„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Jan Lewandowski
Wykonywanie elementów optycznych 731[04].Z1.04
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Zdzisław Anglart
inż. Teresa Piotrowska
Opracowanie redakcyjne:
mgr inż. Jan Lewandowski
Konsultacja:
dr inż. Anna Kordowicz-Sot
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[04].Z1.04
„Wykonywanie elementów optycznych”, zawartego w programie nauczania dla zawodu
optyk-mechanik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
4
2.
Wymagania wstępne
5
3.
Cele kształcenia
6
4.
Materiał nauczania
7
4.1.
Materiały stosowane na elementy optyczne
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2.
Cięcie szkła
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
14
4.2.3. Ćwiczenia
14
4.2.4. Sprawdzian postępów
15
4.3.
Wiercenie otworów w szkle
16
4.3.1. Materiał nauczania
16
4.3.2. Pytania sprawdzające
17
4.3.3. Ćwiczenia
17
4.3.4. Sprawdzian postępów
18
4.4.
Frezowanie szkła
19
4.4.1. Materiał nauczania
19
4.4.2. Pytania sprawdzające
23
4.4.3. Ćwiczenia
23
4.4.4. Sprawdzian postępów
25
4.5. Docieranie
26
4.5.1. Materiał nauczania
26
4.5.2. Pytania sprawdzające
28
4.5.3. Ćwiczenia
28
4.5.4. Sprawdzian postępów
29
4.6. Szlifowanie powierzchni
30
4.6.1. Materiał nauczania
30
4.6.2. Pytania sprawdzające
41
4.6.3. Ćwiczenia
42
4.6.4. Sprawdzian postępów
44
4.7. Polerowanie powierzchni
45
4.7.1. Materiał nauczania
45
4.7.2. Pytania sprawdzające
49
4.7.3. Ćwiczenia
49
4.7.4. Sprawdzian postępów
52
4.8. Centrowanie soczewek
53
4.8.1. Materiał nauczania
53
4.8.2. Pytania sprawdzające
54
4.8.3. Ćwiczenia
54
4.8.4. Sprawdzian postępów
55

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
4.9. Procesy technologiczne elementów optycznych
56
4.9.1. Materiał nauczania
56
4.9.2. Pytania sprawdzające
58
4.9.3. Ćwiczenia
58
4.9.4. Sprawdzian postępów
60
5.
Sprawdzian osiągnięć
61
6.
Literatura
66
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o wykonywaniu elementów
optycznych, sposobach ich mocowania i kontroli podczas obróbki. W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
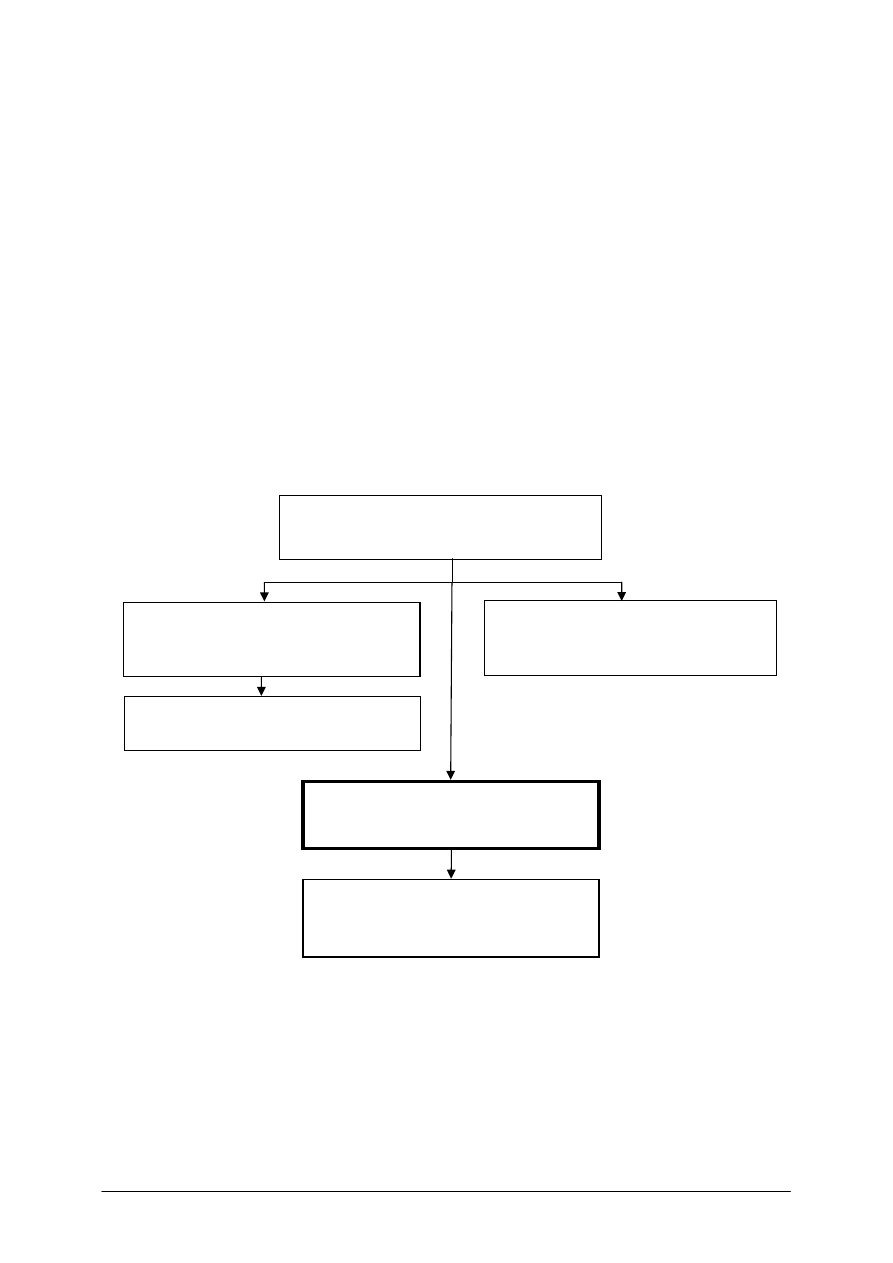
Schemat układu jednostek modułowych
731[04].Z1
Technologia elementów optycznych
731[04].Z1.03
Wykonywanie mechanizmów drobnych
i precyzyjnych
731[04].Z1.01
Charakteryzowanie elementów
optycznych
731[04].Z1.02
Dobieranie przyrządów optycznych
731[04].Z1.04
Wykonywanie elementów optycznych
731[04].Z1.05
Wykonywanie obróbki specjalnej
elementów optycznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu nauczania jednostki modułowej powinieneś umieć:
–
stosować jednostki układu SI,
–
przeliczać jednostki,
–
posługiwać się podstawowymi pojęciami z zakresu fizyki,
–
posługiwać się podstawowymi pojęciami z zakresu charakteryzowania elementów
optycznych, dobieranie przyrządów optycznych,
–
rozróżniać szkice i rysunki wykonawcze,
–
korzystać z różnych źródeł informacji,
–
obsługiwać komputer,
–
współpracować w grupie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
zorganizować stanowisko pracy,
–
odczytać dokumentację techniczną dla elementów optycznych,
–
scharakteryzować materiały na elementy optyczne,
–
dobrać materiał i ocenić przydatność do obróbki,
–
dobrać i przygotować obrabiarki do pracy,
–
dobrać narzędzia niezbędne do obróbki szkła,
–
dobrać materiały pomocnicze do obróbki szkła,
–
określić właściwości poszczególnych sposobów mocowania elementów optycznych do
obróbki,
–
dobrać sposób mocowania elementów optycznych do obróbki,
–
posłużyć się sprzętem pomiarowym,
–
wykonać cięcie szkła,
–
wykonać frezowanie szkła,
–
wykonać docieranie wykonywanych elementów optycznych,
–
wykonać szlifowanie i polerowanie soczewki, pryzmatu, płytki ogniskowej i innych
elementów optycznych,
–
wykonać centrowanie soczewek,
–
zaplanować proces technologiczny wykonania typowych elementów optycznych,
–
skorzystać z dokumentacji technologicznej, norm i poradników,
–
zastosować przepisy bezpieczeństwa i higien pracy, przeciwpożarowe i ochrony
ś
rodowiska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Materiały stosowane na elementy optyczne
4.1.1. Materiał nauczania
Jednym z najczęściej używanych materiałów do produkcji elementów optycznych jest
szkło optyczne. Jest to przechłodzona ciecz o nadzwyczajnej lepkości. W roku 1775 Szwajcar
Pierre’ Guinande zbudował piec do wytopu szkła, który umożliwił uzyskanie szkła
o odpowiedniej jakości.
Szkło optyczne otrzymuje się w piecach płomieniowych lub elektrycznych przez
nagrzewanie i topienie wsadu w donicy ceramicznej lub w tyglu metalowym. Wsadem jest
odpowiednio dobrana mieszanina minerałów. Duże huty produkujące szkło optyczne
wytwarzają go w ponad 200 gatunkach, gdyż duży wybór szkła pozwala na konstrukcję
lepszych układów optycznych.
Najwyższej jakości szkło otrzymuje się z tygli platynowych. Nagrzewanie wsadu odbywa
się bardzo powoli (1
÷
2 doby) z systematycznym powolnym mieszaniem. Studzenie wykonuje
się kilkukrotnie wolnej, aż do otrzymania niekrystalicznej jednorodnej masy tworzącej
przechłodzoną ciecz o nadzwyczaj dużej lepkości. Powolne tempo procesu topienia
i studzenia ma na celu zabezpieczenie masy szklanej przed powstawaniem naprężeń.
Podstawowymi parametrami szkła optycznego są:
−
współczynnik załamania (n),
−
współczynnik dyspersji, zwany też liczbą Abbe’go (γ
d
).
Współczynnik załamania zależy od długości fali świetlnej. Nominalny współczynnik
załamania wyznacza się dla żółtej linii „d” helu i oznacza symbolem n
d
. Oprócz tego mierzy
się również współczynnik załamania dla dwu linii wodoru: niebieskiej „F” i czerwonej „C”,
oznaczając je odpowiednio: n
F
oraz n
C
. Dyspersją średnią szkła nazywa się różnicę n
F
- n
c
.
Współczynnikiem dyspersji, lub liczbą Abbe’go, nazywa się wartość:
C
F
d
d
n
n
n
−
−
=
1
ν
Z analizy wzoru wynika,
ż
e im dyspersja (rozszczepienie) wi
ę
ksza, tym współczynnik
dyspersji jest mniejszy. Ze wzgl
ę
du na warto
ść
współczynnika dyspersji dzieli si
ę
szkło
optyczne na dwie grupy:
−
szkła kronowe (krony) o du
ż
ej liczbie Abbe’go,
−
szkła flintowe (flinty) o małej liczbie Abbe’go.
Przykłady oznacze
ń
szkła wg katalogów polskich:
BK 516-64
borowy kron n
d
= 1,516 ;
ν
d
= 64
F 620-36
flint
n
d
= 1,620 ;
ν
d
= 36
CF 755-27
ci
ęż
ki flint n
d
= 1,755 ;
ν
d
= 27
Szkło optyczne powinno posiada
ć
ni
ż
ej wymienione wła
ś
ciwo
ś
ci:
−
bardzo wysok
ą
jednorodno
ść
,
−
całkowit
ą
bezbarwno
ść
,
−
brak napr
ęż
e
ń
(dwójłomno
ś
ci),
−
jak najmniejsz
ą
p
ę
cherzowato
ść
,
−
bezsmu
ż
ysto
ść
,
−
nisk
ą
absorpcj
ę
ś
wiatła,
−
odporno
ść
na solaryzacj
ę
(tzn. brak
ż
ółkni
ę
cia lub m
ę
tnienia pod wpływem silnego
i długotrwałego nasłonecznienia).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Omawiane wyżej grupy i odmiany szkła optycznego noszą wspólną nazwę szkła
mineralnego, gdyż powstają z przetopienia wsadu mineralnego.
Drugim rodzajem materiału stosowanego na elementy optyczne (w optyce okularowej
i przyrządowej) są szkła organiczne, czyli tworzywa sztuczne o właściwościach fizycznych
zbliżonych do szkła mineralnego. Szkła organiczne wytwarza się metodą polimeryzacji.
Tworzywa mają wiele zalet konstrukcyjnych i technologicznych takich jak: dobra
przepuszczalność światła widzialnego, mały ciężar właściwy, elastyczność i łatwość
formowania podczas produkcji.
Posiadają również wady: należą do nich znaczna rozszerzalność cieplna i mała odporność
na podwyższone temperatury, mała odporność mechaniczna, co wymaga ochrony przed
porysowaniem stosując powłoki utwardzające.
Z wielu polimerów na elementy optyczne stosuje się trzy rodzaje:
−
węglan allilodwuglikolowy znany pod handlowym symbolem CR-39; jest to tworzywo
termoutwardzalne, odlewane w formach szklanych; n
d
= 1,498;
ν
d
= 53,6; ciężar
właściwy 1,32 g/cm
3
; duży skurcz przy polimeryzacji ogranicza jego stosowanie
praktycznie do soczewek okularowych,
−
polimetakrylan metylu (symbol PMMA), termoplast przerabiany przez wtryskiwanie,
prasowanie i obróbkę skrawaniem; n
d
= 1,492;
ν
d
= 57,8; ciężar właściwy 1,19 g/cm
3
,
−
poliwęglan (symbol PC), termoplast stosunkowo miękki kształtowany wyłącznie przez
wtryskiwanie; n
d
= 1,586;
ν
d
= 34,7; ciężar właściwy 1,20 g/cm
3
.
Ciągłe prace laboratoryjne nad modyfikacją tworzyw sztucznych przez tworzenie
kopolimerów o różnych proporcjach składników, zwiększanie ciężaru cząsteczkowego, co
znacznie poprawia właściwości mechaniczne oraz dodatki stabilizatorów podnoszące
odporność chemiczną i na promieniowanie ultrafioletowe pozwalają oczekiwać nowych
sukcesów w zakresie szkieł organicznych.
Na elementy optyczne używane są również kryształy optyczne – materiały drogie
o specjalnych
właściwościach
takich
jak
duża
przepuszczalność
promieniowania
w ultrafiolecie i podczerwieni, dobry stosunek między refrakcją a dyspersją oraz dla
niektórych z nich dobrą odporność mechaniczną i stabilność cieplną. Do wykonywania
elementów optycznych najczęściej stosuje się syntetyczne kryształy optyczne, które są
ważnym uzupełnieniem materiałów optycznych przy produkcji elementów laserowych
przeznaczonych do podczerwieni i ultrafioletu. Tymi materiałami są kryształy kwarcu (SiO
2
),
kalcytu (CaCO
3
), soli kamiennej (NaCl), sylwinu (KCl), fluorytu (CaF
2
). Kryształy te
hodowane są sztucznie. Technologie ich hodowania oraz technologie obróbki stanowią
oddzielną gałąź optyki.
Półfabrykaty elementów optycznych
W produkcji wielkoseryjnej i masowej (m.in. szkieł okularowych) półfabrykatami do
obróbki części optycznych są prasówki. Prasówka ma kształt pojedynczego elementu
z naddatkami na obróbkę. Surowcem do wytwarzania prasówki jest przedpraska, czyli
prostopadłościan uzyskany przez cięcie płyty szklanej, najczęściej rolką z węglików
spiekanych. Następnie przedpraski się waży, a nadmiar masy odłamuje się szczypcami na
narożach, lub zeszlifowywuje. Kolejną operacją jest bębnowanie w celu zaokrąglenia ostrych
krawędzi i naroży, które miałyby tendencję do zawijania się.
Tak przygotowane przedpraski nagrzewa się w piecu elektrycznym lub gazowym do
temperatury 700
÷
1000
°
C i formuje się w matrycach. Soczewki prasuje się zazwyczaj
w matrycach zamkniętych, a pryzmaty w otwartych. Matryce podgrzewa się, gdyż zbyt zimne
powodują pękanie przedprasek; jednak zbyt gorące utrudniają wyjmowanie prasówek.
Stosunek największego do najmniejszego wymiaru prasówki nie powinien być większy niż
15:1; minimalna grubość 2 mm, a pozostałe wymiary gabarytu minimum 10 mm. Naddatek

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
obróbkowy na każdej powierzchni wynosi 0,3
÷
0,7 mm. Głębokość wad powierzchniowych
prasówki nie może przekraczać połowy naddatku obróbkowego. Tolerancje wymiarów
prasówek z matryc zamkniętych wynoszą
±
(0,5
÷
1,5) mm.
W produkcji małoseryjnej półfabrykaty otrzymuje się przez cięcie bloków lub tafli
szklanych. Szkło w blokach huta dostarcza o wymiarach ścisłych, o ograniczonych minimach,
lub dowolnych. Do obróbki najkorzystniejsza jest pierwsza odmiana, jednak cena jest
najwyższa. Szkło taflowe dostarcza się w postaci płyt o grubości do 35 mm.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Czy potrafisz zdefiniować szkło optyczne?
2.
Czy potrafisz wymienić własności szkła optycznego?
3.
Gdzie szukać własności szkła dla danego elementu optycznego?
4.
Do produkcji jakich części optycznych można używać tworzyw sztucznych?
5.
Co to jest katalog szkła optycznego?
6.
Jakie tworzywa sztuczne używamy na elementy optyczne?
7.
Jakich kryształów optycznych używamy do produkcji elementów optycznych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ posługując się katalogami szkieł optycznych właściwości podanych gatunków
szkieł optycznych (CR39, BK 498-65, CF 640-35).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące szkła optycznego
organicznego i mineralnego,
2)
odszukać w materiałach dydaktycznych informacje dotyczące rodzajów i gatunków szkła
optycznego,
3)
odszukać w katalogach szkieł optycznych wskazane symbolami szkła optyczne,
4)
odczytać właściwości wskazanych szkieł,
5)
sporządzić notatkę umieszczając w niej odszukane informacje.
Wyposażenie stanowiska pracy:
−
kartka papieru,
−
długopis,
−
poradnik dla ucznia,
−
katalogi szkieł optycznych mineralnych i organicznych.
Ćwiczenie 2
Posegreguj otrzymane próbki materiałów optycznych i podaj właściwości tych
materiałów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące szkła optycznego
organicznego i mineralnego,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
2)
odszukać w materiałach dydaktycznych informacje dotyczące rodzajów i gatunków szkła
optycznego,
3)
posegregować otrzymane próbki materiałów optycznych,
4)
podać podstawowe właściwości tych materiałów,
5)
sporządzić notatkę umieszczając w niej odszukane informacje.
Wyposażenie stanowiska pracy:
−
kartka papieru,
−
długopis,
−
poradnik dla ucznia,
−
próbki materiałów optycznych,
−
arkusz spostrzeżeń.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić co to jest szkło optyczne?
2)
określić do czego służą tygle platynowe?
3)
określić co to jest norma branżowa dla szkła?
4)
określić co to jest „naprężenie” i „absorpcja”, czego one dotyczą?
5)
wskazać gdzie są podane wymagania dla części optycznej i jakich
parametrów one dotyczą?
6)
określić jakie materiały oprócz szkła musimy na elementy optyczne?
7)
wymienić nazwę kryształów optycznych używanych do wykonania
elementu optycznego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Cięcie szkła
4.2.1. Materiał nauczania
Wykonywanie elementów optycznych jest procesem złożonym i specyficznym, który
powinien być prowadzony w pomieszczeniach na stanowiskach spełniających następujące
wymagania:
–
ś
rednia temperatura powietrza + 20
o
C,
–
oświetlenie miejscowe na każdym stanowisku pracy,
–
umywalki z ciepłą i zimną wodą oraz osadnikami na odpady produkcyjne,
–
oddzielne pomieszczenia dla poszczególnych operacji obróbczych, w szczególności
przeznaczone do mycia elementów płynami łatwopalnymi jak benzyna, spirytus czy
aceton,
–
odpowiednia wentylacja ogólna lub stanowiskowa,
–
zakaz palenia tytoniu.
Obróbka elementów optycznych dzieli się na dwa etapy:
−
obróbkę wstępną – polegającą na wykonaniu z bryły szkła elementu o kształcie
gotowego wyrobu z odpowiednimi zapasami na dalszą obróbkę. Jest to cięcie,
frezowanie, szlifowanie oraz wiercenie otworów,
−
obróbkę wykańczającą – polegającą na uzyskaniu odpowiedniej jakości powierzchni
wykonywanych elementów. Zaliczamy tu docieranie, szlifowanie wykańczające
i polerowanie.
Cięcia szkła
Do wykonania tej operacji możemy używać ostrzy diamentowych, rolek stalowych lub
pił diamentowych w zależności od grubości materiału i rodzaju powierzchni ciętych.
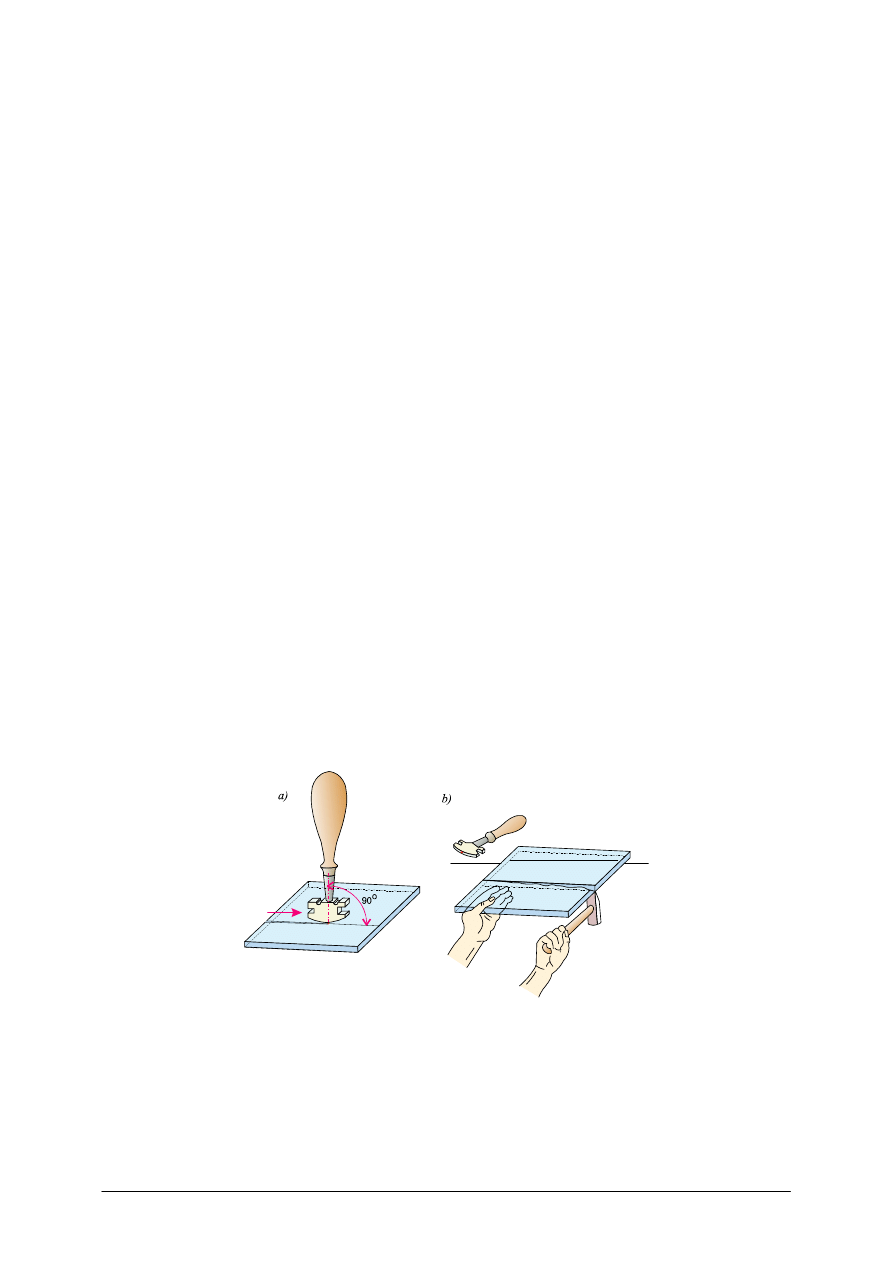
Polerowane tafle szklane o grubości do 6 mm rozcina się diamentem szklarskim.
Wystająca część ziarna diamentowego ma ostrą krawędź tnącą utworzoną przez łupanie
dużych ziaren diamentów syntetycznych. Do rysowania należy diament ustawić prostopadle
do tafli i prowadzić jak na rysunku. 1a wzdłuż liniału.
