
PLASTECH 2003
PLASTECH 2003
dr inż. Mariusz Ambroziak
Wadim Plast
ISO 9001 :
200
Stopy miedzi stosowane w budowie
form wtryskowych
Dlaczego wykorzystuje się brązy w
budowie form wtryskowych ?
Analizy
teoretyczne
i
doświadczenia
produkcyjne potwierdzają, że
materiały o
wysokiej przewodności cieplnej
w budowie
form wtryskowych korzystnie wpływają na
zwiększenie efektywności i równomierności
chłodzenia, co powoduje:
• skrócenie czasu cyklu wtrysku poprzez
skrócenie czasu chłodzenia wypraski,
• zredukowanie zapadnięć powierzchni oraz
wypaczeń i zwichrowań wypraski poprzez
zwiększenie
równomierności
rozkładu
temperatury na powierzchni formującej.
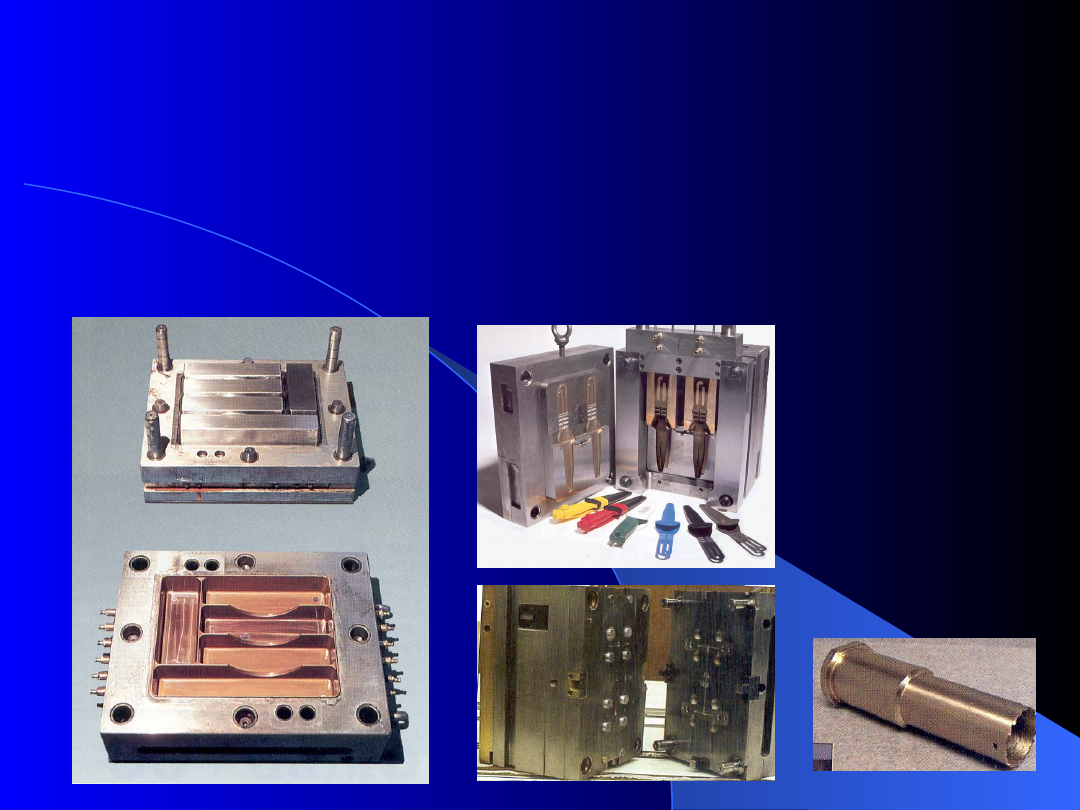
Przykłady zastosowania brązów w budowie
form wtryskowych
- wkładki formujące, trudnodostępne
miejsca formujące np. smukłe rdzenie,
wypychacze tulejowe itp..
