LABOLATORIUM OBRÓBKI PLASTYCZNEJ
|
||
Temat ćwiczenia: WALCOWANIE |
||
Socha Mariusz grupa:23M |
data: 22.05.1997 |
ocena: |
Celem ćwiczenia jest teoretyczne i praktyczne zapoznanie się z technologią walcowania wzdłużnego oraz określenie wielkości charakterystycznych tego procesu.
Proces walcowania polega na nadawaniu metalowi żądanego kształtu na drodze odkształcenia plastycznego między obracającymi się walcami. Rozróżniamy trzy zasadnicze rodzaje walcowania: wzdłużne, poprzeczne i skośne.
W czasie walcowania wzdłużnego odkształcenie zachodzi między dwoma walcami o osiach równoległych, obracających się w przeciwnych kierunkach. Siła tarcia powoduje wciągnięcie metalu między walce, gdzie następuje odkształcenie, w wyniku którego wysokość początkowa h0 walcowanego pasma zmniejsza się do wysokości h1. Szerokość powiększa się nieznacznie, a długość wzrasta w wyraźny sposób.
Schemat walcowania wzdłużnego.
Materiałem użytym do walcowania jest PA4, średnica walców D = 102 mm. Walcowanie odbywa się dla walców suchych, odtłuszczonych benzyną.
Wyznaczenie kąta chwytu α i współczynnika tarcia μ.
h0 = 4.98mm h1 = 2.39 mm b0 = 20 mm l0 = 50 mm
Wyznaczenie zależności poszerzenia materiału od gniotu.
Lp. |
h0 |
h1 |
Δh |
b0 |
b1 |
Δb |
Δbteoret |
||
1 2 3 4 |
4.99 4.99 4.99 4.99 |
1.80 2.34 2.77 2.74 |
3.15 2.73 2.28 1.83
|
19.54 19.52 19.53 19.53
|
22.25 21.38 20.49 20.52
|
2.71 1.86 0.96 0.99 |
1.457 1.208 0.946 0.695 |
||
Poszerzenie teoretyczne Δbteoret obliczam ze wzoru Gubkina:
gdzie:
R - promień walca;
np. dla próbki nr 1:
Lp. |
h0 |
h1 |
Δh |
b0 |
b1 |
Δb |
Δbteoret |
1 2 3 4 5
|
4.57 4.57 4.57 4.57 4.57
|
1.42 1.84 2.29 2.74 3.46
|
3.15 2.73 2.28 1.83 1.11
|
19.54 19.52 19.53 19.53 19.53
|
22.25 21.38 20.49 20.52 19.93
|
2.71 1.86 0.96 0.99 0.4
|
1.457 1.208 0.946 0.695 0.339 |
Poszerzenie teoretyczne Δbteoret obliczam ze wzoru Gubkina:
gdzie:
R - promień walca;
np. dla próbki nr 1:
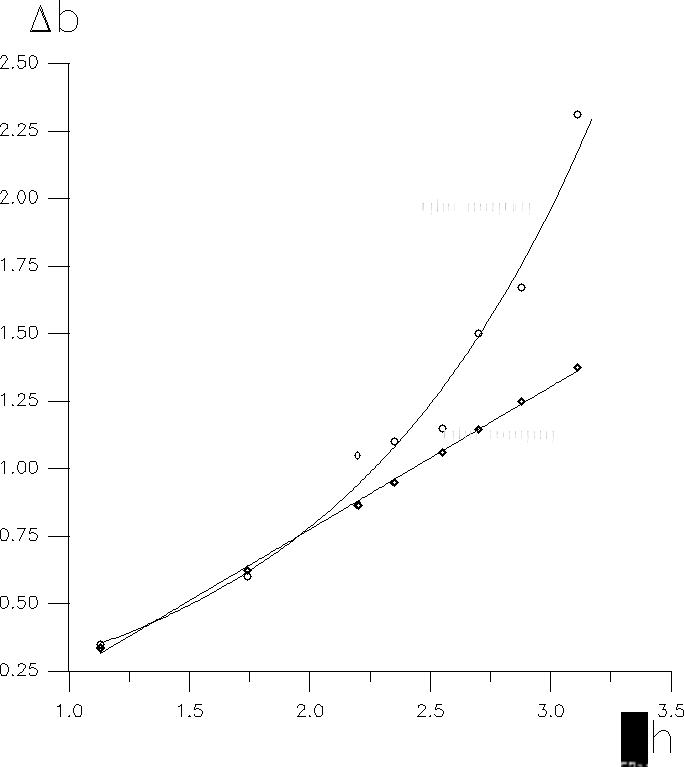
Wykres zależności poszerzenia od gniotu.
Wyznaczenie wyprzedzenia i opóźnienia.
l0 = 304 mm, l1 = 465 mm
b0 = 20 mm
h0 = 2.93 mm, h1 = 1.87 mm
L = 330 mm
wyprzedzenie
praktyczne:
cos
teoretyczne ze wzoru Finka:
opóźnienie
praktyczne:
teoretyczne:
Wielkość prędkości walcowania.
WNIOSKI:
Walcowanie jest jedną z metod obróbki plastycznej, w której kształt materiałom obrabianym nadaje się poprzez odkształcenie plastyczne między obracającymi się walcami i dlatego charakteryzuje się małymi naddatkami materiału. Z wykreślonej krzywej widać, że ze wzrostem wartości gniotu (Δh) wzrasta poszerzenie (Δb). Znaczny wpływ na wartość wskaźnika poszerzenia wywiera prędkość walcowania. Ponieważ ze wzrostem prędkości walcowania współczynnik tarcia zmniejsza się, dlatego wskaźnik poszerzenia ze zwiększeniem prędkości walcowania będzie malał dla wydłużonych stref odkształcenia i rósł dla stref poszerzonych.
Na podstawie wielu obserwacji można wysunąć regułę, że wszystkie dodatki w stali podwyższającej temperaturę mięknienia i topnienia zgorzeliny powodują zwiększenie poszerzenia, dodatki zaś obniżające tę temperaturę - zmniejszają poszerzenie. Ponadto podczas walcowania zauważyliśmy niekorzystne zjawisko jak sprężyste odkształcenia materiału, które powodowały uzyskiwanie wyrobów o grubości większej niż zadana.
Wyszukiwarka
Podobne podstrony:
WALCOW~1 DOC
WALCOWAN DOC
Walcowanie DOC
walcowanie1 doc
~$asa walcowa gara doc
w6 Czołowe przekładanie walcowe o zebach srubowych
europejski system energetyczny doc
KLASA 1 POZIOM ROZSZERZONY doc Nieznany
5 M1 OsowskiM BalaR ZAD5 doc
instrukcja bhp przy obsludze walcow do prostowania i giecia blach
Opis zawodu Hostessa, Opis-stanowiska-pracy-DOC
Messerschmitt Me-262, DOC
Opis zawodu Robotnik gospodarczy, Opis-stanowiska-pracy-DOC
Opis zawodu Położna, Opis-stanowiska-pracy-DOC
Opis zawodu Przetwórca ryb, Opis-stanowiska-pracy-DOC
więcej podobnych podstron