1. Historyczny rozwój CNC
a) Fazy rozwoju od konwencjonalnych obrabiarek do CIM
(
CIM – komputerowo zintegrowane wytwarzanie wraz z planowaniem i
konstruowaniem)
1950
1960
1970
1980
1990
2000
NC
CNC
FFS
CAD
CAD / CAM
CIM
NC
– sterowanie numeryczne
CNC
– komputerowe sterowanie numeryczne
CIM
-
komputerowe zintegrowane wytwarzanie wraz z planowaniem i
konstruowaniem
FFS
– elastyczny system wytwarzania
CAD
– komputerowe wspomaganie projektowania
CAM
– komputerowe wspomaganie wytwarzania
2. Cechy charakterystyczne obrabiarek
NC
Obrabiarka NC posiada:
urządzenie wejścia z numerycznymi danymi wejściowymi informacji
sterowniczych, zapisanymi na kartach lub taśmach dziurkowanych
przelicznikowy zespół przetwarzania danych sterowania
osobny napęd każdej osi przesuwu i wrzeciona, do sterowania ruchami
suportów
i uchwytów przedmiotów obrabianych
systemy pomiarowe i kontrolne, służące do przekazywania informacji
zwrotnej
o położeniu narzędzi do komputera sterującego
automatyczne urządzenia do wymiany narzędzi, a również
przedmiotów
głowice i magazyny
wielonarzędziowe
jeden lub więcej suportów narzędziowych
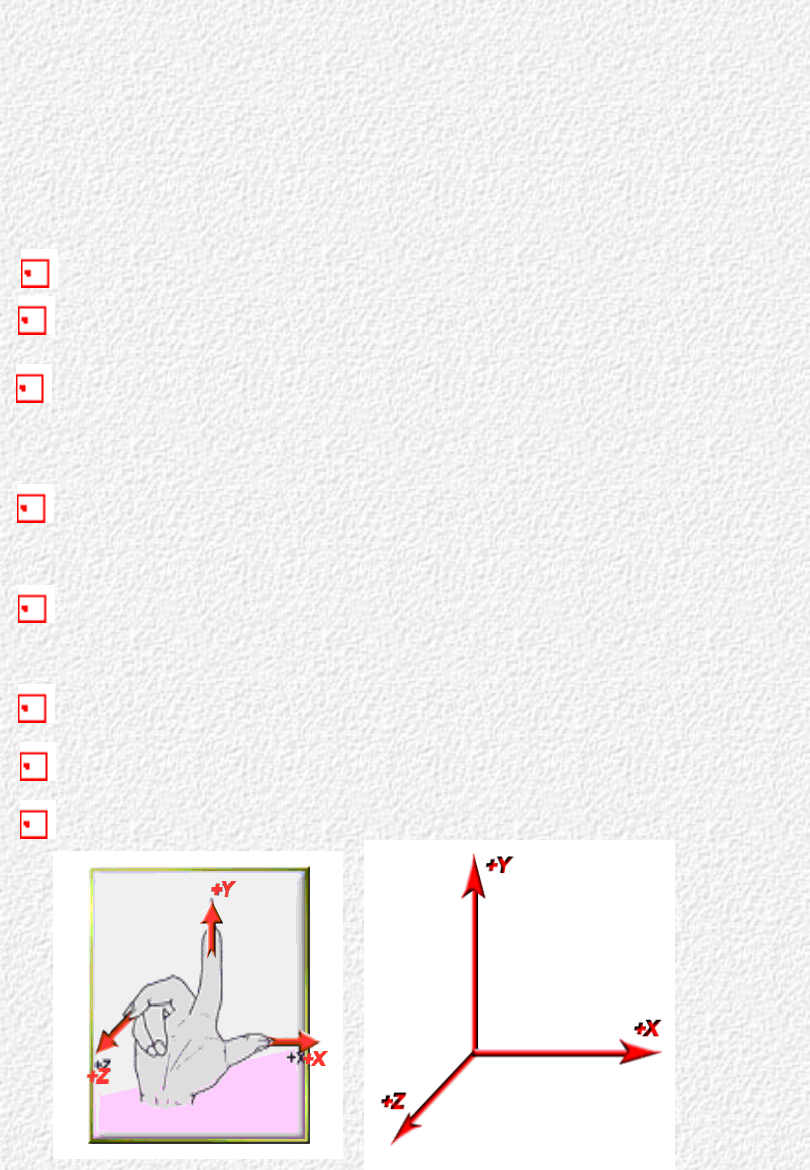
Oznaczenie osi i kierunków ruchu w obrabiarkach
Oznaczenie osi i kierunków ruchu w obrabiarkach
sterowanych numerycznie (PN-72/M-55251)
sterowanych numerycznie (PN-72/M-55251)
Do celów programowania jest konieczne przedstawienie wymiarów
przedmiotów w układzie współrzędnych i przypisanie tym
współrzędnym zwrotów stosownie do kierunków ruchów realizowanych
podczas obróbki na obrabiarce.
Podstawowe zasady tworzenia układu współrzędnych są następujące:
przyjęcie prostokątnego, prawoskrętnego układu współrzędnych;
kierunki poszczególnych osi układu są równoległe do kierunków
ruchów zespołów wynikających z istniejących prowadnic;
zwroty poszczególnych osi układu współrzędnych dobiera się tak,
aby ruch roboczy w kierunku ujemnego zwrotu przy podstawowych
metodach obróbki na danej obrabiarce powodował ubytek materiału
(wgłębianie się narzędzia w przedmiot obrabiany);
oś
Z
przyjmuje się równolegle do osi wrzeciona obrabiarki (jeżeli
obrabiarka nie ma wrzeciona, to oś
Z
definiuje się jako prostopadłą
do płaszczyzny mocowania przedmiotu obrabianego);
oś
X
jest główną osią w płaszczyźnie mocowania przedmiotu lub
narzędzia. Powinna ona być pozioma i równoległa do płaszczyzny
mocowania przedmiotu;
oś
Y
wynika z przyjętego układu współrzędnych;
przemieszczenia liniowe narzędzia oznacza się X, Y, Z;
przemieszczenia kątowe narzędzia oznacza się A, B, C;
3. Współczesne wymagania stawiane obrabiarkom
CNC
bardziej wydajne interfejsy do szybszej transmisji coraz większej
ilości danych
kompletne centra obróbkowe o najwyższej dokładności, np. tokarki
z 7-32 osiami ruchu sterowanymi numerycznie, licznymi
wrzecionami i napędzanymi
narzędziami frezarskimi stosowanymi przy toczeniu CNC
obróbka na najwyższych obrotach podczas toczenia ,frezowania i
wiercenia,
z ciągłym zapewnieniem najwyższej dokładności toru ruchu
konstruowanie serwonapedów o jak najkrótszym czasie reagowania
do regulacji uzyskiwanych wymiarów obróbkowych (obecnie czas
ten wynosi
już poniżej 1 ms)
minimalizacja nakładu programowania dla poszczególnych zadań
obróbkowych
proste i efektywne systemy programowania z dynamiczno-
interaktywną symulacją procesów obróbki
graficzne systemy diagnozowania błędów obrabiarek
sterowanych komputerowo lub całego systemu obróbkowego
4. Zalety obrabiarek
CNC
1.
Dzięki maszynom CNC możliwe jest osiągnięcie większej wydajności pracy
poprzez większą szybkość obróbki a także dzięki krótszym czasom głównym,
pomocniczym
i przygotowawczo-zakończeniowym. Szczególne znacznie mają następujące
czynniki:
możliwość programowania ręcznego bezpośredniego na obrabiarce
przesunięcie odpowiedzialności za programowanie, materiały i narzędzia oraz
optymalne
obciążenie stanowiska CNC, na wydziały przygotowujące produkcję
zapisywanie typowych przypadków obróbki specyficznych przedmiotów w
formie
podprogramów
możliwość optymalizacji programów sterowania cyfrowego w systemie
automatyczne dosuwanie narzędzia do osiągnięcia wymaganego wymiaru
automatyczne uruchamianie wszystkich funkcji obrabiarki i bezpośrednia
interwencja
po stwierdzeniu błędów i zakłóceń
automatyczny nadzór nad obróbką wykonywany przez sam układ sterowania
(automatyczny pomiar i kontrola)
uniwersalne zastosowanie narzędzi w systemach uchwytów
możliwość ustawienia narzędzi poza obrabiarką bez wpływania na czas pracy
maszyny
2.
Jednakowa jakość przedmiotów obrabianych przy niewielkim udziale
przedmiotów wadliwych
3.
Wyższa dokładność obróbki dzięki wysokiej dokładności podstawowej
obrabiarki
(pomiar z dokładnością 1/1000 mm)
4.
Krótsze cykle produkcyjne dzięki lepszej organizacji i połączeniu
rozproszonych
czynności produkcyjnych.
5.
Większa przepustowość
6.
Zwiększona elastyczność produkcji poprzez zastosowanie systemów
obróbkowych
i racjonalne wykonywanie mniejszych serii lub pojedynczych przedmiotów o
wysokim
stopniu złożoności
Obrabiarki
konwencjonalne
Obrabiarki NC
Obrabiarki CNC
Dane wejściowe:
Pracownik na podstawie
zlecenia i rysunku ręcznie
nastawia maszynę, zakłada
i zdejmuje przedmiot
obrabiany i narzędzia.
Dane wejściowe:
Program NC jest
przekazywany do
układu sterowania
poprzez taśmę
perforowaną
(dziurkowaną).
Dane wejściowe:
Programy sterujące mogą być
przekazywane do układu
sterowania CNC z klawiatury,
poprzez dyskietki lub złącze
bezpośrednie (interfejs
równoległy lub szeregowy).
Poszczególne programy
sterowania numerycznego są
gromadzone w wewnętrznej
pamięci. Nowoczesne systemy
sterowania są wyposażone także
w twarde dyski.
Sterowanie ręczne:
Pracownik zadaje ręcznie
ustawienia robocze (obroty,
przemieszczenia) i steruje
obróbką przy pomocy kółek
ręcznych.
Sterowanie NC:
Sterowanie
numeryczne przetwarza
informacje zawarte w
programie
i wytwarza
odpowiednie sygnały
sterujące, skierowane
do poszczególnych
zespołów maszyny
Sterowanie CNC:
Zintegrowany z systemem
mikrokomputer dzięki
odpowiedniemu oprogramowaniu
przejmuje wszystkie funkcje
sterownicze i regulacyjne
maszyny, wykorzystując pamięć
wewnętrzną dla programów
i podprogramów, danych
technologicznych, narzędzi
i ich wymiarów korekcyjnych
a także cyklów stałych i
otwartych.
W systemie CNC zintegrowane
jest często oprogramowanie do
diagnozowania błędów.
Kontrola:
Pracownik mierzy i
sprawdza ręcznie przedmiot
obrabiany pod względem
dokładności wymiarowej. W
razie konieczności
podejmuje decyzję o
ponownej obróbce.
Obrabiarka NC:
Dzięki ciągłej informacji
zwrotnej zespołu
pomiarowego i
zespołów napędowych
obrabiarka już podczas
pracy zapewnia
dokładność wymiarową
przedmiotu
obrabianego.
Obrabiarka CNC:
Dzięki ciągłej informacji zwrotnej
zespołu pomiarowego i zespołów
napędowych z silnikami o
regulowanej liczbie obrotów
obrabiarka już podczas pracy
zapewnia dokładność wymiarową
przed miotu obrabianego.
Poprzez zintegrowane czujniki
pomiarowe możliwa jest kontrola
wymiarów podczas obróbki.
Jednocześnie możliwa jest praca
nad systemem sterowania,
poprzez np. testowanie
i optymalizację nowych
programów obróbki sterowanej
cyfrowo.
