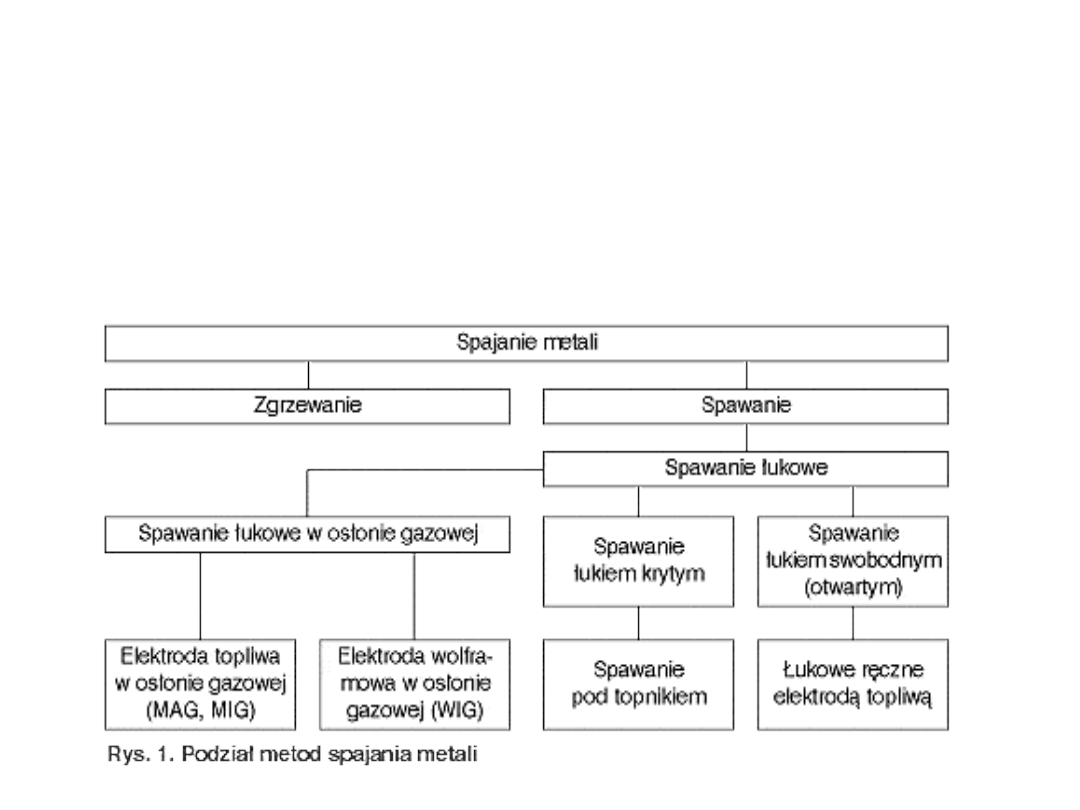
Spawanie jest obecnie najbardziej rozpowszechnionym sposobem łączenia
metali, polegającym na miejscowym rozgrzaniu metalu do stanu
topnienia. Spawanie odbywa się z dodawaniem lub bez dodawania spoiwa
oraz bez stosowania jakiegokolwiek nacisku lub uderzenia. Rozróżnia się
następujące rodzaje spawania: gazowe, elektryczne, łukiem krytym,
żużlowe, w osłonie argonu, w osłonie dwutlenku węgla, plazmowe,
elektronowe i inne.
Spawanie
2
POŁĄCZENIA
Połączenia nierozłączne - spawane
Połączenia spawane polegają na łączeniu elementów wykonanych
z takich samych lub podobnych materiałów za pomocą miejscowego
nadtopienia. Proces łączenia nazywamy spawaniem. Często podczas
spawania do połączenia doprowadzany jest dodatkowy materiał
w postaci tzw. drutu spawalniczego, który też ulega stopieniu. Nadtopione
miejsca łączonych części wraz z materiałem dodatkowym tworzą tzw.
spoinę.
Rozróżniamy dwie zasadnicze metody spawania:
a) Spawanie elektryczne (łukowe)
b) Spawanie gazowe
3
POŁĄCZENIA
Połączenia nierozłączne - spawane
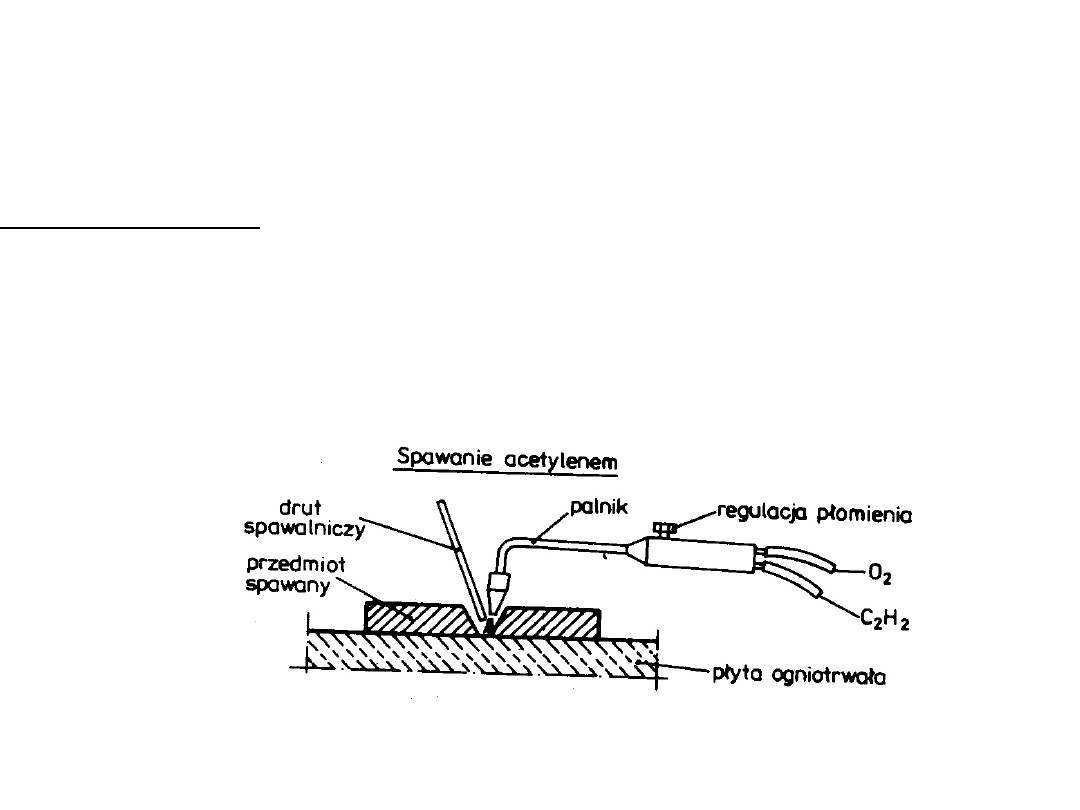
Spawanie gazowe polega na nadtopieniu elementów łączonych w obrębie
spoiny za pomocą palnika gazowego, do którego płomienia wprowadza
się materiał dodatkowy w postaci drutu spawalniczego. Najczęściej
stosowanym gazem palnym jest acetylen C
2
H
2
.
Ogólnie można stwierdzić, że spawanie gazowe jest droższe od elektrycznego,
niemniej jednak czasami jest ono konieczne, gdyż spawanie elektryczne
można stosować tylko do metali.

4
Charakterystyka
spawalniczych źródeł energii
Podstawowymi cechami źródeł energii są:
• Stopień koncentracji energii,
• Rodzaj emitowanej energii,
• Sprawność źródła energii .
Koncentracja energii jest określona przez moc
właściwą w miejscu nagrzewania / zaleca się
nie przekraczanie 10
8÷
10
10
W/m
2
/
Źródła energii można usystematyzować
następująco:
• Płomień gazowy 50x10
7
W/m
2
• Łuk elektryczny 10
6
÷10
9
W/ m
2
• Strumień plazmy 10
12
W/m
2
8

