13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
1
ODLEWNICTWO -13
FORMA TRWAŁA
ODLEWANIE
ODŚRODKOWE
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
2
ODLEWANIE ODŚRODKOWE
CIEKŁY METAL JEST WLEWANY DO
WIRUJĄCEJ FORMY , A PROCES
STYGNIĘCIA I KRYSTALIZACJI
ODBYWA SIĘ PODCZAS WIROWANIA
FORMY
ODLEW JEST WYTWARZANY POD
WPŁYWEM DZIAŁANIA SIŁY
ODŚRODKOWEJ
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
3
RODZAJE TECHNOLOGII
ODLEWANIA ODŚRODKOWEGO
ODLEWANIE ODŚRODKOWE – ODLEW JEST
WYKONYWANY W FORMIE W KSZTAŁCIE TULEI – OŚ
WIROWANIA TULEI (FORMY ) POKRYWA SIĘ Z OSIĄ ODLEWU
,
ODLEWANIE PÓŁODŚRODKOWE LUB KSZTAŁTOWE
ODLEWANIE ODŚRODKOWE ,
ODLEWANIE POD CISNIENIEM ODŚRODKOWYM -
FORMA NIE OBRACA SIĘ WOKÓŁ WŁASNEJ OSI LECZ WOKÓŁ
OSI CENTRALNEGO WLEWU GŁOWNEGO ( CIŚNIENIE
METALU WYWOŁANE DZIAŁANIEM SIŁY ODŚRODKOWEJ
UŁATWIA PROCES WYPEŁNIENIA FORMY ODLEWNICZEJ
)
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
4
FORMY DO ODLEWANIA
ODŚRODKOWEGO
MOGĄ BYĆ WYKONANE Z
NASTĘPUJĄCYCH MATERIAŁÓW :
- MASY FORMIERSKIEJ,
- METALU ( STALE WĘGLOWE I
STOPOWE ),
- GRAFITU,
- Z POŁĄCZENIA TRZECH WYŻEJ
WYMIENIONYCH MATERIAŁÓW
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
5
OŚ WIROWANIA FORMY
STOSOWANE JEST WIROWANIE
FORMY WOKÓŁ OSI :
PIONOWEJ,
POZIOMEJ,
INNE ODMIANY
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
