
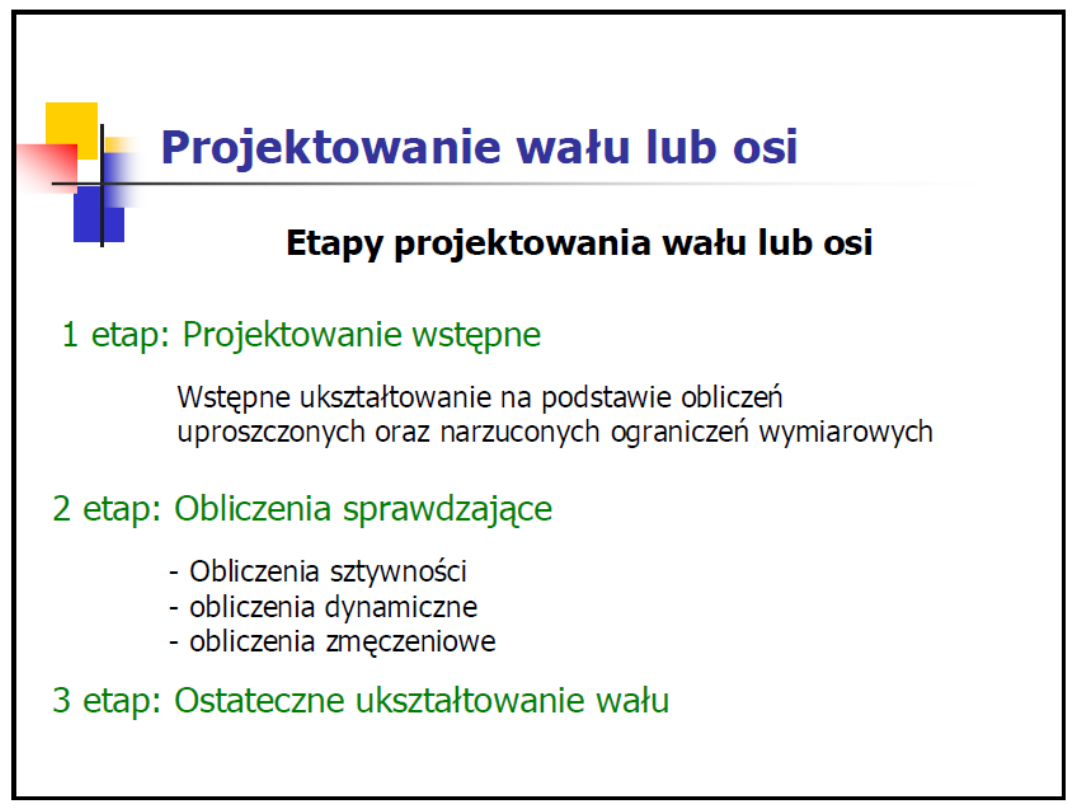
WAŁY I OSIE
ŁOŻYSKA TOCZNE I
ŚLIZGOWE
Wałem lub osią nazywa się element maszyny podparty w łożyskach i
podtrzymujący osadzone na nim elementy, wykonujący ruch
obrotowy lub obrotowo-zwrotny (np.: koła pasowe, zębate, tarcze
sprzęgieł, krążki, bębny linowe i inne).
Wał obciążony jest momentem skręcającym, a przeważnie również
momentem zginającym, wywołanym osadzonymi na nim elementami.
Oś obciążona jest jedynie momentem zginającym. Osie mogą być
stałe lub ruchome, wały natomiast są zawsze ruchome.
Odcinki osi i wałów, które stykają się ze współpracującymi częściami
maszyn (łożyskami, kołami pasowymi, zębatkami) nazywa się
czopami. Zależnie od kształtu rozróżniamy czopy walcowe, stożkowe
lub kulowe. Średnice czopów osi i wałów są znormalizowane.

Wały maszynowe wykonuje się najczęściej z następujących
materiałów:
•stal konstrukcyjna węglowa zwykłej jakości,
•stal konstrukcyjna węglowa wyższej jakości w stanie
znormalizowanym oraz w stanie ulepszonym cieplnie lub hartowanym
powierzchniowo,
•stal konstrukcyjna stopowa w stanie ulepszonym cieplnie (elementy
wysoko
obciążone)
•stal konstrukcyjna stopowa do nawęglana i azotowania ( na
elementy w stosunku do których wymagana jest duża wytrzymałość i
odporność na zużycie ścierne np.: czopy łożysk, połączenia
wpustowe, wielowypusty przesuwne)
•stal nierdzewna ( Cr=12-18%) (na elementy pracujące w ośrodkach
korodujących)
Obliczenia wytrzymałościowe wałów obciążonych
statycznie
1. Wał obciążony stałym momentem skręcającym
Gdy wał obciążony jest stałym momentem skręcającym wówczas
warunek
wytrzymałościowy:
s
s
s
k
W
M
0
Do wału pełnego o przekroju kołowym:
3
3
0
2
,
0
16
d
d
W
Wymagana średnica wału:
3
2
,
0
s
s
k
M
d
2. Wał obciążony momentem skręcającym i momentem zginającym
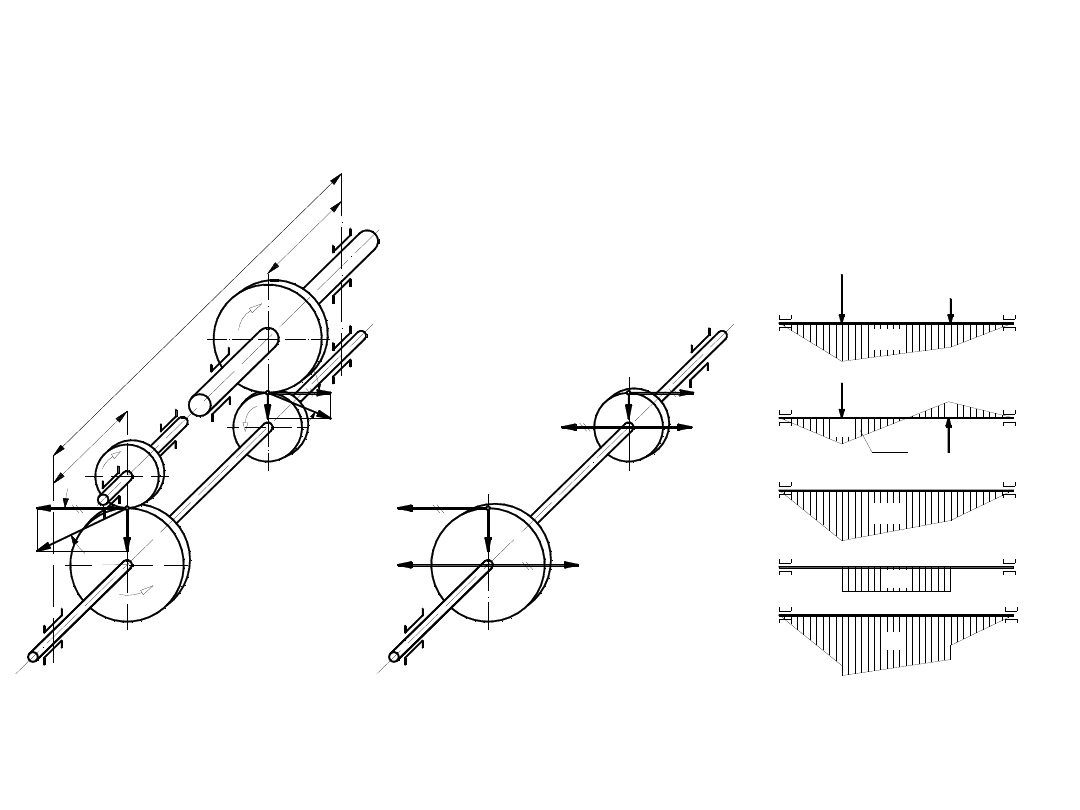
Na rys a pokazany jest szkic wału obciążonego siłami zginającymi od kół
zębatych osadzonych na wale.
II
A
2
P
1
1
Q
1
P
z1
I
I
III
III
B
3
P
2
P
z2
Q
2
4
a
a
l
a)
II
A
P
1
1
2
Q
1
Q
1
Q
1
3
Q
2
P
2
Q
2
Q
2
II
B
Schemat sił działających na wały dwustopniowej przekładni zębatej o zębach prostych
-
+
M
z
M
s
M
gw
M
g2
M
g1
A P
2
B
P
1
Q
1
Q
2
b)
Ze względu na to, że siły działają w różnych płaszczyznach, należy je rozłożyć
na składowe w dwóch płaszczyznach wzajemnie prostopadłych i określić
momenty zginające w tych płaszczyznach. Następnie należy określić
wypadkowy moment zginający wał. Rozkładając siły międzyzębne P
z1
,P
z2
działające na poszczególne koła zębate na składowe obwodowe i
promieniowe oraz przenosząc je na oś wału otrzymuje się schemat
przedstawiony na rysunku b.
Siły P
1
i P
2
działają w płaszczyźnie pionowej, a Q
1
i Q
2
w płaszczyźnie
poziomej. Uwzględniając działanie sił pionowych można określić składowe
pionowe reakcji w podporach R
A
i R
B
oraz zbudować wykres momentu
gnącego Mg
1
w tej płaszczyźnie. Po określeniu składowych reakcji podpór w
płaszczyźnie poziomej buduje się wykres momentu gnącego w płaszczyźnie
poziomej Mg
2
.
Sumując geometryczne momenty Mg
1
i Mg
2
uzyskuje się moment
wypadkowy:
2
2
2
1
g
g
gw
M
M
M
Moment zastępczy zgodnie z hipotezą wytrzymałościową energii
odkształcenia postaciowego Hubera wynosi:
2
2
2
s
gw
z
M
M
M
dla obciążeń statycznych:
3
s
g
k
k
dla obciążeń pochodzących zarówno od momentu gnącego jak i skręcającego
dwustronnie zmiennego:
3
o
s
o
g
k
k
dla obciążeń pochodzących od zginania dwustronnie zmiennego i
jednostronnie zmiennego skręcania:
2
3
j
s
o
g
k
k
2
2
4
3
s
gw
z
M
M
M
Wyrażając średnicę wału w funkcji momentu zastępczego M
Z
można wykreślić
idealną postać wału, która będzie miała kształt obrotowej paraboloidy.
Ponieważ
3
1
,
0 d
W
dla wału pełnego o przekroju kołowym
3
3
1
,
0
32
d
d
W
więc z ostatniego równania można wyprowadzić wzór na średnice tego wału,
traktując go jako belkę o równej wytrzymałości na całej długości:
3
1
,
0
g
z
k
M
d
Wtedy moment zastępczy
wynosi:
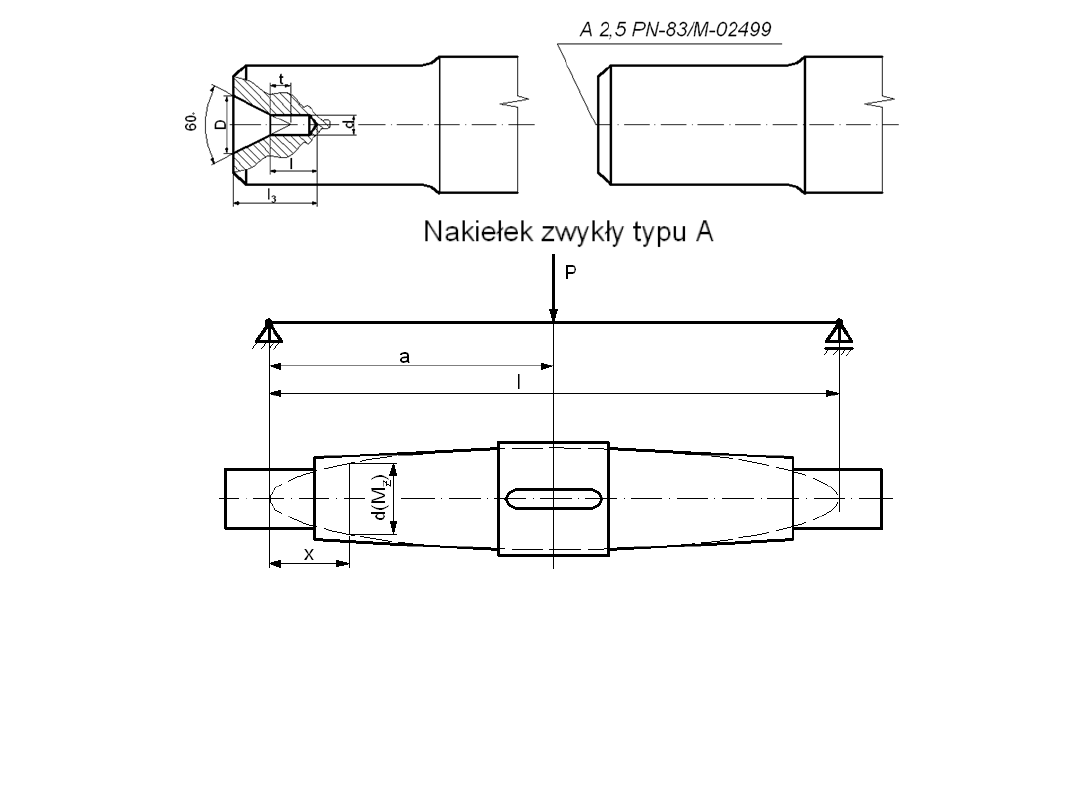
Zarys teoretyczny wału o równej wytrzymałości i opisany na nim wał kształtowy
Kształt rzeczywisty wału składa się najczęściej z odcinków walcowych lub
stożkowych, opisanych na zarysie teoretycznym. Ostateczne średnice i
długości poszczególnych odcinków wału uzależnione są od następujących
wielkości wału: nacisków na powierzchniach czopów, technologii wykonania i
montażu oraz sposobu ustalenia elementów przeznaczonych do osadzenia na
wale.
Kolejność obliczeń wytrzymałościowych wału
1. Ustalić punkty przyłożenia, kierunek i wartości sił obciążających wał w
płaszczyźnie pionowej,
2. Ustalić punkty przyłożenia, kierunek i wartości sił obciążających wał w
płaszczyźnie poziomej,
3. Obliczyć składowe reakcji R
AY
i R
BY
w podporach A i B w płaszczyźnie
pionowej,
4. Obliczyć składowe reakcji R
AX
i R
BX
w podporach A i B w płaszczyźnie
poziomej,
5. Obliczyć wypadkowe reakcji R
A
i R
B
w podporach A i B
2
2
AY
AX
A
R
R
R
i
2
2
BY
BX
B
R
R
R
6. Obliczyć moment gnący Mg
1
w charakterystycznych punktach wału i
przedstawić wykres Mg
1
w płaszczyźnie pionowej,
7. Obliczyć moment gnący Mg
2
w charakterystycznych punktach wału i
przedstawić wykres Mg
2
w płaszczyźnie poziomej,
8. Obliczyć wypadkowe momenty gnące M
gw
w charakterystycznych punktach wału
2
2
2
1
g
g
gw
M
M
M
i przedstawić wykres M
gw
,
9. Przedstawić wykres momentów skręcających M
s
przenoszonych przez wał,
10. Obliczyć momenty zastępcze M
Z
w charakterystycznych punktach wału
2
2
)
(
s
gw
z
M
M
M
i przedstawić wykres M
z
,
11. Obliczyć teoretyczną średnice wału dla różnych przekrojów ze wzoru:
3
3
1
.
0
10
go
z
teor
k
M
d
; [mm]