5
Spawanie gazowe metali
• Gazy spawalnicze
Acetylen, wodór, propan i butan (mieszanina)
oraz gaz ziemny. Do gazów niepalnych
używanych przy spawaniu gazowym należy
tlen.
Acetylen C
2
H
2
otrzymuje się z karbidu
(węglika wapnia) w wyniku rozkładu go w
wodzie według reakcji:
CaC
2
+ 2H
2
O
C
2
H
2
+ Ca(OH)
2
+ Q
1
Karbid CaC
2
otrzymuje się przez stopienie
koksu (antracytu) z wapnem niegaszonym w
specjalnych piecach, według reakcji:
CaO + 3C
CaC
2
+ CO
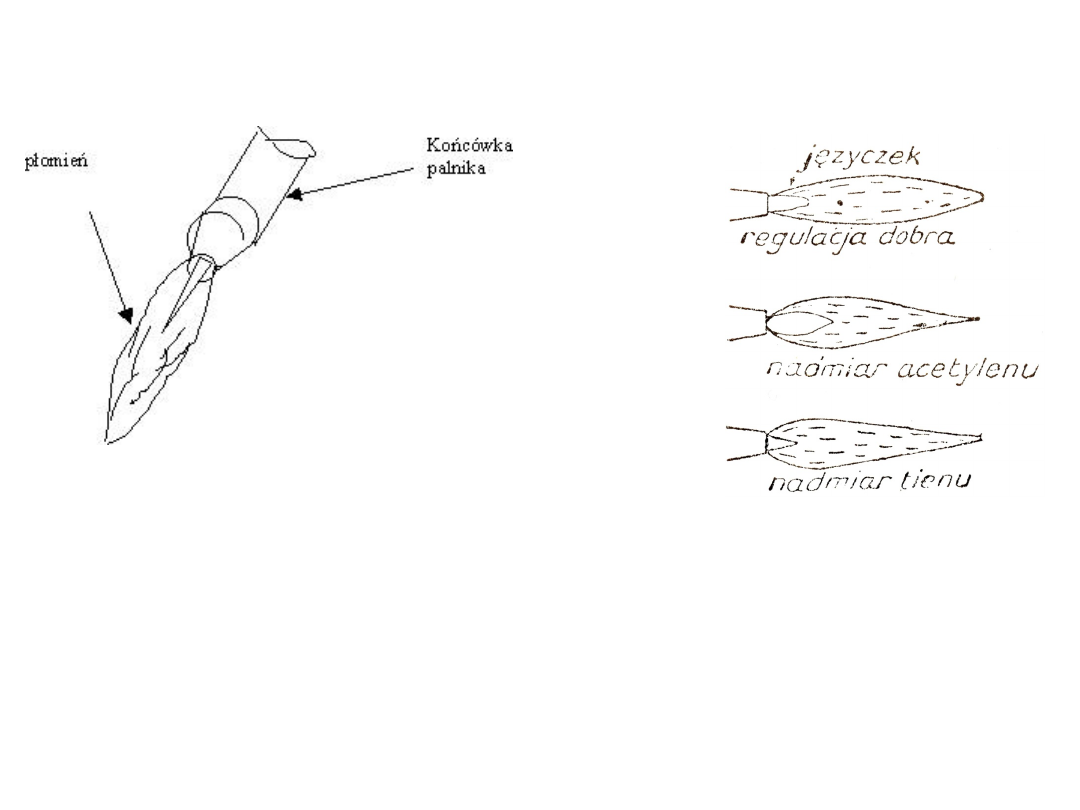
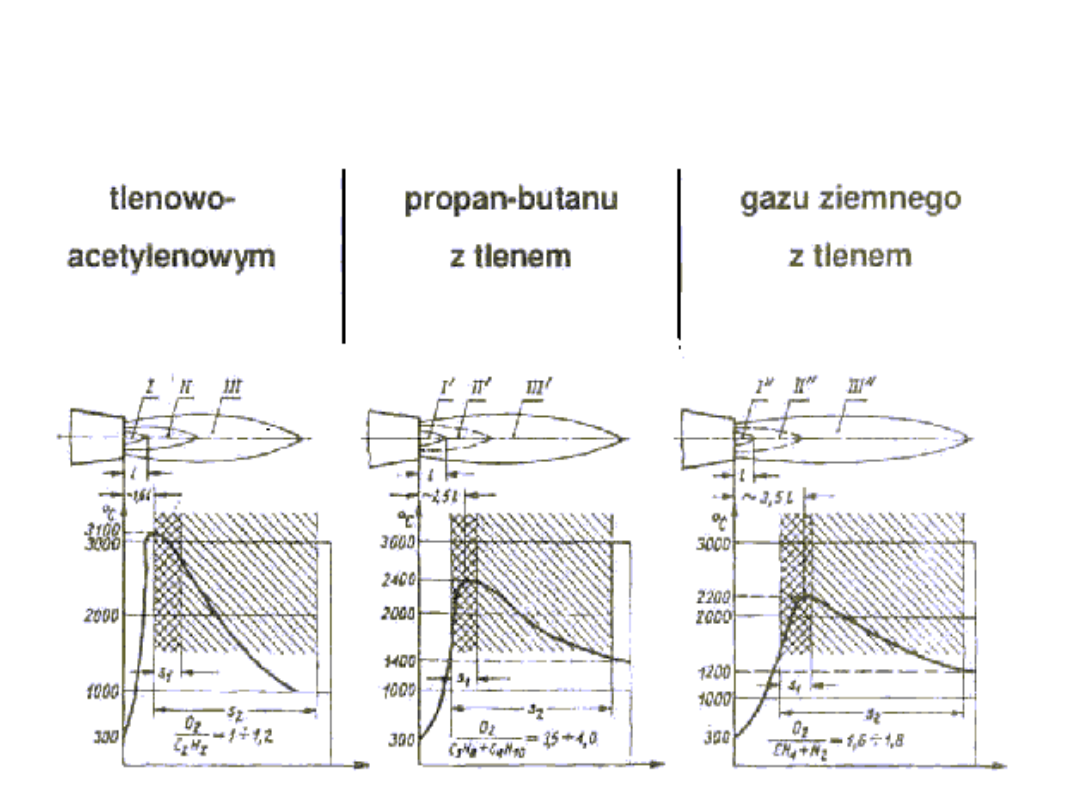
Płomień acetylenowo - tlenowy
Spalając mieszaninę tlenu z gazem palnym u wylotu dyszy palnika
można otrzymać dość wysokie temperatury.
Niestety przy spalaniu większości mieszanin gazowych płomień ma
zbyt niskie temperatury niewystarczające do spawania wielu metali z
wyjątkiem kilku o niskiej temperaturze topnienia. Jedynym wyjątkiem
jest acetylen. Zmieszany z tlenem we właściwym stosunku tworzy
płomień o temperaturze ok. 3100°C co jest wystarczające w licznych
zastosowaniach spawalniczych.
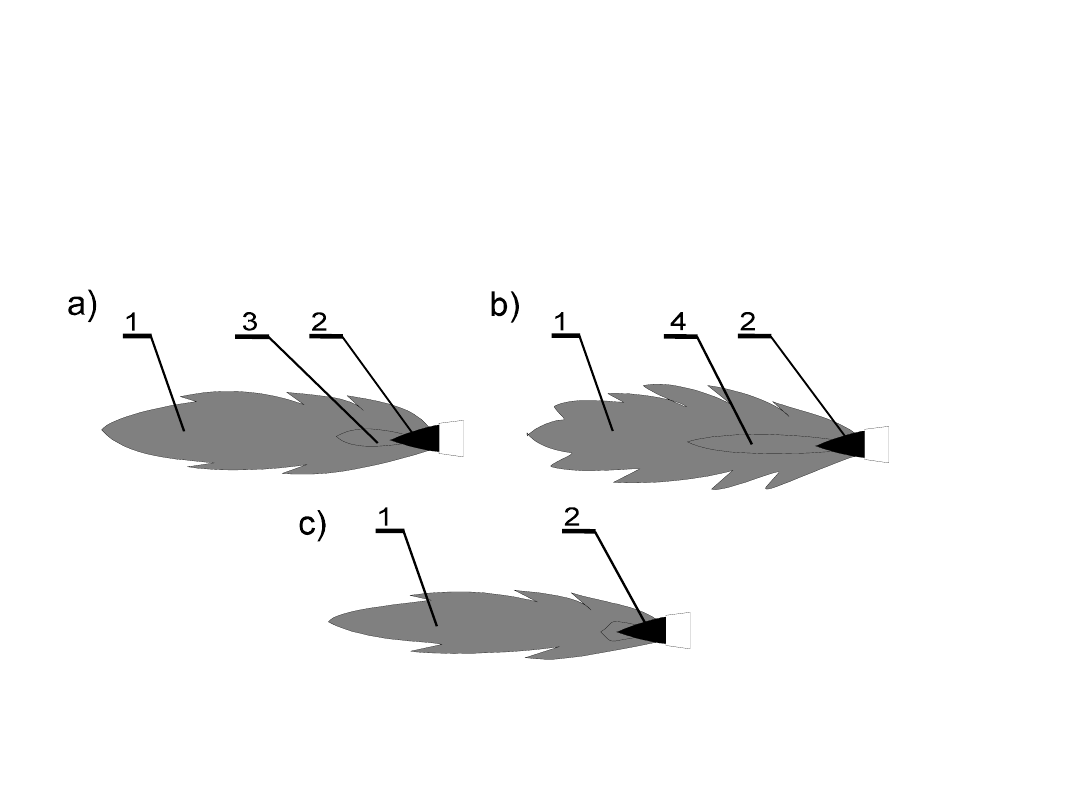
SFERY PŁOMIENIA
1 – jądro płomienia – kolor
niebieski
2 – redukcyjna, bezbarwna –
służy do spawania
3 – kita płomienia –
pomarańczowo czerwona,
składa się z dwutlenku węgla,
osłania jeziorko ciekłego
metalu i spoinę przed
wpływem powietrza
atmosferycznego.
7
Rodzaje płomieni
acetylenowo-tlenowych
a) a) normalny, b) nawęglający, c) utleniający; 1 - kita, 2 - jądro,
3 - strefa redukcyjna, 4 ‑ stożek nawęglający
8
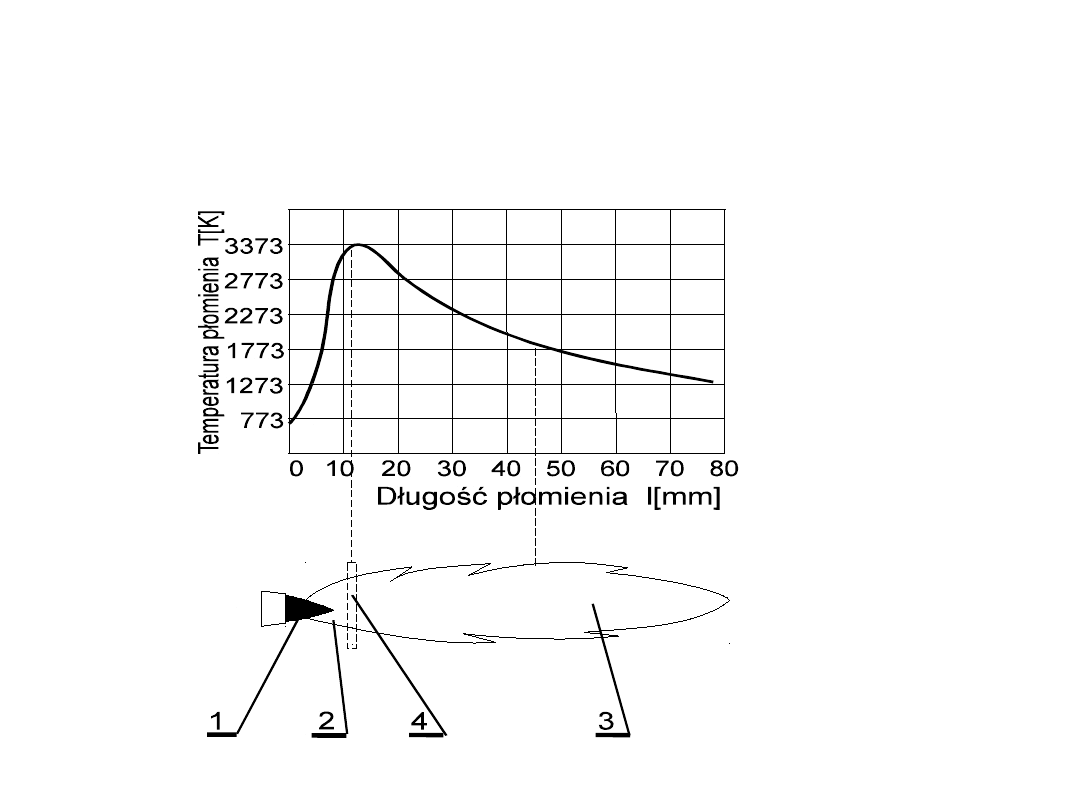
Rozkład temperatury w płomieniu
acetylenowo- tlenowym normalnym
Rozkład temperatury w
płomieniach
:
Metody spawania gazowego
Rozróżniamy trzy zasadnicze metody spawania gazowego:
•Spawanie w lewo do materiałów o grubości poniżej 3mm.
•Spawanie w prawo do materiałów o grubości powyżej 3mm.
•Spawanie w górę do materiałów wszystkich grubości.
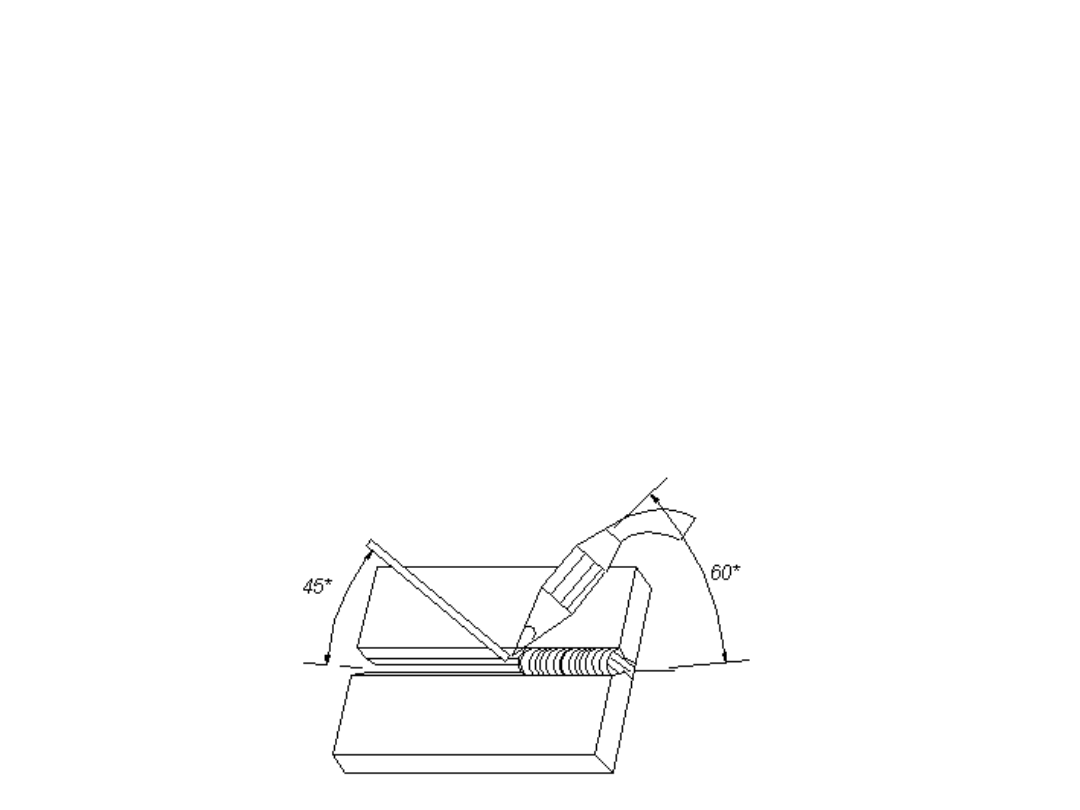
a) Spawanie metodą w lewo polega na prowadzeniu palnika od strony prawej
do lewej, przy pochyleniu palnika pod kątem od 60°(przy materiałach
grubszych), do 10°(przy materiałach cieńszych). Spoiwo podczas spawania
prowadzi się pod kątem około 45°. Przy spawaniu metodą w lewo spoiwo jest
prowadzone przed palnikiem. Płomień palnika roztapia brzegi metalu, tworząc
otworek w dolnej części spawanego materiału. Spawacz prowadzi palnik
prawą ręką, postępowym ruchem w lewo nie czyniąc nim żadnych ruchów
bocznych. Bardzo ważne jest aby spoiwo cały czas było w obrębie płomienia,
gdyż rozgrzany jego koniec w zetknięciu z powietrzem szybko się utlenia i
spawacz wprowadza do spoiny tlenki.
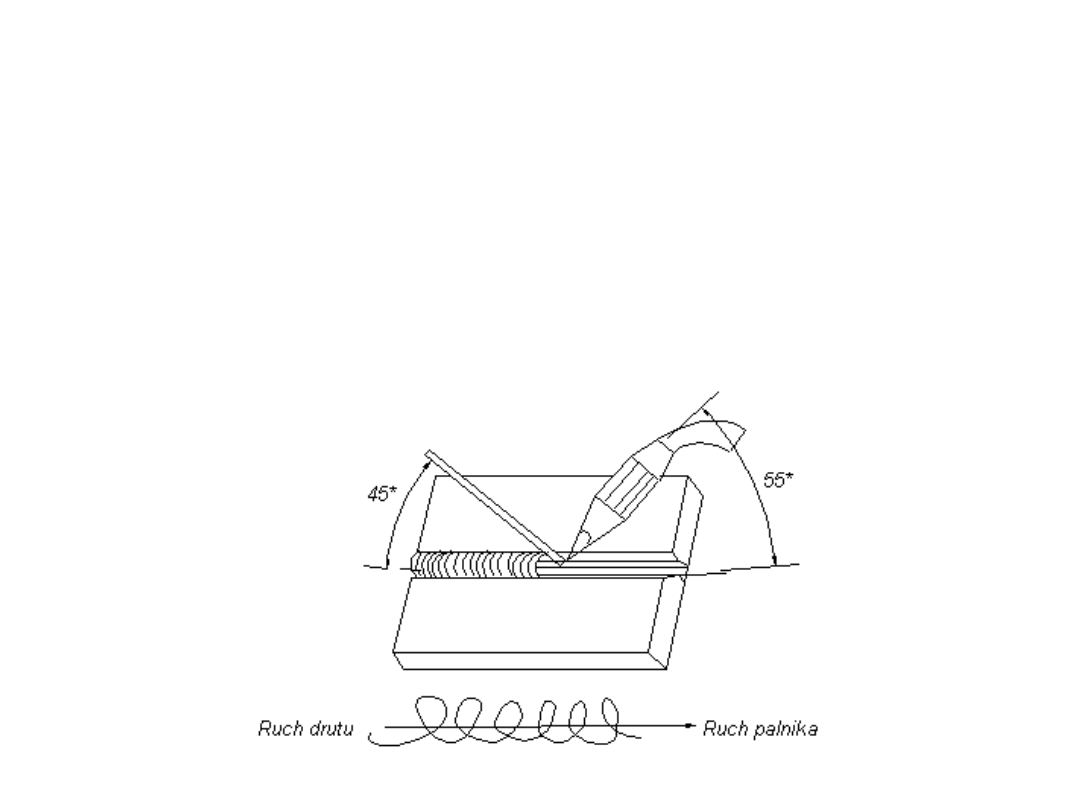
b) Spawanie metodą w prawo stosuje się przeważnie do grubszych
materiałów (ponad 3mm) wymagających ukosowania brzegów. Przy spawaniu
w prawo palnik prowadzi się pod kątem 55°,a spoiwo pod kątem 45°. Spoiwo
posuwa się za palnikiem od strony lewej do prawej. Palnikiem nie wykonuje
się żadnych ruchów poprzecznych, lecz prowadzi się go równomiernie ruchem
prostoliniowym wzdłuż brzegów spawanych. Spoiwem trzymanym w jeziorku
stopionego metalu wykonuje się ruch(w kształcie półksiężyca lub elipsy) w
kierunku poprzecznym do spoiny. Metodę spawania w prawo stosuje się do
robót odpowiedzialnych, zwłaszcza rurociągów przeznaczonych do pracy na
wysokie ciśnienie i trudne warunki eksploatacyjne (częste zmiany
temperatury i ciśnienia).
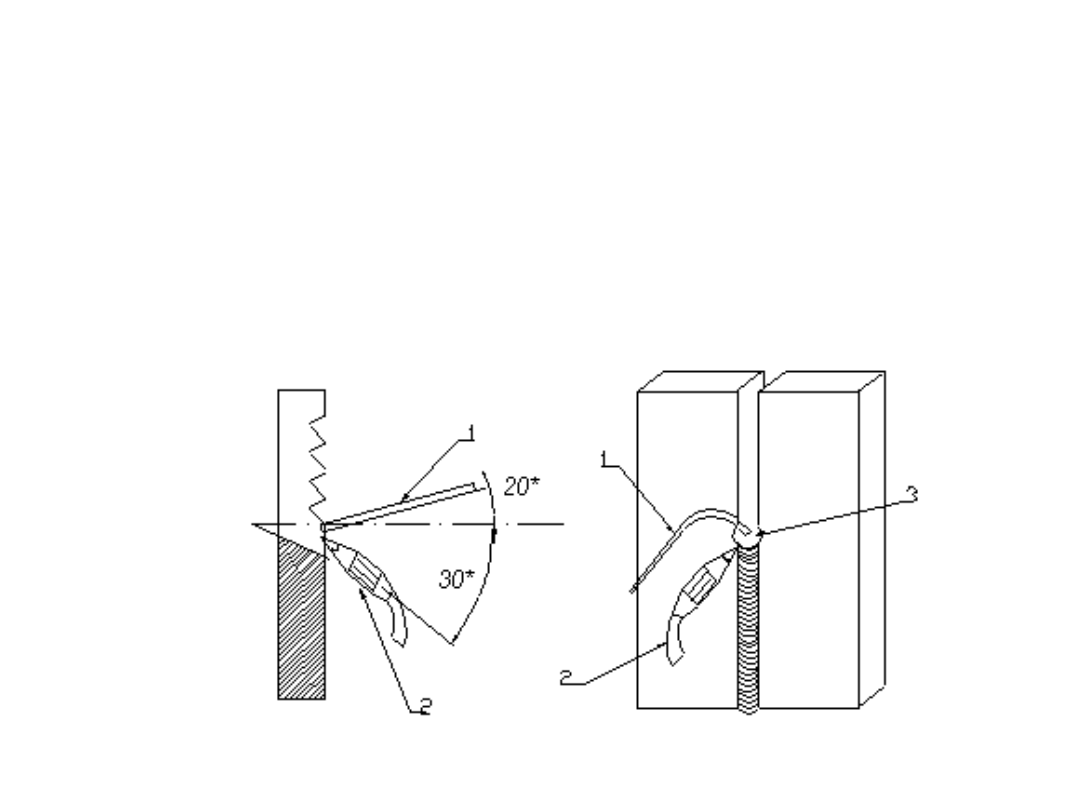
c) Metodę spawania w górę stosujemy do wszystkich grubości
materiału, przy czym materiał o grubości powyżej 4mm powinien być
spawany przez dwóch spawaczy jednocześnie. Palnik należy
prowadzić pod kątem 30° do osi pionowej, a drut pod kątem około
20°. Palnik prowadzi się równomiernym ruchem prostoliniowym, a
spoiwo ruchem skokowym. Metoda ta pozwala na łatwiejsze
utrzymanie oczka oraz mniejsze zużycie gazów.
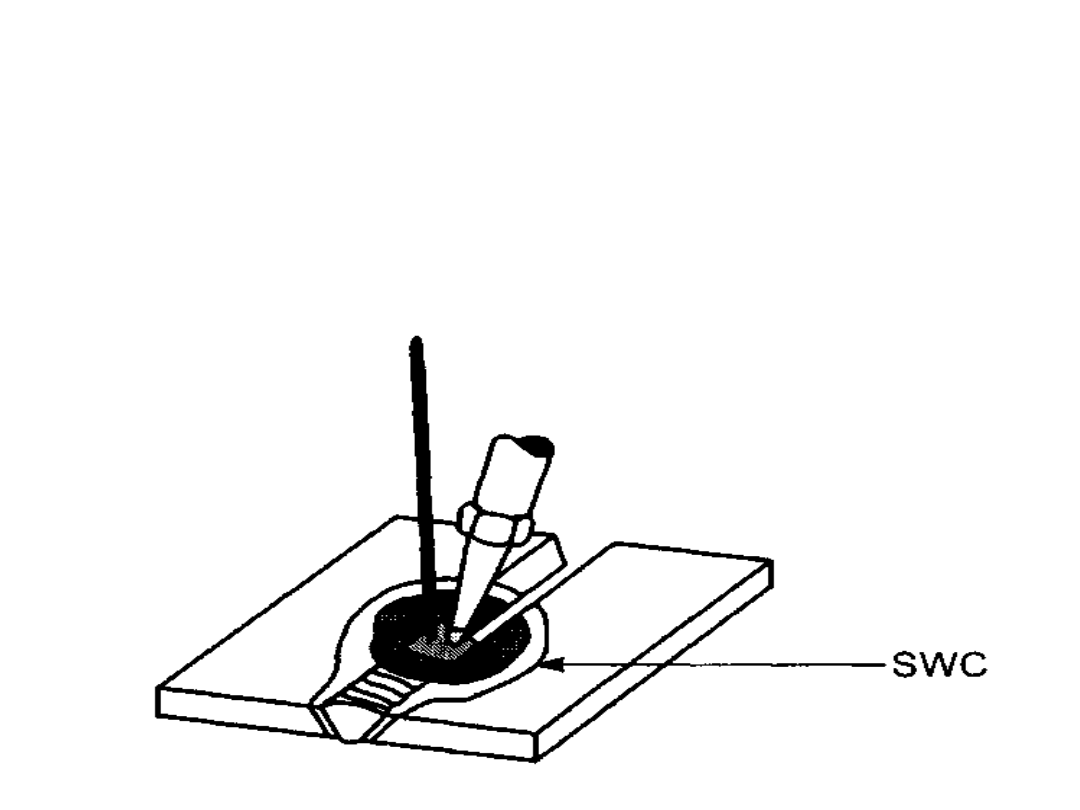
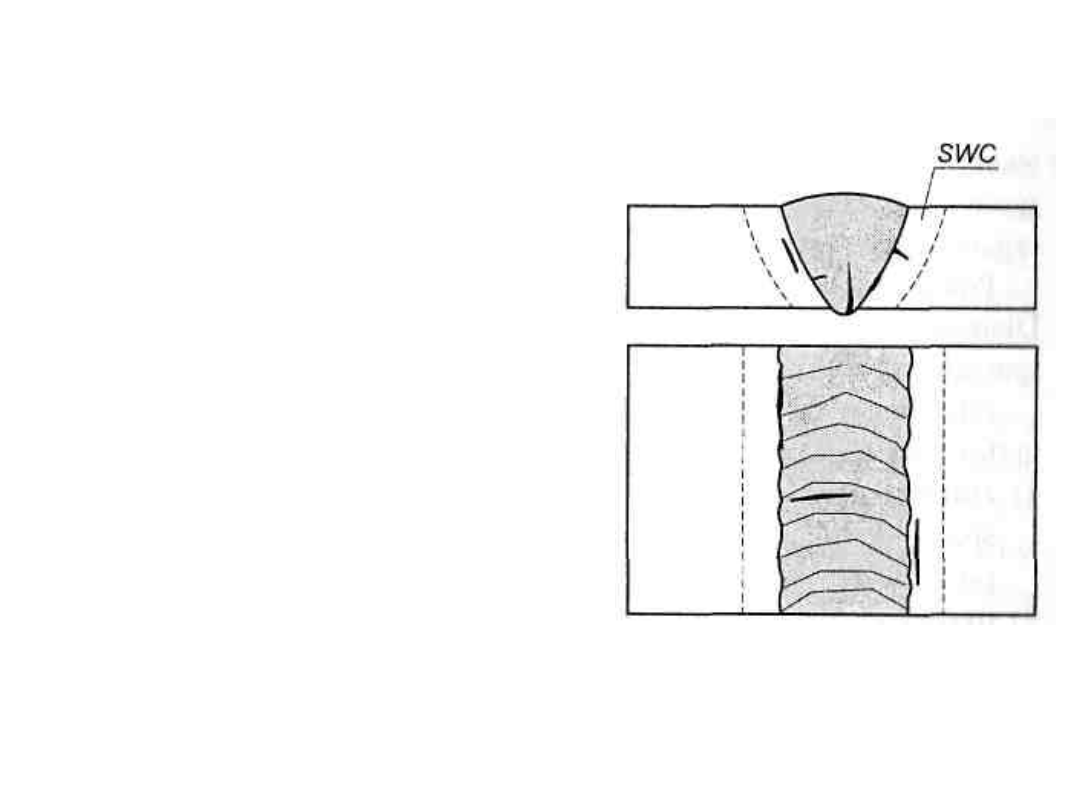
Typowe problemy spawania
gazowego
• Cechą charakterystyczną spawania
gazowego jest szeroka strefa wpływu ciepła
(SWC).
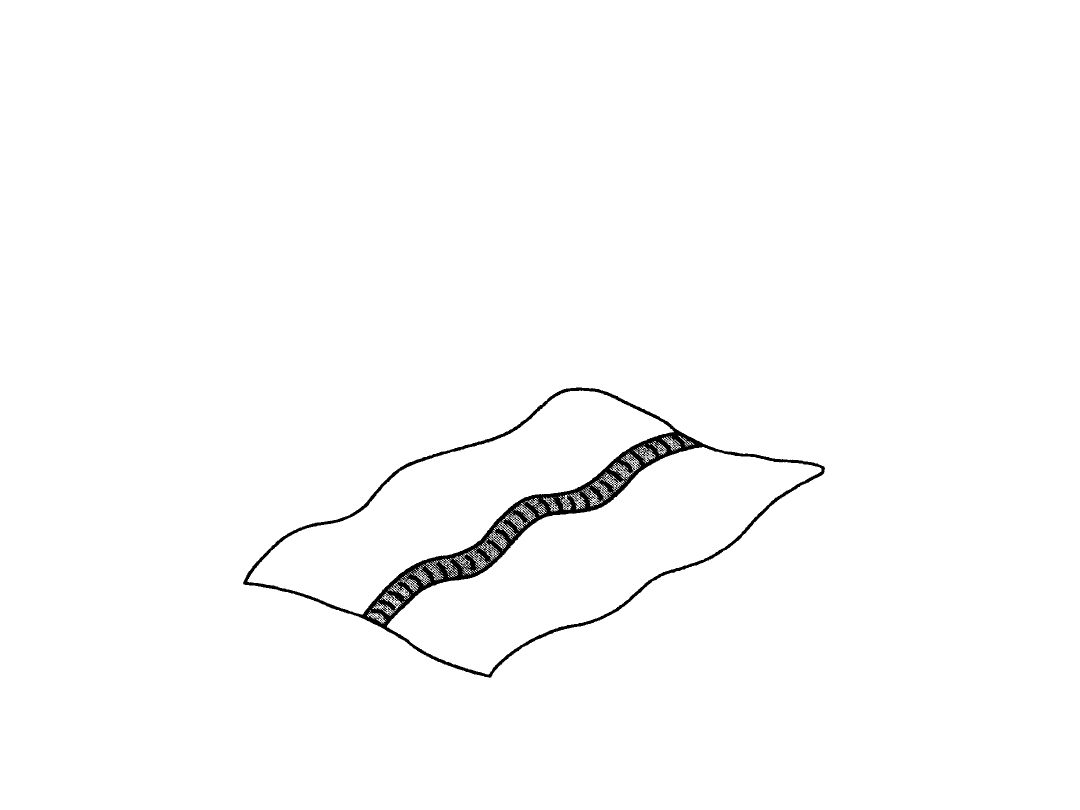
Skutki oddziaływania dużej ilości
ciepła:
•negatywny - pofałdowanie przy spawaniu cienkich
blach; •pozytywny -
niska skłonność do utwardzania i tworzenia pęknięć
w związku z wolnym stygnięciem.
Przykłady zastosowań spawania
gazowego
• Najczęściej za pomocą spawania gazowego
dokonuje się napraw zbiorników po materiałach
łatwopalnych, rurociągów oraz elementów
mosiężnych i żeliwnych (przeważnie metodą „na
gorąco").
• spawanie rurociągu w trudno dostępnym miejscu
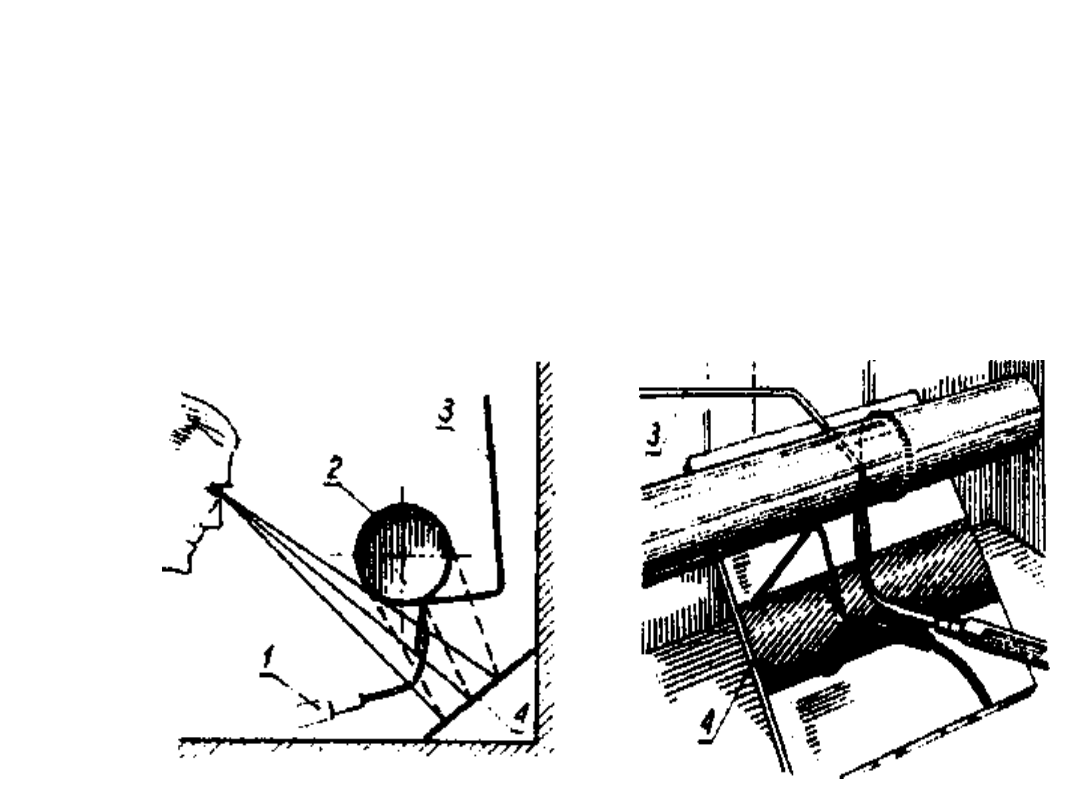
Spawanie rurociągu przy
użyciu lusterka
• 1- palnik
• 2- rura
• 3- spoiwo
• 4- lustro
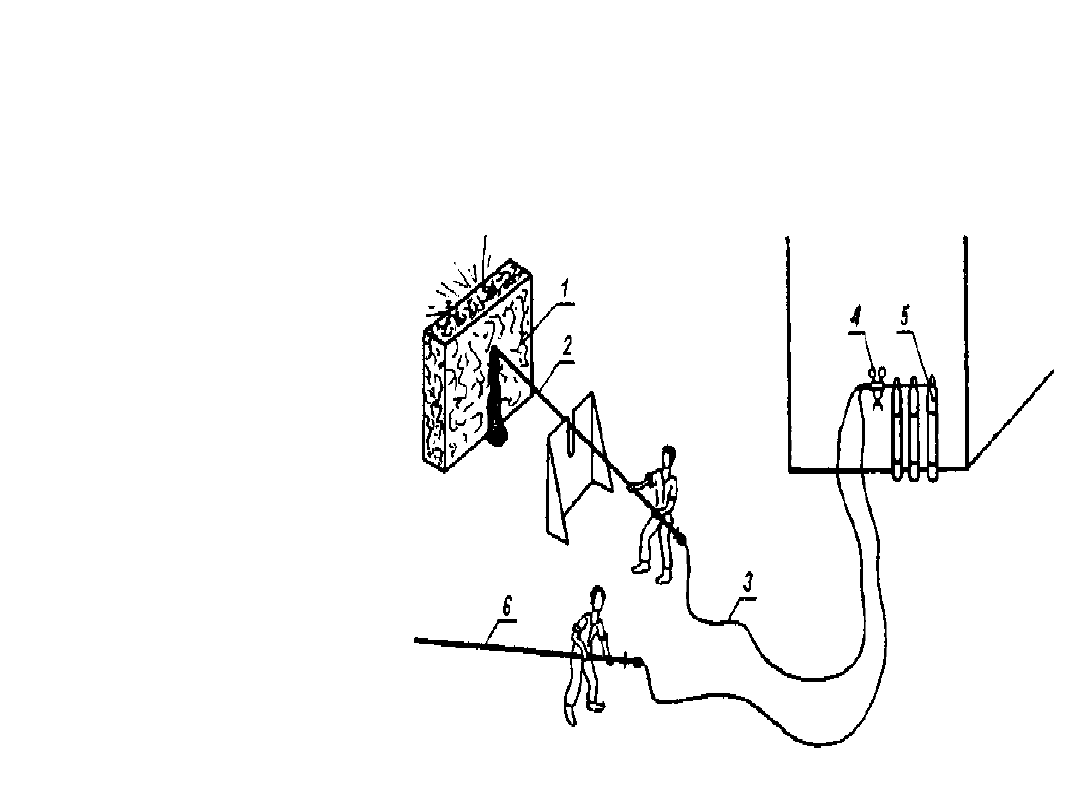
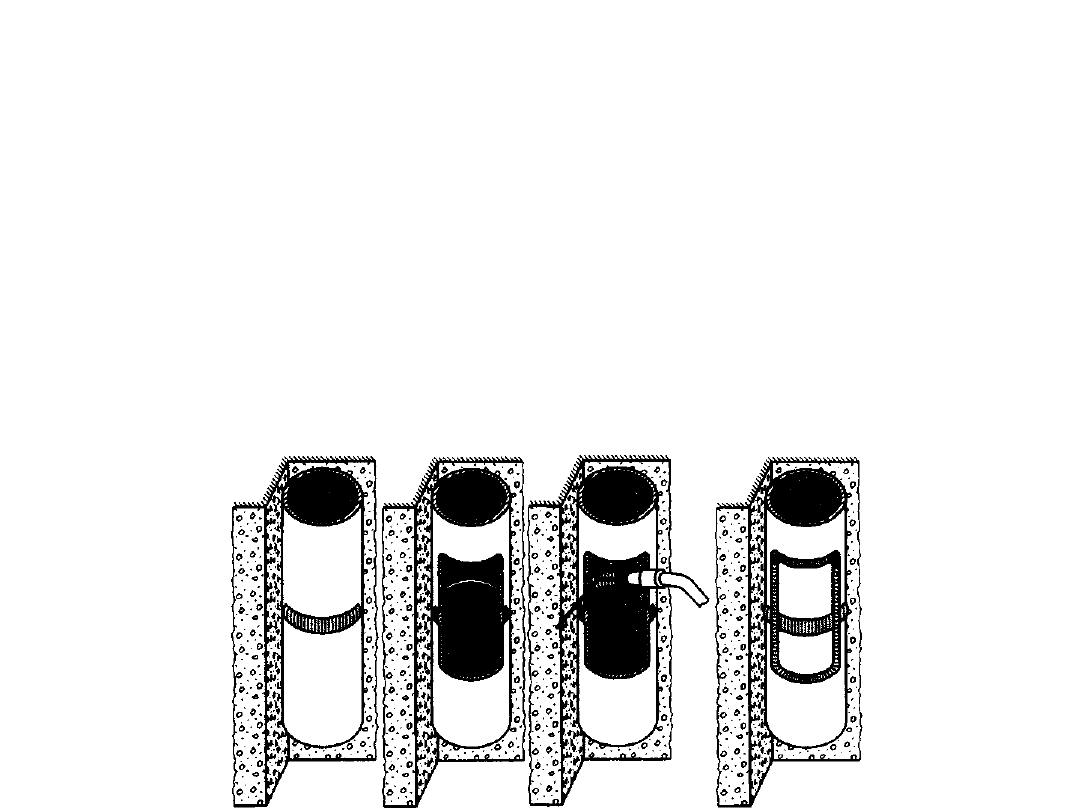
Schemat stanowiska do cięcia
lancą tlenową
• 1- płyta stalowa lub
żelbetonowa
• 2- lanca : rurka stalowa
o średnicy 8-mm
• długości 2-5 m
• 3- wąż tlenowy
• 4 - reduktor centralny
• 5 - zbieracz butli do tlenu
(min. 10 butli)
• 6 - lance do wymiany
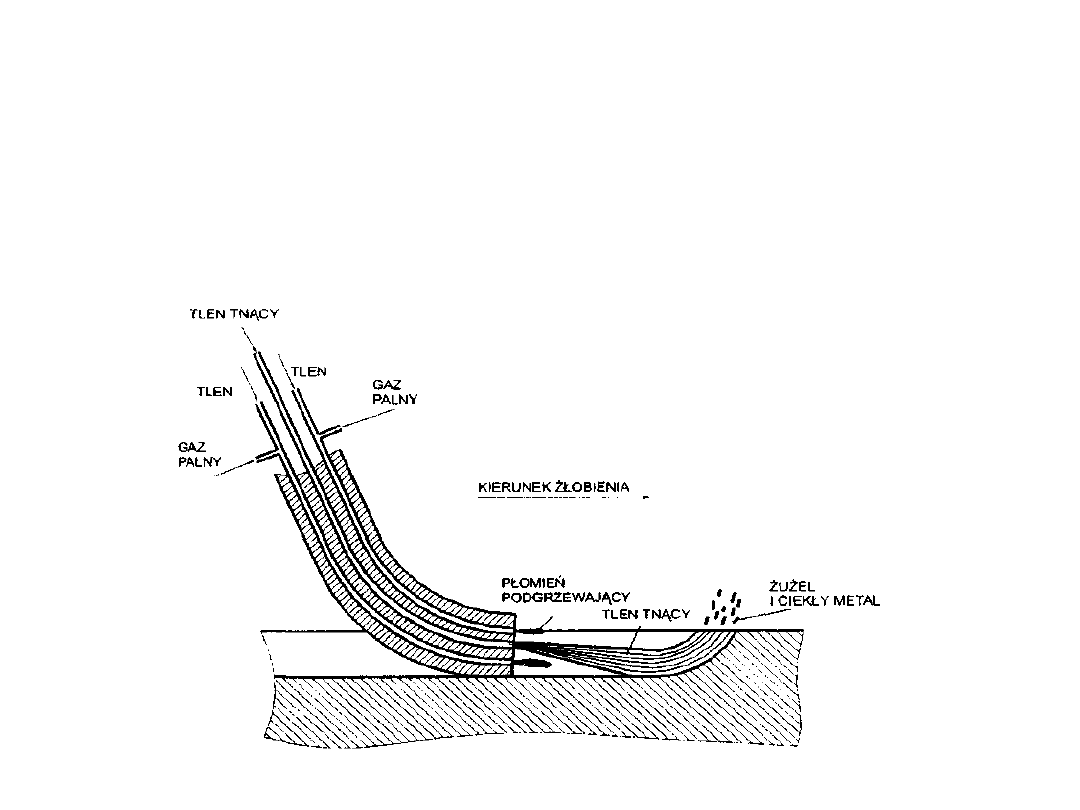
Zasada procesu żłobienia
• Proces żłobienia polega na nagrzaniu materiału do
odpowiednio wysokiej temperatury i wypaleniu metalu po
otwarciu strumienia tlenu tnącego
19
POŁĄCZENIA
Połączenia nierozłączne - spawane
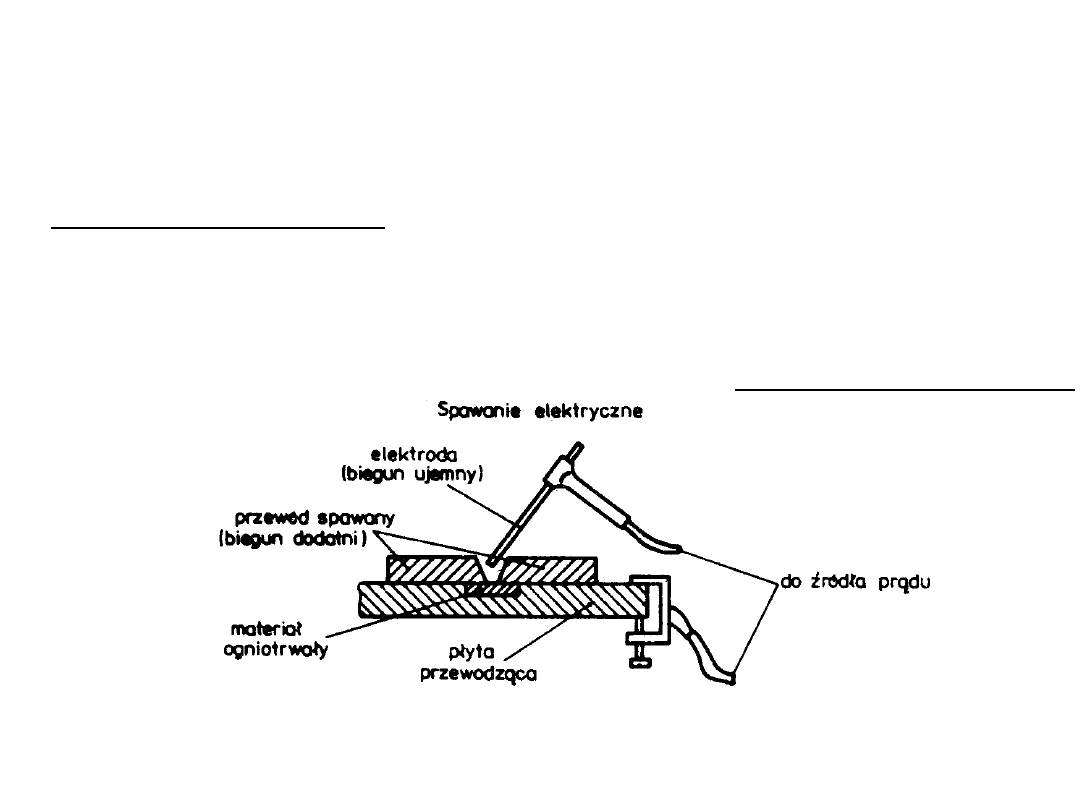
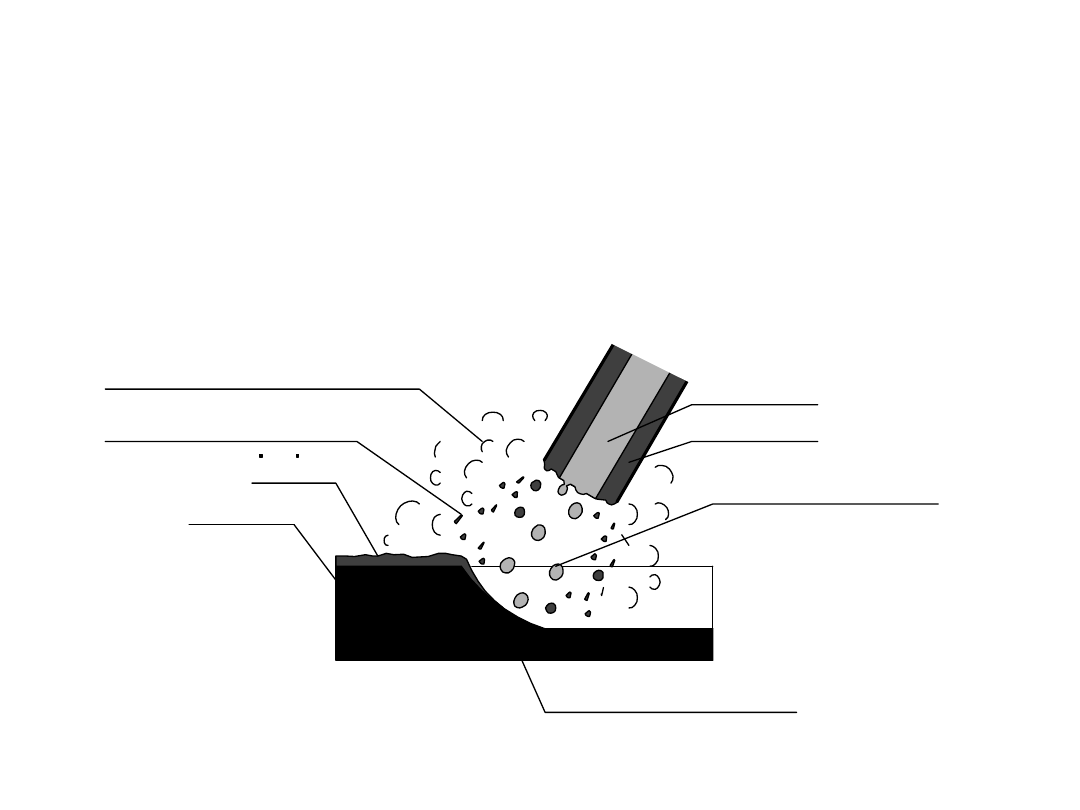
Spawanie elektryczne polega na wytworzeniu łuku elektrycznego
w miejscu tworzenia spoiny. Temperatura w środku łuku rzędu
3800 K powoduje topnienie materiału spawanego, który jest
biegunem dodatnim oraz materiału dodatkowego w postaci drutu
spawalniczego, który jest podłączony do ujemnego bieguna
źródła prądu. Drut spawalniczy jest nazywany elektrodą spawalniczą.