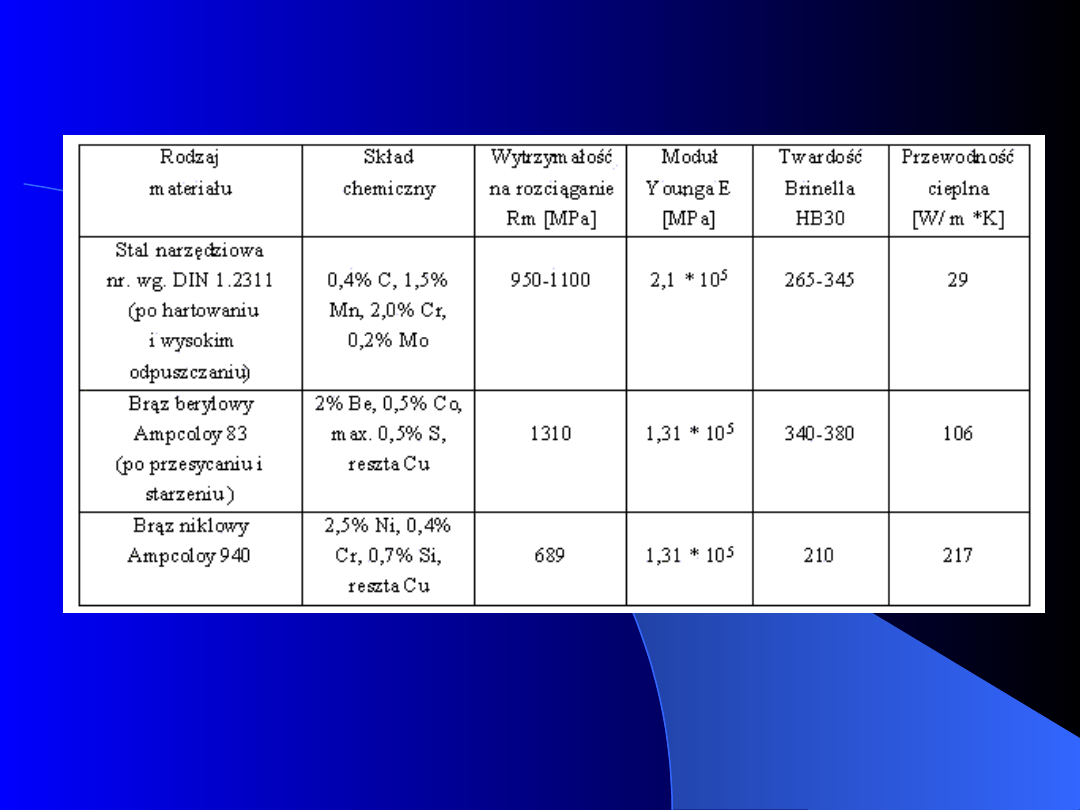
Porównanie właściwości stali narzędziowej i brązów
Brązy – kilkukrotnie wyższa przewodność cieplna od stali
narzędziowej przy porównywalnych właściwościach
mechanicznych
2. Czas pozostałych faz wtrysku t
N
- zależy od rodzaju systemu zamykania formy wtryskarki,
konstrukcji formy , masy wtryskarki itp.; 1-6 s dla nowoczesnych
wtryskarek i wyprasek o małej masie; 6-10 s dla nieco starszych
wtryskarek i wyprasek o większej masie
N
K
t
t
t
3. Czas cyklu
W
E
W
M
ef
k
T
T
T
T
a
s
t
2
.
2
2
8
ln
1. Czas chłodzenia dla wypraski w postaci
płytki t
K
s – grubość ścianki wypraski [m],
a - efektywny współczynnik dyfuzji cieplnej [m
2
/s],
T
M
– temperatura wtrysku [K],
T
E
– temperatura usunięcia wypraski [K],
T
W
– średnia temperatura powierzchni formującej
[K].
