
1
Techniczne Przygotowanie Produkcji
System Technicznego Przygotowania Produkcji
stanowi jeden z podstawowych modułów systemu
obsługi produkcji, zapewnia pełną obsługę
informacji związanych z:
•
określaniem danych o wyrobie, półprodukcie,
detalu,
surowcu,
materiale
handlowym
(kartoteka indeksów materiałowych),
•
ustalaniem
marszrut
technologicznych
(kartoteka operacji technologicznych),
•
definiowaniem rozwinięcia konstrukcyjnego
wyrobu w postaci struktury drzewiastej,
•
kalkulowaniem kosztów wytworzenia wyrobów
finalnych i półproduktów.
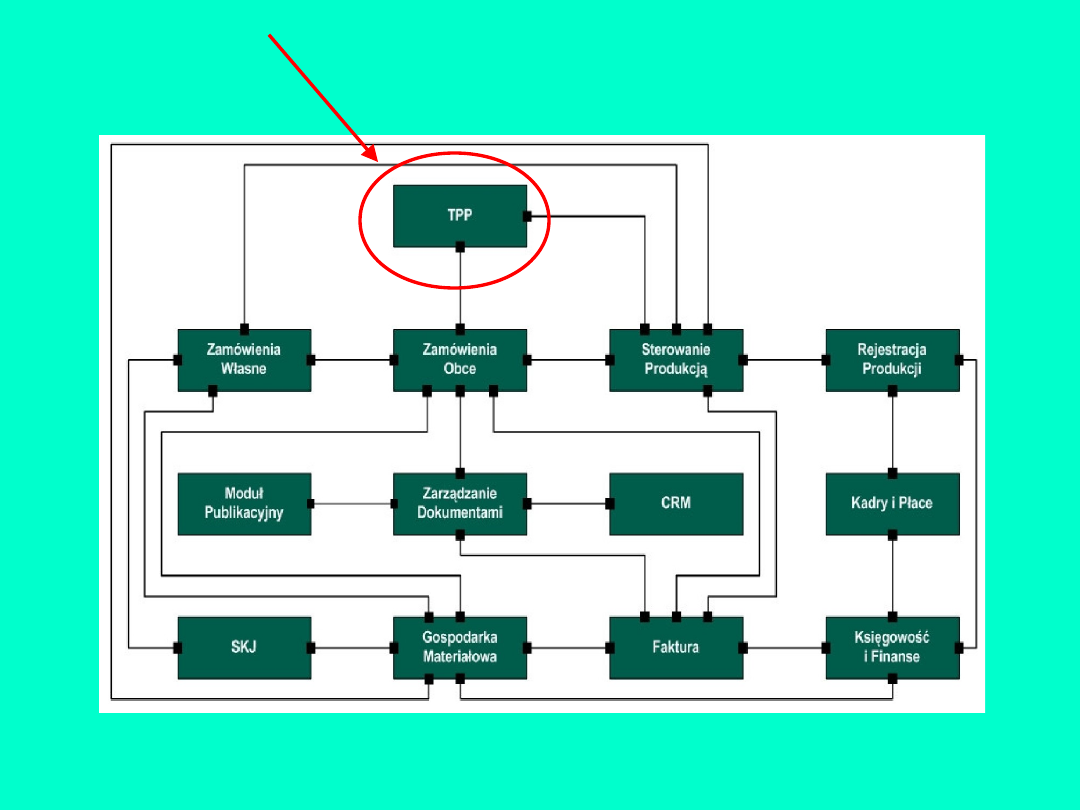
2
Struktura ERP:
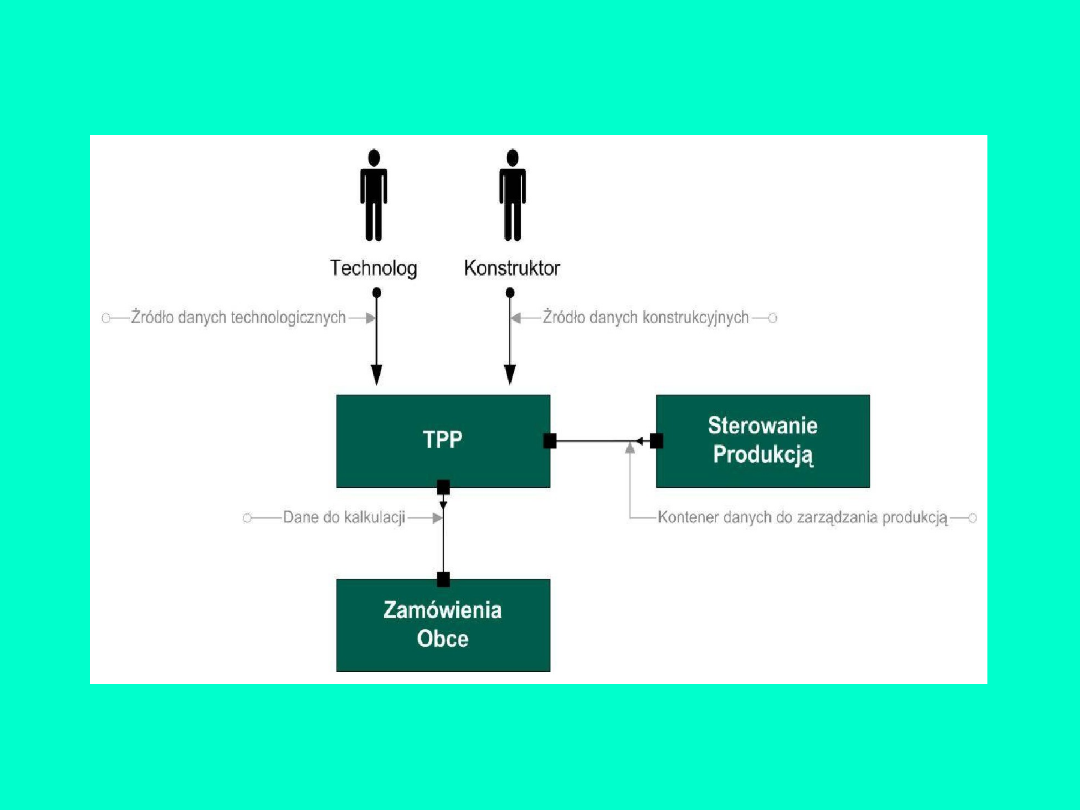
3
Moduł-Techniczne przygotowanie
produkcji:

4
System umożliwia Głównemu
Konstruktorowi realizację
następujących zadań:
•
tworzenie i obsługę struktur wyrobu dla pozycji
zawierających składniki niższego rzędu (półwyroby,
detale),
•
obsługę kartoteki materiałowej, stanowiącej
rejestr wszystkich pozycji zapasów
wykorzystywanych przy produkcji wyrobów
finalnych wytwarzanych we własnym zakresie i
każdej pozycji kupowanej w oparciu o katalog
indeksów materiałowych o dowolnej strukturze
deklarowanej przez użytkownika, z użyciem
klasyfikatora graficznego,
•
specyfikowanie pozycji zastępczej, która może
być zastosowana w przypadku, gdy pozycja
podstawowa nie jest osiągalna oraz definiowanie
wszelkich ograniczeń stosowania pozycji
zastępczych,
•
obsługę rejestru kontroli zmian, pozwalającego
na zarządzanie terminami wprowadzania i
wycofywania pozycji.
5
Kartoteka
indeksów
materiałowych
jest
rejestrem wszystkich pozycji, jakie podlegają
kontroli w danym przedsiębiorstwie i służy do
informowania systemu o istnieniu danej pozycji.
Po zarejestrowaniu pozycji w kartotece
materiałowej użytkownik może zdefiniować
składniki tej pozycji, składające się na jej strukturę
konstrukcyjną.
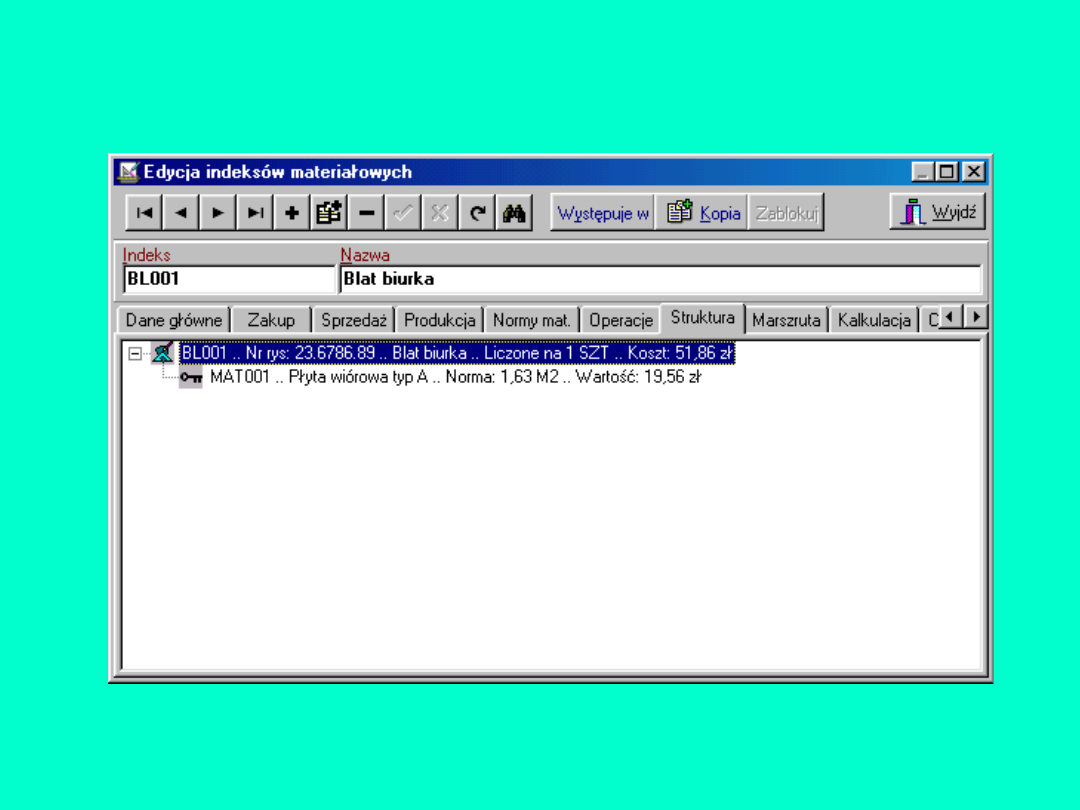
Struktura konstrukcyjna jest zestawieniem
wszystkich składników do montażu, specyfikującym
wymagane ilości każdego składnika.
