
Stopy miedzi
oprac. Krzysztof Krzysztofowicz

Miedź - Cu
• w postaci rodzimej
• w rudach siarczkowych
np. chalkopiryt CuFeS
2
kupryt Cu
2
O
•Temp topnienia 1084
o
C
•Duża gęstość 8,9 g/cm
3
•Wysokie przewodnictwo cieplne i elektryczne (przewody
elektryczne)
•mała wytrzymałość
(R
m
=200-250 MPa R
e
= 35 MPa A
5
= 35%)
•Wysoka odporność na korozję atmosferyczną)
pokrywa się
patyną – zasadowym węglanem miedziowym
• nie jest odporna na działanie amoniaku (może być w atmosferze)
(pokrycia dachów)
•Obróbka plastyczna na zimno zwiększa własności
wytrzymałościowe miedzi. Po zgniocie 60%, R
m
około 400 MPa, HB
– 110, przy wydłużeniu A
5
– 2%.
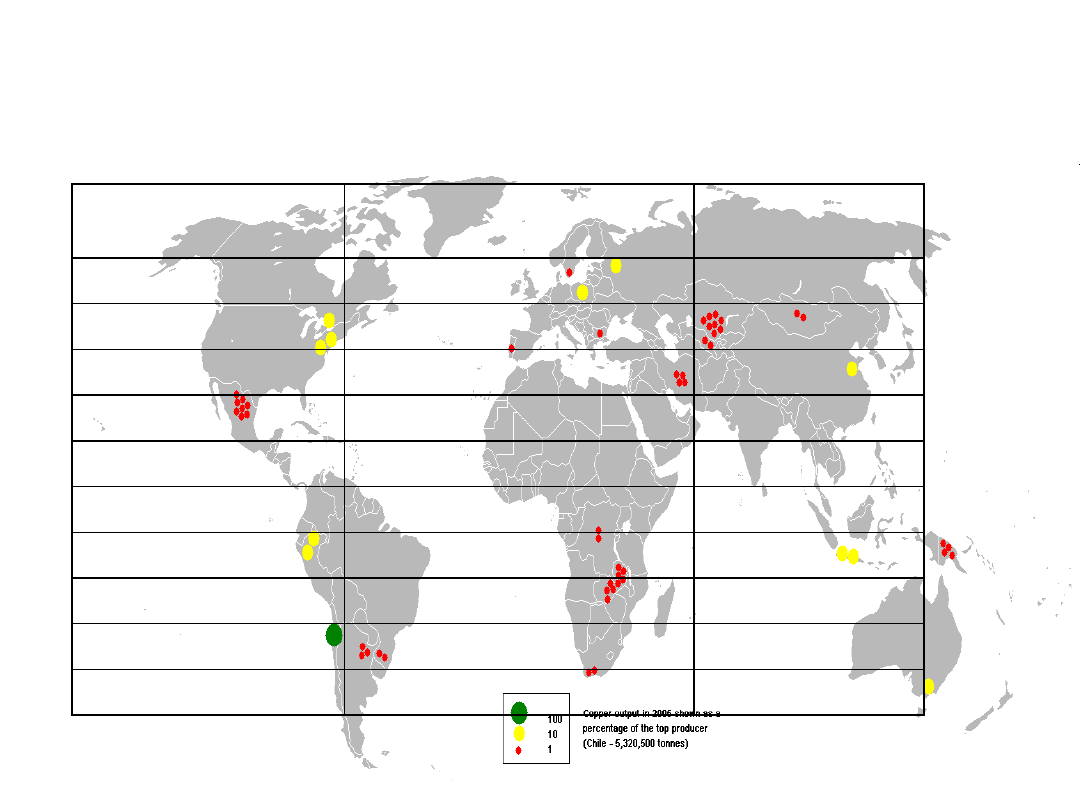
Występowanie miedzi
Kraj
Wielkość wydobycia
Zasoby
Chile
5320
360 000
Peru
1260
120 000
USA
1190
70 000
Chiny
960
63 000
Indonezja
950
38 000
Australia
900
43 000
Rosja
750
30 000
Zambia
655
35 000
Kanada
520
20 000
Polska
440
48 000
Stan na rok 2009 wg
MFW, LME, CIA Factbook wyrażone w tys. ton

Klasyfikacja stopów miedzi
•
stopy jednoskładnikowe
• stopy wieloskładnikowe
DODATKI STOPOWE
:
Podwyższają wytrzymałość
obniżają odporność korozyjną

Podział ze względu na wprowadzone
dodatki
Cu-Zn - mosiądze
Cu-X
i
- brązy

Podział stopów ze względu
na przeznaczenie
Stopy metalurgiczne (np. zaprawy),
Stopy do przeróbki plastycznej
(jednofazowe),
Stopy odlewnicze (dwufazowe)

MOSIĄDZE
Stopy Cu - Zn ( zaw. Cu od 45 do 75% )
Podział na :
mosiądze zwykłe,
mosiądze specjalne
Uwaga !!!
TOMBAK – stop Cu – Zn ( 5-20%),
SPIŻ- stop Cu-Sn-Zn-Pb ( 85%+5%+5%+5% )