5. Porównanie obrabiarek konwencjonalnych i
wyposażonych
w systemy sterowania CNC
+x
-x
-z
+z
M
M
–
–
Punkt zerowy
Punkt zerowy
obrabiarki
obrabiarki
W
W
-
-
Punkt zerowy
Punkt zerowy
przedmiotu
przedmiotu
obrabianego
obrabianego
E-
E-
Punkt odniesienia
Punkt odniesienia
narzędzia
narzędzia
R-
R-
Punkt referencyjny (wyjściowy)
Punkt referencyjny (wyjściowy)
obrabiarki
obrabiarki
Punkt wymiany
Punkt wymiany
narzędzia
narzędzia
+
x
-x
-z
+
z
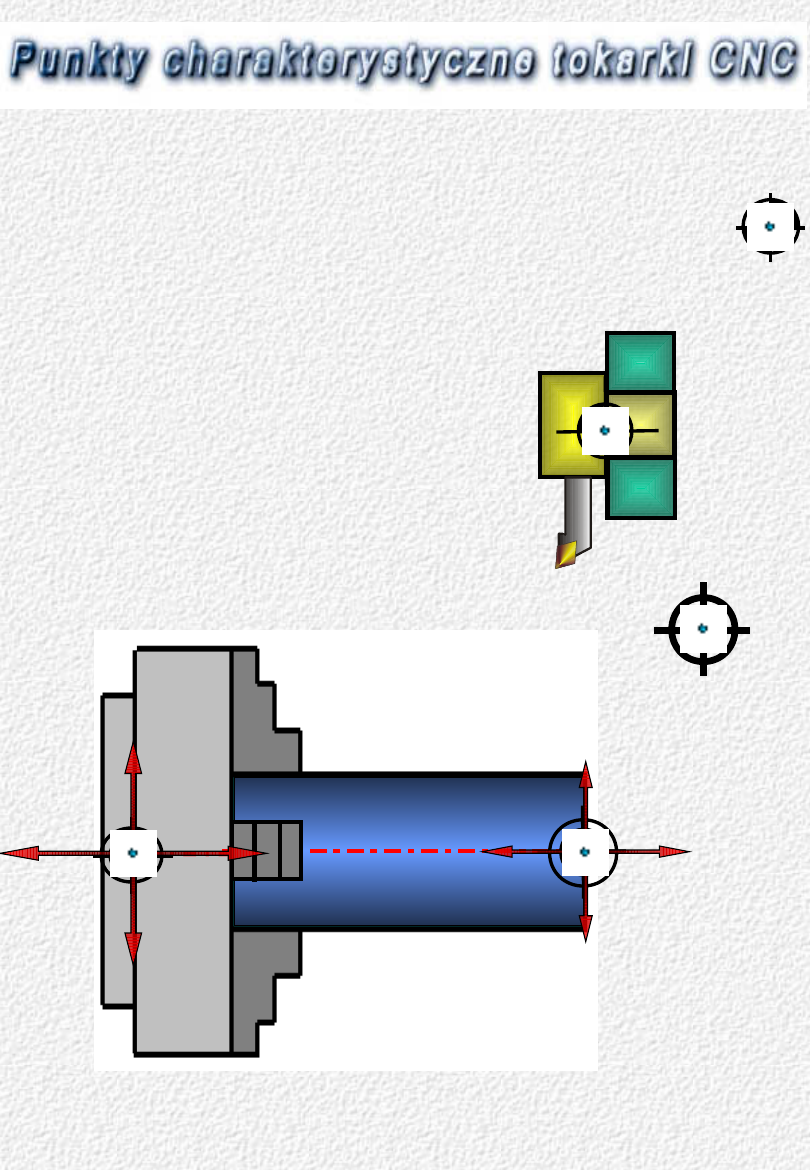
Punkt zerowy obrabiarki
Punkt zerowy obrabiarki
- jest to punkt wyjściowy układu
odniesienia.
Punkt ten ( umowna pozycja) jest ustalony przez producenta i nie
podlega żadnym zmianom przez użytkownika. Jest to punkt
odniesienia dla innych punktów charakterystycznych w przestrzeni
roboczej obrabiarki.
W tokarkach punkt ten znajduje się na powierzchni czołowej
wrzeciona tokarki, do której przylega tarcza zabierakowa lub uchwyt
(oś Z).W osi X pokrywa
się on z osią wrzeciona.
Punkt zerowy przedmiotu obrabianego
Punkt zerowy przedmiotu obrabianego
- wyznaczony przez
programistę
punkt na przedmiocie względem którego podaje się współrzędne
w programie obróbki. Jego położenie może być dowolne, lecz
najwygodniej umieścić go w miejscu będącym bazą wymiarową
przedmiotu.
Jest to punkt początkowy układu współrzędnych przedmiotu
obrabianego.
W częściach toczonych punkt zerowy przedmiotu obrabianego
należy ustawić na środku prawego lub lewego boku części
obrabianej.
Punkt wyjściowy obrabiarki (punkt referencyjny)
Punkt wyjściowy obrabiarki (punkt referencyjny)
- jest to
punkt ustalony przez producenta w przestrzeni roboczej
obrabiarki, do którego należy przesunąć element wykonawczy
maszyny (np. sanie narzędziowe)
po każdorazowym włączeniu zasilania obrabiarki lub nawet po
chwilowym zaniku napięcia. Służy do wzorcowania (zerowania)
systemów pomiarowych obrabiarki.Jego położenie na każdej osi
ruchu jest dokładnie ustalone poprzez wyłączniki krańcowe.
Współrzędne punktu referencyjnego mają w odniesieniu do
punktu zerowego obrabiarki zawsze tę samą wartość liczbową.
Jest ona ustawiona na stałe w układzie sterowania CNC. Po
włączeniu maszyny należy najechać we wszystkich osiach na ten
punkt w celu synchronizacji układu sterowania z obrabiarką.
Punkt odniesienia narzędzia
Punkt odniesienia narzędzia
-
jest stałym punktem
znajdującym się
na saniach narzędziowych. W przypadku tokarki punkt ten
znajduje się
na powierzchni głowicy narzędziowej, będącej bazą dla
mocowanych oprawek narzędziowych lub narzędzi. Podczas
umieszczania zespołu narzędziowego (oprawka narzędzia wraz z
narzędziem) w suporcie narzędziowym
(głowicy rewolwerowej)
Punkt wymiany narzędzia
Punkt wymiany narzędzia
-
jest punktem w przestrzeni
roboczej obrabiarki CNC, w którym może nastąpić bezkolizyjna
wymiana narzędzi. W większości układów sterowania położenie
punktu wymiany narzędzia jest zmienne.
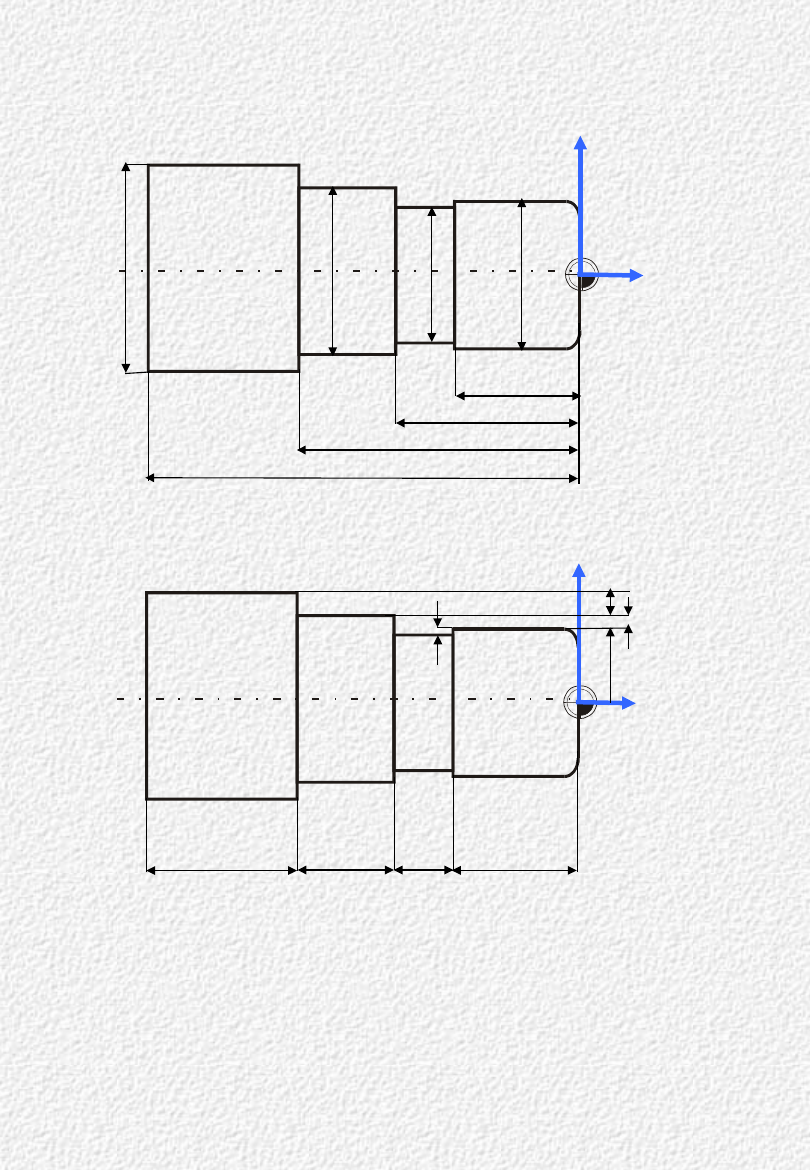
40
65
100
150
Ø
6
0
Ø
4
0
Ø
5
0
x
z
G90
G90
absolutne ( bezwzględne )
absolutne ( bezwzględne )
40
x
z
G91
G91
przyrostowe
przyrostowe
( inkrementalne )
( inkrementalne )
25
35
50
2
5
5
7
,5
5
ADRESY NALEŻY PROGRAMOWAĆ
ADRESY NALEŻY PROGRAMOWAĆ
NASTĘPUJĄCO
NASTĘPUJĄCO
ADRESY NALEŻY PROGRAMOWAĆ
ADRESY NALEŻY PROGRAMOWAĆ
NASTĘPUJĄCO
NASTĘPUJĄCO
G90 X .......
G90 X .......
Ø
Ø
(średnica
(średnica
przedmiotu)
przedmiotu)
Z+/-....
Z+/-....
wartość bezwzględna
wartość bezwzględna
G91 X .......
G91 X .......
R (promień przedmiotu)
R (promień przedmiotu)
Z+/-....
Z+/-....
