
Politechnika Warszawska – Wydział Inżynierii Produkcji
Politechnika Warszawska – Wydział Inżynierii Produkcji
Instytut Organizacji Systemów Produkcyjnych
Instytut Organizacji Systemów Produkcyjnych
Zakład Organizacji Procesów Produkcyjnych
Zakład Organizacji Procesów Produkcyjnych
Organizacja produkcji
4 sem. – studia inż.
Ćwiczenie 3:
Obliczanie wielkości partii produkcyjnej
mgr inż. Bartłomiej Gładysz

Partia produkcyjna
Partia produkcyjna (obróbcza, obróbkowa)
to zbiór wyrobów prostych (stopnia
zerowego – W
0
), który jest wykonywany
przy jednorazowym nakładzie czasu
przygotowawczo-zakończeniowego tpz.

Wielkość partii
produkcyjnej
Zwiększanie partii produkcyjnej prowadzi do:
+ zmniejszenia czasu tpz przypadającego na
jeden wyrób,
+ wykorzystania w większym stopniu
funduszu czasu na realizację operacji
technologicznych, a w mniejszym na
przezbrojenia,
+ wzrostu wydajności i poprawy jakości w
wyniku nabierania wprawy przez robotnika
(produkcyjnego uczenia się).

Wielkość partii
produkcyjnej
Zwiększanie partii produkcyjnej
prowadzi do:
- wydłużenia cyklu produkcyjnego,
- zwiększenia potrzebnej powierzchni
magazynowej,
- wzrostu kosztów utrzymania zapasów,
- wzrostu kosztów zamrożenia środków
obrotowych.

Obliczanie wielkości partii
produkcyjnej
Najczęściej stosowane metody to:
• metoda minimalnych kosztów
produkcji,
• metoda dopuszczalnego
stosunku tpz do tj,
• metoda oparta o kryteria
organizacyjne.
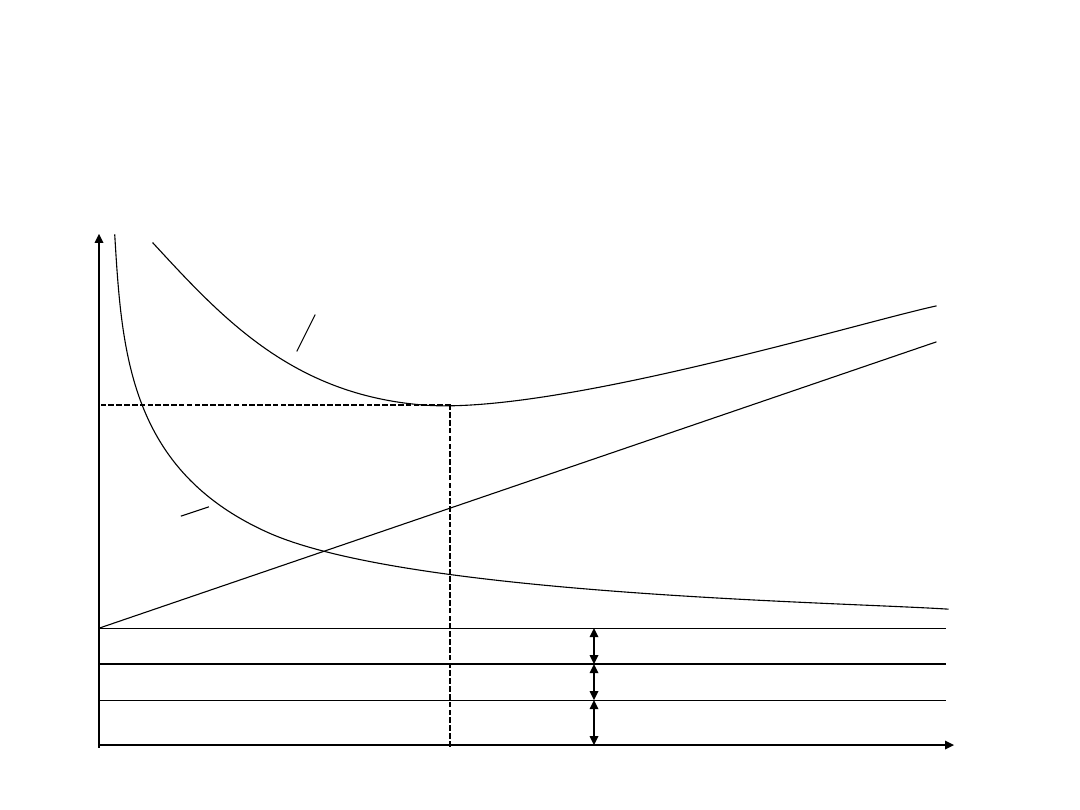
Metoda minimalnych
kosztów produkcji
wielkość partii
produkcyjnej
koszty
jednostkowe
koszt materiału m
koszt robocizny r
narzut stały Ns
Kp/n
K - koszty
sumaryczne
Kz
n
0
Kmin