20
• Źródłem ciepła przy spawaniu łukowym
jest łuk elektryczny, jarzący się pomiędzy
końcem
elektrody
a
przedmiotem
spawanym. Ciepło jarzącego się łuku
powoduje topienie się elektrody i brzegów
przedmiotu spawanego. Stopiony metal
elektrody oraz stopiony metal przedmiotu
spawanego tworzą jeziorko ciekłego
metalu, które po zakrzepnięciu stanowi
spoinę, łączącą oba brzegi przedmiotu.
Charakterystyka
21
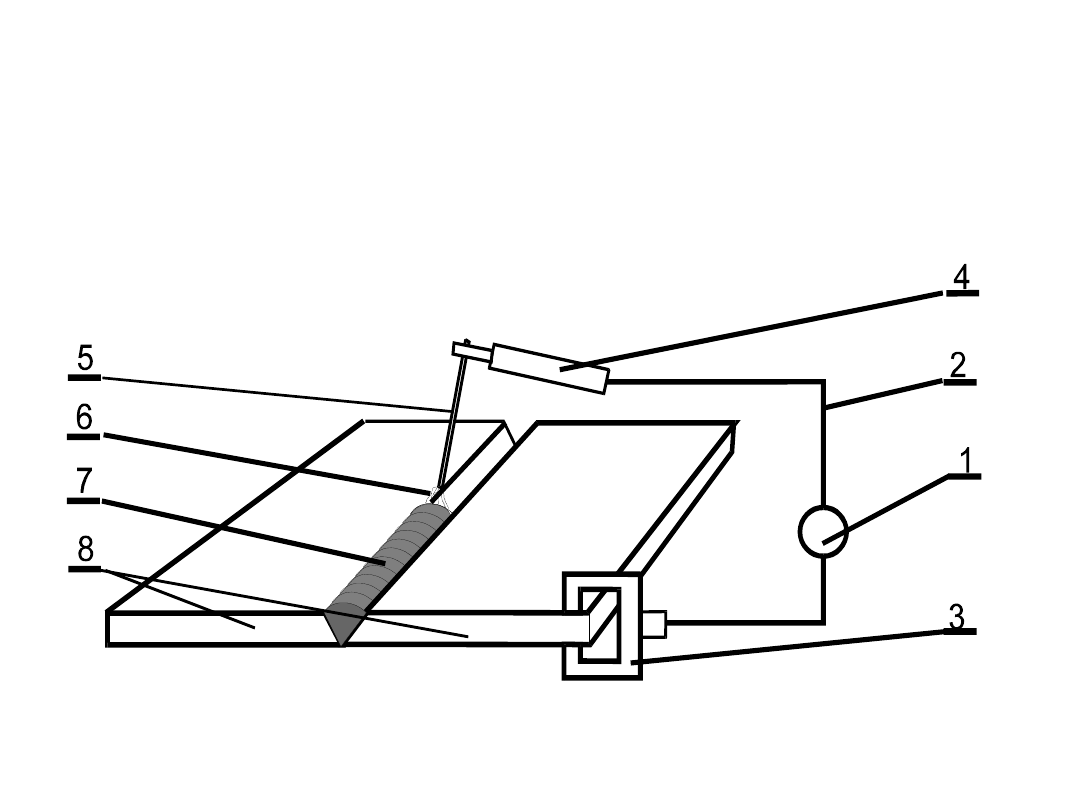
Schemat stanowiska do
spawania ręcznego
elektrodą otuloną
1-
źródło prądu, 2 - przewody obwodu spawania, 3 ‑ zacisk prądowy,
4 - uchwyt elektrody, 5 - elektroda otulona, 6 - łuk elektryczny, 7 -
ułożona spoina, 8 - elementy spawane

22
Parametry procesu spawania
• W przypadku spawania ręcznego elektrodami otulonymi
parametry procesu są następujące:
· gatunek i średnica elektrody;
· rodzaj i biegunowość prądu;
· natężenie prądu;
· liczba warstw w spoinie;
· pozycja spawania.
Dobór elektrod polega na wyborze gatunku elektrody i jej
średnicy. Gatunek elektrody dobiera się odpowiednio do
gatunku spawanego materiału, tj. jego składu chemicznego i
własności
mechanicznych.
Obowiązuje
zasada,
że
wytrzymałość
stopiwa
nie
może
być
mniejsza
od
wytrzymałości materiału rodzimego. Średnicę elektrody
uzależnia się od grubości materiału spawanego. Grubszy
materiał pozwala na stosowanie elektrod o większych
średnicach.

23
Dobór prądu spawania
• Natężenie prądu można orientacyjnie dobrać z
zależności:
J
sp
= k
d
el
• gdzie:
J
sp
- natężenie prądu spawania [A];
d
el
-średnica elektrody [mm];
k - współczynnik zależny od średnicy elektrody;
k = 25 30 [A /mm] dla d
el
= 2 mm;
k = 30 40 [A /mm] dla d
el
= 2 4 mm;
k = 40 60 [A /mm] dla d
el
= 4 6 mm.
24
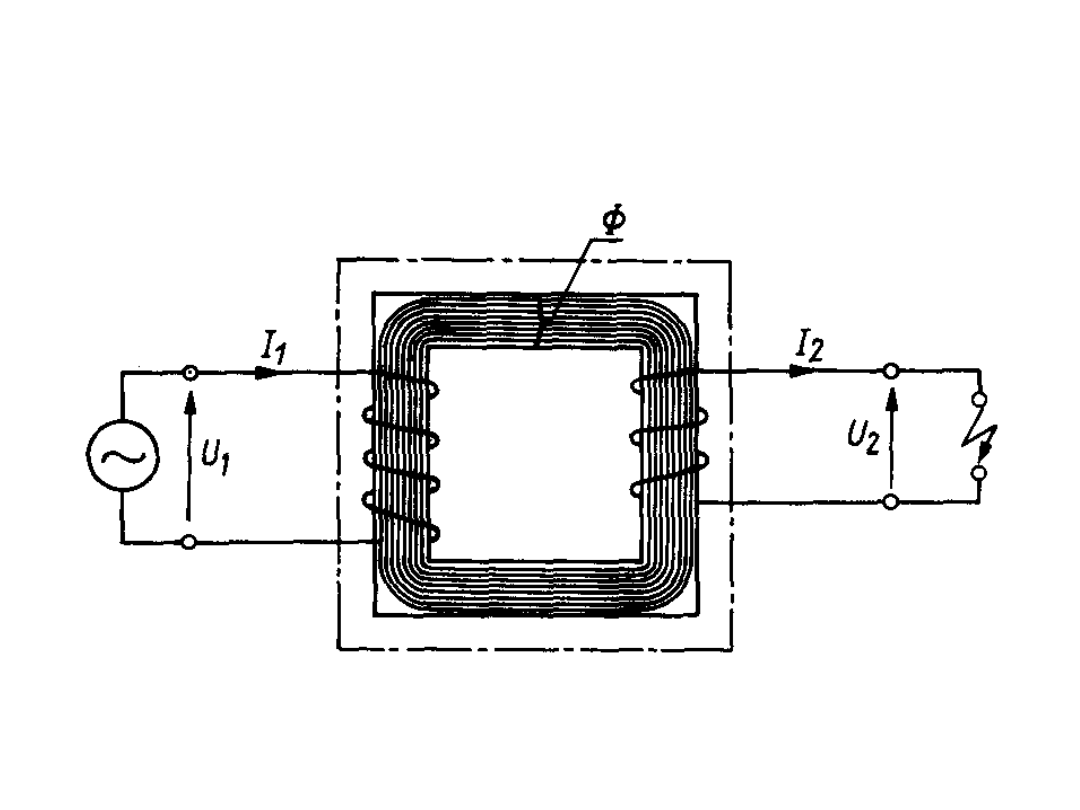
Urządzenia spawalnicze
Schemat transformatora
:
U
1
- napięcie na zaciskach strony pierwotnej,
U
2
- napięcie na zaciskach strony wtórnej, I
1
- prąd strony pierwotnej,
I
2
- prąd strony wtórnej,
- strumień magnetyczny w magnetowodzie
transformatora