faktyczna droga
faktyczna droga
przesuwu
przesuwu
Systemy wymiarowania przy toczeniu
Systemy wymiarowania przy toczeniu
Systemy wymiarowania przy toczeniu
Systemy wymiarowania przy toczeniu
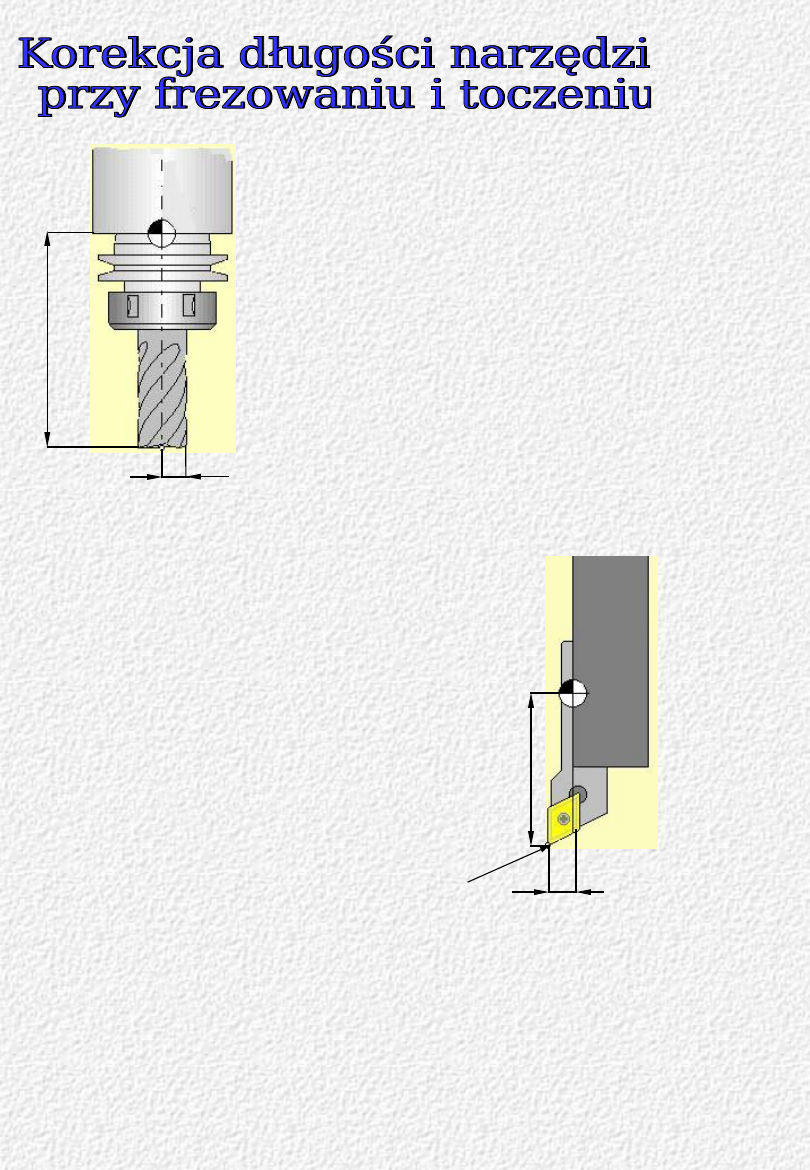
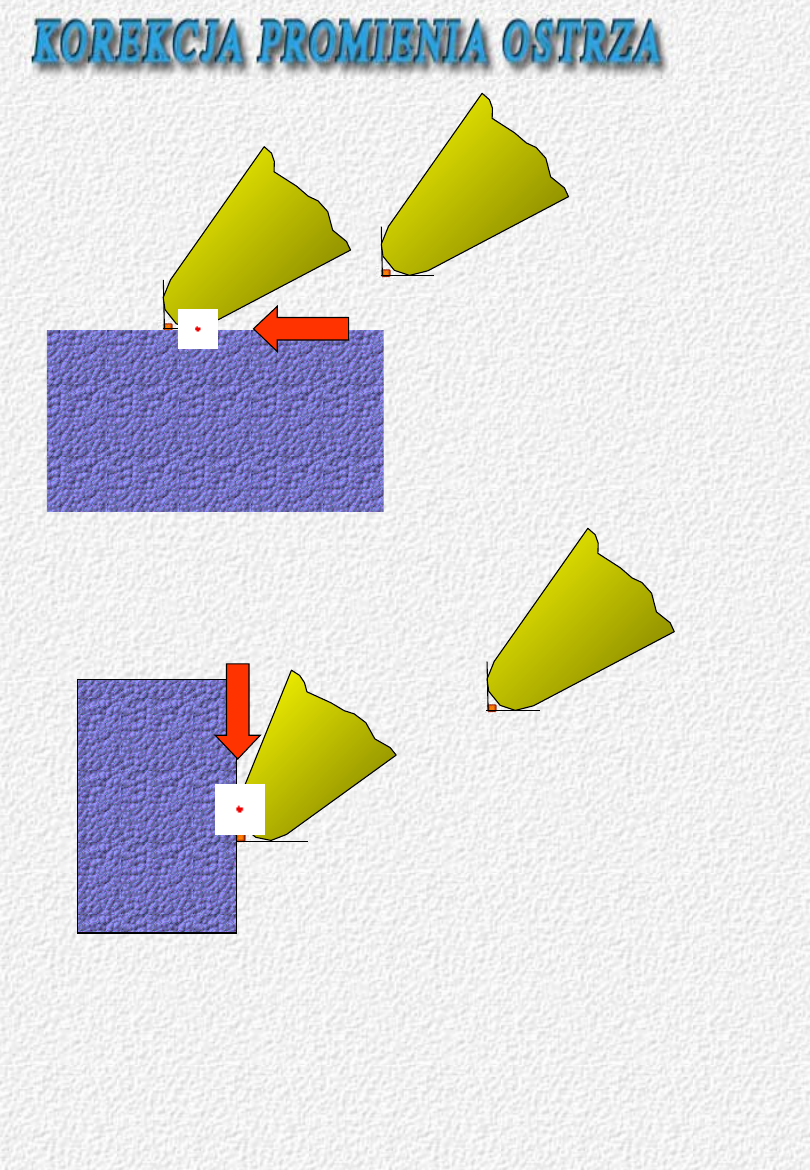
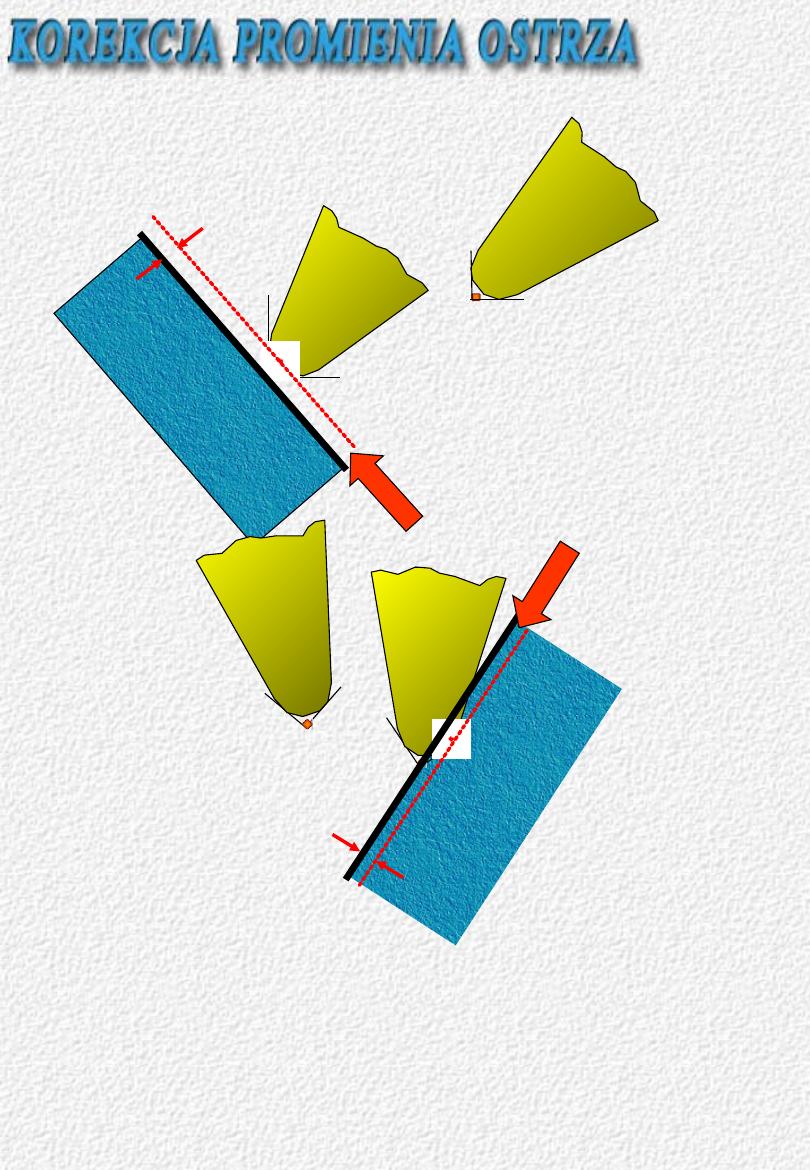
Korekcja polega na wprowadzaniu poprawek
Korekcja polega na wprowadzaniu poprawek
związanych ze zmianą położenia wierzchołka ostrza
związanych ze zmianą położenia wierzchołka ostrza
skrawającego np. przy wymianie narzędzia.
skrawającego np. przy wymianie narzędzia.
Rodzaje korekcji:
wymiarów długościowych, np. długości wiertła;
promienia narzędzia, np. rzeczywistego promienia freza
lub promienia wierzchołka ostrza noża tokarskiego.
Programuje się np. ruch środka freza, czyli tzw.
ekwidystanty.
Sposoby wprowadzania korekcji:
za pomocą nastawników dekadowych na pulpicie
operatora;
z wykorzystaniem pamięci sterowania CNC i
odpowiednich adresów (H lub automatycznie kojarzony z
numerem narzędzia T - wprowadzane z klawiatury).
Zasady stosowania korekcji.
Korekcję włączamy jedynie dla obróbki wykańczającej. Nie ma
ona zastosowania przy obróbce zgrubnej ani w cyklach
tokarskich.
Pomiędzy włączeniem korekcji G41/G42 a jej odwołaniem G40
mają prawo pojawić się wyłącznie funkcje G00, G01, G02 lub
G03. Zastosowanie jakichkolwiek innych funkcji może
powodować nieprzewidziane zachowanie się maszyny -
niekontrolowane ruchy.
Korekcję włączamy przy najeździe na pierwszy punkt konturu, a
wyłączamy w linii wyjazdu z konturu.
Korekcję włączamy dla każdego narzędzia osobno. Odwołujemy
najpóźniej przed wymianą narzędzia.
Funkcje włączania i odwołanie korekcji w zależności od systemu
piszemy w osobnych liniach lub na końcu linii ruchu.
Pomiędzy włączeniem a odwołaniem korekcji musi następować
co najmniej jedna linia ruchu.
L
L
R
R
E
E
E
E
– punkt odniesienia
– punkt odniesienia
narzędzia
narzędzia
L
L
– długość = odległość
– długość = odległość
między
między
wierzchołkiem ostrza i
wierzchołkiem ostrza i
punktem
punktem
odniesienia narzędzia w osi
odniesienia narzędzia w osi
Z
Z
R
R
– promień narzędzia
– promień narzędzia
frezerskiego
frezerskiego
E
E
E
E
– punkt odniesienia
– punkt odniesienia
narzędzia
narzędzia
L
L
– odległość w kierunku osi Z
– odległość w kierunku osi Z
pomiędzy
pomiędzy
punktem odniesienia i
punktem odniesienia i
teoretycznym
teoretycznym
punktem wierzchołka ostrza
punktem wierzchołka ostrza
R
R
– promień
– promień
ostrza
ostrza
Q
Q
– odległość w kierunku osi X
– odległość w kierunku osi X
pomiędzy
pomiędzy
punktem odniesienia i
punktem odniesienia i
teoretycznym
teoretycznym
punktem wierzchołka ostrza
punktem wierzchołka ostrza
L
L
Q
Q
R
R
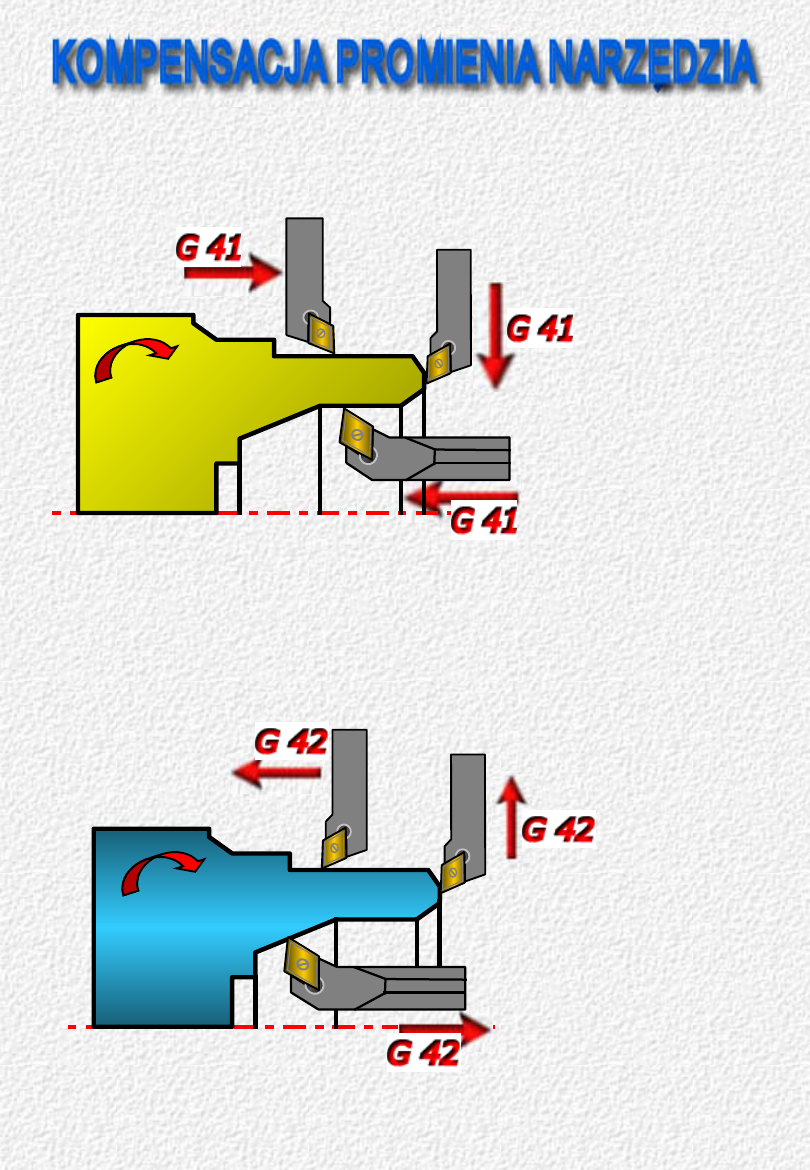
Kompensacja z prawej
Kompensacja z prawej
strony
strony
Kompensacja z lewej
Kompensacja z lewej
strony
strony
M0
4
M0
4
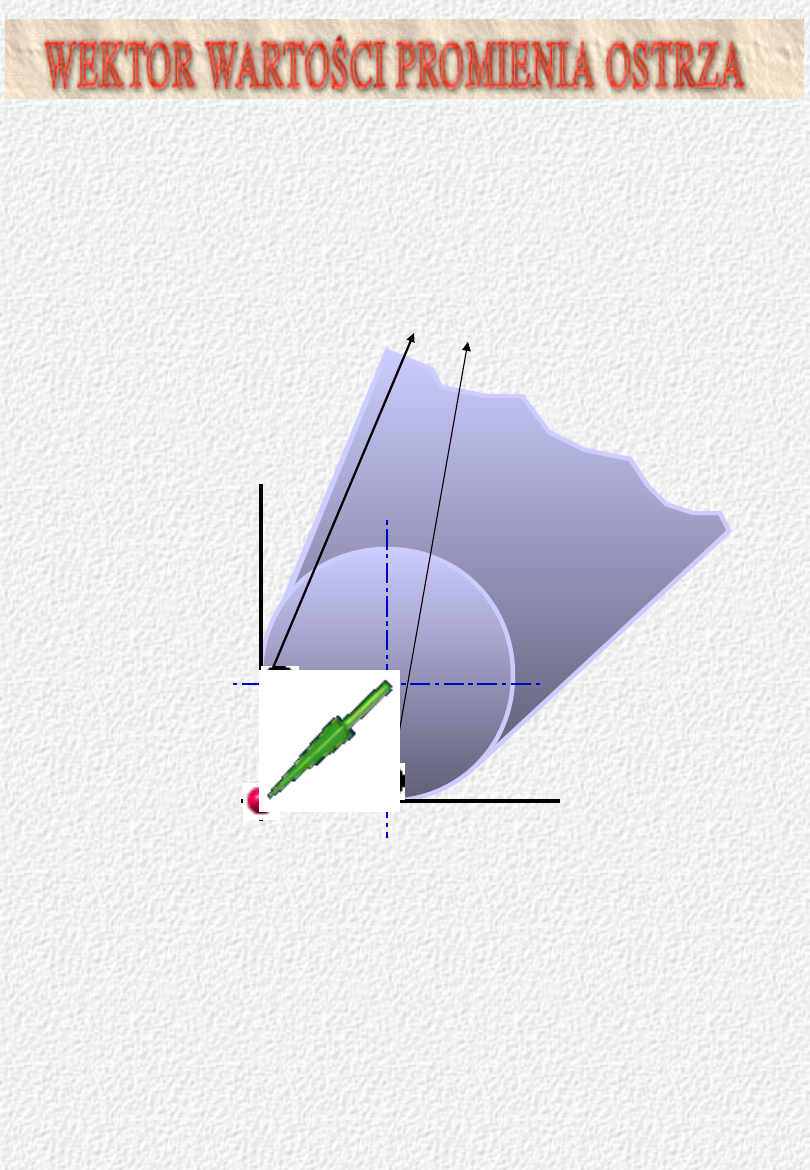
Teoretyczny wierzchołek
Teoretyczny wierzchołek
ostrza
ostrza
( punkt prowadzony )
( punkt prowadzony )
Punkty w których następuje
Punkty w których następuje
skrawanie
skrawanie
materiału
materiału
R
-
R
-
pr
om
ień
os
trz
a
pr
om
ień
os
trz
a
Rs – wektor naroża ostrza
Rs – wektor naroża ostrza
Wektor
Wektor
R
R
S
S
podaje położenie naroża ostrza
podaje położenie naroża ostrza
w odniesieniu do punktu środkowego.