Zasady konstruowania osi i wałów
Ustalenie ostatecznego kształtu projektowanego wału (osi) wymaga
spełnienia zaleceń:
we wszystkich przekrojach wału musi być zapewniona wymagana
wytrzymałość, przy wałach kształtowych (schodkowych) zaleca się więc
unikanie karbów powodujących spiętrzanie naprężeń;
kształt wału musi zapewniać żądane ustalenie części osadzonych na
wale;
konstrukcja wału musi być dostosowana do warunków montażu i
demontażu wału oraz osadzonych na nim części;
kształt wału powinien być możliwie najprostszy w celu zapewnienia
łatwości wykonania oraz możliwie niskich kosztów produkcji.
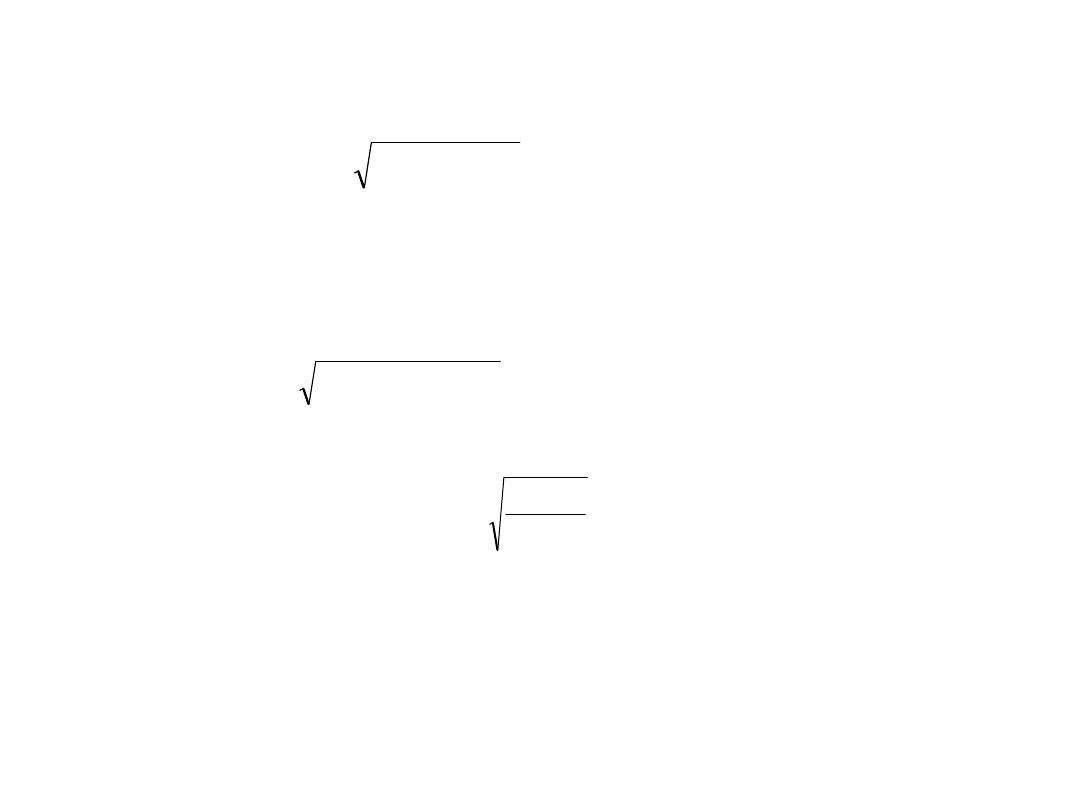
Wskazówki konstrukcyjne
Przy konstruowaniu wału należy pamiętać, że:
-zwiększenie wytrzymałości zmęczeniowej wału można dokonać poprzez
zastosowanie konstrukcyjnych sposobów łagodzenia karbu i doboru
odpowiedniego rodzaju obróbki powierzchniowej. Zaleca się przy tym, aby
każdy uskok ze średnicy D do średnicy d spełniał warunek D/d < 1.2, zaś
promienie zaokrągleń przejściowych w odsadzeniach ustalających winny
spełniać warunek r >0.25(D-d). W odsadzeniach swobodnych promienie
zaokrągleń powinny być jak największe. W tym celu można stosować
przejście stożkowe lub dwułukowe.
Odsadzenia wałów

