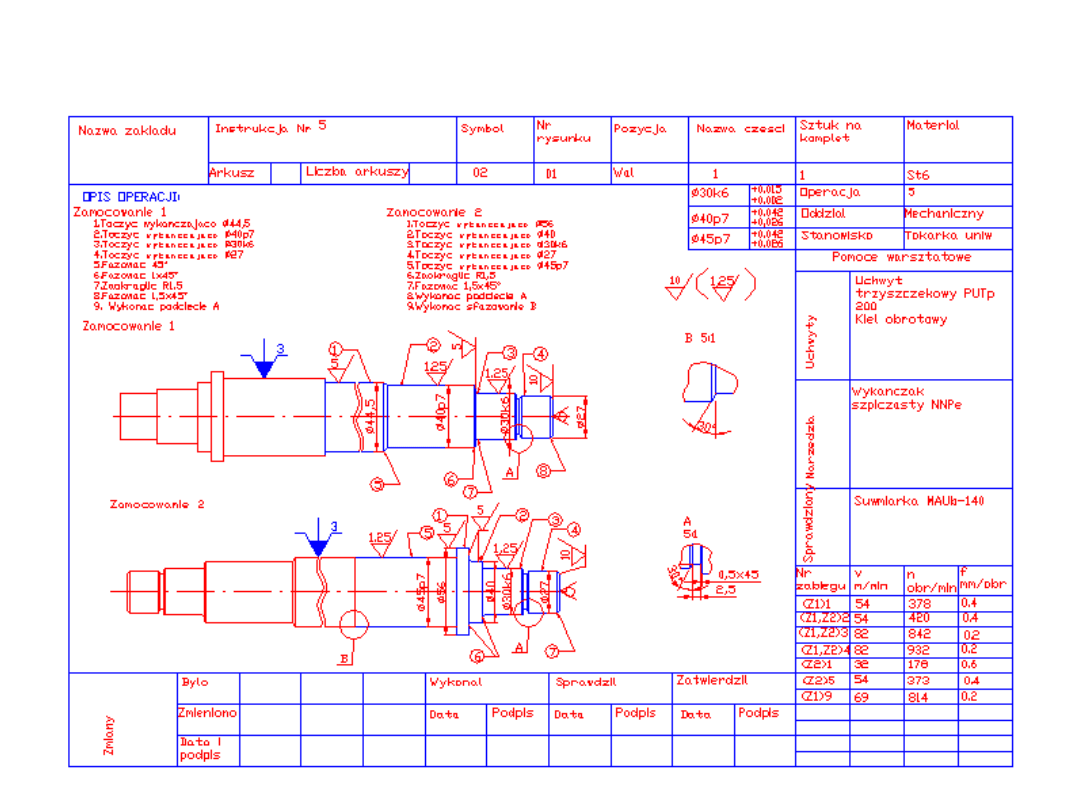
Instrukcja nr 5
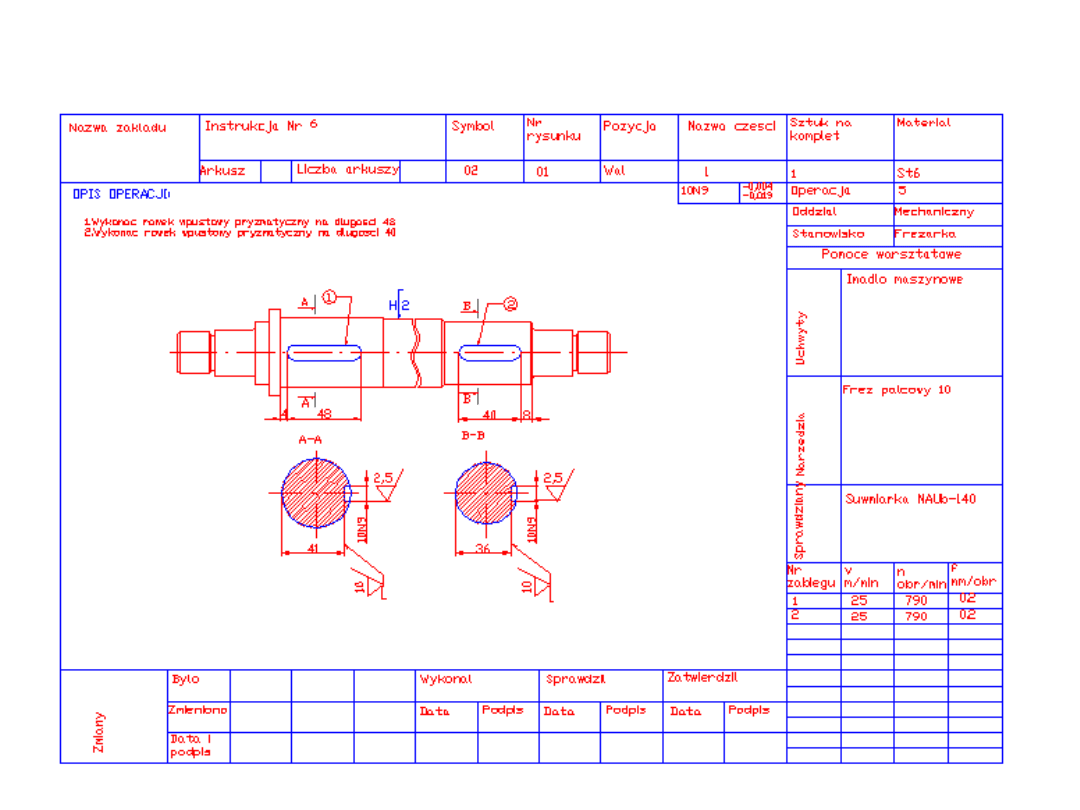
Instrukcja nr 6
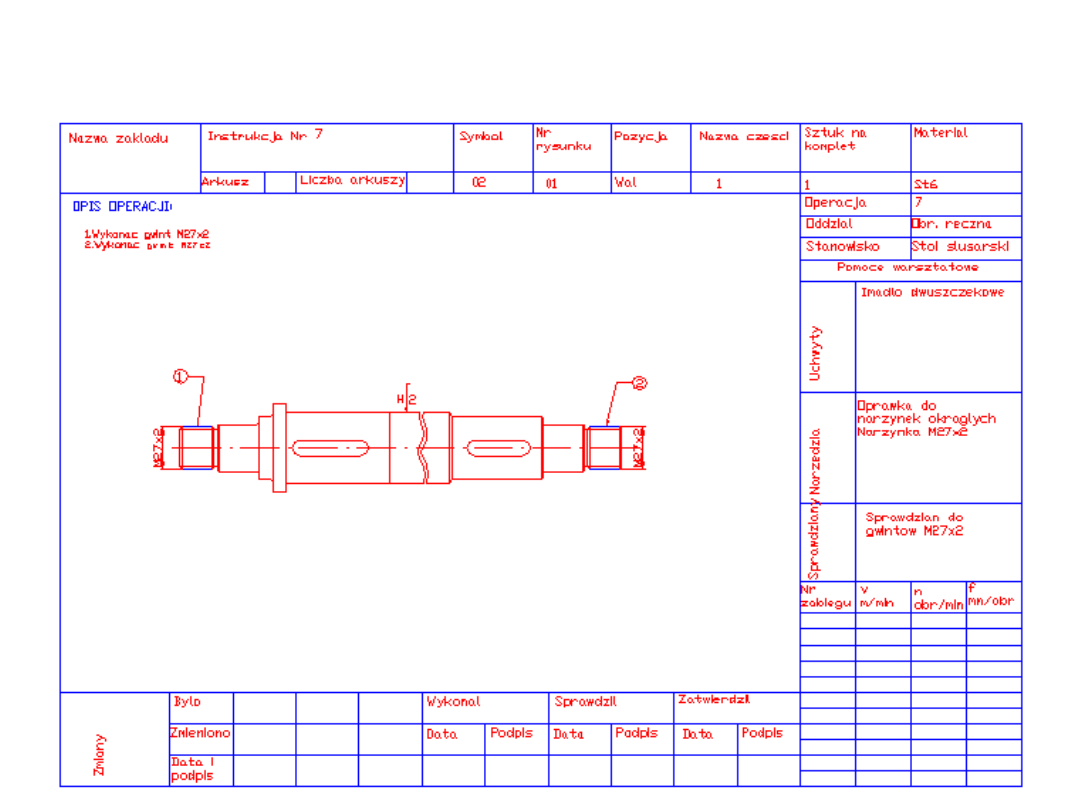