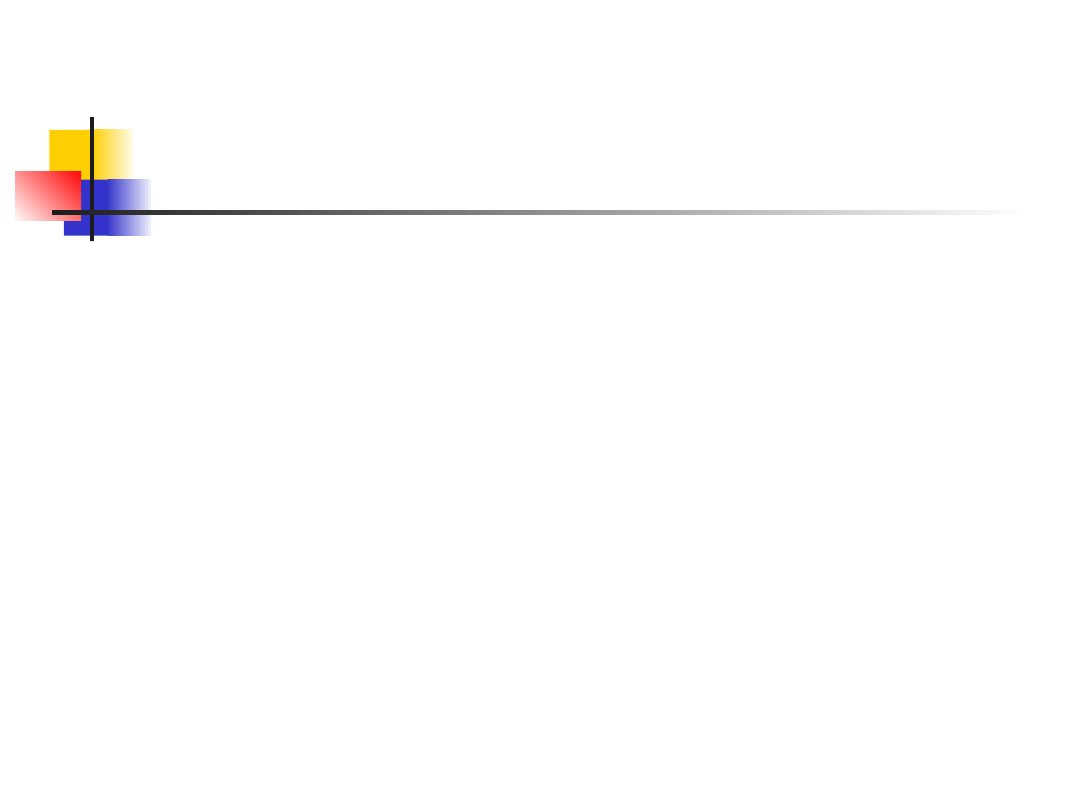
6
MASZYNA Z PIONOWĄ
OSIĄ WIROWANIA
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
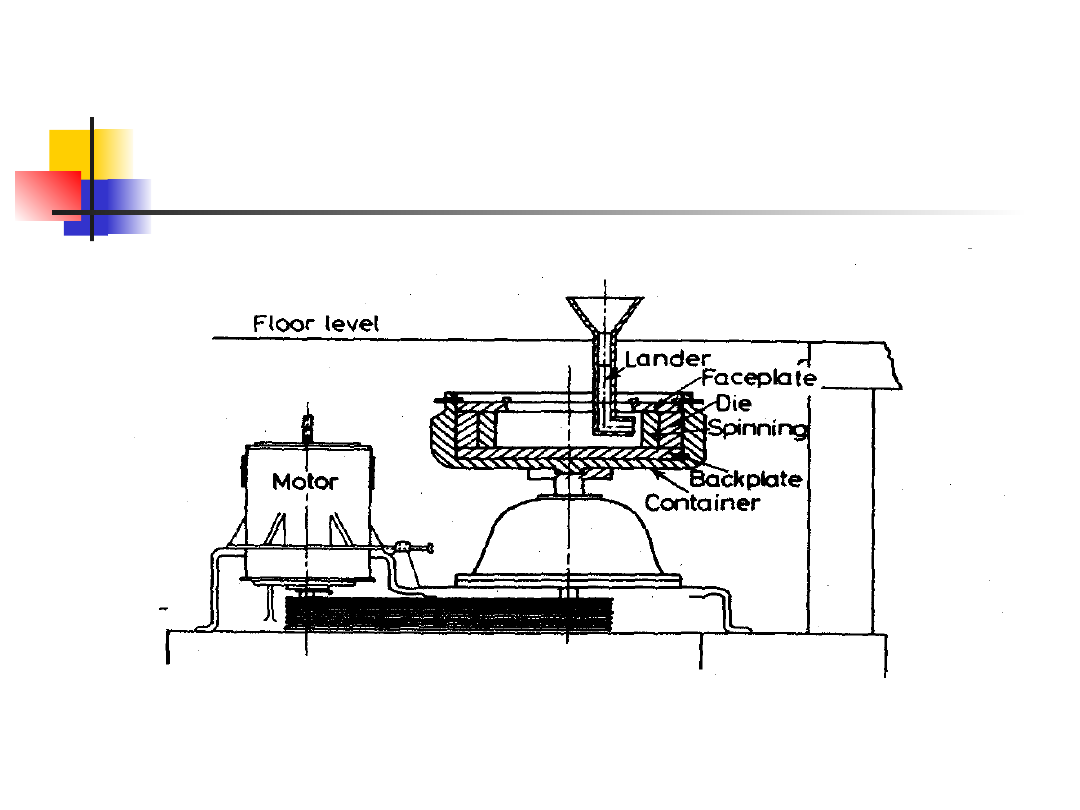
7
MASZYNA Z POZIOMĄ
OSIĄ WIROWANIA
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
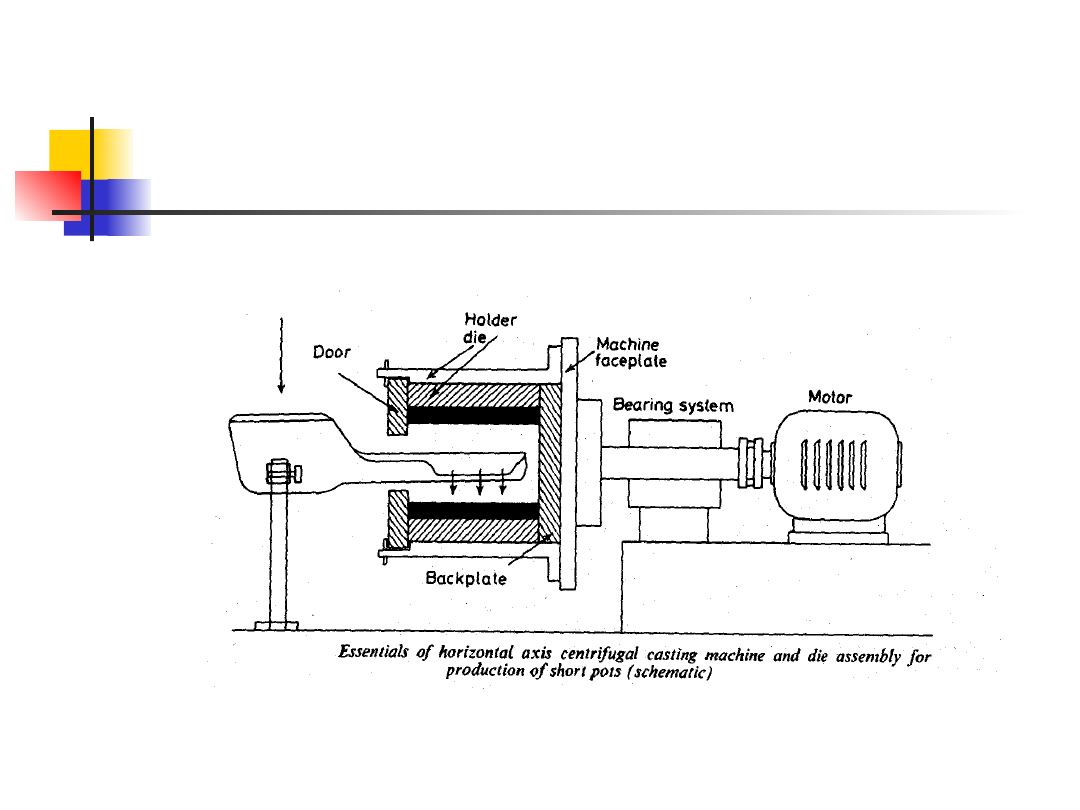
8
MASZYNA DO ODLEWANIA
RUR METODĄ ODŚRODKOWĄ
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
9
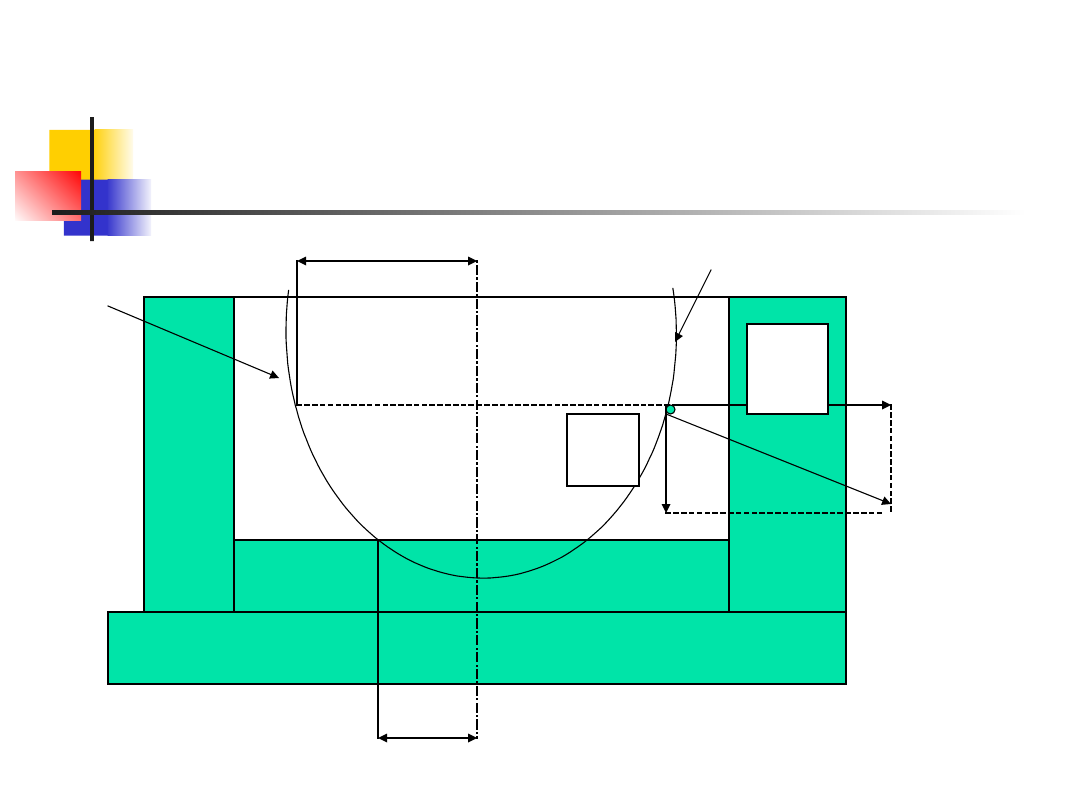
PIONOWA OŚ WIROWANIA
R
1
R
2
P
c
P
g
PARABOLOIDA OBROTOWA
KSZTAŁ
T
ODLEW
U
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
10
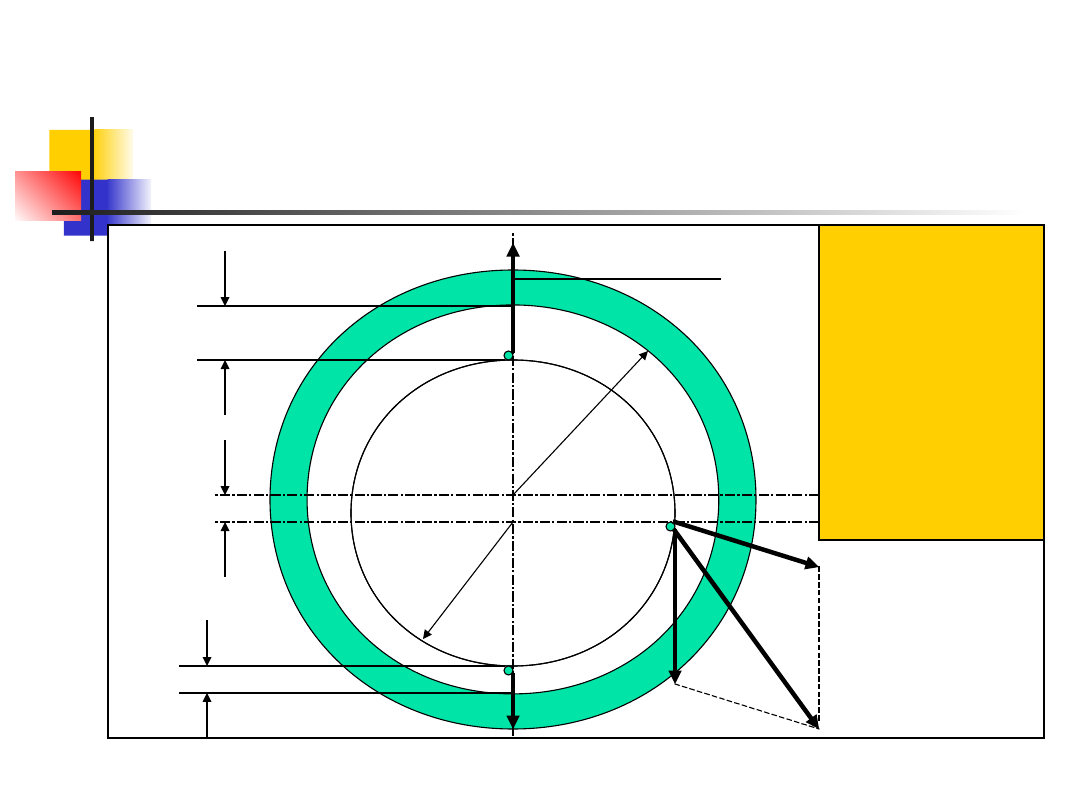
POZIOMA OŚ WIROWANIA
S
A
S
B
P
B
P
A
P
c
P
g
Pc=mr
2
Pg=mg
P
A
=P
C
+P
g
P
B
=P
C
-Pg
r
m
r
p
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
11
Siła odśrodkowa
SIŁA ODŚRODKOWA
2
2
r
m
r
v
m
P
c
Pc – siła odśrodkowa, N v- prędkość obwodowa, m /s
m - masa , kg
g- przyspieszenie ziemskie
,m/s
2
R - promień, m
- prędkość kątowa , rad / s
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
12
SIŁA CIĘŻKOŚCI
Siła ciężkości
P
g
= m g
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
13
WSPÓŁCZYNNIK - G
Współczynnik przez który należy
pomnożyć siłę ciężkości , aby
uzyskać wartość siły odśrodkowej
G = P
c
/ P
g
g
n
R
g
R
g
m
R
m
P
P
G
g
C
2
2
2
60
2
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
14
Współczynnik - G
5
.