System generuje strukturę konstrukcyjną na
podstawie informacji pochodzących z kartoteki
materiałowej, zawierającej dane o każdej pozycji ze
struktury wyrobu, mówiącej o związkach i
zależnościach między tymi pozycjami.

6
Procedura kontroli zmian konstrukcyjnych służy
do nadzoru nad wprowadzaniem nowych wyrobów
lub modyfikowaniem istniejących.
Metoda kontroli polega na wskazaniu pozycji
aktualnie ważnych w strukturze wyrobu, a
następnie na wprowadzaniu nowych pozycji lub
wycofywaniu pozycji istniejących.
Wszelkie zmiany zapisywane są w rejestrze zmian
konstrukcyjno - technologicznych.

7
Funkcje Głównego Technologa
obejmują zakres wszystkich zadań
wiążących się z projektowaniem
procesów technologicznych:
•
definiowanie zasobów, stanowisk roboczych,
marszrut i operacji technologicznych,
•
dokonywanie zmian w marszrutach
technologicznych, operacjach i zasobach,
•
przeglądanie wytwarzanych pozycji i pozycji
zastępczych,
•
przeglądanie struktur wyrobu wytwarzanych
pozycji.

8
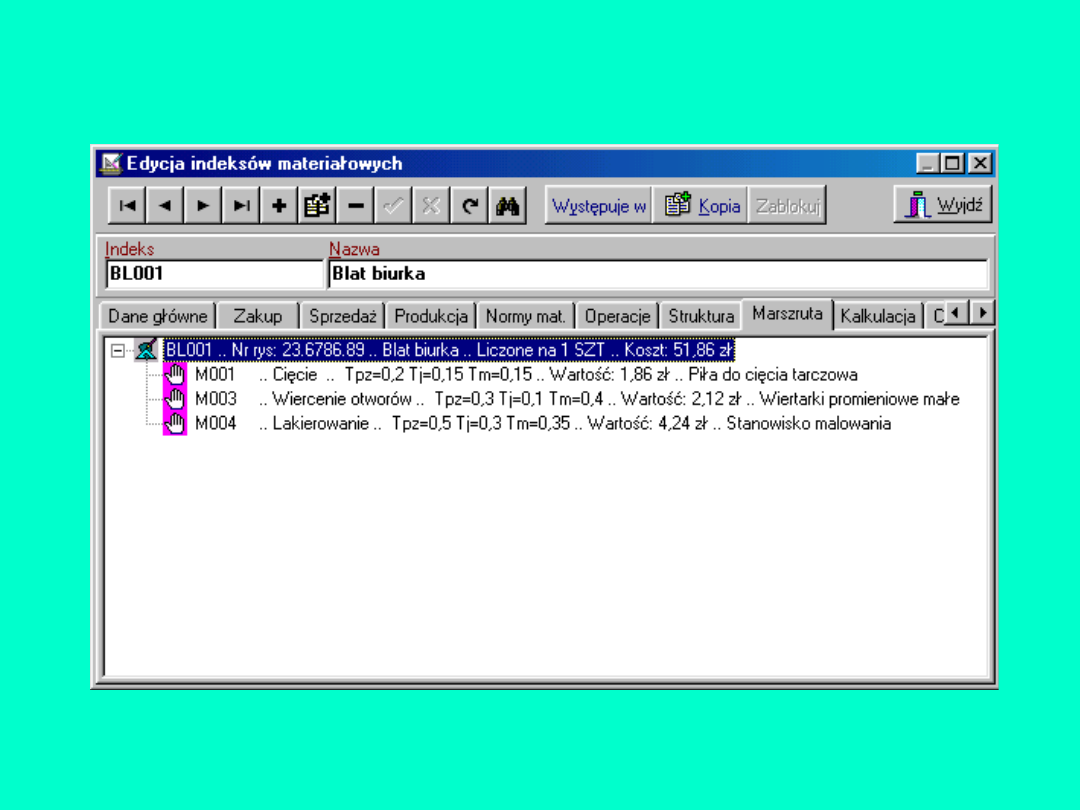
System umożliwia rejestrację marszrut
technologicznych stosowanych w danej fabryce z
uwzględnieniem lokalizacji wytwarzania produktów
(wiele miejsc wytwarzania tego samego produktu).
Fabryka może być podzielona na pewną liczbę
wydziałów produkcyjnych.
Marszruta technologiczna określa kolejność
operacji i wskazuje wydziały produkcyjne
zaangażowane w wytwarzanie danej pozycji.
Operacje są dającymi się zidentyfikować zadaniami
wykonywanymi w trakcie wytwarzania pozycji.
Każda operacja ma miejsce na określonym
stanowisku roboczym i wykorzystuje właściwe dla
niej zasoby.
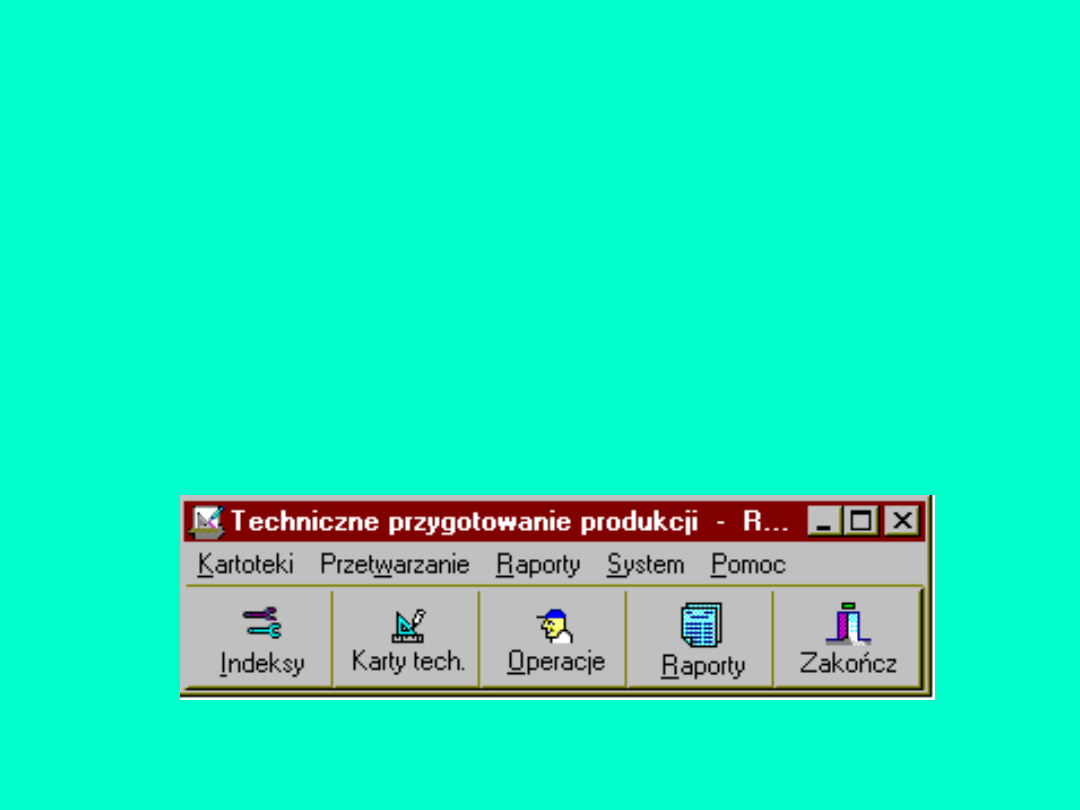
9
Moduł Techniczne przygotowanie produkcji, w
którym należy kolejno:
1. Wybrać bazę, z którą program ma
współpracować.