w odniesieniu do punktu środkowego.
Wektor ten określany jest przy pomocy
Wektor ten określany jest przy pomocy
K W A D R A N T Ó W
K W A D R A N T Ó W
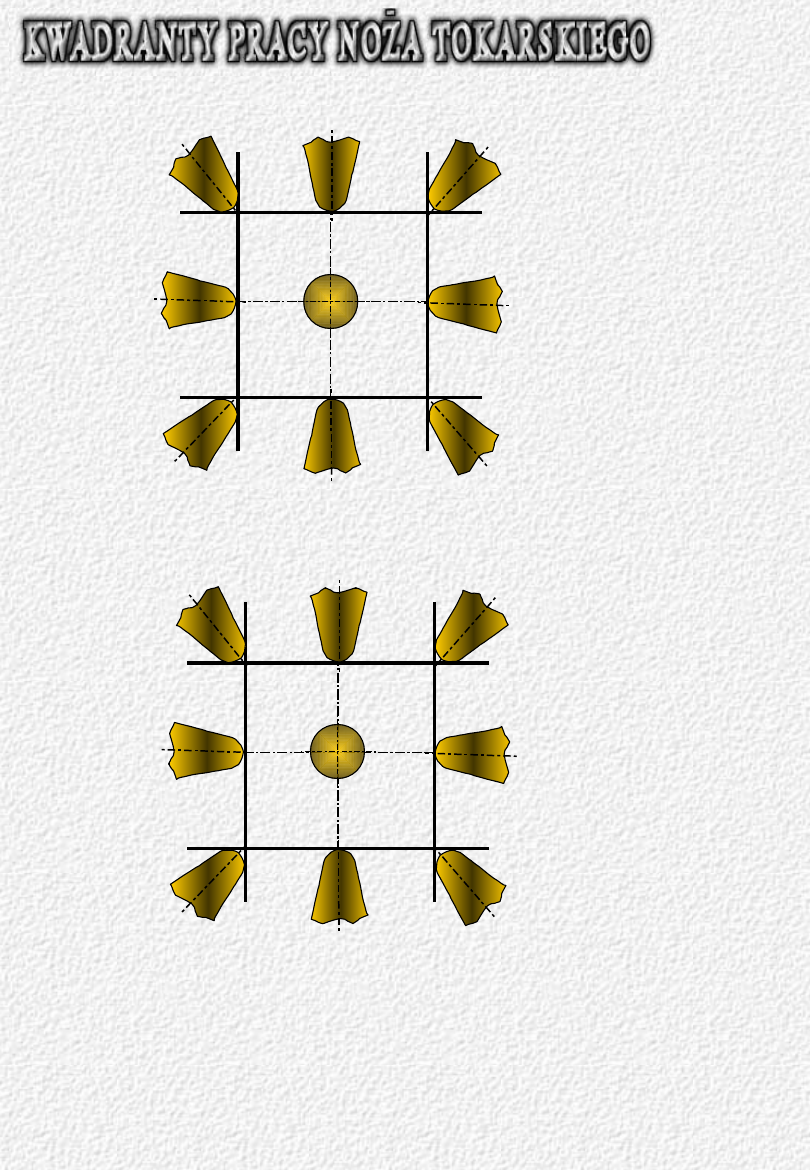
Toczenie przed
Toczenie przed
osią
osią
Toczenie za
Toczenie za
osią
osią
1
1
1
1
2
2
3
3
3
3
4
4
4
4
5
5
5
5
6
6
6
6
7
7
7
7
8
8
8
8
9
9
9
9
OBRÓBKA RÓWNOLEGŁA DO
OBRÓBKA RÓWNOLEGŁA DO
OSI
OSI
Teoretyczny
wierzchołek
ostrza
Teoretyczny
wierzchołek
ostrza
NIE MA BŁĘDU KONTURU
NIE MA BŁĘDU KONTURU
Teoretyczny
wierzchołek
ostrza
OBRÓBKA NIERÓWNOLEGŁA DO
OBRÓBKA NIERÓWNOLEGŁA DO
OSI
OSI
Kontur
Kontur
zaprogramowan
zaprogramowan
y
y
Kontur
Kontur
wykonany
wykonany
Błąd wymiaru (materiał został za mało
Błąd wymiaru (materiał został za mało
zeskrawany)
zeskrawany)
Teoretyczny
wierzchołek
ostrza
Błąd wymiaru
Błąd wymiaru
(materiał został za dużo
(materiał został za dużo
zeskrawany)
zeskrawany)
Kontur
Kontur
zaprogramowan
zaprogramowan
y
y
Kontur
Kontur
wykonany
wykonany
technologiczne
technologiczne
- dotyczące warunków skrawania i przebiegu
- dotyczące warunków skrawania i przebiegu
obróbki jak parametry obróbki - prędkość skrawania, posuw,
obróbki jak parametry obróbki - prędkość skrawania, posuw,
głębokość skrawania; materiału przedmiotu i narzędzia,
głębokość skrawania; materiału przedmiotu i narzędzia,
kolejności ruchów i czynności pomocniczych.
kolejności ruchów i czynności pomocniczych.
P
P
rogram jest to plan zamierzonej pracy
rogram jest to plan zamierzonej pracy
obrabiarki prowadzący do wykonania
obrabiarki prowadzący do wykonania
przedmiotu o określonych kształtach,
przedmiotu o określonych kształtach,
wymiarach i chropowatości powierzchni.
wymiarach i chropowatości powierzchni.
P
P
rogram jest to plan zamierzonej pracy
rogram jest to plan zamierzonej pracy
obrabiarki prowadzący do wykonania
obrabiarki prowadzący do wykonania
przedmiotu o określonych kształtach,
przedmiotu o określonych kształtach,
wymiarach i chropowatości powierzchni.
wymiarach i chropowatości powierzchni.
Każdy program zawiera dwie grupy informacji:
Każdy program zawiera dwie grupy informacji:
geometryczne
geometryczne
- dotyczące kształtów i wymiarów przedmiotu
- dotyczące kształtów i wymiarów przedmiotu
obrabianego, określają zatem współrzędne
obrabianego, określają zatem współrzędne
i przemieszczenia narzędzia lub przedmiotu niezbędne
i przemieszczenia narzędzia lub przedmiotu niezbędne
do
do
wymiarowego ustawienia narzędzia względem przedmiotu
wymiarowego ustawienia narzędzia względem przedmiotu
oraz wykonania
oraz wykonania
tego przedmiotu w procesie kształtowania;
tego przedmiotu w procesie kształtowania;
BUDOWA PROGRAMU NC
BUDOWA PROGRAMU NC
BUDOWA PROGRAMU NC
BUDOWA PROGRAMU NC
%TOK 1234
N005 G90
N010 G54 X....Z.....
N015 T0202 S480 M04
N020 G00 X84 Z0
N025 G01 X-1 F1.5 M08
N030 G01Z2
N035 G00 X80
N040 G96 S120
N045 G92 S3500
N050 G81 X20 Z0 I2.5
N055 G01 Z24 Z-2
N060 G03 X80 Z-90 I0 K-10
N065 G97
N070 G26
N075 T0404 S960 M03
N080 G00 X26 Z5N085 G33
X 23.5 Z-27 F1.5
N090 G01 X28
N095 G26
N0100 M30
POCZĄTEK
POCZĄTEK
PROGRAMU
PROGRAMU
SEKWENCJA BLOKÓW NC,
SEKWENCJA BLOKÓW NC,
ZAWIERAJĄCYCH INFORMACJE
ZAWIERAJĄCYCH INFORMACJE
DOTYCZĄCE OBRÓBKI
DOTYCZĄCE OBRÓBKI
KONIEC PROGRAMU
KONIEC PROGRAMU
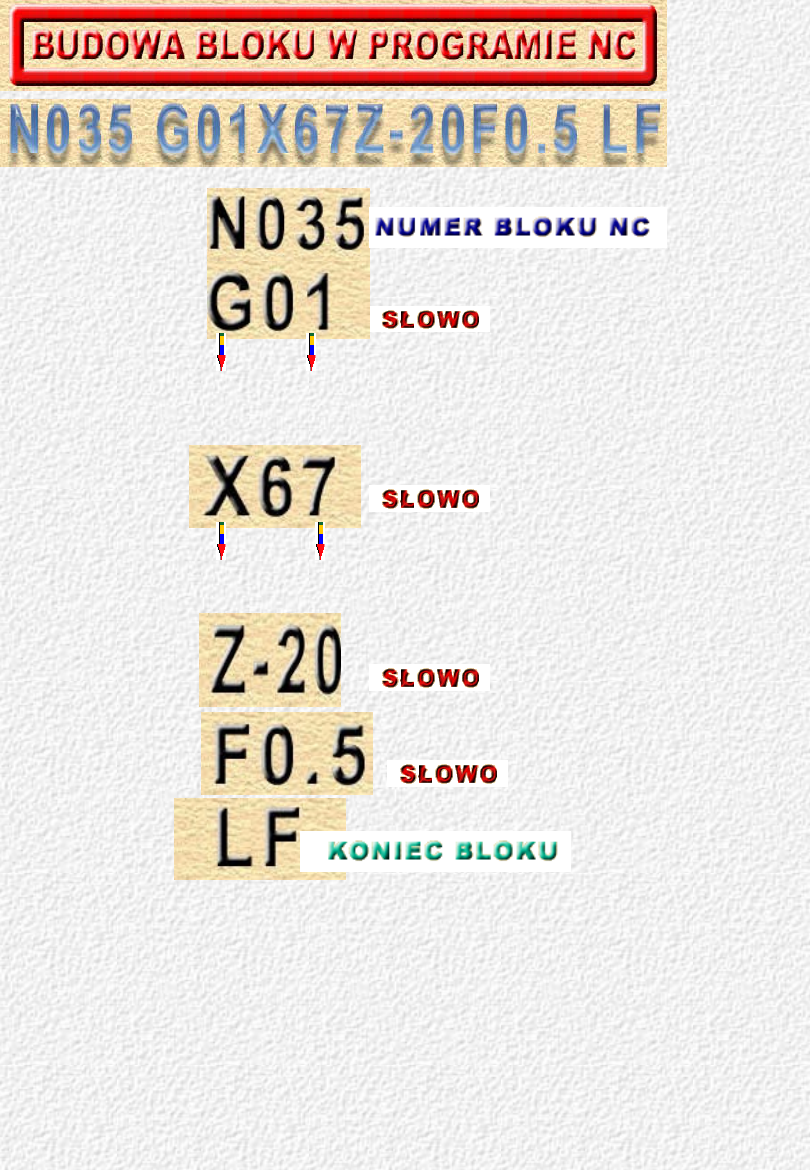
ADRE
ADRE
S
S
ADRE
ADRE
S
S
(kod)
(kod)
(kod)
(kod)
LICZB
LICZB
A
A
LICZB
LICZB
A
A
(
(
wartoś
wartoś
ć
ć
)
)
LICZB
LICZB
A
A
LICZB
LICZB
A
A
ADRE
ADRE
S
S
ADRE
ADRE
S
S
(
(
współrzędn
współrzędn
e
e
)
)
FUNKCJE
FUNKCJE
STEROWNICZE
STEROWNICZE
FUNKCJE
FUNKCJE
STEROWNICZE
STEROWNICZE
PRZYGOTOWAWCZ
E
PRZYGOTOWAWCZ
E
POMOCNICZE
POMOCNICZE
MASZYNOWE
MASZYNOWE
G
M
H,E
Precyzują rodzaj ruchu. Instrukcje te mają za zadanie
przygotowanie sterowania NC
do takiego przetwarzania danych geometrycznych, aby uzyskać
przewidziane programem warunki ruchu wszystkich zespołów
roboczych obrabiarki.