Koszty jednostkowe
Kz – koszt zamrożenia środków
obrotowych wzrasta wraz ze
zwiększeniem partii prod..
Kp – koszt przygotowania stanowiska do
produkcji partii prod. maleje wraz ze
zwiększeniem partii prod. (Kp/n).
Koszty materiałów, robocizny oraz
narzutów stałych nie zależą od
wielkości partii.

Koszt całkowity
K = m + r + Ns +Kp/n + Kz
K – całkowity koszt jednostkowy
m – koszt jednostkowy materiału
r – koszt jednostkowy robocizny
Ns – jednostkowe narzuty stałe
Kp – koszt przygotowania stanowisk do
produkcji partii prod. o liczebności n sztuk
n – liczebność partii prod.
Kz – koszt jedn. zamrożenia środków
obrotowych

Koszt jednostkowy stały
Ks = m + r + Ns
Ks – koszt jednostkowy stały
K = Ks + Kp/n + Kz
Koszt jednostkowy
zamrożenia środków
obrotowych
ts – średni okres zamrożenia wyrobu
(przed i po obróbce)
p – stopa procentowa płacona z
tytułu zamrożenia środków
obrotowych
100
p
ts
n
Kp
Ks
Kz
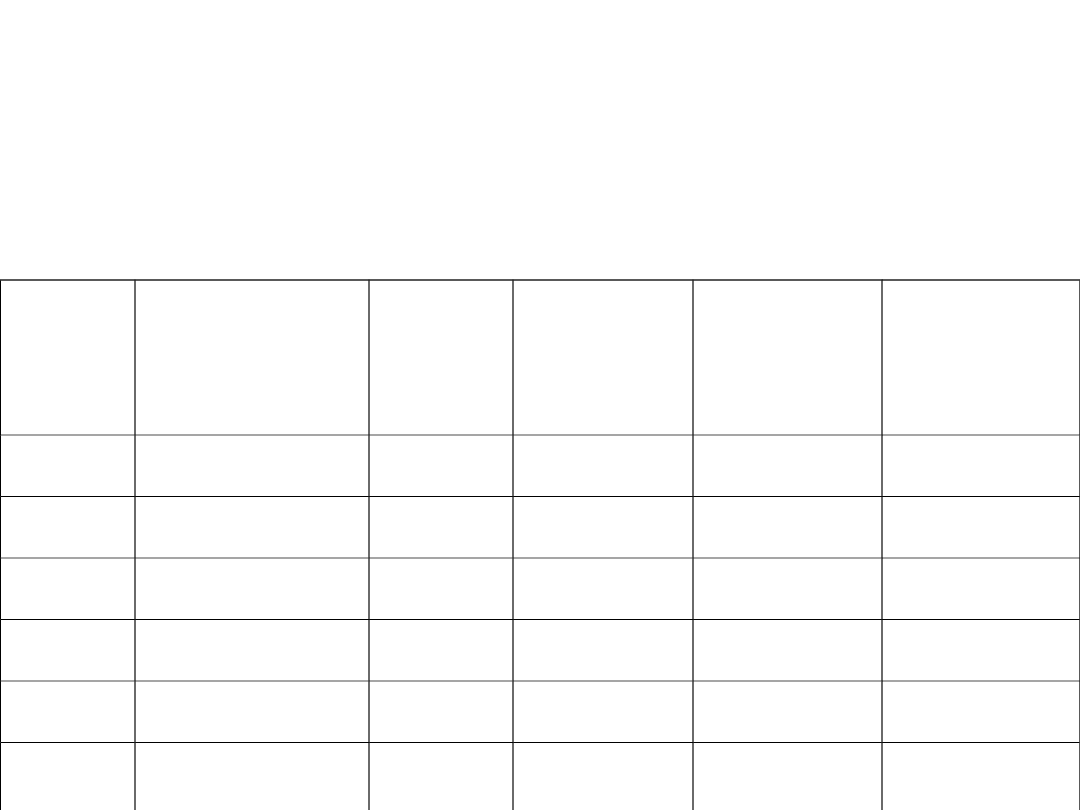
Koszt jednostkowy
zamrożenia środków
obrotowych
Detale
w
partii
Oczekiwanie
na obróbkę
Czas
obróbki
Oczekiwa
nie po
obróbce
Oczekiwan
ie łącznie
przed i po
obróbce
Łącznie
oczekiwani
e i obróbka
1
0
t
0
0
t
2
t
t
– t
+ t
3
2t
t
2– 2t
2
+ t
...
...
...
...
...
...
...
...
...
...
...
...
n
(n-1)t
t
(n-1)(-
t)
(n-1) (n-1)+
t
Czas zamrożenia detalu
Koszt jednostkowy
zamrożenia środków
obrotowych
– takt produkcji
= F / I
F – fundusz czasu ujednolicony dla KP
I – program produkcyjny detalu
I
pF
n
n
Kp
Ks
Kz
200
)
1
(
2
)
1
(
2
)
1
(
0
n
n
ts
1
200
0
0
pF
I
Ks
Kp
n
dn
dK
I
pF
n
n
Kp
Ks
n
Kp
Ks
K
200
)
1
(
Uznając składnik Kp/Ks za pomijalnie mały
otrzymujemy:
pF
I
Ks
Kp
n
200
0