25
•
Prostowniki spawalnicze przekształcają
prąd przemienny na wyprostowany o
odpowiednio ukształtowanej charakterystyce
zewnętrznej i o wy-maganym zakresie prądu
spawania. Składają się one z: transformatora,
zespołu prostowniczego, układu
sterująco - nastawczego i innych elementów.
•
Przetwornice spawalnicze są to zespoły
dwumaszynowe, składające się z silnika
napędowego i prądnicy spawalniczej. Silnikiem
napędowym jest najczęściej asynchroniczny
trójfazowy silnik elektryczny. Może nim być także
silnik prądu stałego lub silnik spalinowy. Prądnice
spawalnicze są maszynami prądu stałego lub
przemiennego o zwiększonej częstotliwości.
d.c.
ELEKTRODY:
•TOPLIWE
Otulone, nieotulone (gołe)
•Cienko otulone, średniootulone, grubo otulone
•Kwaśne, zasadowe, rutulowe [TiO2]
1.Ciągliwe (drut obwijany z bębna, nieskończona długość), krótkie
2.Specjalne – utleniające, do napawania, do żłobienia itd.
•NIETOPLIWE
Wolframowe, węglowe
FUNKCJE OTULINY:
•Umożliwić zajarzenie łuku przez zjonizowanie przestrzeni łukowej
•Prawidłowe i spokojne przenoszenie kropli z elektrody do jeziorka ciekłego
metalu
•Ochrona kropli oraz jeziorka ciekłego metalu przed wpływami
atmosferycznymi (N2, H2, O2)
•Gwarantować prawidłowy skład chemiczny spoiny (dostarczać wypalone
podczas spawania dodatki stopowe)
•Wytworzyć żużel, którego zadaniem jest kształtowanie lica spoiny oraz
spowolnienie stygnięcia spoiny i ochrona
rdzeń metalowy
otulina
krople spoiwa
krople topnika
zuzel
warstwa ochronna
gazów i par
płynne jeziorko
spoina
Formowanie spoiny przy spawaniu elektrycznym łukowym
elektroda otuloną
Podczas spawania topi się rdzeń elektrody i w postaci kropel
przenoszony jest do spoiny. Znaczne siły działające w łuku
elektrycznym na krople spoiwa powoduje, że można prowadzić
spawanie w dowolnej pozycji, także z dołu do góry.
Przy spawaniu stali węglowej rdzeń (drut) wykonany jest
najczęściej ze stali ST3S.
Topi się także otulina elektrody. Część stopionej otuliny
odparowuje tworząc osłonę łuku, część w postaci kropel opada na
jeziorko spoiny
POZYCJE SPAWALNICZE – położenie
elektrody względem spoiny w
przestrzeni
-Naboczna (styk podłogi ze ścianą)
-Naścienna
-Pionowa
-Okopowa
-Pułapowa
Podolna – jedyna pozycja
swobodna
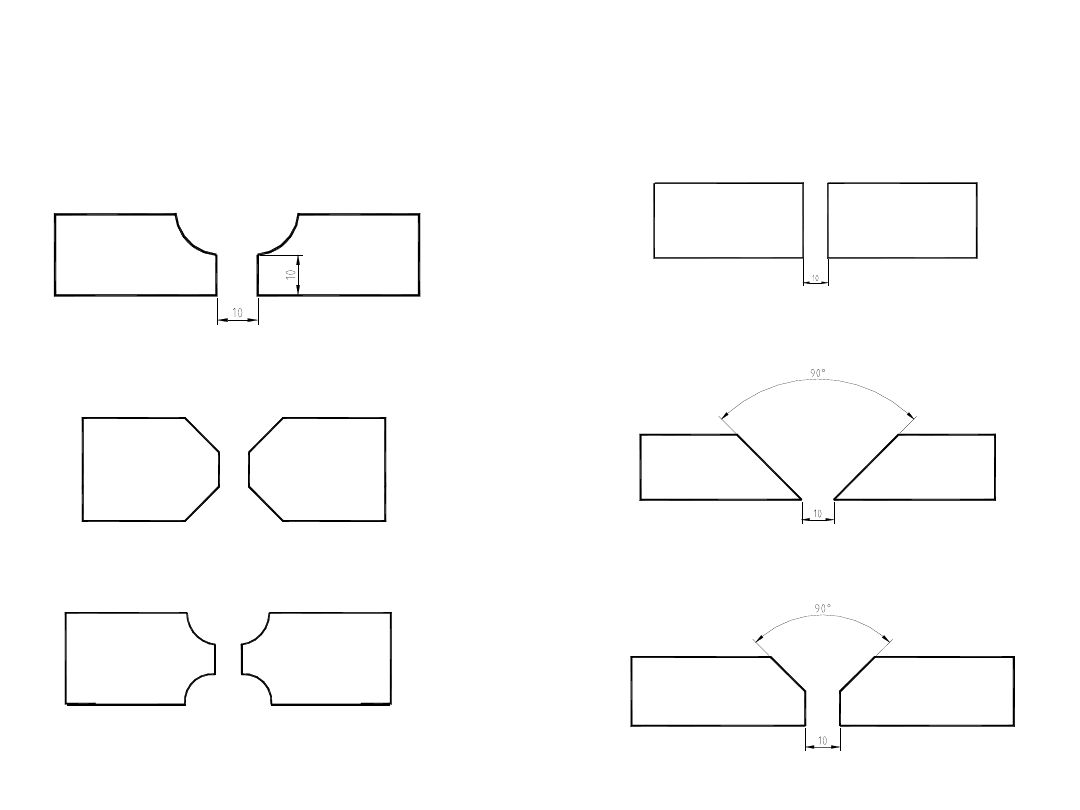
PRZYGOTOWANIE BRZEGÓW DO SPAWANIA – ROWKI
SPAWALNICZE
Przed przystąpieniem do spawania materiał musi być przygotowany tzn.
odpuszczony, oczyszczony i zukosowany. Muszą być usunięte zabrudzenia
mechaniczne: farba, korozja, smary, brudy tłuste i wykonany rowek
spawalniczy (gwarantuje to wytrzymałość spoiny). Spoina czołowa (złącze
doczołowe) – blachy przycięte na równo
Rowek V - przetopiony przez całą grań,
grubsza blacha
•Rowek Y – kąt, próg
Rowek U – blachy grube
Rowek X – spawanie dwustronne
Rowek 2U
Spoina czołowa (złącze
doczołowe)
blachy przycięte na równo
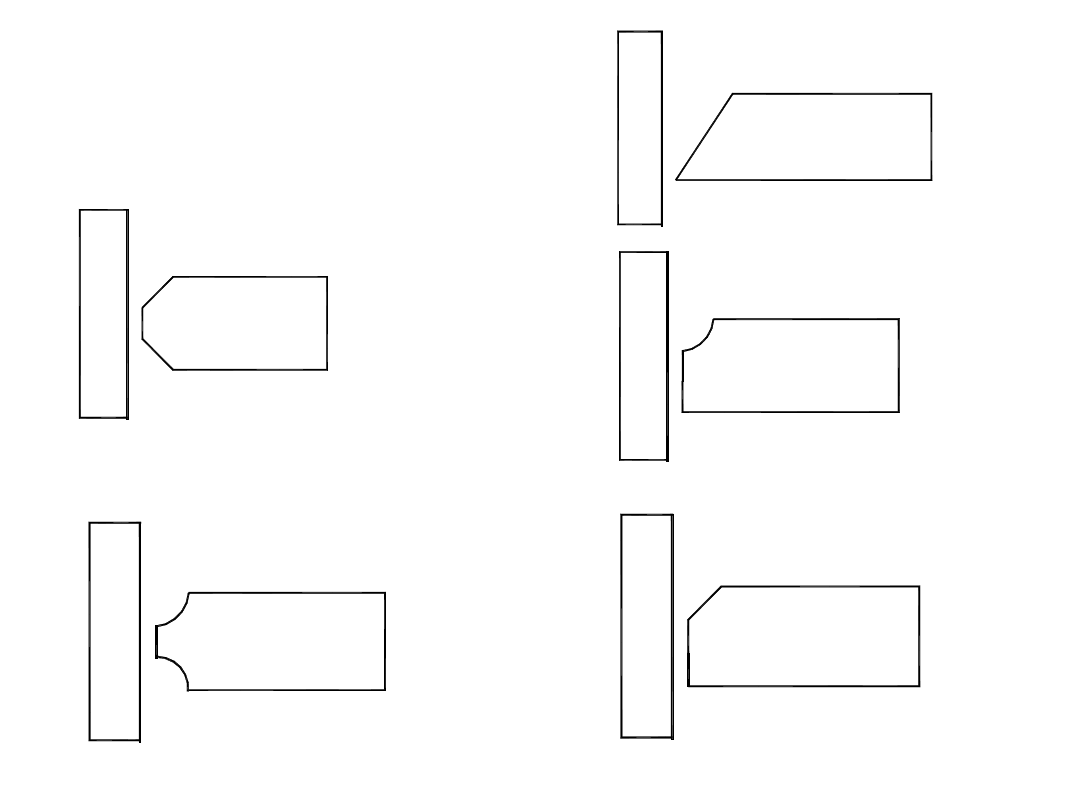
Spoiny pachwinowe
Rowek 1/2Y
Rowek K – rowek dwustronny
Rowek J
Rowek B
Rowek 1/2V
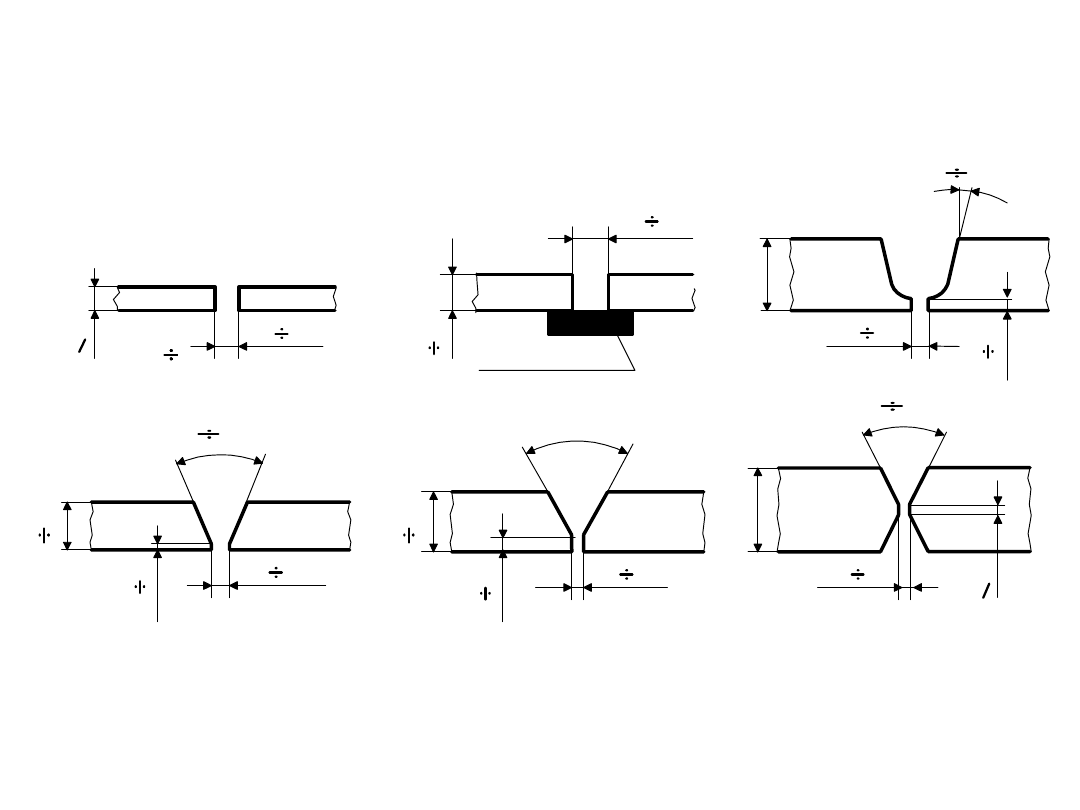
Kształt i wymiary ukosowania zależą od zastosowanej metody
spawania i od grubości łączonych przedmiotów w miejscu łączenia.
Na rysunku przedstawiono przykłady, zalecanego przez PN-EN 29692,
ukształtowania brzegów przy spawaniu łukowym elektrodami
otulonymi.
0 3
<
1
4
1 4
4
4
4
<
3
0
2
2
40
60
o
6 8
3
8
5
40
10
60
o
>1
2
>1
0
podk³adka
60
o
8
12
o
2
4
Przykłady przygotowania brzegów blach do spawania
łukowego elektrodami otulonymi
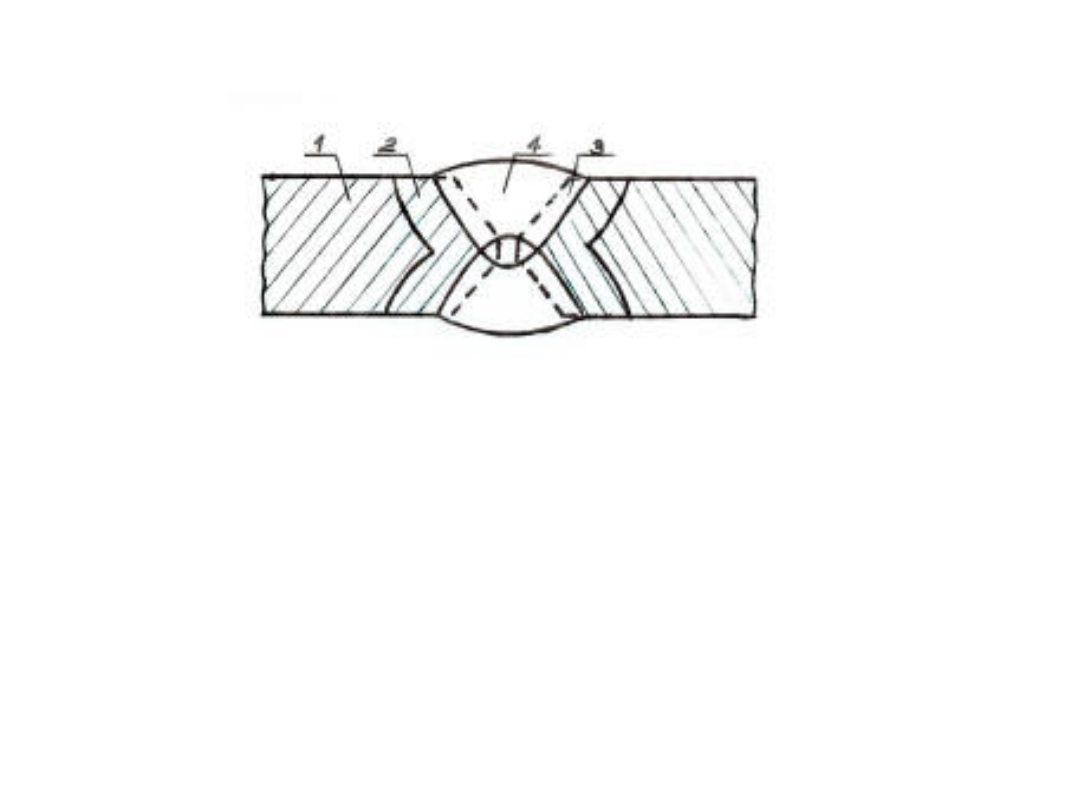
BUDOWA ZŁĄCZA SPAWANEGO
1. Strefa metalu rodzimego – jest częścią materiału spawanego, która pod
wpływem spawania nie uległa zmianom chemicznym ani takiemu nagrzaniu,
które by wywołało zmiany w budowie krystalicznej materiału.
2. Strefa wpływu ciepła – zwana inaczej strefą przejściową, jest to ta część
materiału, która nie ulega zmianom chemicznym, ale została nagrzana do tak
wysokiej temperatury, że nastąpiła zmiana struktury materiału.
3. Strefa wtopienia – jest to stosunkowo wąska strefa materiału rodzimego,
który uległ podczas spawania przetopieniu, w wyniku czego nastąpiło
częściowe wymieszanie się materiału spoiwa z materiałem rodzimym.
4. Strefa spoiny – część złącza, która powstała głównie z materiału spoiwa,
który przeszedł w czasie spawania w stan płynny, a następnie zakrzepł
w spoinie.
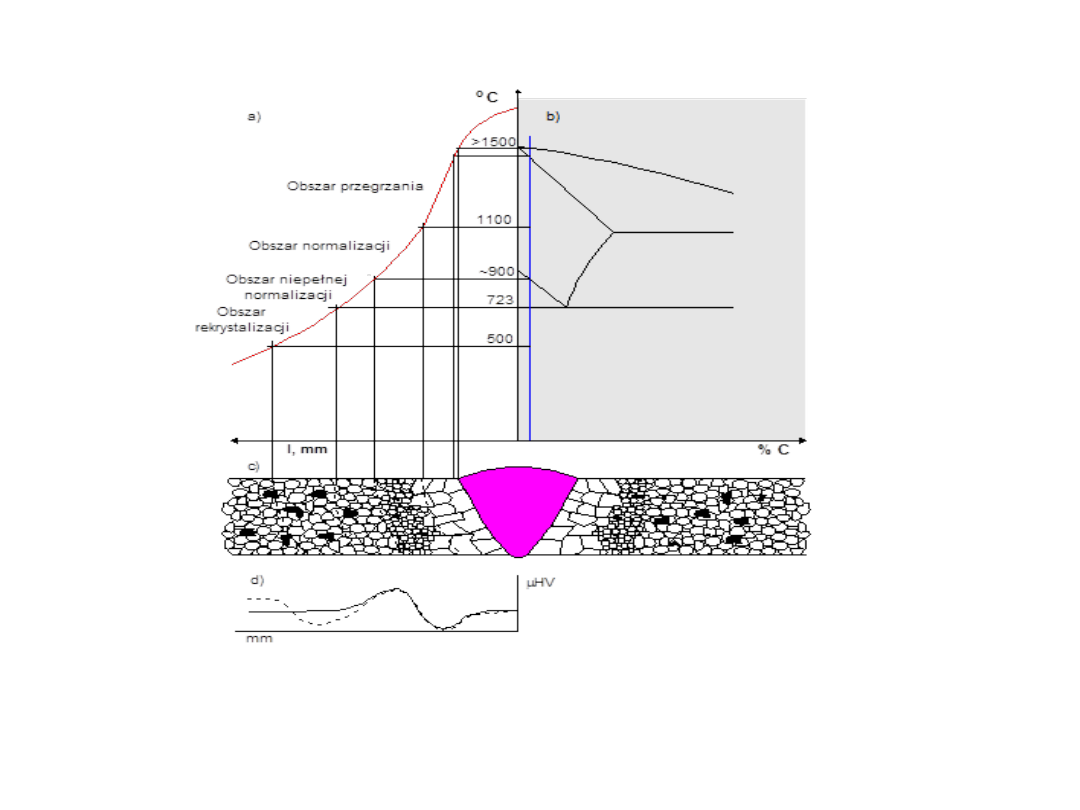
Wpływ temperatury na strukturę złącza spawanego
Wpływ temperatury na strukturę złącza spawanego: a) rozkład temperatury
na powierzchni złącza, b) wykres żelazo – węgiel, c) poglądowy rysunek
budowy złącza,
d) rozkład mikrotwardości w złączu spawanym
34
POŁĄCZENIA
Połączenia nierozłączne - spawane
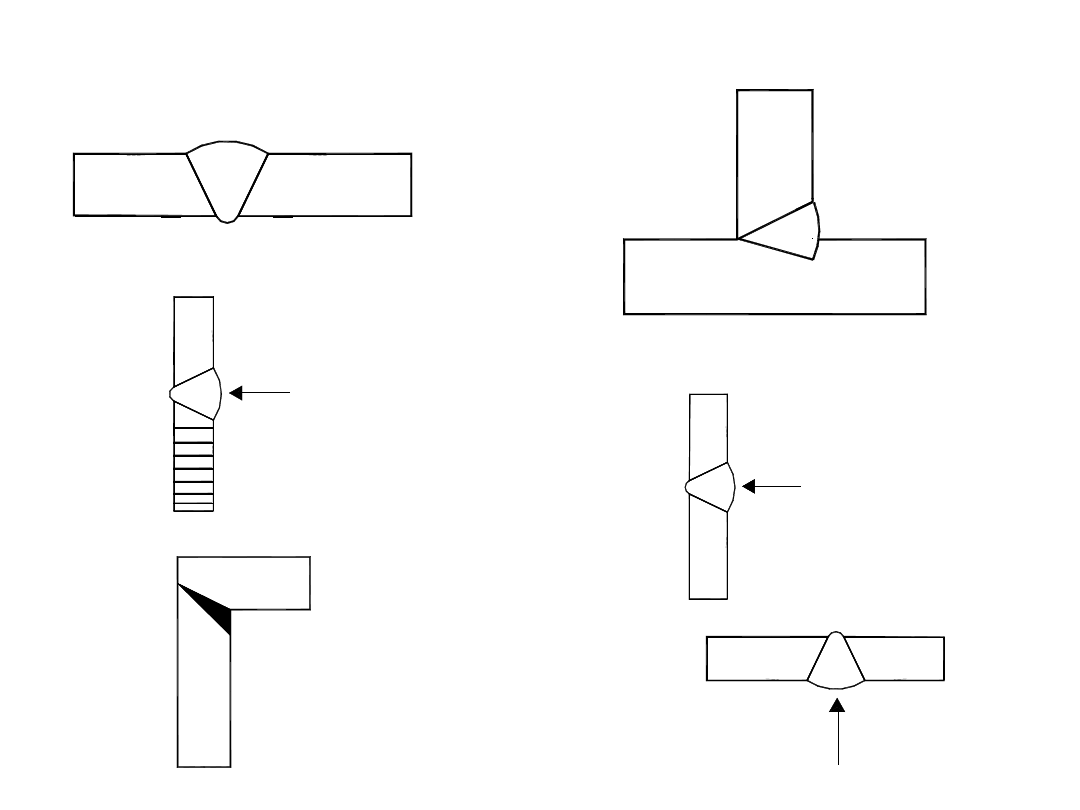
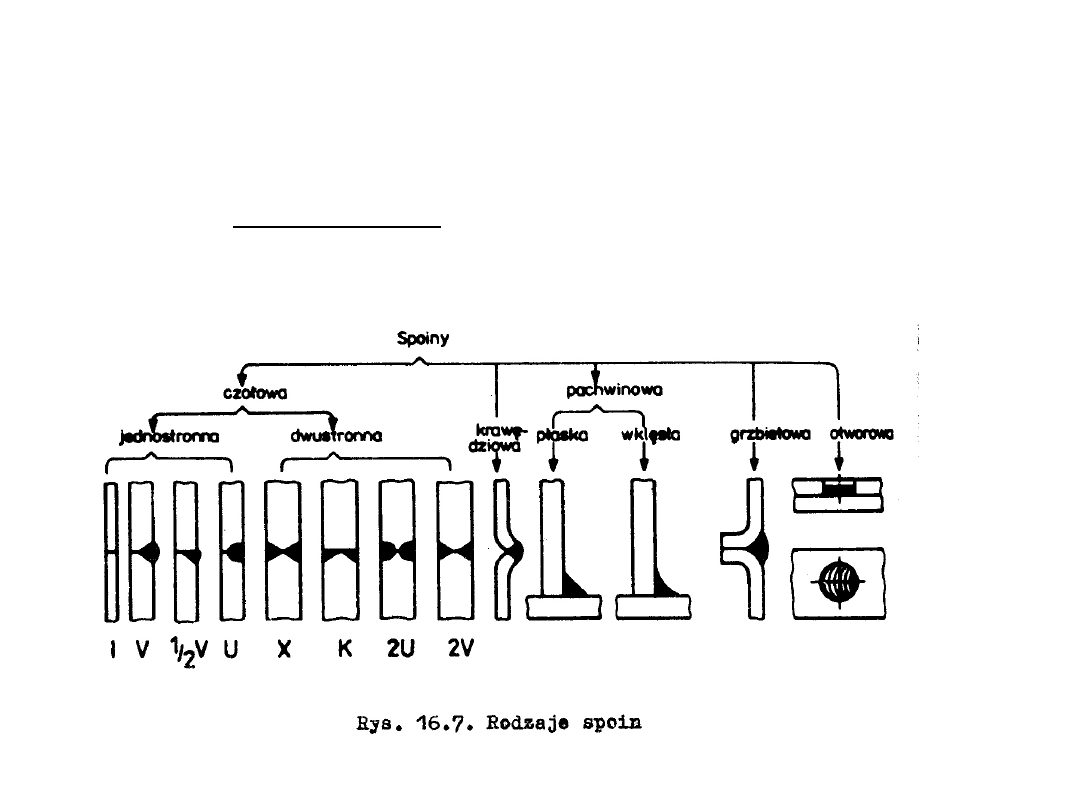
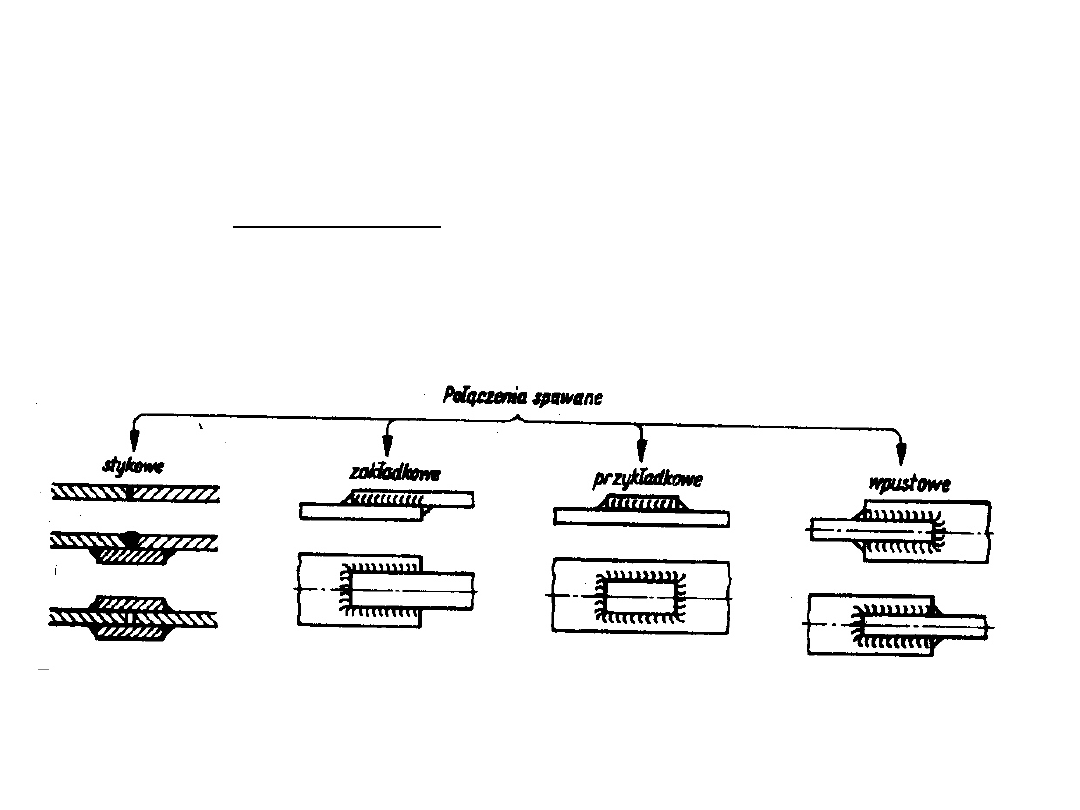
Rodzaje spoin
W zależności od potrzeby można stosować różne rodzaje spoin:
35
POŁĄCZENIA
Połączenia nierozłączne - spawane
Rodzaje spoin
W zależności od wzajemnego ułożenia łączonych elementów połączenia
spawane mogą być:
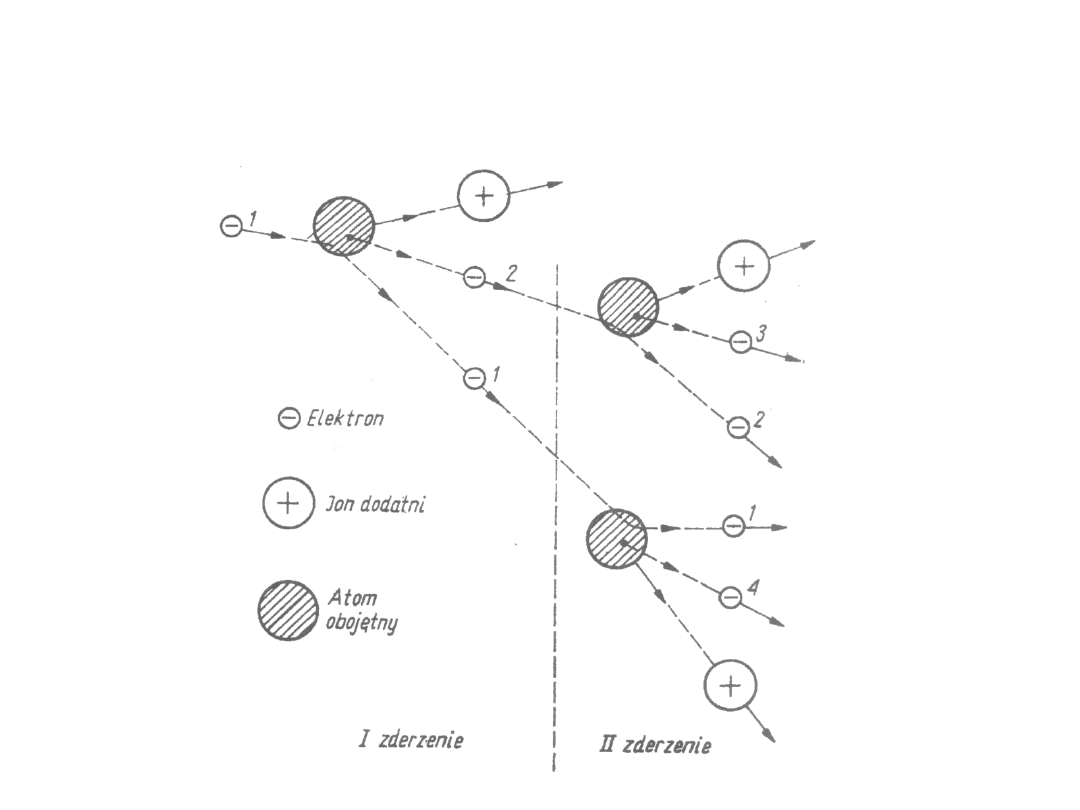
Jonizacja przestrzeni
międzyelektrodowej
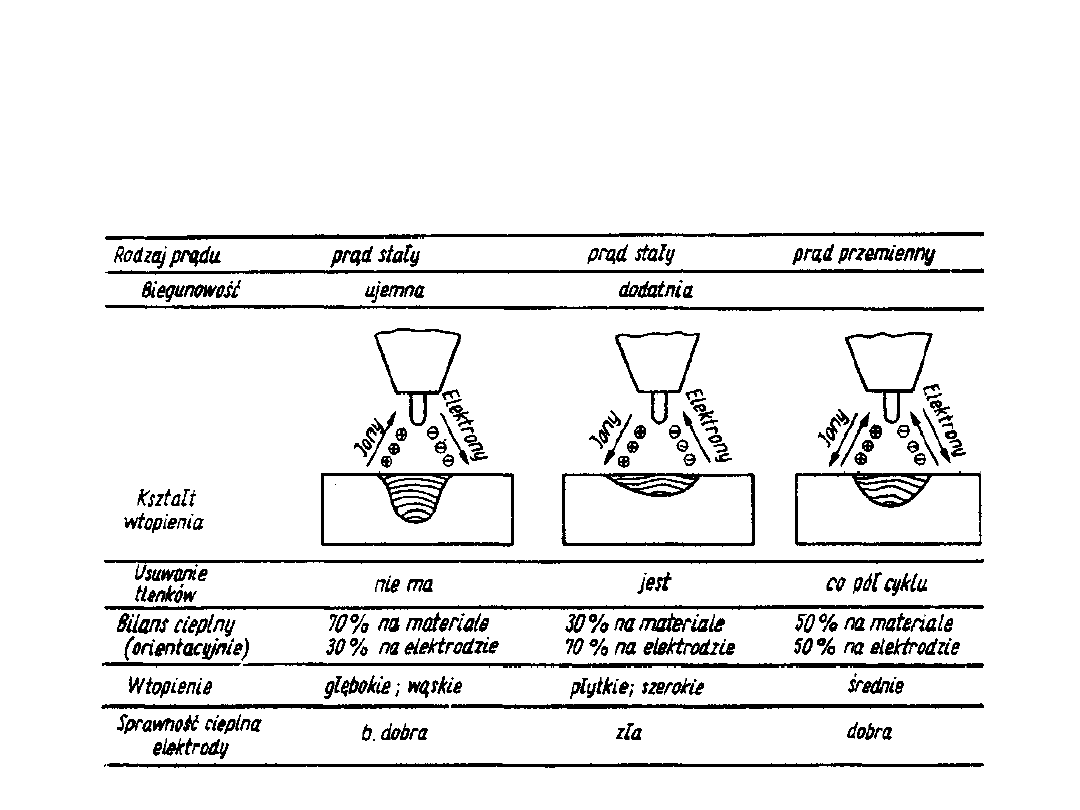
Wpływ rodzaju prądu i
biegunowości łuku na rozdział
ciepła
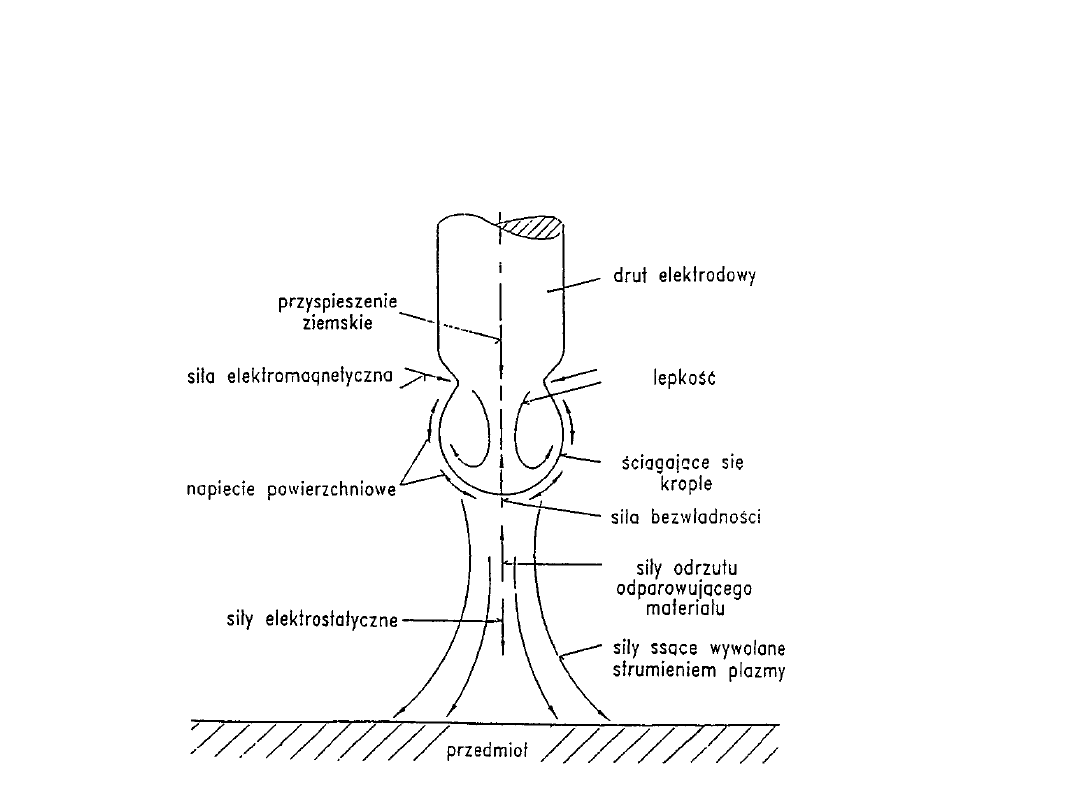
Odrywanie kropli stopionego
metalu od końca drutu
elektrodowego
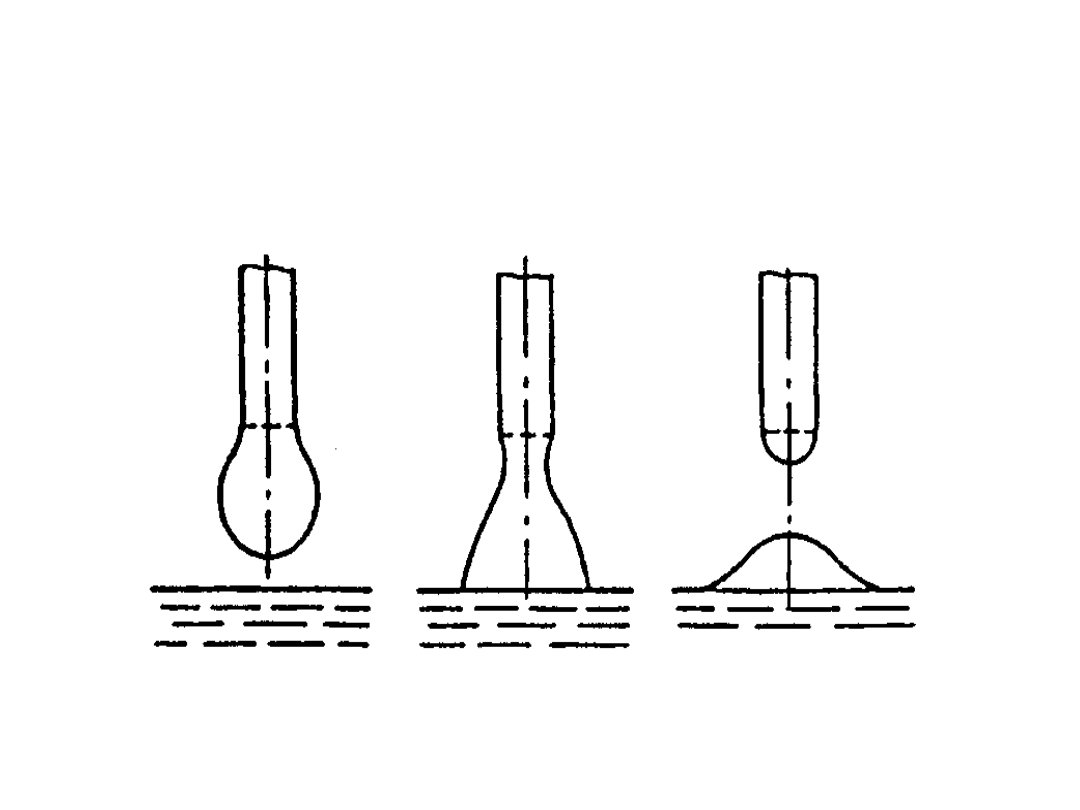
Przenoszenie zwarciowe
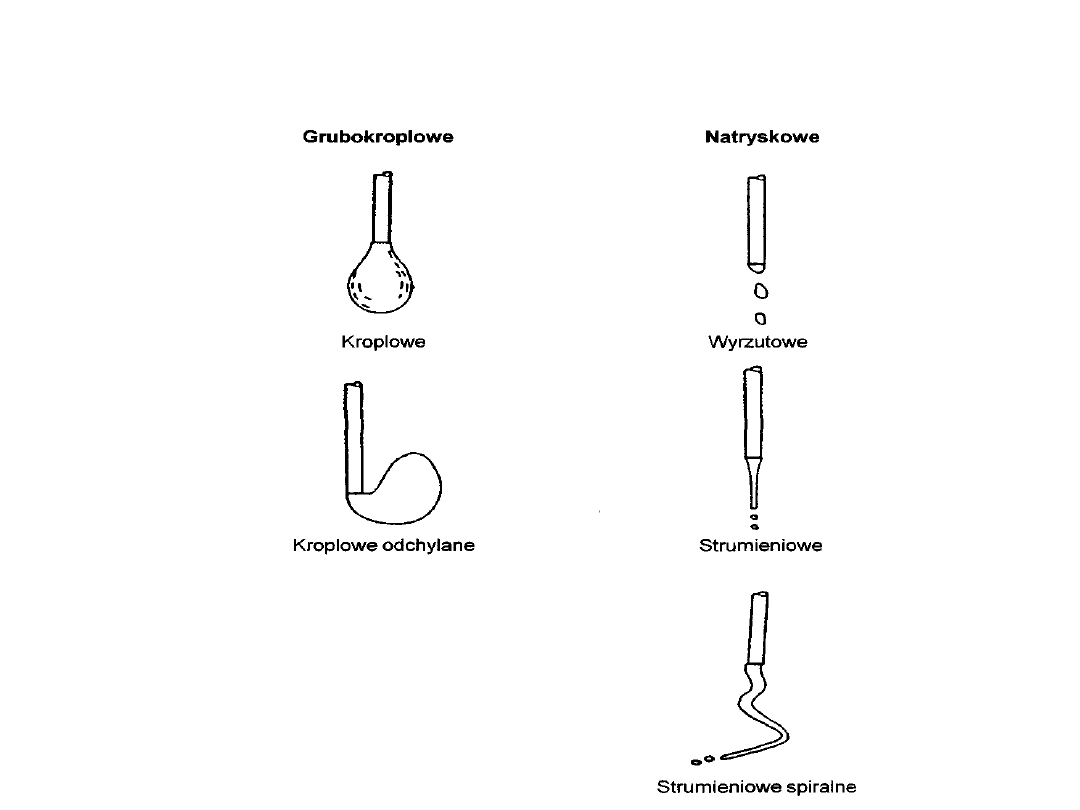
Przenoszenie bezzwarciowe
41
POŁĄCZENIA
Połączenia nierozłączne - spawane
Zalety i wady połączeń spawanych
Zalety:
1. Względnie niski koszt urządzeń i samego procesu spawania.
2. Krótki czas wykonywania połączenia.
3. Łatwość wprowadzania zmian konstrukcyjnych.
4. Stosunkowo duża szczelność połączeń spawanych.
5. Możliwość łączenia elementów o różnych rozmiarach.
Wady:
1. Zależność jakości połączenia (spoiny) od umiejętności i staranności
spawacza (przy spawaniu ręcznym).
2. Możliwość wystąpienia odkształceń cieplnych mogących powodować
pęknięcia lub inne uszkodzenia łączonych części.
3. Trudność lub niemożność łączenia części wykonanych z różnych
materiałów.
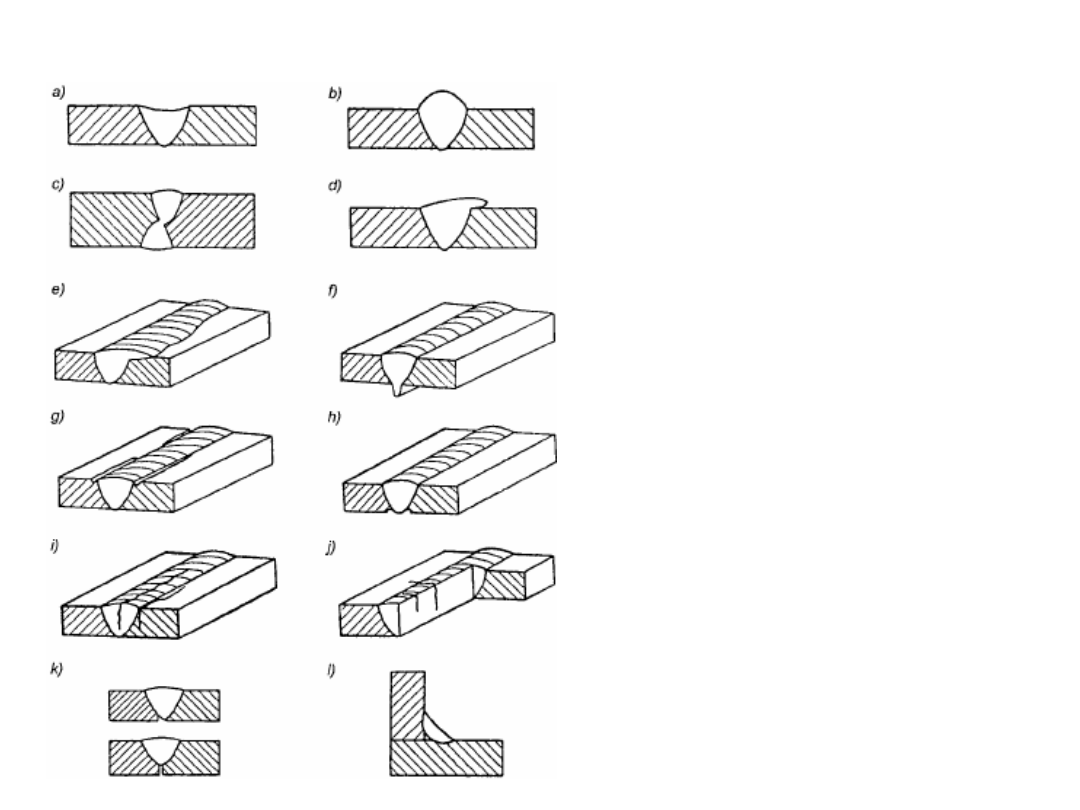
a) - wklęśnięcie lica,
b) - nadmierny nadlew lica,
c) - nieprawidłowość spoiny,
d) - nawis lica,
e) - rozlew lica,
f) - wyciek grani,
g) - podtopienie lica,
h) - podtopienie grani,
i) - pęknięcie wzdłużne,
j) - pęknięcia poprzeczne,
k) - brak przetopu spoiny
jednostronnej w złączu
doczołowym,
l) - brak przetopu spoiny
pachwinowej w złączu kątowym.
PRZYKŁADY WAD W SPAWANYCH ZŁĄCZACH METALI
Pękanie połączeń spawanych
Pękanie połączeń spawanych zachodzi, jeżeli w złączu
występują naprężenia oraz czynniki i okoliczności
powodujące zmniejszenie zdolności materiału do
przenoszenia naprężeń. Występowanie naprężeń jest
warunkiem koniecznym do powstawania i rozwoju
pęknięć. Przy spawaniu w złączu zawsze występują
naprężenia własne, spowodowane nierównomiernym
nagrzaniem elementów w okresie formowania spoiny. Na
złącze przeważnie działają obciążenia zewnętrzne. Siły i
momenty zewnętrzne powodują zwiększenie lub
zmniejszenie tych naprężeń. Jednak, wobec występowania
naprężeń własnych, bez przykładania obciążeń
zewnętrznych, mogą nastąpić pęknięcia, jeżeli w spoinie
lub w strefie wpływu ciepła występują niekorzystne
czynniki i warunki. Różne przypadki pękania: pękanie na
gorąco, na zimno, pękanie lamenarne, pękanie kruche,
znajdują wytłumaczenie w występowaniu określonych
czynników i warunków
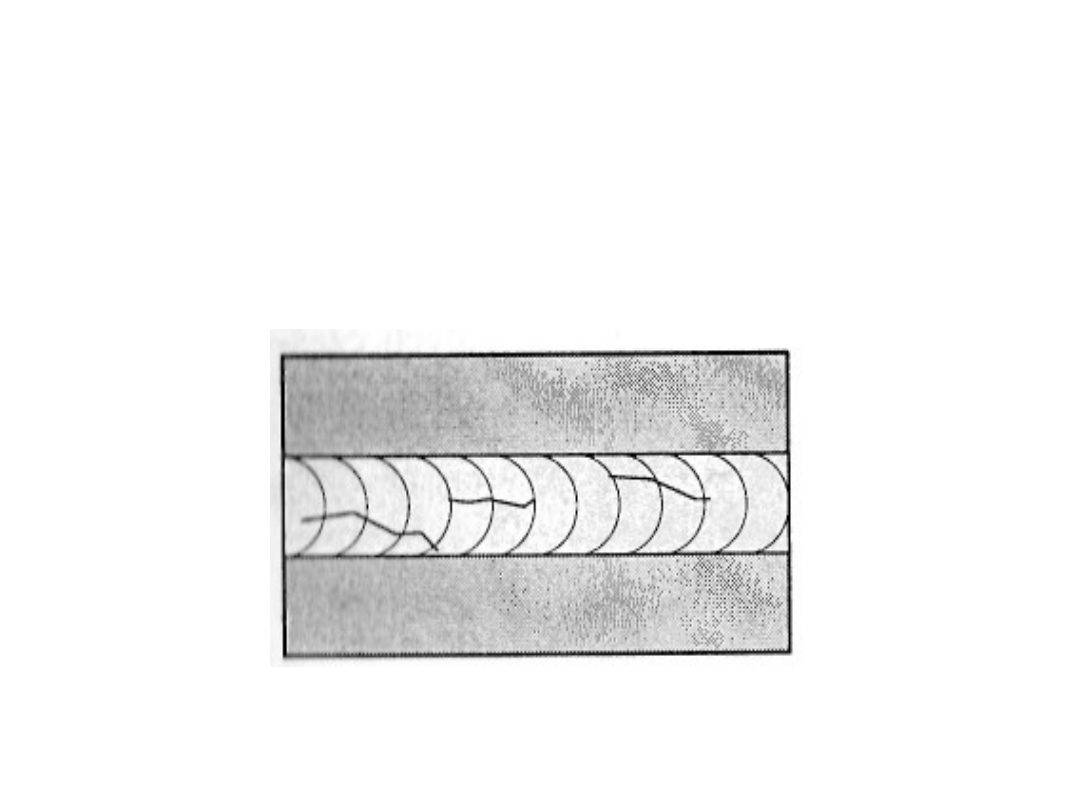
Pękanie na gorąco
Pękanie na gorąco zachodzi w temperaturze solidusu, w warunkach
krystalizacji spoiny (współistnienie fazy stałej i ciekłej). Dla stali
konstrukcyjnych będzie to temperatura około 1300°C, lecz w przypadku
występowania niskotopliwych związków pękanie może nastąpić poniżej
temperatury 1000°C. Pęknięcia na gorąco przebiegają między ziarnami
(kryształami). Mają przebieg skomplikowany i usytuowane są najczęściej w
pobliżu osi spoiny i równolegle do niej (prostopadle do kierunku
odprowadzania ciepła)