STRUKTURA STOPÓW Cu-Zn
Jednofazowe (faza
lub faza
`),
Dwufazowe (faza
+
` lub faza
`+
),
Fazy :
Faza
- roztwór stały cynku w miedzi,
Faza
`- (z przemiany fazy
) roztwór stały fazy
międzymetalicznej CuZn,
Faza
- roztwór stały na bazie fazy międzymetalicznej Cu
5
Zn
8
o stężeniu elektronowym 21/13 i złożonej sieci krystalicznej.
Pojawienie się tej fazy w stopach Cu-Zn pogarsza wyraźnie
własności mechaniczne, więc zastosowanie praktyczne mają
stopy do zawartości 45 ÷ 47% cynku, w których faza γ nie
występuje.
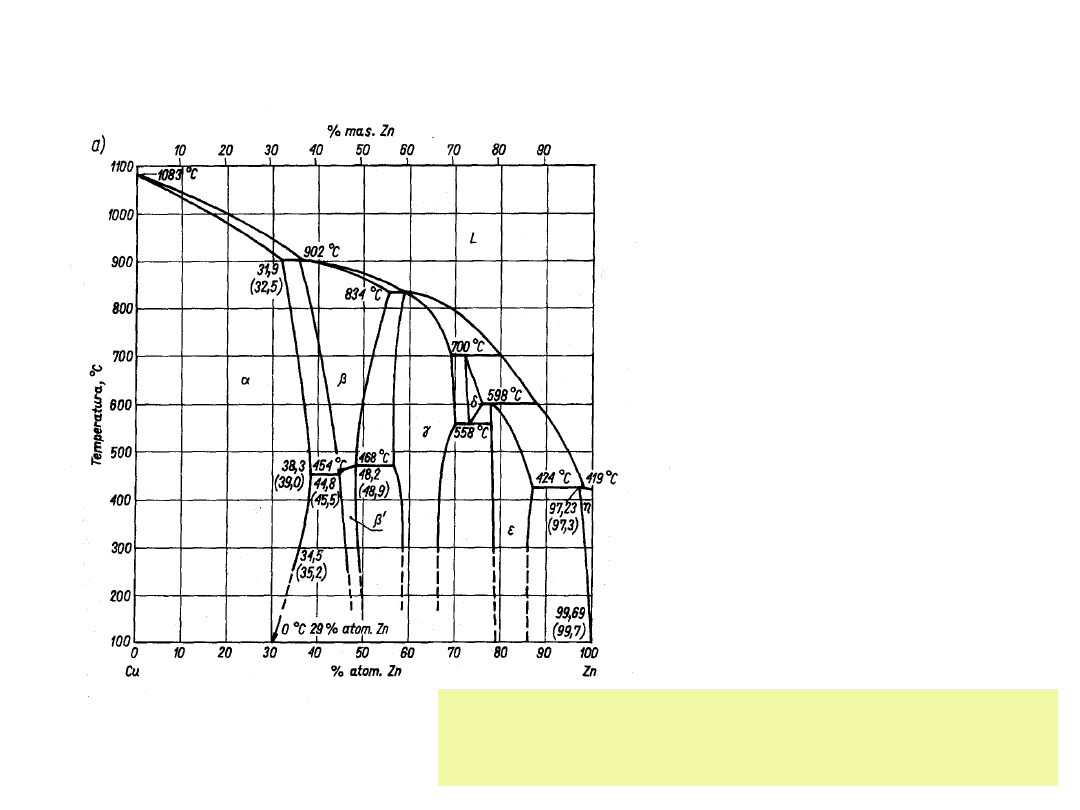
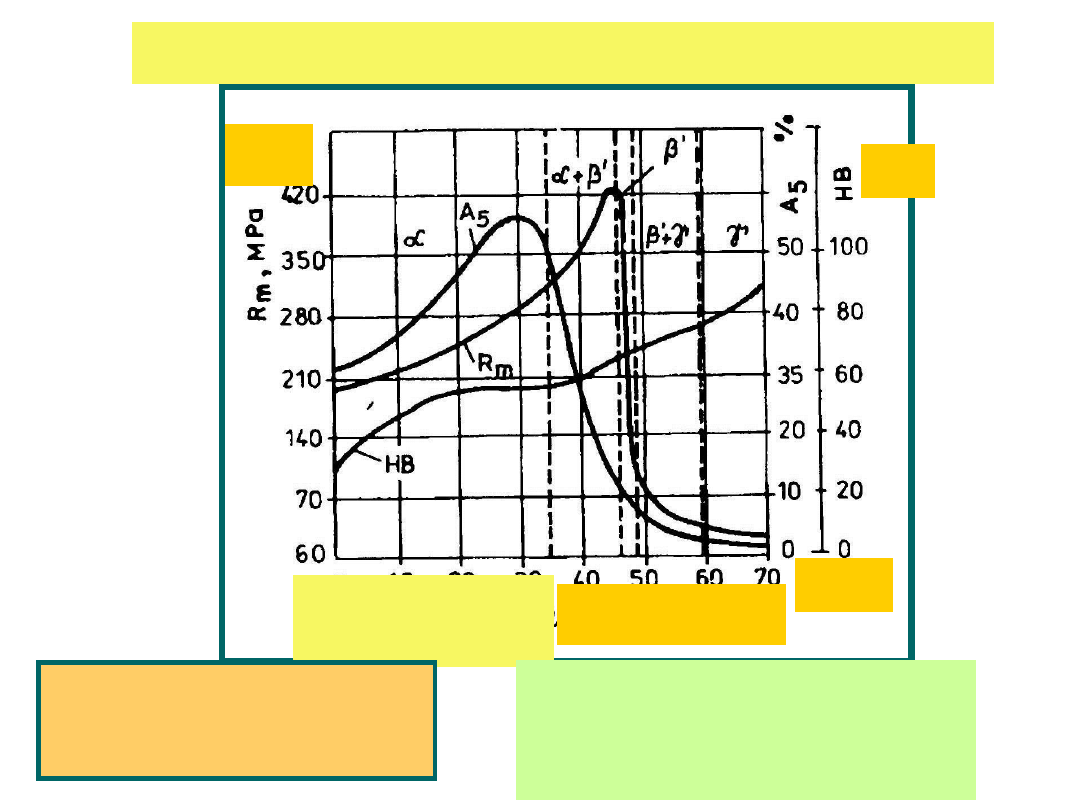
WYKRES RÓWNOWAGI Cu-Zn
czerwony, żółty, czerwono-żółty
Miedź, 1 5%Zn powyżej 37%Zn
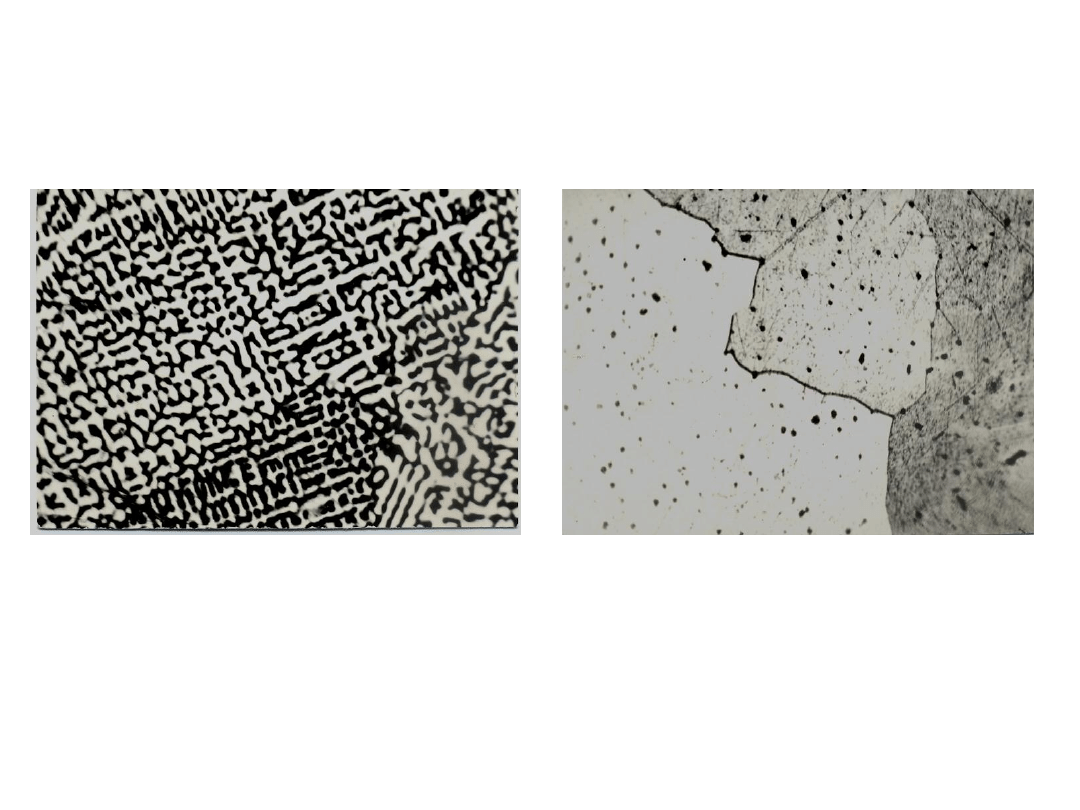
Struktury mosiądzów
Fot. 13.1. Dendrytyczna struktura roztworu α
w mosiądzu. Trawiono FeCl
3
+HCl, pow. 100x
Fot. 13.2. Ujednorodniony roztwór α
w mosiądzu. Trawiono FeCl
3
+HCl, pow. 100x
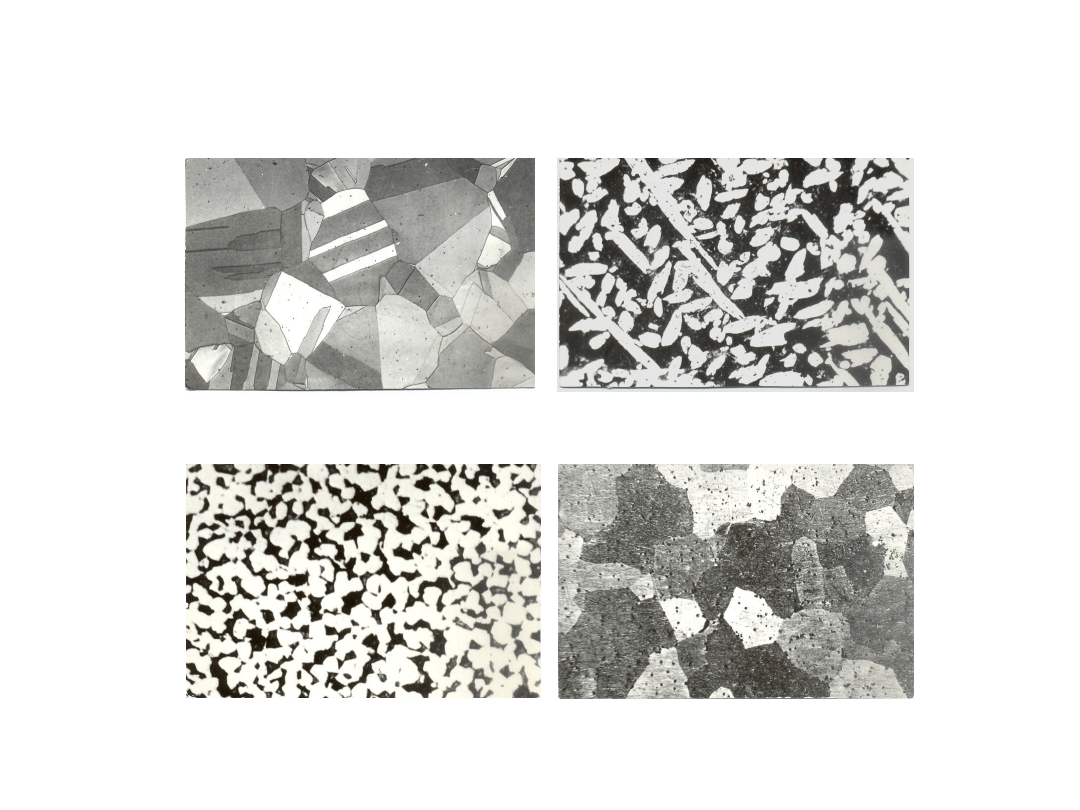
Struktura mosiądzów
Fot. 13.3. Komórkowa budowa roztworu α
z bliźniakami rekrystalizacji. Trawiono
FeCl
3
+HCl, pow. 400x
Fot. 13.4. Struktura mosiądzu α + β' po odlaniu:
białe igły fazy α na tle ciemnej fazy β’. Trawiono
FeCl
3
+HCl, pow. 200x
Fot. 13.5. Komórkowa budowa mosiądzu
α + β'. Trawiono FeCl
3
+HCl, pow. 200x
Fot. 13.6. Struktura mosiądzu jednofazowego β’.
Trawiono FeCl
3
+HCl, pow. 200x
Wpływ dodatków stopowych na
właściwości stopów Cu-Zn
Pb – od 1-2 % poprawia obrabialność, obniża
temperaturę topnienia, poprawia lejność i właściwości
ślizgowe,
Sn – stosowana jako dodatek poprawiający odporność
na korozję, sprzyja segregacji faz twardych, pogarsza
właściwości
mechaniczne
w
podwyższonych
temperaturach,
Al – sprzyja powstawaniu fazy
, zawęża zakres
krzepnięcia, zapobiega porowatości gazowej,

Wpływ pierwiastków stopowych
Ni – podwyższa wytrzymałość w podwyższonych
temperaturach i odporność na korozję,
Fe – działa modyfikująco na strukturę (0.6 - 1,5% Fe),
Si – w ilości 1,15 – 1,5 % poprawia lejność,
zmniejsza skurcz, poprawia właściwości
mechaniczne,
Mn – poprawia odporność na korozję
Do przeróbki
plastycznej
Odlewnicze
+
(CuZn)(dwufazowa)
druga faza AlZn
utwardza stop
Budowa roztworu
(jednofazowa)
Wytrzymałość R
m
w funkcji % Zn w mosiądzu
R
m
%Zn
HB