Instrukcja nr 7
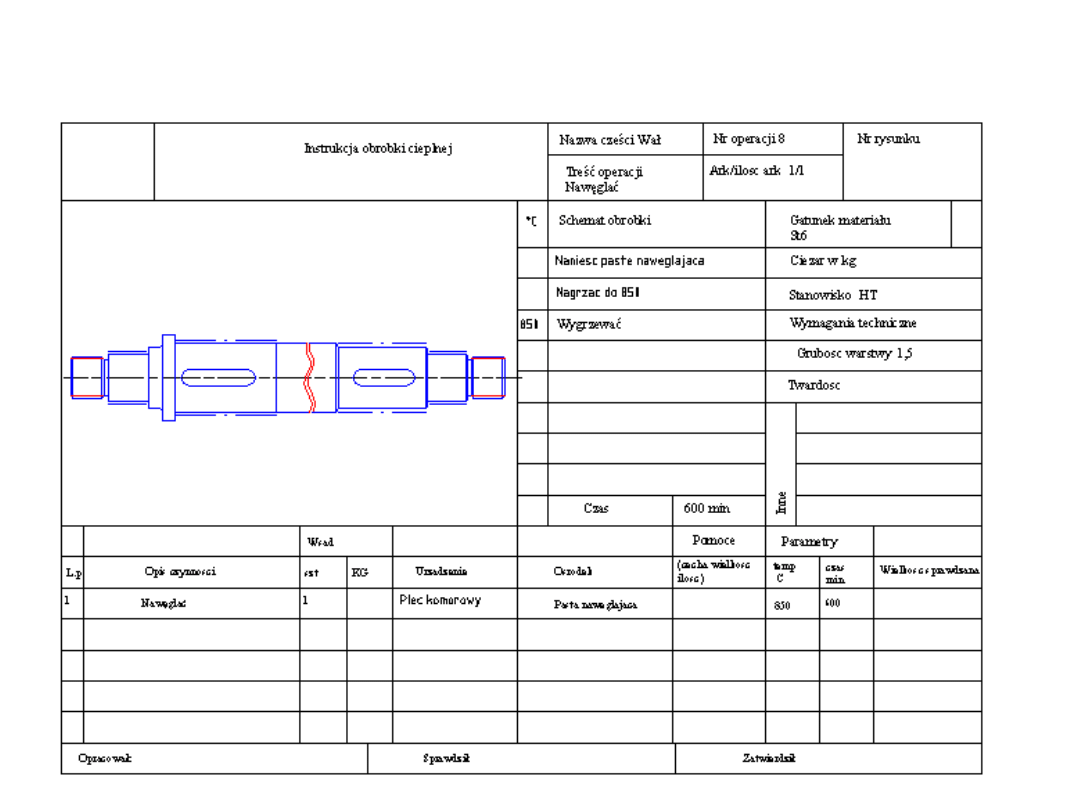
Instrukcja nr 8
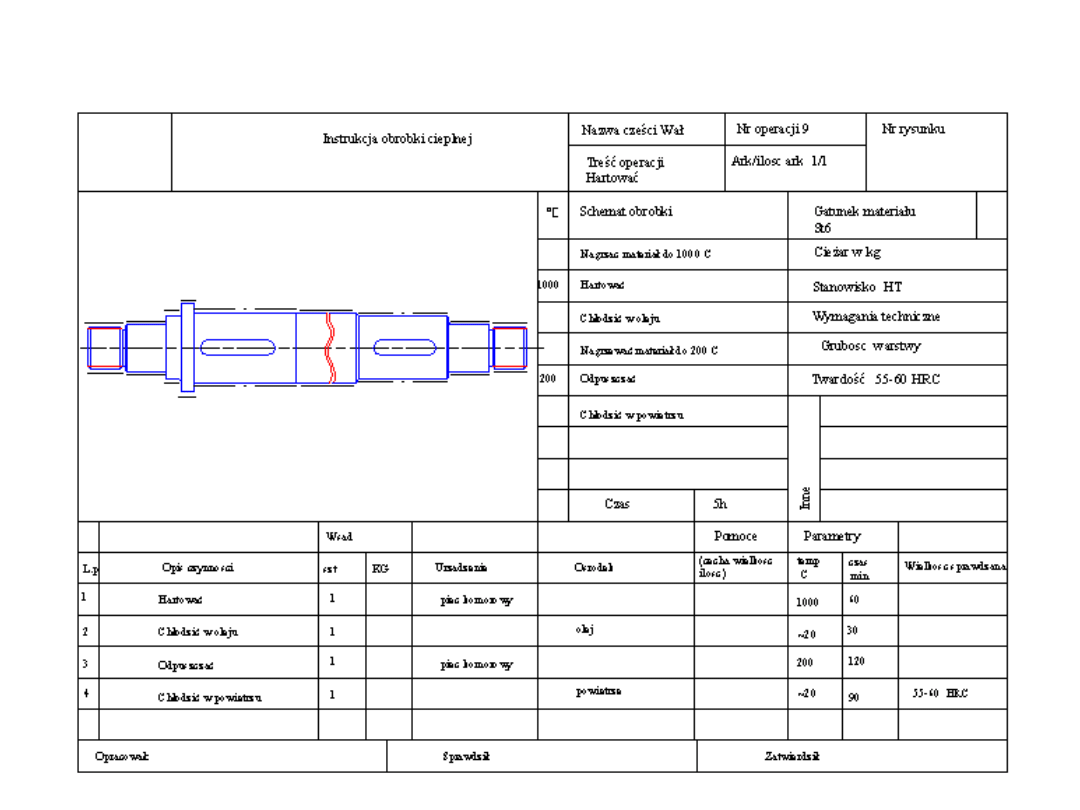
Instrukcja nr 9