2. Wpisać nazwę użytkownika.
3. Podać hasło użytkownika.
Menu składa się z pięciu części: Kartoteki,
Przetwarzanie, Raporty, System, Pomoc:
10
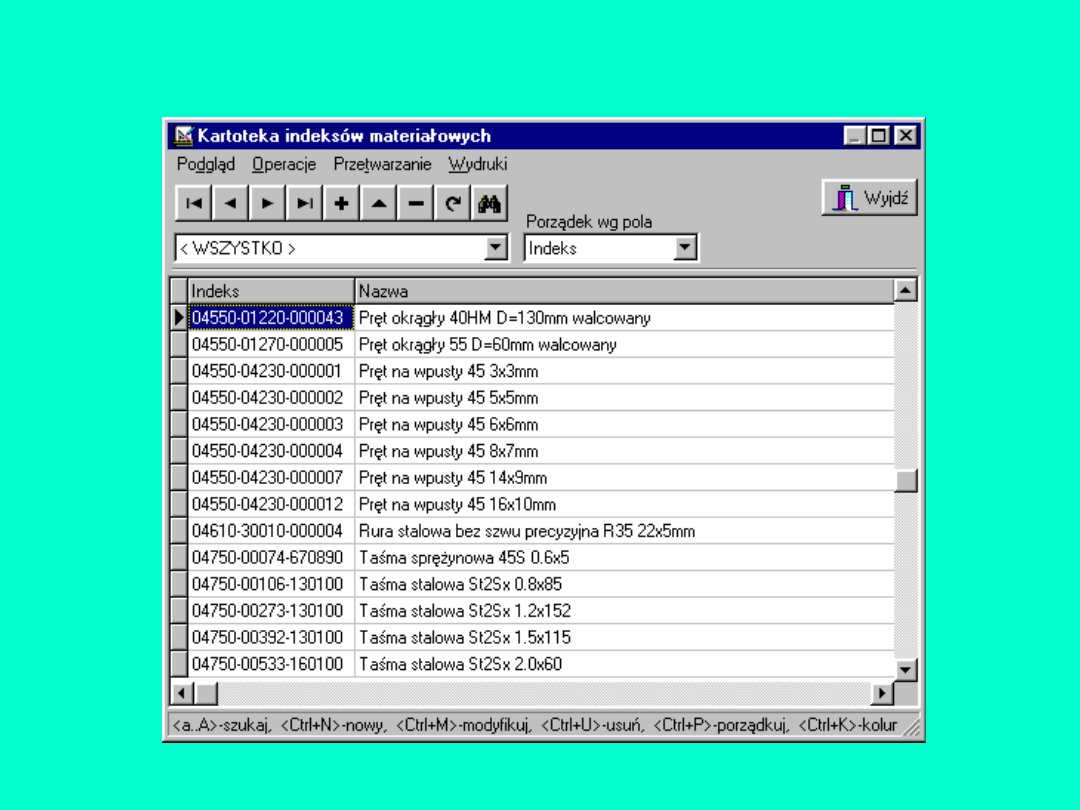
Kartoteki > Indeksów:

11
Menu Podgląd:
• aktualny stan magazynowy danego indeksu
(ilościowo i wartościowo),
• jego obroty (przychody i rozchody) - bieżące lub
całościowe,
• zastosowanie indeksu (w jakich półwyrobach i
wyrobach jest składnikiem struktury
konstrukcyjnej),
• potrzeby materiałowe (jakie materiały i ile
niezbędne są do produkcji danego wyrobu),
• rysunek konstrukcyjny.
Podczas edycji indeksu materiałowego występują
dane istotne dla procesu przetwarzania:
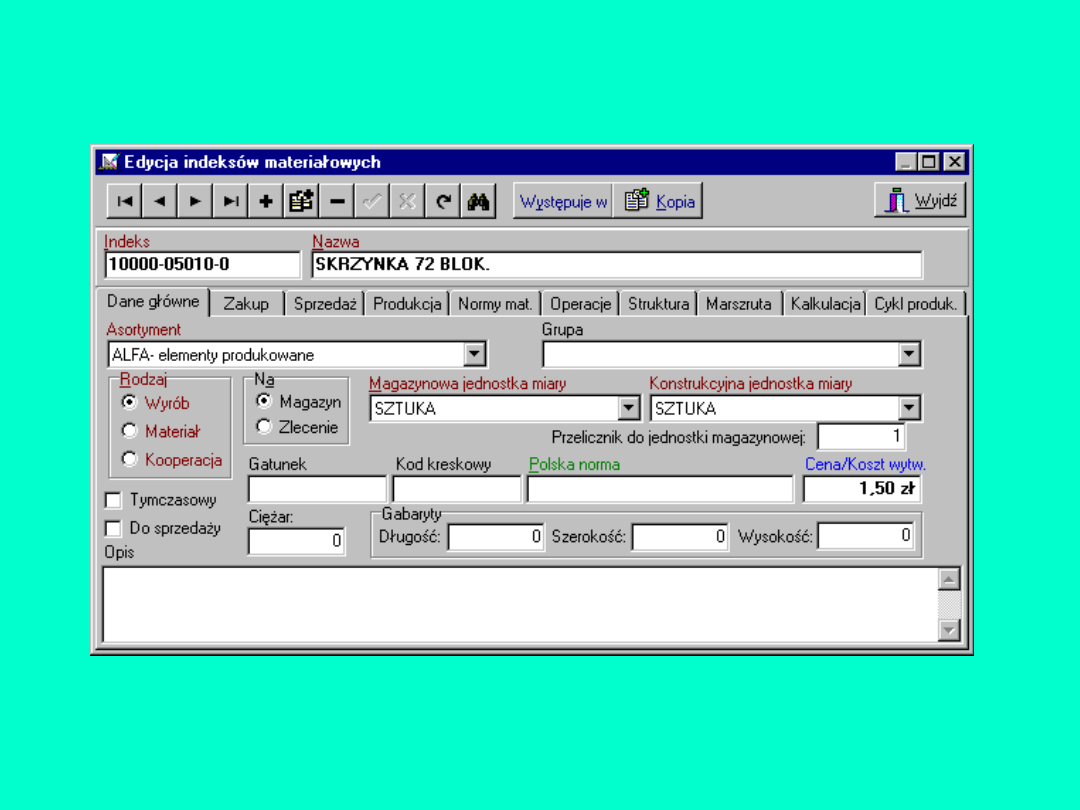
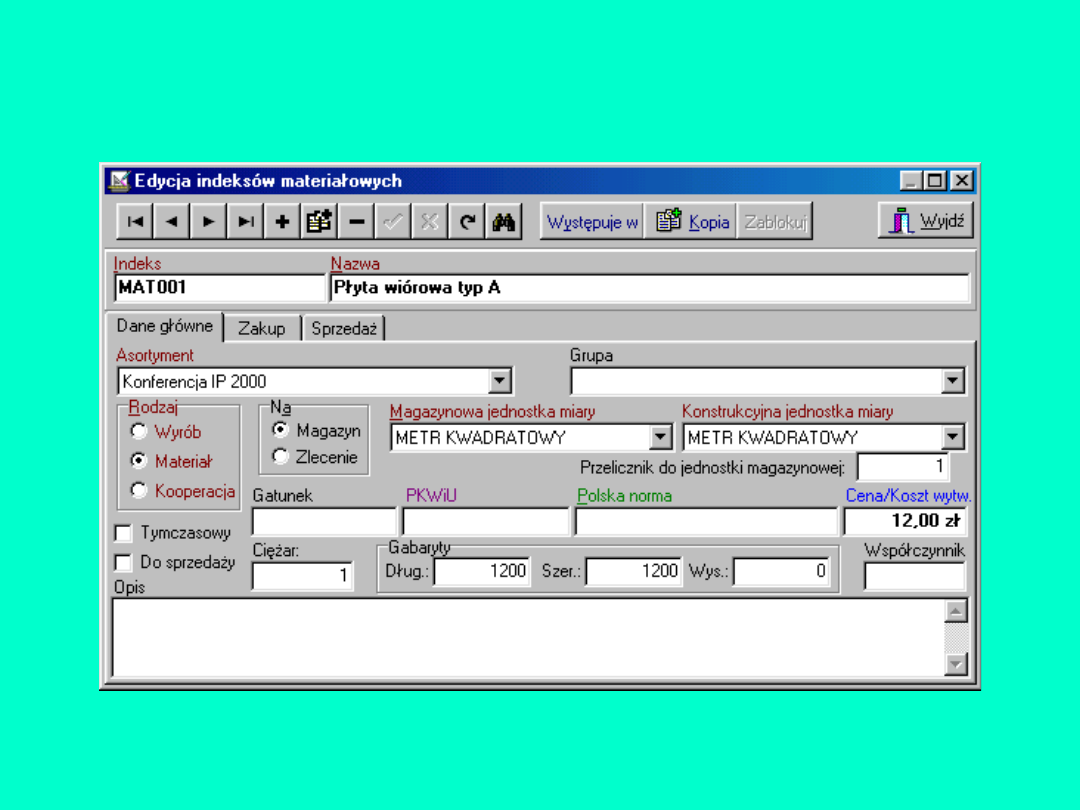
12
Edycja indeksów materiałowych –