Przykład:
G00 ruch jałowy
G01 interpolacja liniowa
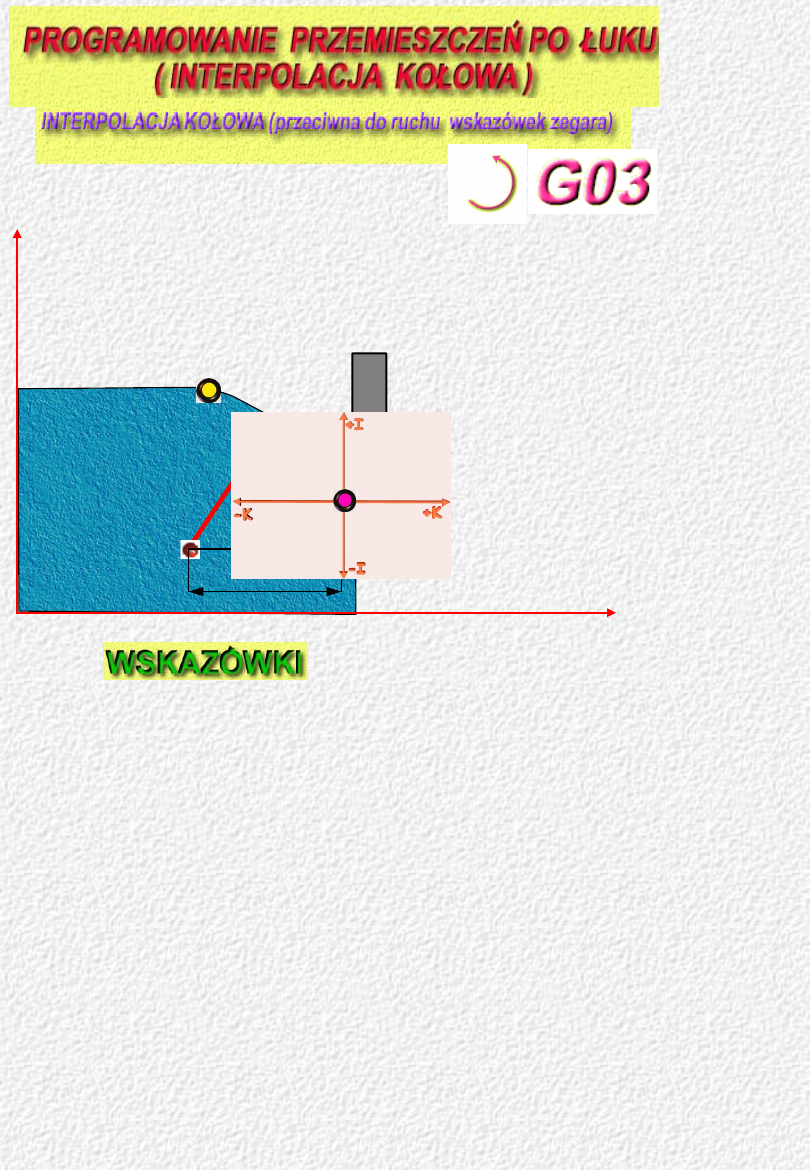
G02 interpolacja kołowa
+
G03 interpolacja kołowa
-
G33 gwintowanie ze stałym skokiem
G41 kompensacja pr. narzędzia
G54 ustalenie pkt. zerowego
przedmiotu
G75 cykl zgrubnego toczenia
wzdłużnego
G79 cykl toczenia rowka
G84 cykl wiercenia otworów
Funkcje dotyczą czynności technologicznych takich jak: posuwu,
obrotów, narzędzi
Przykład:
M03 włączenie obrotów
M05 wyłączenie obrotów
M07 włączenie chłodziwa-
ciecz
M00 zatrzymanie programu
M02 koniec programu
M30 koniec programu
Służą do programowania czynności, nie mających wpływu
na kształt
i wymiary przedmiotu obrabianego np.: włączenie
transport.
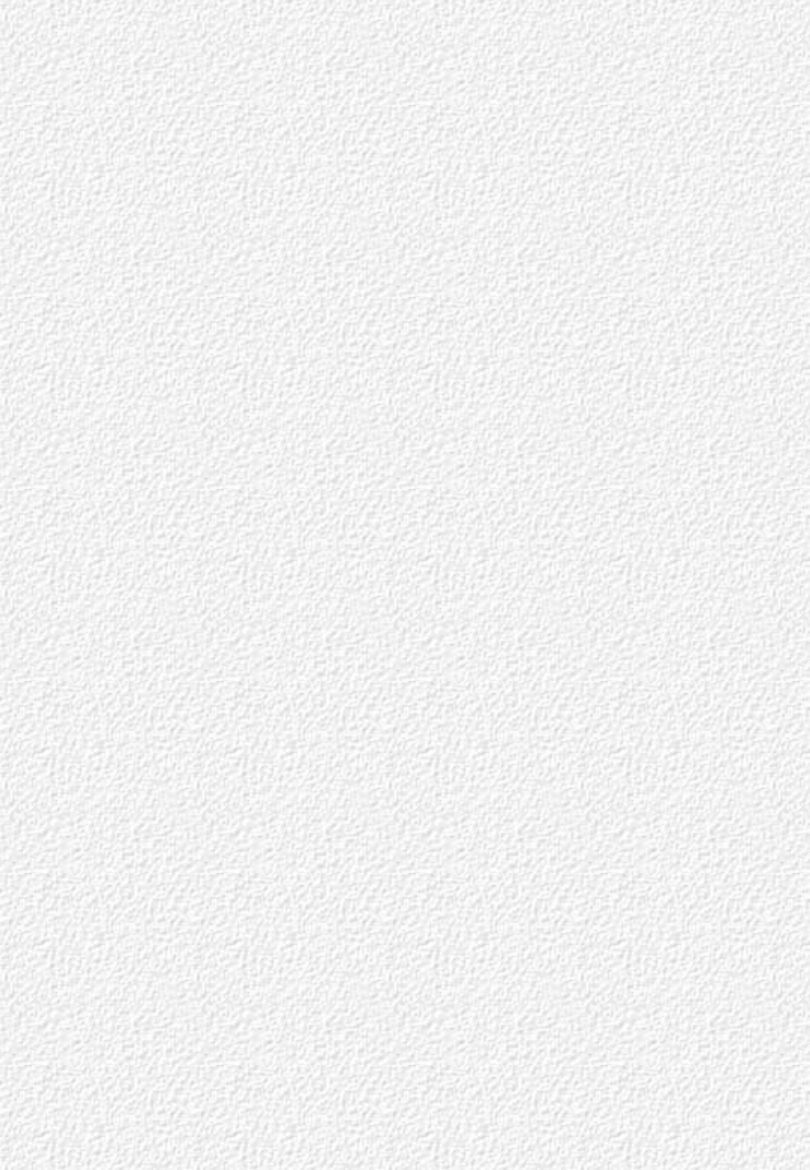
V
V
f
f
V
V
f
f
V
c
V
c
n
n
n
n
h
b
f
a
κ
V
V
c
c
=
=
·
·
d
d
·
·
n [m/min]- prędkość
n [m/min]- prędkość
skrawania
skrawania
V
V
f
f
= n
= n
·
·
f [mm/min]- prędkość
f [mm/min]- prędkość
posuwu
posuwu
n
n
liczba obrotów w
liczba obrotów w
[obr/min]
[obr/min]
f
f
posuw w [mm/obrót]
posuw w [mm/obrót]
a- głębokość skrawania
a- głębokość skrawania
f- posuw na obrót
f- posuw na obrót
χ
χ
- kąt przystawienia
- kąt przystawienia
b- szerokość wióra
b- szerokość wióra
h- grubość wióra
h- grubość wióra
A- przekrój warstwy
A- przekrój warstwy
skrawanej
skrawanej
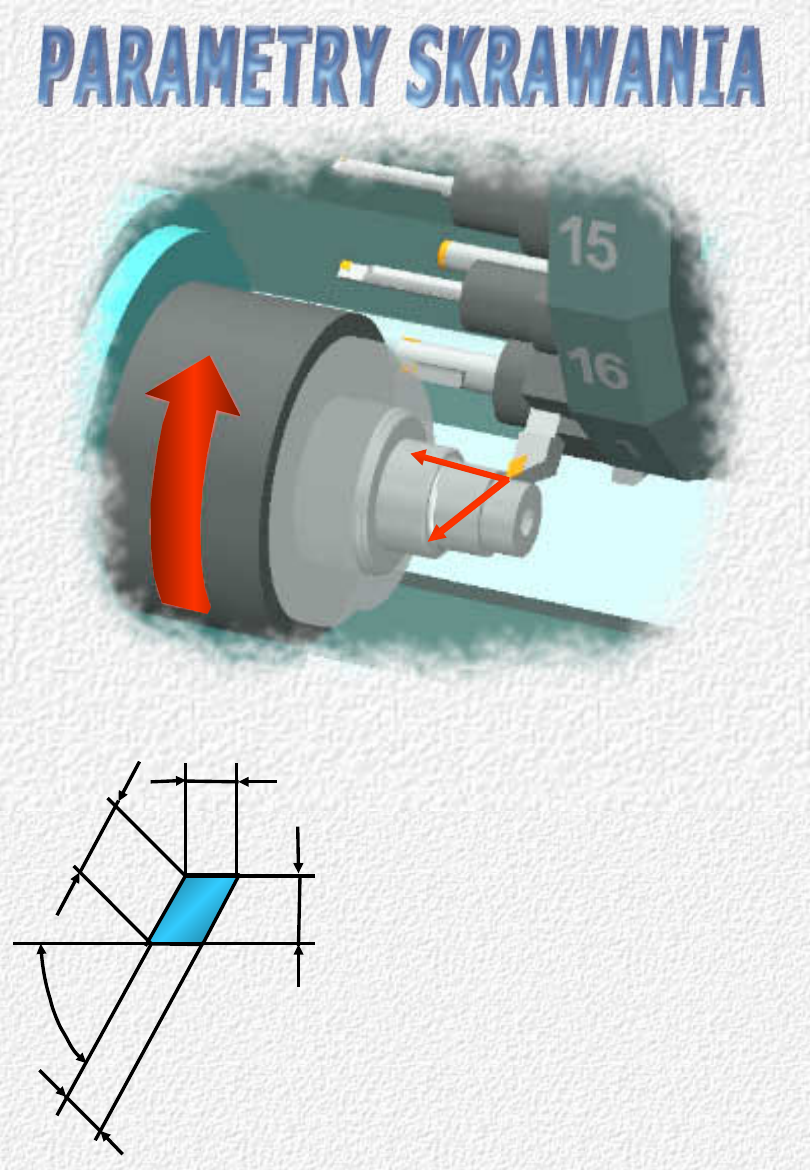
M00
M00
zatrzymanie programu
zatrzymanie programu
M02
M02
zakończenie programu bez powrotu
zakończenie programu bez powrotu
M03
M03
obroty wrzeciona-zgodne z ruchem wskazówek
obroty wrzeciona-zgodne z ruchem wskazówek
zegara
zegara
M04
M04
obroty wrzeciona-przeciwne z ruchem wskazówek
obroty wrzeciona-przeciwne z ruchem wskazówek
zegara
zegara
M05
M05
zatrzymanie wrzeciona
zatrzymanie wrzeciona
M07
M07
włączenie chłodziwa w postaci cieczy
włączenie chłodziwa w postaci cieczy
M08
M08
włączenie chłodziwa w postaci mgły
włączenie chłodziwa w postaci mgły
M09
M09
wyłączenie pompy z środkiem chłodzącym
wyłączenie pompy z środkiem chłodzącym
M30
M30
koniec programu z możliwością powrotu
koniec programu z możliwością powrotu
M99
M99
koniec podprogramu
koniec podprogramu
F
F
prędkość posuwu [ mm/obr ]
prędkość posuwu [ mm/obr ]
S
S
liczba obrotów [ obr/min]
liczba obrotów [ obr/min]
T
T
wymiana narzędzia
wymiana narzędzia
Wprowadzenie PRZED
Wprowadzenie PRZED
funkcjami
funkcjami
przejść - G
przejść - G
Wprowadzenie PO funkcjach
Wprowadzenie PO funkcjach
przejść - G
przejść - G
M03/M04 włączenie
M03/M04 włączenie
wrzeciona
wrzeciona
M00 program stop
M00 program stop
M07/M08 włączenie
M07/M08 włączenie
chłodziwa
chłodziwa
M02 koniec programu
M02 koniec programu
F posuw
F posuw
M05 wyłączenie obrotów
M05 wyłączenie obrotów