Rys. 1. Cięcie szkła nożem diamentowym [opracowanie własne]
Dobrze prowadzony diament wydaje charakterystyczny, niski dźwięk i pozostawia na
powierzchni szkła cienką rysę. Po lekkim naciśnięciu tafli przy krawędzi stołu, szkło pęka
wzdłuż rysy. Grubsze tafle łupie się po opukaniu młoteczkiem jak na rysunku 1b.
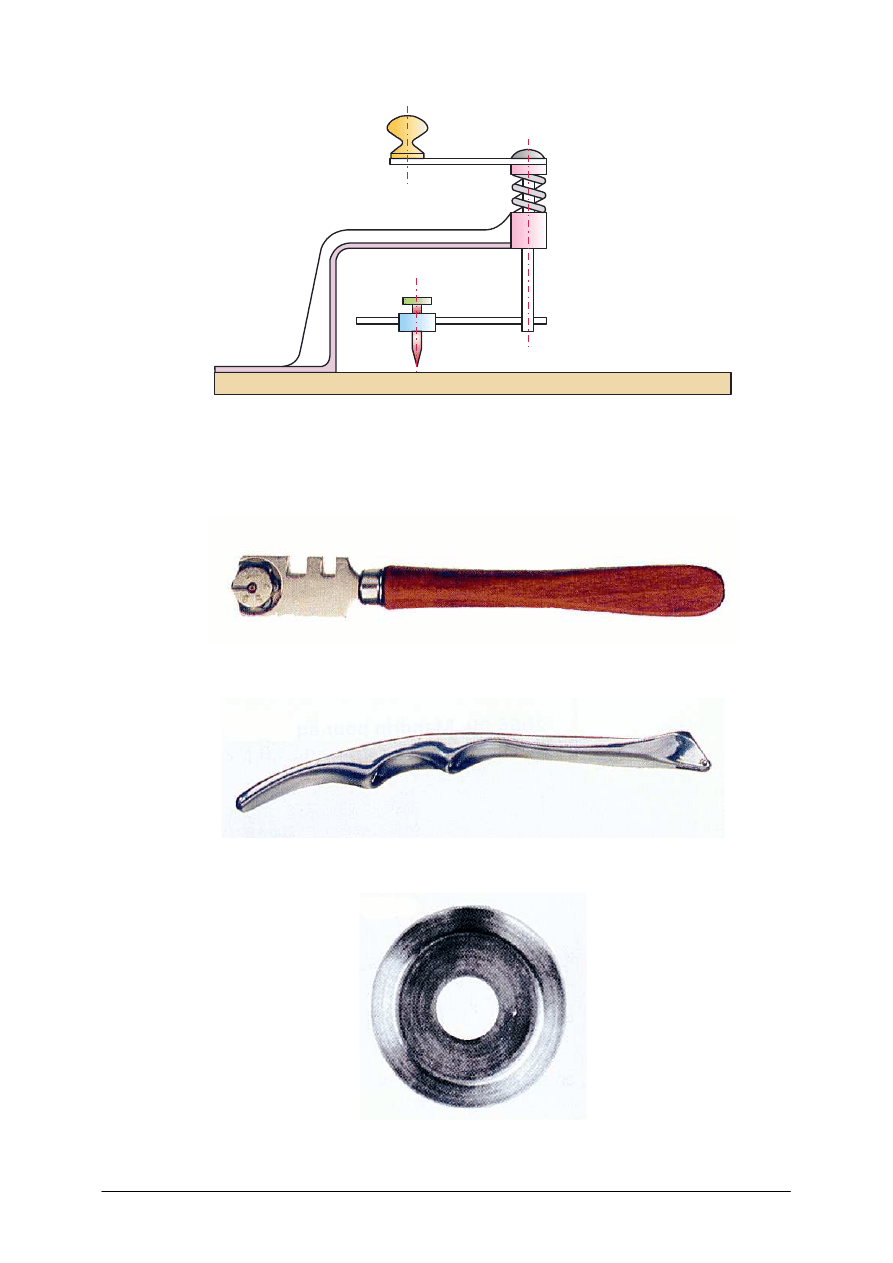
Okrągłe tarcze i pierścienie wycina się przy pomocy rozcinarki kołowej pokazanej na
rysunku 2.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 2. Wycinanie kształtów okrągłych [opracowanie własne]
Grubsze płyty lub tafle matowe przecina się przy pomocy rolki z węglików spiekanych
(rysunek 3 i 4), zakończonej ostro zaszlifowaną krawędzią (rysunek 5).
Rys. 3. Rolka do cięcia szkła [opracowanie własne]
Rys. 4. Rolka do cięcia szkła [opracowanie własne]
Rys. 5. Kształt noża [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
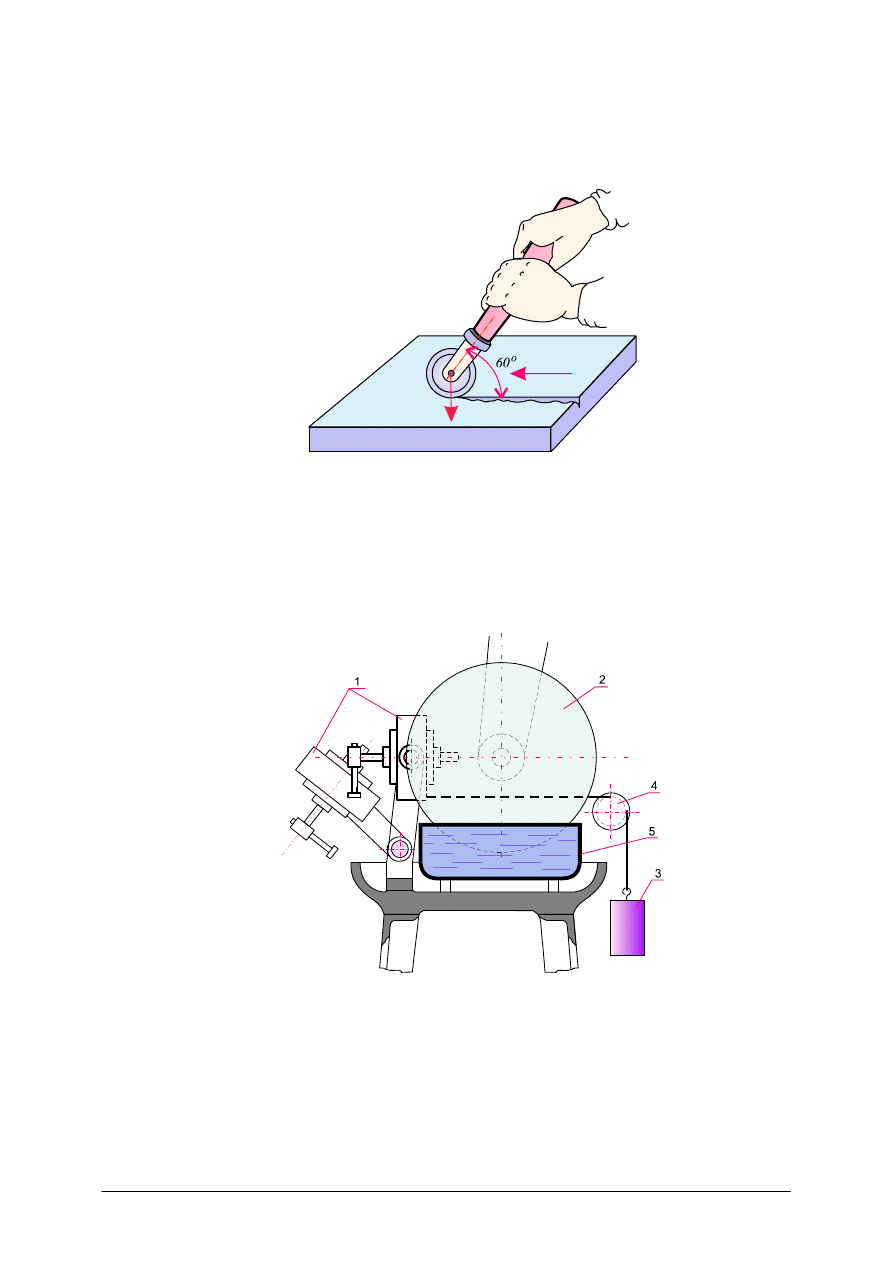
Rolkę, pochyloną jak na rysunek 6 należy mocno dociskać i równocześnie toczyć po
powierzchni szkła. Cienkie i niewielkie tafle łamie się po opukaniu młoteczkiem strony
niezarysowanej.
Rys. 6. Cięcie za pomocą rolki [opracowanie własne]
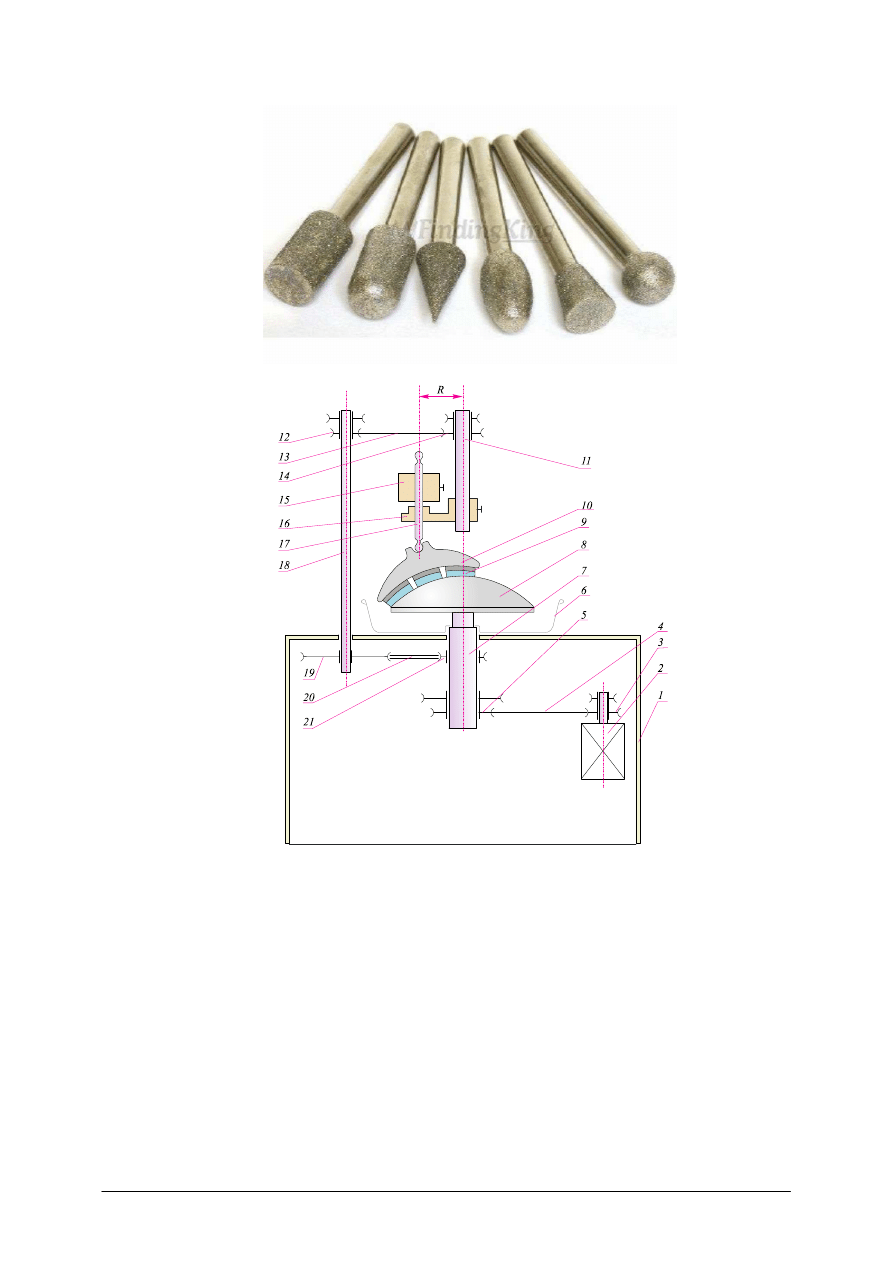
Najczęściej stosowanym sposobem cięcia szkła optycznego jest przecinanie piłami.
Ostrza tnące tworzą diamentowe ziarna zatopione w mosiądzu na obwodzie stalowej tarczy
o średnicy 250
÷
400 mm i grubości 1,8 mm. Prędkość obwodowa tarczy wynosi około 25 m/s.
Przesuw materiału względem narzędzia nie może być sztywny jak w obrabiarkach do metali,
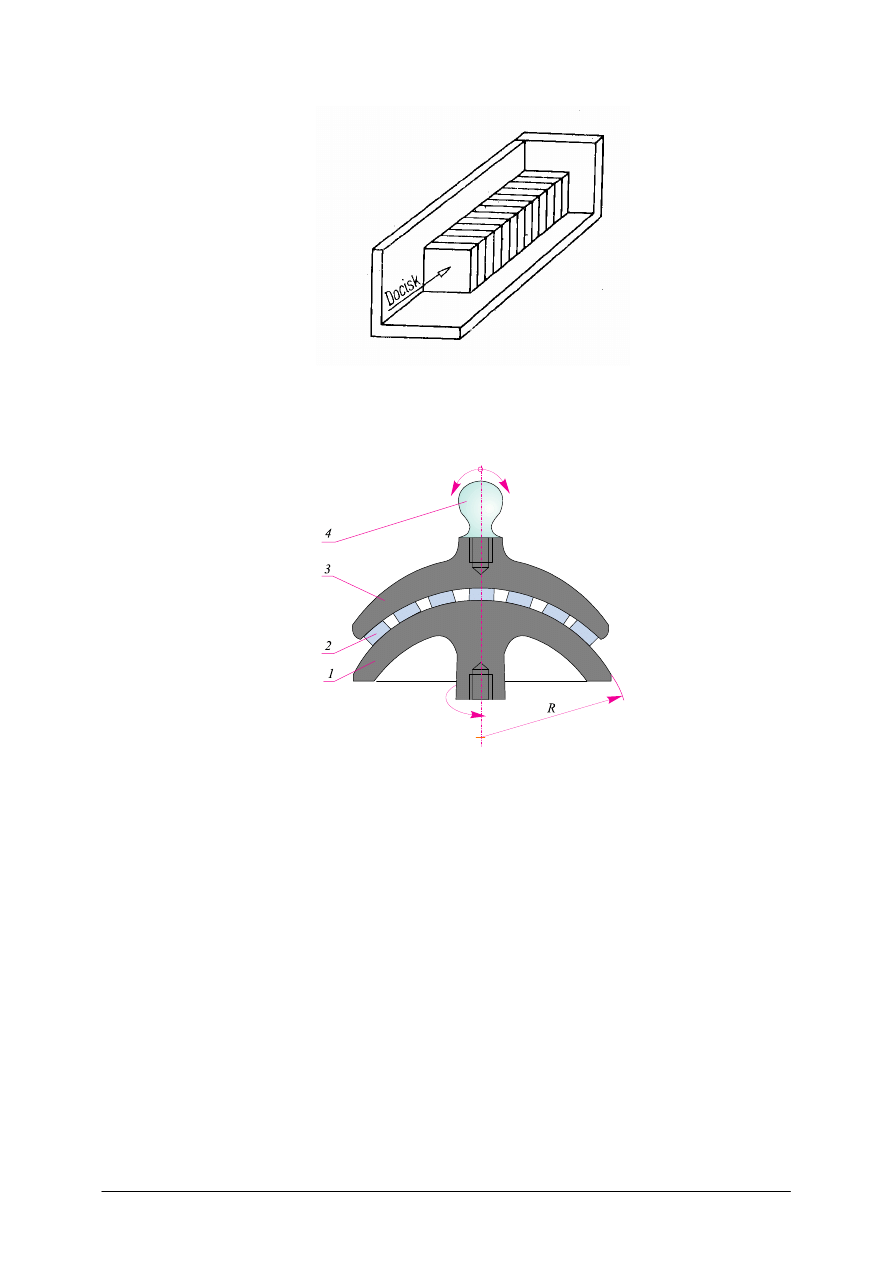
gdyż ewentualne chwilowe przeciążenia groziłyby pękaniem szkła. Schemat piły do szkła
przedstawia rysunek 7.
Rys. 7. Schemat piły do cięcia szkła [opracowanie własne]
Blok szkła 1dociskamy do tarczy 2 ciężarkiem 3, przewieszonym przez rolkę 4. W celu
uniknięcia naprężeń w szkle wskutek jego nagrzewania przez tarcie ziaren diamentowych,
stosuje się obfite chłodzenie przez zanurzenie dolnej części tarczy w wanience 5 wypełnionej
wodą z dodatkiem nafty. Szerokość przecięcia wynosi 2 mm, a uzyskana dokładność
wymiarów około
±
0,25 mm. Znacznie wyższą dokładność uzyskuje się na piłach sterowanych
numerycznie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
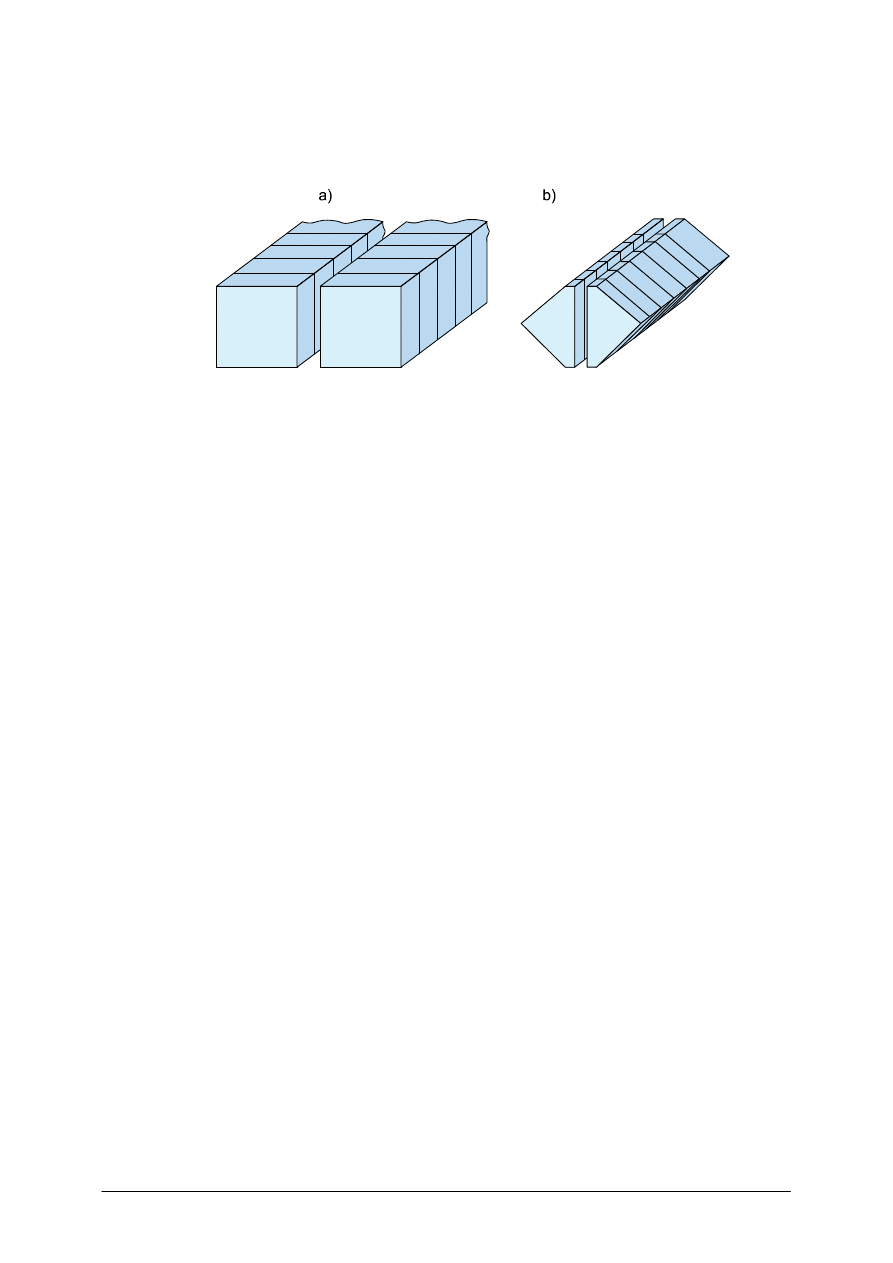
Cięcie na piłach stosuje się nie tylko do przecinania bloków i tafli szkła na półfabrykaty,
lecz również do rozcinania zespolonych przez sklejenie słupków na kwadraty (rysunek 8a),
trójkąty (rysunek 8b).
Rys. 8. Rozcinanie zespolonych słupków: a) na kwadraty, b) na trójkąty [opracowanie własne]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakimi narzędziami możemy ciąć szkło?
2.
Jakie płyty szklane tniemy za pomocą noża diamentowego?
3.
W jaki sposób tniemy rolką?
4.
Do czego służy piła diamentowa?
4.2.3. Ćwiczenia
Ćwiczenie 1
Dokonaj cięcia płyty szklanej za pomocą rolki wg otrzymanego rysunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacji dotyczących cięcia szkła,
2)
odszukać w materiałach dydaktycznych informacji dotyczących rodzajów narzędzi do
cięcia szkła,
3)
przygotować stanowisko do cięcia płyt szklanych za pomocą rolki,
4)
skompletować narzędzia i pomoce potrzebne do wykonania zadania,
5)
odczytać rysunek,
6)
przygotować narzędzia pomiarowe,
7)
wykonać cięcie płyty na wymiary wskazane na rysunku,
8)
sprawdzić wykonane elementy.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
rysunki wykonawcze do wykonania zadania,
−
płyty szklane do pocięcia,
−
rolki do cięcia,
−
liniały do cięcia szkła,
−
suwmiarki i kątowniki.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Ćwiczenie 2
Dobierz narzędzia do:
a)
cięcia polerowanej płyty ze szkła mineralnego o grubości 4 mm,
b)
wycięcia krążka o średnicy 100 mm z płyty ze szkła mineralnego,
c)
cięcia polerowanej płyty ze szkła mineralnego o grubości 10 mm,
d)
cięcia bloku szkła mineralnego,
e)
cięcia płyty ze szkła organicznego o grubości 15 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacji dotyczących cięcia szkła,
2)
odszukać w materiałach dydaktycznych informacji dotyczących rodzajów narzędzi do
cięcia szkła,
3)
dobrać narzędzia do cięcia szkła dla poszczególnych przykładów,
4)
sporządzić notatkę z wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
komplet narzędzi do cięcia szkła,
−
katalogi narzędzi do cięcia szkła,
−
kartka A4.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić narzędzia do cięcia szkła?
2)
scharakteryzować cięcie za pomocą noża diamentowego?
3)
scharakteryzować cięcie za pomocą rolki?
4)
scharakteryzować cięcie za pomocą piły diamentowej?
5)
omówić budowę piły diamentowej?
6)
dobrać narzędzia do cięcia szkła optycznego?
7)
ciąć szkło optyczne w bloku?