-należy dążyć do stosowania znormalizowanych średnic czopów,
znormalizowanych zaokrągleń przejściowych i podcięć obróbkowych oraz
znormalizowanych połączeń kształtowych. Wymiary poprzeczne wpustów i
wielowypustów przyjmuje się w zależności od średnicy wału (wg PN),
natomiast ich długości oblicza się z warunku wytrzymałościowego na nacisk
powierzchniowy,
-przy łożyskowaniu wału istnieje potrzeba zabezpieczenia wału przed
przesunięciem w kierunku wzdłużnym, przy jednoczesnym zapewnieniu mu
swobodnej rozszerzalności cieplnej. W tym celu jedno łożysko wału powinno
być łożyskiem ustalającym w kierunku wzdłużnym (tzw. łożysko osadcze) zaś
pozostałe łożyska powinny umożliwiać przesuwanie wzdłużne wału. Jako
łożysko swobodne obiera się przeważnie łożysko mniej obciążone lub
znajdujące się po przeciwnej stronie napędu wału.
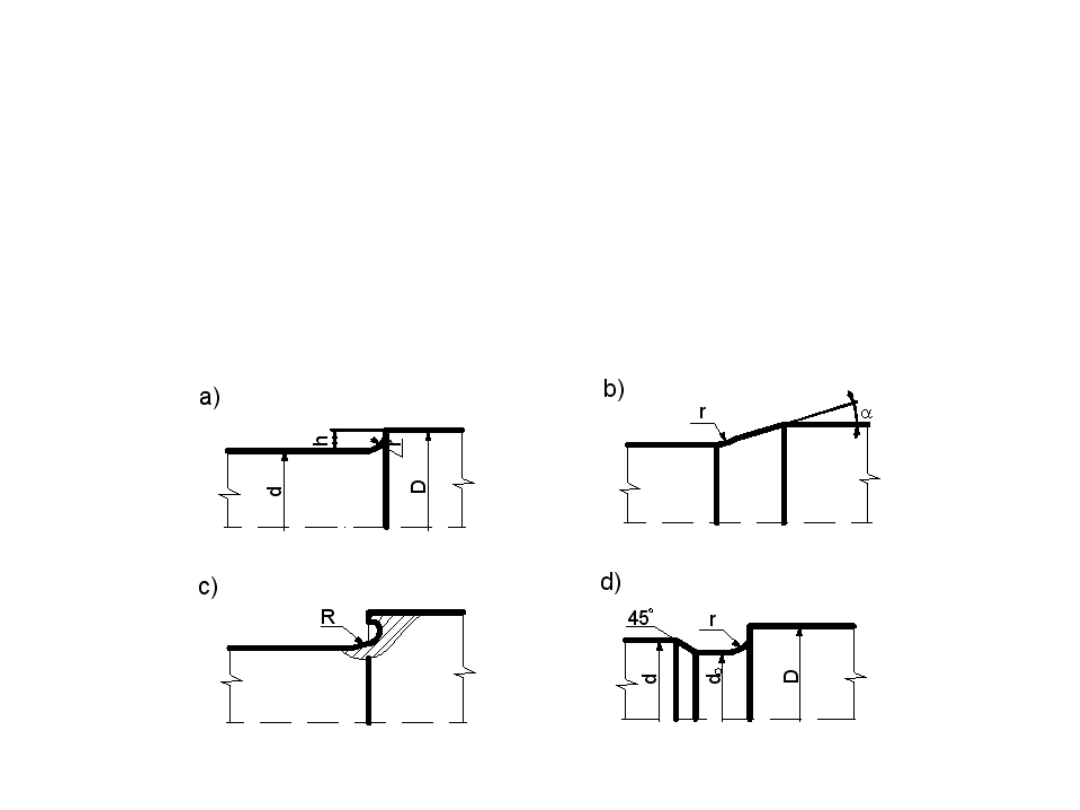
g
a)
b)
g
c)
d)
Pierścienie osadcze sprężynujące
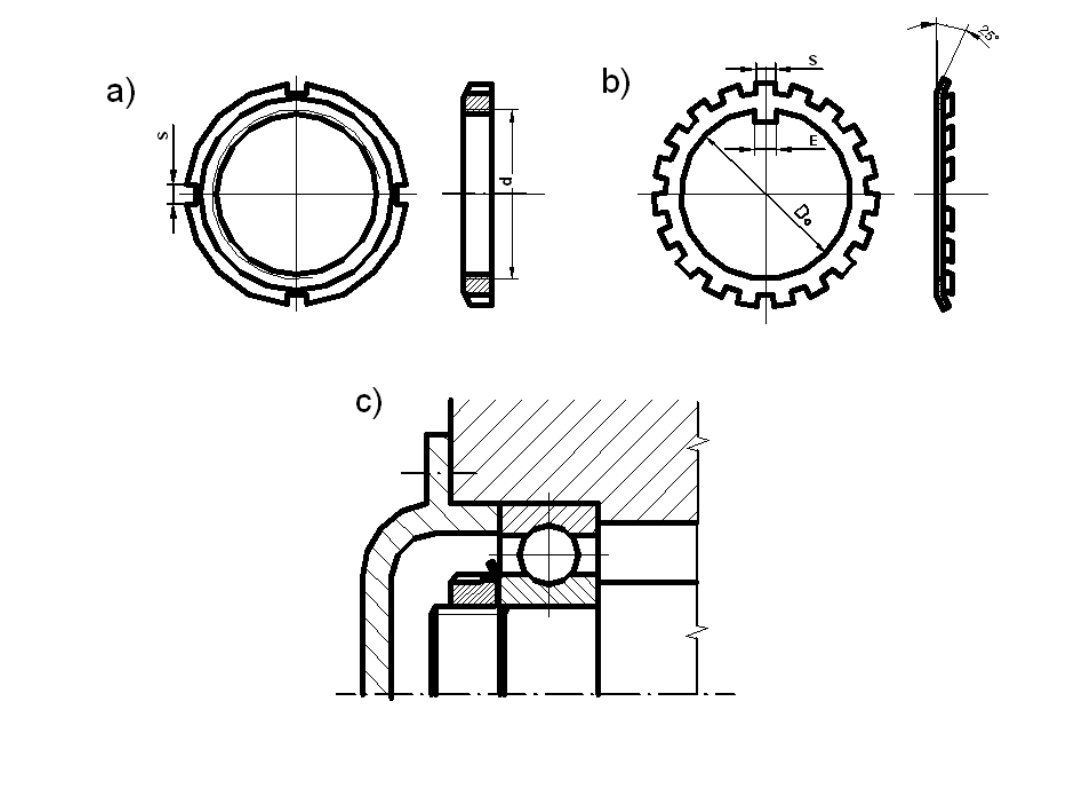
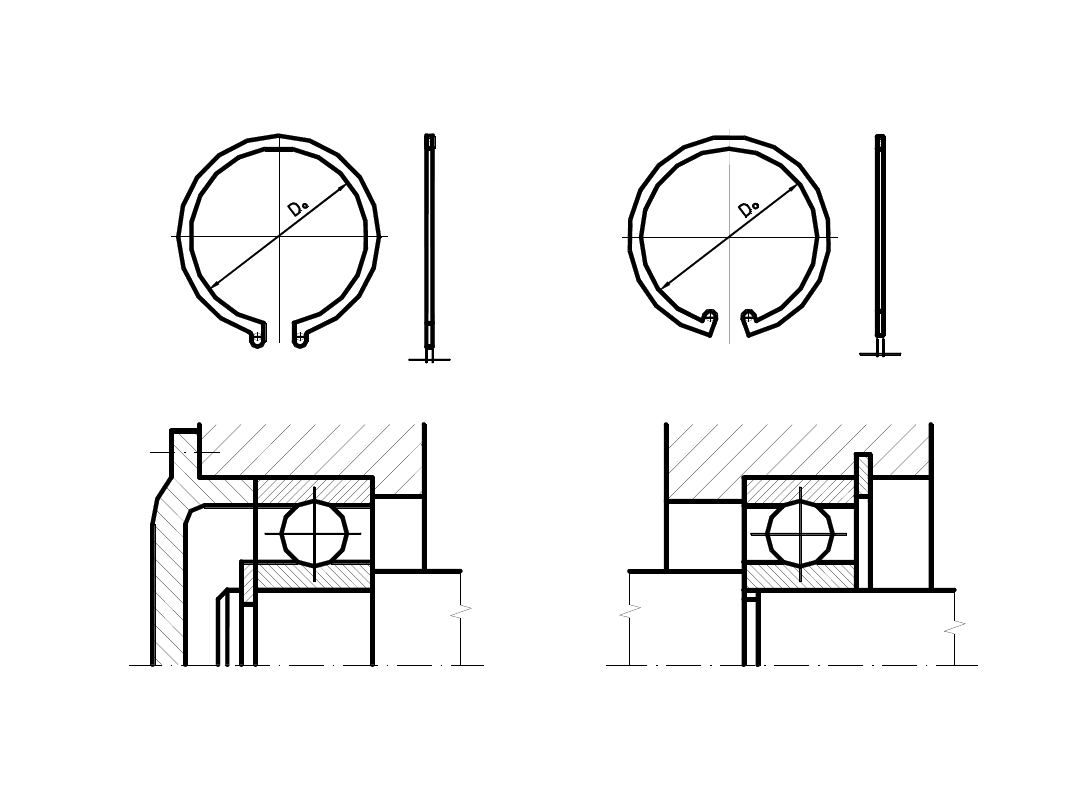
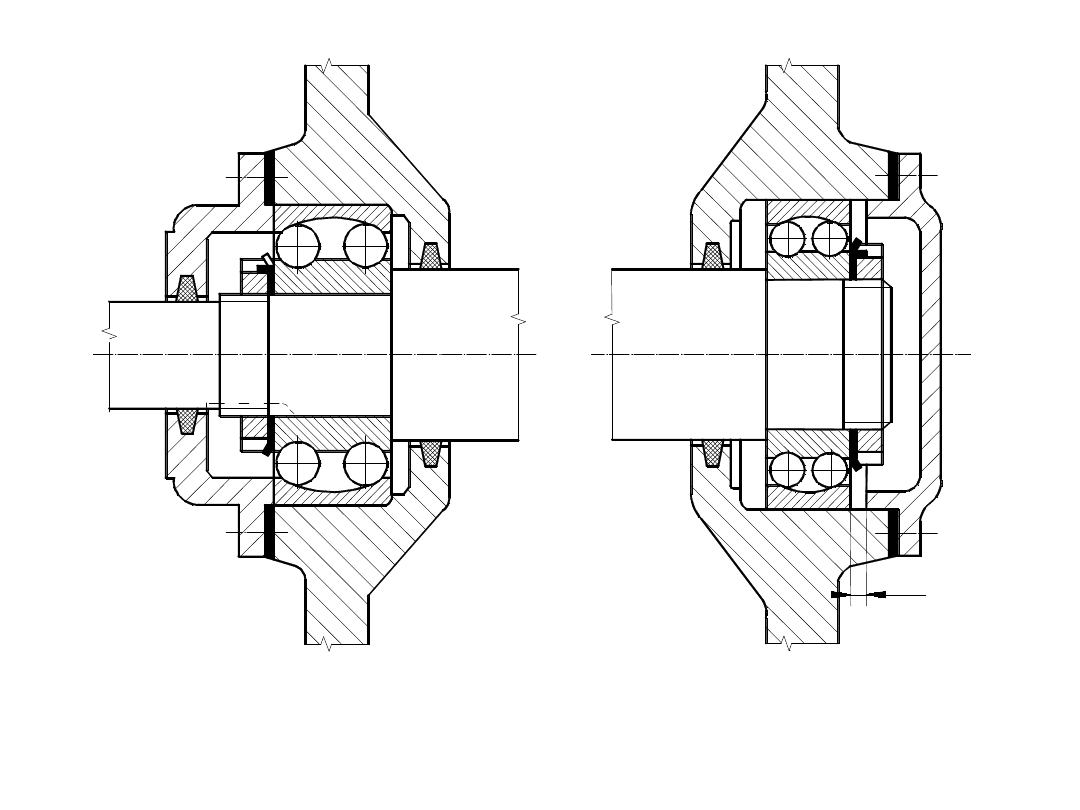
Nakrętka łożyskowa i podkładka
zębata
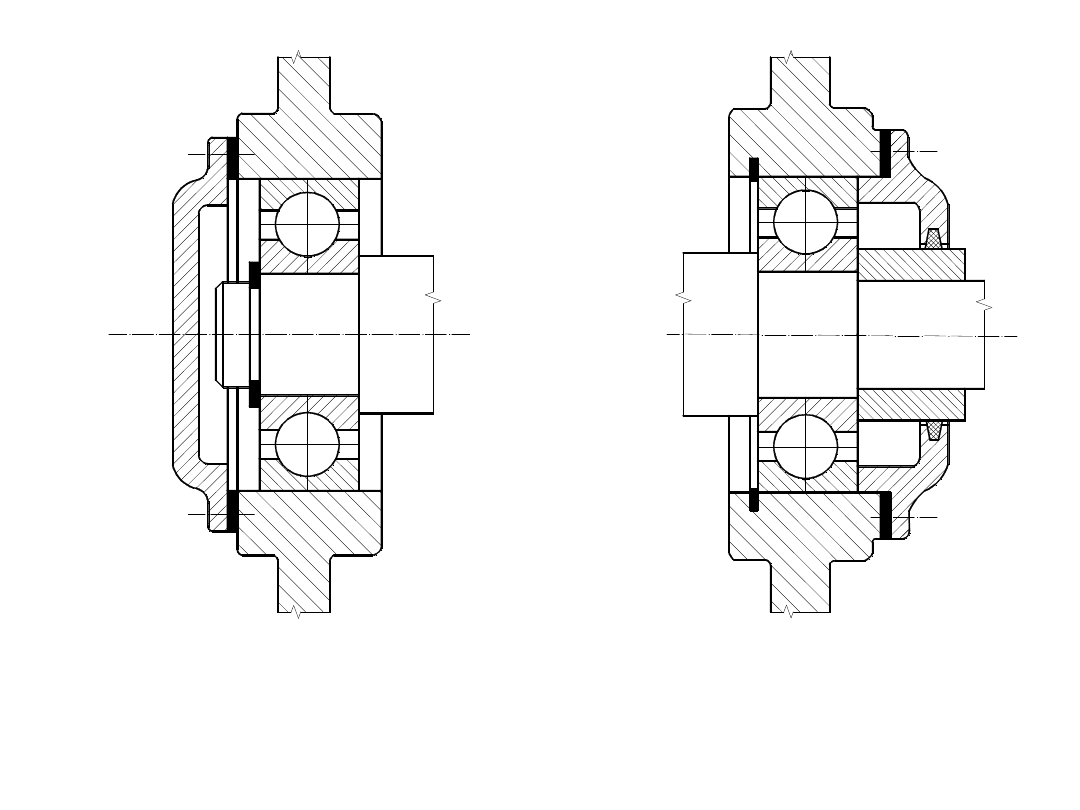
Ustalenie łożysk tocznych na wale i w korpusie
za pomocą pierścieni osadczych sprężynujących
s
Ustalenie łożysk tocznych na wale za pomocą
nakrętki łożyskowej z podkładką zębatą
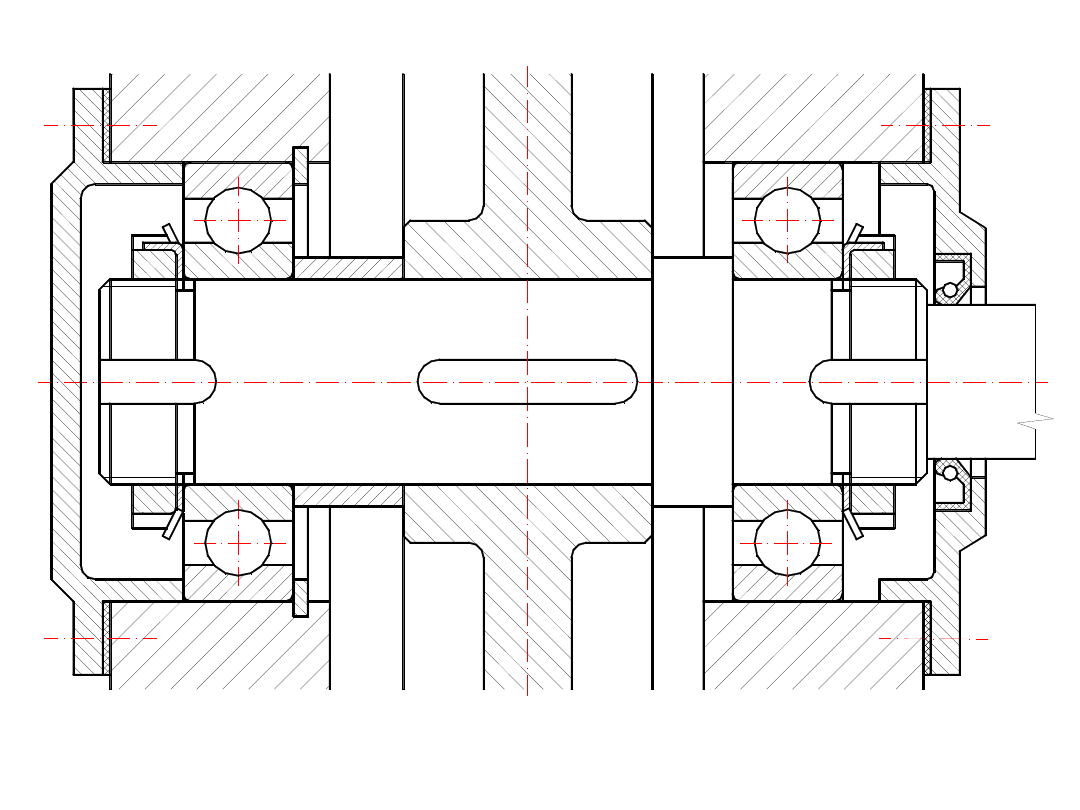
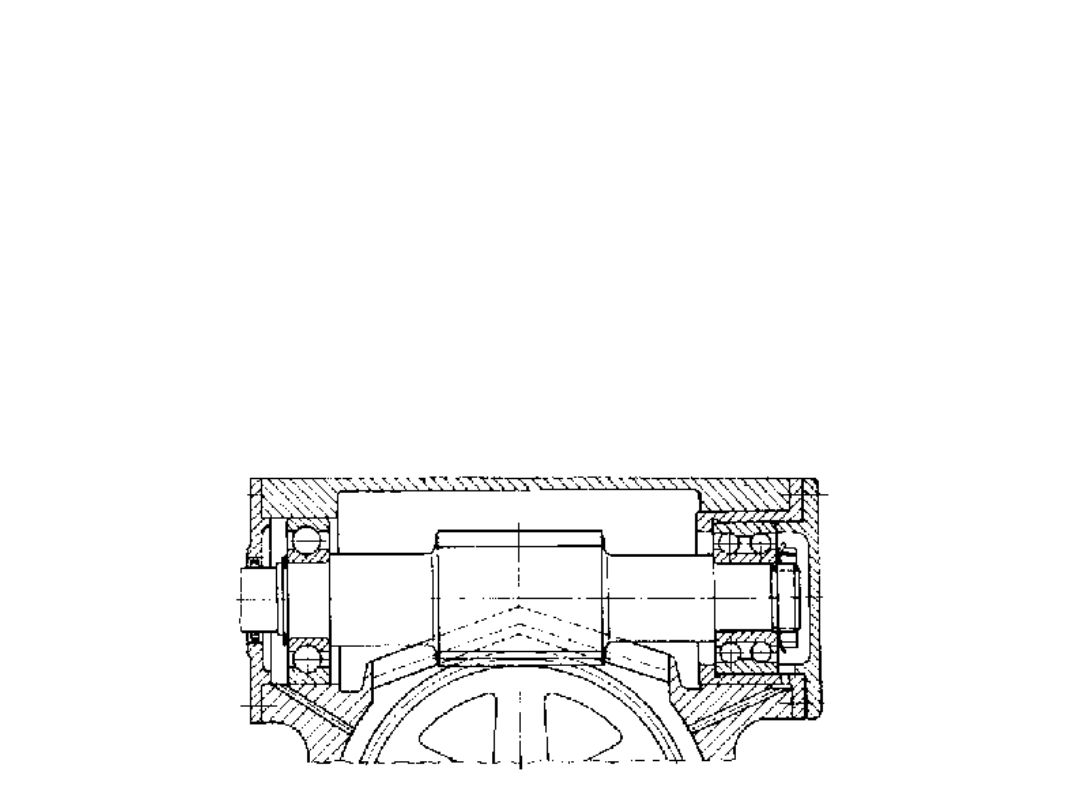
Przykład ułożyskowania wału
maszynowego
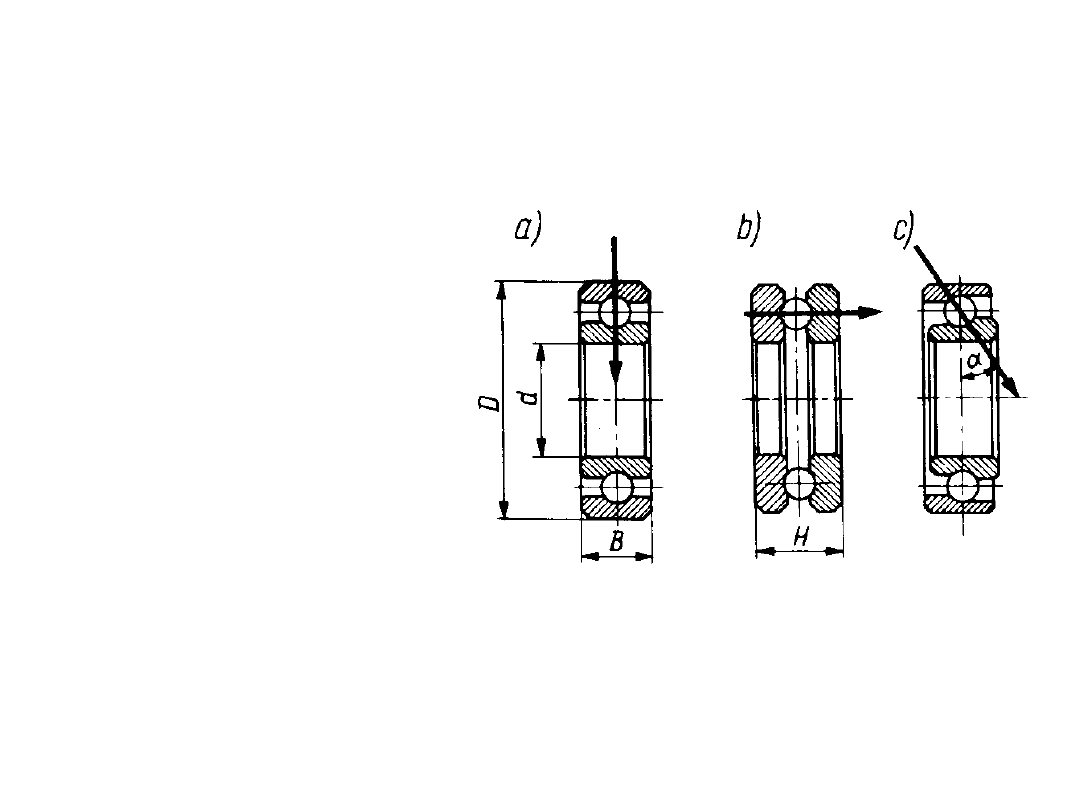
Podział łożysk tocznych
Łożyska dzielimy ze
względu na kierunek
obciążenia na:
• poprzeczne (a);
• wzdłużne (b);
• skośne (c) <
45
o
.
W
zależności
od
kształtu
elementu
tocznego:
•kulkowe;
•wałeczkowe:
•walcowe;
•stożkowe;
•baryłkowe.
Wałeczki walcowe o średnicy do 5 mm i stosunku ich
długości do średnicy większej lub równej 2,5 są nazywane
igiełkami.