Dział Analiz Technicznych w Wadim Plast – uproszczona
analiza chłodzenia
4. Czas cyklu, który szczegółowo uwzględnia
warunki chłodzenia formy t
spr
TM
W
q
spr
T
T
s
h
D
B
C
C
t
2
1
0
t
t
spr
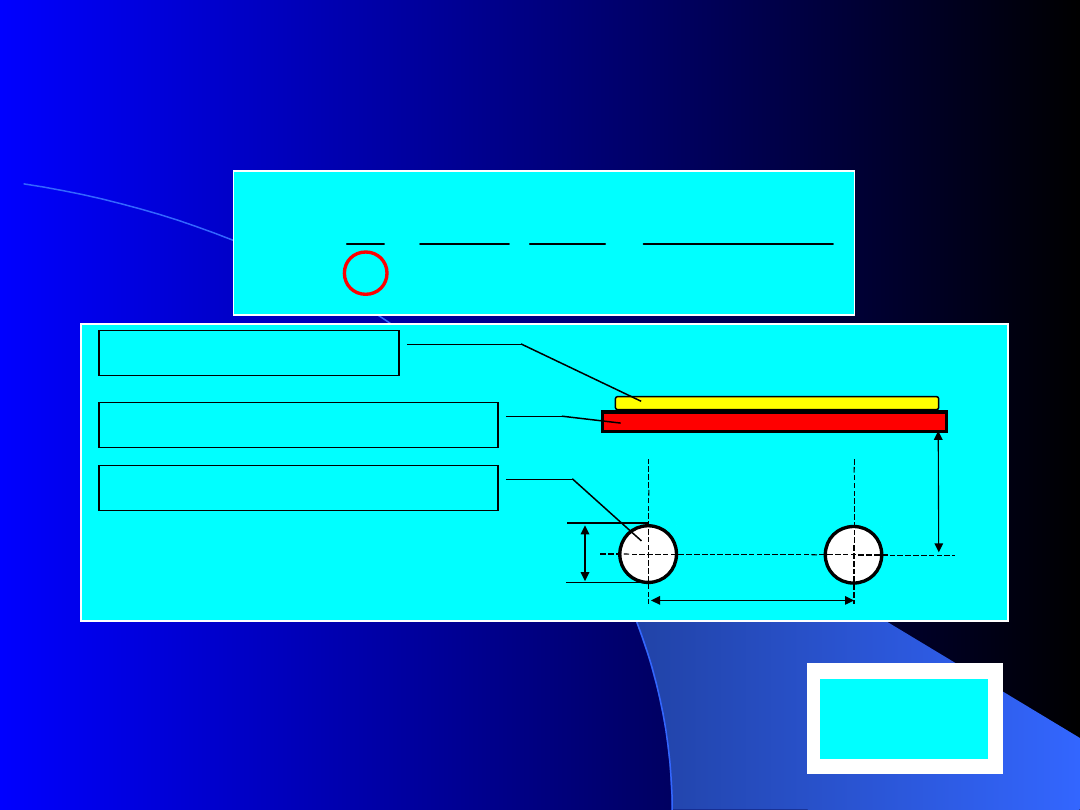
5. Warunek odpowiednio szybkiego
chłodzenia wypraski w formie
wtryskowej
D
B
C
powierzchnia formująca
(T
W
, )
kanały chłodzące (D, B, C)
medium chłodzące
(T
TM
, )
wypraska (s, , h)
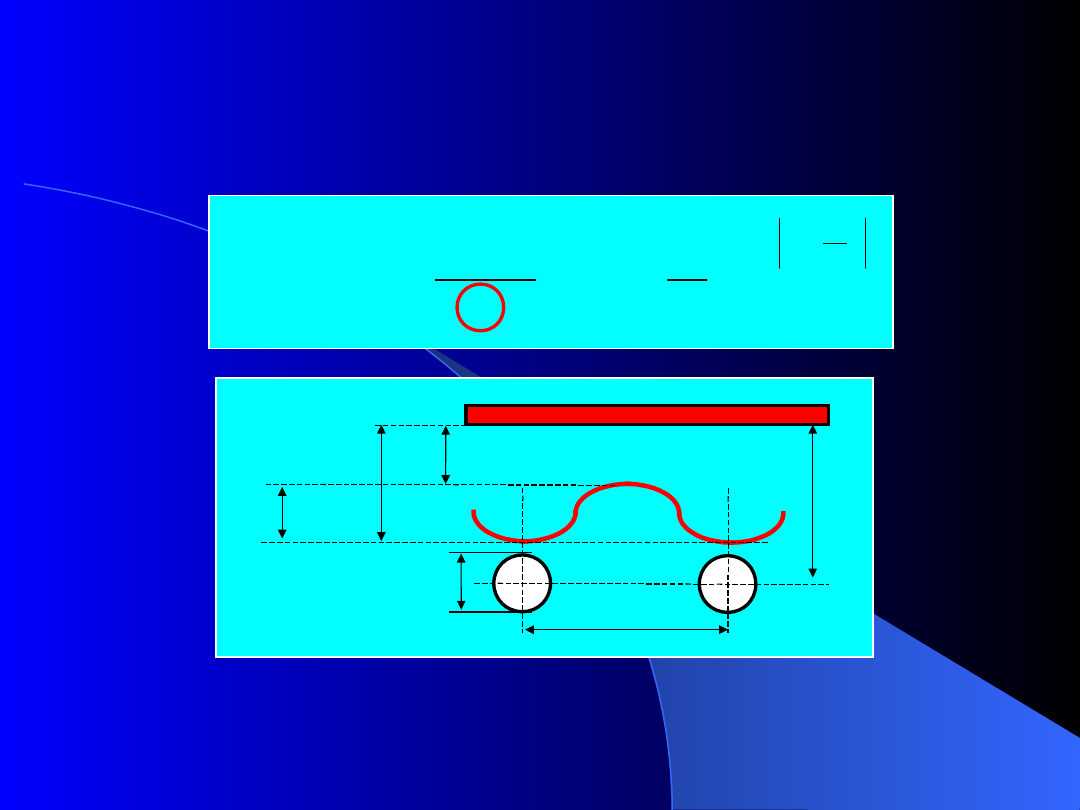
6. Nierównomierność rozkładu temperatury na
powierzchni formującej j [%]
C
B
C
B
D
j
ln
8
,
2
22
,
0
4
,
2
T
min
T
max
B
C
j
D
tworzywa amorficzne: j =
5-10%
tworzywa krystaliczne: j =
2,5-5 %
Program komputerowy
,,Chłodzenie form wtryskowych”
pozwala szacować rozmieszczenie
kanałów chłodzących w formie w
zależności od zakładanej