8)
ciąć płyty szklane?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.3. Wiercenie otworów w szkle
4.3.1. Materiał nauczania
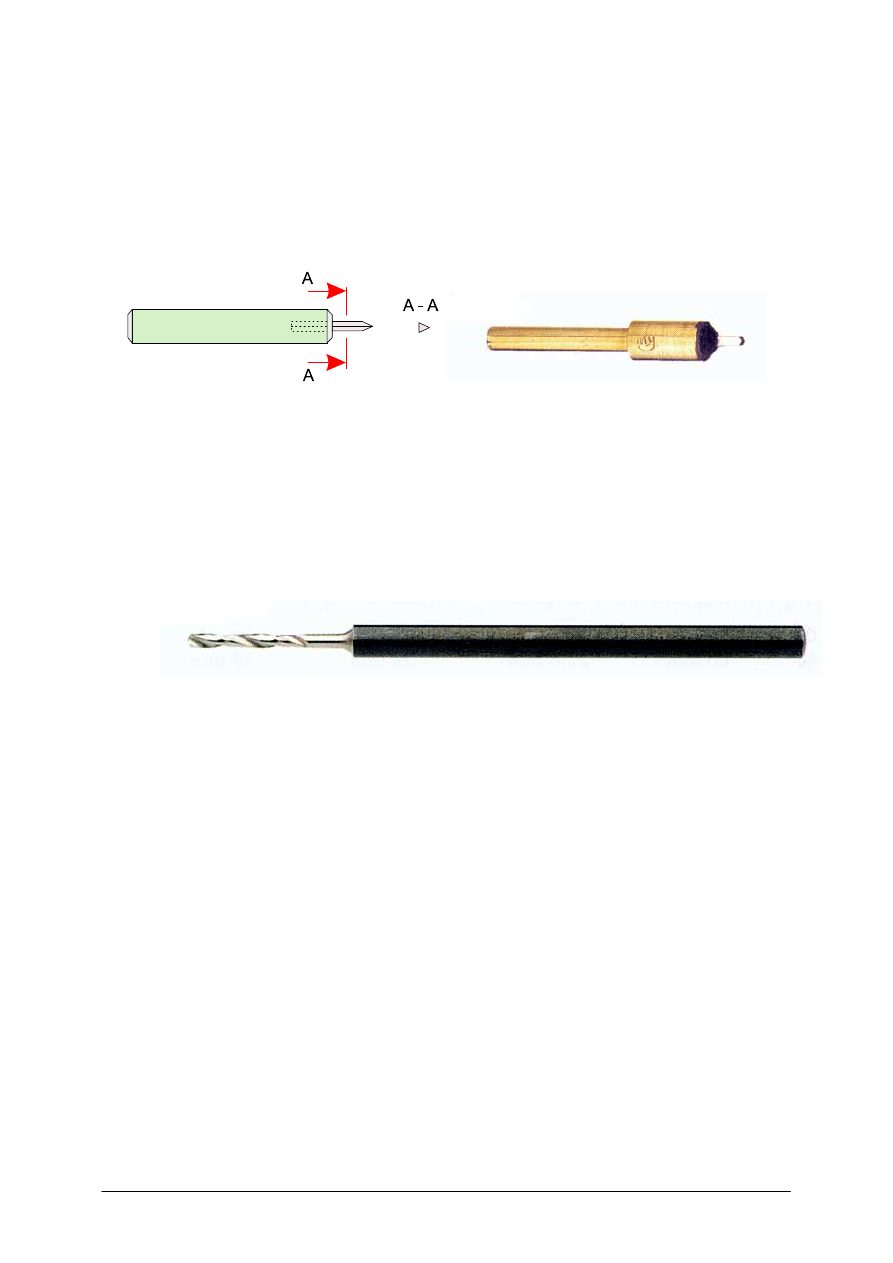
Bardzo małe otwory o średnicy do 3 mm wierci się za pomocą wiertła diamentowego
(rysunek 9), którego część skrawająca wykonana jest z podłużnego odłamka diamentu
syntetycznego.
Rys. 9. Wiertła diamentowe [opracowanie własne]
Po zatopieniu ziarna twardym lutem w stalowej, walcowej oprawce szlifuje się diament
współosiowo z oprawką na graniastosłup o przekroju trójkąta równobocznego, a wystający
koniec na ostrosłup foremny z wierzchołkiem w osi cylindra oprawki. Wiercenie wykonuje
się na szybkoobrotowej, precyzyjnej wiertarce. W czasie wiercenia należy wiertło często
wycofywać do góry, a miejsce obróbki zwilżać terpentyną lub naftą.
Otwory o średnicy 3
÷÷÷÷
15 mm wierci się przy pomocy wierteł piórkowych lub spiralnych
z ostrzem z węglików spiekanych (rysunek 10). Kąt wierzchołkowy tych wierteł wynosi
około 80
°
.
Rys. 10. Wiertło spiralne [opracowanie własne]
Otwory w szkle o średnicach powyżej 3 mm można wykonywać także przez
wyszlifowanie ściernicą trzpieniową walcowo – stożkową, walcową lub ostrołukową.
Najlepiej do tego celu nadają się ściernice z ziarnem diamentowym naturalnym (oznaczone na
metryczce literą „D”), diamentowym syntetycznym (oznaczenie „SD”), lub karborundowym
(oznaczenie „C”).
Ostre krawędzie otworów są bardzo podatne na wyszczerbienia, z tendencją do pęknięć.
Dlatego wykonane otwory należy fazować, najlepiej dwustronnie, przy pomocy
drobnoziarnistej ściernicy trzpieniowej walcowo-stożkowej. Szlifowanie i fazowanie
otworów ściernicami trzpieniowymi wykonuje się na wiertarce, analogicznie jak wiercenie.
W czasie wiercenia i fazowania należy oczy osłaniać okularami ochronnymi.
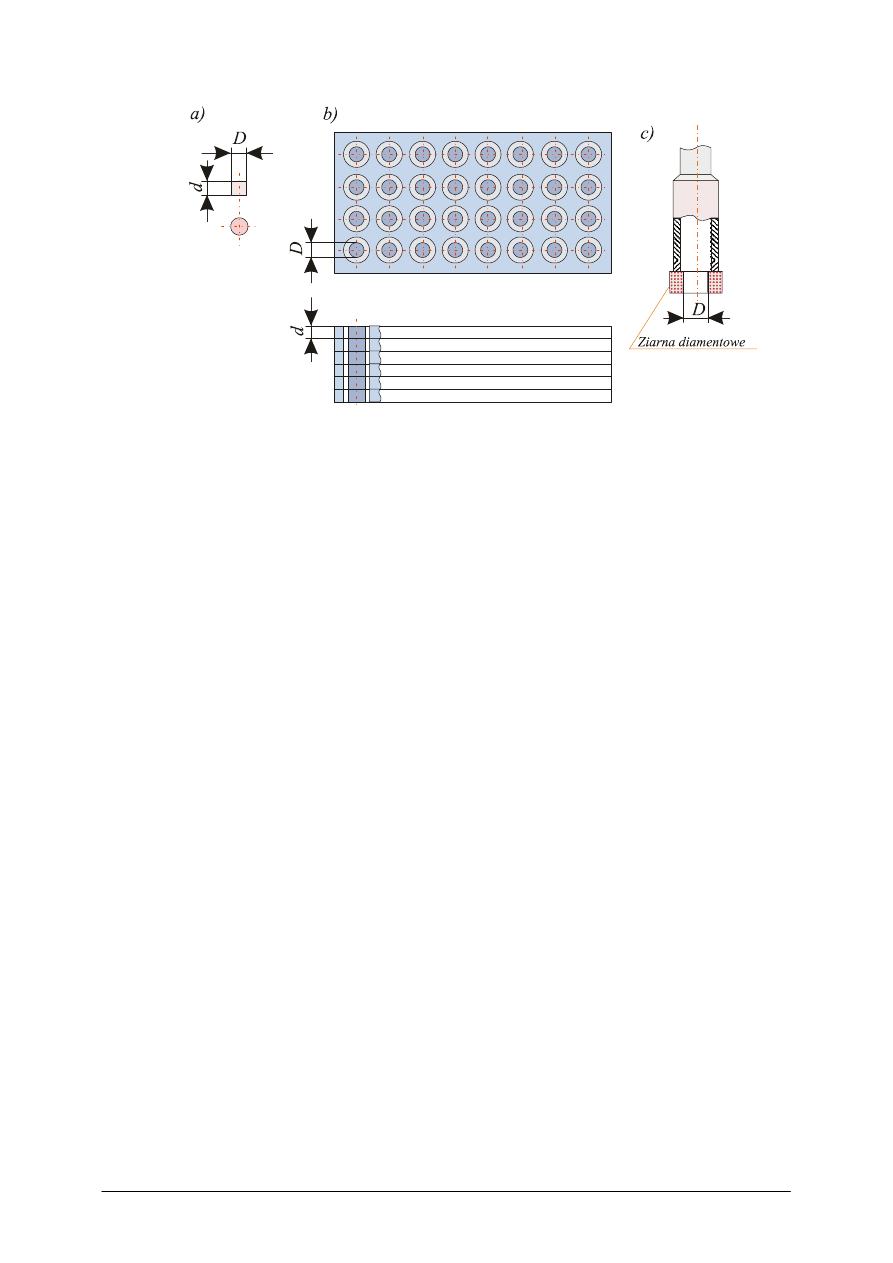
Otwory powyżej 10 mm można wykonywać operacją wiercenia trepanacyjnego przy
pomocy rurkowego freza z ziarnem diamentowym (rysunek 11).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Rys. 11. Wiercenie za pomocą wiertła trepanacyjnego [opracowanie własne]
Wiercenie trepanacyjne polega na usuwaniu pierścieniowych warstw szkła, przy czym
powstaje krążek materiału o żądanej średnicy zewnętrznej D, równej wewnętrznej średnicy
freza rurkowego. Operację wiercenia trepanacyjnego stosuje się często do otrzymywania
w produkcji seryjnej półfabrykatów do dalszej obróbki soczewek i okrągłych płytek
(ogniskowych, ochronnych). Wiercenie trepanacyjne wykonuje się najczęściej na kilku
płytach sklejonych w blok jak na rysunek 11b. Po wierceniu wyjmuje się pozostałe w środku
słupki, a po ich rozklejeniu otrzymuje się płytki (jak na rysunku 11a) do dalszej obróbki.
Wiercenie trepanacyjne zastępuje dwie operacje: cięcia i zaokrąglania.
Wykonywanie otworów o dowolnym kształcie i wymiarach w różnych materiałach
(także w szkle, ceramice, metalach) umożliwiają wiertarki i frezarki laserowe.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakimi narzędziami możemy wiercić otwory w szkle?
2.
Jakiego rodzaju otwory możemy wykonać za pomocą wierteł piórkowych?
3.
Jakiego rodzaju otwory możemy wykonać za pomocą wierteł trepanacyjnych?
4.
Jakiego rodzaju otwory możemy wykonać za pomocą wiertarek laserowych?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wywierć otwory wg wskazanego rysunku w płycie ze szkła mineralnego i organicznego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1)
odszukać w materiałach dydaktycznych informacji dotyczących wiercenia otworów
w szkle optycznym,
2)
odszukać w materiałach dydaktycznych informacji dotyczących wierteł stosowanych do
szkła optycznego,
3)
odszukać w materiałach dydaktycznych informacji dotyczących trasowania otworów,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4)
dobrać przybory i narzędzia do trasowania,
5)
dobrać przyrządy pomiarowe,
6)
dobrać wiertła do wykonania otworów,
7)
odtarasować otwory na płytach szklanych wg rysunku,
8)
wykonać otwory w płycie ze szkła mineralnego,
9)
wykonać otwory w płcie ze szkła organicznego,
10)
sprawdzić wykonane otwory.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
przyrządy traserskie,
−
wiertła do wiercenia otworów w szkle mineralnym i organicznym,
−
rysunek do wykonania otworów,
−
przyrządy pomiarowe do wykonywania pomiarów liniowych.
Ćwiczenie 2
Dobierz narzędzia do wywiercenia otworów:
–
o średnicy 2 mm,
–
o średnicy 8 mm,
–
o średnicy 15 mm,
oraz do fazowania otworów o średnicy 10 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacji dotyczących wiercenia otworów
w szkle optycznym,
2)
odszukać w materiałach dydaktycznych informacji dotyczących wierteł stosowanych do
szkła optycznego,
3)
dobrać wiertła do wykonania wskazanych otworów,
4)
sporządzić notatkę z wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
przyrządy traserskie,
−
komplet wierteł do wiercenia otworów w szkle mineralnym i organicznym,
−
katalogi narzędzi do wiercenia otworów szkle optycznym,
−
kartka papieru formatu A4.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować wiertła do szkła?
2)
scharakteryzować wiercenie otworów w szkle optycznym?
3)
omówić budowę wiertła piórkowego?
4)
scharakteryzować budowę wiertła rurkowego?
5)
dobrać narzędzia do wiercenia otworów w szkle optycznym?
6)
wywiercić otwory o różnych średnicach w szkle optycznym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.4. Frezowanie szkła
4.4.1. Materiał nauczania
Frezarki do zgrubnej obróbki płaskich powierzchni szklanych przypominają budową
frezarki do metali, jednak frezy do szkła są w istocie ściernicami diamentowymi.
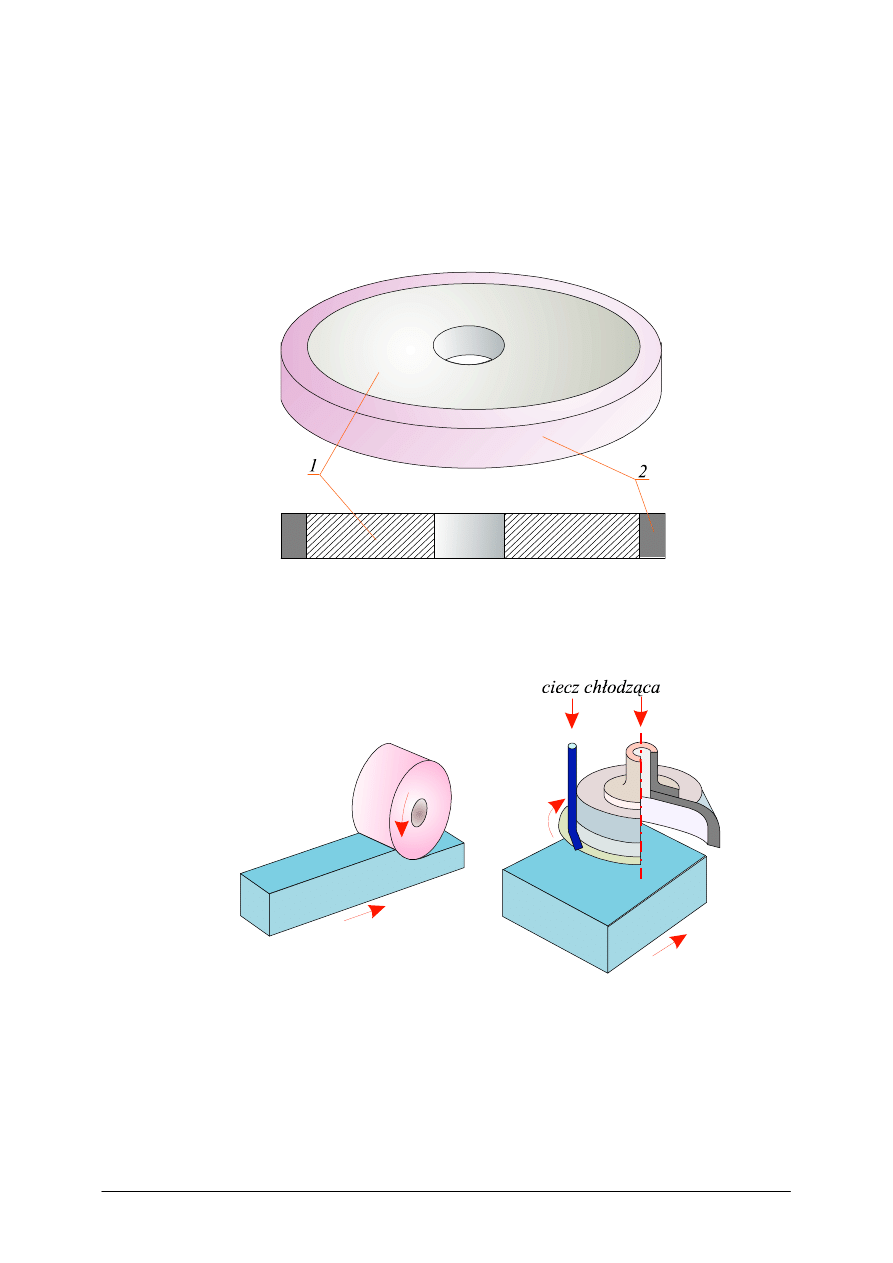
Rys. 12. Frez do szkła (ściernica diamentowa) [opracowanie własne]
Frez do szkła (rysunek 12) posiada stalowy korpus 1 oraz warstwę skrawającą grubości
2
÷
6 mm, która składa się z ziaren diamentowych osadzonych w osnowie zazwyczaj ze stopu
miedzi.
a)
b)
Rys. 13. Frezy do szkła: a) walcowy, b) garnkowy [opracowanie własne]
Do frezowania większych płaszczyzn używa się frezów walcowych (rysunek 13a) lub
garnkowych (rysunek 13b). Do wstępnego frezowania stosuje się ziarna diamentowe 150
µ
m
(średni wymiar gabarytu ziarna), do dokładnego ziarna ok. 100
µ
m, a do bardzo dokładnego
60
µ
m. Obrabiany materiał i narzędzie chłodzi się obficie emulsją wody z dodatkiem 5%
oleju.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Mocowanie obrabianych przedmiotów odbywa się w mechanicznych uchwytach,
zaciskach sprężystych lub próżniowych, albo do magnetycznego stołu (na stalowej płycie są
przyklejone elementy do obróbki).
Do produkcji wielkoseryjnej stosuje się frezarki z przezbrajanymi kilkoma jednostkami
obróbczymi; każda napędzana własnym silnikiem. Wydajność takich frezarek jest bardzo
wysoka, a jeden operator obsługuje równocześnie 2
÷
4 obrabiarek.
Po frezowaniu otrzymuje się dużą dokładność kształtu i wymiarów, jednak chropowatość
powierzchni jest duża (średnio Rz = 10
µ
m). Z tego powodu przed polerowaniem stosuje się
operację docierania, lub szlifowania drobnego luźnym ścierniwem.
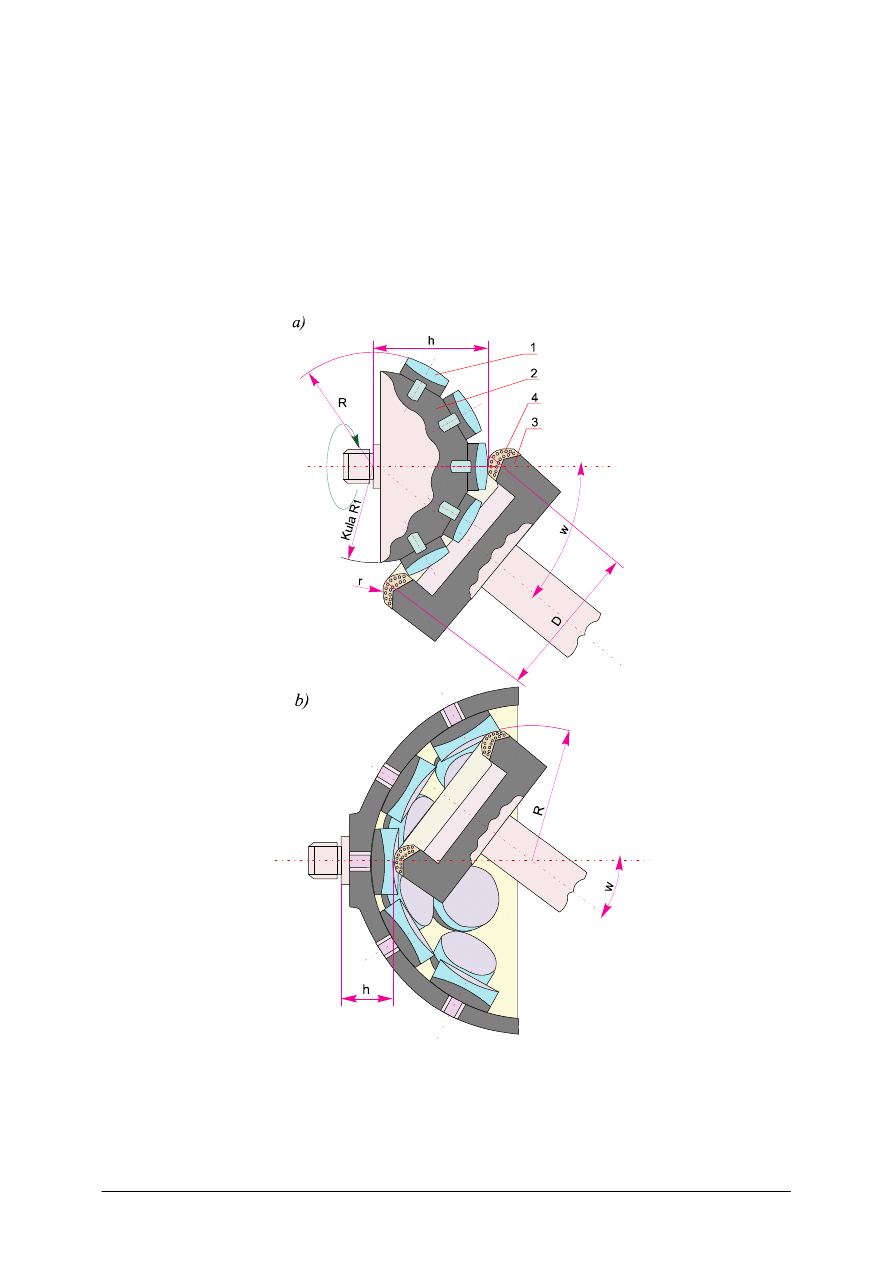
Rys. 14. Schemat frezowania powierzchni sferycznych: a) wypukłych, b) wklęsłych [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Frezowanie powierzchni sferycznych wypukłych przedstawia rysunek 14a, zaś
powierzchni wklęsłych rysunek 13b. Przy obróbce powierzchni wypukłych półfabrykaty 1
przykleja się do metalowego narzędzia 2 z powierzchnią kulistą o promieniu R
1
, ze względu
na kształt zwanego „grzybem”. Do „grzyba” przykręcone są podkładki odpowiedniej grubości
i kształtu służące do przyklejenia półfabrykatów, które mają być obrobione na powierzchnie
sferyczne o promieniu R.
Frezowanie wykonuje się frezem garnkowym 3 z nasypem diamentowym 4.
W zależności od parametrów D oraz r dysponowanych frezów należy oś wrzeciona
narzędziowego skręcić względem grzyba o kąt w obliczony ze wzoru:
)
(
2
sin
r
R
D
w
+
=
Podczas obróbki wrzeciona grzyba i freza obracają się wokół własnych osi. Obróbkę
wszystkich grzybów w serii wykonuje się do jednego wymiaru h, co pozwala utrzymać
bardzo mały rozrzut grubości frezowanych soczewek.