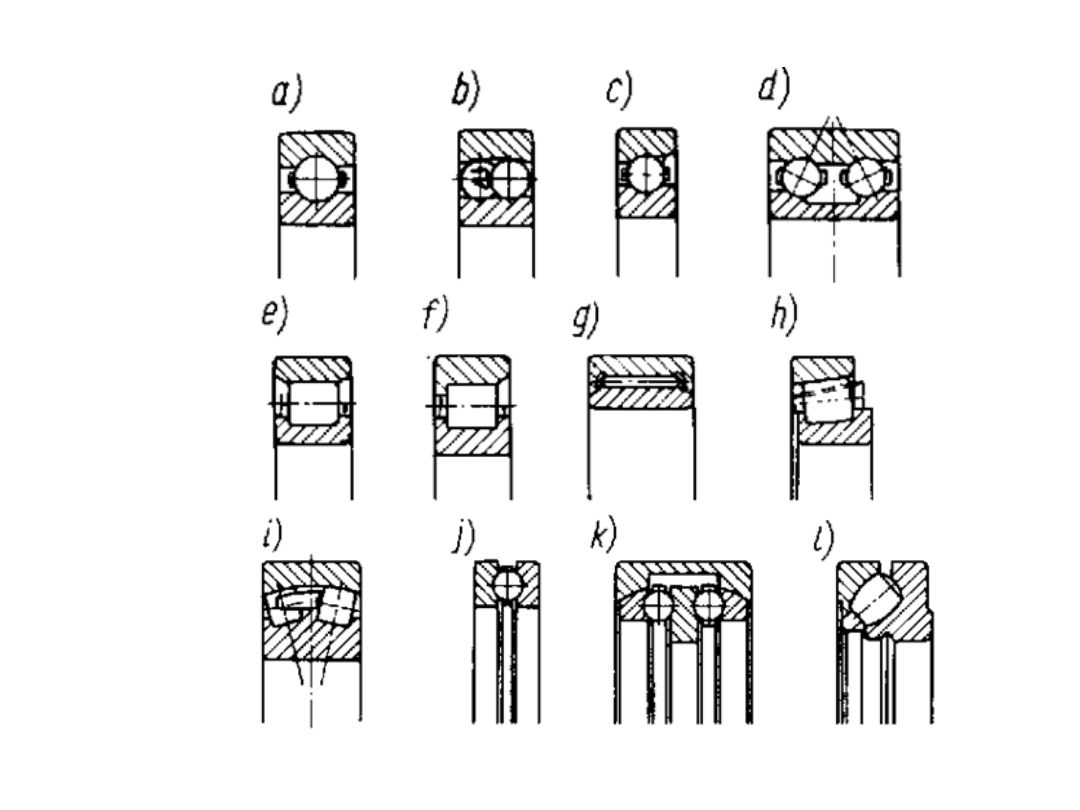
Podział łożysk tocznych
Podział łożysk tocznych ze względu na główne cechy konstrukcyjne
1. KULKOWE
• zwykłe a (serie: 618, 619, 160, 60, 62,
63, 64);
• skośne jednorzędowe c (serie: 70, 72,
73);
• skośne dwurzędowe d (serie: 32, 33);
• wzdłużne jednorzędowe-dwukierunkowe
j;
• wahliwe b (serie: 12, 13, 22, 23).
2. WALCOWE
• poprzeczne jednorzędowe e, f (serie: 2,
3, 4, 10, 22, 23);
• poprzeczne dwurzędowe;
• wzdłużne jednokierunkowe;
• wzdłużne dwukierunkowe.
3. IGIEŁKOWE
• poprzeczne
jednorzędowe g;
• poprzeczne
dwurzędowe;
• wzdłużne.
4. STOŻKOWE
• poprzeczne
jednokierunkowe;
• poprzeczne
dwukierunkowe h.
5. BARYŁKOWE
• poprzeczne i;
• wzdłużne l.
Podział łożysk tocznych
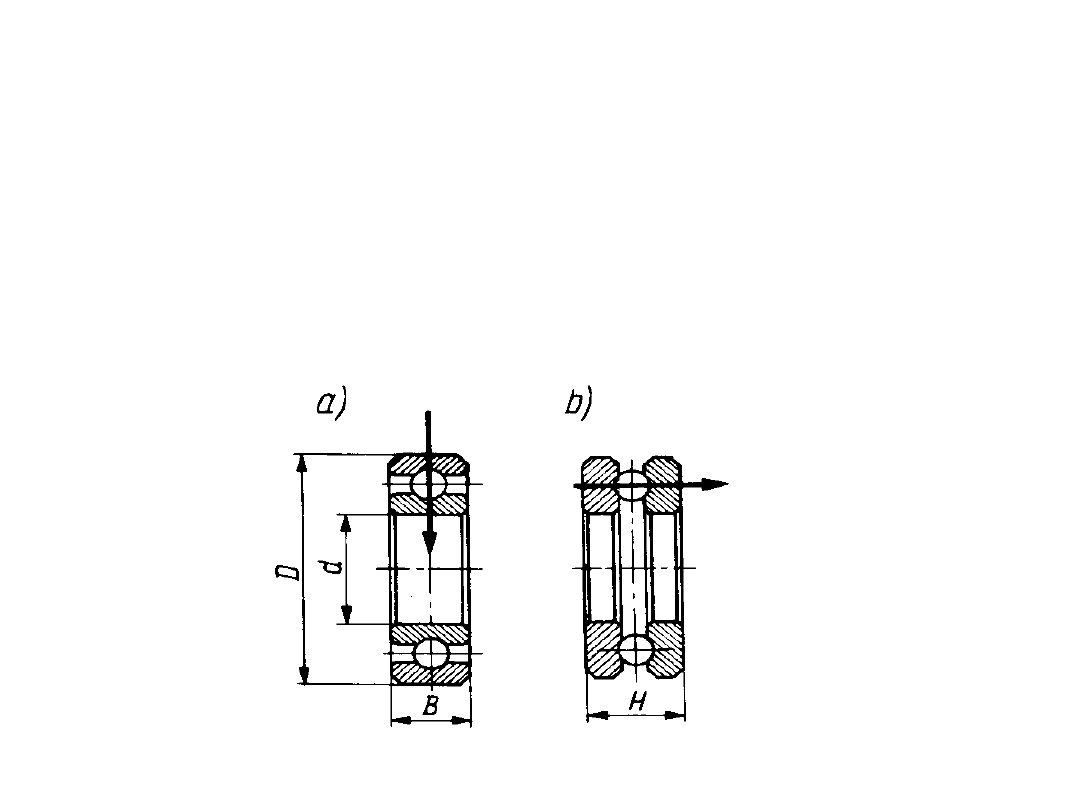
Podstawowe wymiary łożysk tocznych
Podstawowe wymiary łożysk tocznych to:
•średnica otworu d;
•średnica zewnętrzna D;
•szerokość łożyska B;
•wysokość łożyska H.
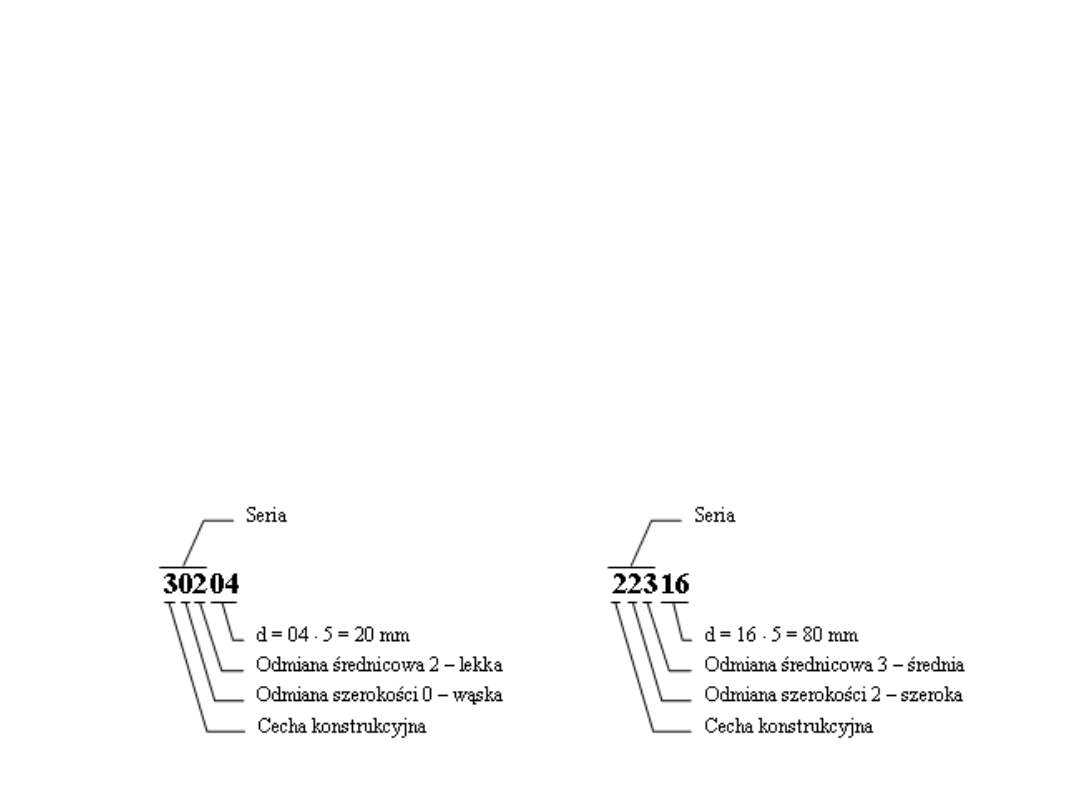
Oznaczenia łożysk tocznych
Łożyska są znormalizowane w skali światowej (ISO).
Każde łożysko jest oznaczone symbolem cyfrowym lub literowo –
cyfrowym, w którym wyróżnia się oznaczenia serii (w tym odmiany
średnicowej), oznaczenie średnicy otworu d, oraz inne informacje.
Ostatnie dwie cyfry symbolu cyfrowego określają średnicę łożyska.
Gdy mamy 00, oznacza to d = 10 mm, 01 – d = 12 mm, 02 – d = 15
mm, 03 – d = 17 mm. Wyższe liczby (04 96) mnoży się przez pięć,
otrzymując w wyniku średnicę otworu łożyska. Przy d > 500 mm
wymiar otworu podaje się bezpośrednio za kreską ułamkową (po znaku
serii) np. 60/500. Dla średnic d < 10 mm wymiar średnicy podaje się
pojedynczą cyfrą, równą średnicy otworu np. dla d = 7 mm – 607.
Pozostała część symbolu określa serię łożyska, podstawowe cechy
konstrukcyjne, w tym głównie odmianę średnicową.