Dane główne:
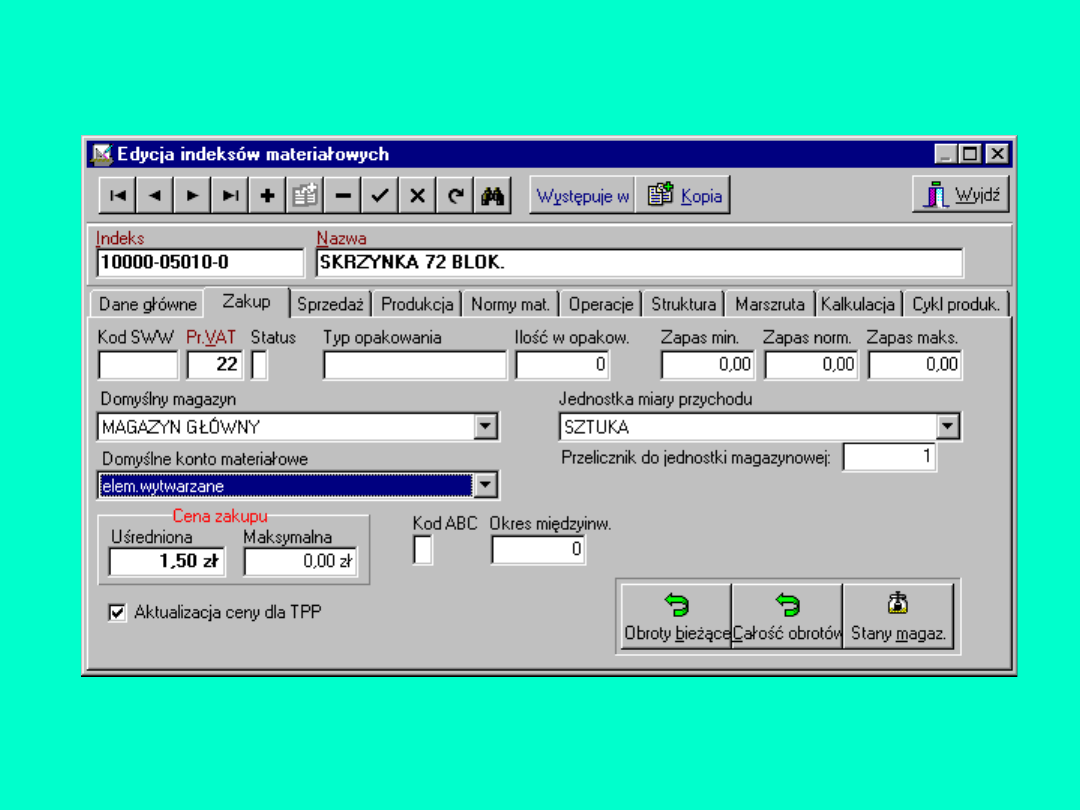
13
Edycja indeksu materiałowego -
zakup:
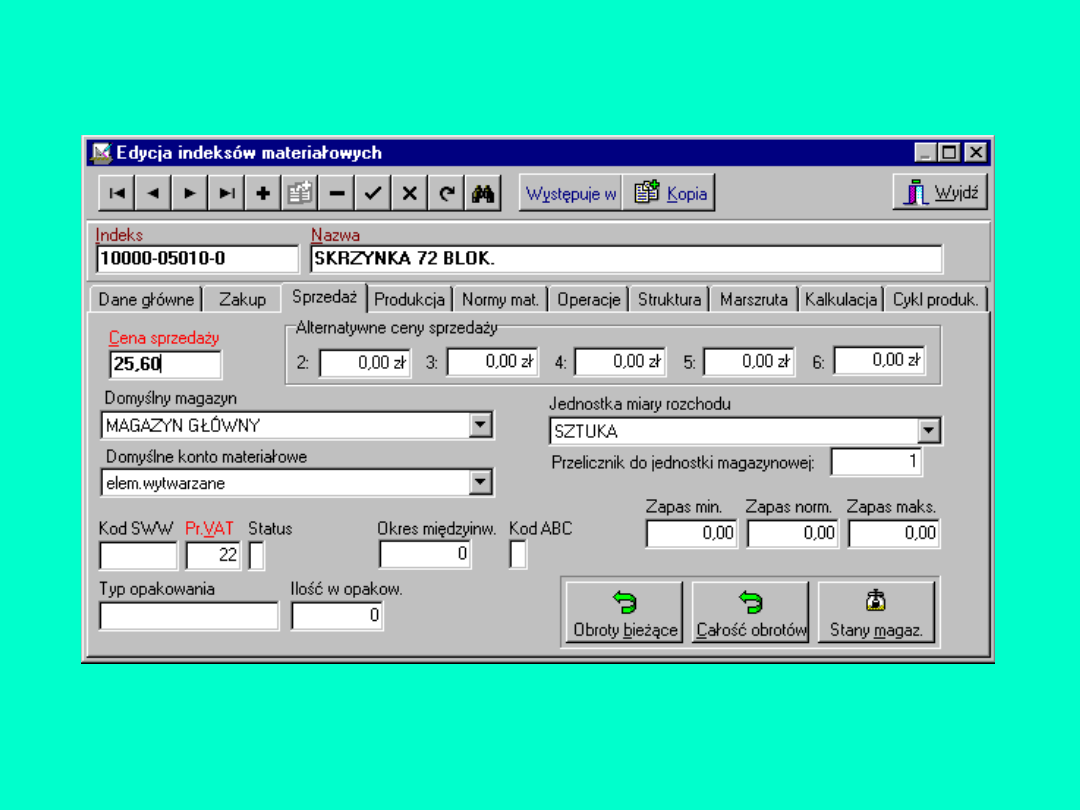
14
Edycja indeksu materiałowego –
sprzedaż:
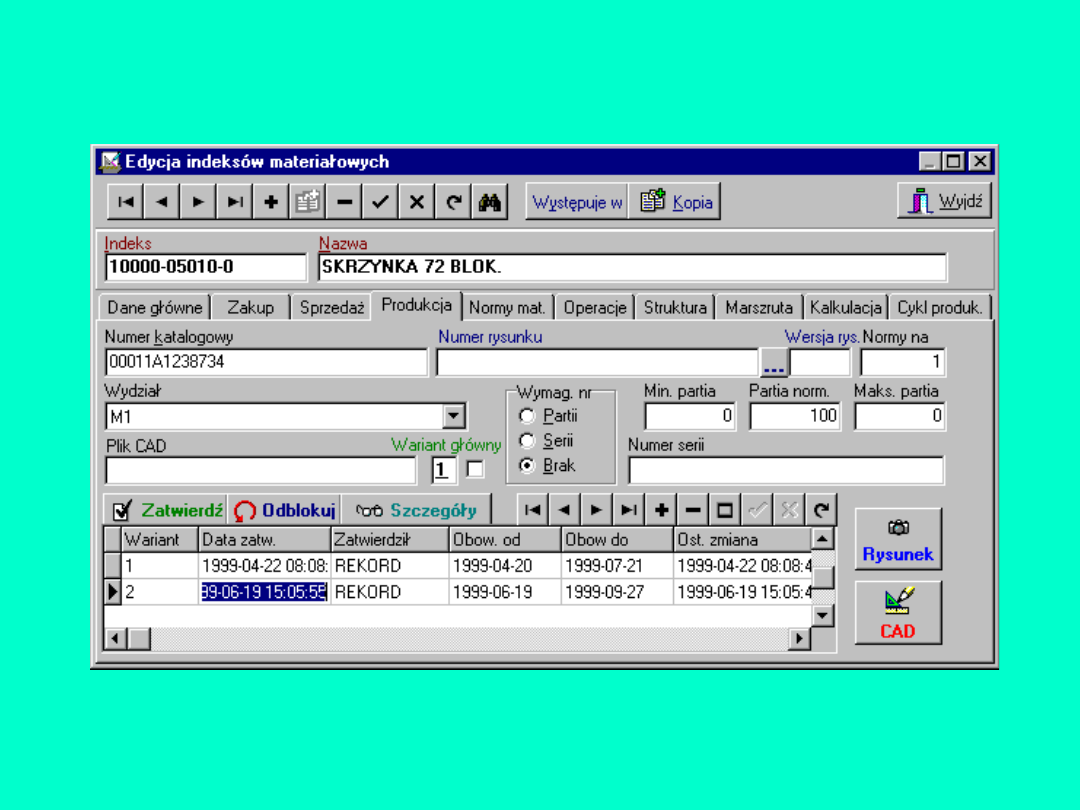
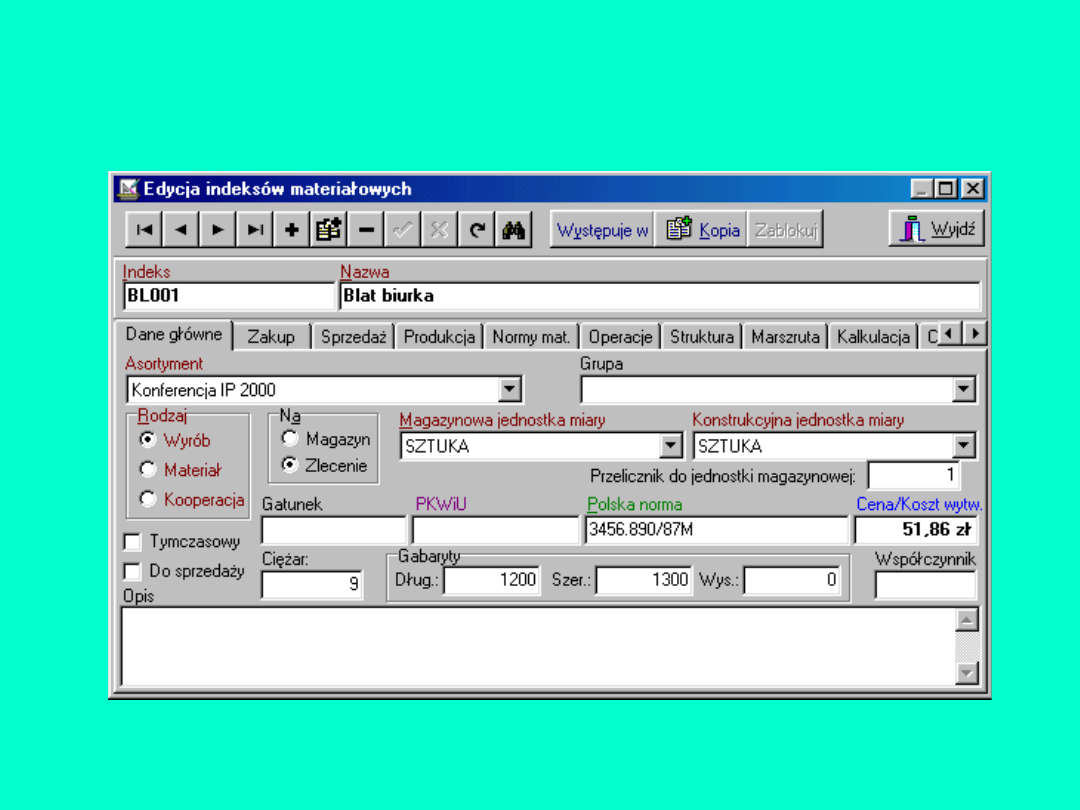
15
Edycja indeksu materiałowego -
produkcja:
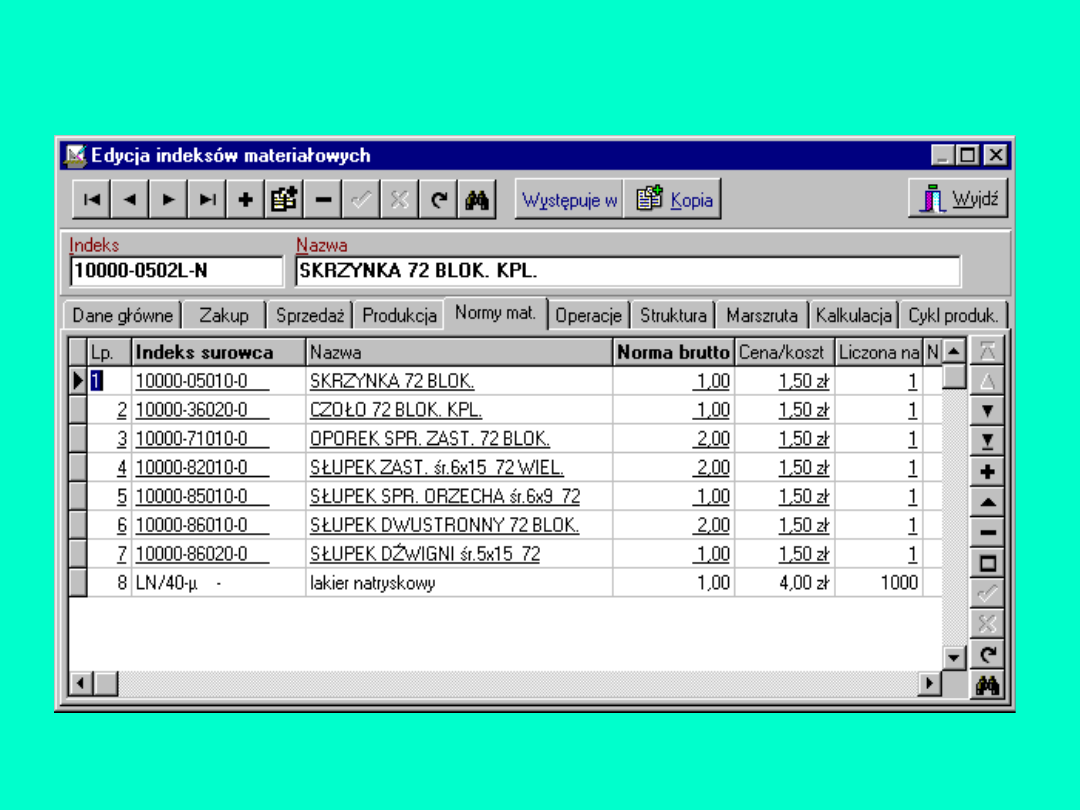
16
Edycja indeksu materiałowego - normy
materiałowe:
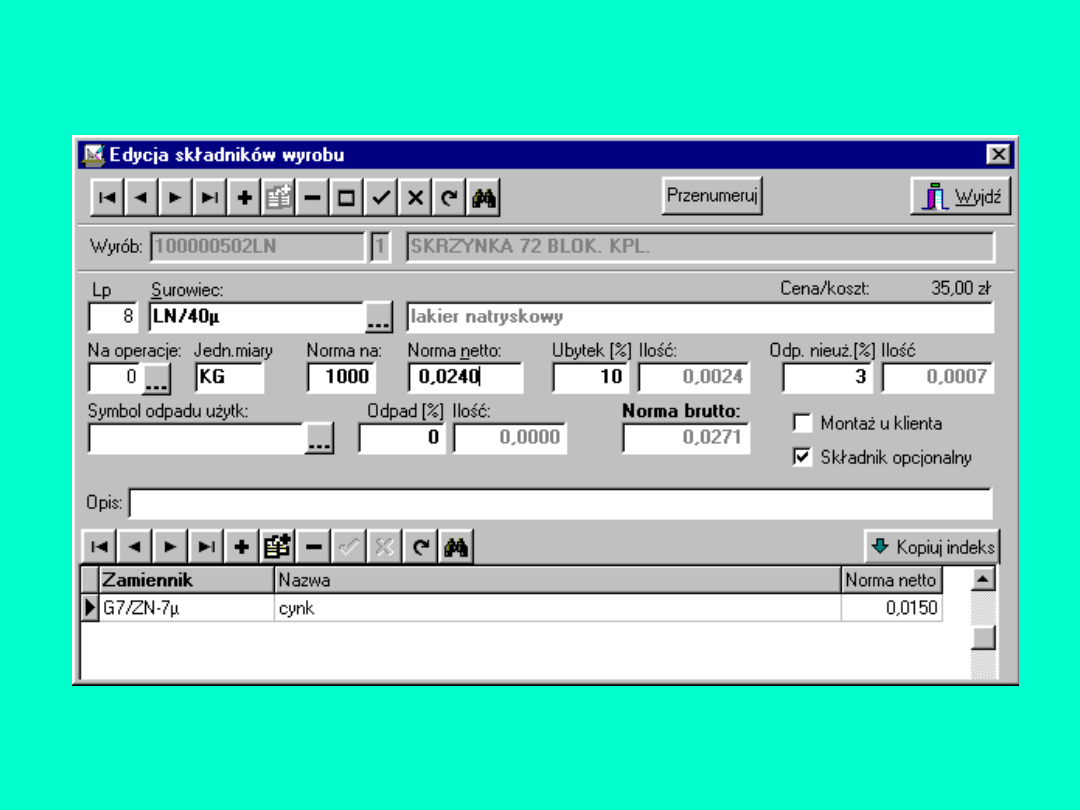
17
Edycja normy materiałowej:
18
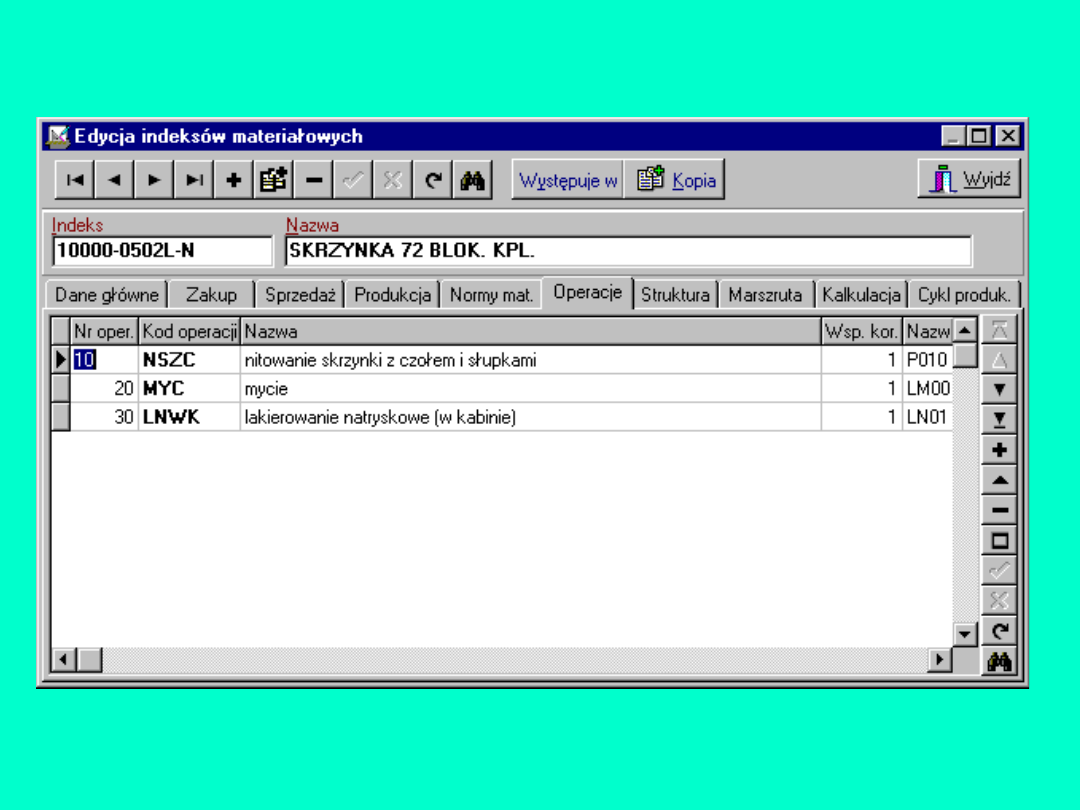
Edycja indeksu materiałowego – operacje:
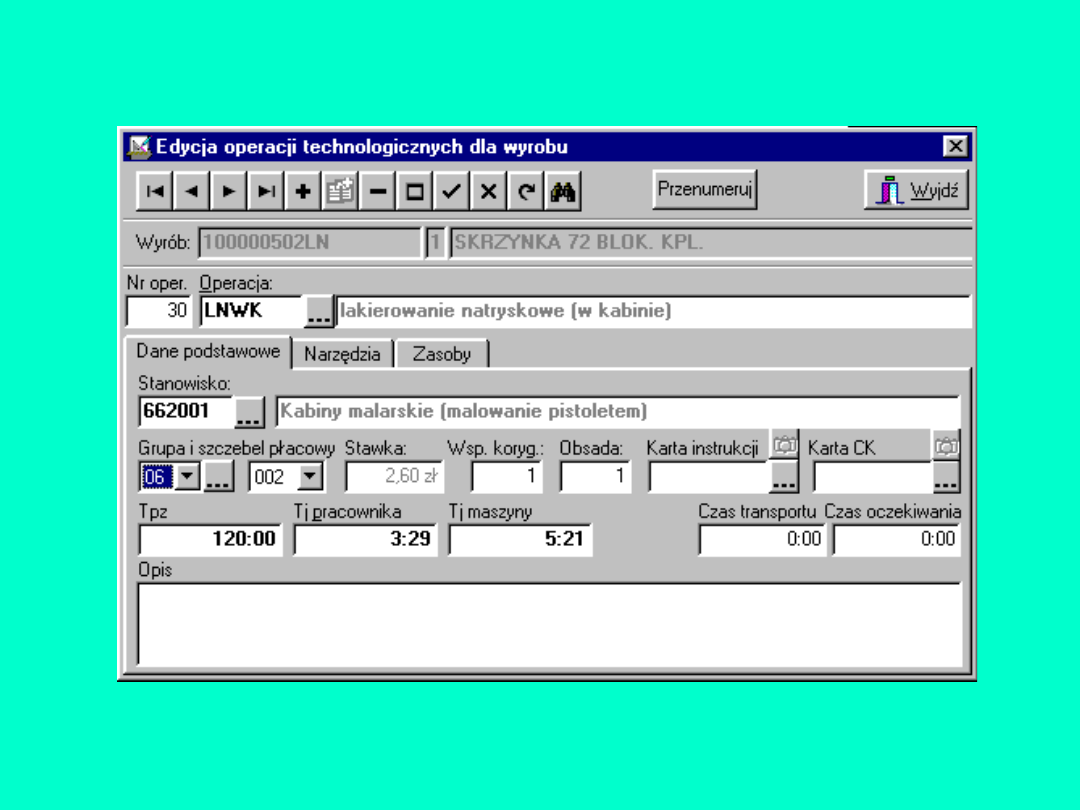
19
Edycja operacji technologicznych dla
wyrobu:
20
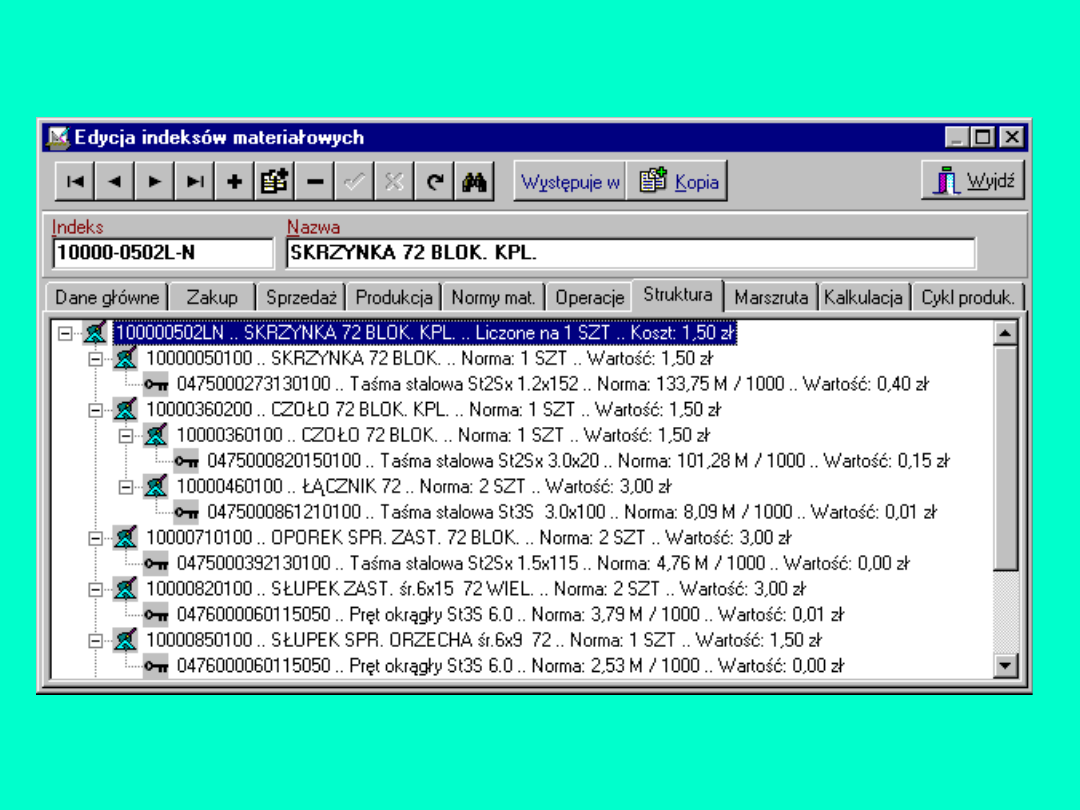
Edycja indeksu materiałowego - struktura:
21
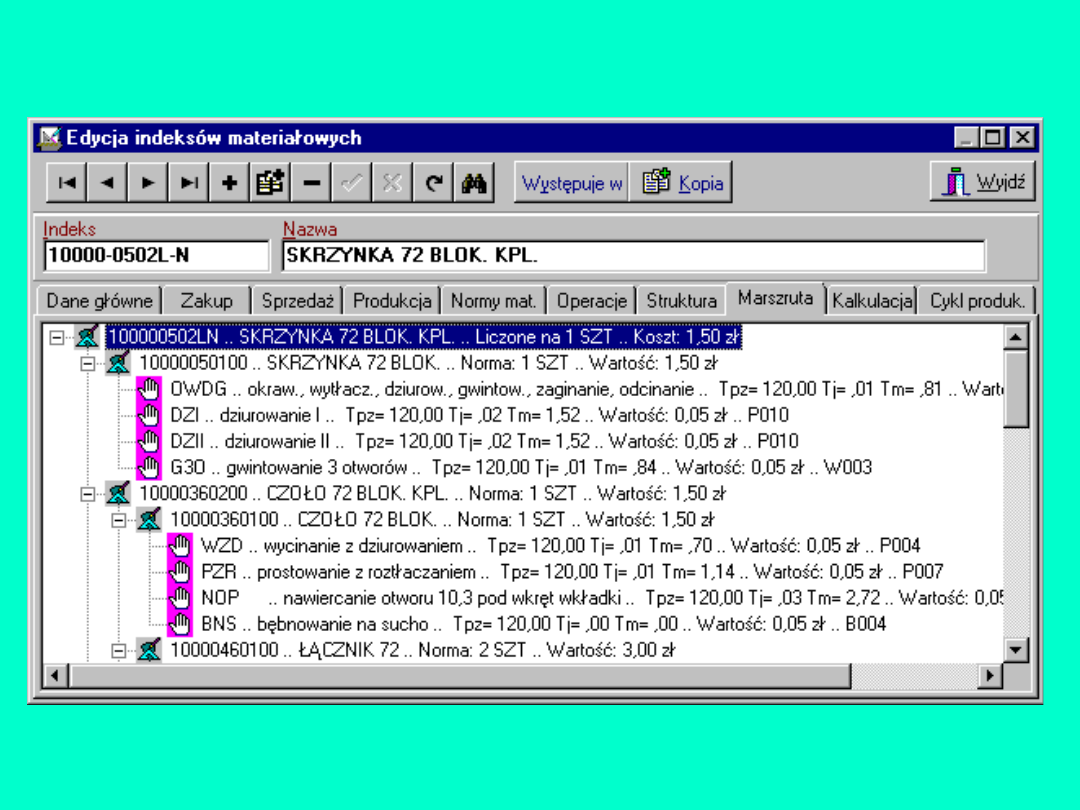