0
3
.
42
9
.
29
01
.
0
5
.
0
D
G
R
G
n
g
n
R
G
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
15
Prędkość obrotowa
Prędkość obrotowa :
R
G
N
300
Gdzie :
G- współczynnik (dla tulei żeliwnych
wartość współczynnika G =30-60),
R – promień otworu
13.05.21
FOUNDRY SECTION-POZNAN T
ECHNICAL UNIVERSITY
16
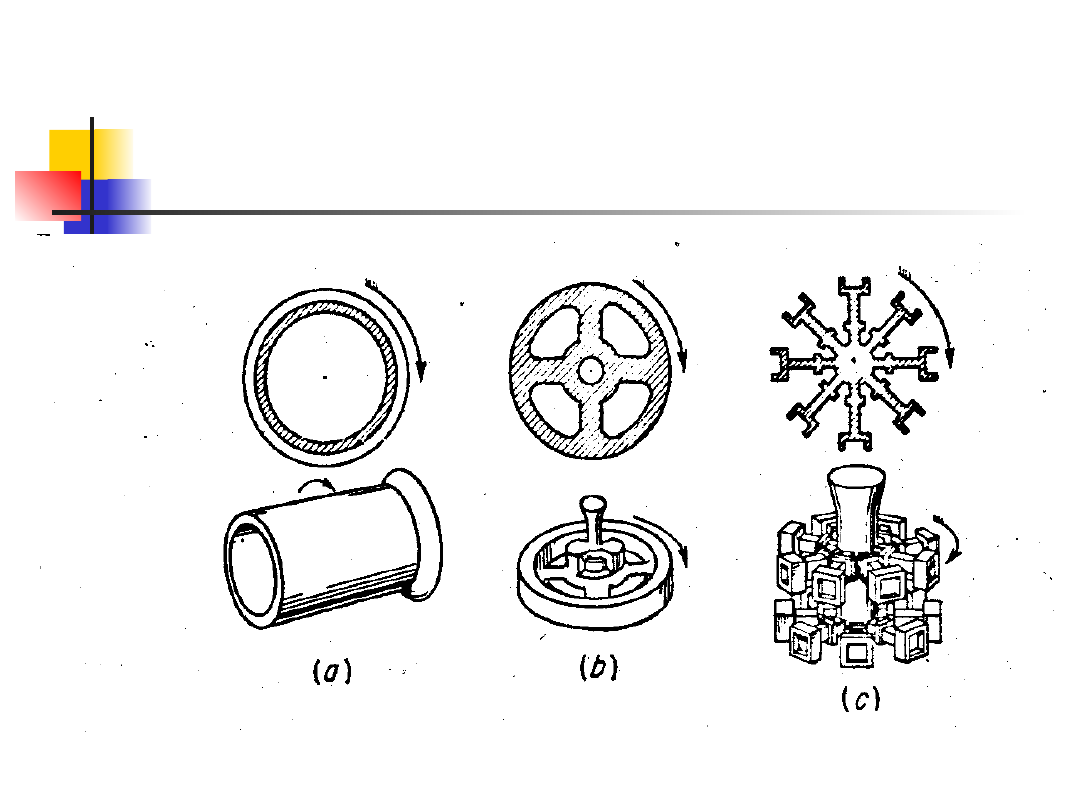
TYPOWE ODLEWY WYKONANE
METODĄ ODLEWANIA
ODŚRODKOWEGO
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
Wyszukiwarka
Podobne podstrony:
Unit 12(1)
UNIT 12, UNIT 12
ANGIELSKI, Unit 12, Unit 7
Unit 12 i 13
Oxford Repetytorium Ósmoklasisty Unit 12 test
Unit 12
słówka unit 12 nauka i technika
Unit 12(1)
unit 12(1)
unit 12(2)
UNIT 12
Unit 12 Test key
Unit 12 Test 2
Unit 12 Test Audio scripts
UNIT 12
Arrivederci! 1 UnitĂ 12 (PDF 45 KB)
więcej podobnych podstron