Dobór łożysk tocznych
Obciążenie łożyska określa się w czasie ruchu łożyska. Podstawowe
parametry służące doborowi łożysk to:
●
Nośność ruchowa – gdy pierścienie obracają się względem siebie
z prędkością obrotową n > 10 obr/min.
●
Nośność spoczynkowa – w czasie spoczynku gdy n 10
obr/min.
●
Wartość nośności ruchowej (C) – określa obciążenie, przy
którym łożysko osiągnie trwałość 1 mln obr.
●
Wartość nośności spoczynkowej (C
o
)– obciążenie wywołujące
odkształcenia plastyczne współpracujących elementów, równe
0,0001 średnicy części toczonej.
●
Trwałość łożyska – przy dowolnym obciążeniu, czas pracy
łożyska do chwili wystąpienia pierwszych oznak zniszczenia,
którymi będą rysy lub mikropęknięcia na powierzchniach tocznych,
potem łuszczenie powierzchni tocznych, w rezultacie zniszczenie
łożyska.
●
Nośność ruchowa dla poszczególnych łożysk wyznaczona jest
przy założeniu niewielkiej trwałości odpowiadającej 500 h pracy
przy n = 33
1
/
3
obr/min. W rzeczywistości wymagamy znacznie
większej ilości godzin pracy (Lh) oraz stosowanie większych
obrotów (n).
Dobrać łożysko to przyjąć większe C niż wyznaczone.