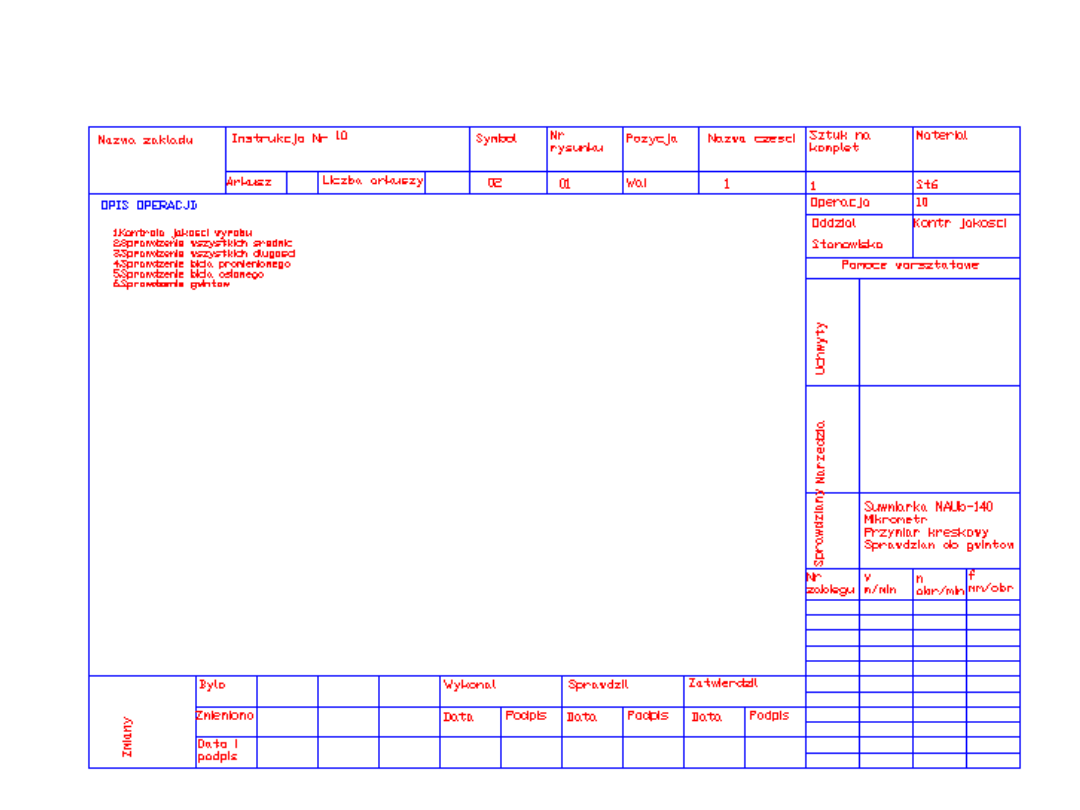
Instrukcja nr 10
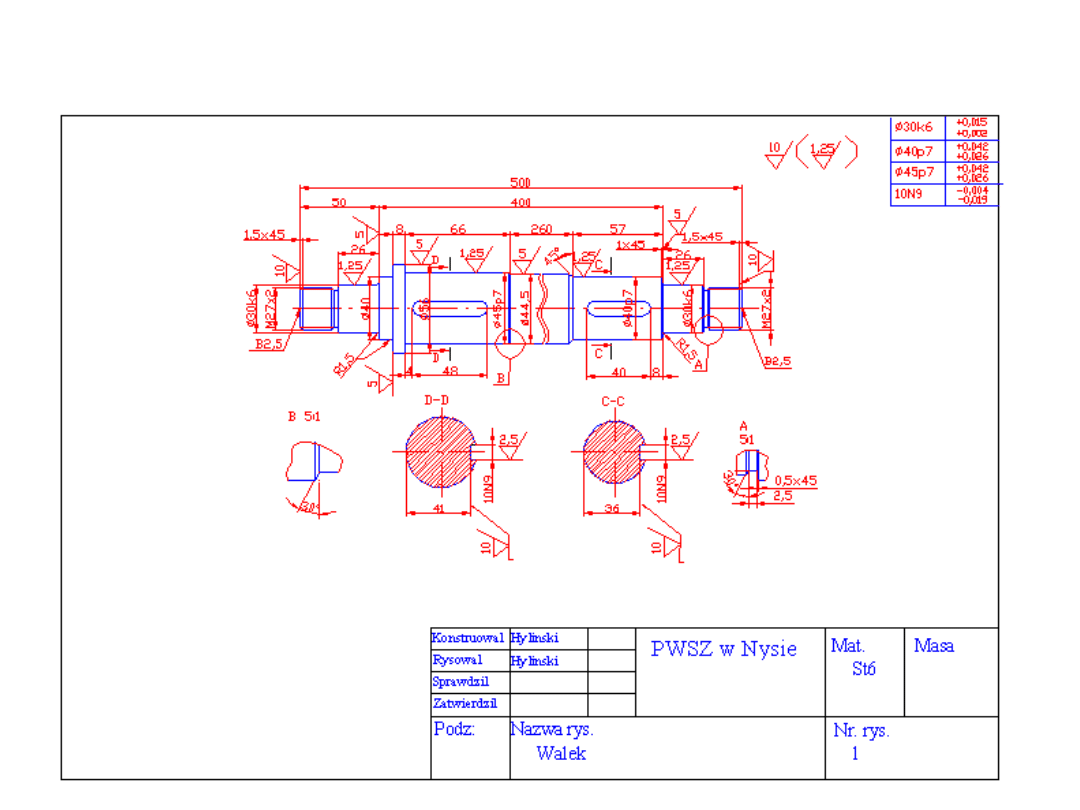
Rysunek wykonawczy
CZASY WYKONANIA OPERACJI W PROCESIE TECHNOLOGICZNYM WAŁKA
WZORY:
Nt = tpz + n*tj
Nt – norma czasu
tpz – czas przygotowawczo-zadaniowy
n - ilość
tj – czas jednostkowy
tw = tg+tp
tw – czas wykonania
tg – czas główny
tp – czas przygotowawczy
n = 318 V/D
n – prędkość obrotowa
V – prędkość skrawania
D – średnica
tg = L/np.