Analogicznie frezuje się powierzchnie wklęsłe półfabrykatów przyklejonych do wkładek,
które są wkręcone do czaszy kulistej (rysunek 14b). Wymagany promień R wklęsłej
powierzchni sferycznej uzyskuje się przez skręcenie wrzeciona narzędziowego względem
wrzeciona czaszy o kąt obliczony ze wzoru:
)
(
2
sin
r
R
D
w
−
=
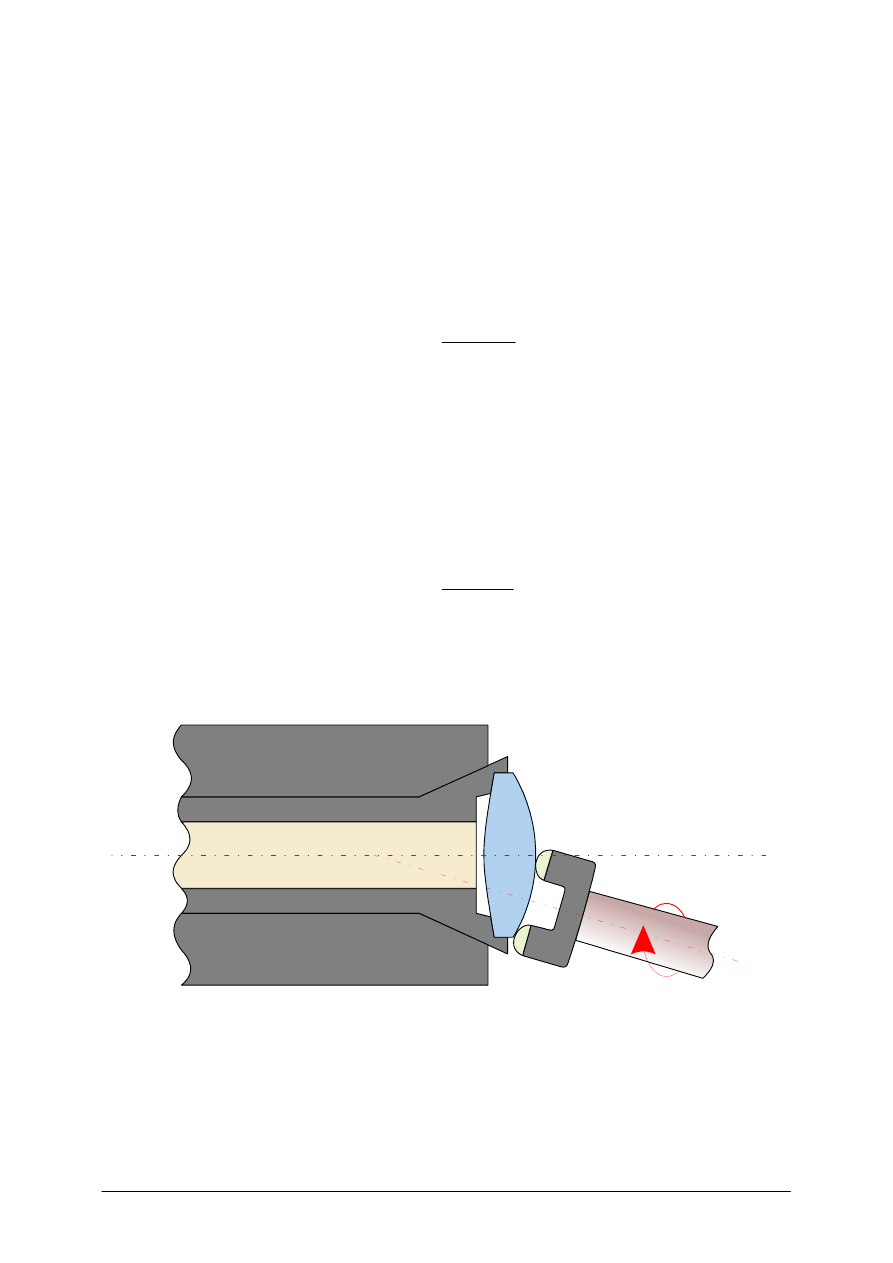
Pojedyncze soczewki do frezowania powierzchni sferycznych mocuje się w zacisku jak
na rysunek 15.
a)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
b)
c)
Rys. 15. Schemat frezowania pojedynczej soczewki: a) [opracowanie własne]
b), c) [http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
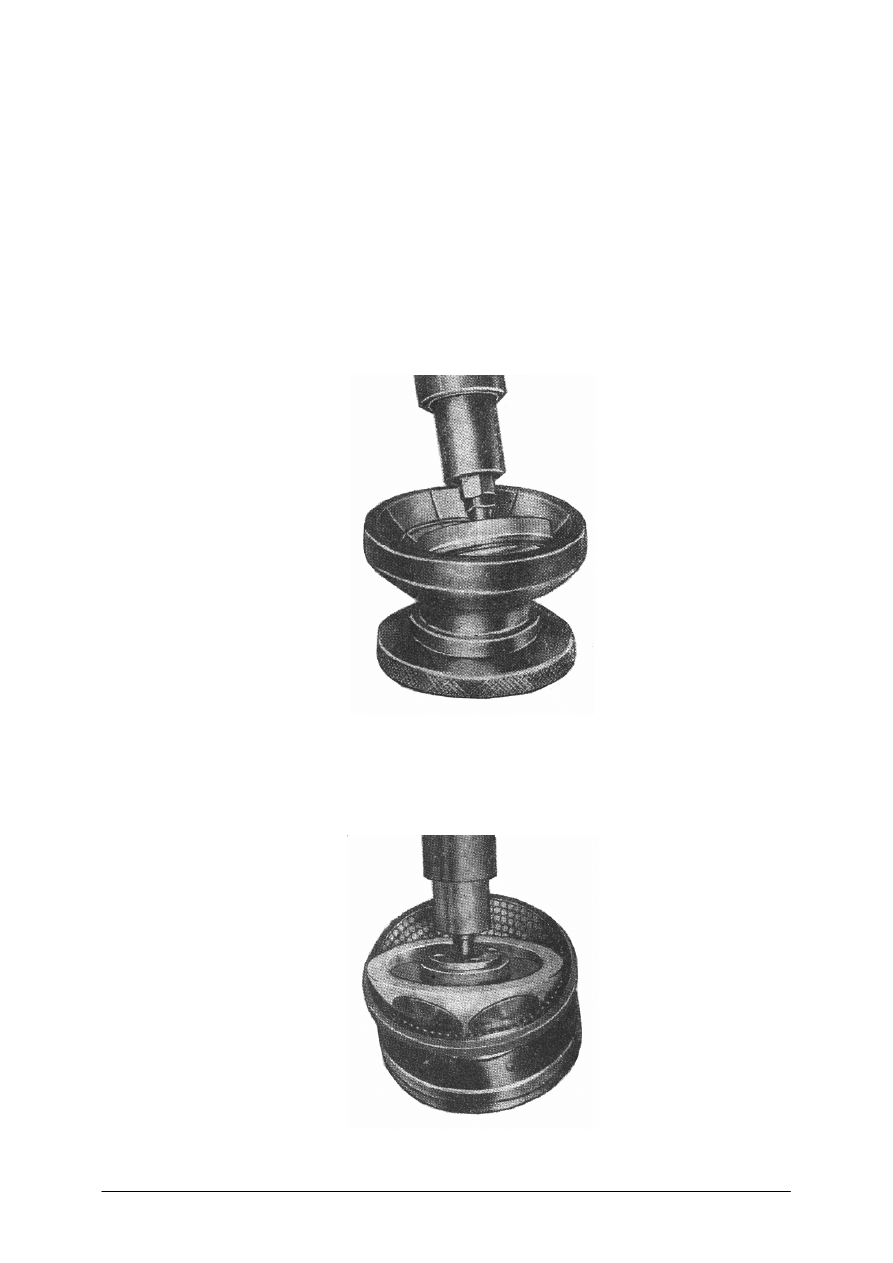
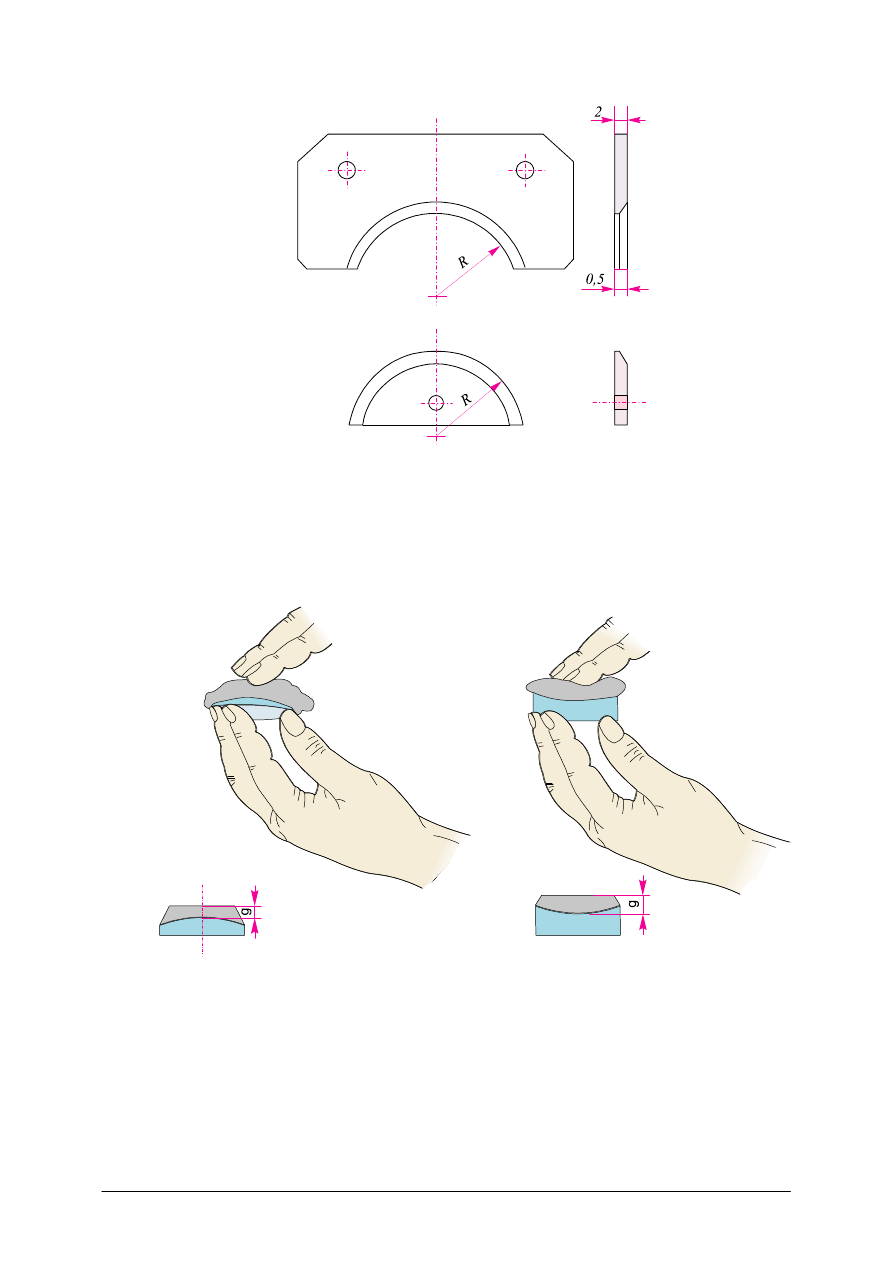
Sprawdzanie powierzchni soczewki po frezowaniu odbywa się przez zatarcie obrabianej
soczewki w czaszy mosiężnej. Dobrze wykonany element powinien się zabarwić do 2/3
swojej średnicy (rysunek 16).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 16. Czasza mosiężna do sprawdzania soczewki po frezowaniu promienia
[http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
Sprawdzanie powierzchni płaskich po frezowaniu odbywa się za pomocą szklanego
liniału.
Grubość frezowanych elementów możemy sprawdzać za pomocą suwmiarki lub czujnika
zegarowego.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakich narzędzi używamy do frezowania szkła optycznego?
2.
Jak zbudowany jest frez garnkowy?
3.
W jaki sposób mocujemy pojedyncze soczewki do frezowania?
4.
Czym rożni się frezowanie powierzchni wklęsłych i wypukłych?
5.
W jaki sposób sprawdzamy elementy po frezowaniu?
4.4.3. Ćwiczenia
Ćwiczenie 1
Dobierz narzędzia i sposób mocowania do wskazanych na rysunkach elementów do
frezowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacji dotyczących frezowania szkła,
2)
odszukać w materiałach dydaktycznych informacji dotyczących sposobów mocowania
elementów do operacji frezowania,
3)
odszukać w materiałach dydaktycznych informacji dotyczących rodzajów frezów,
4)
odczytać wskazane rysunki techniczne,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
5)
dobrać sposoby mocowania wskazanych elementów do frezowania,
6)
dobrać frezy do wykonania frezowania,
7)
wypisać dobrane narzędzia i dobrane sposoby mocowania do operacji frezowania.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
katalogi frezów do szkła,
−
komplet frezów do szkła,
−
rysunki technologiczne elementów optycznych,
−
suwmiarka,
−
kartka papieru A4.
Ćwiczenie 2
Wyznacz kąt pod jakim należy ustawić frez garnkowy względem grzyba i czaszy do
frezowania jeśli D = 200 mm, R = 10 mm i r = 5 mm .
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacji dotyczących frezowania szkła,
2)
odszukać w materiałach dydaktycznych informacji dotyczących sposobów mocowania
elementów do operacji frezowania,
3)
odszukać w materiałach dydaktycznych wzory do wyznaczania kąta pochylenia freza,
4)
wyznaczyć kąt w frezów względem grzyba,
5)
wyznaczyć kąt w frezów względem czaszy.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
tablice trygonometryczne,
−
kartka papieru A4.
Ćwiczenie 3
Wyfrezuj soczewkę dwuwypukłą wg otrzymanego rysunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacji dotyczących frezowania szkła,
2)
odszukać w materiałach dydaktycznych informacji dotyczących sposobów mocowania
elementów do operacji frezowania,
3)
odszukać w materiałach dydaktycznych wzory do wyznaczania kąta pochylenia freza,
4)
odczytać rysunek soczewki i instrukcję technologiczną wykonania operacji frezowania,
5)
dobrać uchwyt mocujący,
6)
dobrać frez do szkła,
7)
dobrać przyrządy pomiarowe potrzebne do wykonania operacji frezowania soczewki,
8)
zamocować obrabiany materiał,
9)
ustawić frez wg instrukcji technologicznej,
10)
wykonać frezowanie pierwszej strony soczewki,
11)
sprawdzić promień wykonanej powierzchni soczewki,
12)
zamocować soczewkę do obróbki drugiej strony soczewki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
13)
ustawić frez do obróbki II strony soczewki wg instrukcji technologicznej,
14)
wykonać frezowanie II strony soczewki,
15)
sprawdzić promień wykonanej powierzchni,
16)
sprawdzić grubość wyfrezowanej soczewki.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
komplet frezów garnkowych do szkła,
−
frezarka do szkła,
−
instrukcja obsługi frezarki,
−
instrukcja technologiczna wykonania operacji frezowania soczewki,
−
uchwyty do mocowania soczewek do frezowania,
−
suwmiarka,
−
czujnik zegarowy i komplet płytek wzorcowych,
−
czasze mosiężne do sprawdzania promieni wykonywanych soczewek.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować frezy do szkła?
2)
scharakteryzować frezowanie elementów optycznych?
3)
omówić budowę frezarki do szkła?
4)
scharakteryzować sposoby mocowania elementów optycznych do
frezowania?
5)
dobrać narzędzia do frezowania szkła?
6)
wykonać frezowanie soczewki dwuwypukłej?
7)
wykonać frezowanie płaszczyzny?
8)
sprawdzić elementy po frezowaniu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.5. Docieranie
4.5.1. Materiał nauczania
W celu zwiększenia dokładności kształtu i wymiarów, a przede wszystkim zmniejszenia
chropowatości powierzchni po frezowaniu stosuje się docieranie. Docieraniu poddaje się
powierzchnie płaskie, sferyczne i toryczne.
Operacja docierania wymaga dużych nacisków na obrabianą powierzchnię, jest jednak
krótkotrwała (poniżej 1-ej minuty) i powoduje znikome zużycie narzędzi. Do produkcji
masowej stosuje się narzędzia z dużymi segmentami ziaren diamentowych zatopionych
w osnowie ze stopów miedzi (rysunek 17).
Rys. 17. Docieranie w produkcji masowej [opracowanie własne]
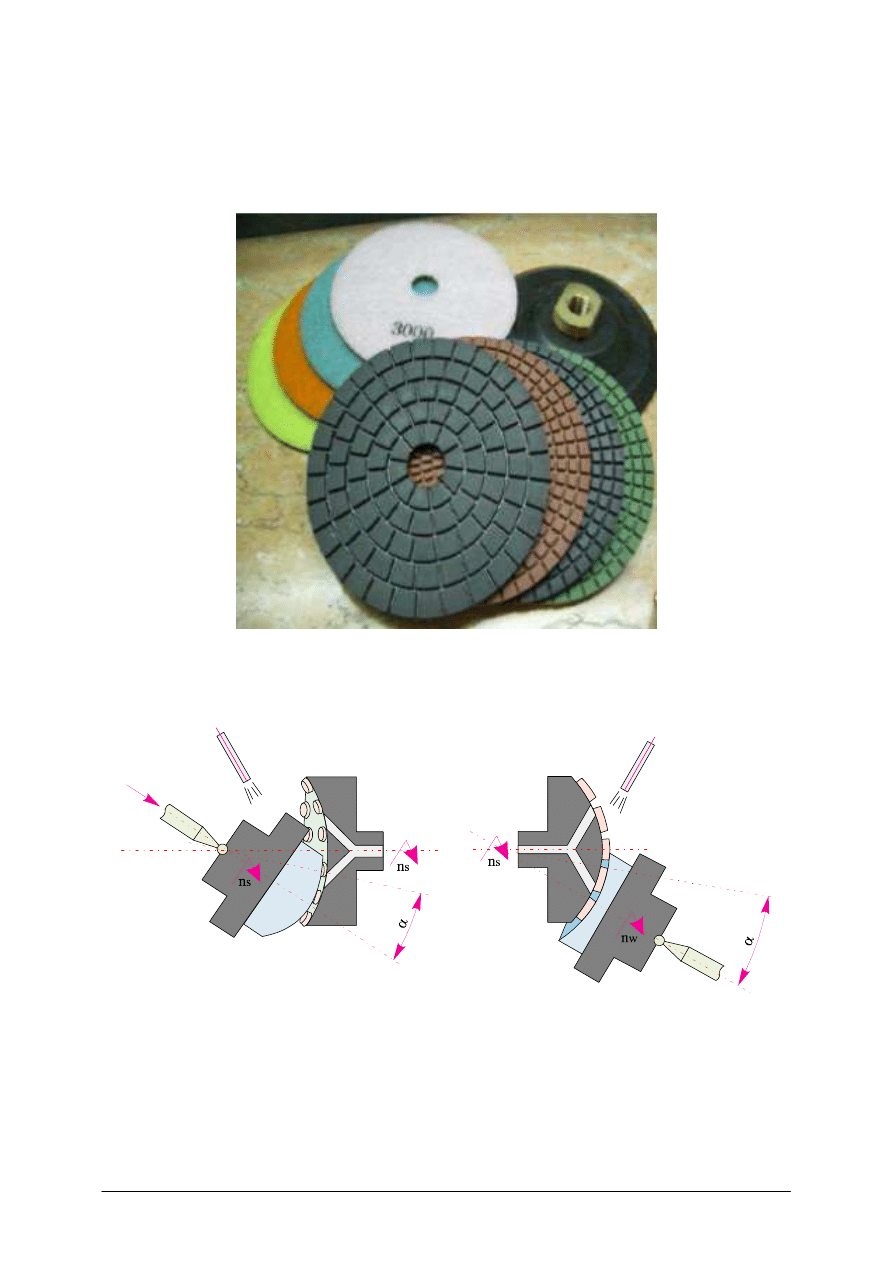
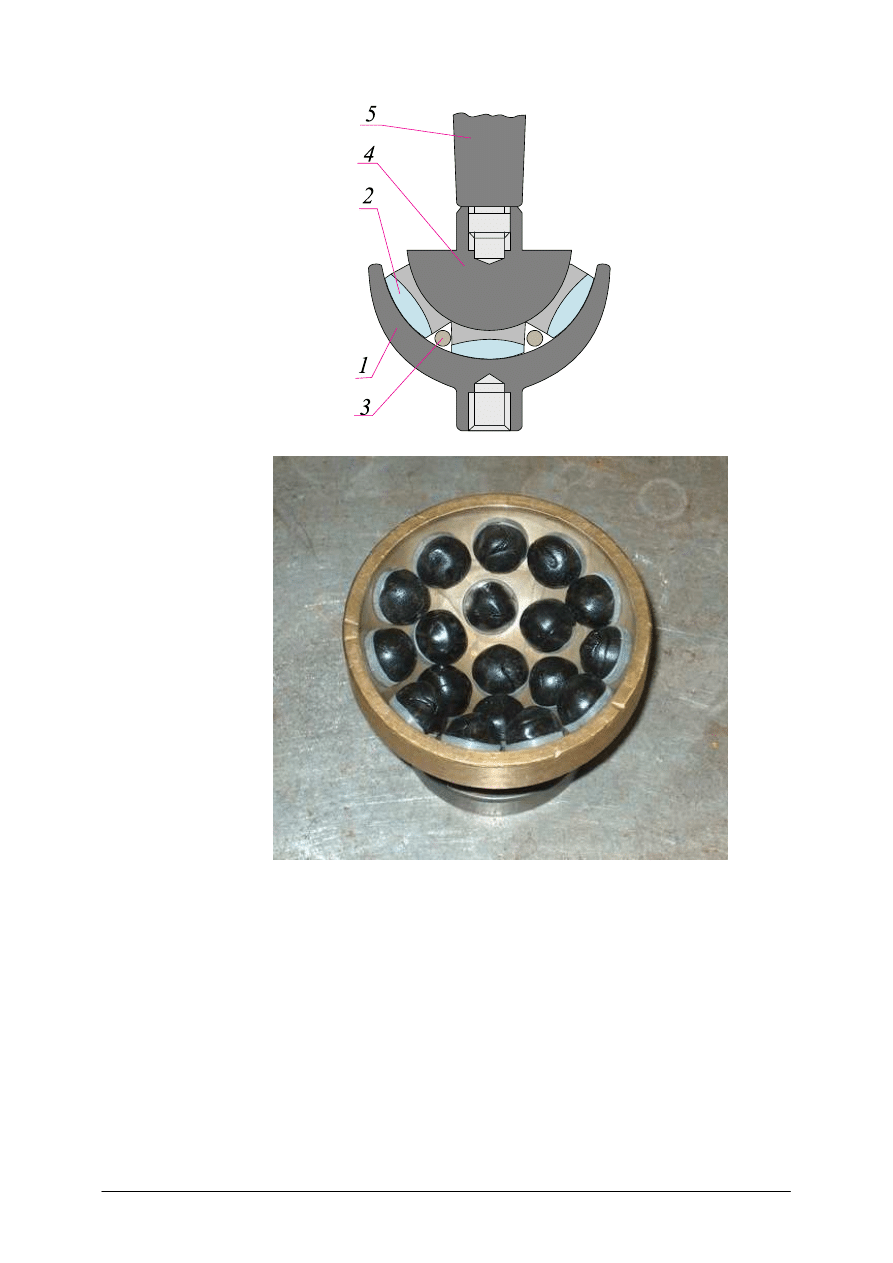
Do produkcji seryjnej stosuje się czasze, grzyby i tarcze stalowe wyklejone pastylkami
(rysunek 18).
Rys. 18. Docieranie w produkcji seryjnej [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Pastylki mogą być wypełnione ziarnami diamentowymi w całej masie lub tylko w części
grubości (zwykle 1
÷
2 mm). Pastylki posiadają średnicę 4
÷
15 mm, a grubość 2
÷
4 mm.
Wielkość ziarna 8
÷
40
µ
m.
Przykłady tarcz docierających pokazuje rysunek 19.
Rys. 19. Tarcze docierające [http://zto.mchtr.pw.edu.pl/download/.pdf - dr inż. Michał Józwik]
Rozmieszczenie pastylek powinno umożliwić przepływ chłodziwa oraz startych drobin
szkła przez kanały w narzędziu jak na rysunek 20.
Rys. 20. Schemat docierania [opracowanie własne]
Podczas docierania należy chłodzić narzędzie i obrabiane przedmioty emulsją wody
z olejem. Prawidłowy przebieg obróbki zapewnia trwałość narzędzia do 2000 obrobionych
powierzchni. Zastosowanie docierania wydatnie skraca czas polerowania tzn. operacji
wielokrotnie dłuższej, wymagającej wysokich kwalifikacji pracowników i kosztownych
materiałów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaką obróbkę nazywamy docieraniem?
2.
Co to są pastylki diamentowe?
3.
Jakie powierzchnie możemy obrabiać za pomocą docierania?
4.
Jakiego chłodziwa używamy do docierania?
5.
Jaką operację zastępujemy docieraniem?
4.5.3. Ćwiczenia
Ćwiczenie 1
Zaprojektuj operację docierania soczewki wg załączonego rysunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacji dotyczących docierania,
2)
odczytać rysunek soczewki,
3)
dobrać narzędzia do docierania,
4)
dobrać uchwyt do mocowania elementów do obróbki,
5)
dobrać przyrządy kontrolne i pomiarowe,
6)
zapisać czynności występujące podczas operacji docierania.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia
−
kartka papieru A4,
−
długopis,
−
katalogi pastylek diamentowych,
−
katalogi narzędzi docierających,
−
katalogi uchwytów naklejniczych,
−
rysunek konstrukcyjny soczewki.
Ćwiczenie 2
Dobierz narzędzia i sprawdziany do wykonania operacji docierania powierzchni płaskiej
(płytki płaskorównoległej) i soczewki płaskowypukłej wg załączonych rysunków
konstrukcyjnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacji dotyczących docierania,
2)
odczytać rysunek soczewki i płytki płaskorównoległej,
3)
dobrać narzędzia do docierania,
4)
dobrać przyrządy kontrolne i pomiarowe,
5)
sporządzić notatkę z wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia
−
kartka papieru A4,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
−
długopis,
−
katalogi pastylek diamentowych,
−
katalogi narzędzi docierających,
−
katalogi przyrządów pomiarowych,
−
rysunek konstrukcyjny soczewki i płytki płaskorównoległej.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować narzędzia do docierania?
2)
scharakteryzować docierania elementów optycznych?
3)
omówić budowę narzędzia docierającego?
4)
wykonać docieranie soczewek?
5)
dobrać narzędzia do docierania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.6. Szlifowanie powierzchni
4.6.1. Materiał nauczania
Wiadomości wstępne
Do grupowej obróbki elementy należy zamocować na uchwytach naklejniczych.
W zależności od kształtu elementów mocowanych będziemy używać różnego rodzaju
uchwytów naklejniczych oraz kleiw.