Dobór łożysk tocznych
Zależność między żądaną trwałością, nośnością ruchową
i rzeczywistym obciążeniem łożyska określa wzór:
gdzie:
L – trwałość łożyska w mln
obrotów;
C – nośność ruchowa (katalog);
F – obciążenie;
p – wykładnik potęgowy: dla łożysk
kulkowych p = 3, dla
wałeczkowych p = 10/3.
Chcąc wyznaczyć trwałość pracy łożyska w godzinach L
h
,
wzór ten przyjmuje postać:
p
F
C
L
p
h
F
C
n
n
L
L
16600
60
10
6

Dobór łożysk tocznych przy obciążeniu
zastępczym
W rzeczywistości łożyska obciążone są siłą wzdłużną F
a
i
poprzeczną F
r
. powoduje to konieczność wyznaczenia
obciążenia zastępczego, którego wartość będzie
podstawą do doboru łożyska wg poniższych zasad:
F
z
= X F
r
+ Y F
a
gdzie:
F – obciążenie równoważne (zastępcze [N, daN]);
F
r
– składowa promieniowa obciążenia;
F
a
– składowa osiowa obciążenia;
X – współczynnik obciążenia promieniowego;
Y – współczynnik obciążenia osiowego.
Wartości X i Y są przypisane (zależnie) od rodzaju
łożyska i od rodzaju stosunku F
a
do F
r
Węzły łożyskowe
Osadzanie łożysk tocznych powinno zapewnić ustalenie wzdłużne
wału i łożyska, oraz ustalenie właściwego luzu łożyskowego w czasie
pracy łożyska.
Pełne wykorzystanie łożysk tocznych zależy od:
- dobrania łożyska;
- odpowiednich warunków pracy jak i od własności osadzenia łożysk
na wale i w korpusie maszyny.
Ustalenie wzdłużne polega na tym, że jedno łożysko ustala wał w
kierunku wzdłużnym, tzn. zapewnia stałe położenie jednego czopa wału
względem korpusu maszyny, a drugie łożysko powinno mieć możliwość
wzdłużnego przesuwu względem korpusu, aby nie krępować
odkształceń cieplnych wału i niwelować błędy montażu lub wykonania
elementu. Zasada ustalania wzdłużnego stosowana jest do łożysk
kulkowych i walcowych.

Pasowanie pierścieni łożyskowych i oprawy
Przy doborze pasowań należy zwracać uwagę, aby:
• w czasie pracy łożyska istniał właściwy luz
poprzeczny (zakleszczanie łożyska),
• nie występowało obracanie się pierścieni
łożyska wałka i oprawy.
Rozróżniamy dwa przypadki obciążenia łożyska:
• ruchomy wałek,
• ruchoma oprawa.
W pierwszym przypadku pierścień wewnętrzny
osadzony jest ciasno, a zewnętrzny luźno. W drugim
przypadku odwrotnie.
Czopy wałów wykonuje się najczęściej g6 do r6.
Otwory korpusu wykonuje się J7 do P7. Podane
symbole nie charakteryzują rodzaju pasowania.

Smarowanie łożysk tocznych
Aby
polepszyć
warunki
pracy
łożyska
i
maksymalnie
je
wykorzystać
stosujemy
smarowanie. Zależy ono od:
• warunków eksploatacji łożyska,
• konstrukcji węzła łożyskowego.
Czynniki decydujące o środku smarnym:
• temperatura pracy,
• rodzaj uszczelnienia i warunki otoczenia,
• prędkość obrotowa łożyska,
• obciążenie,
• rodzaj konstrukcji łożyska.

Smarowanie łożysk tocznych
Najlepsze jest smarowanie olejowe. Mankamentem smarowania jest
konieczność stosowania złożonych uszczelnień, niebezpieczeństwo
zaburzeń w pracy układu.
Rodzaje smarowania:
●
Smarowanie olejowe – musimy odprowadzić ciepło z węzła, gdy
służy ono do smarowania innych elementów maszyny. Gdy
prędkość obrotowa równa się prędkości granicznej – łożysko ma
korpus o konstrukcji zamkniętej.
●
Smarowanie łożysk smarem plastycznym – gdy temperatura
pracy niższa niż 70
o
C.
Smarowanie olejem:
●
Smarowanie zanurzeniowe – łożysko zanurzone jest w oleju.
Podczas obrotu elementy toczne w łożysku zwilżone olejem,
przenoszą go na bieżnię, obrzeża i powierzchnie prowadzenia
koszyczka. Poziom oleju powinien być poniżej osi najdalej
położonych elementów tocznych.
●
Smarowanie obiegowe – wymuszony jest przepływ oleju przez
łożysko toczne.
●
Smarowanie mgłą olejową – tam gdzie łożyska mają bardzo duże
obroty. Drobinki oleju są rozpylane sprężonym powietrzem.
Stosujemy gdy d n > 100000, potrzebne intensywne chłodzenie
i łożysko musimy izolować.