Mosiądze – oznaczenia PN
• CuZn43MnPb3Fe
• CuZn40Mn3Fe
• CuZn38Mn2Pb2
• CuZn38Al2Mn1Fe
• CuZn39Pb2
• CuZn38Pb2
• CuZn38Al13
• CuZn16Si4
• MM47
• MM55
• MM58
• MA58
• MO59
• MO60
• MA67
• MK80
Wybrane gatunki mosiądzów do przeróbki plastycznej wg PN-H-
87025:1992
Gatunek
Skład chemiczny
%
[Zn – reszta]
Orientacyjne własności
Główne zastosowanie
Grupa gatunków
Znak/Cecha
Cu
średnio
Inne
Mosiądze
dwuskładni-kowe
CuZn10
M90
90
-
bardzo podatny na przeróbkę
plastyczną na zimno, odporny na
korozję naprężeniową, dobry do
lutowania
elementy wykonane różnymi metodami
przeróbki plastycznej, szczególnie przez
głębokie tłoczenie
CuZn30
M70
70
-
bardzo podatny na przeróbkę
plastyczną na zimno, dobry do
lutowania
taśmy do produkcji chłodnic, elementy
wykonane różnymi metodami przeróbki
plastycznej, w tym przez głębokie
tłoczenie
CuZn40
M60
60
-
bardzo podatny na przeróbkę
plastyczną na zimno, dobry do
lutowania
elementy wykonane różnymi metodami
przeróbki plastycznej
Mosiądze ołowiowe
CuZn36Pb3
MO61
61
Pb~3
bardzo dobrze skrawalny,
o bardzo ograniczonej
podatności na przeróbkę
plastyczną na zimno
elementy wykonywane różnymi
metodami skrawania, w tym na
automatach
CuZn40Pb2
MO58
58
Pb~2
dobrze skrawalny,
o ograniczonej podatności na
przeróbkę plastyczną na zimno
elementy wykonane różnymi metodami
skrawania
Mosiądze wielo-
składnikowe
bezołowiowe
(mosiądze specjalne)
CuZn28Sn1
MC70
70
Sn~1
bardzo odporny na korozję
rury na wymienniki ciepła
CuZn39Al1Fe1Mn1
MA58
58
Al.~1
Fe~1
Mn~1
odporny na korozję
elementy aparatury, elementy ślizgowe
CuZn40Mn1,5
MM58
58
Mn~1,5
odporny na korozję
atmosferyczną, dobry do
lutowania
elementy aparatury, architektura
CuZn31Si1
MK68
68
Si~1
dobre własności ślizgowe
elementy ślizgowe
Wybrane gatunki mosiądzów odlewniczych wg
PN-EN 1982:2010
Oznaczenia gatunku
stopu wg systemu
europejskiego*
Skład chemiczny, %
[Zn reszta]
Sposób
odlewania
1)
Własności mechaniczne
minimum
Orientacyjna charakterystyka -
zastosowanie
Cu
Inne