S obroty
S obroty
wrzeciona
wrzeciona
M09 wyłączenie chłodziwa
M09 wyłączenie chłodziwa
T wymiana
T wymiana
narzędzia
narzędzia
M30 koniec programu
M30 koniec programu
z możliwością powrotu
z możliwością powrotu
M99 koniec podprogramu
M99 koniec podprogramu
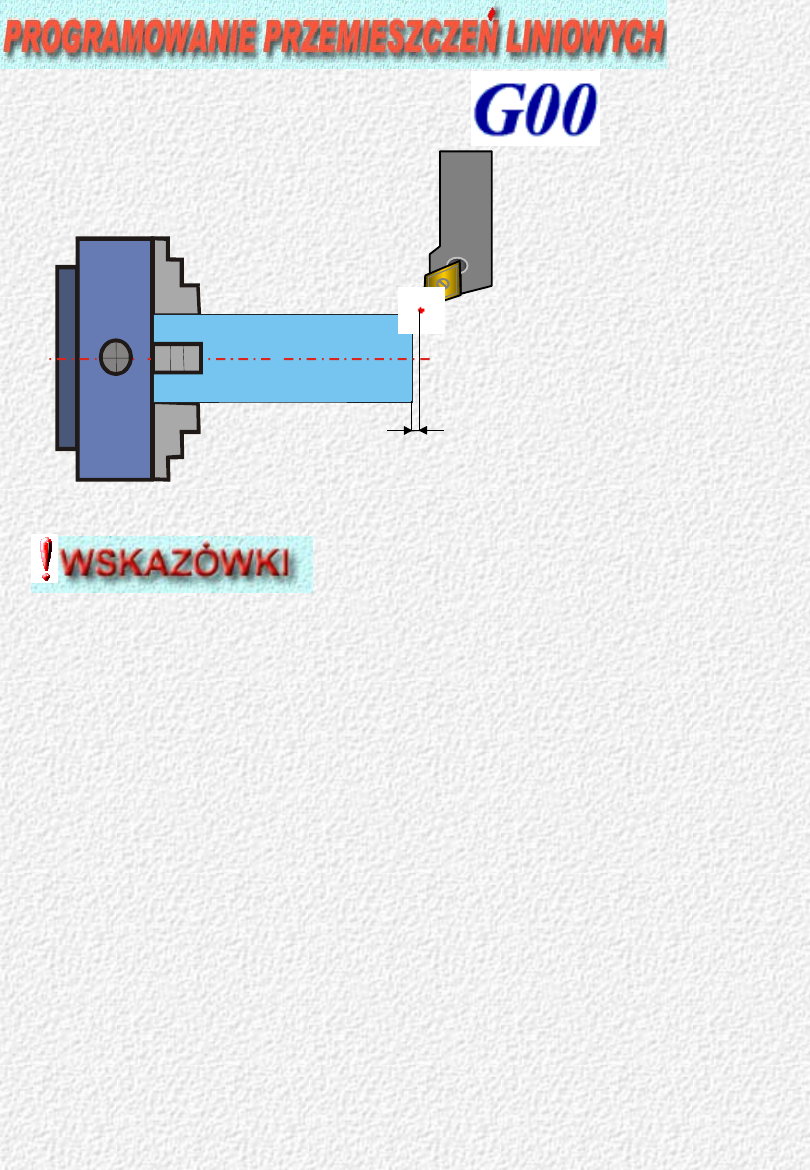
Programowanie ruchów
Programowanie ruchów
jałowych
jałowych
Programowanie ruchów
Programowanie ruchów
jałowych
jałowych
P -
P -
punkt docelowy
punkt docelowy
P -
P -
punkt docelowy
punkt docelowy
G00
G00
X...Z...F...S...T...M...
X...Z...F...S...T...M...
1. Niewielkie przemieszczenia jałowe korzystniej jest
programować jako ruch roboczy z dużym
posuwem F
2. Przy programowaniu punktu docelowego w sposób
absolutny
G90 współrzędna X odnoszona jest do średnicy
półwyrobu
3.Przy programowaniu punktu docelowego w sposób
przyrostowy
G91 współrzędna X odnoszona jest do promienia
półwyrobu
4. W bloku można podawać max trzy funkcje
pomocnicze M.
Funkcje wykonywane przed funkcja
G(M03/M04,M07/M08,F,S,T)
Funkcje wykonywane po funkcji G
to(M00,M02,M05,M09,M30,M99
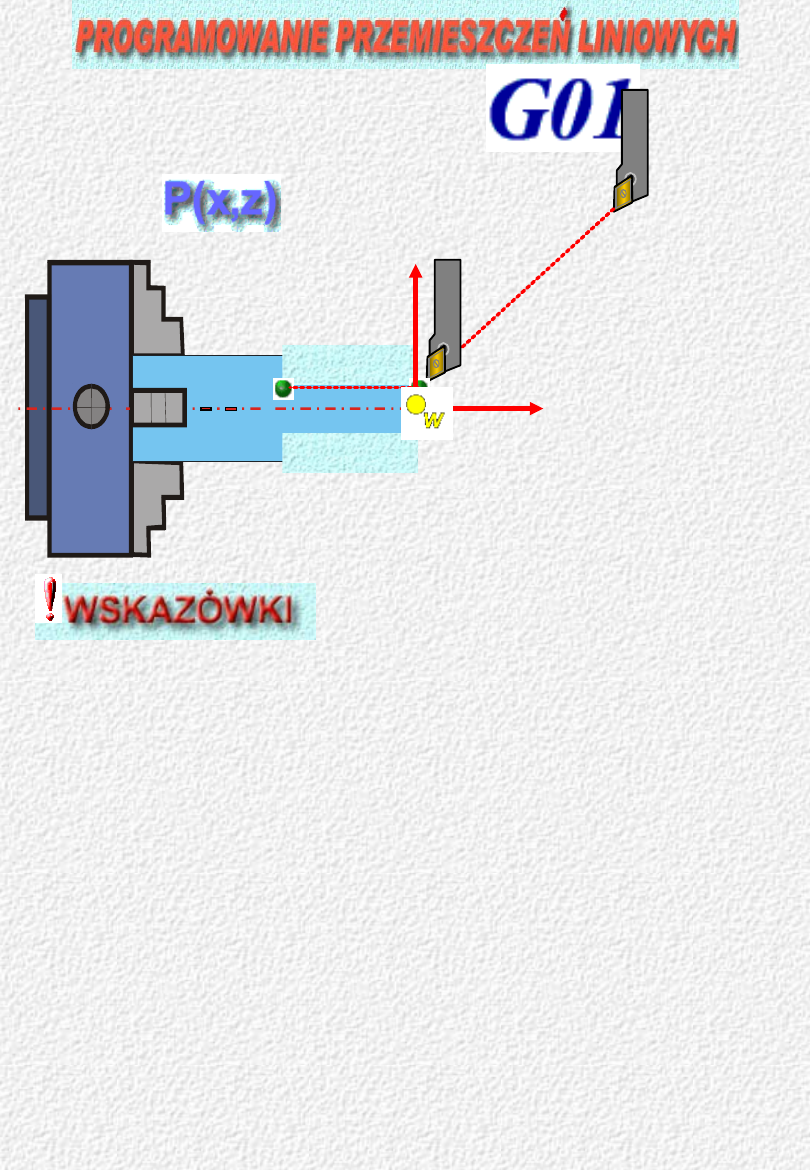
Programowanie ruchów
Programowanie ruchów
roboczych
roboczych
Programowanie ruchów
Programowanie ruchów
roboczych
roboczych
G01 X...Z...F...S...T...M...
G01 X...Z...F...S...T...M...
G0
0
X2
0
Z1
G01 X20 Z-
60
P(20,1)
P
1
(20,-
60)
+
X
+Z
2. Przy programowaniu punktu docelowego w sposób
absolutny
G90 współrzędna X odnoszona jest do średnicy
półwyrobu
3.Przy programowaniu punktu docelowego w sposób
przyrostowy
G91 współrzędna X odnoszona jest do promienia
półwyrobu
1. Jeśli w tym samym bloku oprócz G00
programowalne są
adresy dotyczące T, F, S wtedy wykonywane są one
przed
przesunięciem narzędzia do punktu docelowego
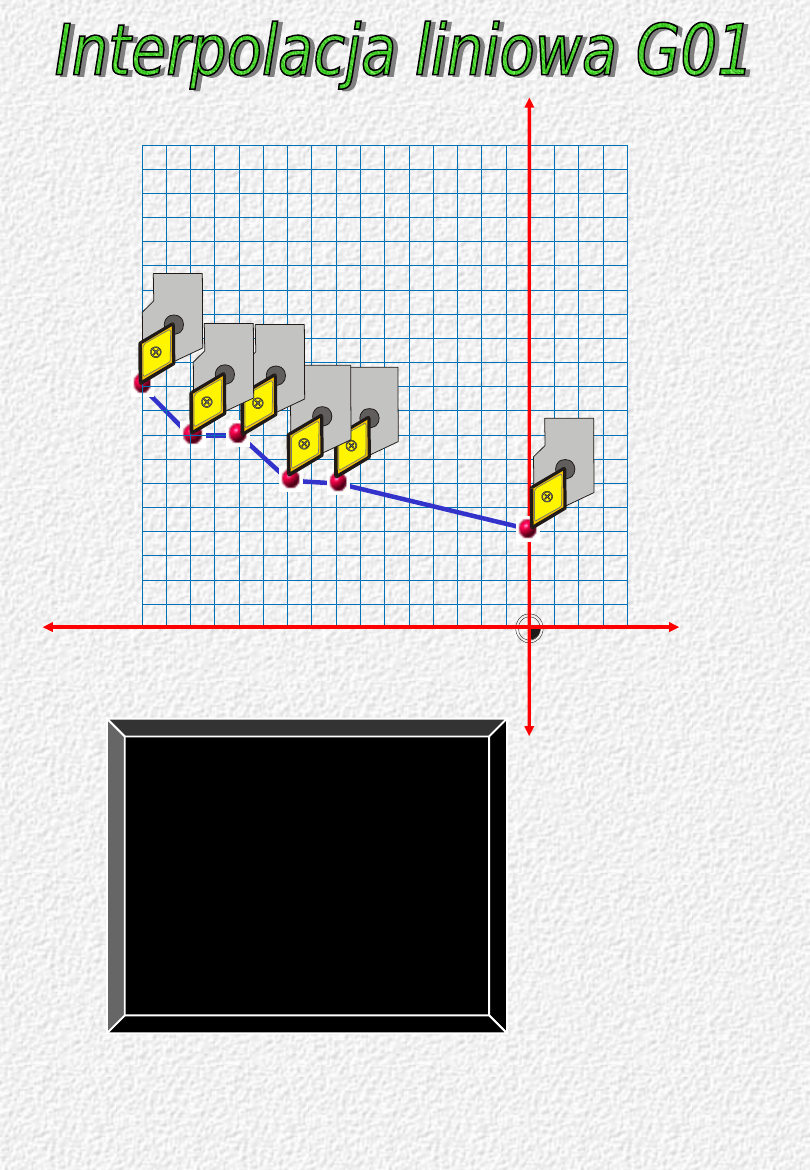
N005 G90
N010 F0.5 S2500 T0202
M04
P1
P2
P3
P4
P5
P6
N025 G01 X60 Z-50
punkt
P3
N030 G01 X80 Z-60
punkt P4
N035 G01 X80 Z-70
punkt P5
N040 G01 X100 Z-80
punkt P6
N015 G00 X40 Z0
punkt
P1
N020 G01 X60 Z-40
punkt P2
-10
-20
-30
-40
-50
-60
-70
-80
10
20
20
40
60
80
100
W
+z
-z
+x
-x
0
10
30
50
70
90
T0202
T0202
T0202
T0202
T0202
T0202
X
Z
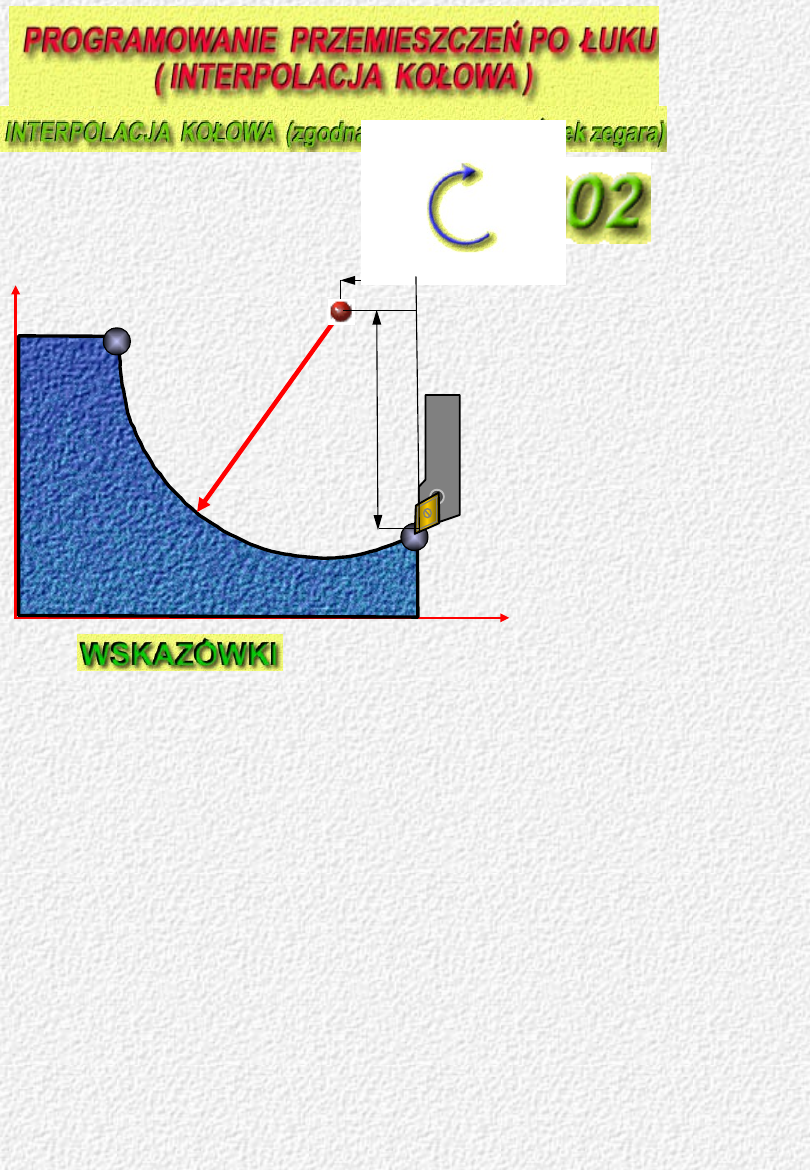
1. TOCZENIE W LEWĄ STRONĘ
1. TOCZENIE W LEWĄ STRONĘ
G02
G02
I =
I =
R , K = 0
R , K = 0
PUNKT STARTOWY
PUNKT STARTOWY
R
K
K
I
I
PUNKT
PUNKT
DOCELOWY
DOCELOWY
Odległość między punktem startowym
i środkiem koła w kierunku osi Z
Odległość między punktem startowym
i środkiem koła w kierunku osi Z
Odległość między punktem startowym
i środkiem koła w kierunku osi X
Odległość między punktem startowym
i środkiem koła w kierunku osi X
2. TOCZENIE W PRAWĄ STRONĘ
2. TOCZENIE W PRAWĄ STRONĘ
G02
G02
I = 0
I = 0
, K = R
, K = R
3.