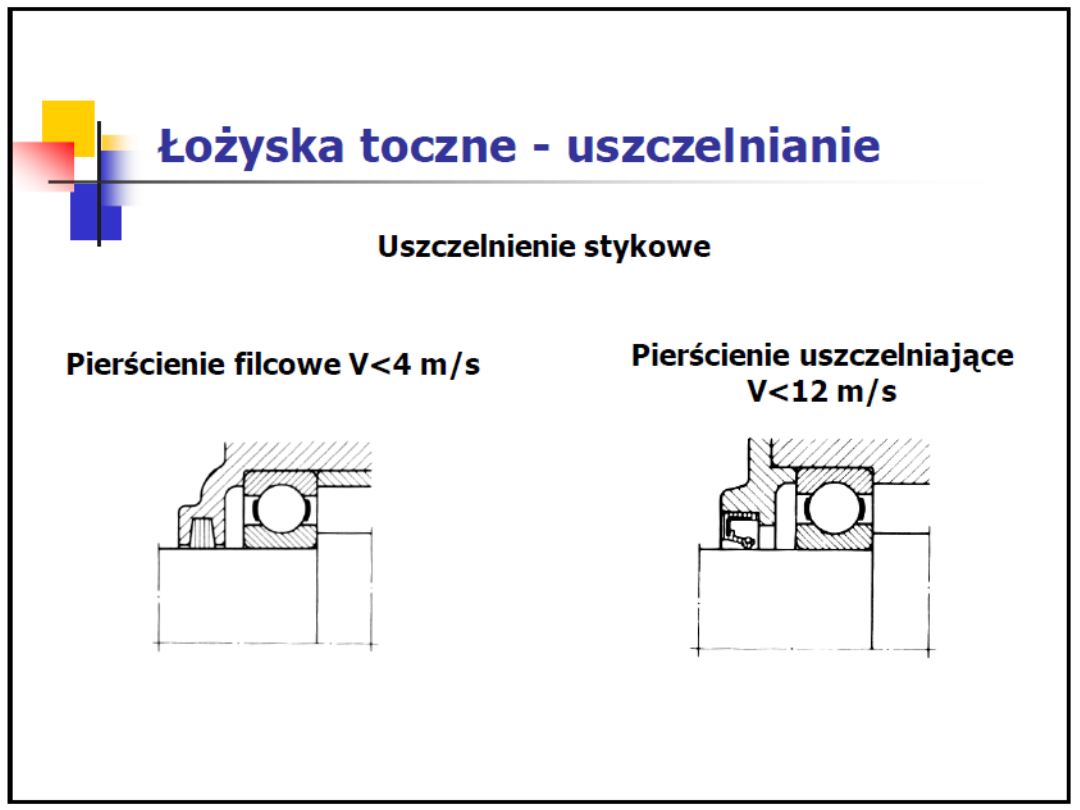
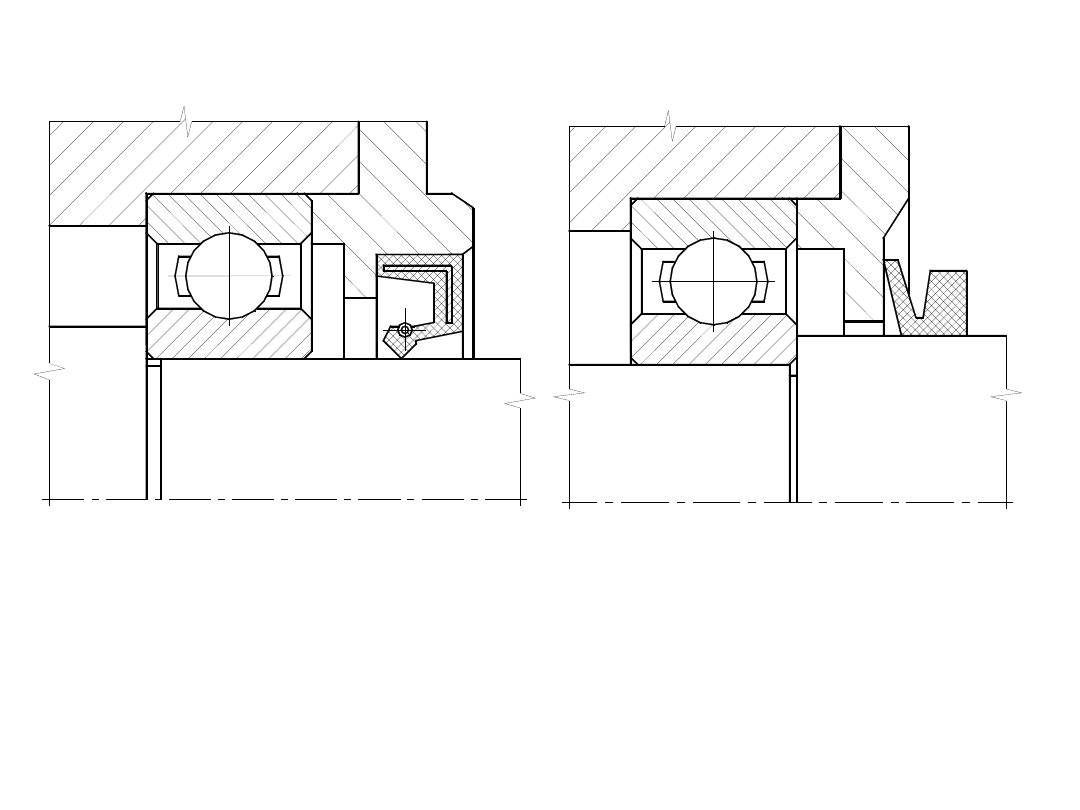
Uszczelnianie węzłów łożyskowych
Efekt uszczelniania uzyskuje się przy uszczelkach filcowych
lub gumowych – sprężynujący element dokładnie przylega
do powierzchni uszczelnianej.
Uszczelnianie filcowe – do smarów plastycznych v < 5
m
/
s
,
temperatura do 90
o
C, R
a
2,5 m. Powierzchnie czopa
polerujemy. Pierścień nasycany jest olejem.
Uszczelnianie gumowe – pierścień uszczelniający, gdy
wymagana jest większa szczelność – olej.
Uszczelnienia bezstykowe:
- szczelinowo rowkowe,
- labiryntowe,
- odrzutnikowe,
- tarcze ochronne.
b)
a)
Uszczelnienia łożysk tocznych:
a) pierścień uszczelniający wargowy
promieniowy
b) pierścień uszczelniający wargowy osiowy


Łożyska ślizgowe i ich rodzaje
Łożysko ślizgowe – powierzchnia czopa wału ślizga się po
powierzchni panewki lub bezpośrednio po powierzchni otworu łożyska.
Jest
to
łożysko
nie
posiadające
ruchomych
elementów
pośredniczących. Czop wału lub inny obrotowy element jest
umieszczony w cylindrycznej panewce z pasowaniem luźnym.
Łożyska ślizgowe dzielą się na:
• suche
- okresowo smarowane smarem stałym lub niesmarowane w
ogóle. Panewki takich łożysk wykonane są ze stopów łożyskowych
lub z tworzyw sztucznych, takich jak teflon. Używane są do
połączeń słabo obciążonych i mniej odpowiedzialnych.
• powietrzne
- w których dystans między wałem a panewką
utrzymywany jest przez poduszkę powietrzną wytworzoną przez
sprężone powietrze dostarczane do panewki. Łożyska tego typu
stosuje się w urządzeniach precyzyjnych, w których na wałach
występują niewielkie siły promieniowe.
• olejowe
- część korpusu łożyska wypełniona jest olejem. W czasie
ruchu wału, pomiędzy powierzchnią wału a panewką tworzy się
cienka warstwa oleju (film olejowy), która jest wystarczająca do
podtrzymania wału.
• hydrodynamiczne
- w których film olejowy tworzy się
samoczynnie wskutek zjawisk hydrodynamicznych powstających w
szczelinie
• hydrostatyczne
- w tego typu łożyskach dodatkowo do panewki
dostarczany jest olej pod ciśnieniem.

Łożyska ślizgowe – zalety i wady
Zalety łożysk ślizgowych:
• małe wymiary poprzeczne;
• duża żywotność (przy zapewnieniu tarcia
płynnego);
• cichobieżność i tłumienie drgań;
• wygodny montaż (szczególnie łożysk
dzielonych);
• mały koszt.
Wady łożysk ślizgowych:
• duży opór tarcia przy rozruchu;
• duża wrażliwość na warunki smarowania;
• duże wymiary wzdłużne;
• kłopotliwa naprawa.
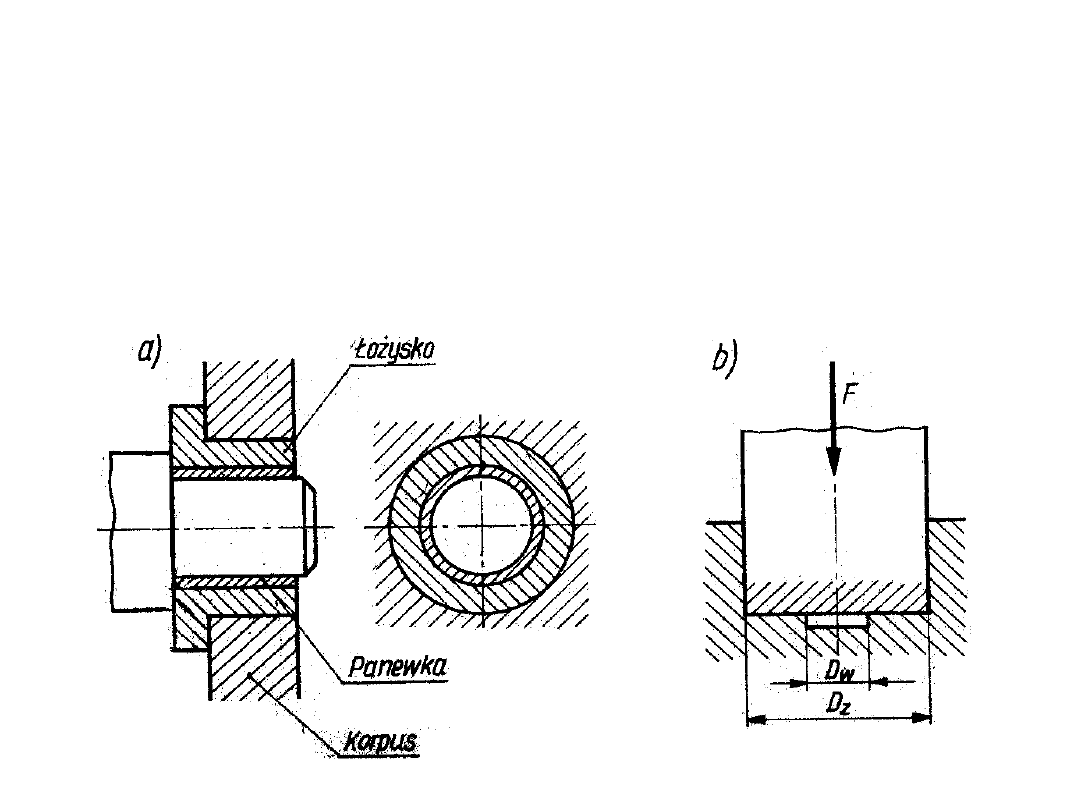
Klasyfikacja łożysk ślizgowych
Zależnie od kierunku obciążeń rozróżniamy:
łożyska ślizgowe poprzeczne (rys. a);
łożyska ślizgowe wzdłużne (rys. b);
łożyska ślizgowe poprzeczno-wzdłużne.

Tarcie w łożysku ślizgowym
Tarcie ślizgowe pomiędzy panewką łożyska a
czopem wału zależy od:
•
materiałów współpracujących;
•
chropowatości powierzchni współpracujących;
•
rodzaju smarowania;
•
sił nacisku.
Rodzaje tarcia:
• suche – współpracujące powierzchnie nie są
smarowane;
• płynne – gdy między powierzchniami czopa i panewki
stale występuje warstewka smaru;
• mieszane
–
przy
którym
powierzchnie
współpracujące częściowo stykają się (głównie
wierzchołkami nierówności), zaś na pozostałym
obszarze są rozdzielone warstewką smaru.
Tarcie w łożysku ślizgowym
W łożyskach ślizgowych zawsze dąży się do uzyskania tarcia
płynnego, w przeciwnym razie ulegają one szybkiemu
zużyciu i muszą być zastąpione łożyskami tocznymi. W
praktyce uzyskuje się najczęściej tarcie mieszane.
Uzyskanie tarcia płynnego jest możliwe, gdy ciśnienie
smaru w szczelinie jest większe niż naciski jednostkowe
czopa na panewkę.
W celu zmniejszenia oporów ruchu pomiędzy panewką i
czopem należy wytworzyć warstewkę nośną smaru lub gazu.