R
m
R
e
A HB
N/mm
2
%
CuZn39Pb1Al-C
CC754S
58,0
÷ 63,0
Pb 0,5 - 2,5
Ni do 1,0
Sn do 1,0
Al do 0,8
GM
GP
350 180 13 90
(350) (250) (4) (110)
bardzo dobra lejność,
skrawalność; odporny na korozję
ścieranie, odporny na niewielkie
obciążenia dynamiczne;
armatura niskociśnieniowa,
obudowy części maszyn,
koszyczki łożysk tocznych
CuZn25A15Mn4Fe3
CC762S
60,0
÷ 67,0
Al 3,0 – 7,0
Mn 2,5 – 5,0
Fe 1,5 – 4,0
Ni do 3,0
GS
GM
GZ
GC
750 450 8 180
750 480 8 180
750 480 5 190
750 480 5 190
dobra lejność, odporny na
ścieranie oraz bardzo wysokie
obciążenia statyczne
i dynamiczne; części maszyn i
urządzeń silnie obciążonych,
stosowane
w przemyśle maszynowym,
hutniczym i okrętowym
CuZn16Si4-C
CC761S
78,0
÷ 83,0
Si 3,0 – 5,0
Ni do 1,0
Pb do 0,8
Al do 0,1
GS
GM
GP
GZ
400 230 10 100
500 300 8 130
(530) (320) (5) (150)
500 300 8 130
dobra lejność i skrawalność
odporny na ścieranie, korozję
wody morskiej; spawalny;
armatura i części maszyn w
przemyśle chemicznym,
okrętowym, komunikacyjnym
)
GS – do form piaskowych, GM– kokilowy, GZ – ośrodkowy, GP– ciśnieniowy, GC – ciągły
Copper Development
Association
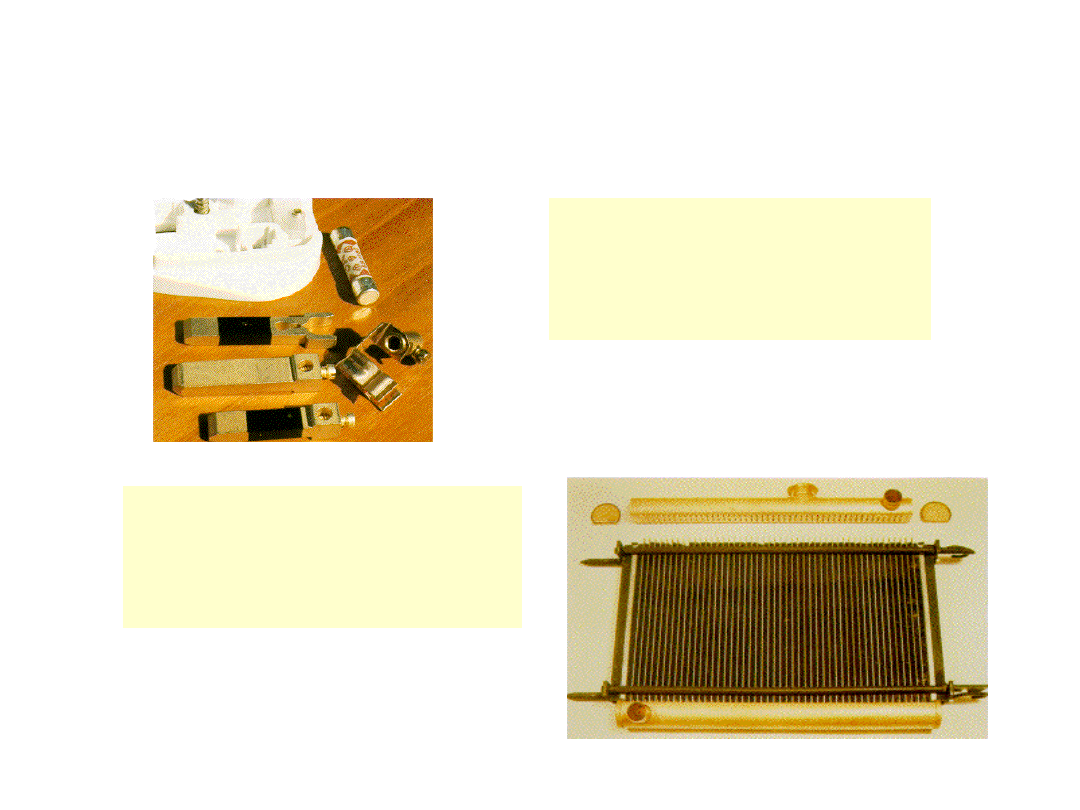
Zastosowania - przewodność
Elektryczna
Elementy styków 13A
Cieplne
Chłodnica samochodowa
Copper Development
Association
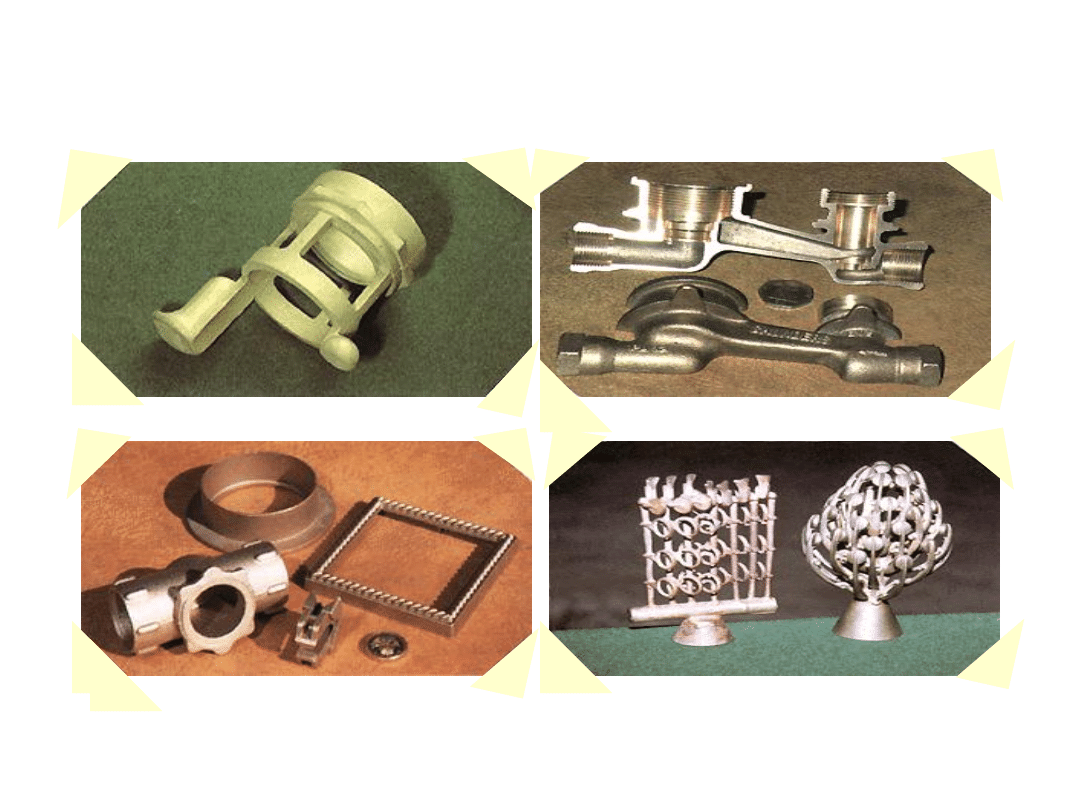
Typowe odlewy
Courtesy of The Enfield Foundry Co Ltd
Courtesy of Saunders Valve Co Ltd
Courtesy of J W Singer Ltd
Courtesy of Boosey and Hawkes Ltd
Copper Development
Association
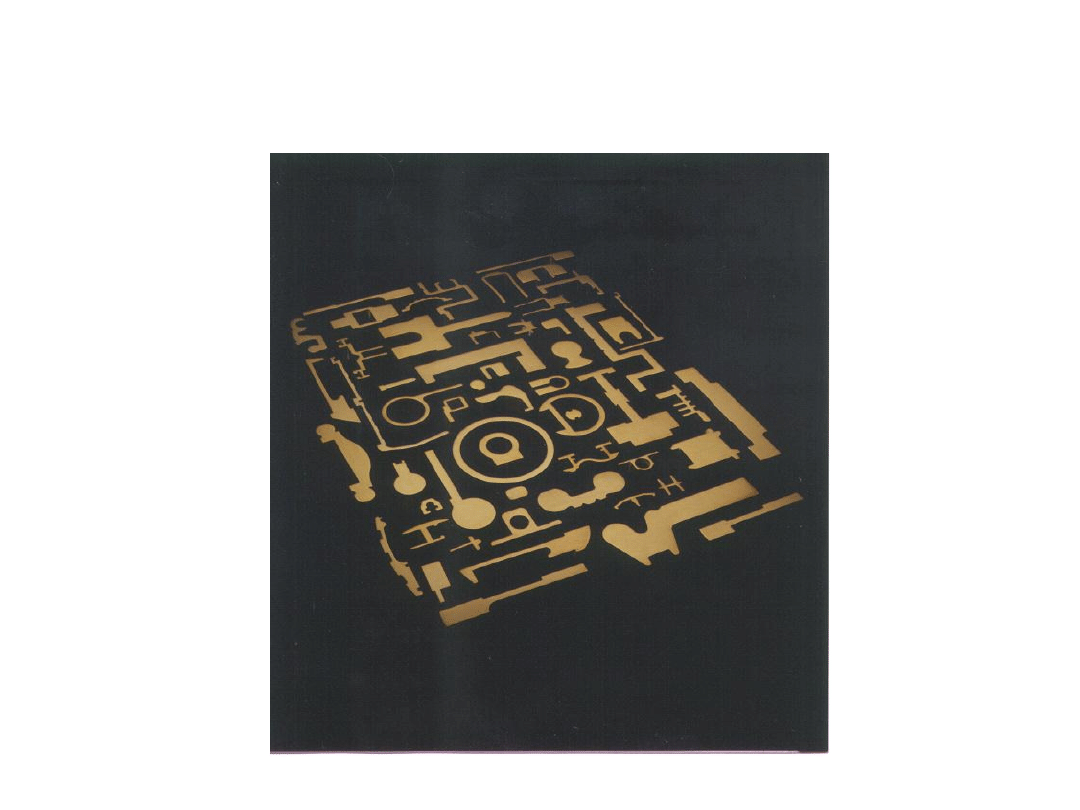
Typowe profile wyciskane
Courtesy of Cerro Extruded Metals Ltd
Copper Development
Association
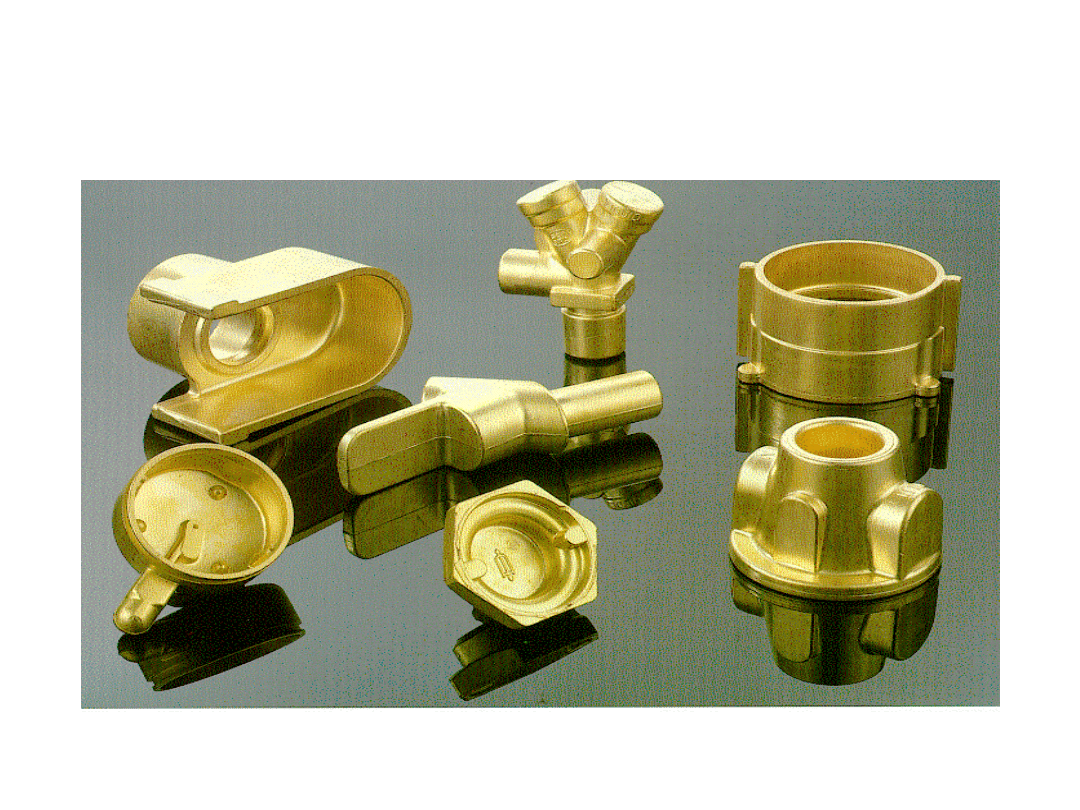
Typowe odkuwki na gorąco
Copper Development
Association
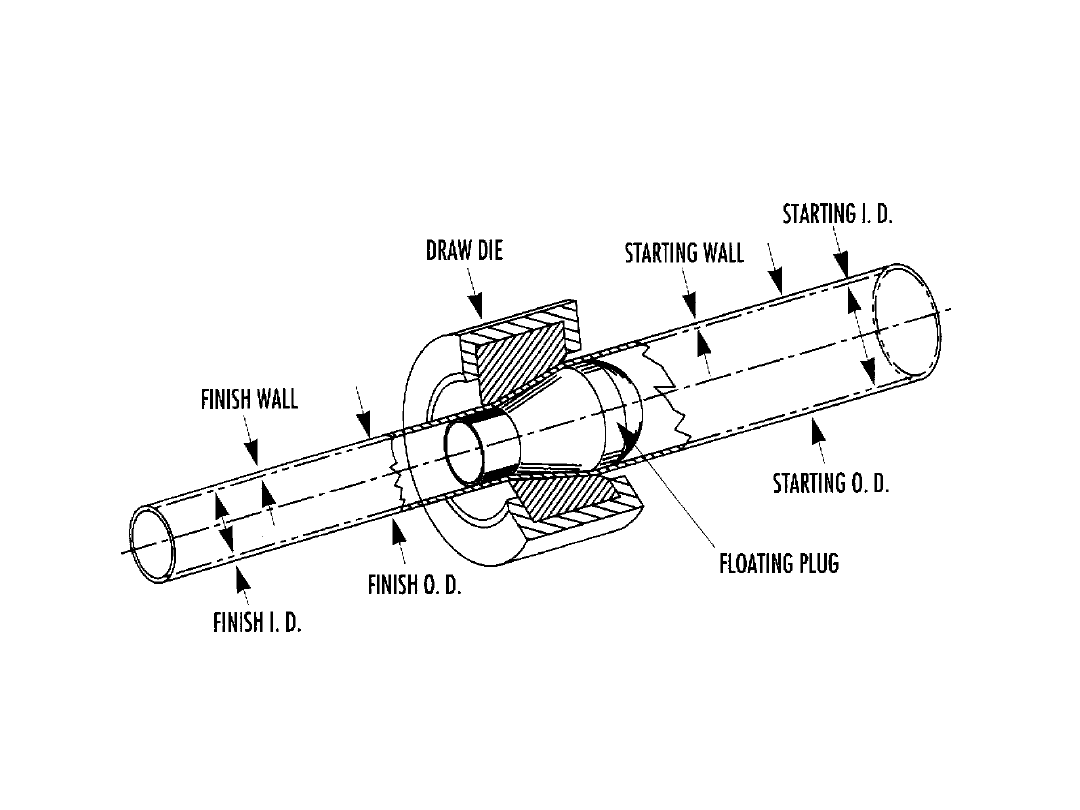
Wyciskanie rury
Courtesy of Dorset Tube Company
Copper Development
Association
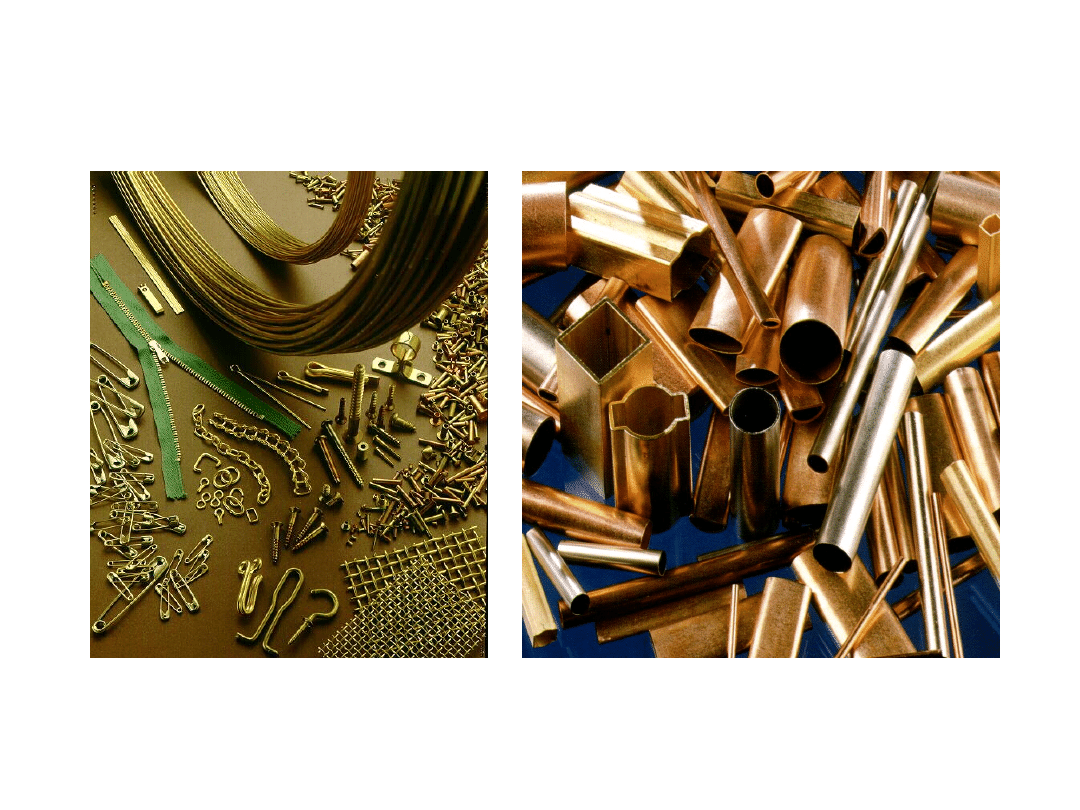
Przykłady drutów i rur
Courtesy of Dorset Tube Company
Courtesy of Cerro Extruded Materials