Rodzaje kleiw
Do najczęściej stosowanych kleiw do blokowania elementów optycznych do obróbki
zaliczamy:
–
wosk pszczeli służy do naklejania na uchwyty naklejnicze prawie wszystkich elementów
podczas obróbki zgrubnej. Jest łatwo usuwalny poprzez namoczenie i umycie elementu
i uchwytów w benzynie ekstrakcyjnej. Kleimy nim płytki do powierzchni uchwytu
naklejniczego, jak i płytki do obróbki obrzeży sklejając je w słupki. Wosku będziemy
używać do sklejania i naklejania płytek o wymiarach 40÷140 mm. Płytki wymagające
mocnego połączenia: słupki, które będą rozcinane piłą będziemy sklejać mieszaniną
wosku pszczelego i kalafonii,
–
kompozycji wosku pszczelego i kalafonii używamy wtedy, gdy zachodzi konieczność
zachowania dużej stabilności elementów optycznych (zaokrąglanie, cięcie na pile
słupków, szlifowanie zgrubne, drobne, polerowanie). Kalafonia dodana do wosku
powoduje zwiększenie twardości i wytrzymałości połączenia. Im większa ilość kalafonii,
tym sztywniejsze będzie połączenie elementów ze sobą (słupki) lub z uchwytem
naklejniczym,
–
smoła naklejnicza jest to komponent w skład którego wchodzą: kalafonia, pak drzewny,
olej mineralny i napełniacz w celu utwardzenia smoły naklejniczej. Jako napełniacze
możemy użyć talku, kredy, gipsu. Muszą być one czyste, pozbawione wtrąceń twardych,
aby nie rysowały obrabianego szkła. Odpowiednią twardość smoły naklejniczej
uzyskujemy poprzez odpowiedni skład kompozycji. Smołę naklejniczą można używać
dwukrotnie, należy tyko pamiętać, że podgrzewanie smoły zwiększa jej twardość,
–
smoła centrownicza używana do naklejania soczewek wypolerowanych na uchwyty
centrownicze. Jest ona komponentem paku drzewnego (50%), kalafonii (25%), szelaku
(25%). Szelak jest żywicą naturalną otrzymywaną z wydzieliny czerwców lakowych
ż
yjących głównie na południowoazjatyckich figowcach. Teraz używa się też szelaku
syntetycznego,
–
gips do blokowania pryzmatów średniej klasy dokładności kątowej do szlifowania
drobnego i polerowania możemy używać gipsu chirurgicznego (mały współczynnik
kurczliwości podczas wiązania).
Rozpuszczają się one w niskich temperaturach (oprócz gipsu), mają dobrą przyczepność
do podłoża, oraz łatwo je można usunąć z uchwytów naklejniczych i elementów optycznych.
Obróbka luźnym ścierniwem
Frezowanie i docieranie elementów optycznych stosuje się w produkcji masowej
i wielkoseryjnej. W produkcji jednostkowej oraz w małych i średnich seriach przeważa
obróbka luźnym ścierniwem, co oznacza, że ziarna ścierne nie są zblokowane z korpusem
narzędzia, lecz podawane luźno w postaci rzadkiej papki proszku ściernego (lub polerskiego)
w wodzie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Szlifowanie powierzchni odbywa się w dwu operacjach: szlifowania zgrubnego
i drobnego. Każda z tych operacji może być wykonywana ręcznie lub maszynowo.
Do zgrubnej obróbki ręcznej stosuje się proste obrabiarki jednowrzecionowe, w których
wrzeciono napędzane silnikiem elektrycznym usytuowane jest pionowo i skierowane
nagwintowaną końcówką ku górze.
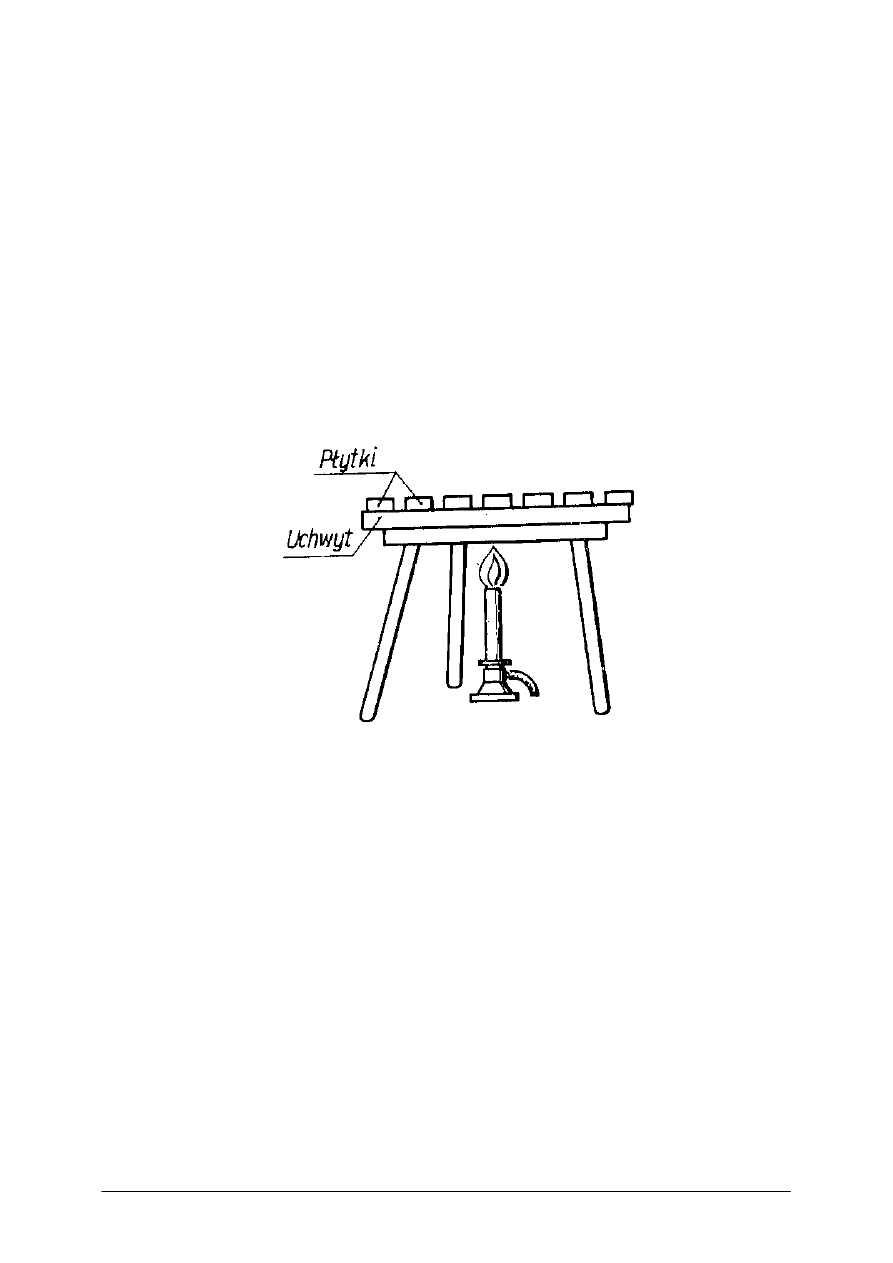
W celu zamocowania do szlifowania zgrubnego płytki płaskorównolegle możemy
naklejać na uchwyty naklejnicze. Narzędzia wykonane są z aluminium. Jako kleiwa używamy
wosku naklejniczego. Nagrzewanie elementów i uchwytów naklejniczych możemy prowadzić
w piecu elektrycznym do temperatury topnienia wosku (~50÷0
°
C) lub za pomocą palnika
gazowego. Po podgrzaniu powierzchnię roboczą uchwytu naklejniczego i stronę nie
przeznaczoną do obróbki elementu optycznego smarujemy woskiem następnie układamy
równomiernie na powierzchni roboczej uchwytu naklejniczego stroną pokrytą woskiem do
powierzchni narzędzia naklejniczego. Płytki ułożone na narzędziu dociskamy tak, aby
wycisnąć nadmiar kleiwa. Im cieńsza warstwa kleiwa tym lepsza przyczepność. Ten sposób
mocowania odnosi się do operacji szlifowania na równoległość powierzchni płaskich.
Rys. 21. Naklejanie płytek [9, s.54]
W celu obrobienia obrzeży plytek przeznaczonych na okrągłe elementy lub pryzmy
zachodzi konieczność sklejania płytek płaskorównoległych w słupki. W tym celu
podgrzewamy płytki do temperatury (40÷60
º
C), pokrywamy jedną powierzchnię płytki
woskiem naklejniczym. Podgrzewamy kątownik naklejniczy tak jak płytki i układamy płytki
w kątowniku dociskając poszczególne płytki do siebie i do kątownika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys. 22. Sklejanie płytek w słupki [9, s. 54]
Tak zblokowane w kątowniku płytki odstawiamy do ostygnięcia w temperaturze
pokojowej. Po ostygnięciu, aby wyjąć słupek z kątownika należy zdecydowanie uderzyć
młotkiem drewnianym w ścianę kątownika.
Rys. 23. Schemat szlifowania powierzchni sferycznej [opracowanie własne]
Do obróbki powierzchni wklęsłych na wrzeciono nakręca się żeliwną czaszę wypukłą
(grzyb) oznaczoną 1 na rysunku 23, o wymaganym promieniu sfery R. Półfabrykaty (krążki
szklane) do obróbki – 2 przykleja się smołą naklejniczą do wklęsłej czaszy naklejniczej 3
(zwykle aluminiowej) z rękojeścią 4. Podczas obróbki szlifierz wykonuje narzędziem
naklejniczym ruchy wahadłowe pokazane na rysunku dwukierunkową strzałką, jednocześnie
dociskając elementy z narzędziem naklejniczym do narzędzia szlifierskiego. Powierzchnie
wypukłe obrabia się żeliwną czaszą wklęsłą na wrzecionie oraz (wypukłym) grzybem
z naklejonymi półfabrykatami.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 24. Szablony do sprawdzania powierzchni sferycznych [opracowanie własne]
Kontrolę promienia narzędzi do szlifowania zgrubnego wykonuje się przy pomocy
stalowych szablonów pokazanych na rysunku 24.
Półfabrykaty przykleja się do narzędzia naklejniczego za pomocą smoły naklejniczej
(stopiona mieszanina kalafonii, gipsu i zalewy kablowej).
Rys. 25. Formowanie babek [opracowanie własne]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
a)
b)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
c)
Rys. 26. Naklejanie soczewek: 1 – narzędzia układnicze, 2 – soczewka, 3 – rolka łożyskowa,
4 – narzędzie naklejnicze, 5 – rękojeść [opracowanie własne]
b), c). [http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
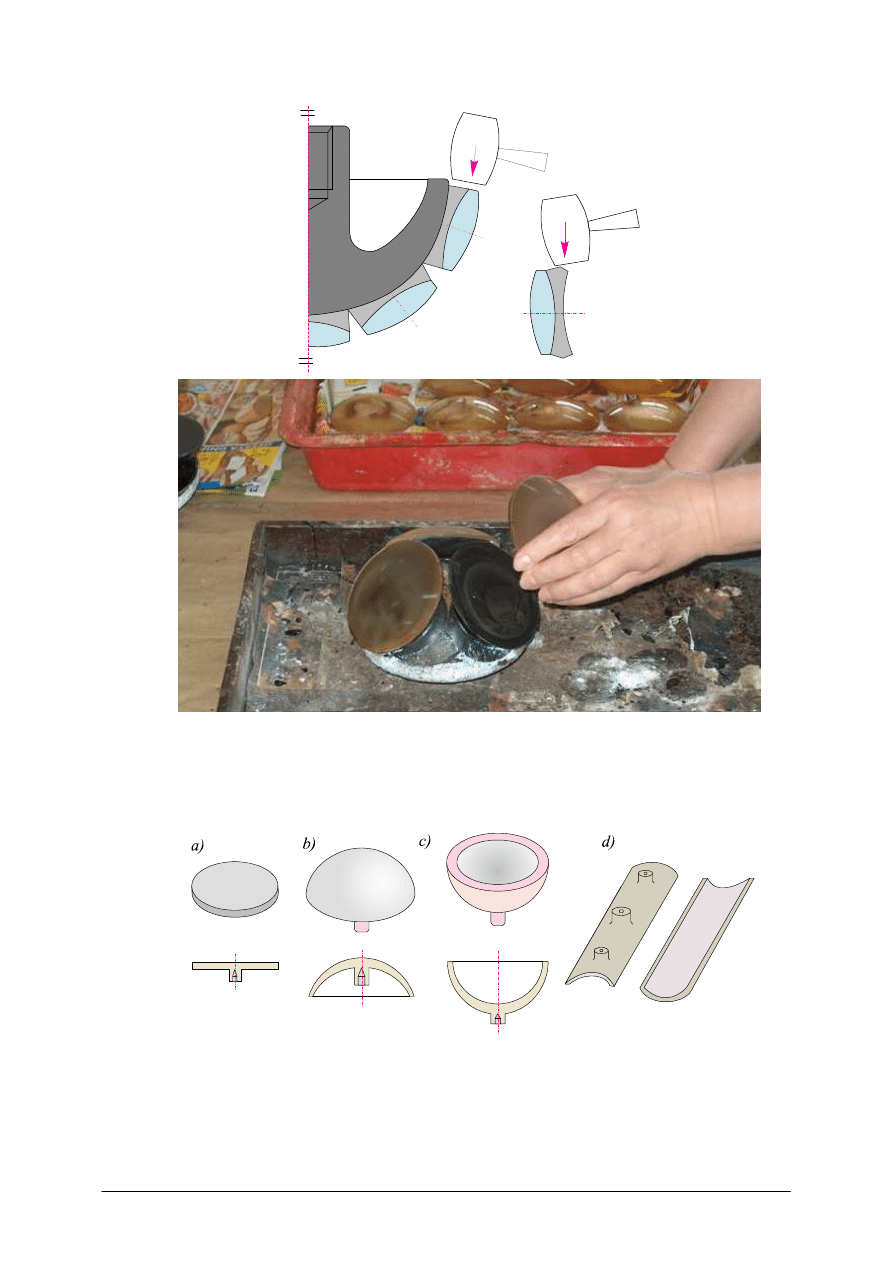
Naklejanie obejmuje dwa zabiegi:
−
formowanie tzw. „babek” (rysunek 25) i przyklejanie ich do soczewek nagrzanych na
płycie kuchenki elektrycznej do temperatury ok. 70
°
C,
−
naklejanie na grzyby 4 (rysunek 26) lub wklejanie w czaszę.
Pomocniczym narzędziem jest wklęsła czasza naklejnicza 1, w której układa się soczewki
2 oddzielone od siebie za pomocą odcinków drutu lub roleczek łożyskowych 3. Do grzyba
naklejniczego przykręcona jest rękojeść 5. Obróbkę elementów mocowanych smołą
naklejniczą nazywa się obróbką na miękkim podłożu. Narzędzia naklejnicze podgrzewa się
do temperatury 100
÷
120
°
C. Grubość g smoły na rys. 96 wynosi w obróbce zgrubnej 2
÷
5 mm,
a w obróbce dokładnej 5
÷
8 mm. Mniejsze wartości występują przy powierzchniach
dodatnich, dużej średnicy; większe - przy ujemnych o dużej średnicy. Obróbka na miękkim
podłożu nie pozwala na uzyskanie małych tolerancji grubości, ze względu na rozrzut grubości
„babki”.
Elementy o małej tolerancji grubości szlifuje się na twardym podłożu. Elementem
mocującym jest w tej metodzie krążek perkalu lub bibułki nasyconej smołą lub kleiwem
syntetycznym o grubości 0,05
÷
0,2 mm. Narzędzie naklejnicze zwane uchwytem posiada
gniazda o promieniu odpowiadającym drugiej (nie obrabianej) stronie półfabrykatu. Obróbka
na twardym podłożu daje nie tylko elementy o małej tolerancji grubości lecz pozwala także na
bardziej intensywną obróbkę, ponieważ sklejenie ma większą wytrzymałość.
Materiałem ściernym są proszki karborundowe (SiC), rzadziej korundowe (Al
2
O
3
) lub
elektrokorundowe.
Decydujący wpływ na wydajność obróbki ma ziarnistość proszku szlifierskiego, prędkość
skrawania i docisk na obrabiany element. Im większa jest grubość ziarna, tym wyższa
wydajność obróbki, lecz i wyższa chropowatość obrabianej powierzchni.
W obróbce zgrubnej stosuje się karborund najpierw o ziarnach 200
µ
m (średni z trzech
wymiarów gabarytu ziarna) oznaczonych numerem 80, a po usunięciu wszystkich
nierówności, wygładza się powierzchnie kolejno proszkami 100
µ
m (150) i następnie 50
µ
m
(F230/53).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
a)
b)
Rys. 27. a) Rozblokowywanie soczewek po obróbce [opracowanie własne] b)
[http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
Po zakończeniu obróbki odbija się obrabiane soczewki za pomocą drewnianego młotka
jak na rysunku 27.
Rys. 28. Narzędzia do obróbki luźnym ścierniwem a), b), c), d). e), f), g) h) [opracowanie własne]
Kształty narzędzi do obróbki luźnym ścierniwem przedstawia rysunek 28: a – tarcza
płaska (zwana szalą), b – czasza wypukła (grzyb), c – czasza wklęsła, d – narzędzie walcowe
(cylindryczne).
Przykłady narzędzi szlifierskich pokazują zdjęcia na rysunku 29.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
a)
b)
c)
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
d)
Rys. 29. Narzędzia szlifierskie [ http://zto.mchtr.pw.edu.pl/download/.pdf - dr inż. Michał Józwik]
Rys. 30. Schemat szlifierki do obróbki szkła [opracowanie własne]
Budowę szlifierki do mechanicznej obróbki zgrubnej przedstawia schematycznie rysunek
30. Napęd wrzeciona 7 i obrót narzędzia szlifierskiego 8 od silnika elektrycznego 2
przenoszony jest przez przekładnię redukującą koła 3 i 5 pasem 4. Nacisk ręczny zastąpiony
jest naciskiem zmiennych obciążników 15 przez wodzik 17 na narzędzie naklejnicze 10
i obrabiane elementy 9. Misa 6 służy do gromadzenia zużytego ścierniwa. Ruch obrotowy
wrzeciona redukowany (zmniejszany) jest przez dwie przekładnie pasowe 21 – 20 – 19 i 12 –
13–14 na wałek nośny 11. Umocowane na tym wałku ramię 16 umożliwia zmianę promienia
R powolnego ruchu obrotowego narzędzia naklejniczego wokół osi wrzeciona. Jednocześnie
siły tarcia elementów obrabianych powodują bardzo powolny obrót wrzeciona naklejniczego
wokół jego osi. Tak złożona i o różnych prędkościach kinematyka poszczególnych ruchów
powoduje niepowtarzalność drogi poszczególnych ziaren ścierniwa, a więc w miarę
jednorodne ścieranie całej obrabianej powierzchni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Szlifowanie zgrubne powierzchni płaskich wykonuje się ręcznie na prostej,
jednowrzecionowej szlifierce, a mechanicznie na szlifierce jak na rysunku 30 zastępując
czaszę i grzyb tarczami płaskimi przedstawionymi na rysunku 28 a.
Naklejanie elementów na tarczę naklejniczą wykonuje się przy pomocy parafiny. Uchwyt
(tarczę) nagrzewa się nad palnikiem gazowym do temp. 50
÷
60
°
C i naciera jego powierzchnię
kawałkiem parafiny do pozostawienia cienkiej warstwy. Półfabrykaty układa się na uchwycie
i lekko dociska palcami, po czym uchwyt studzi się w temperaturze pokojowej.
Odklejanie płytek z uchwytów wykonuje się po podgrzaniu uchwytów do temperatury
40
÷
60
°
C. Odklejone elementy i uchwyty myje się w wanienkach z benzyną w dobrze
wietrzonych pomieszczeniach z zachowaniem przepisów przeciwpożarowych.
Po szlifowaniu zgrubnym obrobione elementy poddaje się kontroli jakości (chropowatość
i kształt powierzchni, grubość, brak klinowości) i przekazuje do obróbki dokładnej
(szlifowanie drobne i polerowanie).
Szlifowanie drobne wykonuje się w osobnych pomieszczeniach (w celu zabezpieczenia
przed przenoszeniem grubych ziaren mogących pozostawić niedopuszczalne wady
powierzchni (rysy i wykłucia).
Szlifowanie drobne wykonuje się w czterech etapach proszkami o ziarnistości 28
µ
m
(oznaczenie M28 lub F320/29), 14
µ
m (M14, F500/13), 10
µ
m (M10, F600/9) i 5
µ
m (M5,
F1000/5) lub w trzech etapach kolejno proszkami M28, M14 i M7 (F800/7).
Jeżeli operację polerowania wykonuje ten sam pracownik, to w zasadzie posiada on
swobodę doboru proszków ściernych.
Narzędzia szlifierskie do szlifowania drobnego wykonuje się z mosiądzu. Do każdej
frakcji proszku należy stosować inne narzędzia, aby wbite w metal ziarno nie uszkodziło
wykonywanej powierzchni. W połowie procesu szlifowania drobnego sprawdza się promień
lub płaskość obrabianej powierzchni za pomocą sprawdzianu interferencyjnego
w monochromatycznym świetle lampy sodowej.
Korekcję promienia narzędzia szlifierskiego wykonuje się skrobakiem trójkątnym lub
odłamkiem ściernicy w zależności od sytuacji na brzegu tarczy lub na środku. Szlifowanie
drobne wykonuje się dla elementów pojedynczych lub zblokowanych na narzędziu
naklejniczym, ręcznie lub maszynowo.
Rys. 31. Szlifowanie drobne powierzchni sferycznych
[http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Obróbkę maszynową wykonuje się na szlifierko-polerkach. Szlifierko-polerka
mechaniczna posiada wodzik umieszczony na wąchaczu napędzanym przez dwa mimośrody
o różnych wartościach. Taka kinematyka obrabiarki zabezpiecza całkowitą niepowtarzalność
i znacznie większą różnorodność torów poszczególnych ziaren, a więc wyższą dokładność
kształtu obrabianej powierzchni.
Nowoczesne szlifierko-polerki posiadają bezstopniową regulację obrotów wrzeciona
i mimośrodów, pneumatyczny docisk narzędzi i samoczynne podawanie ścierniwa lub poleru.
Najdokładniejsze elementy (na przykład sprawdziany interferencyjne) wykonuje się
przez szlifowanie drobne i polerowanie na polerkach nożnych. Napęd z dwu pedałów
przenoszony jest pasem skórzanym na koło zamachowe, a następnie na wrzeciono.
Na wrzeciono nakręca się narzędzie szlifierskie lub polerskie, a obrabiany przedmiot
trzyma się w ręku wykonując nim złożone ruchy z jednoczesnym lekkim dociskiem. Na
polerkach nożnych uzyskuje się dokładność powierzchni do 0,01
λ
, nierównoległość
powierzchni do 1” i czystość powierzchni w I klasie.
Zmodernizowane polerki nożne posiadają silniczek elektryczny o ciągłej zmianie
obrotów regulowanej pedałem.
