OBRÓBKA PLASTYCZNA
|
Rejman Piotr |
|
TEMAT: Walcowanie. |
DATA: 14.05.1996 |
OCENA:
|
Celem ćwiczenia jest teoretyczne i praktyczne zapoznanie się z technologią walcowania wzdłużnego oraz określenie wielkości charakterystycznych tego procesu.
Proces walcowania polega na nadawaniu metalowi żądanego kształtu na drodze odkształcenia plastycznego między obracającymi się walcami. Rozróżniamy trzy zasadnicze rodzaje walcowania: wzdłużne, poprzeczne i skośne.
W czasie walcowania wzdłużnego odkształcenie zachodzi między dwoma walcami o osiach równoległych, obracających się w przeciwnych kierunkach. Siła tarcia powoduje wciągnięcie metalu między walce, gdzie następuje odkształcenie, w wyniku którego wysokość początkowa h0 walcowanego pasma zmniejsza się do wysokości h1. Szerokość powiększa się nieznacznie, a długość wzrasta w wyraźny sposób.
Schemat walcowania wzdłużnego.
Materiałem użytym do walcowania jest PA4, średnica walców D = 102 mm. Walcowanie odbywa się dla walców suchych, odtłuszczonych benzyną.
Wyznaczenie kąta chwytu α i współczynnika tarcia μ.
h0 = 4.73mm h1 = 2.29 mm b0 = 20 mm l0 = 50 mm
Wyznaczenie zależności poszerzenia materiału od gniotu.
Lp. |
h0 |
h1 |
Δh |
b0 |
b1 |
Δb |
Δbteoret |
1 2 3 4 5
|
4.57 4.57 4.57 4.57 4.57
|
1.42 1.84 2.29 2.74 3.46
|
3.15 2.73 2.28 1.83 1.11
|
19.54 19.52 19.53 19.53 19.53
|
22.25 21.38 20.49 20.52 19.93
|
2.71 1.86 0.96 0.99 0.4
|
1.457 1.208 0.946 0.695 0.339 |
Poszerzenie teoretyczne Δbteoret obliczam ze wzoru Gubkina:
gdzie:
R - promień walca;
np. dla próbki nr 1:
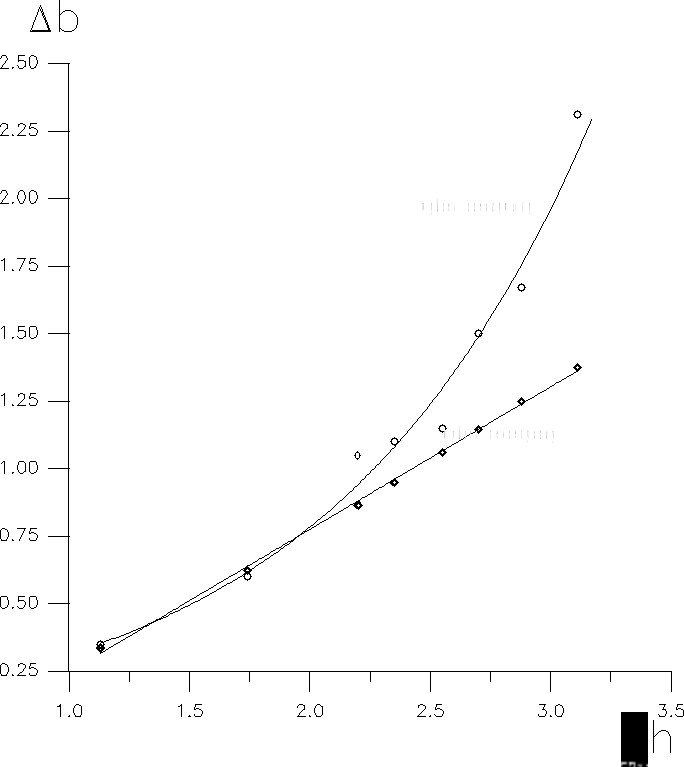
Wykres zależności poszerzenia od gniotu.
Wyznaczenie wyprzedzenia i opóźnienia.
l0 = 304 mm, l1 = 465 mm
b0 = 20 mm
h0 = 2.93 mm, h1 = 1.87 mm
L = 330 mm
wyprzedzenie
praktyczne:
teoretyczne ze wzoru Finka:
opóźnienie
praktyczne:
teoretyczne:
Wielkość prędkości walcowania.
Wyszukiwarka
Podobne podstrony:
LF 96A~2 DOC
O$WIEC~2 DOC
POWIE$~2 DOC
1 WAHA~2 DOC
26 KON~2 DOC
LF 96O~2 DOC
~$LBET~2 DOC
MASZ 6~2 DOC
PLAST ~1 DOC
METR T~2 DOC
J$DROW~2 DOC
PLAST 31 DOC
ĆW8 WY~2 DOC
MIKU$ ~2 DOC
04 ROZ~2 DOC
Twn 13~2 doc
Or Pakowaczka w PRINO-PLAST, Ocena-Ryzyka-DOC
więcej podobnych podstron