Znak (+) lub (-) przy parametrze interpolacji kołowej(
I ,K )
określa położenie środka programowalnego koła
3.
Znak (+) lub (-) przy parametrze interpolacji kołowej(
I ,K )
określa położenie środka programowalnego koła
4.
Współrzędne punktu docelowego X i Z mogą być
programowane
w sposób absolutny (G90) lub przyrostowy (G91).
Niezależnie od tego, współrzędne środka koła (I i K)
standardowo
podawane są w sposób przyrostowy względem punktu
startowego
4.
Współrzędne punktu docelowego X i Z mogą być
programowane
w sposób absolutny (G90) lub przyrostowy (G91).
Niezależnie od tego, współrzędne środka koła (I i K)
standardowo
podawane są w sposób przyrostowy względem punktu
startowego
X
Z
PUNKT STARTOWY
PUNKT STARTOWY
R
K
K
I
I
PUNKT
PUNKT
DOCELOWY
DOCELOWY
Odległość między punktem startowym
i środkiem koła w kierunku osi Z
Odległość między punktem startowym
i środkiem koła w kierunku osi Z
Odległość między
punktem startowym
i środkiem koła w
kierunku osi X
Odległość między
punktem startowym
i środkiem koła w
kierunku osi X
3.
Znak (+) lub (-) przy parametrze interpolacji kołowej(
I ,K )
określa położenie środka programowalnego koła
3.
Znak (+) lub (-) przy parametrze interpolacji kołowej(
I ,K )
określa położenie środka programowalnego koła
4.
Współrzędne punktu docelowego X i Z mogą być
programowane
w sposób absolutny (G90) lub przyrostowy (G91).
Niezależnie od tego, współrzędne środka koła (I i K)
standardowo
podawane są w sposób przyrostowy względem punktu
startowego
4.
Współrzędne punktu docelowego X i Z mogą być
programowane
w sposób absolutny (G90) lub przyrostowy (G91).
Niezależnie od tego, współrzędne środka koła (I i K)
standardowo
podawane są w sposób przyrostowy względem punktu
startowego
1.TOCZENIE W LEWĄ STRONĘ
1.TOCZENIE W LEWĄ STRONĘ
G03
G03
I = 0
I = 0
, K = -R
, K = -R
2.TOCZENIE W PRAWĄ STRONĘ
2.TOCZENIE W PRAWĄ STRONĘ
G03
G03
I =
I =
R , K= 0
R , K= 0
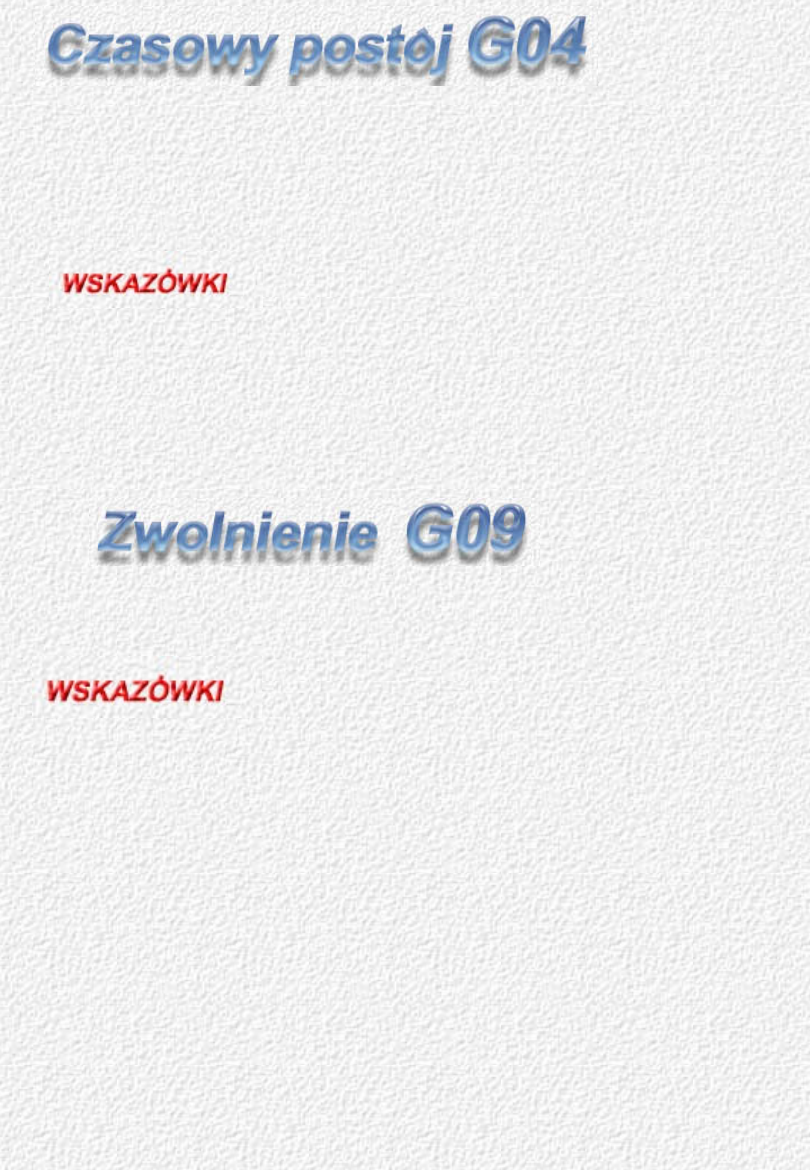
N85 G04
X6
N85 G04
X6
X- czas postoju narzędzia w
X- czas postoju narzędzia w
sekundach
sekundach
1. Długość czasu postoju obrabiarki
podawana jest
po adresie X i wyrażona jest w sekundach.
Funkcja G04 musi znajdować się we własnym,
oddzielnym bloku.
1. Długość czasu postoju obrabiarki
podawana jest
po adresie X i wyrażona jest w sekundach.
Funkcja G04 musi znajdować się we własnym,
oddzielnym bloku.
N90 G01 X80Z-60
G09
N90 G01 X80Z-60
G09
1. Program NC jest wykonywany na obrabiarce w sposób
1. Program NC jest wykonywany na obrabiarce w sposób
ciągły, tzn.
ciągły, tzn.
bez przerywania posuwowego ruchu narzędzia.
bez przerywania posuwowego ruchu narzędzia.
Wykonanie ostrego
Wykonanie ostrego
przejścia pomiędzy następującymi po sobie konturami
przejścia pomiędzy następującymi po sobie konturami
może prowadzić do uszkodzenia tego miejsca. W celu
może prowadzić do uszkodzenia tego miejsca. W celu
uniknięcia błędu
uniknięcia błędu
zarysu i zapewnienia dokładnego ruchu narzędzia według
zarysu i zapewnienia dokładnego ruchu narzędzia według
zaprogramowanych współrzędnych celowe jest
zaprogramowanych współrzędnych celowe jest
zastosowanie
zastosowanie
G09
G09
2. Funkcję G09 należy umieszczać na końcu bloku w
2. Funkcję G09 należy umieszczać na końcu bloku w
programie NC
programie NC
N...
N...
N...
N...
N...
N...
U
U
1234
1234
U
U
1234
1234
N...
N...
N...
N...
N...
N...
N...
N...
N..
N..
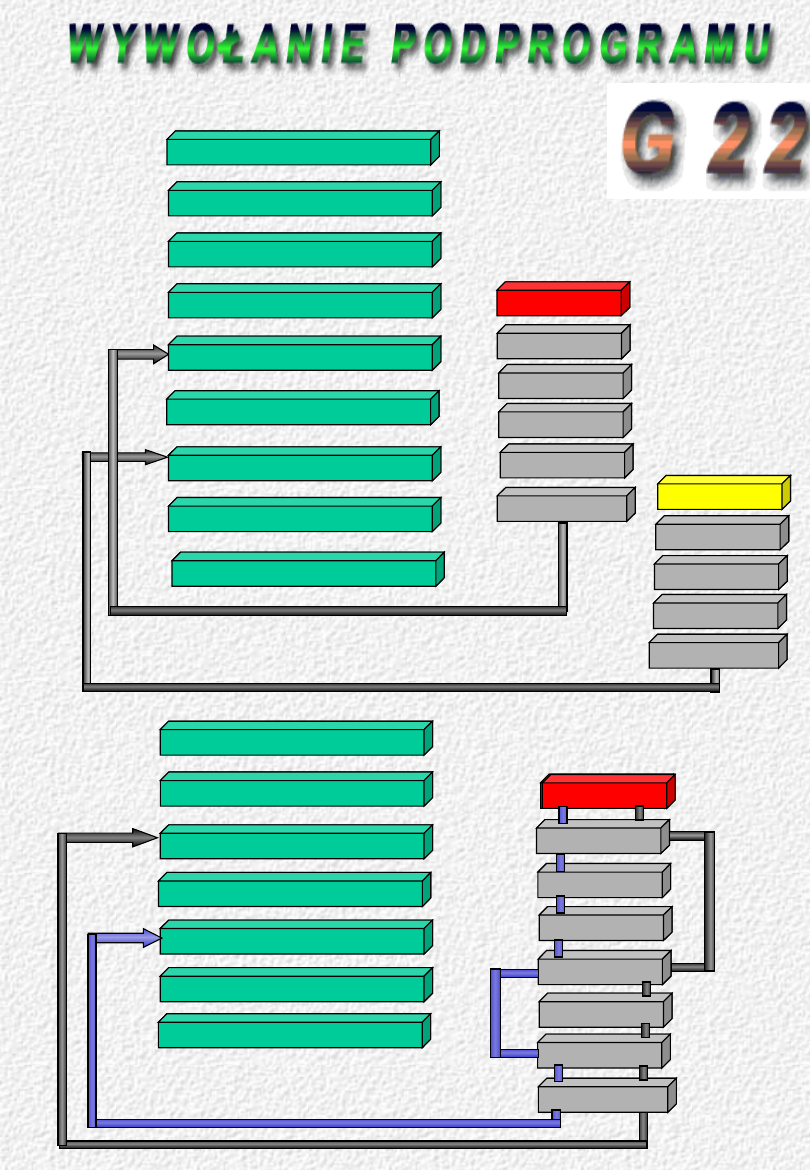
M99
M99
N...