Edycja indeksu materiałowego –
marszruta:
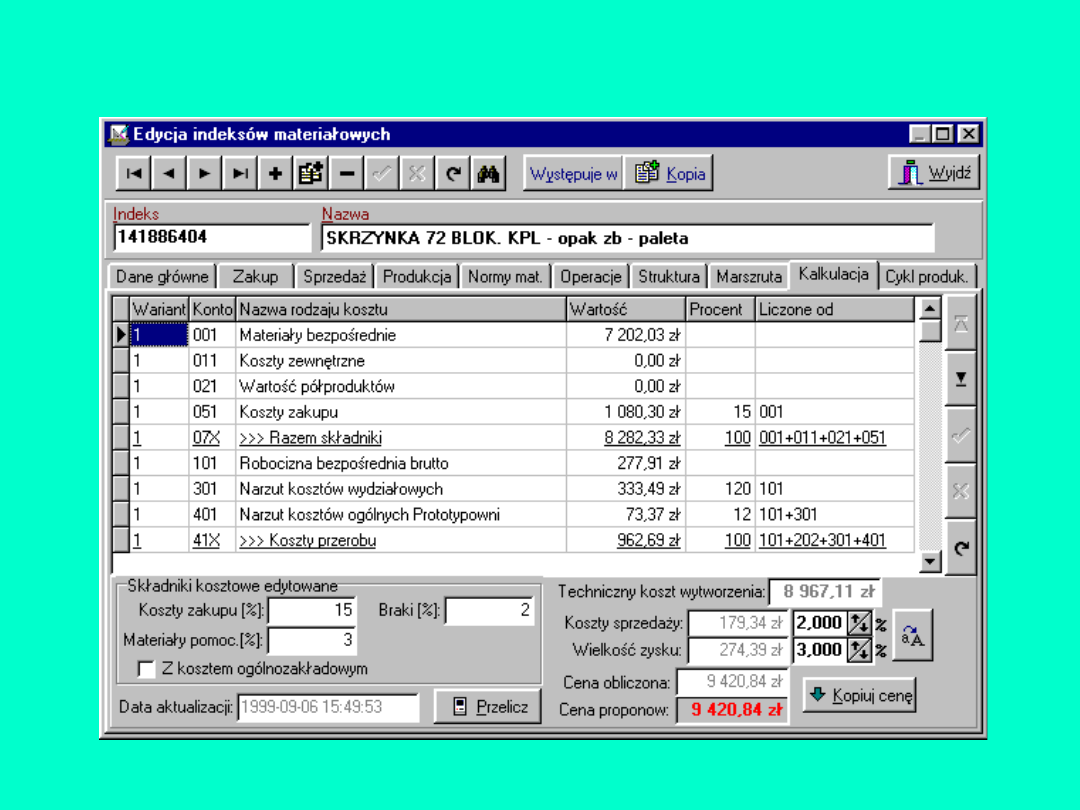
22
Edycja indeksu materiałowego -
kalkulacja:
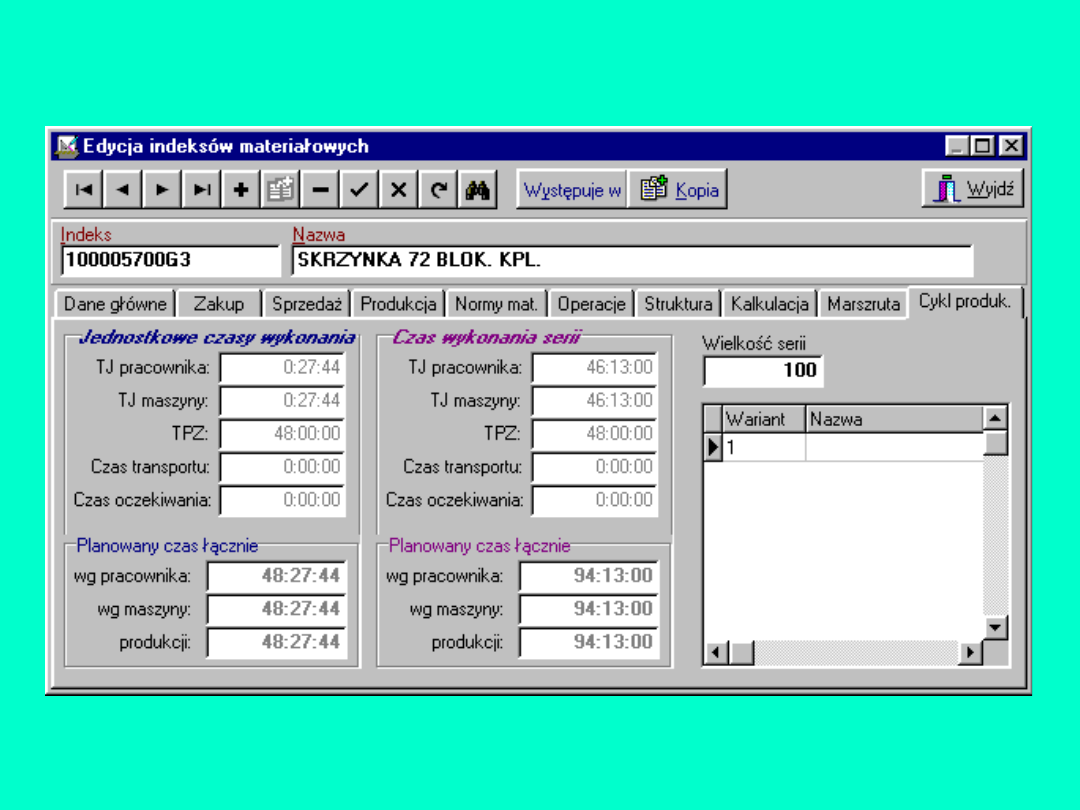
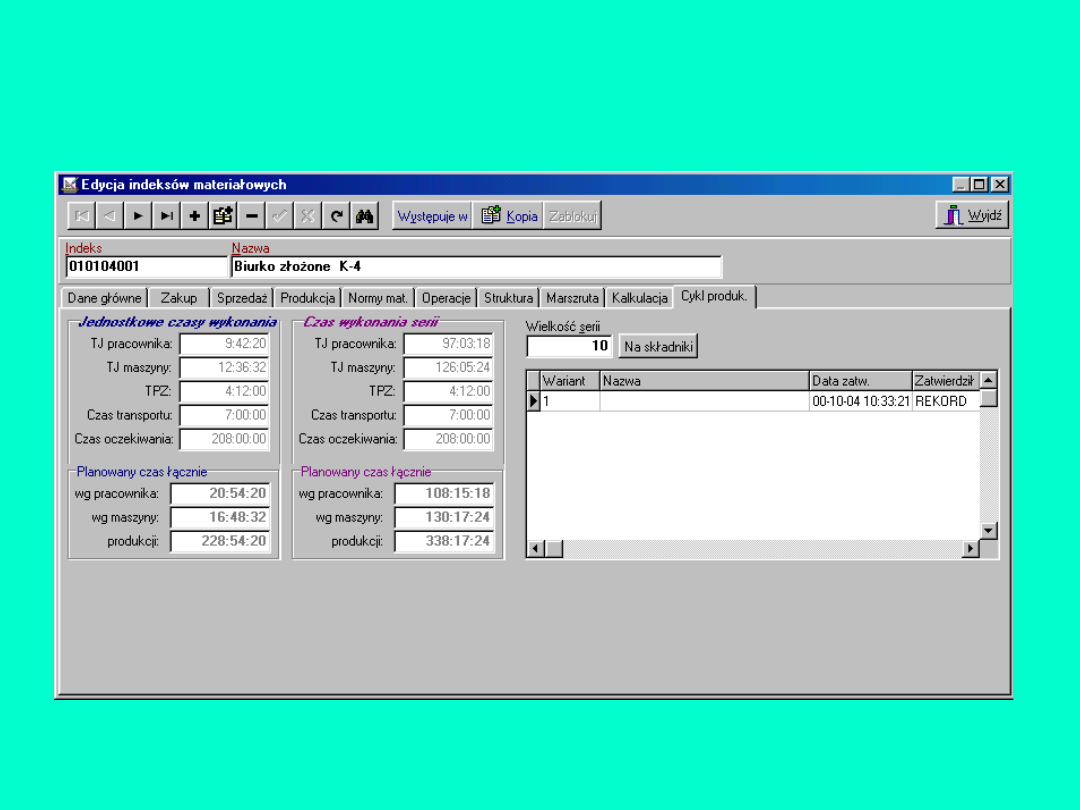
23
Edycja indeksu materiałowego - cykl
produkcyjny:
24
Struktura materiałowa Biurka złożonego K-4
:
Lp.
Indeks
Nazwa materiału
Jedn.
Miary
Norma
netto
Norma
brutto
01.
BL001
Blat biurka
SZT
1
1
01.
01.
MAT001
Płyta wiórowa typ A
M2
1,48
1,63
02.
BO001
Ścianka boczna
SZT
2
2
02.
01.
MAT002
Płyta wiórowa typ B
M2
1,86
2,01
03.
BO002
Ścianka tylna
SZT
1
1
03.
01.
MAT002
Płyta wiórowa typ B
M2
2
2,15
04.
MAT003
Kołki do drewna 5x15
SZT
30
30
05.
SZ001
Szuflada
SZT
3
3
05.
01.
MAT001
Płyta wiórowa typ A
M2
0,45
0,49
05.
02.
MAT002