Przyczyny powstawania pęknięć na
gorąco
Do najważniejszych czynników sprzyjających pękaniu na gorąco należą:
•Występowanie szkodliwych domieszek (siarka, fosfor, ołów, bor, cyna, cynk),
tworzących niskotopliwe eutektyki obniżające międzykrystaliczną spójność
spoiny w czasie krzepnięcia. Eutektyka tych pierwiastków wydziela się na
granicach ziaren. Najbardziej niebezpieczna jest siarka tworząca eutektykę
Fe-FeS o temperaturze krzepnięcia 988°C. Powoduje to zmniejszenie pola
powierzchni czynnego przekroju, przenoszącego naprężenia. Koncentracja
naprężeń wywołana miejscowymi zmianami przekroju może spowodować
wzrost wartości naprężeń i w efekcie może doprowadzić do zainicjowania
pęknięcia.
•Długi czas krzepnięcia. Zachodzi tu podobieństwo do omówionego wpływu
szkodliwych domieszek. Powierzchnia przekroju przenoszącego naprężenia
jest zmniejszona z powodu występowania obszarów fazy ciekłej. Dodatkowo,
przy stosunkowo powolnym rozwoju fazy stałej, pogłębia się niekorzystna
relacja między narastaniem wewnętrznych sił rozciągających i wzrostem pola
powierzchni czynnego przekroju spoiny.
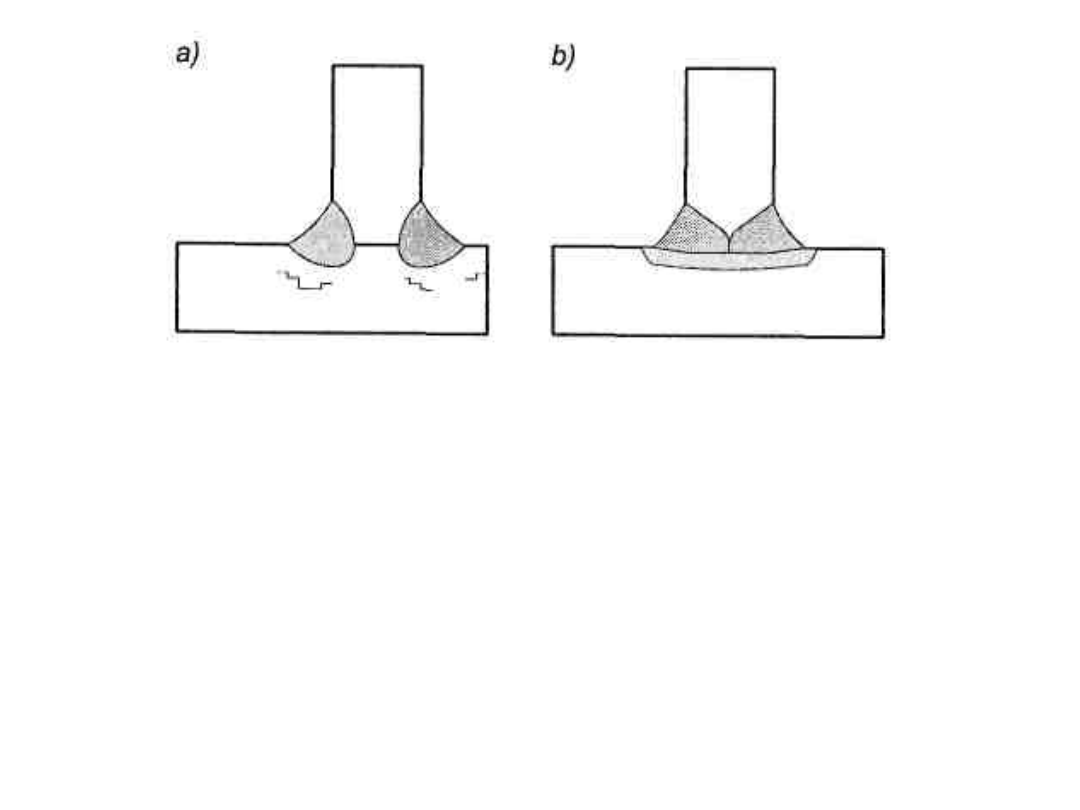
•Niewłaściwy kształt spoiny sprzyjający kumulacji zanieczyszczeń w
określonym miejscu lub powodujący zwiększenie naprężeń rozciągających. Za
najkorzystniejszy, zmniejszający zagrożenie powstawania pęknięć na gorąco,
jest uznawany kształt określony przez współczynnik kształtu spoiny Ψ = 1
(współczynnik kształtu spoiny Ψ jest stosunkiem największej szerokości do
wysokości spoiny, Ψ = B/H),
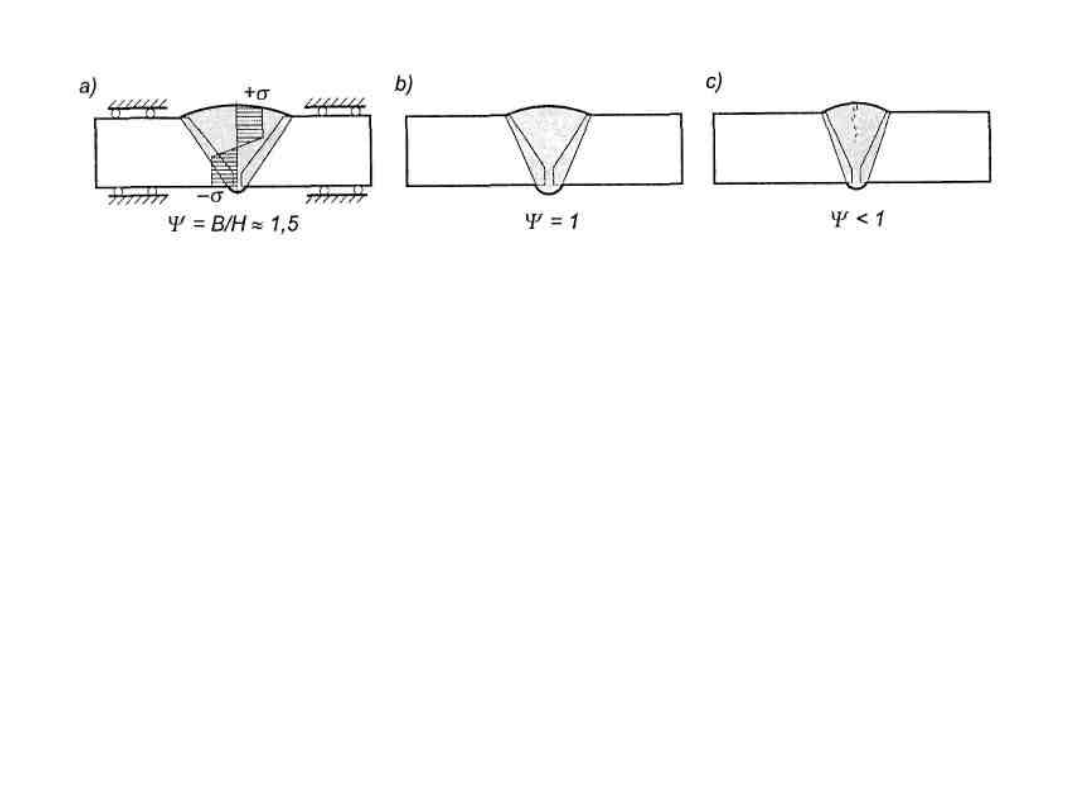
Wpływ kształtu spoiny na rozwój pęknięć na
gorąco
Przeciwdziałanie pękaniu na gorąco
Przeciwdziałanie pękaniu na gorąco mogą być następujące;
•modyfikacja składu chemicznego stopiwa w celu zawężenia zakresu
temperatur krystalizacji stopionej spoiny i podwyższenia zdolności do
odkształceń plastycznych w wysokich temperaturach;
•stosowanie stali i stopiwa o maksymalnym ograniczeniu szkodliwych
domieszek: siarki, fosforu, a także innych domieszek tworzących niskotopliwe
eutektyki, np. ołowiu. Zawartość S i P nie powinna przekraczać 0,04%. Im
wyższej jakości jest stal, tym niższa jest zawartość domieszek szkodliwych i
tym staranniej przestrzegane są parametry technologiczne procesu wytopu
stali, a także bardziej dokładny jest system kontroli jakości stali. Dlatego
pękanie na gorąco występuje częściej w stalach węglowych zwykłej jakości
niż w stalach węglowych wyższej jakości i niskostopowych;
•stosowanie stopiwa zawierającego pierwiastki wiążące siarkę, np. Mn, który
wiąże siarkę w trudno topliwy siarczek manganu MnS;
•zachowanie odpowiedniego kształtu spoiny;
•unikanie sztywnego zamocowania części spawanych.
Pękanie na zimno
Pękanie na zimno złączy stalowych
występuje w stalach skłonnych do
hartowania. Pękanie następuje poniżej
temperatury początku przemiany
martenzytycznej tj. około 200°C.
Pęknięcia zimne powstają w SWC lub w
spoinie, zależnie od hartowności
materiału w tych obszarach. Mają
przebieg prostoliniowy i są ukierunkowane
prostopadle lub równolegle do osi spoiny.
Ich długość może wahać się od kilku
mikronów do kilkudziesięciu milimetrów.
Pęknięcia przebiegają przez ziarna.
Inicjacja pęknięć może wystąpić zaraz po
spawaniu i ze znacznym opóźnieniem
dochodzącym do czterdziestu godzin
(próbki połączeń spawanych powinno się
badać po czasie nie mniejszym niż 24
godziny od momentu zakończenia
spawania

Rozwój pęknięć na zimno uwarunkowany jest:
•wartością rozciągających naprężeń własnych w spoinie,
spowodowanych nierównomiernym nagrzewaniem elementów
łączonych, naprężeń powstających wskutek przemian
strukturalnych (przemiana austenitu w martenzyt) i
naprężeń miejscowych, spowodowanych ewentualnym
wydzielaniem w mikroobjętościach wodoru wywierającego na
otoczenie duże ciśnienie;
•zdolnością materiału do odkształceń plastycznych i
poprawnością złącza (pory, wtrącenia niemetaliczne).
Podstawowym czynnikiem decydującym o zagrożeniu
powstawaniem pęknięć na zimno jest udział w stopie
pierwiastków zwiększających zdolność do hartowania. Taka
skłonność występuje, gdy zawartość przekracza 0,2% C i rośnie
ze Wzrostem zawartości węgla. Zdolność do hartowania
zwiększa także udział wielu pierwiastków dodawanych do stali
stopowych: chrom, nikiel, wanad i inne.
Powstawaniu pęknięć na zimno sprzyja także szybkie
odprowadzenie ciepła. Dlatego większe zagrożenie
powstawania tych pęknięć będzie w przypadku spawania
grubych elementów.
Przyczyny powstawania pęknięć na zimno

Zapobiegać powstawaniu pęknięć na zimno w stali wykazującej skłonność
do hartowania można przez:
•zmniejszenie szybkości studzenia wskutek zwiększenia energii liniowej
spawania lub przez podgrzanie złącza przed spawaniem i powolne studzenie
po spawaniu;
•przeprowadzenie obróbki cieplnej przed i po spawaniu. Najprostsza
obróbka cieplna polega na podgrzaniu złącza przed spawaniem i
przetrzymaniu złącza po spawaniu w temperaturze
150-200°C przez około 1 godzinę. Operacja ta ułatwia wydzielenie wodoru ze
spoiny. Bardziej kompleksowe oddziaływanie na spoinę osiąga się, stosując
zaraz po spawaniu wyżarzanie odprężające, wymagające wygrzewania złącza
w temperaturze 550-650°C: Operację tę należy rozpocząć zanim temperatura
spoiny spadnie poniżej 100°C. Wyżarzanie odprężające powoduje
zmniejszenie naprężeń własnych i wydzielenie wodoru ze spoiny.
Zastosowanie tej operacji jest jednak ograniczone do elementów o niezbyt
dużych wymiarach;
•stosowanie elektrod niskowodorowych, zasadowych, o dużej
plastyczności spoiwa. Ze względu na higroskopijność otuliny elektrody przed
spawaniem powinny być starannie wysuszone;
•stosowanie metod ograniczających przenikanie wodoru do spoiny
spawane w osłonie gazowej metodami MAG, MIG, TIG;
•luźne usytuowanie elementów łączonych i odpowiednią kolejność
spawania w przypadku konstrukcji wymagającej spawania w wielu
miejscach. Sztywne zamocowanie lub nieodpowiednia kolejność spawania
powodują wzrost naprężeń rozciągających w złączu, wskutek dodatkowego
obciążenia zewnętrznego wynikającego z przeciwdziałania swobodnemu
odkształcaniu konstrukcji (trzeba jednak zaznaczyć, że brak zamocowania
łączonych elementów powoduje zmniejszenie dokładności wymiarowej i
kształtowej ich wzajemnego usytuowania. W praktyce więc ten sposób
zapobiegania stosowany jest w sporadycznych przypadkach).

Pękanie lamenarne
Pękanie lamenarne jest szczególnym przypadkiem pękania
wywołanego przez spawanie. Objawia się w postaci
charakterystycznego tarasowego rozwarstwienia w materiale
rodzimym łączonych części, usytuowanego najczęściej w SWC.
Materiały stalowe walcowane, a więc blachy, płyty, pręty,
kształtowniki mają strukturę o wyraźnym ukierunkowaniu.
Anizotropowości struktury odpowiada zróżnicowanie właściwości
mechanicznych. Dla blach stalowych wytrzymałość na rozciąganie
R
m
w kierunku prostopadłym do powierzchni blachy jest około
40% mniejsza od wytrzymałości R
m
w kierunku zgodnym z
kierunkiem walcowania. Spoina spowoduje powstanie naprężeń
rozciągających także w kierunku prostopadłym do kierunku
włókien i do powierzchni blachy. Prawdopodobieństwo pęknięć
zwiększa się ze wzrostem zanieczyszczeń niemetalowych, np.
siarczków. W czasie walcowania zanieczyszczenia zostają
rozciągnięte wzdłuż włókien, tworząc nieciągłości struktury
metalicznej. Pęknięcia lamelarne najczęściej uzewnętrzniają się
po przyłożeniu naprężeń zewnętrznych. Powstaje
charakterystyczne, wzdłużne rozdarcie materiału.
Pękanie lamelarne: a) usytuowanie pęknięć;
b) zapobieganie powstawaniu pęknięć przez
podpawanie
Najskuteczniejszym sposobem unikania pęknięć
lamelarnych jest stosowanie stali o wysokim stopniu
czystości. Pęknięciom tym można także zapobiegać,
stosując podpawanie, a także spoiwo o podwyższonej
plastyczności i o obniżonych właściwościach
wytrzymałościowych.

Pękanie kruche
Pękanie kruche następuje, gdy materiał nie ma zdolności do
odkształceń plastycznych. Materiał kruchy, po przyłożeniu
obciążeń zewnętrznych, odkształca się sprężyście, aż do chwili
osiągnięcia naprężeń powodujących utratę spójności materiału, tj.
aż do osiągnięcia naprężeń równych wytrzymałości na rozciąganie
R
m
. Zdolność do odkształceń plastycznych materiału plastyczno-
sprężystego, a takim materiałem jest stal, maleje ze spadkiem
temperatury. W pewnej temperaturze, zwanej temperaturą
kruchości, zdolność do odkształceń plastycznych spada do zera.
Pękanie kruche rozwija się nagle i może osiągnąć długość do
kilkunastu metrów.
Pękanie kruche konstrukcji spawanej nastąpi jeżeli:
1.Materiał utracił zdolność do odkształceń plastycznych, przeszedł
w stan kruchy. W stalach konstrukcyjnych taki stan może być
spowodowany obniżeniem temperatury.
2.W złączu występują naprężenia rozciągające własne lub
spowodowane obciążeniem zewnętrznym.
3.W obszarach działania naprężeń występują karby geometryczne,
spowodowane wadami spoiny lub niewłaściwą konstrukcją złącza
spawanego.
Czynniki sprzyjające powstawaniu pęknięć kruchych
Wartość temperatury kruchości zależy od wielu czynników
charakteryzujących stan materiału. Skłonność stali do pękania kruchego
bardzo silnie zależy od stopnia odtlenienia i odgazowania. W stalach
nieuspokojonych kruchość materiału może wystąpić przy temperaturze
powyżej 0°C, nawet przy temperaturze około 30°C. W szczególności na
podwyższenie temperatury kruchości wpływa występowanie karbów oraz
zgniot, wywołany obróbką plastyczną na zimno. Także spawanie pośrednio
lub bezpośrednio może przyczynić się do stworzenia warunków sprzyjających
rozwojowi pęknięć kruchych.
Przeciwdziałanie powstawaniu pęknięć kruchych
•Podstawowym wskazaniem jest stosowanie stali uspokojonej. Korzystnie
wpływa także drobnoziarnista struktura i brak skłonności do starzenia. Można
to osiągnąć, wprowadzając do stali pierwiastki zwiększające liczbę zarodków
krystalizacji, np. wanad, a przede wszystkim aluminium, powodujące poza
rozdrobnieniem także odtlenienie i zwiększenie odporności na starzenie.
•Unikanie zgniotu materiału. Cięcie na nożycach w celu przygotowania
brzegów blachy do spawania wprowadza miejscowe umocnienie materiału i
staje się jedną z przyczyn kruchości. W przypadku bardzo odpowiedzialnych
konstrukcji należy usunąć warstwę umocnioną, stosując frezowanie lub
obróbkę cieplną, np. normalizowanie.
•Unikanie karbów geometrycznych. Należy starannie wykonać spoiny,
bez takich wad jak podtopienie czy brak przetopu, wprowadzających karby do
złącza. Bardzo groźne są zimne mikropęknięcia. W istocie są one bardzo
ostrymi karbami, od których może nastąpić rozwój kruchego pęknięcia.
Największe zagrożenie wnoszą ostre karby, usytuowane prostopadle do
kierunku działania naprężeń rozciągających.

Pękanie zmęczeniowe
Pękanie zmęczeniowe jest spowodowane obciążeniem konstrukcji
naprężeniami zmieniającymi się w czasie. Wytrzymałość
zmęczeniowa zależy od charakteru i wartości obciążeń zmiennych,
rodzaju materiału, geometrii elementów i stanu naprężeń własnych.
Przy spawaniu najczęściej stosuje się spoiwo o właściwościach
wytrzymałościowych nieco wyższych od materiału rodzimego
łączonych części. Toteż przy próbie statycznego rozciągania próbki
spawanej rozerwanie wystąpi przeważnie poza spoiną, w materiale
rodzimym. Natomiast przy obciążeniu zmęczeniowym pękanie
występuje najczęściej w obszarze krawędzi nadlewu spoiny lub w
spoinie, jeżeli są w niej zlokalizowane wady. Na ogół wytrzymałość
zmęczeniowa połączenia spawanego jest niższa niż materiału
rodzimego.
Zasadniczymi przyczynami mniejszej wytrzymałości zmęczeniowej
połączenia spawanego są: działanie spoiny jako karbu i występowanie
rozciągających naprężeń własnych. Przy spawaniu, poza przypadkiem
spoiny czołowej, nie można uniknąć karbu, a więc nie można uniknąć
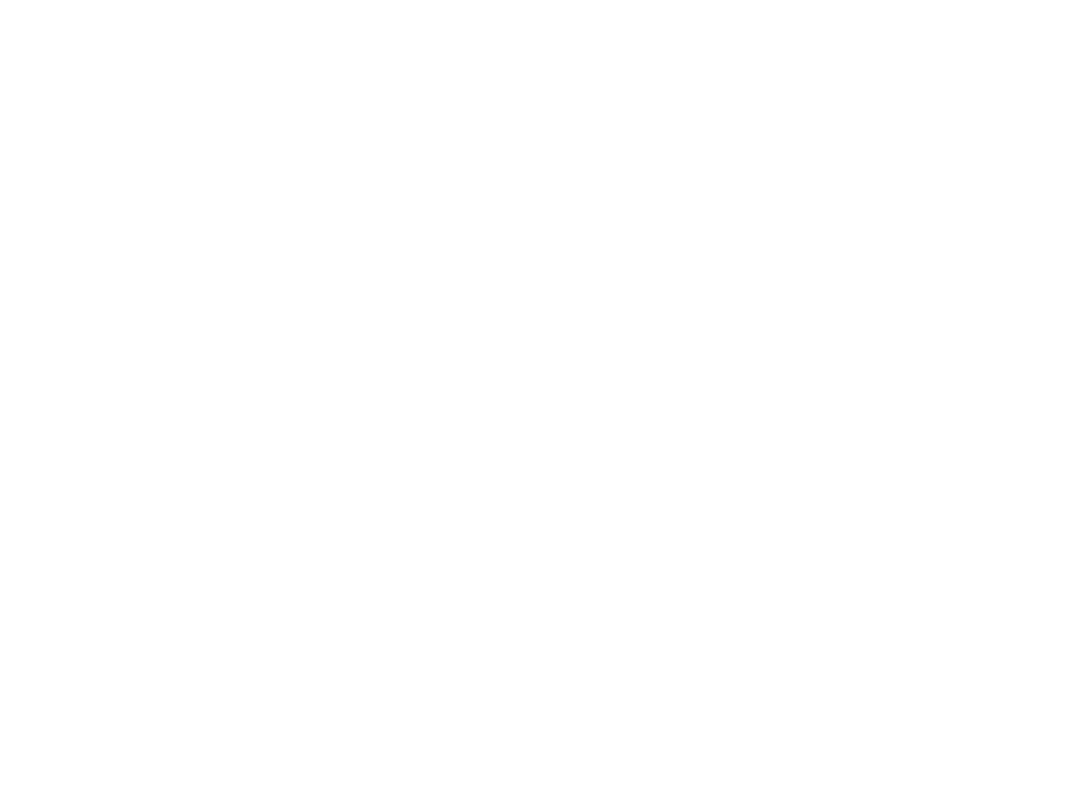
spiętrzenia naprężeń. Współczynnik spiętrzenia naprężeń α
K
zależy od
wysokości lica i promienia przejścia, określonego na powierzchni
zewnętrznej, na styku materiału rodzimego i spoiny. Dla spoin
czołowych wynosi od 0 do 3, a w przypadku innych połączeń
spawanych może dochodzić do 7
Spiętrzenie naprężeń w złączu: a) doczołowym; b) krzyżowym
Zwiększenie wytrzymałości zmęczeniowej połączeń spawanych jest możliwe
tylko w ograniczonym zakresie. Podejmowane działania mają na celu
zmniejszenie współczynnika spiętrzenia naprężeń i usunięcie niekorzystnych
rozciągających naprężeń własnych. Zmniejszenie współczynnika spiętrzenia
naprężeń można osiągnąć odpowiednio kształtując spoinę w procesie
spawania lub w drodze obróbki skrawaniem, a także przez łagodną zmianę
przekrojów łączonych części. Zeszlifowując lico i grań połączenia
doczołowego można całkowicie usunąć karb geometryczny.
Na rys. pokazano przykład zwiększenia wytrzymałości połączenia
krzyżowego przez zastąpienie spoin pachwinowych spoinami czołowymi.
Na spiętrzenie naprężeń duży wpływ mają niuanse kształtu w miejscach
zmiany przekroju. Zwiększenie promienia przejścia pozwala na znaczne
zmniejszenie maksymalnej wartości naprężeń.