N...
N...
N...
U
U
5678
5678
N...
N...
N...
N...
N...
N...
N..
N..
M99
M99
N... U
N... U
5678
5678
N...
N...
N...
N...
N...
N...
M30
M30
Wywołanie podprogramu w
Wywołanie podprogramu w
jednym
jednym
programie głównym
programie głównym
N...
N...
U
U
1234
1234
N...
N...
M30
M30
N..
N..
M99
M99
N... /01
N... /01
U1234
U1234
N...
N...
N...
N...
N... /02
N... /02
U1234
U1234
N...
N...
N...
N...
N.../
N.../
01
01
N...
N...
N.../
N.../
01
01
N.../
N.../
02
02
N...
N...
U
U
1234
1234
Wywołanie tego samego
Wywołanie tego samego
podprogramu w programie
podprogramu w programie
głównym
głównym
N150
N150
N...
N...
M30
M30
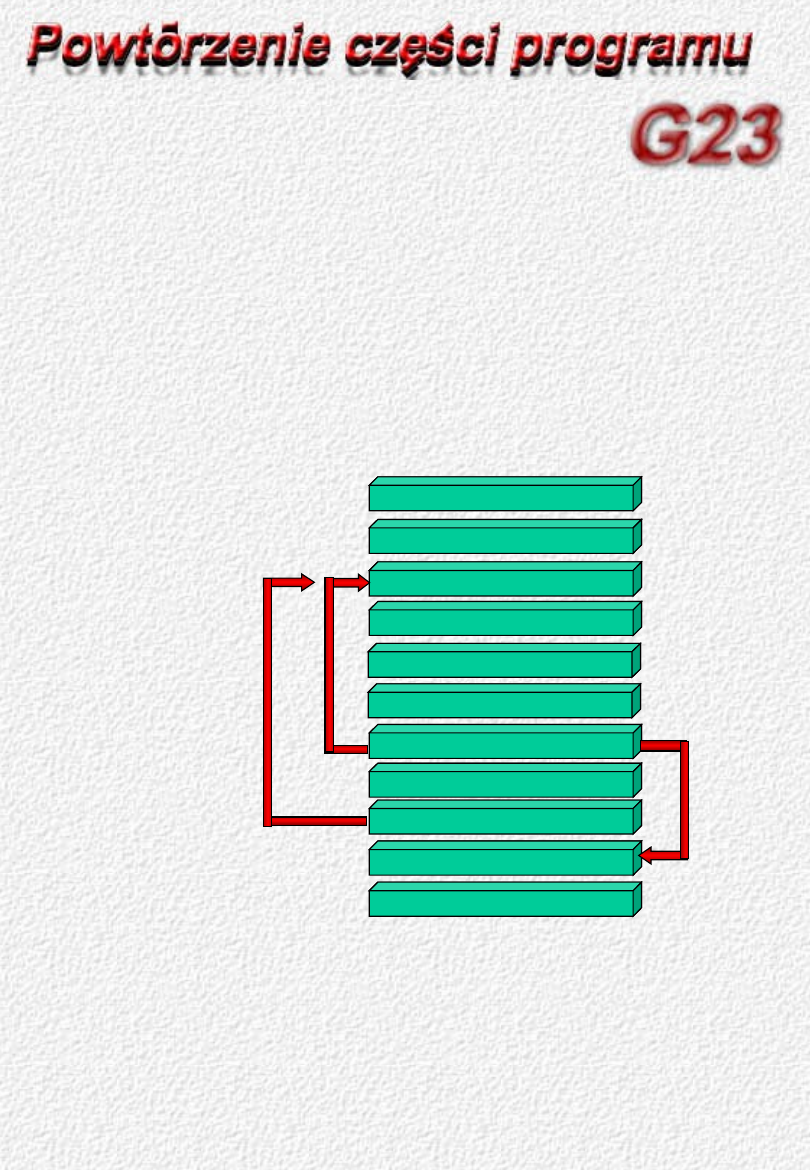
G23 P...Q...
G23 P...Q...
[S...]
[S...]
G23 P...Q...
G23 P...Q...
[S...]
[S...]
P
– numer pierwszego bloku programu,
od którego powinno być powtórzenie
( włącznie).
Q
– numer ostatniego bloku, od którego
powinno być
powtórzenie (włącznie).
S
– liczba powtórzeń wyznaczonej części
programu.
N155
N155
N160
N160
N165
N165
N170
N170
N175
N175
N180
N180
N185
N185
N190 G23 P160
N190 G23 P160
Q180
Q180
N195
N195
Numer bloku
początkowego
P
Liczba powtórzeń
S
Numer bloku
końcowego G
N 190 G23 P160
N 190 G23 P160
Q180
Q180
N 190 G23 P160
N 190 G23 P160
Q180
Q180
1. Adresy P i Q muszą być programowane koniecznie.
1. Adresy P i Q muszą być programowane koniecznie.
Jeśli nie zostanie podany adres S, wtedy część
Jeśli nie zostanie podany adres S, wtedy część
programu
programu
będzie wykonane tylko jeden raz.
będzie wykonane tylko jeden raz.
2. Funkcji nie wolno stosować w podprogramie.
2. Funkcji nie wolno stosować w podprogramie.
G24 P...
G24 P...
P – numer bloku, od którego ma nastąpić
P – numer bloku, od którego ma nastąpić
skok
skok
i od którego ma być kontynuowany
i od którego ma być kontynuowany
program.
program.
1. Funkcji G24 nie wolno stosować w
1. Funkcji G24 nie wolno stosować w
podprogramie
podprogramie
1. Nie ma potrzeby umieszczania współrzędnych
1. Nie ma potrzeby umieszczania współrzędnych
punktu
punktu
wyjściowego obrabiarki razem z funkcją G25.
wyjściowego obrabiarki razem z funkcją G25.
2. Należy zwracać uwagę na wyjściowe
2. Należy zwracać uwagę na wyjściowe
położenie
położenie
głowicy rewolwerowej, by mogła bez kolizji
głowicy rewolwerowej, by mogła bez kolizji
wykonać
wykonać
zaprogramowane przemieszczenie po linii
zaprogramowane przemieszczenie po linii
prostej
prostej
1. Nie ma potrzeby umieszczania współrzędnych
1. Nie ma potrzeby umieszczania współrzędnych
punktu
punktu
wymiany narzędzia razem z funkcją G25.
wymiany narzędzia razem z funkcją G25.
3. Współrzędne punktu wymiany narzędzia są
3. Współrzędne punktu wymiany narzędzia są
ustalone
ustalone
za pomocą programu konfiguracyjnego
za pomocą programu konfiguracyjnego
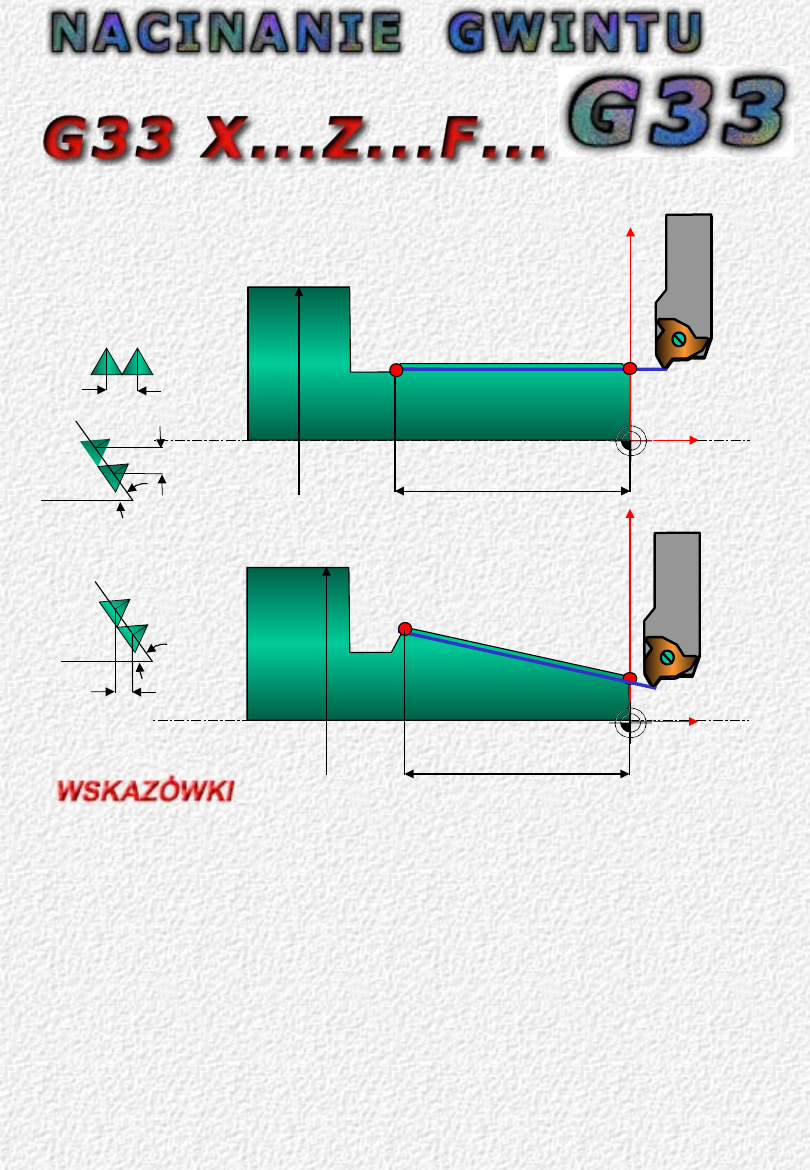
X – współrzędna punktu
docelowego
Z – współrzędna punktu
docelowego
F – skok
gwintu
x
z
Punkt
Punkt
startowy
startowy
Punkt
Punkt
startowy
startowy
z
Punkt
Punkt
docelowy
docelowy
Punkt
Punkt
docelowy
docelowy
Ø
X
x
z
Punkt
Punkt
startowy
startowy
Punkt
Punkt
startowy
startowy
Punkt
Punkt
docelowy
docelowy
Punkt
Punkt
docelowy
docelowy
z
Ø
X
F
F
ά
Kiedy
Kiedy
ά
ά
>
>
45°
45°
F
ά
Kiedy
Kiedy
ά
ά
≤
≤
45°
45°
1. Położenie narzędzia po poprzednim bloku jest
przyjmowane jako
punkt startowy obróbki. Dlatego narzędzie w poprzednim
bloku
musi zostać przesunięte do właściwego punktu.
2. Położenie punktu wyjściowego gwintu względem
położenia
zaprogramowanego funkcją G33 jako punkt końcowy,
decyduje
czy będzie nacinany gwint walcowy czy stożkowy.
3. Przy nacinaniu gwintu o kącie do 45° skok gwintu odniesiony
jest do Z
natomiast dla gwintów o kącie powyżej 45° skok gwintu
odniesiony jest do X
4. Każde przejście noża musi być programowane
indywidualnie.
Również oddzielnie należy programować posuw wgłębny i
ruch powrotny
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
- Slide 29
- Slide 30
Wyszukiwarka
Podobne podstrony:
MTS CNC Programowanie CNC Toczenie wydawnictwo REA PL
MTS CNC Programowanie CNC Toczenie wydawnictwo REA PL
TOCZEŃ
Toczeń
3.Karta toczenia DRUK2, Politechnika Świętokrzyska, Dokumentacja technologiczna
TOCZENIE
Chropowatość powierzchni przy toczeniu
Toczenie krwi u pacjenta krwawiącego - czy szybciej znaczy lepiej, MEDYCYNA, RATOWNICTWO MEDYCZNE, B
TOCZEŃ RUMIENIOWATY UKŁADOWY(1), Fizjoterapia, . fizjoterapia
E Toczenie InfoTech
Toczeń rumieniowaty układowy, Fizjoterapia, Reumatologia
Toczenie 1
09 Toczenie ksztaltujace 1
Kod CNC toczenie
PT Określenie wpływu parametrów skrawania przy toczeniu na chropowatość powierzchni obrabianej
lab-Kraków-sciskanie-MTS, ZiIP UR Kraków, I Semestr, Nauka o materiałach
Gr 3 - CNC tematy - toczenie, AGH, IMiR, TOU, SARZYNA PROJO
Toczenie 1
toczenie gwintu
więcej podobnych podstron