efektywności chłodzenia (czasu
cyklu) i zakładanych
nierównomierności temperatury na
powierzchni formującej
Stowarzyszenie
Hipermoulding
Znaczące skrócenie czasu cyklu
wtrysku poprzez zastosowanie
specjalnej konstrukcji form i
specjalnego projektowania procesu
wtrysku
Dlaczego powstał program
Hipermoulding ?
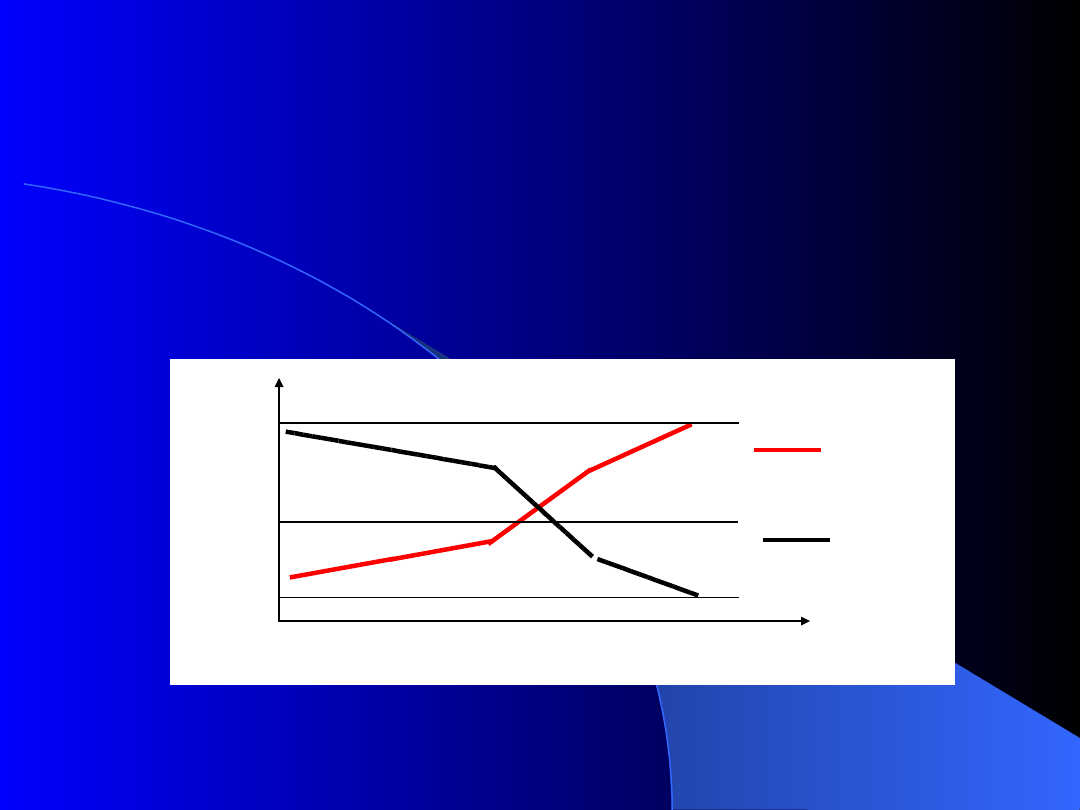
6 %
0 %
- 4
%
lata
Daleki
Wschó
d
Unia
Europejs
ka
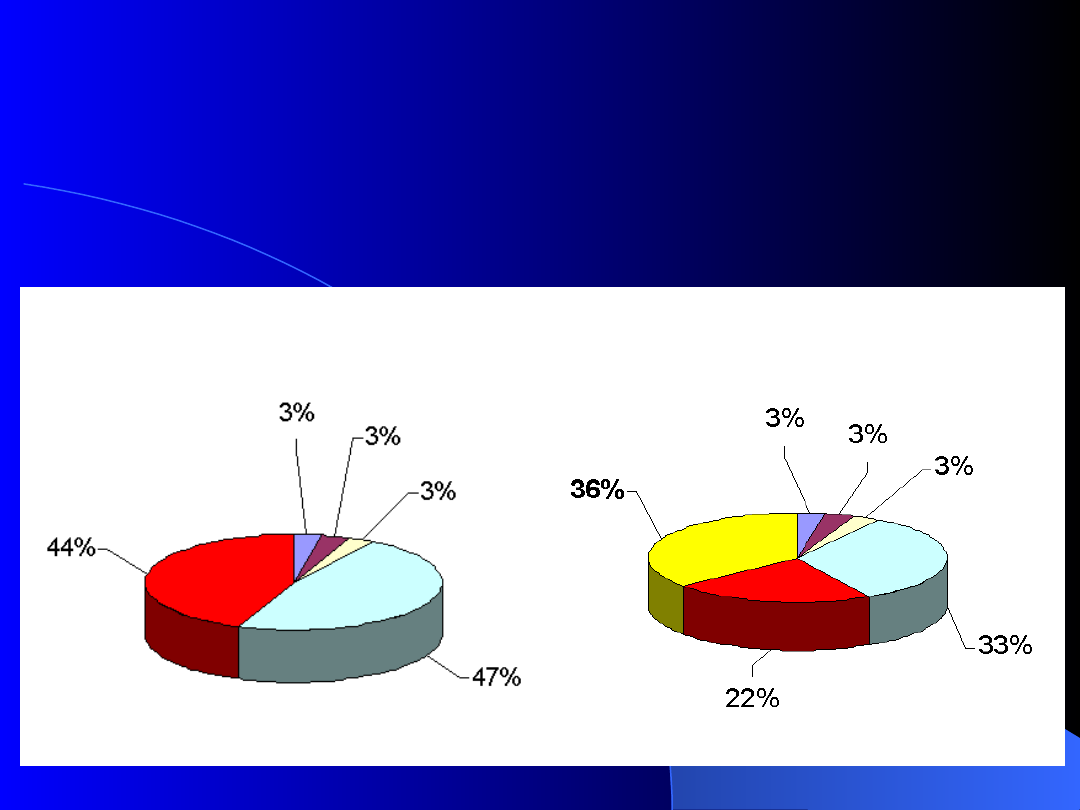
Obroty [%] w ostatnich latach
obserwowane
w przemyśle wtryskowym i wytwarzania
form
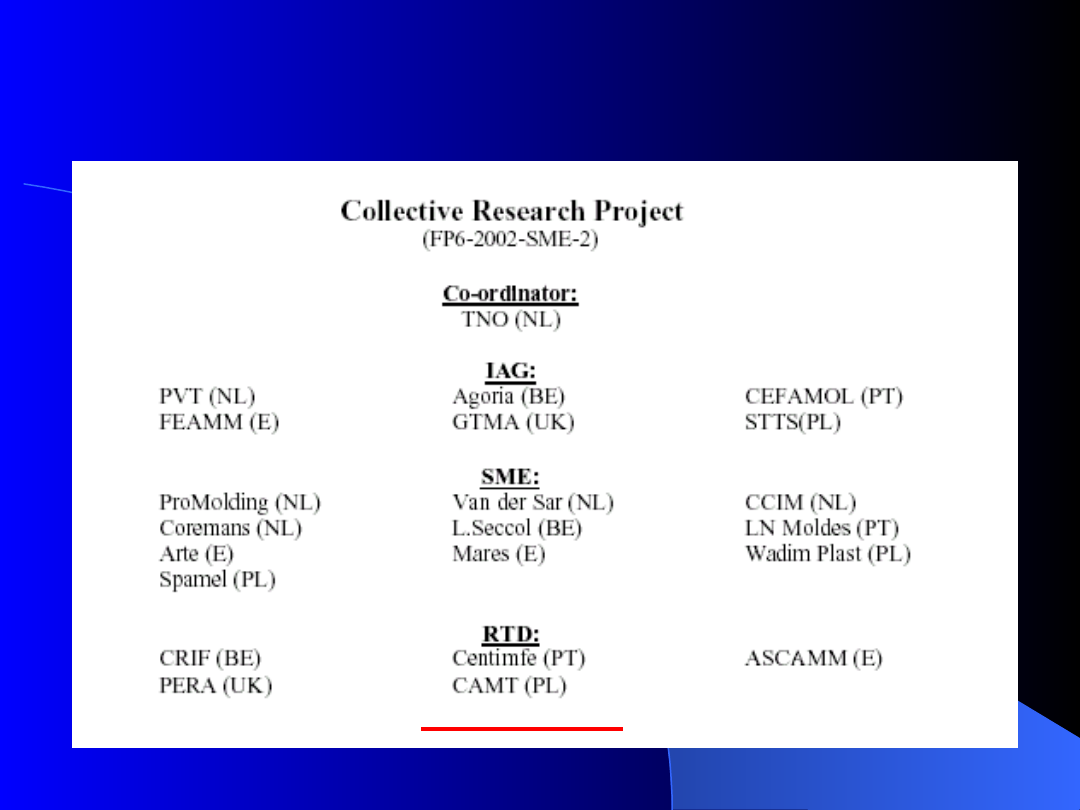
Członkowie programu
Hipermoulding
Politechnika
Wrocławska
Instytut
Pera
Instytut Technologii
Przemysłowych
Cele programu Hipermoulding
- obniżenie czasu cyklu o co najmniej 35 %
- obniżenie zużycia energii do chłodzenia