Rys. 32. Szlifierko-polerka [http://zto.mchtr.pw.edu.pl/download/.pdf - dr inż. Michał Józwik]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 33. Szlifowanie ręczne [http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
1
3
4
2
Rys. 34. Trepanacja otworów [opracowanie własne]
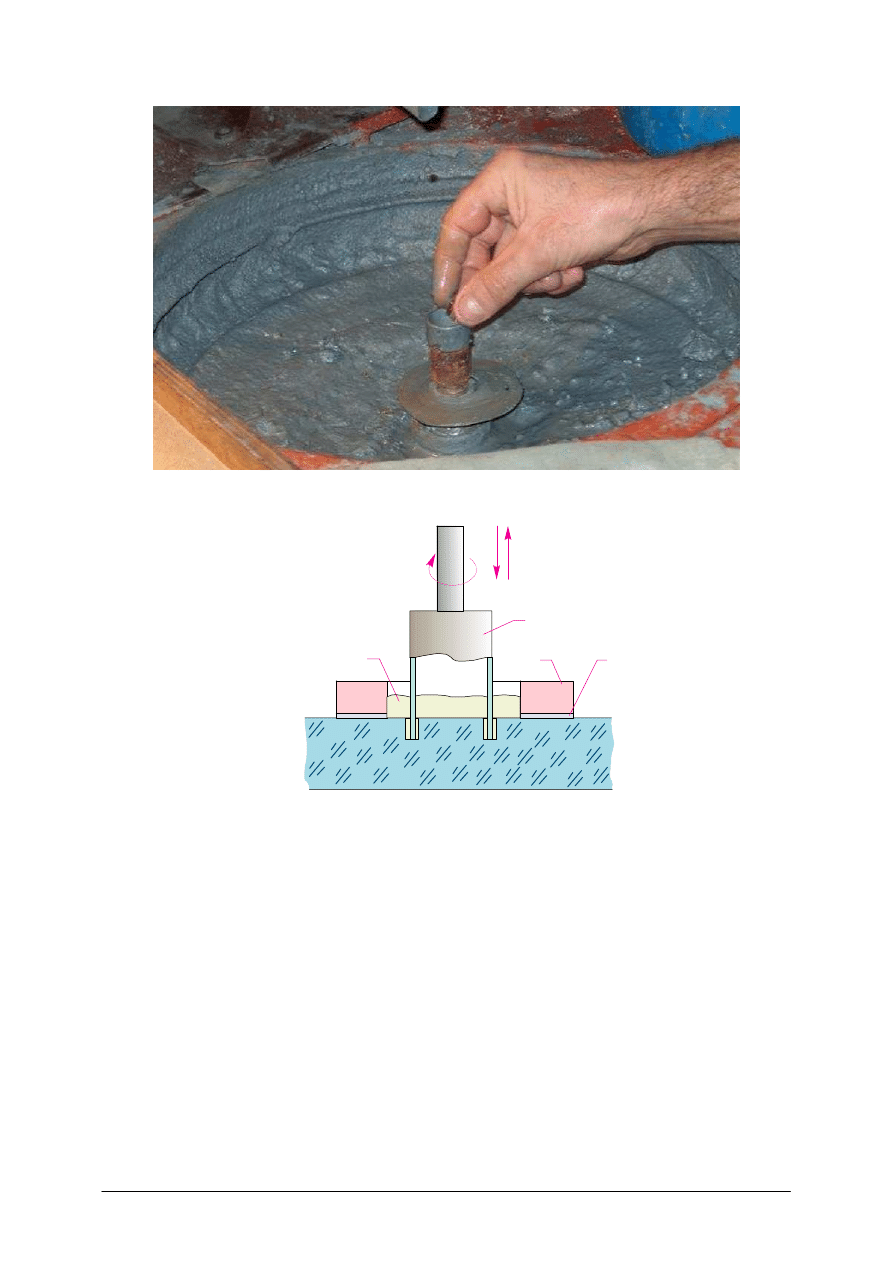
Obróbka luźnym ścierniwem umożliwia również wykonywanie trepanacyjne otworów
większej średnicy (rysunku 34). Rurka miedziana 1 zabiera proszek karborundowy 2
z położonego na obrabianym szkle metalowego pierścienia 3 z gumową podkładką 4.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakich narzędzi możemy używać do szlifowania zgrubnego szkła?
2.
Jakich narzędzi możemy używać do szlifowania drobnego szkła?
3.
Jakiego rodzaju proszków ściernych będziesz używać do obróbki wstępnej szkła?
4.
Z jakiego materiału są wykonywane narzędzia szlifierskie do obróbki wstępnej?
5.
Z jakiego metalu wykonane są narzędzia do szlifowania wykańczającego?
6.
Czego używamy jako podkładu na narzędziach polerskich do polerowania?
7.
Jak zbudowana jest szlifierko-polerka?
8.
Do czego służy szlifowanie trepanacyjne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4.6.3. Ćwiczenia
Ćwiczenie 1
Zamocuj soczewki dwuwypukłe i płaskowklęsłe do uchwytu naklejniczego na grubą
warstwę smoły.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacji dotyczących obróbki wstępnej szkła,
2)
odszukać w materiałach dydaktycznych informacji dotyczących mocowania elementów
optycznych do szlifowania,
3)
zapoznać się z dokumentacją technologiczną wykonania soczewki dodatniej i ujemnej,
4)
odczytać z dokumentacji technologicznej wykonania soczewek ilość sztuk obrabianych
jednocześnie,
5)
dobrać czasze i grzyby naklejnicze i układnicze wg dokumentacji technologicznej,
6)
przygotować smołę naklejniczą,
7)
przygotować stanowisko do mocowania soczewek,
8)
uformować „babki” na wskazanej na rysunku stronie soczewek,
9)
ułożyć soczewki dodatnie w czaszy układniczej,
10)
zamocować soczewki dodatnie do narzędzia naklejniczego,
11)
ułożyć soczewki ujemne na narzędziu układniczym (grzybie),
12)
zamocować soczewki ujemne do narzędzia naklejniczego,
13)
sprawdzić wykonane mocowanie soczewek.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
dokumentacja technologiczna mocowania soczewek do szlifowania,
−
narzędzia układnicze do mocowania soczewek dodatnich i ujemnych,
−
narzędzia naklejnicze do mocowania soczewek dodatnich i ujemnych,
−
smoła naklejnicza,
−
urządzenia grzejne do podgrzewania soczewek i narzędzi naklejniczych,
−
rękojeść do narzędzi układniczych i naklejniczych.
Ćwiczenie 2
Dobierz narzędzia, przyrządy pomiarowe, materiały i pomoce do wykonania szlifowania
zgrubnego i wykańczającego płytki płaskorównoległej wg rysunku konstrukcyjnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące szlifowania zgrubnego
i wykańczającego powierzchni płaskich,
2)
przeanalizować rysunek konstrukcyjny płytki płaskorównoległej,
3)
przeanalizować dokumentację technologiczną wykonania płytki płaskorównoległej,
4)
dobrać narzędzia do wymienionych w poleceniu operacji wykonania płytki
płaskorównoległej,
5)
dobrać przyrządy pomiarowe i kontrolne do wykonania w/w operacji,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
6)
dobrać materiały i pomoce do operacji szlifowania zgrubnego i wykańczającego płytki
płaskorównoległej,
7)
sporządzić notatkę z wykonanego zadania.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
zestaw narzędzi szlifierskich do płaszczyzn,
–
zestaw narzędzi układniczych i naklejniczych do płaszczyzn,
–
zestaw przyrządów pomiarowych i kontrolnych do szlifowania płaszczyzn,
–
zestaw materiałów i pomocy do szlifowania,
–
katalogi narzędzi szlifierskich,
–
katalogi materiałów do szlifowania,
–
dokumentacja technologiczna wykonania płytki płaskorównoległej.
Ćwiczenie 3
Przeprowadź operację szlifowania zgrubnego soczewki płaskowypukłej wg rysunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące obróbki zgrubnej
powierzchni optycznych,
2)
odszukać w materiałach dydaktycznych informacji o narzędziach do szlifowania
zgrubnego,
3)
przeanalizować dokumentację technologiczną wykonania soczewki płaskowypukłej,
4)
zorganizować stanowisko do wykonania szlifowania zgrubnego powierzchni płaskich
i sferycznych,
5)
dobrać narzędzia do mocowania soczewek,
6)
dobrać narzędzia do szlifowania otrzymanych soczewek,
7)
dobrać przyrządy pomiarowe i kontrolne do szlifowania zgrubnego soczewek,
8)
dobrać materiały i pomoce wg dokumentacji technologicznej,
9)
zamocować soczewki do obróbki pierwszej strony (płaskiej) zgodnie z dokumentacja
technologiczną,
10)
przeprowadzić szlifowanie zgrubne pierwszej strony zachowując parametry zgodnie
z dokumentacją technologiczną,
11)
rozblokować soczewki i umyć po obróbce,
12)
zamocować soczewki do szlifowania strony drugiej (wypukłej),
13)
przeprowadzić szlifowanie zgrubne drugiej strony zachowując parametry zgodnie
z dokumentacją technologiczną,
14)
rozblokować soczewki po obróbce i umyć,
15)
skontrolować wykonane soczewki.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
dokumentacja technologiczna wykonania soczewki płaskowypukłej,
–
zestaw narzędzi szlifierskich do płaszczyzn,
–
zestaw narzędzi szlifierskich do powierzchni sferycznych,
–
zestaw narzędzi układniczych i naklejniczych do płaszczyzn,
–
zestaw narzędzi układniczych i naklejniczych do powierzchni sferycznych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
–
zestaw przyrządów pomiarowych i kontrolnych do szlifowania powierzchni płaskich
i sferycznych,
–
zestaw materiałów i pomocy do szlifowania,
–
katalogi narzędzi szlifierskich,
–
katalogi materiałów do szlifowania,
–
szlifierka do powierzchni płaskich i sferycznych.
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować narzędzia do szlifowania zgrubnego i wykańczającego?
2)
scharakteryzować narzędzia szlifierskie?
3)
scharakteryzować narzędzia naklejnicze i układnicze?
4)
omówić budowę szlifierki do szkła?
5)
scharakteryzować przyrządy pomiarowe i kontrolne stosowane
podczas szlifowania?
6)
scharakteryzować sposoby mocowania elementów do szlifowania?
7)
dobrać narzędzia do szlifowania?
8)
dobrać narzędzia pomiarowe stosowane do szlifowania zgrubnego
i polerowania?
9)
szlifować elementy płaskie?
10)
szlifować zgrubnie i wykańczająco soczewki?
11)
sprawdzać elementy po szlifowaniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.7. Polerowanie powierzchni
4.7.1. Materiał nauczania
Polerowanie ma na celu uzyskanie gładkiej i czystej powierzchni załamującej lub
odbijającej, bez rozpraszania światła i wykonuje się po szlifowaniu drobnym lub docieraniu.
Rys. 35. Polerowanie [http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
Polerowanie wykonuje się na takich samych obrabiarkach jak szlifowanie drobne, jednak
dla uniknięcia zarysowania polerowanych powierzchni śladami proszku szlifierskiego,
powinno się operację polerowania wykonywać w osobnym pomieszczeniu.
a)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
b)
Rys. 36. Narzędzia polerskie: a) oklejone smołą, b) oklejone filcem
[http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
Narzędzia polerownicze pokrywa się równą warstwą smoły polerowniczej o grubości
2
÷
4 mm przez jej wyciskanie za pomocą narzędzia (czaszy, grzyba) wyciskowego,
wykonywanego ze stopu lekkiego. Smoła polerownicza jest stopioną mieszaniną paku
drzewnego, kalafonii i asfaltu. Wyższą gładkość powierzchni, jednak mniejszą dokładność
uzyskuje się przez zastąpienie smoły polerowniczej woskiem polerowniczym.
Jako materiał polerowniczy dla optyki precyzyjnej stosuje się proszek tlenek ceru
z dodatkami NaO, BaO, SrO; rzadziej tlenki cyrkonu, cyny, a dla szkieł okularowych – tlenek
ż
elaza. Do polerowania materiałów najtwardszych używamy proszki, pasty i zawiesiny
diamentowe do 0,1 µm.
Intensyfikację procesu polerowania można uzyskać przez zastąpienie smoły folią
poliuretanową i innych tworzyw sztucznych. Wielokrotnie szybciej, jednak mniej dokładnie,
poleruje się filcem lub suknem. Dalsze przyspieszenie uzyskuje się dodając znikome ilości
detergentów.
Rys. 37. Sprawdzanie za pomocą szklanego sprawdzianu interferencyjnego
[http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
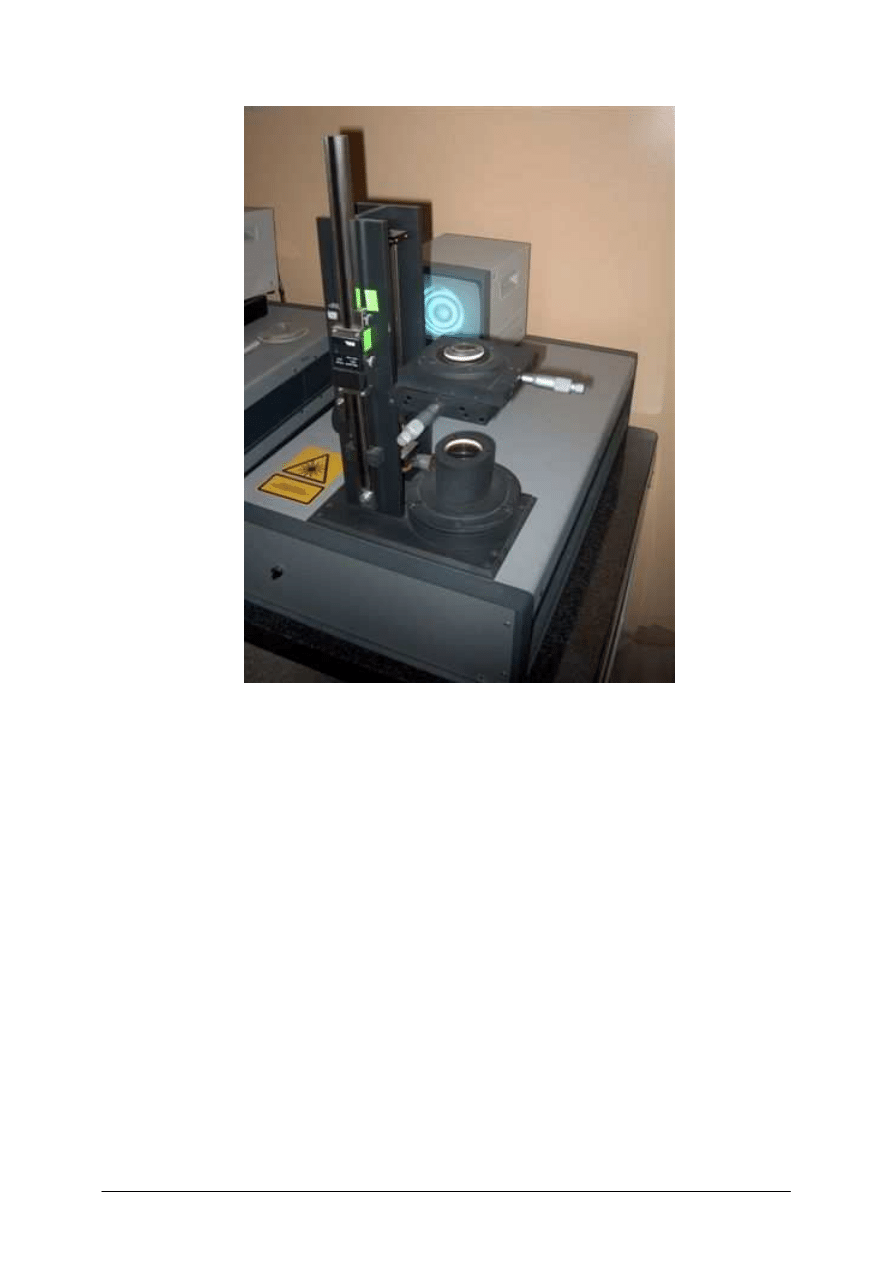
Rys. 38. Interferometr Fizeau [http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
Dokładność kształtu polerowanej powierzchni sprawdza się przy pomocy szklanych
sprawdzianów interferencyjnych lub interferometrów.
Odklejanie polerowanych elementów od narzędzi naklejniczych uzyskuje się przez
oziębienie w zamrażarce, pod wpływem różnicy skurczu termicznego materiałów.
Mocowanie elementów optycznych do obróbki dokładnej – (szlifowanie drobne
i polerowanie) przeprowadzane jest dla dwóch grup elementów:
−
elementy płaskie (płytki płaskorównoległe, pryzmaty),
−
elementy sferyczne (różnego rodzaju soczewki).
Płytki płaskorównoległe – w zależności od wymagań jakościowych możemy mocować
na płaskich uchwytach naklejniczych o średnicy Ф250 mm za pomocą wosku naklejniczego.
Mocowanie odbywa się podobnie jak przy obróbce zgrubnej.
Pryzmaty do obróbki dokładnej w zależności od wymagań jakościowych powierzchni
i wartości tolerancji kątów możemy mocować na trzy sposoby:
−
gipsowanie – przy wartości tolerancji kątów w granicach ±5’. Do tego celu jest nam
potrzebna szala układnicza 1, trociny drewniane 3, dwuczęściowy uchwyt składający się
z obręczy 4 i tarczy z wodzikiem 5. Elementy układamy na szali układniczej zaczynając
od środka szali.
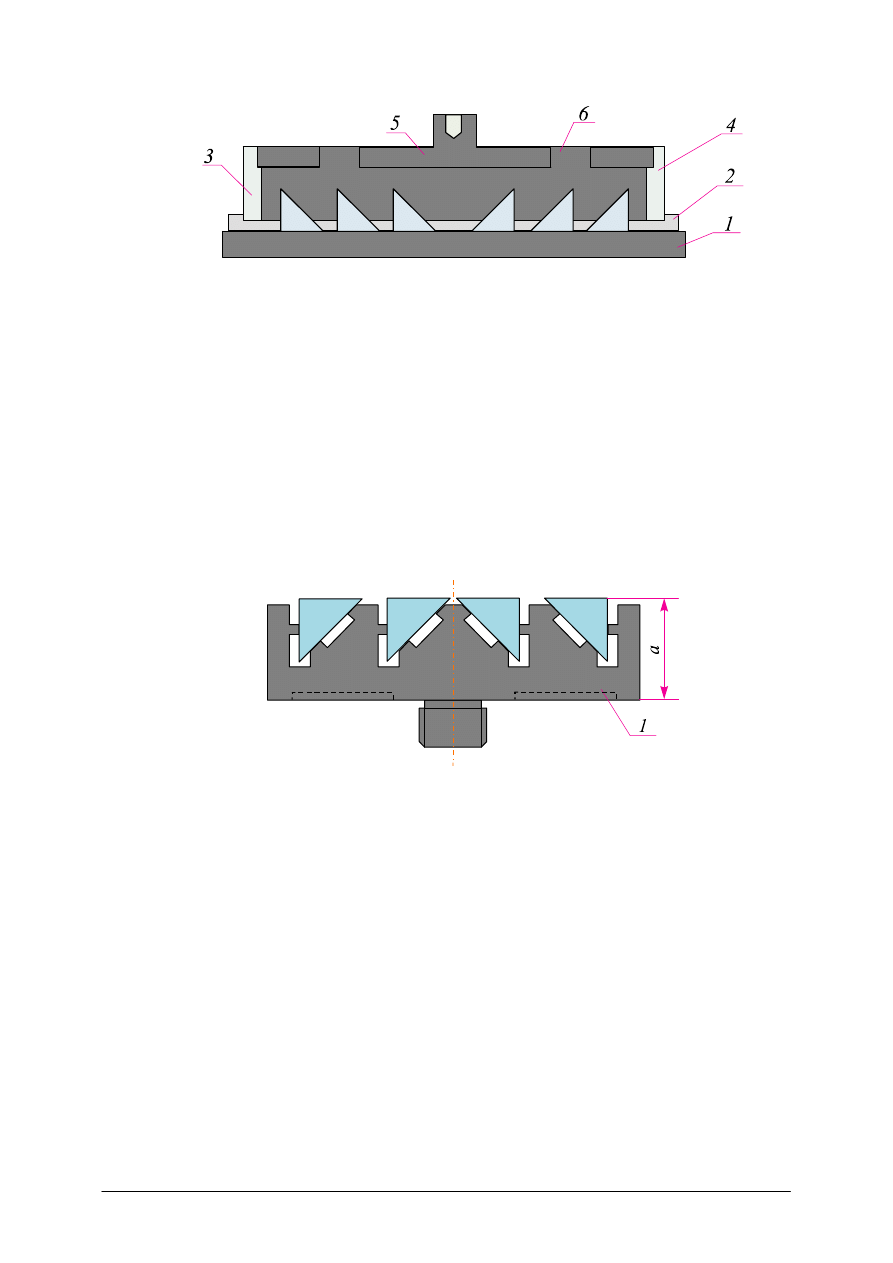
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Rys. 39. Pryzmaty mocowane gipsem: 1 – płyta pomocnicza, 2 – pierścień, 3 – trociny,
4 – rama, 5 – tarcza, 6 – gips [opracowanie własne]
Gips wypełniający obręcz i blokujący pryzmaty wysycha po 6÷8 godzinach. Wtedy
zsuwamy zblokowane pryzmaty z szali układniczej. Szorstką szczotką zmiatamy
z pomiędzy pryzmatów trociny, zaś odsłoniętą powierzchnię powierzchnię gipsu
pokrywamy przy pomocy pędzelka gorącą parafiną dzięki temu podczas obróbki gips nie
nasiąknie wodą i pozwala to umyć dokładnie powierzchnie przeznaczone do obróbki.
Rozlokowanie polega na użyciu odpowiedniego urządzenia, tzw. jeża lub młotka
drewnianego, którym rozbija się umiejętnie gips i wyjmuje pryzmaty.
−
mocowanie pryzmatów w metalowych uchwytach naklejniczych stosujemy przy
dokładności kątowej ±2’. W uchwycie naklejniczym są wykonane gniazda
z płaszczyznami oporowymi nachylonymi pod odpowiednim kątem do płaszczyzny 1.
Jest to płaszczyzna bazowa do dokonywania pomiaru „a” w celu dalszej obróbki.
Rys. 40. Uchwyt naklejniczy do pryzmatów [opracowanie własne]
Jako kleiwa używamy wosku naklejniczego odpowiedniej twardości.
Rozlokowanie polega na podgrzaniu i wyjęciu pryzmatów z kanałów lub gniazd zależnie
od rodzaju uchwytu naklejniczego.
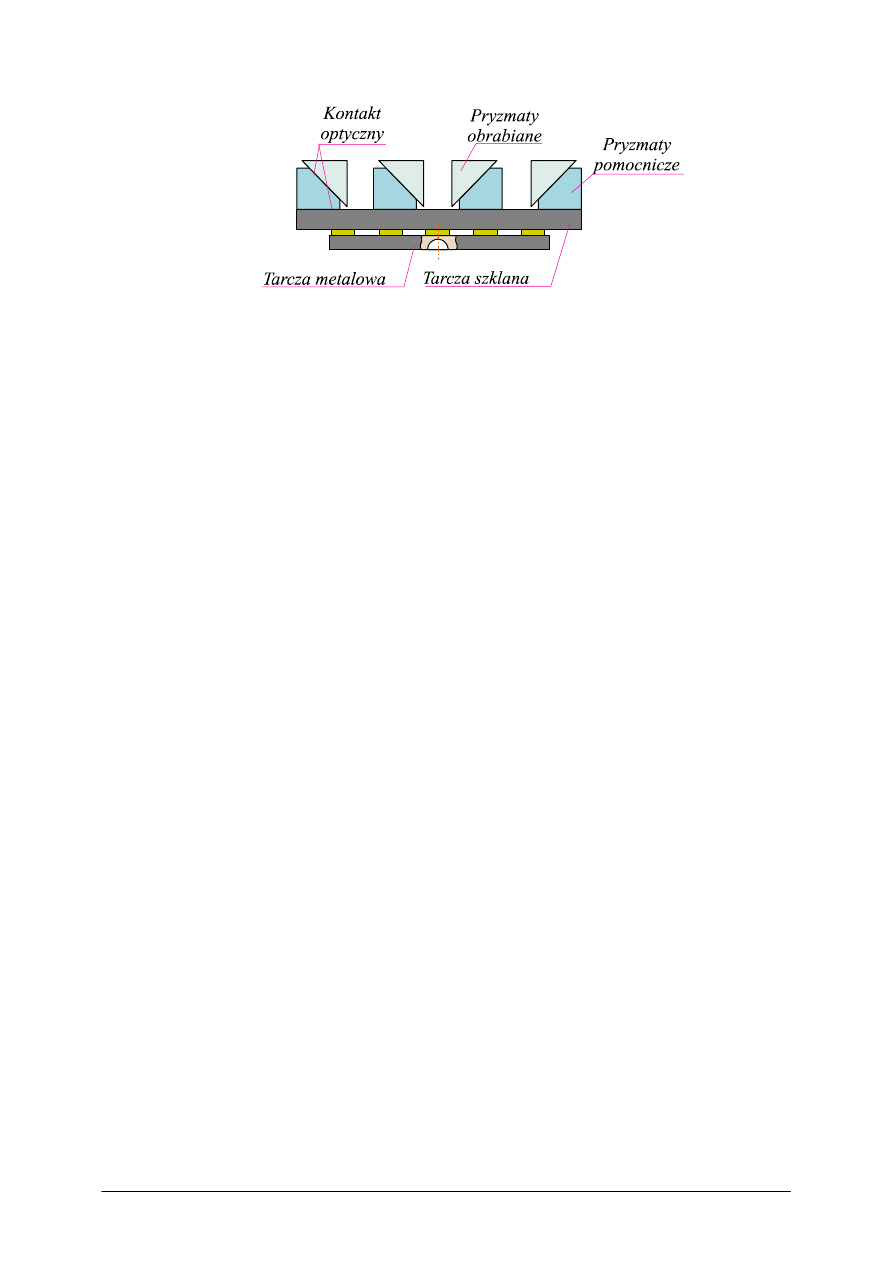
−
najbardziej dokładną metodą mocowania elementów optycznych do obróbki drobnej jest
kontakt optyczny – spajanie. Jest to zjawisko przywieralności dwóch powierzchni do
siebie dzięki wykorzystaniu zjawiska adhezji. Powierzchnie elementów optycznych,
tarczy szklanej (płyty kontaktowej), pryzmatów pomocniczych muszą być bardzo
dokładnie wyszlifowane i wypolerowane. Ten sposób połączenia nie wymaga żadnego
kleiwa. Błędy kąta prostego obrabianych elementów będą zależne tylko od dokładności
wykonania tarczy szklanej i pryzmatów pomocniczych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Rys. 41. Mocowanie pryzmatów metodą kontaktu optycznego [opracowanie własne]
Rozlokowanie tak mocowanych pryzmatów wymaga umiejętnego podgrzania pryzmatu
obrabianego lub pomocniczego. Różnica temperatur powoduje chwilową deformację
powierzchni spojenia i rozłączenie.