L – długość obróbki w kierunku posuwu
p – posuw
tj = tw(1+ku)
ku – normatyw wskaźnikowy elementów czasu
pracy uzupełniającego (0,1-0,25)

Operacja 1 Przecinanie pręta
tg= 5 min
tp (cięcie) :
- ustawienie pręta , zaciśnięcie , dosunąć narzędzie na miarę 0,7
tp = 0,7
tpz:
-czynności organizacyjne związane z przejściem i zakończeniem pracy 2
-ustawienie zderzaka i zacisków 4
-pobranie materiału i zdanie resztki 4
tpz = 10
tw= 5,7
ku= 0,175
tj= 6,6975
tpz=10
Nt=16,6975
Operacja 2 Tocz. Powierzchni czołowych i wykonanie nakiełków
tg=1,35
tp (toczenie) :
-czas związany z przejściem 0,16
-czas na zmianę posuwu prędkości obrotowej 0,06
-sprawdzian 0,19
tp(nakiełkowanie):
-czas na zmianę narzędzi i prędkości obrotowej 0,08
-czas na zmianę posuwu 0,08
-odsunięcie konika 0,26
-sprawdzian 0,19
tp= 1,02
tw= 2,37
tj= 2,785
tpz= 30
ku= 1,175
Nt= 32,785
Operacja 3 Toczenie zgrubne
tg=8,33
tp:
-czas związany z przejściem 0,16
-czas na obrót noża 0,7
-czas na zmianę posuwu prędkości obrotowej 0,06
tp=1,14
tw=9,47
tj=11,12
tpz:
-
czynności organizacyjne związane z przyjęciem i zakończeniem roboty 12min
-
zamocowanie uchwytu trzyszczękowego 9min
-
przesuniecie konika 1min
-
uzbrojenie tokarki do obr. 7min
-
ustawienie zderzaka 1min
tpz=29
Nt=40,12
Operacja 4 Toczenie kształtujące
tg=22,1
tp=1,14
tw=23,24
tj=27,3
tpz=29
Nt=56,3
Operacja 5 Toczenie wykańczające
tg=5,16
tp=1,14
tw=6,3
tj=21,75
tpz=29
Nt=50,75
Operacja 6 Frezowanie rowków wpustowych
tg=(g+0,5)/np.
g
+ L/np.
tg=0,67
tp:
-mocowanie przedmiotu w imadle maszynowym 0,51
-czas związany z przejściem 0,2
-posuw stołu na odległość 0,07
-czas na oczyszczenie rowków 0,24
-sprawdzenie rowków suwmiarką 0,19
tp=1,21
tpz:
-czynności organizacyjne związane z przejściem 10