formy o co najmniej 30 %
- zwiększenie trwałości formy o co
najmniej 50 %
obniżenie kosztów wyprodukowania
wypraski o co najmniej 20 %
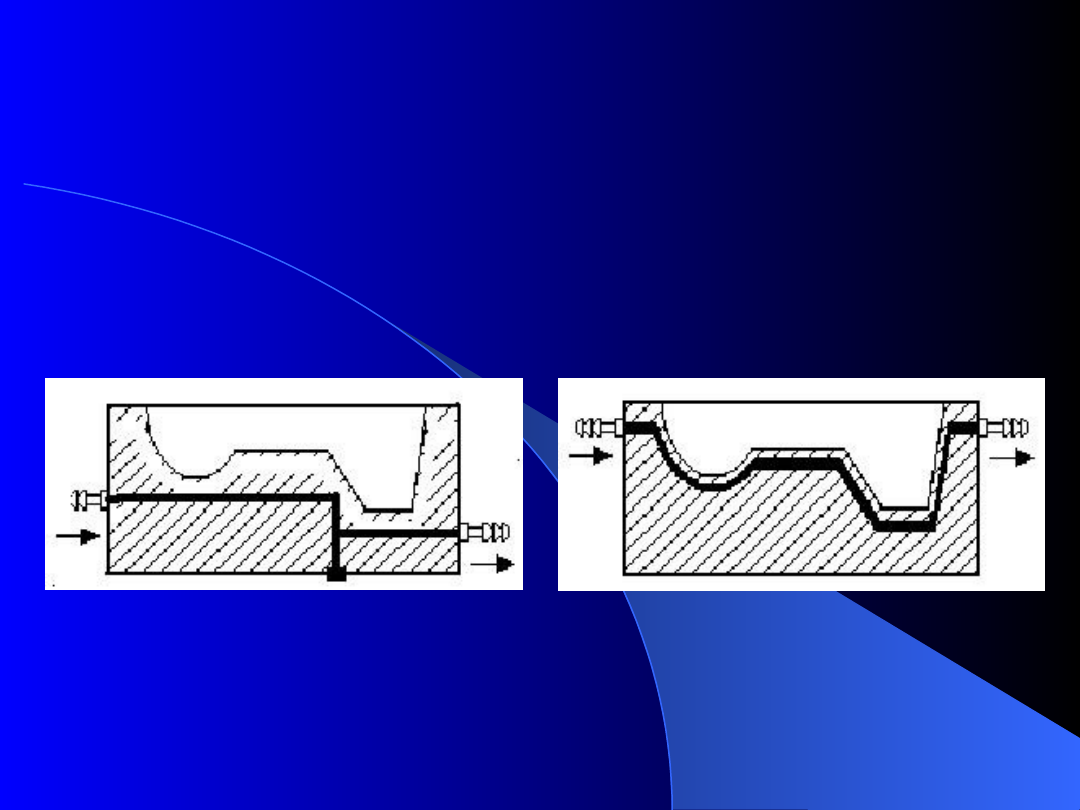
wykorzystanie i promowanie technik
Rapid Tooling (SLM, SLS) do budowy form
(powierzchni formujących i kanałów
chłodzących)
Realizacja programu Hipermoulding poprzez:
Szybszy i bardziej równomierny odbiór ciepła z
powierzchni wypraski (
brak wypaczeń wypraski
) i
mniejsze zużycie energii na chłodzenie formy (
układy
chłodzenia o mniejszej mocy
)
metody ubytkowe
metody przyrostowe
wykorzystanie i promowanie
programów do symulacji procesu
wtrysku (MES) – np.
Cadmould firmy
Simcon
dobór miejsca wtrysku, dobór
rodzaju materiału, dobór parametrów
wtrysku (ciśnienia, siły zwarcia),
analiza linii łączenia, pułapek
