
44 /
/
TOP LOGISTYK
nr 2
[8]
/ kwiecień – maj 2009
Model Total Flow Management składa się z narzędzi
wpływających na redukcję kosztów wytwarzania oraz wzrost
produktywności. Po wdrożeniu solidnych podstaw, których
celem jest zbudowanie odpowiedniej kultury produkcji oraz
wdrożeniu narzędzi skierowanych na lepszy przepływ informacji
i materiałów wewnątrz linii produkcyjnych, warto skupić się na
kolejnym bloku zawierającym narzędzia służące usprawnieniu
logistyki wewnętrznej, która w tym przypadku jest pomostem
spinającym ze sobą obszary produkcyjne i magazynowe.
System ssący
Łukasz Dubiel
autor jest pracow-
nikiem KAIZEN
Institute Polska
Z
arZądZanie
prZepływami
–
podstawowe
narZędZia
wysZcZuplonego
wytwarZania
,
logistyka
wewnętrZna
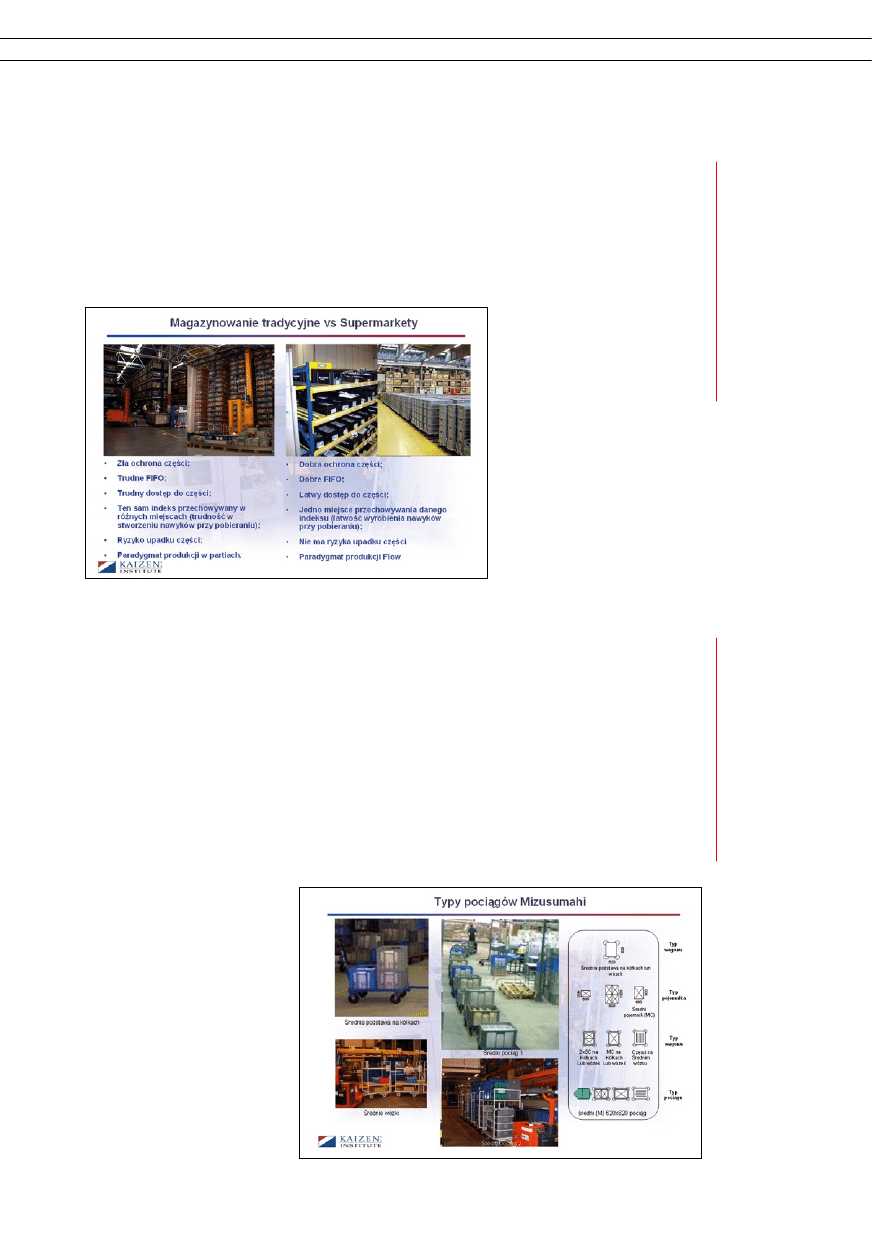
Pierwszym i podstawowym
elementem logistyki wewnętrz-
nej w rozumieniu KAIZEN są
SUPERMARKETY (rys. 1.).