CuZn40Mn3Fe-
mosiądz na śruby okrętowe odlewane – dwufazowy
Części maszyn: np. tuleje, w kontakcie z wodą
odlewane, skrawane
CuZn4 – nity i do głębokiego tłoczenia
- jednofazowy
CuZn37 rury, blachy –
najważniejszy stop do przeróbki plastycznej
(na gorąco) pręty skrawane np. na
śruby
Przykłady zastosowań mosiądzów
Odlewy artystyczne i maszynowe
rury instalacji: ciepłowniczej, wodnej, gazowej

BRĄZY
A. Brązy cynowe ( stopy Cu – Sn )
B. Brązy cynowo-fosforowe(Cu-Sn-P )
C. Brązy cynowo-cynkowo-(Cu-Sn-Zn)
D. Brązy berylowe (Cu-Sn-Be)
E. Brązy cynowo – ołowiowe ( Cu-Sn-Pb)
Zawierają: Sn – (6 – 11 %), Zn – (1,5- 6,0 %)
Pb- (4-11% ), P – (0,5 –1,0 %)
stopy miedzi z pierwiastkami innymi niż cynk i Ni

Dodatki stopowe
• Cyna - zwiększa R
m
,HB i polepsza właściwości
ślizgowe i technologiczne (wzrasta lejność, maleje skurcz,
wzrasta odporność na korozję ), obniża A
5
• Fosfor - tworzy w przestrzeniach międzydendrytycznych
potrójną eutektykę
Cu
3
P, podwyższa odporność na
korozję w środowisku wody morskiej,zwiększa R
m
oraz
obniża A
5
i KCV.

Dodatki stopowe
Cynk– nie wywołuje istotnych zmian w strukturze,
przesuwa granicę występowania faz
oraz
ku
wyższym zawartościom Cu
Ołów – nierozpuszczalny w miedzi w stanie stałym,
w postaci drobnych wydzieleń, polepsza właściwości
ślizgowe brązu oraz obrabialność i szczelność odlewów
Struktura
Najczęściej dwufazowa :
faza
oraz faza
lub
- Faza
- roztwór stały cyny w miedzi (zakres występowania do 15,8%Sn a po
wyrzarzaniu ujednoradniającym – 16-17% Sn)
-faza δ - roztwór stały na bazie fazy elektronowej (o stężeniu 21/13)
- Faza
- związek międzymetaliczny Cu
3
Sn.
Struktura cynowych brązów technicznych w temperaturze otoczenia jest
nierównowagowa: do ok. 8% Sn stopy są jednofazowe α, a powyżej 8% Sn
zawierają ziarna fazy α i eutektoidu α + δ. Szeroki zakres temperatur między
likwidusem, a solidusem oraz mała szybkość dyfuzji powoduje silną skłonność
brązów do segregacji dendrytycznej. Ciemniejsze rdzenie dendrytów są bogatsze
w miedź niż warstwy zewnętrzne. Zjawisko segregacji jest bardzo niekorzystne z
punktu widzenia przeróbki plastycznej, gdyż prowadzi do nierównomiernych
własności plastycznych, a to z kolei powoduje pękanie w czasie odkształcania
brązu
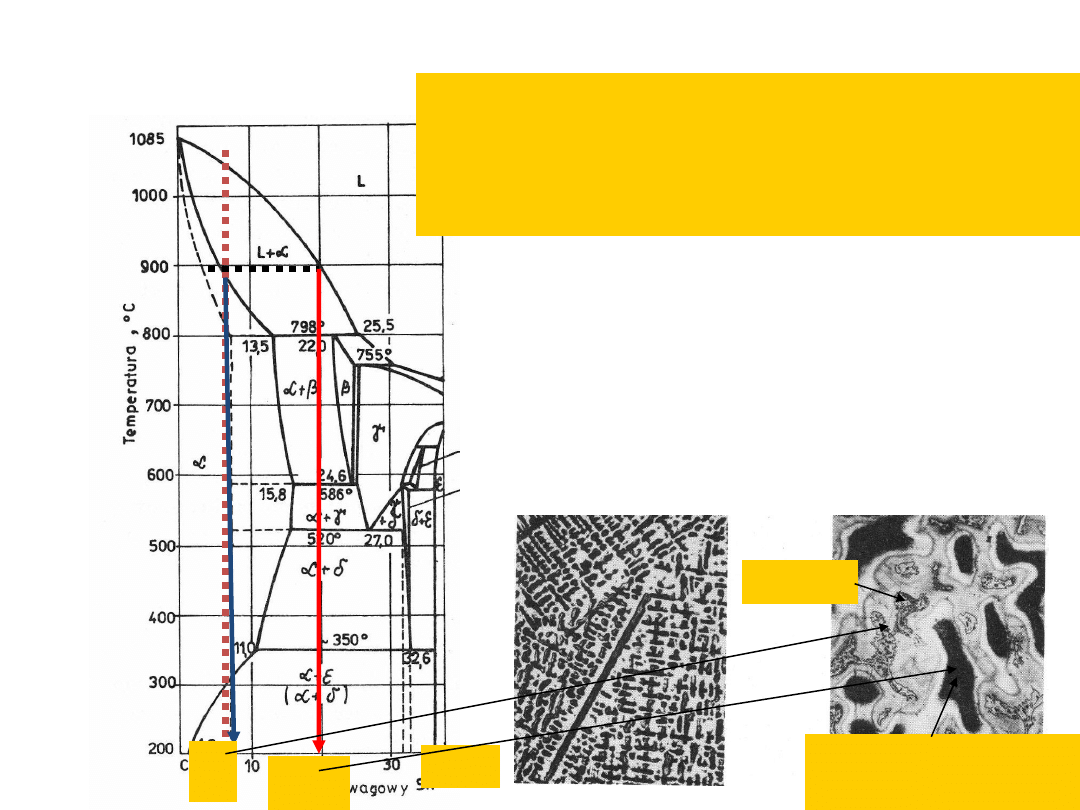
Brązy cynowe Cu-Sn
%Sn
Cu
Problem: stop odlany do walcowania
np. na blachę
musi być jednofazowy (plastyczny)
Odlane wlewki są niejednorodne
Segregacja dendrytyczna
Pomiędzy dendrytami
eutektoid
(twardy, nie nadający się
do walcowania na zimno
Przestrzenie
międzydendrytyczne
Dendryt
Wyżarzanie ujednorodniające
Wysoka temperatura (100-200
o
C poniżej solidus )
-
wielogodzinne, kosztowne wyrównywanie
składu
Przed obróbką plastyczną
konieczne
wyżarzanie ujednorodniające
Konsekwencja segregacji dendrytycznej:
Właściwości brązów
lepsze niż mosiądzów
1.wytrzymałość,
-
mosiądz dwufazowy
max
400
MPa
-
brąz Al do 550MPa
i więcej po obróbce cieplnej (hartowanie)
2. odporność na korozję,
3. odporność na ścieranie
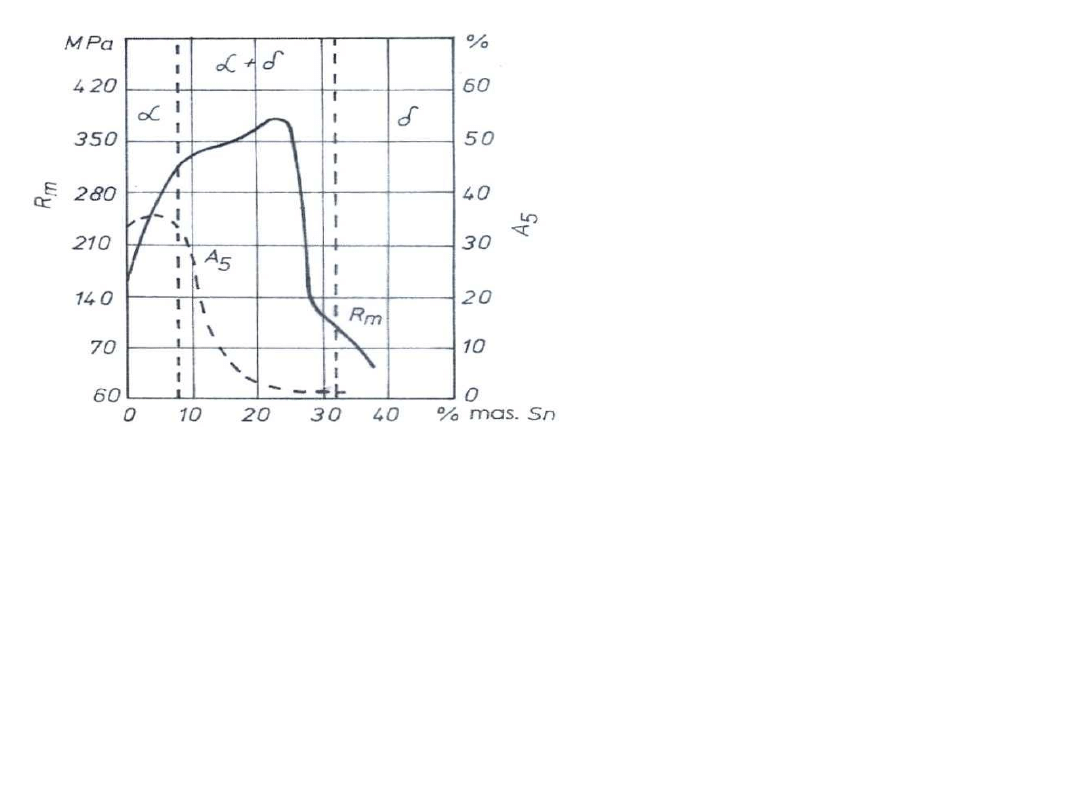
Wpływ zawartości cyny na
własności mechaniczne
brązów lanych
Stopy Cu-Sn są skłonne do porowatości i segregacji odwrotnej.
Mikroporowatość brązów spowodowana jest skurczem krzepnącego w
ostatniej fazie roztworu ciekłego bogatszego w Sn; jest szczególnie wyraźna na
granicach dendrytów.
Zjawisko segregacji odwrotnej polega na przenikaniu przez mikropory w
kierunku warstw zewnętrznych odlewu (w kierunku odprowadzania ciepła)
roztworu ciekłego bogatego w Sn. W skrajnych przypadkach krzepnie on na
powierzchni w postaci kulistych zgrubień (pot cynowy).
CuSn4 (4% cyny) na śruby,
CuSn8 druty blachy, taśmy, sprężyny
Brązy cynowe do przeróbki plastycznej
CuSn20 brąz na dzwony,
o pięknej barwie związanej z wysoką
granicą sprężystości
Brązy cynowe odlewnicze