Otrzymana wielkość n
0
jest wielkością
średnią, gdyż obliczenia opierają się
na danych sumarycznych:
- Kp – sumaryczny koszt przygotowania
stanowisk dla wszystkich operacji
wyrobu,
- Ks – koszty stałe dla wszystkich
operacji wyrobu,
- takt oraz ts to wartości średnie.
Metoda dopuszczalnego
stosunku tpz do tj
Stosunek tpz do tj nie powinien
przekraczać empirycznie wyznaczonej
granicy.
n – ilość sztuk w partii
tj – czas jednostkowy
tpz – czas przygotowawczo-
-zakończeniowy
q – wskaźnik empiryczny
q
tj
tpz
n
tpz
q
tj
n

Wskaźnik q
W praktyce:
- dla części tanich – od 0,02 do 0,05;
- dla części drogich – od 0,05 do 0,15;
- niższy dla niższych typów produkcji.
Obliczenia prowadzi się dla każdej
operacji osobno, a na koniec
dokonuje się wyboru wspólnej
wielkości partii produkcyjnej
(możliwa korekta z uwagi na
trwałość narzędzi, wielkość
powierzchni odkładczych itp.).

Metoda oparta o kryteria
organizacyjne
Stosowana w produkcji rytmicznej
powtarzalnej.
Xp – okres powtarzalności [h/partię]
I – program produkcyjny [szt./rok]
F – dysponowany fundusz czasu [h/rok]
zg – zadanie godzinowe [szt./h]
Xp
zg
Xp
F
I
n
Czas na rozpoczęcie
projektu
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
Wyszukiwarka
Podobne podstrony:
06 ZPIU org prod
G B Folland Lectures on Partial Differential Equations
Hitachi Vt M161 Vcr Partial Manual
PR MSZ Wrocław blok W7 (koszt prod i wf )
integrowana prod papryka id 218 Nieznany
Witamina B17 - lekarstwo na raka, @P PROD. KTÓRE CHRONIĄ PRZED RAKIEM @, Rak i terapia
prod. 5, LEŚNICTWO SGGW, Produkcyjność
org.prod.sciaga, Pomoce Naukowe 2, SEMESTR 5, organizacja produkcji, opo
Opis zawodu Operator urządzeń do prod. papieru, Opis-stanowiska-pracy-DOC
PROJEKT INTEGR TECH PROD wzor, Studia Rolnictwo, 5 semestr
Mao Tse tung, REWOLUCJA CHIŃSKA A KOMUNISTYCZNA PARTIA CHIN
podst prod 2
7 3 prod roln 04
4 Analiza fin Czynniki wzrostu prod
Ustawa o partiach politycznych, Wydziały, Administracja
więcej podobnych podstron