Przy założeniu, że udało nam
się wdrożyć narzędzia z bloku
Projektowanie i doskonalenie li-
nii, powinniśmy zacząć tworzyć
lepszy przepływu w następują-
cych obszarach:
– od magazynu komponentów
– do linii produkcyjnych,
– pomiędzy liniami
produkcyjnymi,
– od linii produkcyjnych
– do magazynu wyrobów
gotowych.
Supermarkety tworzą nie-
zbędną infrastrukturę prze-
chowywania materiałów i pół-
produktów oraz umożliwiają
poprawne działanie logistyki
wewnętrznej. Jako obszary prze-
chowywania pracują według ści-
śle określonych zasad:
– każdy rodzaj materiałów lub
półproduktów ma ściśle
przypisaną lokalizację,
– zapewniają FIFO
(wyroby wyprodukowane
w pierwszej kolejności
przechodzą do kolejnej
operacji w pierwszej
kolejności),
– stoją bezpośrednio
za daną linią produkcyjną
(linia produkcyjna, za którą
umiejscowiony jest super
market, jest za niego
bezpośrednio
odpowiedzialna),
KAIZEN
Rys. 1.
TOP LOGISTYK /
/
45
www.logistyczny.com.pl
– posiadają wyznaczony
poziom minimalny
i maksymalny.
Ostatni z wymienionych punk-
tów ma znaczący wpływ na zarzą-
dzanie wizualne. Stan supermar-
ketu będzie zawsze fluktuował
pomiędzy skrajnymi wartościa-
mi minimum i maksimum. Kie-
dy jego stan przekroczy ustalo-
ne warunki brzegowe, oznacza
to, że w jakimś punkcie procesu
coś się dzieje. Jeśli wartość spad-
nie poniżej minimum, może to
oznaczać, że w górze strumienia
wystąpiły jakieś awarie czy prze-
stoje i istnieje ryzyko zatrzyma-
nia produkcji. Jeśli natomiast
stan supermarketu przekroczy
wartość maksimum, oznacza to
nadprodukcję. Tak w jednym,
jak i w drugim przypadku należy
podjąć natychmiastowe działania
korygujące.
Wdrażając supermarkety
(rys. 2.), zależy nam na maksy-
malnym zmniejszeniu wielkości
partii produkcyjnych i maksy-
malnym zwiększeniu częstotli-
wości przepływu informacji
i materiałów. Jednocześnie sta-
ramy się wprowadzić do obiegu
maksymalnie małe pojemniki.
Małe pojemniki zapewniają lep-
szą ergonomię oraz poprawiają
kontrolę nad ilością materiałów
w produkcji. W takim przypadku
należałoby zastanowić się
nad systemem dostarczania
i odbierania materiałów, półpro-
duktów czy wyrobów gotowych.
Stosowanie wózków widłowych
obsługujących poszczególne
obszary magazynowe i produk-
cyjne, przy zwiększonej często-
tliwości przepływu, traci rację
bytu, chociażby ze względu na
ryzyko wypadków. Alternaty-
wą jest zastosowanie małych
pociągów logistycznych, czyli
MIZUSUMASHI.
Mizusumashi kieruje całym ru-
chem wewnętrznym pomiędzy su-
permarketami (rys. 3.). Jest to zwy-
kle mały pociąg wyposażony w kilka
wagoników. Jego główne zadania to:
– zaopatrywanie w kompo-
nenty oraz ewakuacja
wyrobów gotowych z linii
montażowych,
– zapewnienie przepływu
wszystkich informacji
i zamówień,
– dostarczanie komponentów
bezpośrednio do punktu
użycia.
Mizusumashi powinien działać
podobnie do linii metra, czyli:
– poruszać się wyłącznie po
zdefiniowanej trasie,
– zatrzymywać się wyłącz-
nie na wyznaczonych
przystankach,
– działać w ustalonym cyklu
(np. co 20 minut powinien
rozpoczynać kolejne cykle).
Wszystkie działania Mizusu-
mashi powinny być zestandaryzo-
wane, a ilość pojemników dostar-
czanych w jednym cyklu powinna
wynikać z dwóch parametrów:
– rozmiaru partii produkcyjnej
lub transportowej,
– czasu uzupełnienia.