Oznaczenia – zgodnie z PN
• CuSn10
• CuSn10P
• CuSn10Zn2
• CuSn10Pb10
• CuSn6Zn6Pb3
• CuSn5Zn5Pb5
• CuSn4Zn7Pb6
• CuSn5Pb20
• B10
• B101
• B102
• B1010
• B663
• B555
• B476
• B520
Wybrane gatunki brązów odlewniczych wg PN-EN 1982:2010
Nazwa grupy
stopów
Oznakowanie
wg PN-EN
1982:2010*
Skład
chemiczny
%
Sposób
odlewania
1
Własności mechaniczne
minimum
Własności - zastosowanie
R
m
R
ρ0,2
A HB
N/mm
2
%
Stopy
miedź -
cyna
CuSn10-C
CC480K
Cu 88,0 – 90,0
Sn 9,0 –11,0
Ni do 2,0
Pb do 1,0
P do 0,2
GS
GM
GC
GZ
250 130 18 70
270 160 10 80
280 170 10 80
280 160 10 80
odporny na duże obciążenia stałe, zmienne i
uderzeniowe, korozję temperatury do 280°C, ścieranie;
lejność i skrawalność dobra; łożyska, napędy, osprzęt
parowy i wodny, odporny na działanie niektórych
kwasów
CuSn11P-C
CC481K
Cu 87,0 – 89,5
Sn 10,0 – 11,5
P 0,5 – 1,0
GS
GM
GC
GZ
250 130 5 60
310 170 2 85
350 170 5 85
330 170 4 85
własności podobne jak B10; lepsza lejność, skrawalność,
wyższa wytrzymałość i odporność na ścieranie;
wysokoobciążone, szybkoobrotowe, narażone na korozję
łożyska, części maszyn oraz armatura chemiczna
Stopy
miedź –
cyna - ołów
CuSn10Pb10-C
CC495K
Cu 78,0 – 82,0
Sn 9,0 – 11,0
Pb 8,0 – 11,0
Zn, Ni po
max 2,0
GS
GM
GZ
GC
180 80 8 60
220 110 3 65
220 110 6 70
220 110 8
bardzo dobra lejność i skrawalność; odporny na
ścieranie; łożyska i części maszyn pracujących przy
dużych naciskach i szybkościach
CuSn5Zn5Pb5-C
CC491K
Cu 83,0 – 87,0
Sn 4,0 – 6,0
Zn 4,0 – 6,0
Pb 4,0 – 6,0
GS
GM
GC
GZ
200 90 13 60
220 110 6 65
250 110 13 65
250 110 13 65
lejność i skrawalność bardzo dobra; odporny na korozję i
ścieranie do temperatury 230°C; części maszyn, osprzęt
aparatury pojazdów, silników i traktorów narażony na
korozję, ścieranie i ciśnienia do 2,5 MPa
Stop miedź
–
aluminium
CuAl10Fe2-C
CC331G
Cu 83,0 -89,5
Al 8,5 – 10,5
Fe 1,5 – 3,5
Ni max. 1,5
Mn max. 1,0
GS
GM
GC
GZ
500 180 18 100
600 250 20 130
550 200 18 130
550 200 15 130
lejność dobra; bardzo odporny na obciążenia statyczne,
korozję, ściera-nie i podwyższone temperatury; silnie
obciążone części maszyn, silników oraz osprzętu
aparatury narażone na korozję i ścieranie przy
równoczes-nym obciążeniu mechanicznym; stosowane w
przemyśle komunikacyj-nym, okrętowym, chemicznym
itp.

BRĄZY ALUMINIOWE
A. PROSTE (Cu-Al )
B. ZŁOŻONE ( Cu - Al – Mn – Fe – Ni )
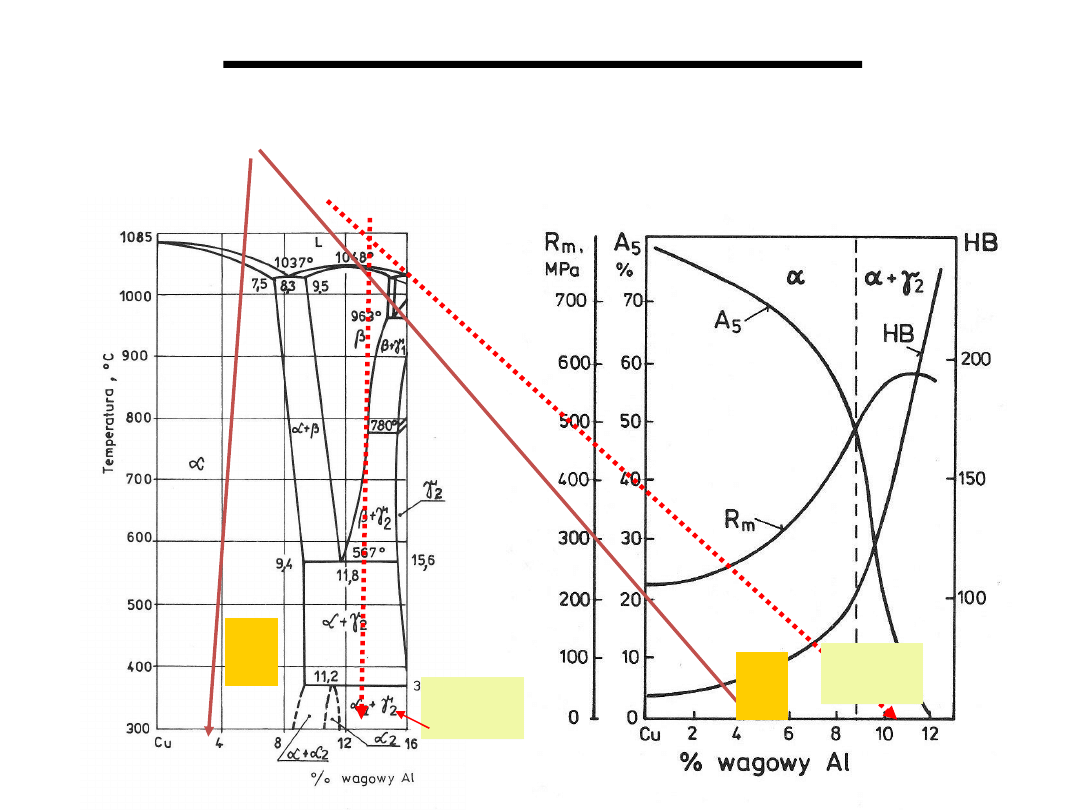
Właściwości brązów
Zależą od budowy fazowej
:
Jednofazowa
wysokie własności plastyczne, mała twardość,
dwufazowe (
+
2
)
twardsze i mniej plastyczne
2
2
2
faza Cu
9
Al
4

STOPY ODLEWNICZE
Na odlewy stosuje się stopy :
-Stopy trójskładnikowe Cu - Al – Fe (2-4%)
-Stopy wieloskładnikowe:
Cu–Al–Fe (2-4%)-Mn(1-2%) lub Cu-Al-Fe-Mn-Ni