Soczewki do odróbki dokładnej najczęściej mocujemy na grubej warstwy smoły
naklejniczej tzw. „babkę”. Sposób został omówiony w rozdziale 4.6.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakimi narzędziami możemy polerować szkło?
2.
Jakiego rodzaju proszku ściernego będziesz używać do obróbki wykańczającej szkła?
3.
Z jakiego materiału są wykonywane narzędzia szlifierskie do obróbki wykańczającej?
4.
Z jakiego metalu wykonane są narzędzia do szlifowania wykańczającego?
5.
Jakich proszków będziemy używać jako poleru?
6.
Czego używamy jako podkładu na narzędziach polerskich do polerowania?
7.
Jak możemy mocować elementy optyczne do obróbki wykańczającej?
4.7.3. Ćwiczenia
Ćwiczenie 1
Dobierz narzędzia, przyrządy pomiarowe, materiały i pomoce do wykonania szlifowania
wykańczającego i polerowania płytki pryzmatu wg rysunku konstrukcyjnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać
w
materiałach
dydaktycznych
informacje
dotyczące
szlifowania
wykańczającego i polerowania powierzchni płaskich i pryzmatów,
2)
przeanalizować rysunek konstrukcyjny pryzmatu,
3)
przeanalizować dokumentację technologiczną wykonania pryzmatu,
4)
dobrać narzędzia do wymienionych w poleceniu operacji wykonania pryzmatu,
5)
dobrać przyrządy pomiarowe i kontrolne do wykonania w/w operacji,
6)
dobrać materiały i pomoce do operacji szlifowania wykańczającego i polerowania
pryzmatu,
7)
sporządzić notatkę z wykonanego zadania.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
zestaw narzędzi szlifierskich do płaszczyzn,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
–
zestaw narzędzi polerskich do płaszczyzn,
–
zestaw narzędzi układniczych i naklejniczych do pryzmatów,
–
zestaw przyrządów pomiarowych i kontrolnych do szlifowania wykańczającego
i polerowania pryzmatów,
–
zestaw materiałów i pomocy do szlifowania wykańczającego i polerowania pryzmatów,
–
katalogi narzędzi szlifierskich i polerskich,
–
katalogi materiałów do szlifowania wykańczającego i polerowania,
–
dokumentacja technologiczna wykonania pryzmatu.
Ćwiczenie 2
Przeprowadź
operację
szlifowania
wykańczające
i
polerowanie
soczewki
płaskowypukłej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące obróbki wykańczającej
powierzchni optycznych,
2)
odszukać w materiałach dydaktycznych informacji o narzędziach do szlifowania
wykańczającego,
3)
przeanalizować dokumentację technologiczną wykonania soczewki płaskowypukłej,
4)
zorganizować stanowisko do wykonania szlifowania wykańczającego i polerowania
powierzchni płaskich i sferycznych,
5)
dobrać narzędzia do mocowania soczewek,
6)
dobrać narzędzia do szlifowania otrzymanych soczewek,
7)
dobrać przyrządy pomiarowe i kontrolne do szlifowania wykańczającego i polerowania
soczewek,
8)
dobrać materiały i pomoce wg dokumentacji technologicznej,
9)
zamocować soczewki do obróbki pierwszej strony (płaskiej) zgodnie z dokumentacja
technologiczną,
10)
przeprowadzić szlifowanie wykańczające pierwszej strony zachowując parametry
zgodnie z dokumentacją technologiczną,
11)
przeprowadzić
polerowanie
pierwszej
strony
zachowując
parametry
zgodnie
z dokumentacją technologiczną,
12)
rozblokować soczewki i umyć po obróbce,
13)
zamocować soczewki do szlifowania strony drugiej (wypukłej),
14)
przeprowadzić szlifowanie wykańczające drugiej strony zachowując parametry zgodnie
z dokumentacją technologiczną,
15)
przeprowadzić
polerowanie
drugiej
strony
zachowując
parametry
zgodnie
z dokumentacją technologiczną,
16)
rozblokować soczewki po obróbce i umyć,
17)
skontrolować wykonane soczewki.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
dokumentacja technologiczna wykonania soczewki płaskowypukłej,
–
zestaw narzędzi szlifierskich do płaszczyzn,
–
zestaw narzędzi polerskich do płaszczyzn,
–
zestaw narzędzi szlifierskich do powierzchni sferycznych,
–
zestaw narzędzi polerskich do powierzchni sferycznych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
–
zestaw narzędzi układniczych i naklejniczych do płaszczyzn,
–
zestaw narzędzi układniczych i naklejniczych do powierzchni sferycznych,
–
zestaw przyrządów pomiarowych i kontrolnych do szlifowania wykańczającego
powierzchni płaskich i sferycznych,
–
zestaw przyrządów pomiarowych i kontrolnych do polerowania powierzchni płaskich
i sferycznych,
–
zestaw materiałów i pomocy do szlifowania,
–
katalogi narzędzi szlifierskich i polerskich,
–
katalogi materiałów do szlifowania i polerowania,
–
szlifierko-polerka do powierzchni płaskich i sferycznych.
Ćwiczenie 3
Zamocuj płytki płaskorównoległe do obróbki wykańczającej na kontakt optyczny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące mocowania powierzchni
optycznych do obróbki,
2)
odszukać w materiałach dydaktycznych informacji o narzędziach naklejniczych
i układniczych do szlifowania wykańczającego i polerowania,
3)
przeanalizować dokumentację technologiczną wykonania płytki płaskorównoległej,
4)
zorganizować stanowisko do wykonania mocowania na kontakt optyczny powierzchni
płaskich,
5)
dobrać narzędzia do mocowania płytek,
6)
dobrać materiały do mocowania płytek,
7)
dobrać przyrządy pomiarowe i kontrolne do wykonania mocowania na kontakt optyczny,
8)
dobrać materiały i pomoce wg dokumentacji technologicznej,
9)
umyć płyty kontaktowe i elementy do mocowania,
10)
zamocować płytki do obróbki pierwszej strony na kontakt optyczny zgodnie
z dokumentacja technologiczną,
11)
skontrolować wykonane mocowanie.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
dokumentacja technologiczna wykonania płytki płaskorównoległej,
–
zestaw płyt i kostek kontaktowych do mocowania płaszczyzn na kontakt optyczny,
–
zestaw przyrządów pomiarowych i kontrolnych do mocowania za pomocą adhezji,
–
zestaw materiałów do mocowania płytek,
–
stanowisko do mocowania na kontakt optyczny,
–
zestaw płytek do mocowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować
narzędzia
do
szlifowania
wykańczającego
i polerowania?
2)
scharakteryzować
narzędzia
do
szlifowania
wykańczającego
i polerowania?
3)
scharakteryzować narzędzia naklejnicze i układnicze do szlifowania
wykańczającego i polerowania?
4)
omówić budowę szlifierki-polerki do szkła?
5)
scharakteryzować przyrządy pomiarowe i kontrolne stosowane
podczas szlifowania wykańczającego i polerowania?
6)
scharakteryzować sposoby mocowania elementów do szlifowania
wykańczającego i polerowania?
7)
dobrać
narzędzia
do
polerowania
powierzchni
elementów
optycznych?
8)
zamocować
elementy
optyczne
do
szlifowania
dokładnego
i polerowania?
9)
wypolerować powierzchnię płaską?
10)
wypolerować powierzchnię sferyczną?
11)
sprawdzić powierzchnie po polerowaniu?
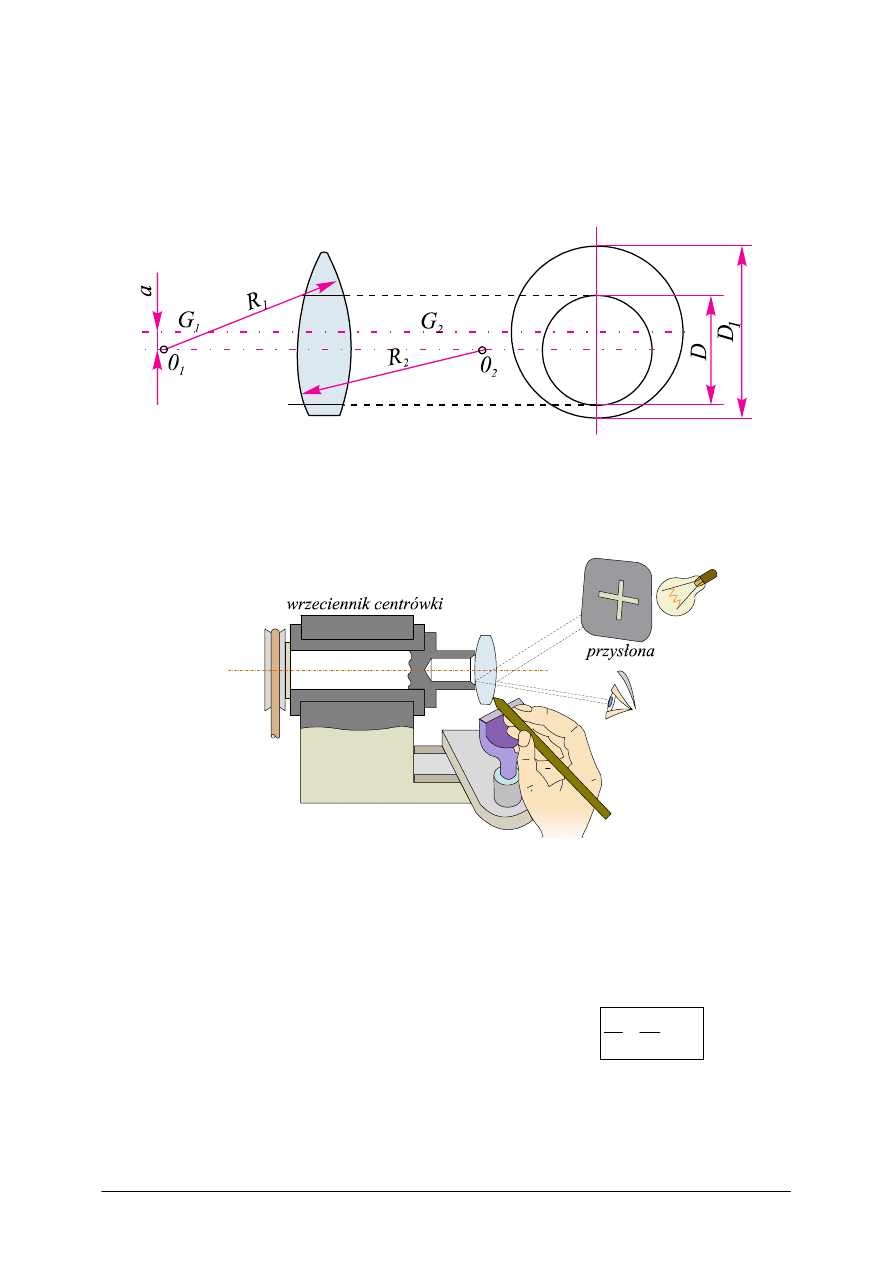
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
4.8. Centrowanie soczewek
4.8.1. Materiał nauczania
Wypolerowane soczewki mają niejednakową grubość na brzegach (rysunek 42).
Rys. 42. Soczewka klinowata [opracowanie własne]
Różnica między największą i najmniejszą grubością nazywa się klinowością soczewki.
Prosta 0
1
0
2
przechodząca przez środki powierzchni kulistych jest osią optyczną soczewki.
Powinna być ona również osią symetrii obwodu zewnętrznego. Spełnienie tego warunku
uzyskuje się przez operację centrowania.
Rys. 43. Schemat centrowania soczewek [opracowanie własne]
Centrowaniu polega na ustawieniu soczewki na wrzecionie centrówki tak, aby obrazy
blaszanej przysłony z wyciętym krzyżem (rysunek 43) odbite od obydwu powierzchni
sferycznych nie wykazywały „bicia”. Soczewka przyklejona do oprawki we wrzecionie smołą
polerowniczą i po nagrzaniu palniczkiem Bunsena daje się ustawić prawidłowo przez nacisk
pałeczką. Następnie szlifuje się naddatek z obwodu zewnętrznego o średnicy D
1
(rysunek
102) na średnicę D gotowej soczewki.
Jeżeli soczewka dwuwypukła lub dwuwklęsła, spełnia warunek
3
,
0
2
1
≥
+
R
D
R
D
to centrowanie mo
ż
e odbywa
ć
si
ę
metod
ą
samocentruj
ą
cego docisku dwustronnego jak na
rysunku 44.
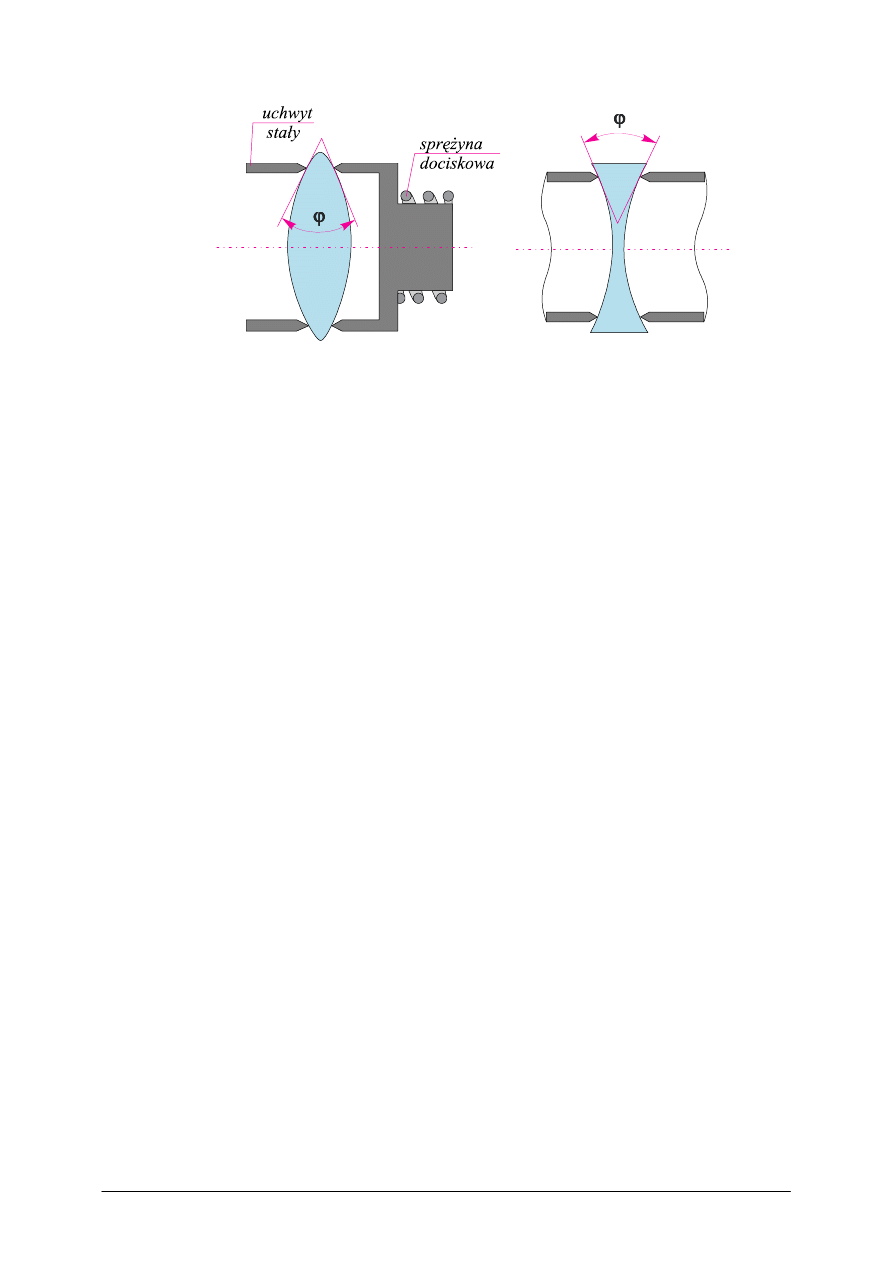
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Rys. 44. Schemat centrowania soczewek [opracowanie własne]
Odpowiada to kątowi
ϕ
wzajemnego pochylenia powierzchni wystarczającemu do
samoustawienia się soczewki na wrzecionie.
Po operacji centrowania wykonuje się na krawędziach obwodu zewnętrznego małe fazki
ochronne, lub większe do mocowania przez zwalcowywanie brzegu oprawy.
4.8.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest klinowatość soczewek?
2.
Jakimi narzędziami możemy centrować soczewki?
3.
W jaki sposób mocujemy soczewki do centrowania?
4.
Jakich materiałów używamy do mocowania soczewek do centrowania?
5.
Na jakich obrabiarkach wykonujemy operacje centrowania soczewek?
4.8.3. Ćwiczenia
Ćwiczenie 1
Dobierz narzędzia, przyrządy pomiarowe i kontrolne, uchwyty mocujące oraz materiały
pomocnicze do centrowania soczewki zgodnie z podanym rysunkiem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące centryczności soczewek,
2)
odszukać w materiałach dydaktycznych informacje dotyczące centrowania soczewek,
3)
przeanalizować rysunek konstrukcyjny soczewki,
4)
przeanalizować dokumentację technologiczną centrowania soczewki,
5)
dobrać narzędzia do operacji centrowania soczewki,
6)
dobrać uchwyty mocujące do operacji centrowania soczewki,
7)
dobrać przyrządy pomiarowe i kontrolne do wykonania w/w operacji,
8)
dobrać materiały i pomoce do operacji centrowania soczewek,
9)
sporządź notatkę z wykonanego zadania.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
zestaw narzędzi do centrowania soczewek,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
–
zestaw uchwytów mocujących soczewki do centrowania,
–
zestaw przyrządów pomiarowych i kontrolnych do centrowania soczewek,
–
zestaw materiałów i pomocy do centrowania soczewek,
–
dokumentacja technologiczna wykonania pryzmatu.
Ćwiczenie 2
Przeprowadź operację centrowania soczewki wg rysunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące centryczności soczewek,
2)
odszukać w materiałach dydaktycznych informacji centrowania soczewek,
3)
przeanalizować dokumentację technologiczną centrowania soczewki,
4)
zorganizować stanowisko do centrowania soczewek,
5)
dobrać sposób do mocowania soczeweki,
6)
dobrać narzędzia do centrowania soczewek,
7)
dobrać przyrządy pomiarowe i kontrolne do wykonania zadanej operacji,
8)
dobrać materiały i pomoce wg dokumentacji technologicznej,
9)
zamocować soczewki do centrowania,
10)
przeprowadzić operację centrowania wskazanych soczewek,
11)
odkleić soczewkę i umyć po obróbce,
12)
skontrolować wykonane soczewki.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
dokumentacja technologiczna wykonania soczewki,
–
zestaw narzędzi centrowniczych,
–
zestaw uchwytów mocujących soczewki do centrowania,
–
zestaw przyrządów pomiarowych i kontrolnych do wykonania centrowania soczewek,
–
zestaw materiałów i pomocy do centrowania,
–
centrówka.
4.8.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować narzędzia do centrowania soczewek?
2)
opisać zasady centrowania soczewek?
3)
scharakteryzować sposoby mocowania soczewek do centrowania?
4)
scharakteryzować przyrządy pomiarowe i kontrolne stosowane
podczas centrowania soczewek?
5)
dobrać narzędzia do centrowania soczewek?
6)
dobrać przyrządy pomiarowe stosowane podczas centrowania
soczewek?
7)
zamocować soczewki do centrowania?
8)
wykonać centrowanie soczewek?
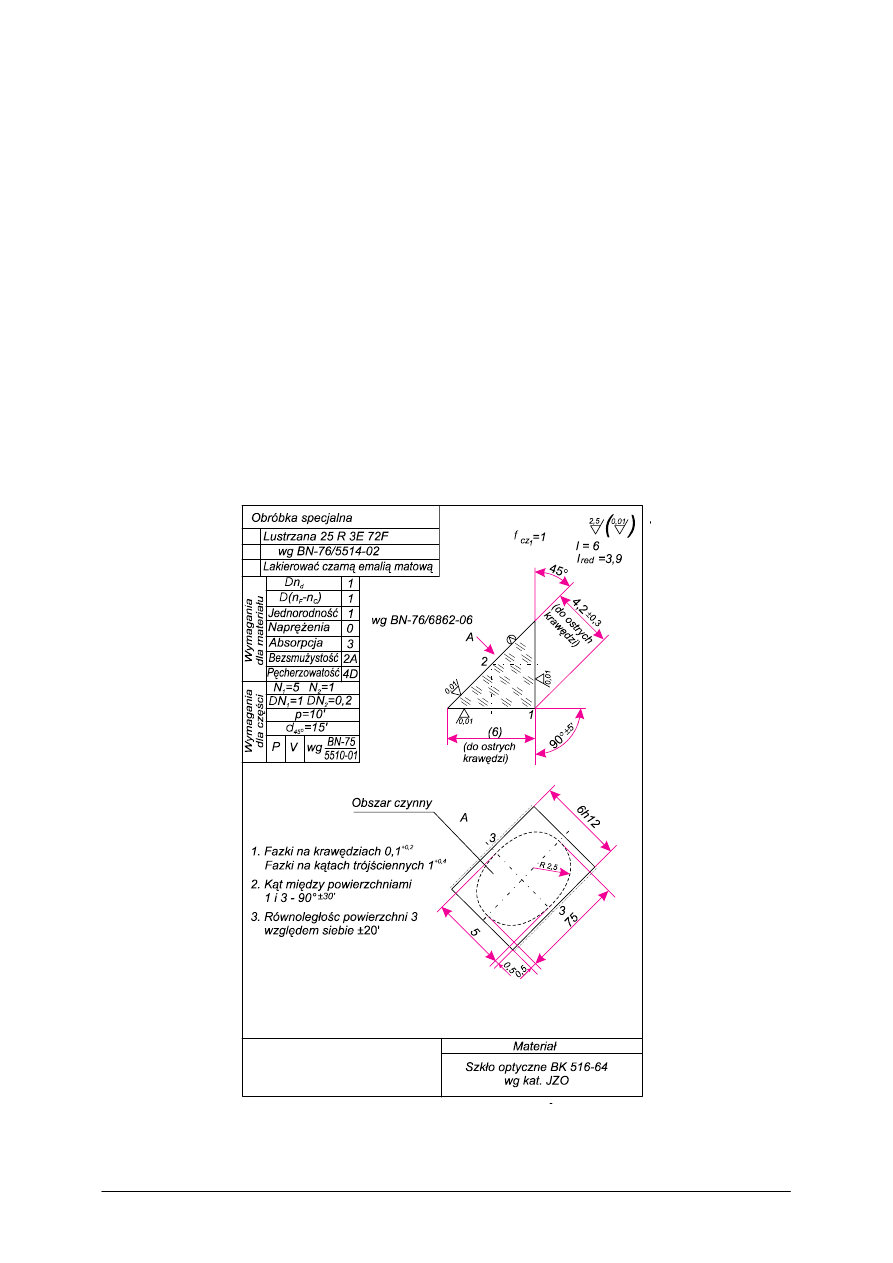
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
4.9. Procesy technologiczne elementów optycznych
4.9.1. Materiał nauczania
Wiadomości wstępne
Proces technologiczny jest to zbiór informacji dotyczący wykonania elementu
optycznego. Zawiera on informacje dotyczące:
−
rodzaju i jakości materiału użytego na element optyczny,
−
wymiary jakie należy osiągać w poszczególnych operacjach,
−
naddatki na dalszą obróbkę,
−
ilość jednocześnie obrabianych elementów,
−
kolejność wykonywanych operacji i czynności,
−
obrabiarki, narzędzia i materiały pomocnicze do obróbki,
−
przyrządy pomiarowe i kontrolne stosowane podczas wykonywania elementu
optycznego.