W celu dokładnej synchro-
nizacji wielkości supermarketu
z partiami produkcyjnymi lub
transportowymi oraz zapewnie-
nia odpowiedniego systemu prze-
pływu informacji warto posłużyć
się kolejnym narzędziem z grupy
logistyki wewnętrznej, jakim jest
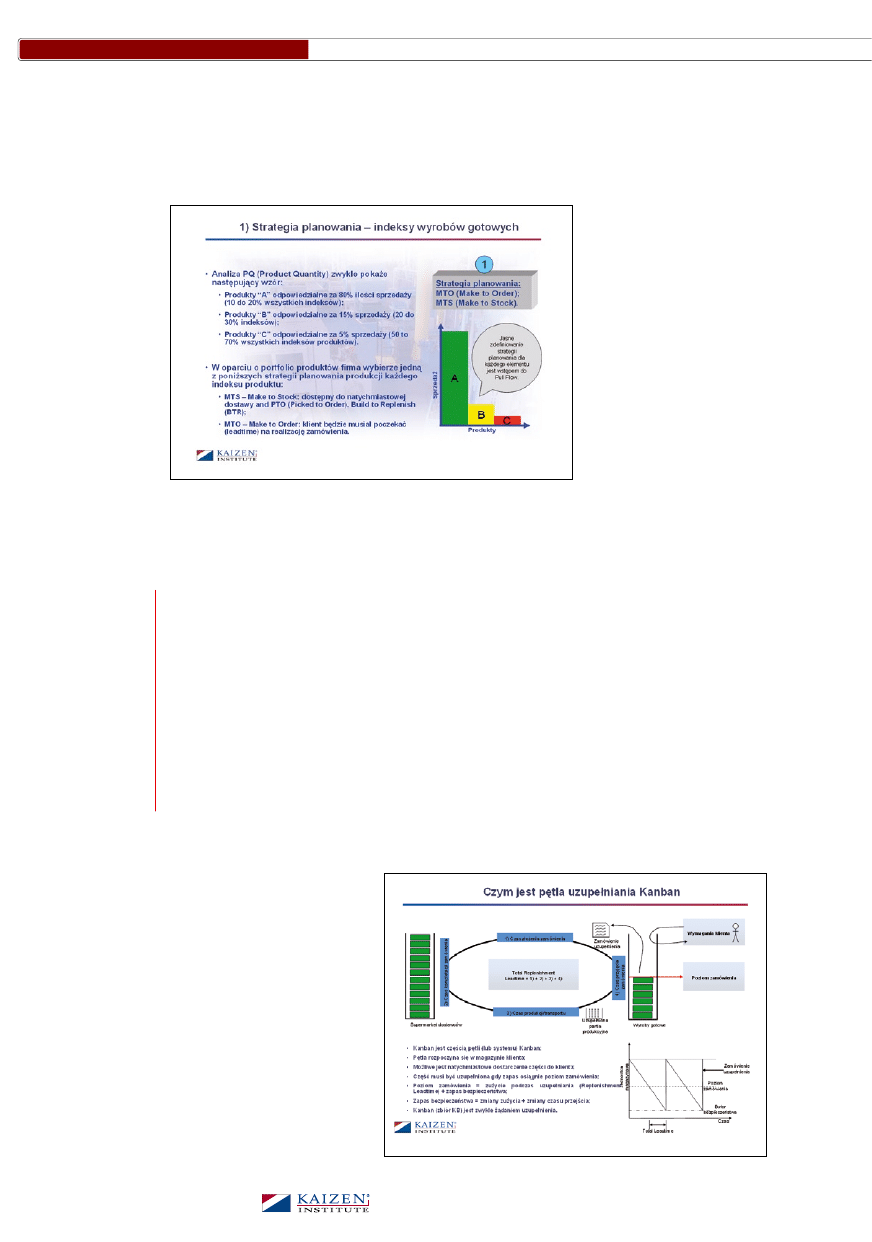
KANBAN. Słowo KANBAN ozna-
cza kartkę, ale tym mianem okre-
śla się zwykle cały system przepły-
wu informacji.
Można powiedzieć, że KAN-
BANY działają w pętlach pomię-
dzy supermarketami (rys. 4.). Sy-
stem ten musi być jednoznacznie
sprzężony z wielkością supermar-
ketu i czasem reakcji na zamó-
wienie. Ilość KANBANÓW
w pętlach określić można przy po-
mocy następujących parametrów:
– czas złożenia zamówienia,
– czas kompletacji zamówienia,
Pierwszym
i podstawowym
elementem logistyki
wewnętrznej
w rozumieniu
KAIZEN są
SUPERMARKETY.
Tworzą one
niezbędną infrastruk-
turę przechowywania
materiałów
i półproduktów oraz
umożliwiają popraw-
ne działanie logistyki
wewnętrznej.
KANBAN jest
narzędziem z grupy
logistyki wewnętrz-
nej. Dosłownie
oznacza kartkę, ale
tym mianem określa
się zwykle cały system
przepływu informacji.
System ten musi być
jednoznacznie sprzę-
żony z wielkością
supermarketu
i czasem reakcji
na zamówienie.
Rys. 2.
Rys. 3.
46 /
/
TOP LOGISTYK
nr 2
[8]
/ kwiecień – maj 2009
KAIZEN
partner merytoryczny działu
– czas produkcji i transportu,
– czas przyjęcia zamówienia.