Oznaczenia – zgodnie z PN
• CuAl9Fe3
• CuAl10Fe3Mn2
• BA93
• BA1032
Właściwości mechaniczne CuAl10Fe3Mn2
Stan
R
m
min., MPa
A
10
min., %
HB min.
surowy
hartowany 950°C, woda
hartowany jw. i odpuszczony
w 300 ÷ 350°C
hartowany jw. i odpuszczony
w 500 ÷ 600°C
600
600
700
690
12
2
2
15
120
130
320
215
Brązy aluminiowe jako jedyne stopy
miedzi podlegają ulepszaniu cieplnemu
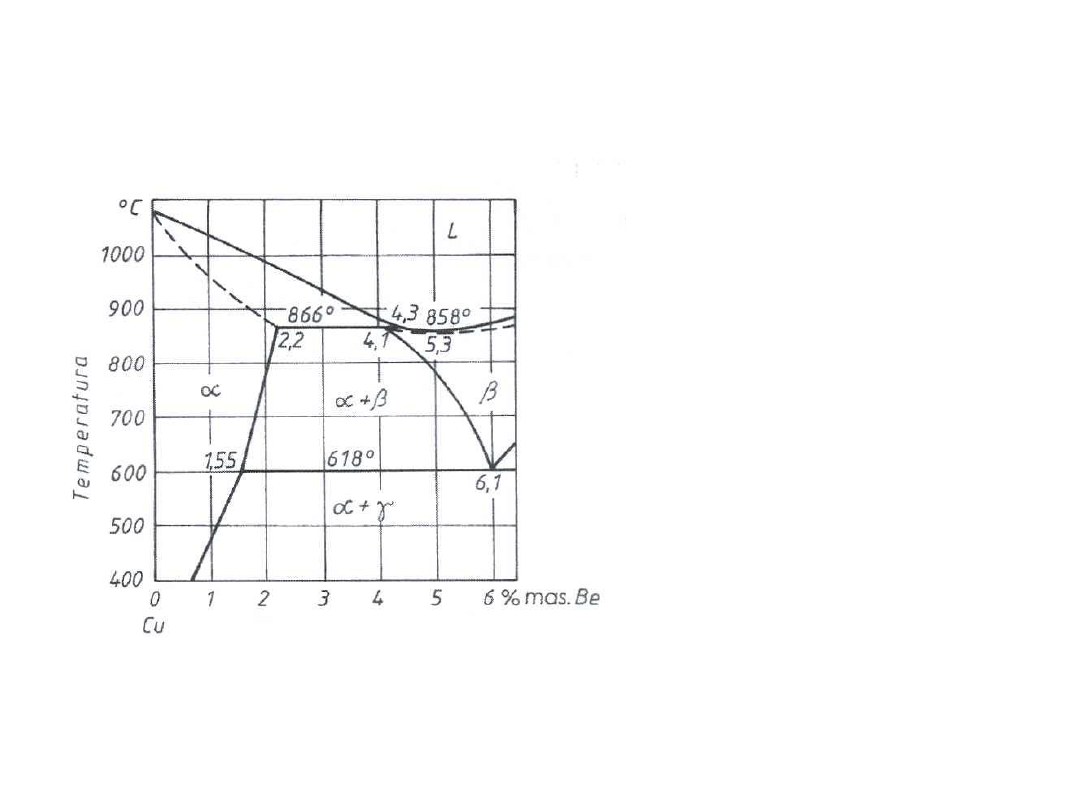
Brązy berylowe (Cu-Be)
Fragment wykresu układu
równowagi Cu-Be
Brązy berylowe
Beryl -metal lekki
r
=1,85 Mg/m
3
Połączenie wytrzymałości i twardości jak
stal ulepszona cieplnie,
odporność na korozję R
m
=1250 MPa,
Zastosowanie m.in.
na szczotki silników elektrycznych
Umacnianie przez utwardzanie wydzieleniowe
lub zgniot
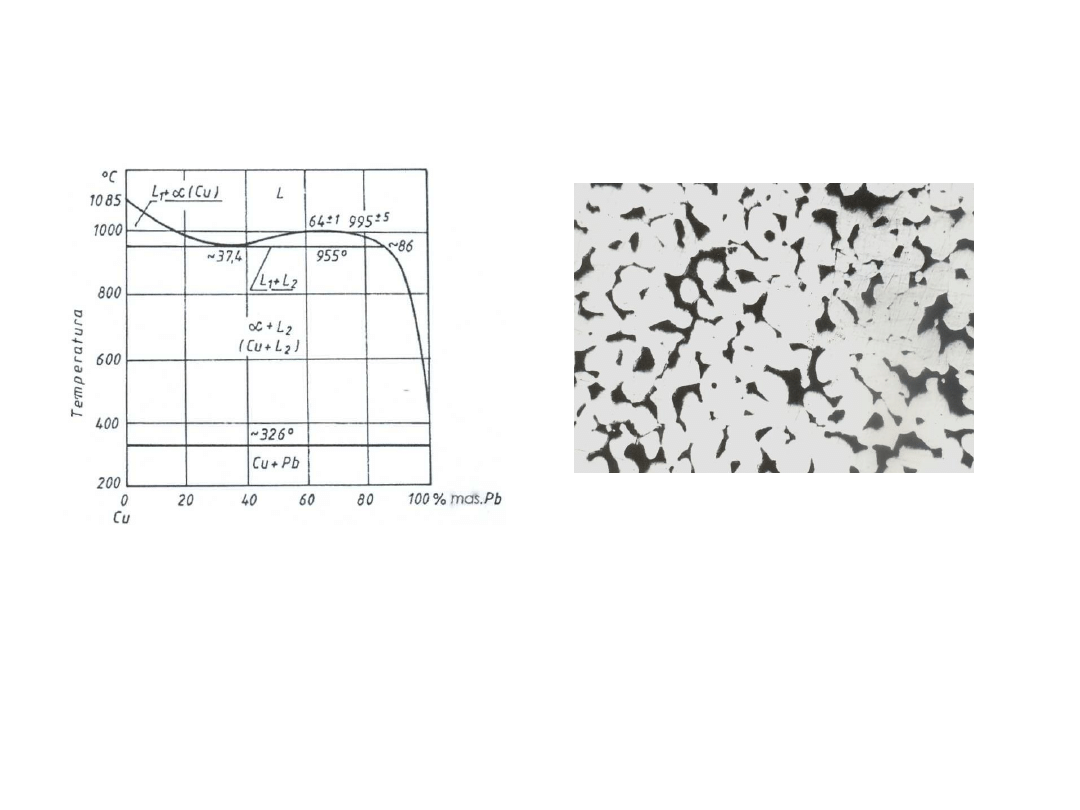
Brązy ołowiowe
Wykres równowagi Cu-Pb
Struktura brązu ołowiowego: jasne ziarna
miedzi, ciemne ołowiu. Bez trawienia
Ołów nie rozpuszcza się w miedzi w stanie stałym
Budowa twarda osnowa miedzi z wydzieleniami czystego ołowiu
stop samosmarujący - ołów wytapia się w wysokiej temp. w przypadku
zacierania łożyska (typowy stop CuPb30)
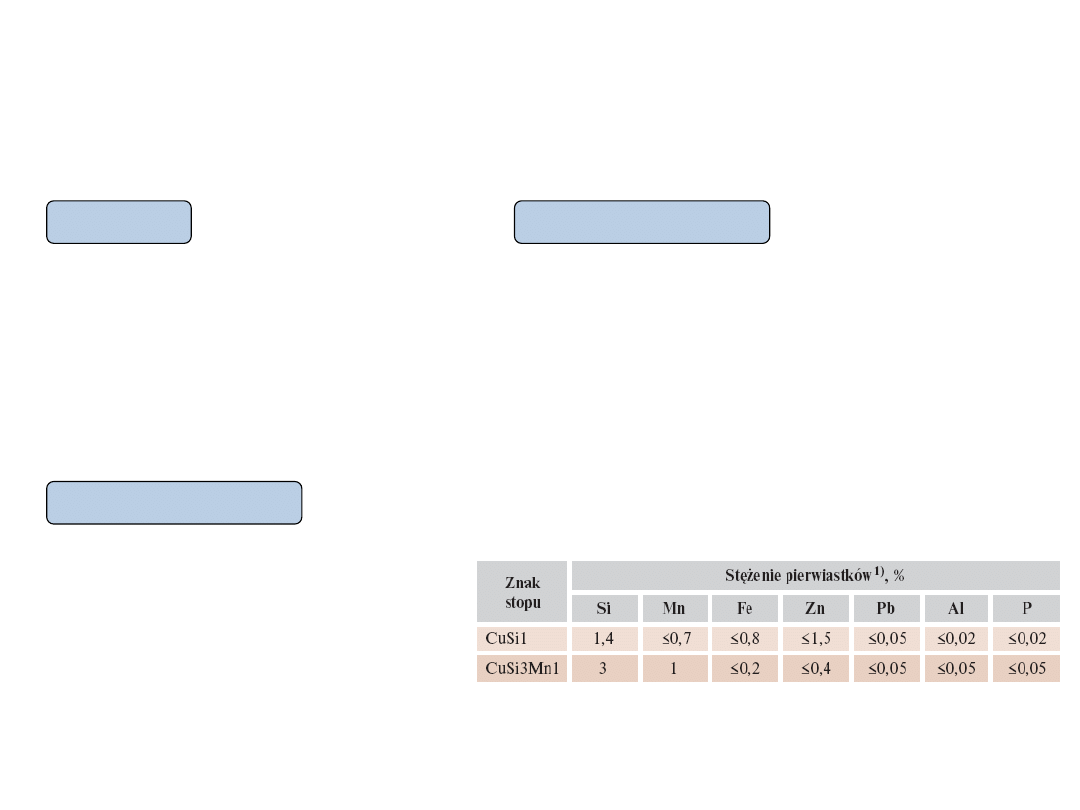
Brązy do obróbki plastycznej –b. krzemowe (Cu-Si)
Skład:
-Si 2,7% -3,5%
-dodatki stopowe:
Mn 1,0% -1,5%
Właściwości:
-wysokie właściwości
wytrzymałościowe
-duża odporność na korozję
-łatwo poddający się przeróbce
plastycznej na zimno
Zastosowanie:
-siatki, śruby, szczególnie w
środowisku morskim
-elementy w przemyśle
chemicznym,
-elementy odporne na ścieranie,
-konstrukcje spawane.
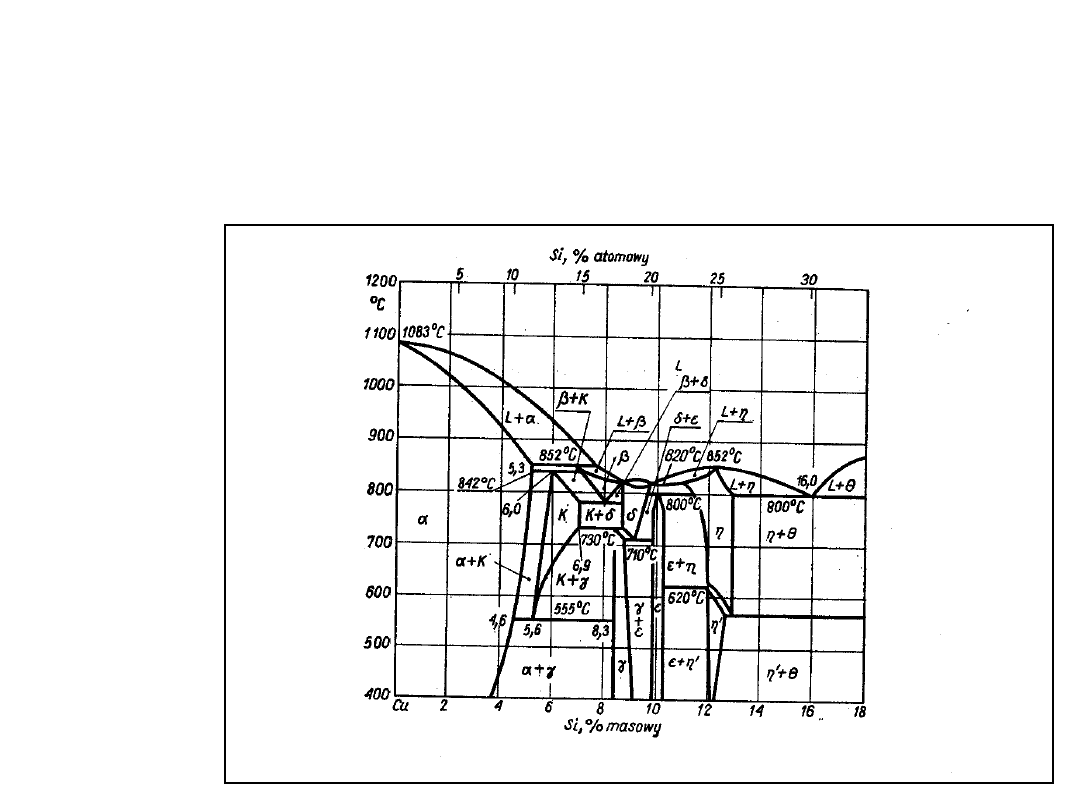
UKŁAD RÓWNOWAGI Cu-Si