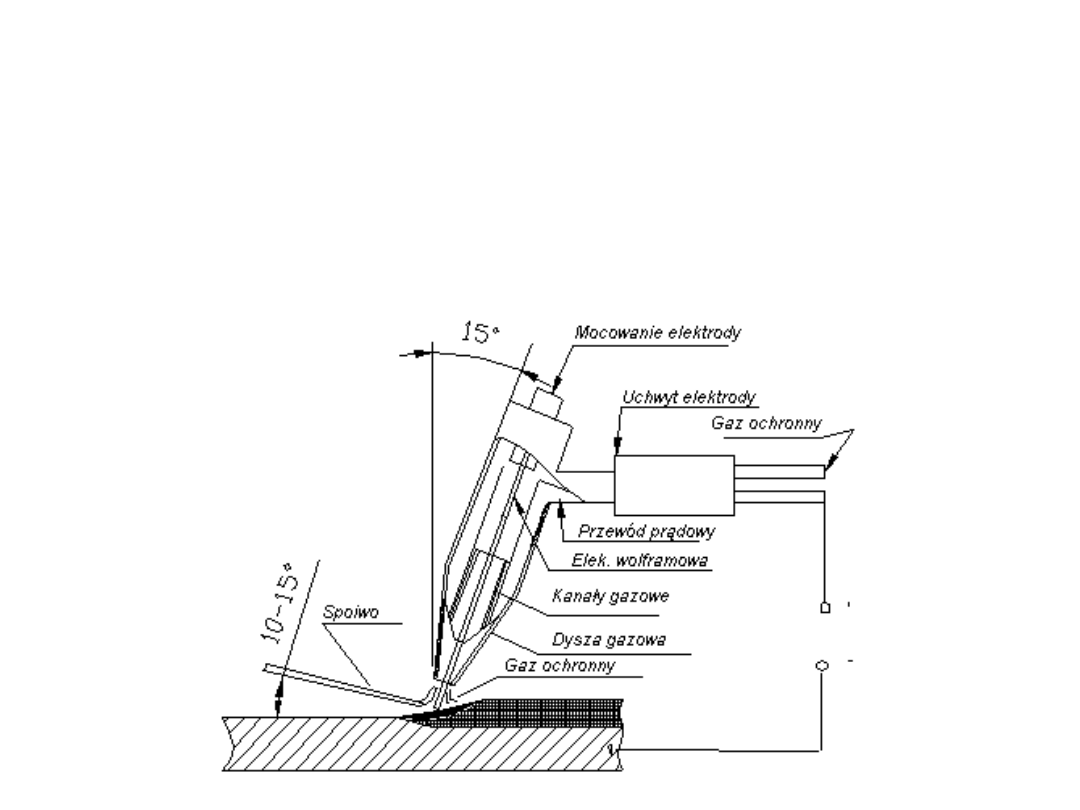
TIG/WIG
W metodzie TIG (zwanej też GTAW — Gas Tungsten Arc Welding) jest
stosowana nietopliwa elektroda wolframowa. Elektroda, łuk i obszar
przyległy do jeziorka ciekłego metalu są chronione przed atmosferą
przez obojętny gaz osłonowy. Jeżeli jest wymagane użycie spoiwa, to
materiał dodatkowy wprowadza się przy czołowej krawędzi jeziorka
ciekłego metalu.
Łuk jarzy się między końcem elektrody wolframowej a metalem
rodzimym złącza. Elektroda się nie stapia, ,a spawacz utrzymuje stałą
długość łuku. Wartość natężenia prądu jest nastawiana na źródle prądu.
Spoiwo zwykle jest dostępne w postaci drutu o długości 1m. Doprowadza
się je w miarę potrzeby do przedniego brzegu jeziorka. Jeziorko jest
osłaniane przez gaz obojętny wypierający powietrze z obszaru łuku. Jako
gaz ochronny najczęściej stosowany jest argon.
Jest to jedna z metod spawania łukowego za pomocą elektrody
nietopliwej w osłonie gazów obojętnych (Ar, He, Ar + He). Nazwa TIG
pochodzi od nazwy angielskiej Tungsten Inert Gas. W niemieckiej
literaturze spotyka się nazwę WIG - Wolfram Inert Gas.

Za pomocą metody TIG uzyskuje się niezwykle czyste, wysokiej
jakości złącza. Ponieważ w procesie nie powstaje żużel, jest
wyeliminowane ryzyko zanieczyszczenia spoiny jego wtrąceniami, a
i gotowa spoina praktycznie nie wymaga żadnego czyszczenia.
Metoda ta nadaje się do spawania niemal wszystkich metali, przy
czym proces może być prowadzony ręcznie lub w sposób
zautomatyzowany. Metoda TIG jest najczęściej stosowana do
spawania stopów aluminium oraz do spawania stali nierdzewnych,
gdzie jednorodność złącza ma krytyczne znaczenie. Jest szeroko
wykorzystywana w przemyśle nuklearnym, chemicznym, lotniczym
i spożywczym. Metodę TIG można stosować we wszystkich
pozycjach spawalniczych, zaletą tej metody jest to, że bardzo łatwo
formuje się grań, jest to szczególnie ważne podczas spawania
jednostronnego rur i zbiorników.
Temperatura topnienia aluminium - 680ºC
Temperatura topnienia tlenków aluminium Al
2
CO
3
- 2050ºC
Temperatura topnienia wolframu - 3370ºC

Istota spawania metodą TIG:
Łuk jarzy się między elektrodą nietopliwą (wolframową) a przedmiotem
spawanym. Elektrodę, łuk i jeziorko ciekłego metalu, a także zakrzepły
metal spoiny osłania strumień argonu lub helu, albo ich mieszaniny. Spoiwo
w postaci pręta doprowadza się pod kątem 15º, stapia się ono w łuku tak
jak ma to miejsce podczas spawania gazowego. Spoiwo może być też
doprowadzane w sposób ciągły pod postacią drutu odwijanego z bębna.
Spawanie można prowadzić także bez dodatku spoiwa. Sposób spawania
zależy od grubości łączonych elementów. Blachy o grubości do 5 mm
spawa się jednościegowo.
Pośród elektrod nietopliwych najbardziej przydatna okazała się elektroda
wolframowa o średnicy 0,5 - 8 mm. Trwałość elektrody jest tym wyższa, im
czystsza chemicznie jest elektroda. Dodatki takie jak dwutlenek toru (ThO
2
)
lub dwutlenek ceru (CeO
2
) do elektrody wolframowej wpływają na
łatwiejsze zajarzenie łuku oraz jego stabilność. Średnia żywotność takiej
elektrody to 40 godzin.
Charakterystyka metody
Obecnie spawanie TIG jest jednym z podstawowych procesów wytwarzania
konstrukcji, zwłaszcza ze stali wysokostopowych, stali specjalnych, stopów
niklu, aluminium, magnezu, tytanu i innych. Spawać można w szerokim
zakresie grubości złączy, od dziesiętnych części mm do nawet kilkuset
mm. Spawanie TIG prowadzone może być prądem stałym lub
przemiennym.

Parametry spawania
Podstawowymi parametrami spawania TIG są:
•Rodzaj i natężenie prądu,
•Napięcie łuku,
•Prędkość spawania,
•Rodzaj i natężenie przepływu gazu
ochronnego,
•Rodzaj materiału i średnica elektrody
nietopliwej,
•Średnica (wymiary) materiału dodatkowego.
Spawanie TIG przeprowadzone może być
prądem stałym oraz prądem przemiennym.
Podstawowe gazy ochronne
Rodzaj metalu
spawanego
Rodzaj procesu
spawania
Rodzaj gazu
ochronnego
Opis podstawowych własności
Aluminium i stopy
aluminium
Ręczne
Ar
Łatwe zajarzenie łuku i duża czystość spoiny
Automatyczne
He , He+Ar
Duże prędkości spawania, możliwość spawania
bez podgrzewania wstępnego
Magnez i stopy
magnezu
Grubość złącza
poniżej 1,5mm
Ar
Łatwość regulacji przetopienia i duża czystość
spoiny
Grubość złącza
powyżej 1,5mm
He
Dobre przetopienie, najlepsze wyniki przy
spawaniu prądem stałym
Stal węglowa
Ręczne
Ar
Łatwość regulacji kształtu spoiny i zajarzenia
łuku, możliwość spawania we wszystkich
pozycjach
Automatyczne
Ar+He
Zwiększone przetopienie i szybkość spawania
Stale Cr-Ni
Austenityczne
Ręczne
Ar
Ułatwiona regulacja przetopienia cienkich
blach
Automatyczne
Ar+He
Zwiększona głębokość przetopienia i szybkość
spawania
Ar+max 35% H2
Unika się podtopień, wymagane jest mniejsze
natężenie przepływu niż czystego Ar
He
Największe głębokości przetopienia i energie
liniowe spawania
Cu, Ni i ich stopy
Ręczne i
automatyczne
Ar
Duża łatwość spawania cienkich blach i
ściegów graniowych cienkich rur
Ar+He
Zapewnione wyższe energie liniowe spawania
He
Możliwość spawania grubych blach z dużymi
prędkościami bez podgrzewania wstępnego
Tytan i jego stopy
Ręczne i
automatyczne
Ar
Duża czystość spoiny
He
Większa głębokość przetopienia przy spawaniu
grubych blach
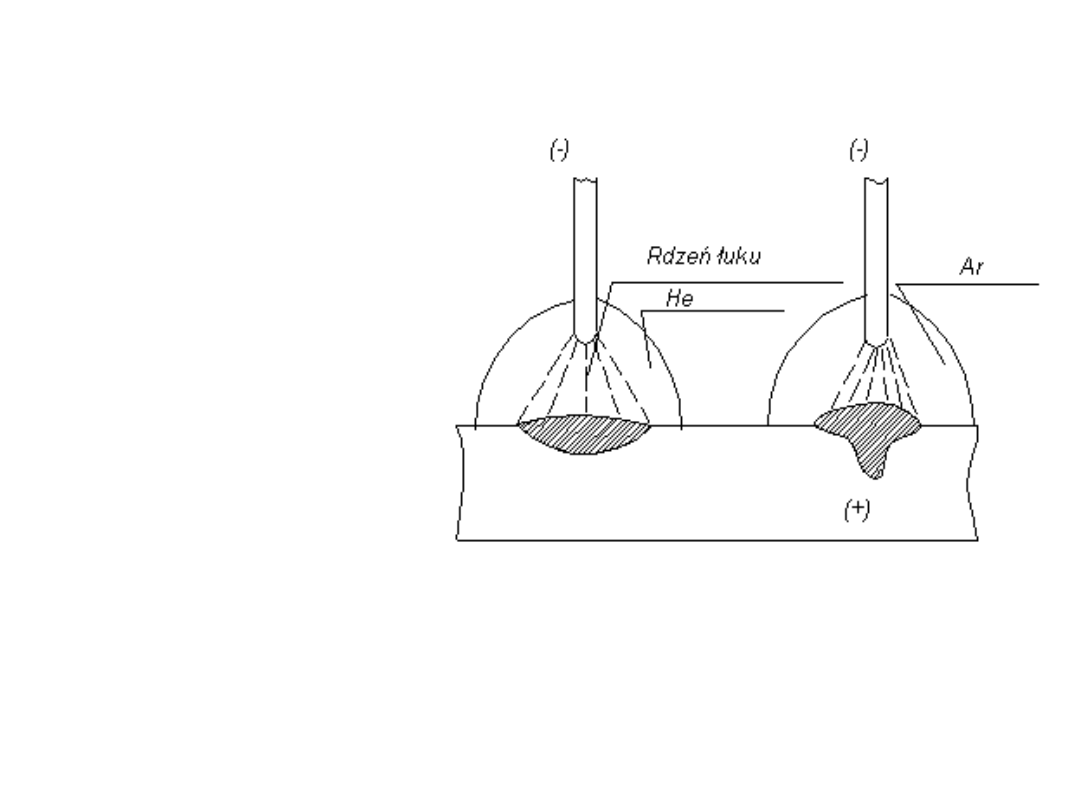
Podstawowymi własnościami fizycznymi gazów ochronnych, decydującymi
o ich wpływie na proces spawania TIG, są:
•potencjał jonizacji
•przewodnictwo cieplne
•ciężar właściwy
•punkt rosy
•dysocjacja i rekombinacja gazu
•potencjał jonizacji
•przewodnictwo cieplne
•ciężar właściwy
•punkt rosy
dysocjacja i rekombinacja gazu
•Potencjał jonizacji gazu ochronnego decyduje o łatwości zajarzenia łuku,
przewodzeniu prądu przez łuk(oporności łuku) i o napięciu łuku.
•Przewodnictwo cieplne gazu ochronnego decyduje o kształcie ściegu
spoiny.
•Ciężar właściwy gazu decyduje o stopniu ochrony jeziorka spawalniczego.
Punkt rosy gazu ochronnego - określa koncentracje wody w gazie. Im
niższy jest punkt rosy, tym niższa jest zawartość wody, a przez to
mniejsze niebezpieczeństwo tworzenia się pęcherzy gazowych w spoinie.

Materiał dodatkowy
Materiał dodatkowy do spawania TIG może mieć postać drutu, pałeczki,
taśmy lub wkładki stapianej bezpośrednio w złączu. Do spawania ręcznego
stosowane są druty lub pręty proste o średnicy 0,5 - 9,5 mm i o długości
500-1000mm. Jako materiały dodatkowe do spawania TIG w większości
przypadków stosowane są materiały o tym samym składzie chemicznym,
co spawany materiał. W niektórych przypadkach konieczne jest
zastosowanie materiału dodatkowego o wyraźnie różnym składzie
chemicznym od spawanego materiału. I tak np. do spawania stali
odpornych na korozję typu 9% Ni stosuje się stopy niklu; mosiądze spawa
się brązami aluminiowymi, fosforowymi lub krzemowymi. Zazwyczaj dąży
się jednak do tego, aby materiał dodatkowy miał lepsze własności niż
materiał spawany.
Urządzenia do spawania TIG
•Prostowniki tyrystorowe lub inwersyjne,
•Transformatory spawalnicze,
Źródła zasilania stosowane powszechnie do spawania elektrodami
otulonymi są stosowane do spawania TIG po wyposażeniu stanowiska
spawalniczego w dodatkowe zespoły.(rys 9). Poza składanymi stanowiskami
używa się też źródeł zasilania wyposażonych we wszystkie zespoły,
spełniające funkcje pomocnicze montowane we wspólnej obudowie. Takie
urządzenia są przeznaczone tylko do spawania metodą TIG.

SPAWANIE W OSŁONIE GAZU:
OBOJĘTNEGO
MIG - METAL INERT GAS
I
AKTYWNEGO
MAG - METAL ACTIVE GAS
•Inne nazwy- spawanie łukowe w osłonie gazowej,
spawanie półautomatyczne, spawanie w osłonie CO2.
•Sposób pracy - ręczny, z możliwością użycia
mechanicznego przemieszczania prowadnika elektrody.
•Źródło ciepła - łuk elektryczny.
•Osłona jeziorka - gaz nie reagujący z metalem
spawanym.
•Zakres natężenia prądu - 60 - 500A.
•Moc cieplna – 1-25kJ/s.

W metodzie MIG/MAG łuk elektryczny jarzy się między metalową elektrodą,
mającą postać ciągłego drutu, a spawanym materiałem. Łuk i jeziorko
ciekłego metalu są chronione strumieniem gazu obojętnego lub
aktywnego. Metoda nadaje się do spawania większości materiałów; są
oferowane druty elektrodowe odpowiednie dla różnych metali.
Metoda MIG/MAG jest metodą uniwersalną pozwalającą uzyskiwać stopiwo
z bardzo dużą szybkością i we wszystkich pozycjach. Jest szeroko
stosowana do spawania cienkich i średnich elementów stalowych oraz do
spawania stopów aluminium, zwłaszcza gdy jest wymagana duża
wydajność spawania ręcznego. Wprowadzane druty rdzeniowe coraz
częściej są wykorzystywane do spawania dużych konstrukcji stalowych.
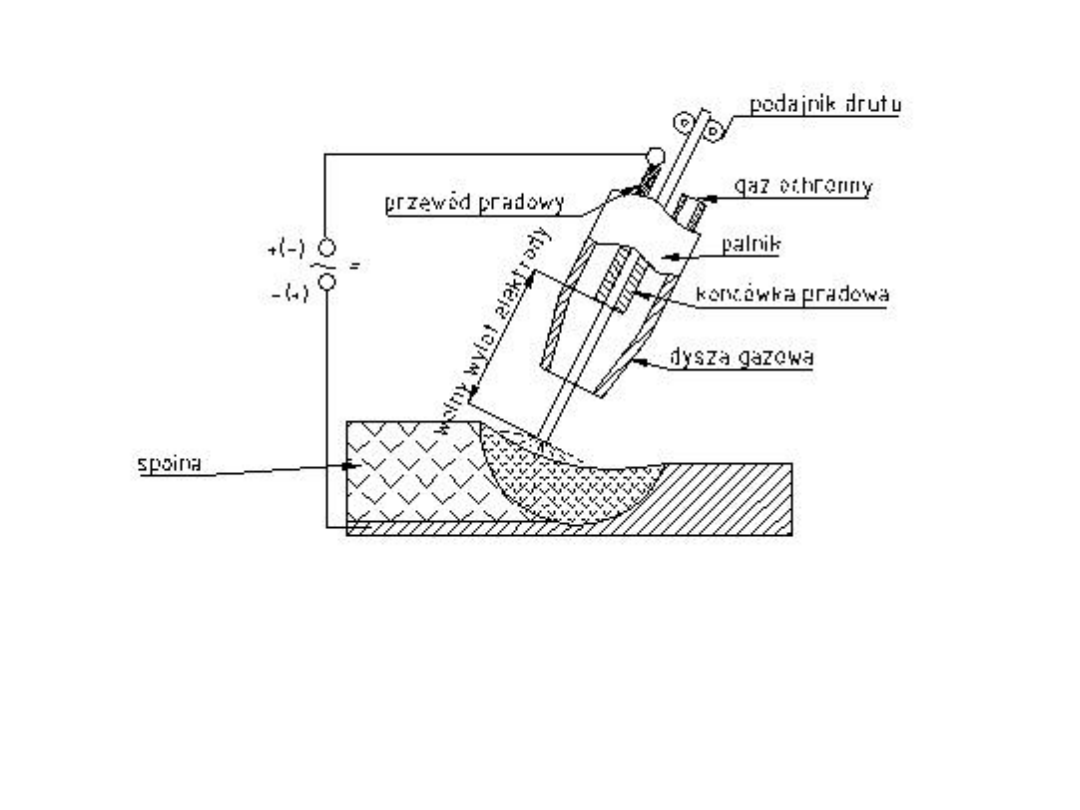
Spawanie odbywa się w osłonie gazu za pomocą elektrody topliwej. Drut
podawany jest za pomocą podajnika przez końcówkę prądową do miejsca
spawania. Drut przechodzi przez dyszę, do której doprowadzany jest gaz
osłonowy. Gaz wypływając z dyszy zabezpiecza przestrzeń łuku przed
dostępem powietrza. Drut elektrodowy stapiając się tworzy materiał
dodatkowy, z którego łącznie z ciekłym metalem nadtopionych brzegów
spawanych elementów powstaje spoina.
Charakterystyka metody
Spawanie MIG/MAG prowadzone może być prądem stałym lub
przemiennym we wszystkich pozycjach. Obecnie prawie wyłącznie stosuje
się spawanie MIG/MAG prądem stałym z biegunowością dodatnią.
Spawanie prowadzone jest jako półautomatyczne zmechanizowane,
automatyczne lub w sposób zrobotyzowany. Dzięki dużej uniwersalności
procesu, łatwość regulacji , spawanie MIG/MAG pozwala na wykonywanie
różnorodnych konstrukcji z różnych metali i stopów w warunkach
warsztatowych i montażowych, we wszystkich pozycjach.

Podstawowymi parametrami spawania MIG/MAG
są:
•Rodzaj i natężenie prądu(prędkość podawania
drutu),
•Napięcie łuku,
•Prędkość spawania,
•Rodzaj i natężenie przepływu gazu
ochronnego,
•Średnica drutu elektrodowego,
•Długość wolnego wylotu elektrody,
•Prędkość podawania drutu elektrodowego,
•Pochylenie złącza lub elektrody.
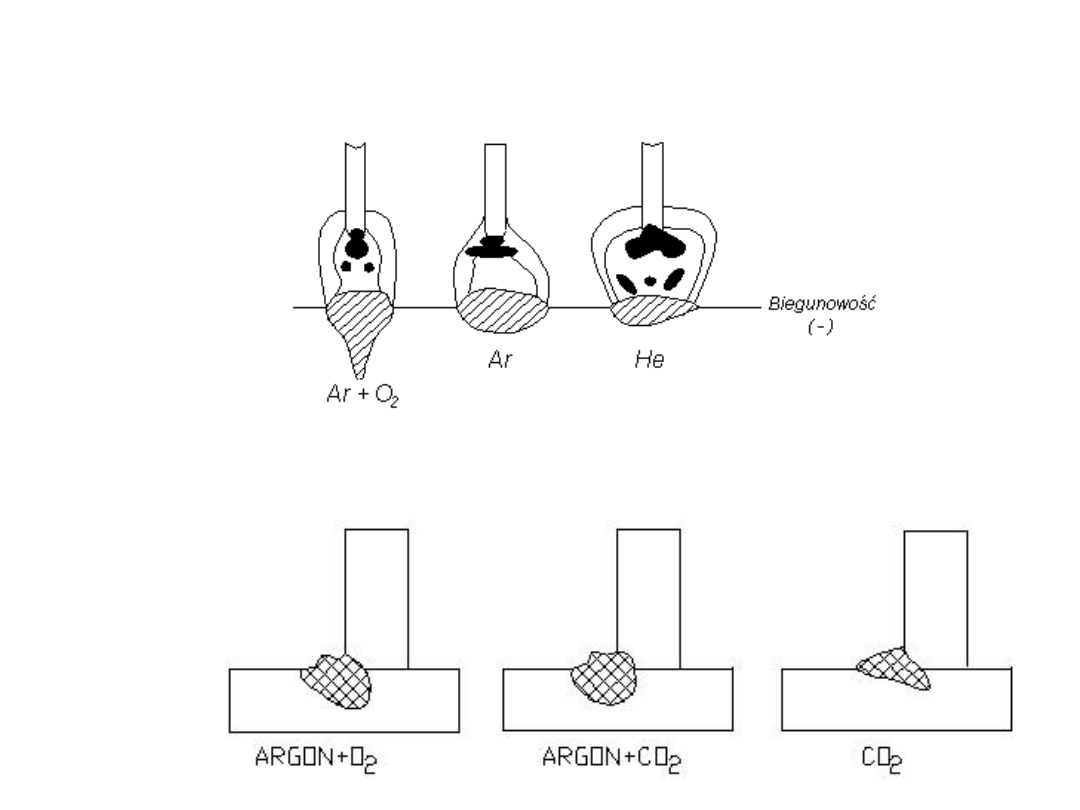
Gaz ochronny
Gaz ochronny - decyduje o sprawności osłony obszaru spawania, ale i o
sposobie przenoszenia metalu w łuku, prędkości spawania i kształcie
spoiny.
Gazy obojętne, argon i hel, choć doskonale chronią ciekły metal spoiny
przed dostępem atmosfery, nie są odpowiednie we wszystkich
zastosowaniach spawania MIG/MAG
Gaz ochronny
Działanie
chemiczne
Spawane metale
Ar
obojętny
Zasadniczo wszystkie metale poza stalami
węglowymi.
He
obojętny
Al., Cu, stopy Cu, stopy Mg, zapewniona duża
energia liniowa spawania.
Ar+20-80% He
obojętny
Al., Cu, stopy Cu, Mg, zapewnione duże
energie liniowe spawania, mała przewodność
cieplna gazu.
N2
redukujący
Spawanie miedzi z dużą energią liniową.
Ar+20-25% N2
redukujący
Spawanie miedzi z dużą energią liniową łuku,
lepsze jarzenie się łuku niż w osłonie 100%
N2.
Ar+1-2% O2
słabo utleniający
Zalecana głównie do spawania stali
odpornych na korozję i stali stopowych.
Ar+3-5% O2
utleniający
Zalecana do spawania stali węglowych i
niskostopowych.
CO2
utleniający
Zalecana wyłącznie do spawania stali
niskowęglowych.
Ar+20-50% CO2
utleniający
Zalecana wyłącznie do spawania stali
węglowych i niskostopowych.
Ar+10% CO2+5%
O2
utleniający
Zalecana wyłącznie do spawania stali
węglowych i niskostopowych.
CO2+20% O2
utleniający
Zalecana wyłącznie do spawania stali
niskowęglowych i niskostopowych.
90% He+7,5% Ar
+2,5% CO2
slabo utleniający
Stale odporne na korozję.
60% He+35%
Ar+5%CO2
utleniający
Stale niskostopowe o wysokiej udarności.