Płyta wiórowa typ B
M2
1,12
1,24
05.
03.
MAT007
Wkręty 5x15
SZT
8
8
05.
04.
MAT003
Kołki do drewna 5x15
SZT
5
5
06.
NO001
Nogi biurka
SZT
4
4
06.
01.
MAT008
Materiał 0008
M
0,34
0,442
07.
BIURKO1K Kooperacja do biurka
SZT
1
1
25
Specyfikacja technologiczna:
Lp.
Indek
s
Nazwa operacji
tpz
tj.
pracownika
tj.
maszyny
op-01
M001
Montowanie
0,1
0,7
0,7
op-02
M001
Przyjęcie z
kooperacji
0
0
0
op-03
M001
Pakowanie
0,1
2,3
2,3
01.
BL001 Blat biurka
SZT
10
10
01. op-
01
M002
Cięcie
0,2
0,15
0,15
01. op-
02
M006
Wiercenie otworów
0,3
0,1
0,4
01. op-
03
M005
Lakierowanie
0,5
0,3
0,35
02.
BO001 Ścianka boczna
SZT
20
20
02. op-
01
M002
Cięcie
0,2
0,15
0,15
02. op-
02
M006
Wiercenie otworów
0,3
0,1
0,4
02. op-
03
M005
Lakierowanie
0,5
0,3
0,35
26
Specyfikacja technologiczna cd:
Lp.
Indek
s
Nazwa operacji
tpz
tj.
pracownika
tj.
maszyny
03.
BO002 Ścianka tylna
SZT
10
10
03. op-
01
M002
Cięcie
0,02
0,0015
0,0015
03. op-
02
M006
Wiercenie otworów
0,13
0,001
0,004
03. op-
03
M005
Lakierowanie
0,15
0,003
0,0035
05.
SZ001 Szuflada
SZT
30
30
05. op-
01
M002
Cięcie
0,2
0,15
0,15
05. op-
02
M006
Wiercenie otworów
0,3
0,1
0,4
05. op-
03
M005
Lakierowanie
0,5
0,3
0,35
05. op-
04
M001
Montowanie
0,1
0,2
0,4
06.
NO001 Nogi biurka
SZT
40
40
06. op-
01
M004
Toczenie
0,1
0,4
0,4
06. op-
02
M005
Lakierowanie
0,5
0,3
0,35
27
Ceny Materiałów:
Lp.
Indeks
Nazwa materiału
Cena
jedn.
05. 01.
MAT001
Płyta wiórowa typ A
12,00 zł
05. 02.
MAT002
Płyta wiórowa typ B
13,00 zł
05. 04.
MAT003
Kołki do drewna 5x15
0,09 zł
05. 03.
MAT007
Wkręty 5x15
0,15 zł
06. 01.