powietrznych, deformacji wypraski
itp.
Realizacja programu Hipermoulding poprzez:
uplastycznianie
i docisk
chłodzeni
e
otwarci
e
formy
zamknięcie
formy
wyrzucenie
wypraski
HIPERMOULDIN
G
Fazy procesu wtrysku w których powstają
defekty wyprasek (braki produkcyjne)
Efekty programu Hipermoulding
PODSUMOWANIE
• Wykorzystanie i promowanie programów
do symulacji procesu wtrysku - Cadmould
firmy Simcon
• Stosowanie brązów do budowy form
wtryskowych pozwala na (skrócenie czasu
chłodzenia wypraski, zwiększenie
równomierności rozkładu temperatury na
powierzchni formującej).
Efektywne chłodzenie formy wtryskowej poprzez:
• Wykorzystanie technik Rapid Tooling (SLM,
SLS) do budowy form (powierzchni
formujących i kanałów chłodzących)
• Wykorzystanie programu komputerowego
,,Chłodzenie form wtryskowych”
Dziękuję za
uwagę
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
Wyszukiwarka
Podobne podstrony:
2 Prezentacja chłodzenie form
Stopy miedzi
Stopy miedzi
materialoznawstwo stopy miedzi
MAT II 2 Stopy miedzi
25 26 B Stopy metali niezelaznych stopy miedzi NOWE
Sprawozdanie- Stopy miedzi, PG inżynierka, Semestr 2, Materiałoznawstwo-laborki
MIEDŹ I STOPY MIEDZI - Lab 11, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej,
C7a stopy miedzi
Odlewnicze Stopy Miedzi
Miedź i stopy miedziCuAlMgLiTi
Materiały - stopy miedzi, PG inżynierka, Semestr 2, Materiałoznawstwo-laborki
mowa stopy miedzi, Studia, SEMESTR 3, NOM
WAŻNIEJSZE STOPY MIEDZI I ALUMINIUM, materiałoznawstwo i pokrewne
C7a-stopy miedzi
Stopy miedzi
UNIT 8 Stopy miedzi
Stopy miedzi spr
więcej podobnych podstron