-uzbrojenie obrabiarki do pracy frezem 10
-czas związany z wykonaniem 4
tpz=24
tw=1,88
tj=2,256
Nt=26,256
Operacja 7 Gwintowanie
tg=2x5=10
tp:
-
ustawienie wałka i jego zaciśnięcie 0,7
tp=0,7
tpz:
-
Czynności związane z przyjęciem i zakończeniem roboty 12
-
Zamocowanie narzynki w oprawce 1
tpz=13
tw=10,7
tj=12,57
Nt=25,57

Operacja 8 Nawęglanie
tg=600
tp:
-
Czas związany z nagrzaniem pieca 120
tp=120
tpz:
-
czynności organizacyjne związane z przyjęciem i zakończeniem roboty 12
tpz=12
tw=720
tj=846
Nt=868
Operacja 9 Hartowanie; odpuszczanie
tg=300
tp:
-
Czas związany z nagrzaniem pieca 120
tp=120
tpz:
-
Czynności związane z przyjęciem i zakończeniem roboty 12
tpz=12
tw=420
tj=493,5
Nt=510,5
Operacja 10 Kontrola jakości
-
sprawdzian suwmiarką wymiarów 5
-
sprawdzian bicia 5
Nt=10
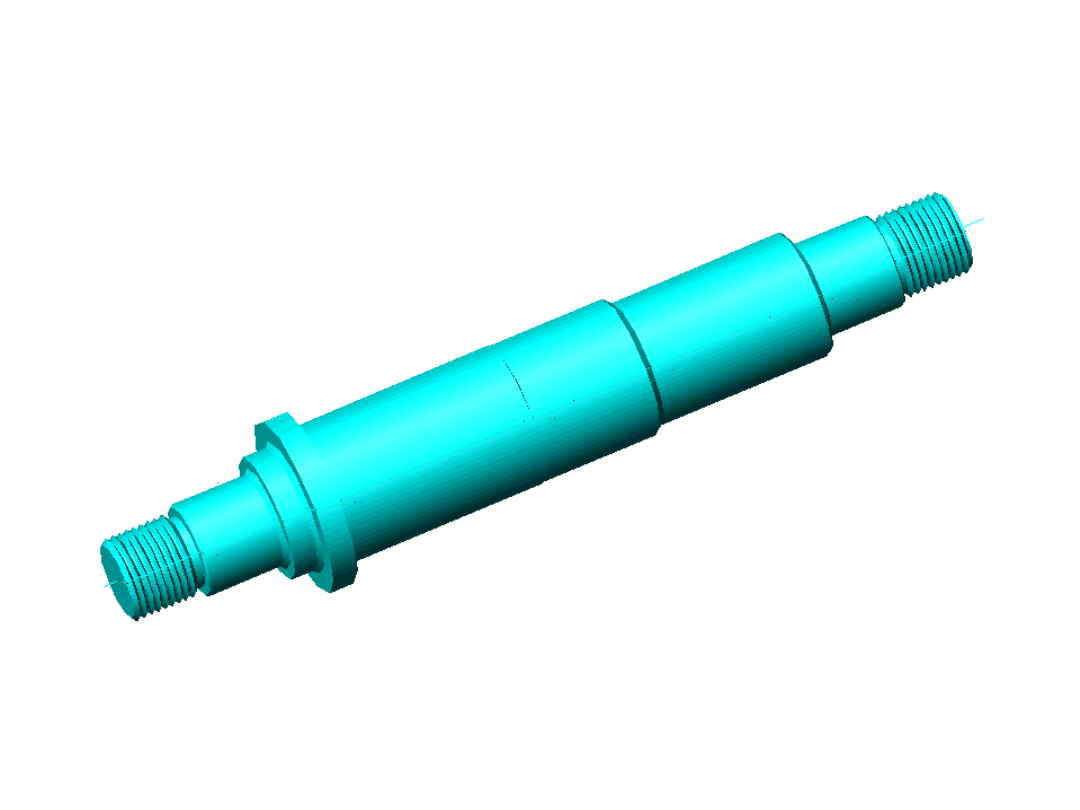
Gotowy wyrób
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
Wyszukiwarka
Podobne podstrony:
03 Przebieg procesu technologicznego i kwas mlekowy
Dodatki nadające określone cechy organoleptyczne, ułatwiające przebieg procesów technologicznych ora
Identyfikacja Procesów Technologicznych, 12 Generatory przebiegów przypadkowych c d
Identyfikacja Procesów Technologicznych, 11 Generatory przebiegów przypadkowych
Przebieg projektowania procesu technologicznego
Przykładowe obliczenia czasów wykonania operacji technologicznych w procesie produkcyjnym wałka stop
19 Mikroinżynieria przestrzenna procesy technologiczne,
projektowanie procesów technologicznych F
Proces Technologiczny ropy
PROCES TECHNOLOGICZNY 2
Analizowanie procesow technolog Nieznany (2)
Proces technologiczny do podyktowania, TM - Technologia Maszyn, O procesie technologicznym
kim, Inżynierskie, Semestr IV, Podstawy procesów technologicznych
więcej podobnych podstron