Spawanie łukiem krytym
Podczas spawania łukiem krytym (SAW — Submerged Arc Welding)
łuk elektryczny jarzy się między spawanym materiałem a końcem
topliwej elektrody i jest niewidoczny, gdyż jest pokryty warstwą
granulowanego topnika (stąd nazwa metody). Część topnika ulega
stopieniu tworząc ochronną warstwę żużla pokrywającą spoinę.
Pozostały topnik jest zbierany do ponownego użytku.
Proces spawania łukiem krytym jest zasadniczo realizowany za
pomocą w pełni zautomatyzowanego sprzętu, aczkolwiek są
dostępne ręcznie prowadzone uchwyty. W celu zwiększenia
wydajności może zostać zastosowane rozwiązanie z kilkoma
elektrodami. Metoda ta, dzięki bardzo dużej szybkości stapiania,
szczególnie dobrze nadaje się do wykonywania długich
prostoliniowych złączy w pozycji podolnej. Jest szeroko stosowana
w produkcji zbiorników ciśnieniowych, w zakładach chemicznych,
do wytwarzania dużych konstrukcji, w pracach naprawczych oraz w
przemyśle stoczniowym.
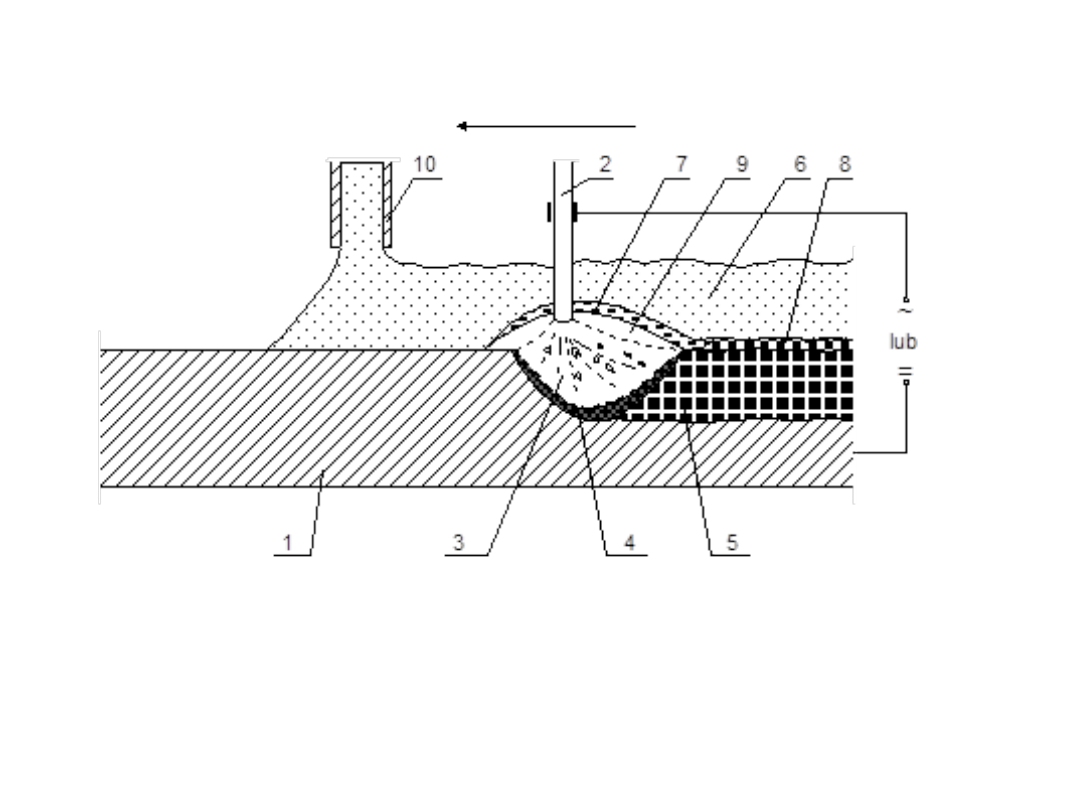
Spawanie łukiem krytym
Spawanie łukiem krytym: 1 – materiał rodzimy, 2 – drut elektrodowy,
3 – łuk elektryczny, 4- jeziorko spoiny, 5 – spoina, 6 – sproszkowany
topnik,
7 – płynna warstewka żużla, 8 – żużel w stanie stałym, 9 – strefa
gazowa,
10 – doprowadzenie topnika
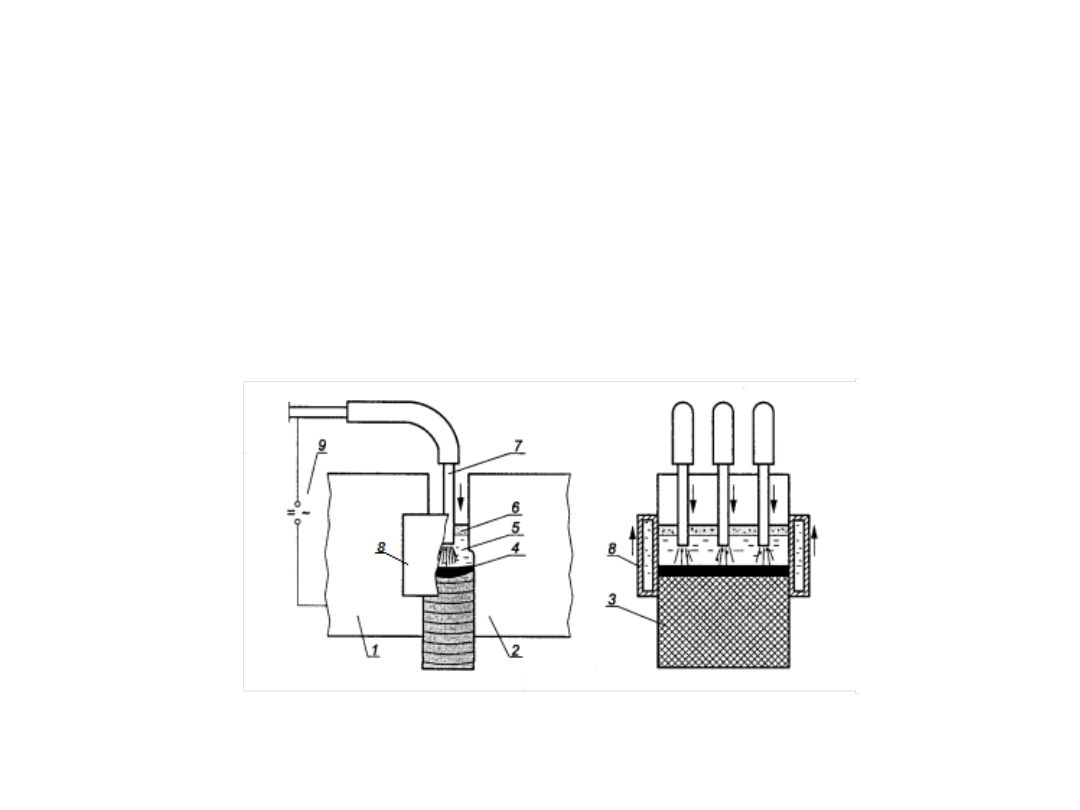
Spawanie elektrożużlowe
W pierwszej fazie procesu spawania elektrożużlowego (ESW —
Electroslag Welding) jest zajarzany łuk elektryczny między
elektrodą i spawanym materiałem. Topnik przykrywający obszar
złącza zaczyna się topić i powstaje jeziorko płynnego żużla, którego
głębokość się powiększa. Gdy temperatura żużla wzrośnie i tym
samym zwiększy się jego przewodność elektryczna, łuk zgaśnie, a
prąd elektryczny będzie przepływał przez płynny żużel. Ponieważ
płynny żużel psiada pewną rezystancję, w wyniku przepływu prądu
powstaje energia cieplna niezbędna do prowadzenia procesu
spawania.
Schemat spawania elektrożużlowego: 1 i 2 – spawane blachy, 3 – spoina,
4 – ciekły metal, 5 – ciekły żużel, 6 – topnik, 7 – elektroda, 8 – ruchome
nakładki,
9 – źródło prądu

Spoina powstaje w przestrzeni ograniczonej stałymi lub
ruchomymi, chłodzonymi wodą, miedzianymi nakładkami oraz
powierzchniami złącza spawanych materiałów. W trakcie procesu
głowica spawalnicza przemieszcza się pionowo w górę.
W zależności od grubości spawanych materiałów może być
stosowana jedna lub więcej topliwych elektrod. Jeżeli materiał jest
bardzo gruby elektroda może być prowadzona ruchem
wahadłowym.
Spawanie to stosowane jest do przedmiotów o dużych
grubościach, w szczególności do łączenia grubych blach, wałów o
dużych średnicach. Jest to wydajny sposób spawania. Prędkość
spawania może dochodzić do
50 m/h. W praktyce ma zastosowanie wiele odmian spawania
elektrożużlowego.
Słabą stroną tej metody jest to, że używane w niej duże ilości
energii przyczyniają się do powolnego stygnięcia złącza, w wyniku
czego w strefie wpływu ciepła występuje duży rozrost ziarna.
Udarność materiału w strefie wpływu ciepła jest niewystarczająca,
aby spełnić wymagania stawiane konstrukcjom spawanym z
gwarantowaną odpornością na pęknięcia w niskich temperaturach,
czyli z odpornością na pęknięcia kruche.

Spawanie elektrogazowe (EGW — Electrogas Welding) stanowi
rozwinięcie metody spawania elektrożużlowego i przypomina ją
zarówno pod względem oprzyrządowania, jak i zastosowania.
Elektroda jest jednak topiona nie przez ciepło generowane w żużlu,
lecz — podobnie jak w metodzie MIG/MAG — przez łuk spawalniczy
jarzący się w osłonie gazów ochronnych. Spawanie elektrogazowe
jest używane do materiałów o grubości 12-100 mm, a w przypadku
materiałów grubszych elektroda jest dodatkowo prowadzona
ruchem wahadłowym. Zazwyczaj wykonuje się złącze I (z
odstępem), używane są także złącza V. Jeśli są wykonywane spoiny
pionowe — na przykład podczas spawania dużych zbiorników — to
stosując tę metodę można znacznie ograniczyć koszty w
porównaniu z ponoszonymi przy ręcznym spawaniu metodą
MIG/MAG.
Podobnie jak w metodzie MIG/MAG, są używane pełne druty
elektrodowe i druty rdzeniowe. Również są stosowane te same
gazy osłonowe.
W porównaniu ze spawaniem elektrożużlowym uzyskuje się
mniejszą strefę wpływu ciepła i nieco lepszą udarność. Długi wolny
wylot elektrody może być czynnikiem korzystnym, gdyż umożliwia
spawanie z większą prędkością, przyczynia się do stopienia
mniejszej ilości materiału spawanego i do wprowadzenia mniejszej
ilości ciepła.
Spawanie elektrogazowe

Spawanie plazmowe
Metoda spawania plazmowego (PAW — Plasma Arc Welding) jest
bardzo podobna do metody TIG. W zasadzie stanowi jej
rozszerzenie, mające na celu zwiększenie wydajności procesu.
W procesie spawania plazmowego są wykorzystywane dwa osobne
strumienie gazu: gaz plazmowy, który przepływa otaczając
elektrodę wolframową i który tworzy słup łuku plazmowego, oraz
gaz osłonowy, który chroni jeziorko ciekłego metalu.
. Jako gazu plazmowego najczęściej stosuje się argon. Jego wydatek
jest niewystarczający do skutecznej ochrony spoiny, toteż
dodatkowo doprowadza się gaz osłonowy i często jest nim również
argon.
Spawanie plazmowe z tzw. „oczkiem” (natężenie prądu spawania
przekracza 100 A), w którym łuk plazmowy przenika przez całą
grubość spawanego materiału. Odmiana ta jest szeroko stosowana,
gdy trzeba uzyskać złącza wysokiej jakości, w przemyśle lotniczym
(także w konstrukcjach kosmicznych), przetwórczym, chemicznym i
petrochemicznym.
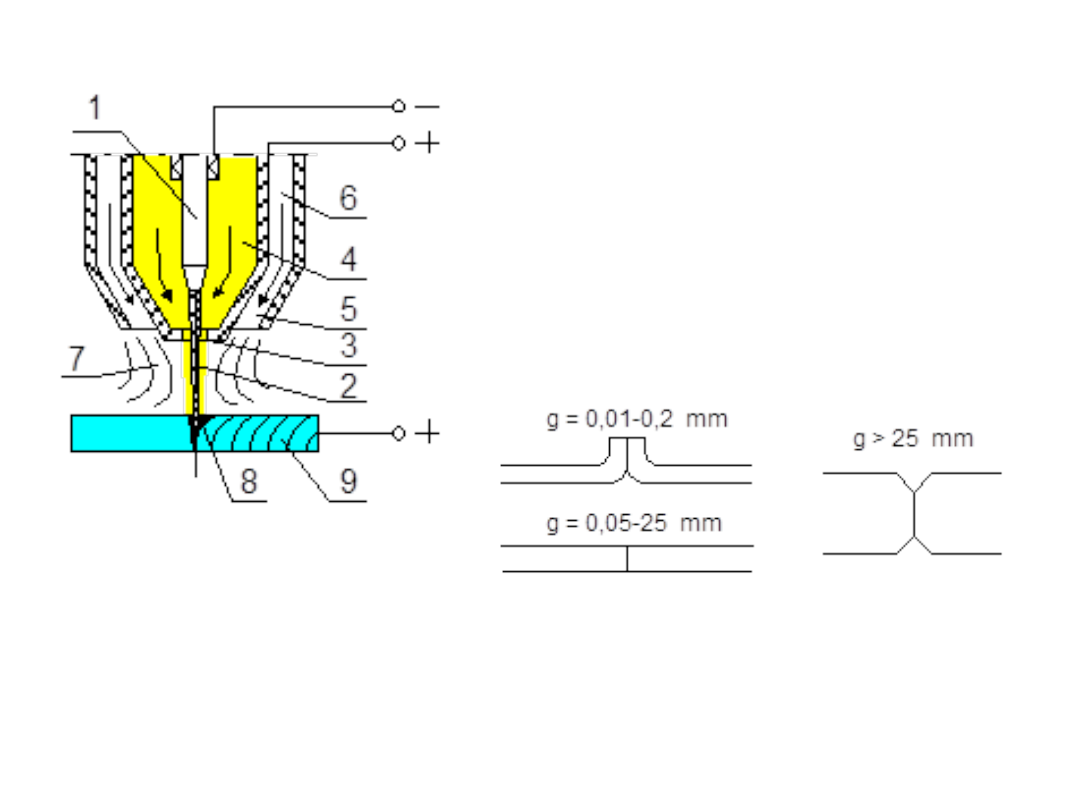
Spawanie plazmowe
Spawanie plazmowe łukiem
zależnym: 1 – elektroda, 2 –
strumień plazmy,
3 – dysza plazmowa, 4 – gaz
plazmowy, 5 – dysza gazu
ochronnego,
6 – gaz ochronny, 7 – osłona
gazowa,
8 – stopiony metal, 9 – spoina
Przygotowanie brzegów do spawania
plazmowego
Spawanie plazmowe prowadzi się najczęściej bez dodawania
spoiwa. Polega na uzyskaniu trwałego połączeniu poprzez
nadtopienie łączonych brzegów. Wymaga to dobrego
dopasowania łączonych brzegów.
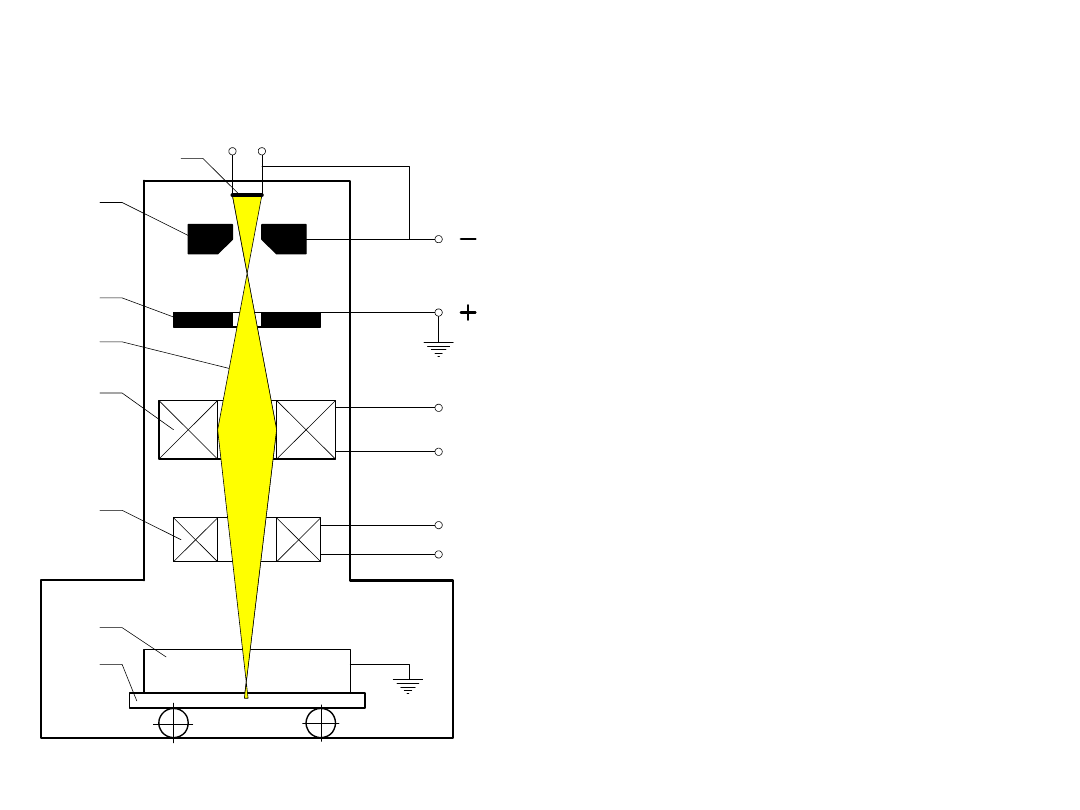
Spawanie elektronowe
U
p
2
3
4
5
6
1
7
8
U
ż
~
Schemat spawarki elektronowej
próżniowej: 1 – wiązka elektronów,
2 katoda emitująca elektrony, 3 –
katoda sterująca, 4 anoda, 5 – system
cewek ogniskujących, 6 – system
cewek odchylających, 7 – przedmiot
spawany,
8 – stolik manipulacyjny, Up –
wysokie napięcie przyśpieszające
elektrony
Elektrony emitowane są przez
rozżarzoną wolframową katodę.
Przyśpieszenie ruchu elektronów
następuje pod wpływem wysokiego
napięcia, rzędu 30 ÷ 200 kV,
występującego pomiędzy katodą i
anodą (tzw. wyrzutnia elektronów).
System cewek ogniskujących i
odchylających poprzez oddziaływanie
elektrostatyczne i
elektromagnetyczne powoduje
odpowiednie ukształtowanie i
odchylenie wiązki elektronów
1
3
2
v
4
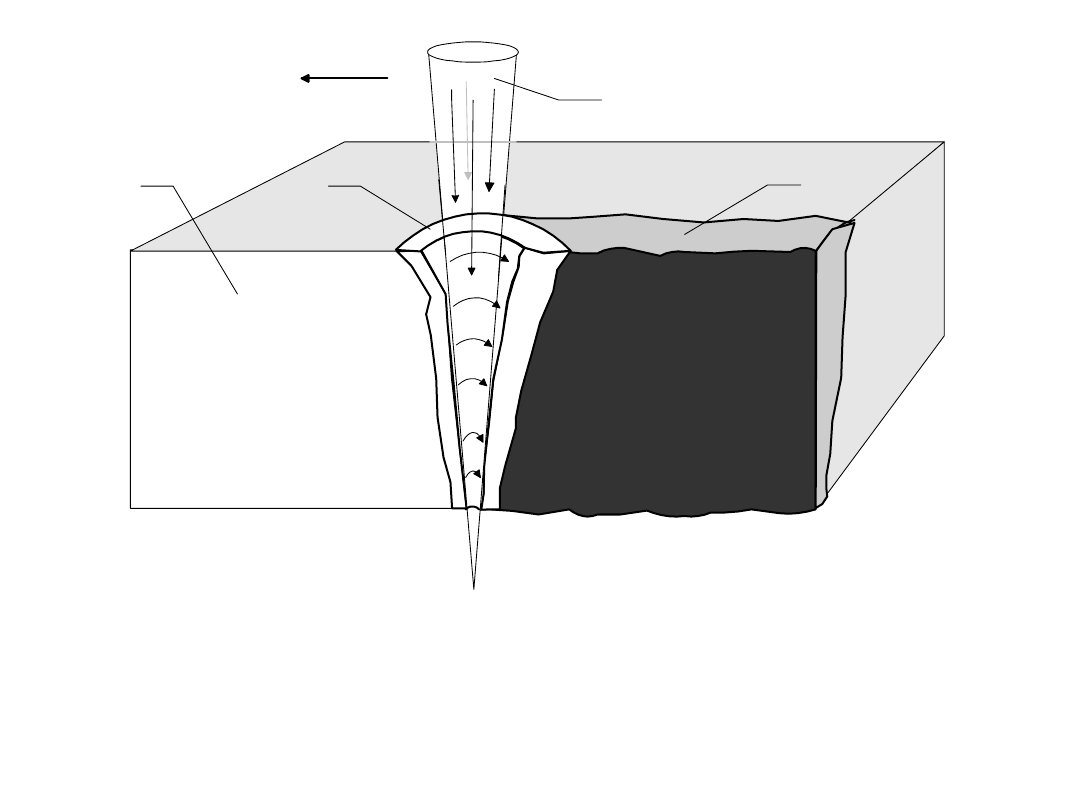
Proces formowania spoiny z oczkiem spoiny:
1 – wiązka elektronów,
2 – materiał spawany,
3 – warstwa stopionego metalu,
4 – spoina
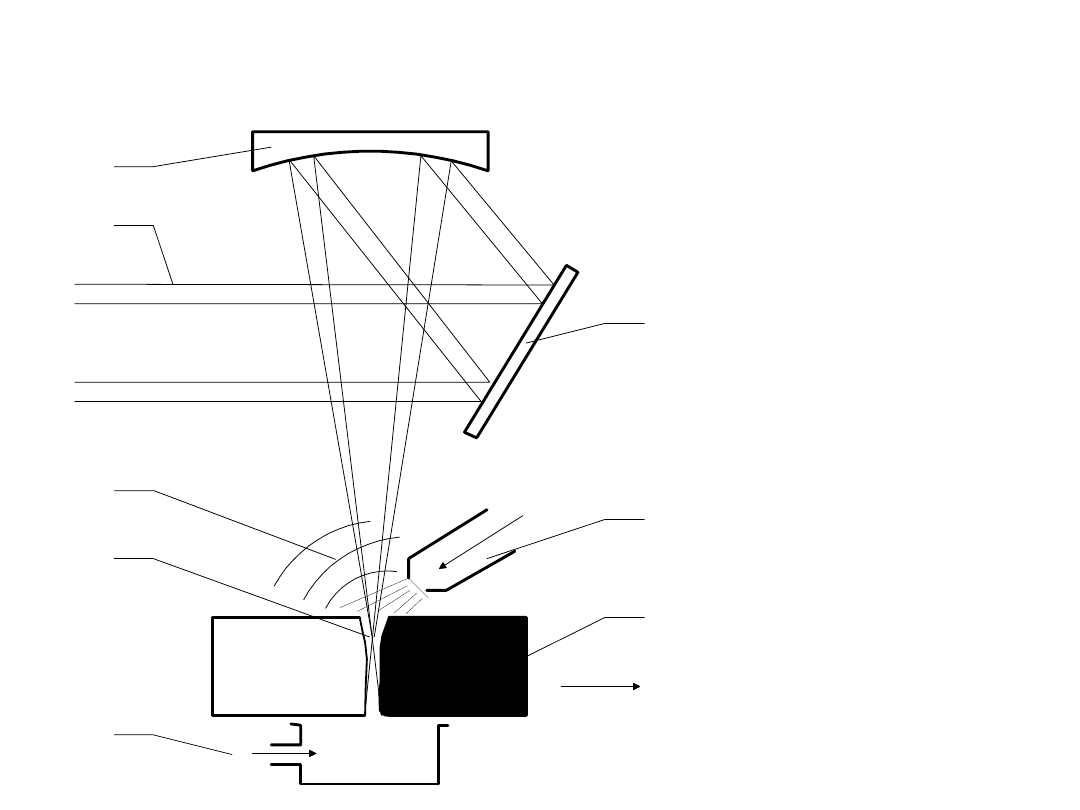
Spawanie laserowe
1
2
3
4
5
8
7
6
v
Spawanie pierścieniową
wiązką laserową:
1 – wiązka laserowa,
2 – zwierciadło płaskie,
3 – zwierciadło
ogniskujące,
4 – spawany przedmiot,
5 – ognisko wiązki
laserowej,
6 – obłok plazmy,
7 – nadmuch gazu
ochronnego,
8 – gazowa ochrona grani
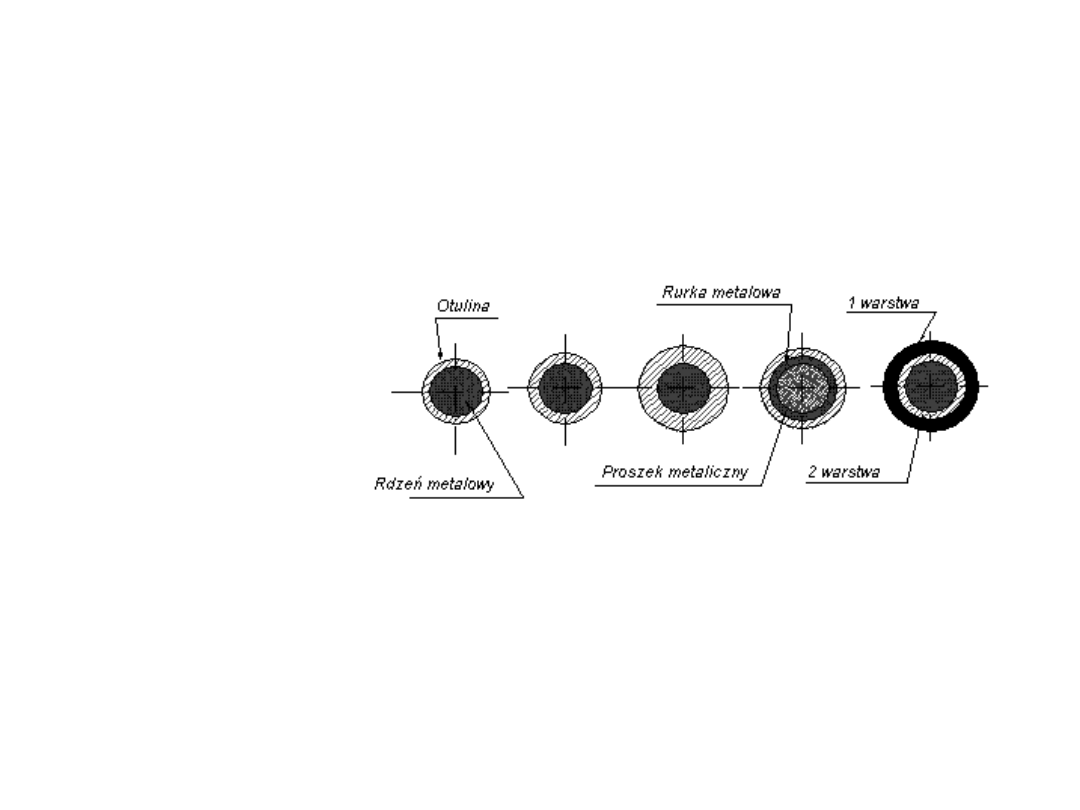
Spawanie drutami rdzeniowymi
Metoda spawania drutami rdzeniowymi
(FCAW — Flux Cored Arc Welding) jest
bardzo podobna do metody MIG/MAG
zarówno pod względem samego procesu,
jak i stosowanych urządzeń. Elektrodą
nie jest jednak pełny drut, lecz rurka
otaczająca rdzeń z topnika. W procesie
wytwarzania takiej elektrody najpierw
nadaje się płaskiej metalowej taśmie
kształt „U”. Następnie są do niej
wprowadzane dodatki stopowe i topnik,
po czym taśma jest zamykana za
pomocą rolek formujących, które nadają
jej postać rurki.
Podobnie jak w metodzie MIG/MAG, także i tutaj jest stosowana osłona
gazowa chroniąca strefę złącza przed wpływem atmosfery. Gaz jest albo
doprowadzany osobno (i w takim wypadku elektroda nosi nazwę elektrody
rdzeniowej do spawania z gazem osłonowym), albo powstaje wskutek
rozkładu składników topnika (elektroda samoosłonowa). Zawarty w
elektrodzie topnik wytwarza, oprócz gazu osłonowego, także i warstwę
żużla chroniącą stygnący metal spoiny. Żużel ten należy później usunąć.

Współczesna technologia budowy konstrukcji stalowych np. statków za
pomocą spawania wymusza stosowanie stali dobrze spawalnych.
Spawalność określa się za pomocą odpowiednich prób technologicznych,
natomiast szybką ocenę spawalności stali umożliwia tak zwany
równoważnik węglowy - C
e
. Jest on określony z pewnym przybliżeniem na
podstawie składu chemicznego (zawartości składników stopowych stali).
Dla stali ZW - zwykłej wytrzymałości równoważnik ma postać:
C
e
[%] = C +
Mn
/
6
gdzie:
C - procentowa zawartość węgla
Mn - procentowa zawartość manganu
Stal ZW uważana jest za dobrze spawalną jeżeli wartość równoważnika
węgla nie jest wyższa niż 0,4 %.
Dla stali PW - podwyższonej wytrzymałości równoważnik węgla
wyznaczany jest według wzoru:
C
e
[%] = C +
Mn
/
6
+
(Cr + Mo + V)
/
5
+
(Ni + Cu)
/
15
gdzie:
Cr, Mo, V - łączna [%] zawartość chromu, molibdenu i wanadu
Ni, Cu -łączna [%] zawartość niklu i miedzi
Stal PW uważana jest za dobrze spawalną jeżeli wartość równoważnika
węgla nie jest wyższa niż 0,45 %.
SPAWALNOŚĆ

Zgrzewanie
Zgrzewanie to sposób łączenia metali polegający na
tym, że części metalowe w miejscu łączenia
doprowadza się przez nagrzewanie do stanu
plastycznego (ciastowatego) lub do nadtopienia
powierzchni
łączonych
przekrojów
(zgrzewanie
iskrowe) i następnie łączy się je z zastosowaniem
odpowiedniej siły, np. przez kucie, prasowanie lub
zgniatanie, bez używania metalu dodatkowego, tj.
spoiwa. Zależnie od źródła ciepła, które służy do
nagrzania części łączonych do stanu plastycznego lub
do nadtopienia powierzchni łączonych, rozróżniamy
następujące
zasadnicze
rodzaje
zgrzewania
:
elektryczne
oporowe,
tarciowe,
zgniotowe
i
wybuchowe.