Materiały łożyskowe
Czop stanowiący część wału lub osi wykonany jest zwykle ze stali,
natomiast element łożyska bezpośrednio stykający się z czopem
wykonuje się z tzw. materiałów łożyskowych. Materiały te powinny
spełniać następujące warunki:
•
odporność na ścieranie i zatarcie (nieniszczenie wału);
•
mały współczynnik tarcia i dobre powiązanie z panewką;
•
łatwe docieranie się;
•
duża wytrzymałość pozwalająca na stosowanie dużych nacisków
powierzchniowych;
•
duża odporność chemiczna na oddziaływanie ośrodka, oraz
podwyższonej temperatury;
•
duża podatność i duże odkształcenia plastyczne (zabezpieczające
przed spiętrzeniem nacisków);
•
dobre przewodnictwo cieplne;
•
mały współczynnik rozszerzalności cieplnej;
•
dobre własności odlewnicze;
•
dobra obrabialność;
•
niska cena i łatwość nabycia.

Materiały łożyskowe
Do najczęściej stosowanych materiałów stosowanych na panewki łożysk zalicza się stopy cynowe,
zwane babbitami o składzie 89% Sn (cyna), 8% Sb (antymon) i 3% Cu (miedź) lub zbliżonym. Stopy
te odznaczają się bardzo dobrymi własnościami ślizgowymi, dobrą odkształcalnością, odpornością na
zatarcie i odpornością na korozję. Podobne własności mają stopy ołowiowe, które są nieco miększe
ale tańsze. Do innych materiałów stosowanych na łożyska należą:
●
brązy odlewnicze – cynowe i ołowiowe - duża twardość i wytrzymałość zmęczeniowa,
stosowane gdy własności wytrzymałościowe są ważniejsze od ślizgowych;
●
mosiądz – ma niższą wytrzymałość ale lepszą odporność na pracę w podwyższonej
temperaturze;
●
stopy aluminium – z miedzią niklem i krzemem. Ich wadą jest duża rozszerzalność cieplna;
●
żeliwa – stosowane rzadziej ze względu na dużą twardość i małą odkształcalność.

Materiały łożyskowe
Jeżeli smarowanie łożysk jest bardzo utrudnione
lub ze względu na warunki pracy należy go
uniknąć, stosuje się panewki z materiałów
porowatych. Najczęściej są to tuleje prasowane,
spiekane i nasycane olejem. Po rozgrzaniu
łożyska smar wypływa na powierzchnię panewki,
a po obniżeniu temperatury cofa się w głąb porów
(łożyska samosmarowne).
Poza stopami metali, stosuje się również inne
materiały takie jak twarde drewno, tworzywa
sztuczne, grafit, szkło (mechanizmy precyzyjne).
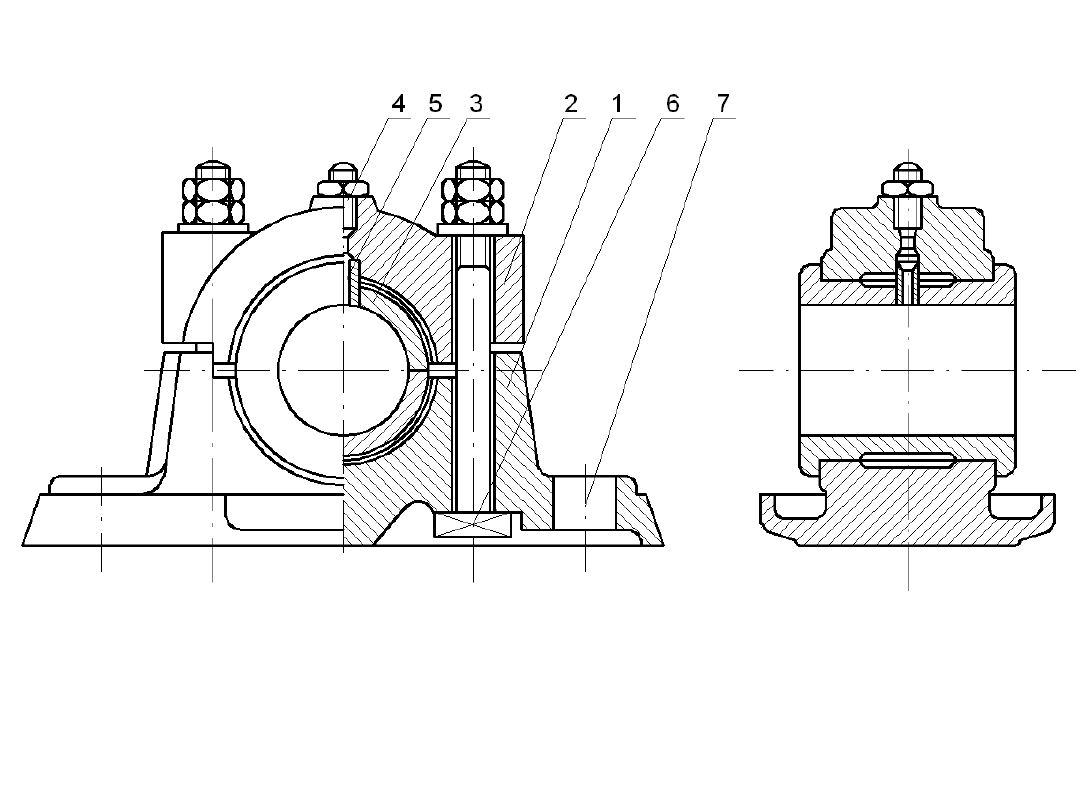
Łożysko ślizgowe poprzeczne z panwią dwudzielną: 1 - korpus dolny, 2 -
korpus górny,. 3 - panew, 4 - zbiornik smaru, 5 - przewód smaru, 6 -
śruba ściągająca,
7 - otwór na śrubę mocującą
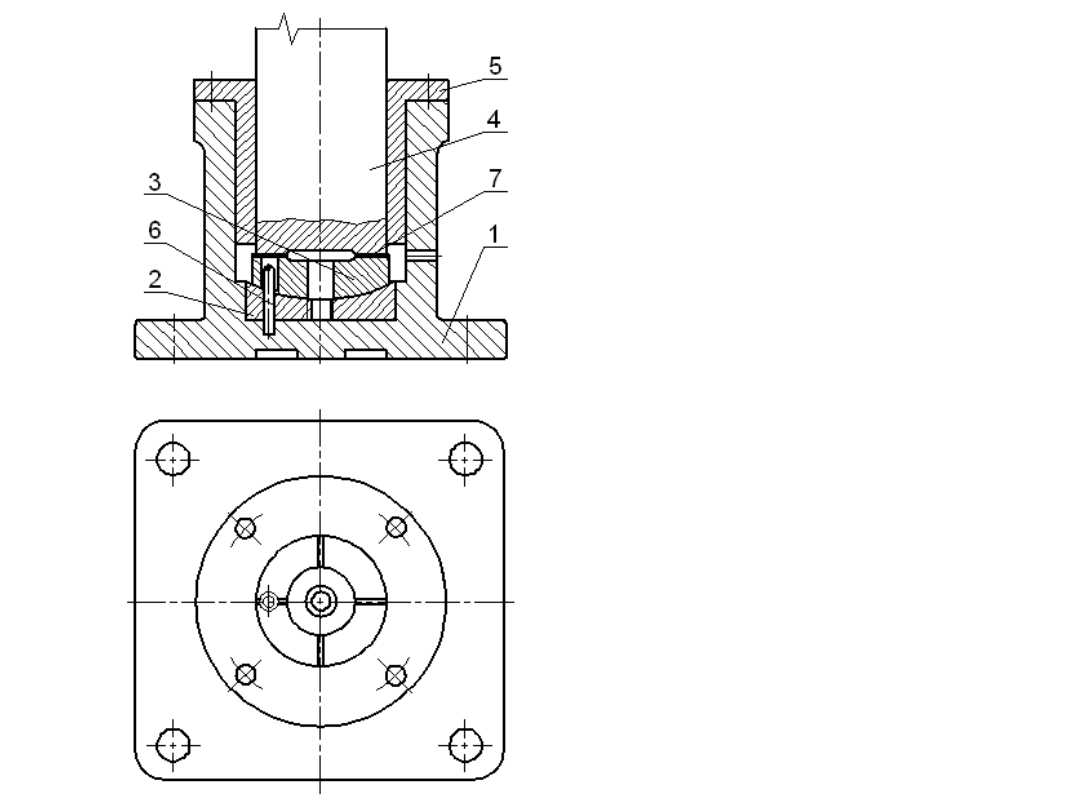
Łożysko ślizgowe wzdłużne
z panwią wahliwą
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
- Slide 31
- Slide 32
- Slide 33
- Slide 34
- Slide 35
- Slide 36
- Slide 37
- Slide 38
- Slide 39
- Slide 40
- Slide 41
- Slide 42
- Slide 43
- Slide 44
- Slide 45
Wyszukiwarka
Podobne podstrony:
PPI 5Prezentacja
16 ppi gerhard chrobok zabezpieczenie wykopow pod obiekty mostowe wezla pulkowa(1)
ppi pytania
Do kolokwium, Pytania do kolokwium z PPI nr2, PYTANIA DO KOLOKWIUM NR 2 Z WYKŁADÓW „PODSTAWY P
Do kolokwium, Pytania do kolokwium z PPI nr2, PYTANIA DO KOLOKWIUM NR 2 Z WYKŁADÓW „PODSTAWY P
(Mathcad Projekt końcowy ppi
PPI sprzegla
PPI wyk 3
Do kolokwium, ppi odp wykład, PYTANIA DO KOLOKWIUM NR 2 Z WYKŁADÓW „PODSTAWY PROJEKTOWANIA INŻ
PPI przewodnik do cwiczen id 381349
PPI wyk 5
Dokumentacja tech-ruch, studia, semestr V, podstawy projektowania inzynierskiego II, PPI
więcej podobnych podstron