Informacje podawane są na specjalnie przygotowywanych kartach technologicznych.
Przykładowy skrócony proces technologiczny wykonania pryzmatu prostokątnego
Rys. 45. Rysunek konstrukcyjny pryzmatu prostokątnego [opracowanie własne]
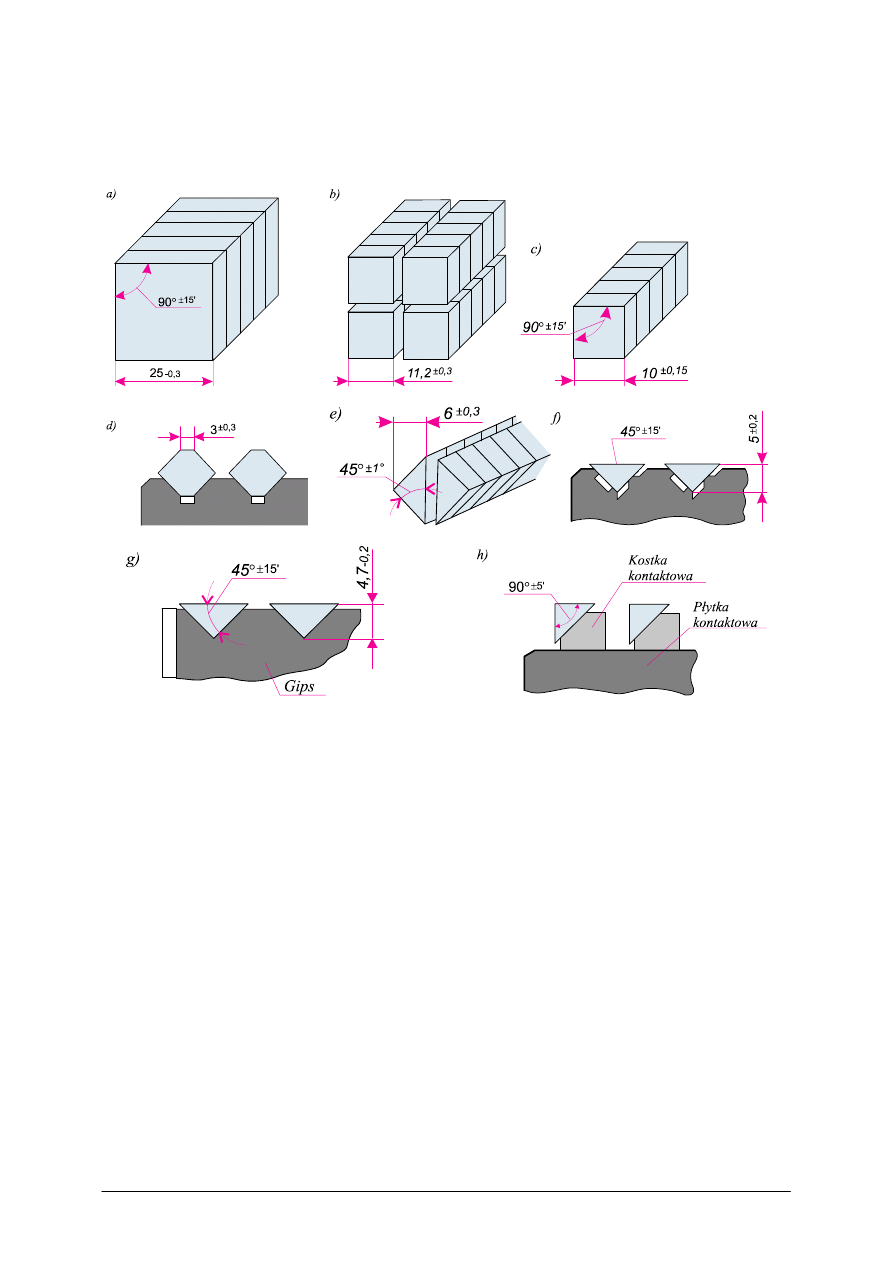
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Rysunek nr 45 przedstawia pryzmat prostokątny z jednym odbiciem od
przeciwprostokątnej pokrytej warstwą lustrzaną.
Przebieg technologiczny tego pryzmatu ilustruje rys. 46.
Rys. 46. Przebieg procesu technologicznego pryzmatu prostokątnego z rys. 34 [opracowanie własne]
Blok szkła cięty jest piłą na prostopadłościany o podstawie 26 x 26 mm, a te są
przecinane następnie na płytki o grubości 7 mm. Płytki są szlifowane obustronnie do wymiaru
6h12(-0,12 mm) z wygładzeniem do chropowatości Ra=2,5 mm, zgodnie z wymaganiami
rysunek 34. Kolejne operacje oznaczone literami wg rysunek 35:
a) sklejanie płytek w słupki i frezowanie czterech boków słupka do wymiaru 25
-0,3
z zachowaniem prostopadłości w granicach ±15’,
b) rozcinanie na 4 słupki o boku 11,2
±0,3
,
c) szlifowanie zgrubne słupka na wymiar 10
±0,15
i 90o
±15'
,
d) naprzemianległe fazowanie naroży na szerokość 3
±0,3
,
e) rozcinanie słupka na dwa trójkątne o wysokości 6
±0,3
i 45
o ±1°
,
f) szlifowanie wstępne przeciwprostokątnej do wysokości 5
-0,2
i 45°
±15’
,
g) szlifowanie drobne i polerowanie przeciwprostokątnej do kąta 45°
±15’
oraz wysokości
4,7
-0,2
,
h) szlifowanie drobne i polerowanie obydwu przyprostokątnych z uzyskaniem kąta 90°
±5’
,
(co jest możliwe dzięki mocowaniu na kontakt i dokładnie wykonanym kostkom
kontaktowym).
Po wyżej wymienionych operacjach wykonuje się fazowanie, matowanie szczerb,
nakładanie powłoki lustrzanej, lakierowanie powierzchni bocznych i kontrolę końcową
pryzmatu.
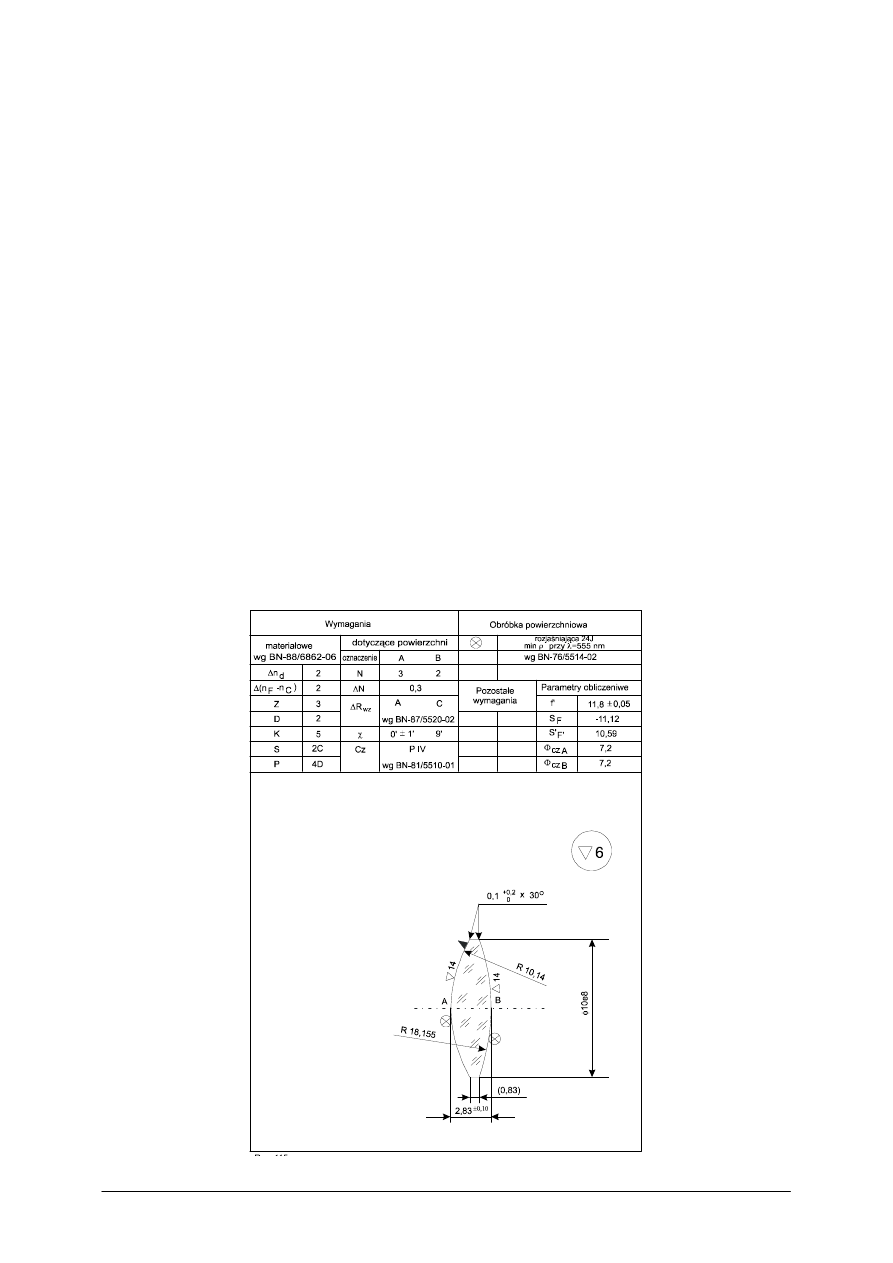
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Kąty dwuścienne pryzmatów o tolerancji powyżej 15’ mierzy się kątomierzem
optycznym lub noniuszowym; dla tolerancji 5 ¸15’ stosuje się czujniki mechaniczne lub
optyczne; dla tolerancji 30’’¸ 5’ – lunety autokolimacyjne; dla mniejszych tolerancji – szklane
kątowniki interferencyjne, precyzyjne goniometry oraz interferometry.
Błędem piramidalności pryzmatu nazywa się odchyłkę od równoległości między ścianą
pryzmatu (zwykle przeciwprostokątną), a przeciwległą do niej krawędzią (przy kącie 90°).
Przy dużych tolerancjach piramidalność mierzy się przyrządem czujnikowym, a przy małych
tolerancjach – przyrządem autokolimacyjnym.
4.9.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest proces technologiczny wykonania elementu optycznego?
2.
Jakie informacje zawarte są w dokumentacji technologicznej?
3.
Czym różni się proces wykonania elementu optycznego z bloku szkła od procesu
wykonania z prasówki?
4.
Jakie są podstawowe operacje wykonania pryzmatu?
5.
Jakie są podstawowe operacje wykonania soczewki?
4.9.3. Ćwiczenia
Ćwiczenie 1
Opracuj proces technologiczny wykonania soczewki z bloku szkła wg załączonego
rysunku konstrukcyjnego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące podstawowych etapów
obróbki mechanicznej elementów optycznych,
2)
odszukać w materiałach dydaktycznych informacje dotyczące mocowanie elementów
sferycznych,
3)
odszukać w materiałach dydaktycznych informacje dotyczące narzędzi, obrabiarek,
materiałów pomocniczych potrzebnych do wykonania soczewki,
4)
odszukać w materiałach dydaktycznych informacje dotyczące przyrządów pomiarowych
i kontrolnych do wykonania soczewki,
5)
wyszczególnić w punktach kolejność wykonywanych operacji i czynności podczas
wykonywania soczewki wg załączonego rysunku konstrukcyjnego,
6)
zapisać proces technologiczny wykonania w/w soczewki.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
katalogi narzędzi do obróbki szkła optycznego,
−
katalogi uchwytów do mocowania elementów optycznych podczas obróbki,
−
katalogi przyrządów pomiarowych i kontrolnych stosowanych podczas obróbki
elementów optycznych,
−
wzorcowe procesy technologiczne wykonania elementów optycznych,
−
karty technologiczne do wypełnienia przez uczniów.
Ćwiczenie 2
Opracuj proces technologiczny wykonania soczewki z prasówki wg załączonego rysunku
konstrukcyjnego w ćwiczeniu nr 1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące podstawowych etapów
obróbki mechanicznej elementów optycznych,
2)
odszukać w materiałach dydaktycznych informacje dotyczące mocowanie elementów
sferycznych,
3)
odszukać w materiałach dydaktycznych informacje dotyczące narzędzi, obrabiarek,
materiałów pomocniczych potrzebnych do wykonania soczewki,
4)
odszukać w materiałach dydaktycznych informacje dotyczące przyrządów pomiarowych
i kontrolnych do wykonania soczewki,
5)
odszukać w materiałach dydaktycznych informacje dotyczące półfabrykatów do
wykonania elementów optycznych,
6)
wyszczególnić w punktach kolejność wykonywanych operacji i czynności podczas
wykonywania soczewki wg załączonego rysunku konstrukcyjnego,
7)
zapisać proces technologiczny wykonania w/w soczewki.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
katalogi narzędzi do obróbki szkła optycznego,
−
katalogi uchwytów do mocowania elementów optycznych podczas obróbki,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
−
katalogi przyrządów pomiarowych i kontrolnych stosowanych podczas obróbki
elementów optycznych,
−
wzorcowe procesy technologiczne wykonania elementów optycznych,
−
karty technologiczne do wypełnienia przez uczniów.
4.9.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić podstawowe operacje wykonania płytki płaskorównoległej?
2)
wymienić podstawowe operacje wykonania pryzmatu?
3)
wymienić podstawowe operacje wykonania soczewki?
4)
wyjaśnić różnice w procesie wykonania elementu optycznego z bloku
szkła i prasówki?
5)
wykonać skrócony proces technologiczny soczewki?
6)
wykonać skrócony proces technologiczny pryzmatu?
7)
wykonać skrócony proces technologiczny płytki ochronnej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 25 zadania. Do każdego zadania dołączone są 4 możliwe odpowiedzi. Tylko
jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Zadania wymagają stosunkowo prostych obliczeń, które powinieneś wykonać przed
wskazaniem poprawnego wyniku.
7.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9.
Na rozwiązanie testu masz 60 min.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
1.
Szkło optyczne jest to
a)
stop.
b)
ciało monokrystaliczne.
c)
przechłodzona ciecz.
d)
minerał.
2.
CR 39 jest symbolem
a)
szkła optycznego mineralnego.
b)
szkła optycznego organicznego.
c)
szkła monochromatycznego.
d)
szkła lustrzanego.
3.
Symbolem F oznakowany jest materiał
a)
kryształ.
b)
stal.
c)
kron.
d)
flint.
4.
Nóż diamentowy używamy do cięcia
a)
płyt szklanych polerowanych.
b)
płyt szklanych matowych.
c)
płyt z tworzyw sztucznych.
d)
bloku szkła.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
5.
Rolka tnąca służy do cięcia
a)
płyt szklanych polerowanych.
b)
płyt szklanych matowych.
c)
płyt z tworzyw sztucznych.
d)
bloku szkła.
6.
Piły diamentowe przeznaczone są do cięcia
a)
płyt szklanych polerowanych.
b)
płyt szklanych matowych.
c)
płyt z tworzyw sztucznych.
d)
bloku szkła.
7.
Do wiercenia otworów o małych średnicach w szkle optycznym używa się
a)
wiertła piórkowego.
b)
fraza garnkowego.
c)
wiertła widiowego.
d)
wiertła tytanowego.
8.
Wiertło diamentowe stosuje się do wiercenia otworów w
a)
szkle organicznym.
b)
szkle mineralnym.
c)
stali.
d)
drewnie.
9.
Frez walcowy używany jest do
a)
wiercenia otworów o małych średnicach.
b)
wiercenia otworów o dużych średnicach.
c)
frezowania powierzchni płaskich.
d)
frezowania powierzchni sferycznych.
10.
Frez garnkowy o małej średnicy używany jest do
a)
wiercenia otworów o małych średnicach.
b)
wiercenia otworów o dużych średnicach.
c)
frezowania powierzchni płaskich.
d)
frezowania powierzchni sferycznych.
11.
Podany wzór służy do wyznaczania kąta ustawienia freza przy frezowaniu
(
)
r
R
D
w
+
=
2
sin
a)
powierzchni płaskich.
b)
wklęsłych.
c)
wypukłych.
d)
sferycznych.
12.
Do docierania szkła optycznego używamy
a)
proszku korundowego.
b)
proszku elektrokorundowego.
c)
pastylek diamentowych.
d)
pastylek krystalicznych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
13.
Szlifierko-polerka służy do
a)
polerowania szkła optycznego.
b)
szlifowania metali.
c)
polerowania metali.
d)
szlifowania otworów.
14.
Proszku karborundowego używamy do szlifowania
a)
metalu.
b)
kamieni szlachetnych.
c)
szkła.
d)
diamentu.
15.
Smoła naklejnicza używana jest do
a)
polerowania szkła organicznego.
b)
polerowania szkła mineralnego.
c)
mocowania elementów optycznych do obróbki.
d)
mocowania narzędzi.
16.
Wosk pszczeli używany jest do
a)
polerowania szkła organicznego.
b)
polerowania szkła mineralnego.
c)
mocowania do obróbki elementów optycznych płaskich.
d)
mocowania do obróbki elementów optycznych sferycznych.
17.
Kontakt optyczny do mocowania elementów optycznych wykorzystuje zjawisko
a)
absorpcji.
b)
dyfrakcji.
c)
adhezji.
d)
interferencji.
18.
Tlenek ceru używany jest do
a)
frezowania szkła.
b)
polerowania szkła.
c)
docierania szkła.
d)
szlifowania szkła.
19.
Szklane sprawdziany interferencyjne używamy do sprawdzania powierzchni
a)
szlifowanych.
b)
frezowanych.
c)
przecinanych.
d)
polerowanych.
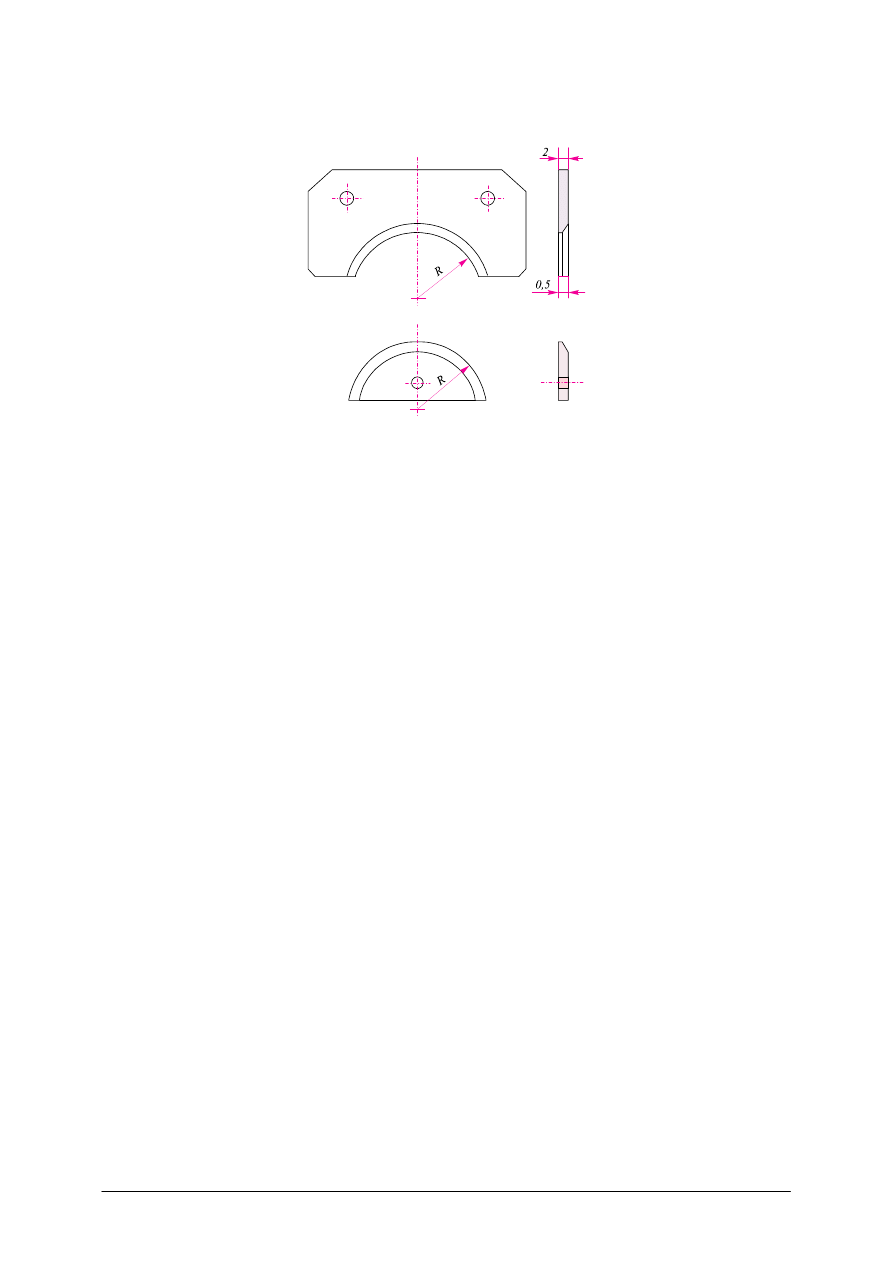
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
20.
Elementy przedstawione na rysunku używamy do sprawdzania powierzchni sferycznych
podczas
a)
polerowania.
b)
szlifowania zgrubnego.
c)
docierania.
d)
cięcia.
21.
Do centrowania soczewek używamy
a)
mikroskopu.
b)
lunetki dioptryjnej.
c)
kolimatora.
d)
lupy.
22.
Symbol ∆N na rysunkach elementów optycznych oznacza odchyłkę od
a)
powierzchni.
b)
promienia.
c)
grubości.
d)
strzałki ugięcia.
23.
Określenie P - V oznacza
a)
czystość powierzchni.
b)
gładkość powierzchni.
c)
chropowatość powierzchni.
d)
równoległość powierzchni.
24.
Parametr, który oznacza jakość materiału optycznego to
a)
smużystość.
b)
nierównoległość.
c)
prostopadłość.
d)
klinowatość.
25.
Gipsu używamy do mocowania do obróbki
a)
soczewek.
b)
pryzmatów.
c)
płytek.
d)
zwierciadeł.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Wykonywanie elementów optycznych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
25
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
6. LITERATURA
1.
Chalecki J.: Przyrządy optyczne. WNT, Warszawa1979
2.
Hein A., Sidorowicz A., Wagnerowski T.: Oko i okulary. Wydawnictwo Przemysłu
Lekkiego i Spożywczego, Warszawa 1966
3.
Jóźwicki R.: Optyka Instrumentalna. WNT, Warszawa 1970
4.
Krawcow J. A., Orłow J. I.: Optyka geometryczna ośrodków jednorodnych. WNT,
Warszawa 1993
5.
Legun Z.: Technologia elementów optycznych. WNT, Warszawa 1982
6.
Meyer – Arendt J. R.: Wstęp do optyki. PWN, Warszawa 1977
7.
Nowak J., Zając M.: Optyka – kurs elementarny. Oficyna Wydawnicza Politechniki
Wrocławskiej, Wrocław 1998
8.
Sojecki A.: Optyka. WSiP, Warszawa 1997
9.
Szymański J.: Budowa i montaż aparatury optycznej. WSiP, Warszawa 1978
10.
Internet – http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH
11.
Internet – http://zto.mchtr.pw.edu.pl/download/.pdf - dr inż. Michał Józwik
Wyszukiwarka
Podobne podstrony:
optyk mechanik 731[04] z1 01 u
optyk mechanik 731[04] z1 01 n
optyk mechanik 731[04] z1 03 n
optyk mechanik 731[04] z1 05 u
optyk mechanik 731[04] z1 05 n
optyk mechanik 731[04] z1 04 u
optyk mechanik 731[04] z1 02 n
optyk mechanik 731[04] z1 02 u
optyk mechanik 731[04] z1 04 n
optyk mechanik 731[04] z1 03 u
optyk mechanik 731[04] z1 01 u
optyk mechanik 731[04] z1 01 n
optyk mechanik 731[04] z1 01 n
optyk mechanik 731[04] z1 02 u
optyk mechanik 731[04] z1 02 n
optyk mechanik 731[04] z1 03 n
optyk mechanik 731[04] z1 03 u
optyk mechanik 731[04] z1 01 u
optyk mechanik 731[04] z1 04 n
więcej podobnych podstron