Zgrzewanie oporowe
W procesie zgrzewania oporowego metale są łączone
bez stosowania materiałów dodatkowych. Przez
obszar, w którym ma powstać złącze, jest
przepuszczany prąd elektryczny, doprowadzany za
pomocą wywierających nacisk elektrod. Ilość
generowanego ciepła zależy m.in. od oporności
elektrycznej styku łączonych elementów. Właściwość
ta ma istotny wpływ na przebieg procesu, od niej też
pochodzi jego nazwa.
Podstawowe odmiany technologii zgrzewania
oporowego to:
* zgrzewanie punktowe,
* zgrzewanie garbowe,
* zgrzewanie liniowe,
* zgrzewanie doczołowe zwarciowe,
* zgrzewanie doczołowe iskrowe.
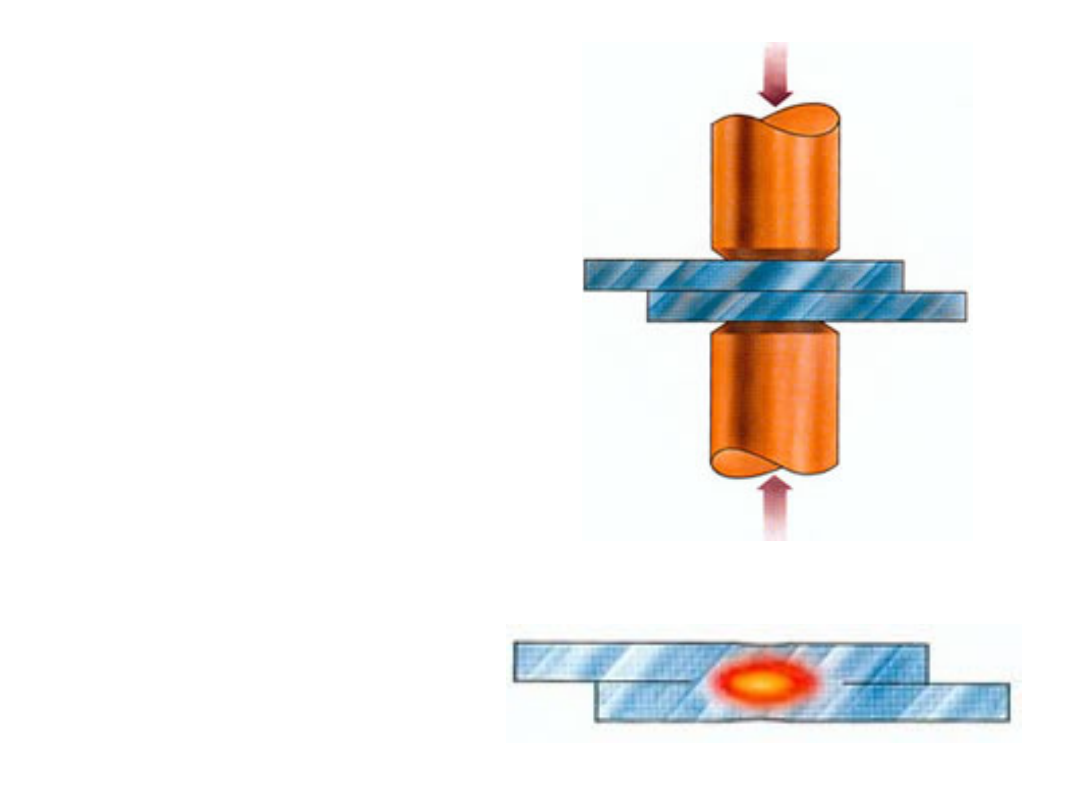
Zgrzewanie
punktowe
Jest to najbardziej znana
metoda zgrzewania
oporowego. Głównie jest
przeznaczona do spajania
arkuszy blach. Spoinę
tworzy jedna lub więcej
zgrzein, a elementy są
zazwyczaj łączone na
zakładkę. Z zasady stosuje
się elektrody punktowe o
odpowiednio dobranej
średnicy.
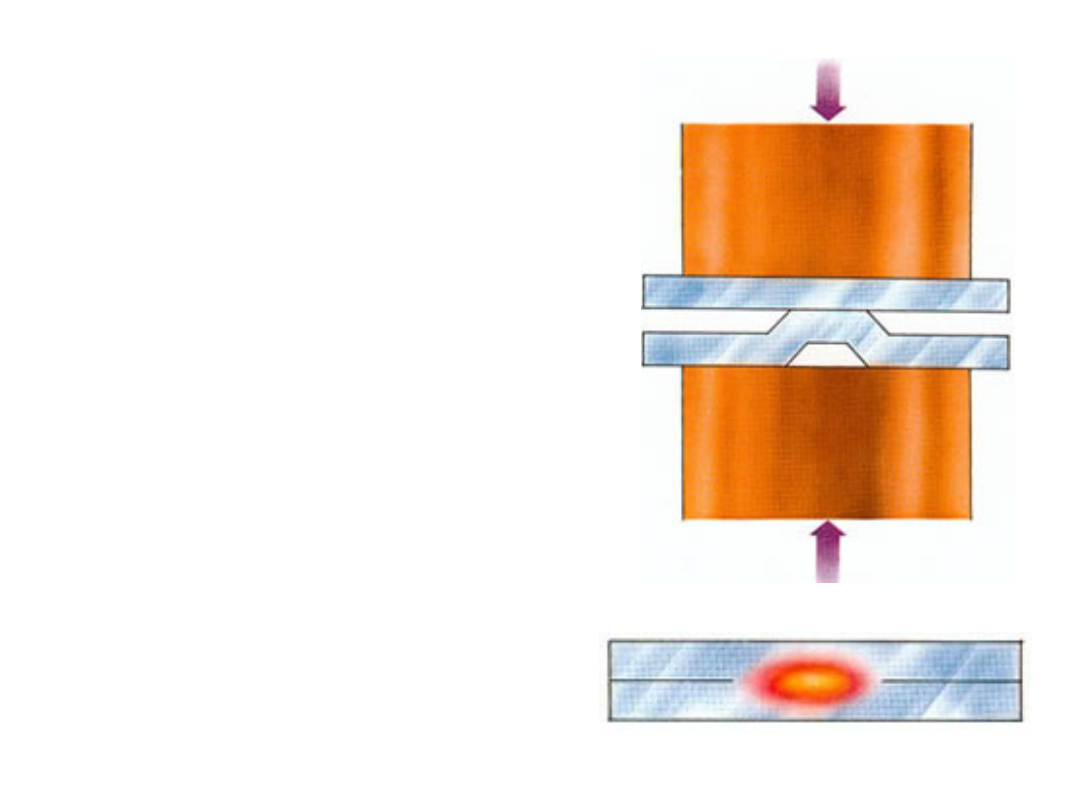
Zgrzewanie
garbowe
Zgrzeina powstaje w miejscu punktu
kontaktowego, specjalnie ukształtowanego
na materiale roboczym. Na przykład,
punktem kontaktowym (garbem) może być
wybrzuszenie lub pierścieniowe bądź
wydłużone występy technologiczne.
Łączenie elementów może odbywać się
jednocześnie w kilku punktach.
Odpowiednio duże elektrody obejmują
wszystkie punkty, które mają zostać
zgrzane w jednej operacji. Tworzone są
złącza zakładkowe lub doczołowe.
Przykłady zastosowań:
• Zgrzewanie do blach śrub i nakrętek
zaprojektowanych pod tym kątem i
dostępnych na rynku.
• Zgrzewanie garbowe elementów o
kształcie pręta, takich jak śruby czy
zaczepy (kołki).
• Zgrzewanie garbowe elementów
rurowych (złącza T i krzyżowe), a także
sworzni, użebrowania i krzywek.
• Zgrzewanie krzyżowe drutów.
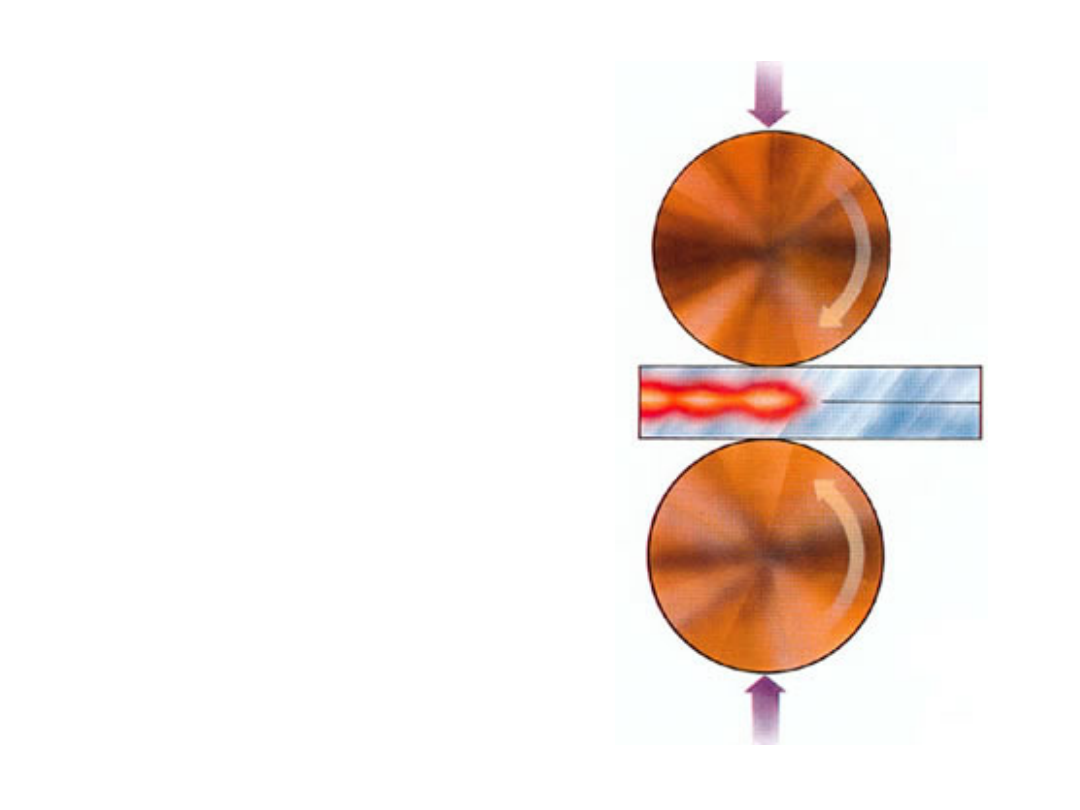
Zgrzewanie
liniowe
Metoda przede wszystkim
umożliwiająca wykonywanie
szczelnych zgrzein łączących
blachy. Zgrzewanie liniowe jest
procesem ciągłym, w którym
elektrody krążkowe oddziałują
na elementy robocze
ustawione (zazwyczaj) na
zakładkę.
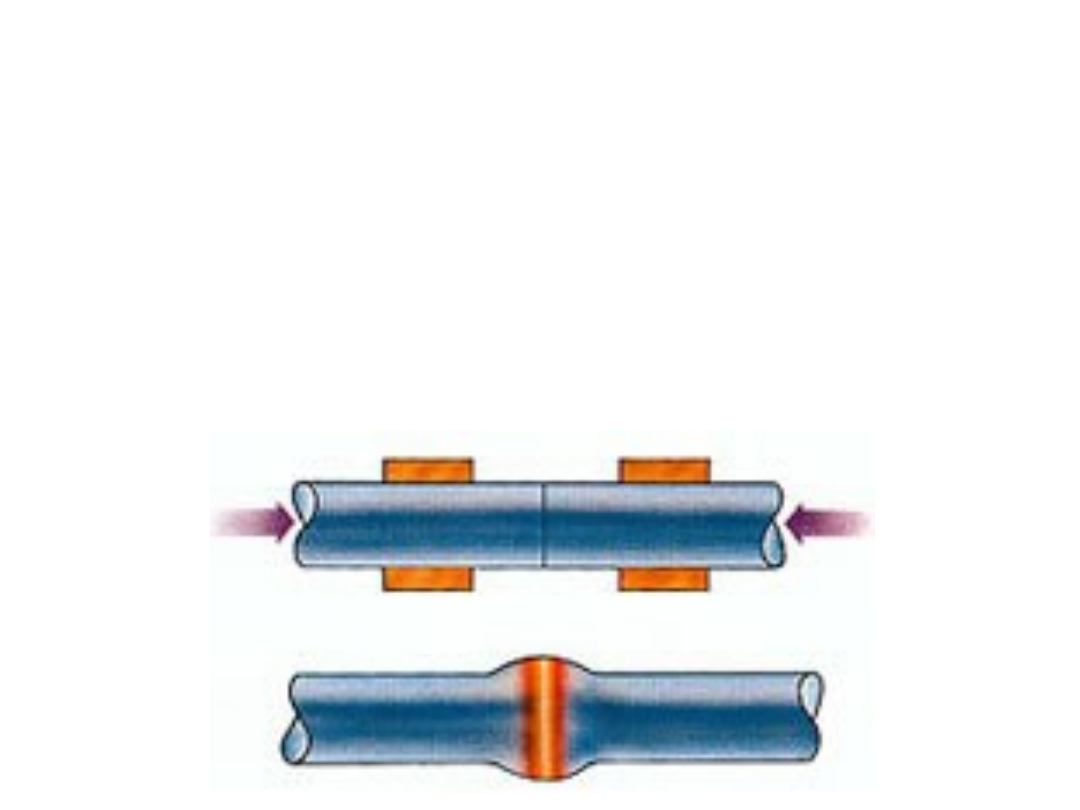
Zgrzewanie doczołowe oporowe
Metoda typowo używana do łączenia prętów i drutów. Zgrzewane
elementy są ustawiane tak, aby się stykały powierzchniami czołowymi.
Gdy zostanie wywarty docisk, jest włączany przepływ prądu
zgrzewania; powierzchnie czołowe są nagrzewane i w wyniku procesu
powstaje równomiernie spęczone złącze.
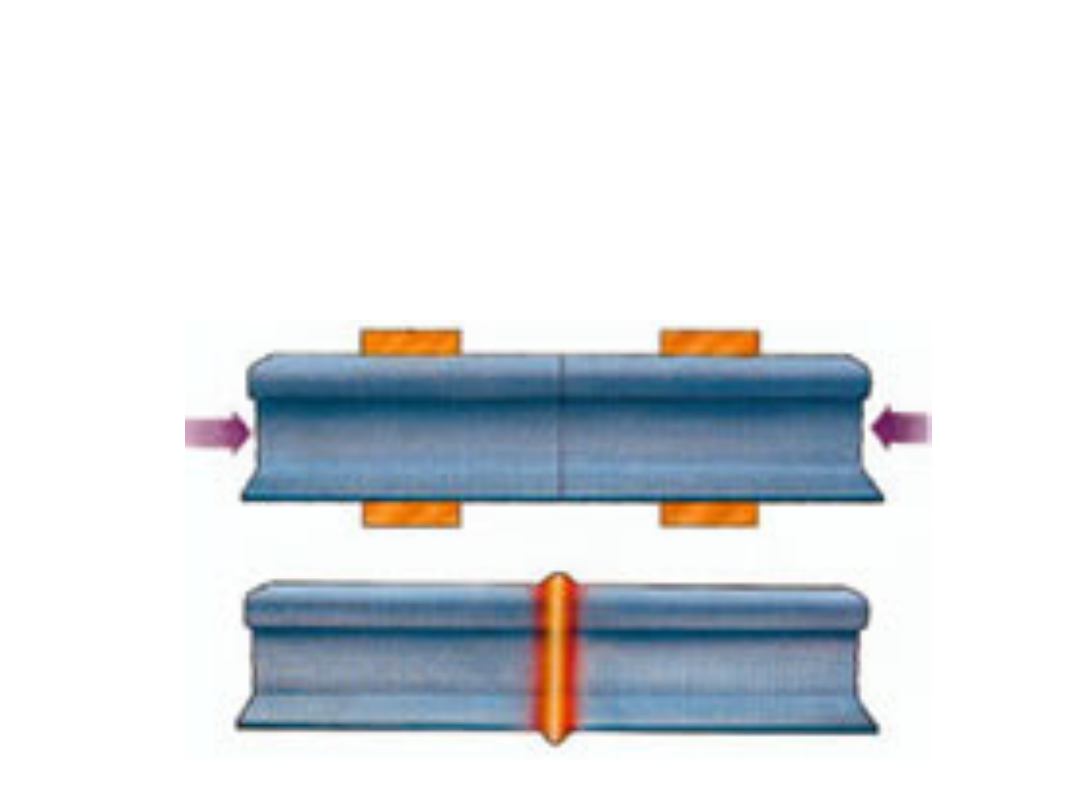
Zgrzewanie doczołowe iskrowe
Zgrzewane elementy są ustawiane tak, aby się stykały powierzchniami
czołowymi. W procesie zgrzewania doczołowego iskrowego można
wyróżnić następujące etapy: podgrzewanie wstępne, wyiskrzanie i
spęczanie. Podgrzewanie jest wykonywane przy niewielkim docisku. Gdy
tylko złącze się nagrzeje, następuje etap wyiskrzania, w którym jest
wypalany materiał powierzchni złącza, w wyniku czego uzyskuje się
gładką, czystą powierzchnię. Gdy zostanie usunięty naddatek
przeznaczony na wyiskrzanie, następuje etap spęczania, w którym
powstaje wypływka zawierająca stopiony i utleniony metal.
Przykłady elementów zgrzewanych doczołowo iskrowo: pręty, ogniwa
łańcuchów, szyny i rury.

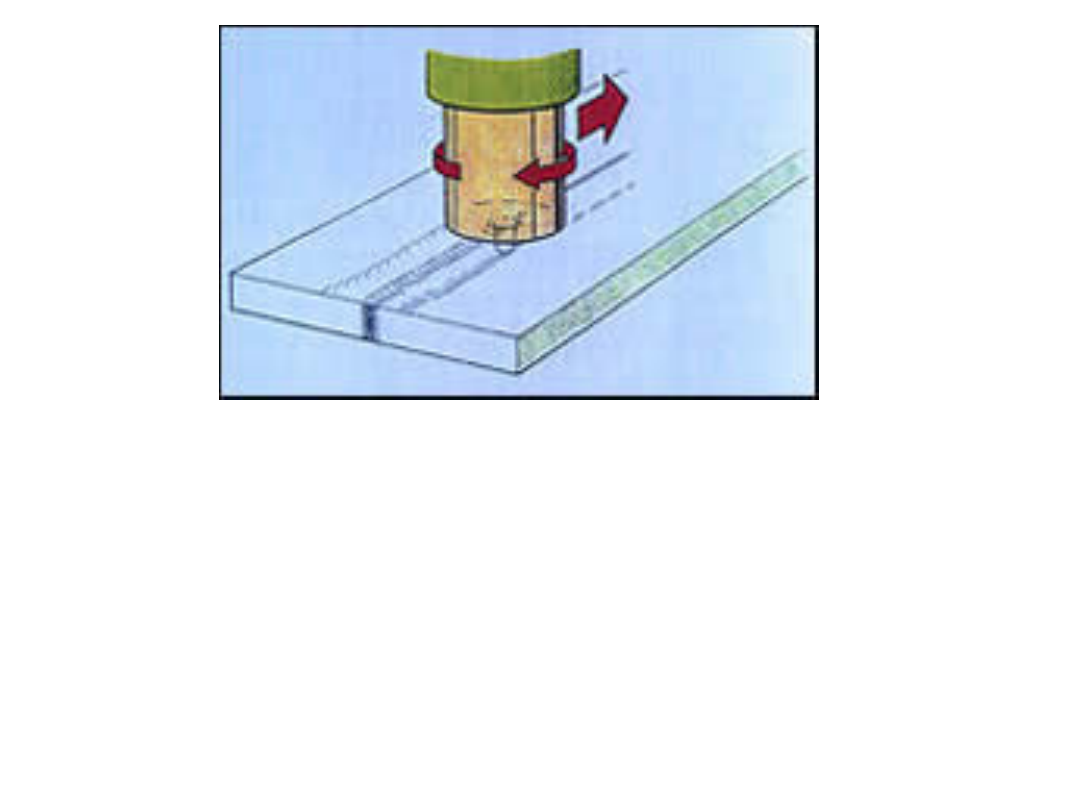
Spajanie tarciowe z przemieszaniem
Spajanie tarciowe z przemieszaniem to metoda, w której
występuje pełna penetracja w stanie stałym. Metoda ta może być
używana do spajania materiałów metalowych - obecnie głównie
aluminium - bez osiągania punktu topnienia.
Metoda ta została wynaleziona, opatentowana i przygotowana do
zastosowań przemysłowych przez Instytut Spawalnictwa w
Cambridge (Wielka Brytania). W metodzie tej cylindryczne
narzędzie z wyprowadzonym trzpieniem i zaopatrzone w kołnierz
jest wprowadzane w ruch obrotowy i powoli zagłębiane w obszar
złącza między dwoma ustawionymi czołowo elementami. Elementy
te muszą być zamocowane do podpierającej płyty, tak aby nie
mogły się rozsunąć. Wskutek tarcia narzędzia o powierzchnie
złącza jest generowane ciepło, w wyniku którego miękną
powierzchnie łączonych elementów (nie jest jednak osiągany
punkt topnienia) i narzędzie może się przemieszczać wzdłuż linii
złącza. Uplastyczniony materiał przepływa do tylnej krawędzi
trzpienia narzędzia, gdzie wskutek oddziaływania kołnierza i
trzpienia następuje przemieszanie. Stygnąc, przemieszany
materiał tworzy złącze między spajanymi elementami.
Spajanie tarciowe z przemieszaniem może być wykorzystywane do
łączenia blach i płyt aluminiowych bez wprowadzania spoiwa i bez
stosowania gazów osłonowych. Metodą tą można łączyć materiały o
grubości od 1,6 mm do 30 mm, uzyskując przy tym pełną penetrację
oraz złącze wolne od porowatości i wewnętrznych pęcherzy. Co więcej,
można uzyskiwać jednorodne złącza z minimalnym odkształceniem
także i w wypadku stopów aluminium uważanych za trudno spawalne
przy użyciu konwencjonalnych metod. Stosując spajanie tarciowe z
przemieszaniem łączono pomyślnie różnorodne stopy aluminium (z
serii 2xxx, 5xxx, 6xxx, 7xxx i 8xxx), a także stopy Al-Li. Ostatnio
zademonstrowano także wykorzystanie tej metody do spajania ołowiu,
miedzi, magnezu, a nawet stopów tytanu.
Zalety połączeń zgrzewanych:
1. Duża wydajność związana z możliwością
automatyzacji procesu
2. Duża wytrzymałość mechaniczna połączenia
3. Możliwość łączenia różnych metali.
Wady połączeń zgrzewanych:
1. Stosunkowo wysoki koszt procesu
zgrzewania
2. Niemożliwość łączenia materiałów
nieodpornych na nacisk
powierzchniowy.
Połączenia lutowane
Połączenie lutowane polega na złączeniu części metalowych za
pomocą stopionego łatwo topliwego metalu zwanego lutem, który
wprowadza się w szczelinę między łączone części. Lut następnie
krzepnie i łączy części. Przy lutowaniu nie występuje nadtapianie
łączonych części. Wytrzymałość połączenia lutowanego jest na
ogół dużo słabsza niż wytrzymałość połączeń dotąd omawianych.
W związku z tym lutowanie stosuje się głównie tam, gdzie duża
wytrzymałość nie jest wymagana np. w tradycyjnej elektronice.
Bardzo ważne w lutowaniu jest odpowiednie przygotowanie
łączonych powierzchni. W zależności od rodzaju użytego lutu
rozróżniamy:
1. Lutowanie miękkie – temperatura topnienia lutu jest mniejsza od
700K.
Jako luty miękkie są stosowane stopy cyny i ołowiu.
2. Lutowanie twarde – temperatura topnienia lutu jest większa od
800K.
Luty twarde są to przeważnie stopy miedzi i cynku.
3. Lutowanie szlachetne – gdzie jako lutu używa się srebra lub
złota.
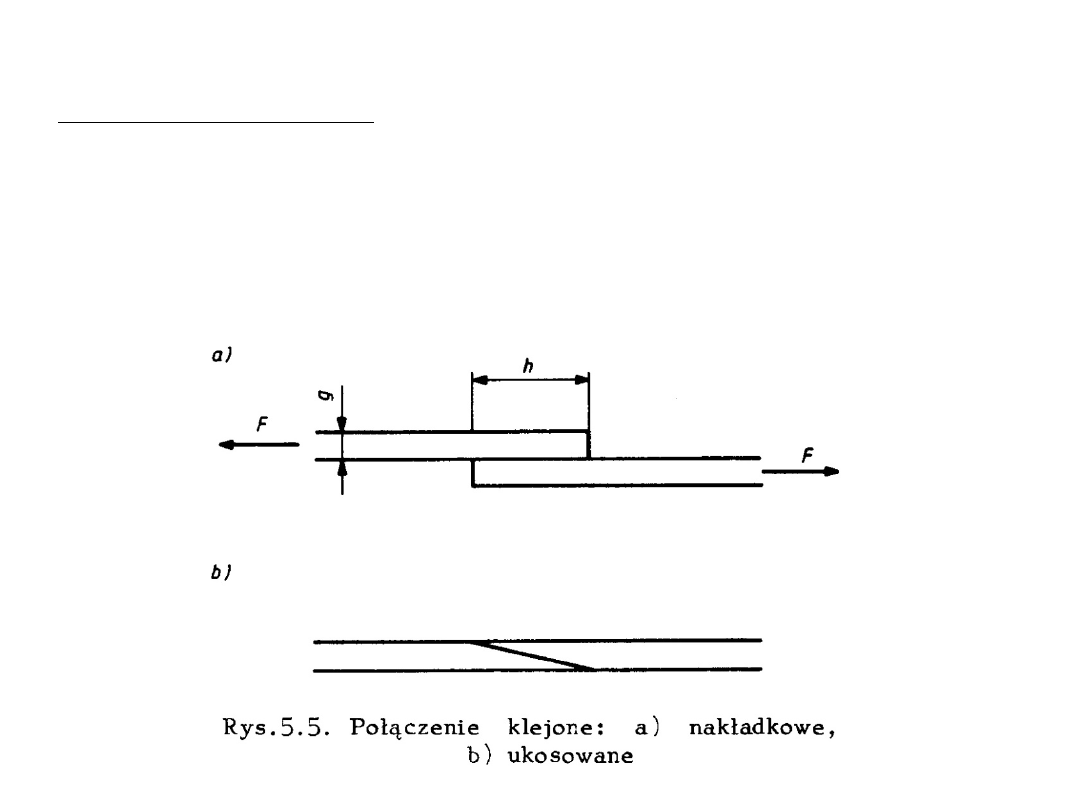
Połączenia klejone
Połączenie klejone polega na złączeniu części za pomocą ciekłej
substancji zwanej klejem, która twardnieje i łączy obie części.
Najważniejszą sprawą w procesie klejenia jest dobór odpowiedniego
kleju do łączonych substancji oraz odpowiednie przygotowanie
łączonych powierzchni. Ze względu na sposób łączenia połączenia
klejone dzieli się na nakładkowe i ukosowe (rysunek poniżej).
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
- Slide 46
- Slide 47
- Slide 48
- Slide 49
- Slide 50
- Slide 51
- Slide 52
- Slide 53
- Slide 54
- Slide 55
- Slide 56
- Slide 57
- Slide 58
- Slide 59
- Slide 60
- Slide 61
- Slide 62
- Slide 63
- Slide 64
- Slide 65
- Slide 66
- Slide 67
- Slide 68
- Slide 69
- Slide 70
- Slide 71
- Slide 72
- Slide 73
- Slide 74
- Slide 75
- Slide 76
- Slide 77
- Slide 78
- Slide 79
- Slide 80
- Slide 81
- Slide 82
- Slide 83
- Slide 84
- Slide 85
- Slide 86
- Slide 87
- Slide 88
- Slide 89
- Slide 90
- Slide 91
- Slide 92
- Slide 93
- Slide 94
Wyszukiwarka
Podobne podstrony:
AUTOMATYZACJA PROCESÓW SPAWALNICZYCH
Spawanie gazowe palnikiem, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, Spawalnictwo
spajalnictwo 2, Spawalnictwo
ćwiek -kolos spawalność (1), Studia, SEMESTR 5, MIZEISM, Kolokwium Ćwiek
OSC 1, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
OCS-sprawozdanie2, ZiIP, II Rok ZIP, Obróbka cieplna i spawalnictwo, obróbka cieplna
Metody oceny spawalnosci stali
spawalnictwo
Spawalnia
spawalnictwo opracowanie
8 Spawalnicze metody nakładania powłok
cwiek kolos spawalnosc (3) (2) Nieznany
spawy-lab, Studia, ZiIP, SEMESTR V, Spawalnictwo, od pudlo
Roboty spawalnicze - budowa, BHP
Spawalność, Politechnika Poznańska, Edukacja Techniczno Informatyczna, Semestr II, Materiałoznawstwo
Spawalnictwo sciaga1, Studia, pomoc studialna, odlewnictwo i spawalnictwo, odlewnictwo i spawalnictw
Sprawko spawalnictwo 1, studia, studia Politechnika Poznańska - BMiZ - Mechatronika, 2 semestr, obro
Sprawko spawalnictwo 1, obróbka plastyczna, Obróbka Cieplna i Spawalnictwo
więcej podobnych podstron