MAT008
Materiał 0008
2,40 zł
28
Wprowadzić dane materiałowe do
kartoteki indeksów materiałowych:
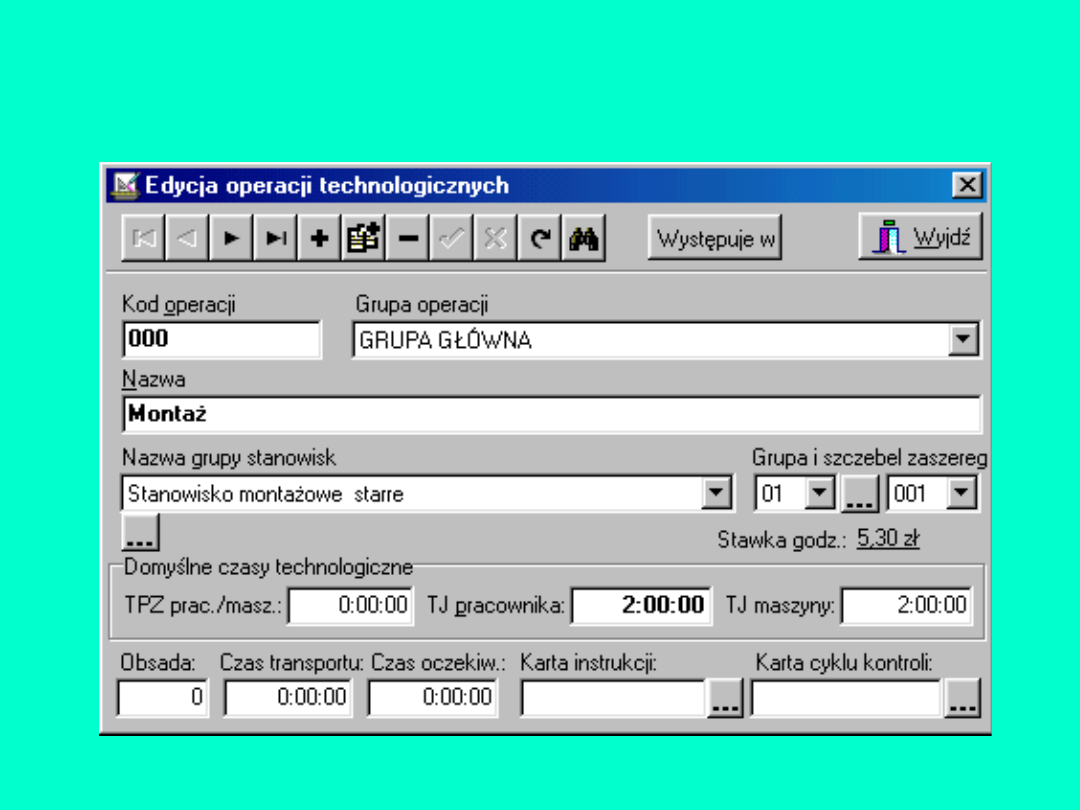
29
Wprowadzić dane o operacjach
technologicznych w kartotece operacji
technologicznych:
30
Zdefiniować wyroby w kartotece
indeksów materiałowych:
31
Struktura indeksów materiałowych:
32
Marszruta:
33
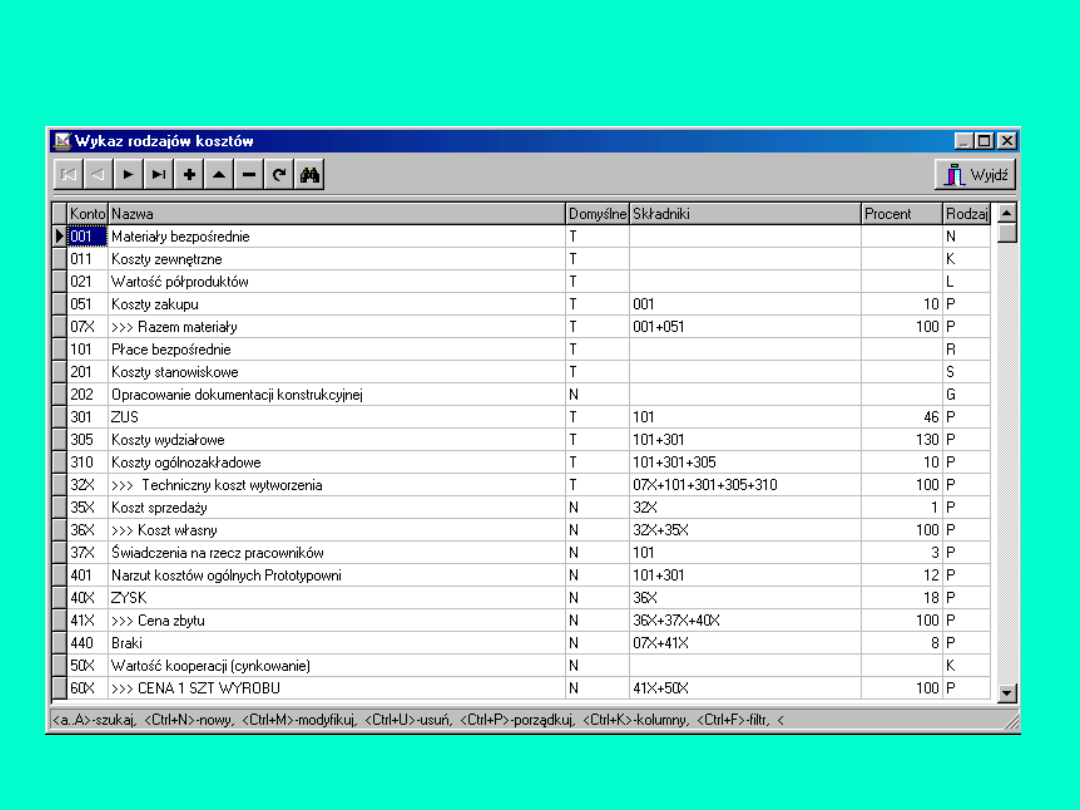
Zdefiniować rodzaje kosztów w słowniku
własnym:
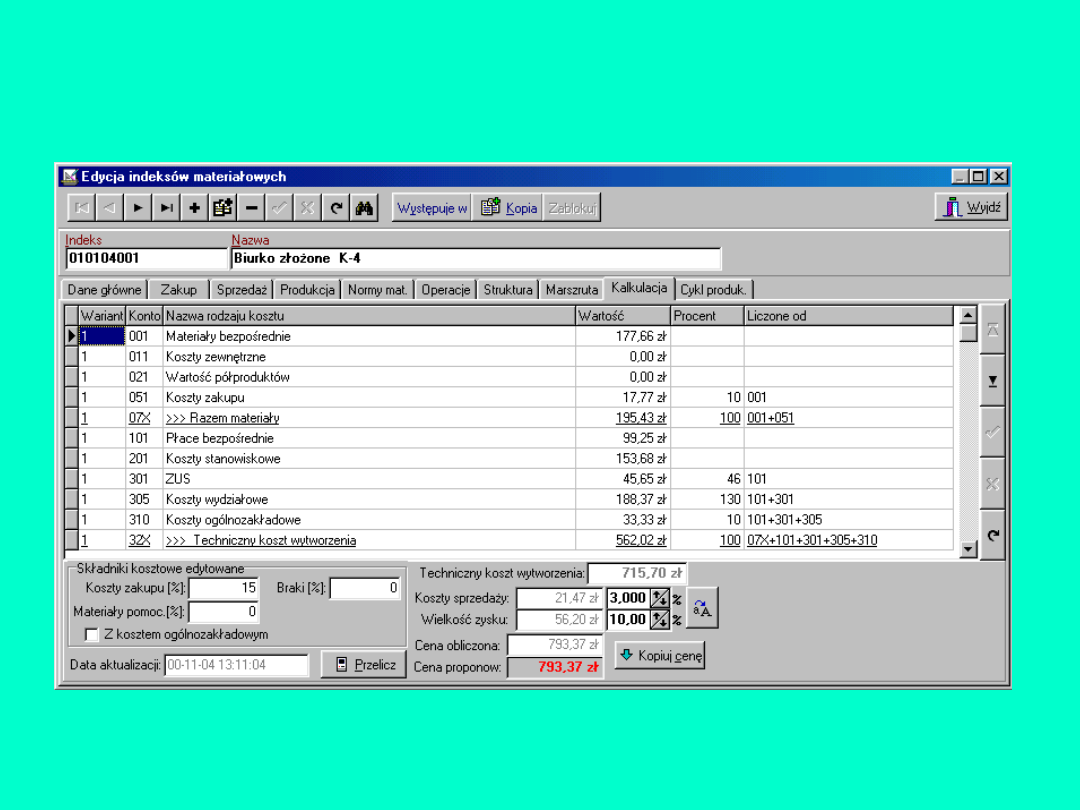
34
Dla wyrobu Biurko złożone K-4
wyznaczyć techniczny koszt
wytworzenia biurka :
35
Wybrać opcję Cykl produkcyjny i
wyliczyć całkowity czas wytworzenia:

36
Literatura :
1. Durlik I.: Inżynieria Zarządzania. Strategia i
Projektowanie
Systemów
Produkcyjnych,
część I i II, Agencja Wydawnicza Placet.
Warszawa 1996.
2. Mleczko J., Szczotka A., Matusze J., Rekord –
Manager
Oprogramowanie
integrujące
przebieg
procesów
produkcyjnych,
Politechnika Łódzka filia w Bielsku – Białej,
Bielsko-Biała 2000.
3. Muhlemann P.A., Oakland J.S., Lockyer K. G.,
Zarządzanie. Produkcja i Usługi, PWN,
Warszawa, 1995. Rozdziały 15-30.
4. Wróblewski
K.J.,
Podstawy
Sterowania
Przepływem Produkcji, WNT, Warszawa,
1993.
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
Wyszukiwarka
Podobne podstrony:
Organizacja technicznego przygotowania produkcji prac rozwojowych Kawecka Endler
Masaż - wszystko, Techniki przygotowawcze masażu i manipulacji
Technika przygotowania mieszanek, Kosmetologia
TECHNICZNE PRZYGOTOWANIE PR, Inne
orgte do nauki beta3, Semestr 3, SEMESTR III, Organizacja technicznego przygotowania produkcji
baruk, zarządzanie produkcją, TECHNICZNE PRZYGOTOWANIE PRODUKCJI
Organizacja technicznego przygotowania produkcji prac rozwojowych Kawecka Endler
Organizacja technicznego przygotowania produkcji prac rozwojowych Kawecka Endler
FORMY I TECHNIKI WYCHOWANIA, Przygotowanie Pedagogiczne, Teoria Wychowania
JAK PRZYGOTOWAĆ KORZENIE- PREPAROWANIE, Techniczne
Przygotowane domowymi sposobami naturalne kosmetyki są łatwe do zrobienia, Technik Usług Kosmetyczny
Program działań organizacyjno-technicznych ograniczających narażenie na hałas, BHP i PPOŻ przygotowa
EGZAMIN Z PRZYGOTOWANIA ZAWODOWEGO, Informatyka, Technik Informatyk
PRZYGOTOWANIE DO SPRAWDZIANU - FUNKCJA LINIOWA - POZIOM ROZSZERZONY 2013 2014, Sprawdziany, p
więcej podobnych podstron