Oznaczenia zgodne z PN
• CuSi3Zn3Mn
• BK331

Miedzionikle
• Miedzioniklami nazywane są stopy miedzi, w których głównym dodatkiem
stopowym jest nikiel w ilości 2-45%Mają one dobre własności
wytrzymałościowe, wysoka plastyczność i odporność na korozję. Stopy o
dużej zawartości niklu mają też dużą elektryczną oporność właściwą.
• Miedzionikle o zaw. 5-10% Ni oraz 1% Fe i 0,5% Mn (dla wzrostu
wytrzymałości) są stosowane na rury skraplaczy w przemyśle okrętowym.
Stopy o zaw. 15-25% Ni – do wyrobu moment ze względu na dużą
odporność na ścieranie.
• Szczególnie znane są dwa stopy o międzynarodowych nazwach; nikielina
(ok. 20% Ni) i konstantan ok. 40% Ni). Zbliżony składem do nikieliny jest
stop CuNi19 o bardzo dobrych własnościach plastycznych i dużej
odporności na korozję, stosowany głównie do platerowania. Konstantan
stosowany jest prawie wyłącznie w elektrotechnice. Ponieważ siła
termoelektryczna konstantanu jest duża i rożnie proporcjonalnie z
temperaturą, używa się go często do budowy termopar.
Wybrane miedzionikle odlewnicze
według PN-EN 1982: 2010
Znak
(Numer stopu wg
europejskiego systemu
numerycznego*)
Skład chemiczny, %
Sposób
odlewania
*
Własności
R
m
N/mm
2
R
ρ0,2
N/mm
2
A
%
HB
CuNi10Fe1Mn1-C
(CC 380H)*
Cu min 84,5
Ni 9,0 – 11,0
Fe 1,0
Mn 1,0 – 1,8
GS
GZ
GC
280
280
280
120
100
100
20
25
25
70
70
70
CuNi30Fe1Mn1-C
(CC 381H)*
Cu min 64,5
Ni 29,0 – 31,0
Fe 0,5 – 1,5
Mn do 1,2
GS
GZ
340
340
120
120
18
18
80
80
CuNi30Cr2FeMnSi-C
(CC 382H)*
Ni 29,0 – 32,0
Cr 1,5 – 2,0
Cu reszta
Fe 0,5 – 1,0
Mn 0,5 – 1,0
GS
440
250
18
115
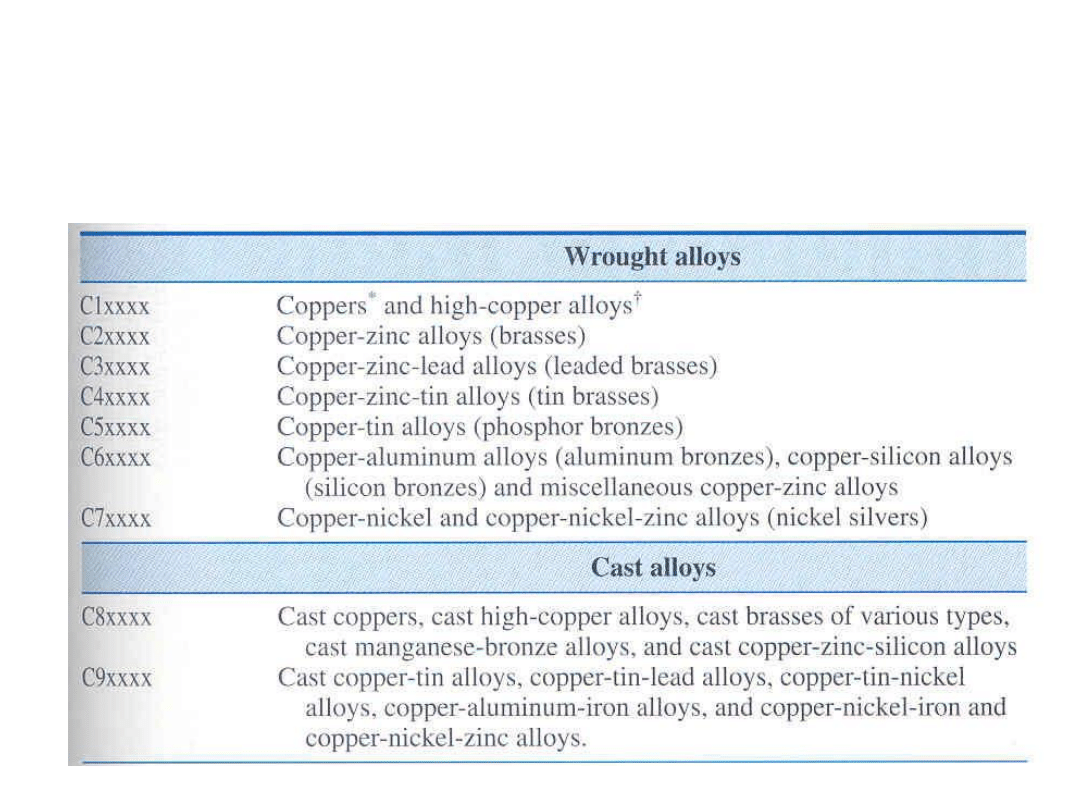
Klasyfikacja stopów miedzi wg UNS
• Znaki C10100 do C79900 opisują
stopy do przeróbki plastycznej
.
• znaki C80000 do C99900 opisują stopy
odlewnicze
.
9-41
Wyszukiwarka
Podobne podstrony:
MAT II 3 Stopy aluminium
Stopy miedzi
Stopy miedzi
ek mat ii optymalizacja funkcji wielu zmiennych
materialoznawstwo stopy miedzi
25 26 B Stopy metali niezelaznych stopy miedzi NOWE
Sprawozdanie- Stopy miedzi, PG inżynierka, Semestr 2, Materiałoznawstwo-laborki
MIEDŹ I STOPY MIEDZI - Lab 11, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cieplnej,
Prezentacja stopy miedzi w chłodzeniu form
C7a stopy miedzi
Odlewnicze Stopy Miedzi
Miedź i stopy miedziCuAlMgLiTi
WML Mat II Zestaw przygotowawczy
Materiały - stopy miedzi, PG inżynierka, Semestr 2, Materiałoznawstwo-laborki
Wyklad23 lista, STUDIA, Matematyka I i II, FiR Mat II kol 2 (1)
Wyklad22 lista, STUDIA, Matematyka I i II, FiR Mat II kol 2 (1)
Tech i Mat II
mowa stopy miedzi, Studia, SEMESTR 3, NOM
więcej podobnych podstron