Kiedy zsumujemy wszystkie te
czasy, otrzymamy czas odpowia-
dający minimum na supermar-
kecie. Oznacza to, że kiedy ilość
wyrobów danego typu zgroma-
dzonych na supermarkecie spad-
nie do tego poziomu, to
w następnej kolejności należy
przezbroić linię i rozpocząć pro-
dukcję dokładnie tego wyrobu.
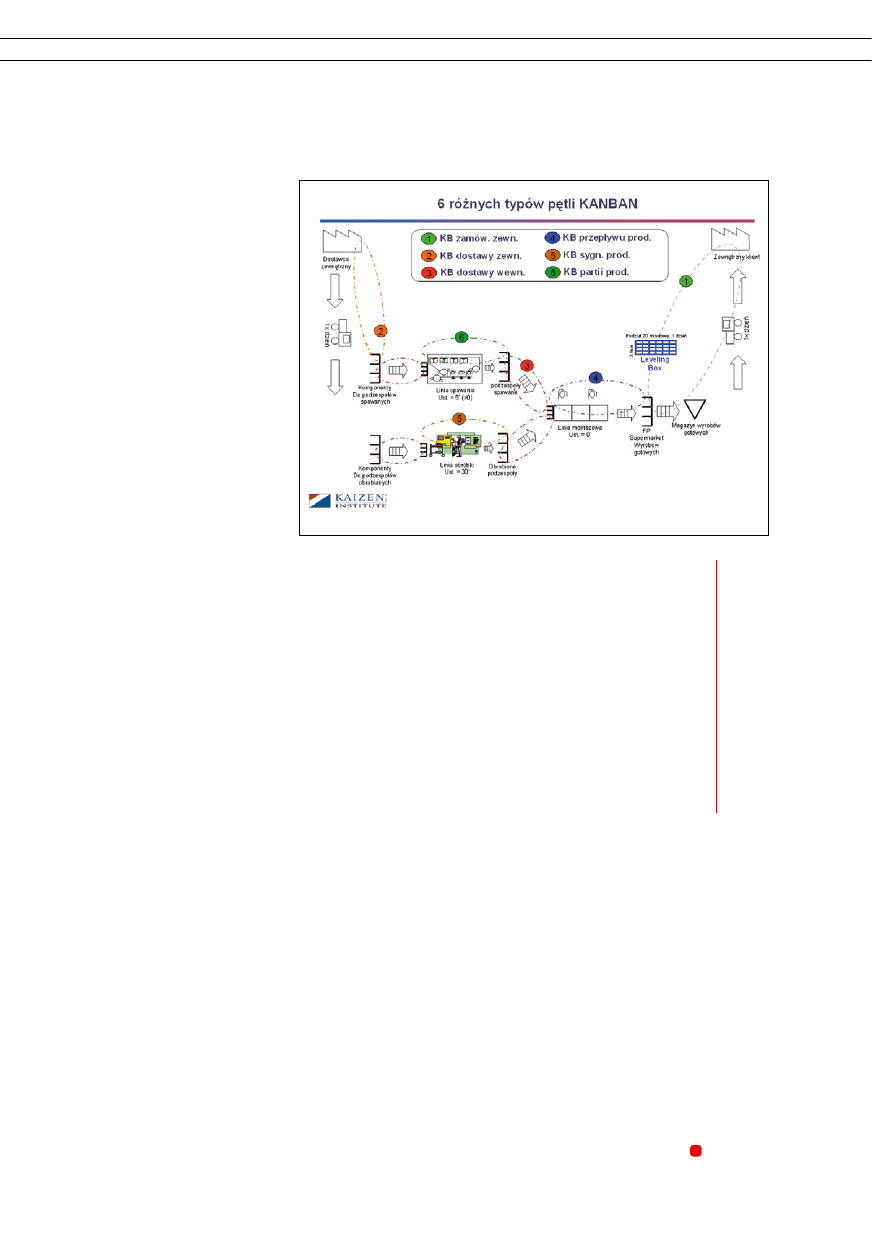
W modelu TFM wyróżniamy
sześć typów pętli KANBAN (rys.
5.). Trzy z nich dotyczą logistyki:
1. KANBAN zamówień ze-
wnętrznych: zwykle przyjmujący
elektroniczną formę przekłada-
ną później na plan produkcji.
2. KANBAN dostaw zewnętrz-
nych: podobnie jak poprzednio
mogą to być elektroniczne sy-
stemy generowania zamówień.
3. KANBAN dostaw we-
wnętrznych: typowy KANBAN
materiałowy stosowany w logi-
styce wewnętrznej.
Kolejne trzy typy służą rea-
lizacji produkcji. W tej grupie
możemy wyróżnić:
1. KANBAN przepływu – ma-
jący zastosowanie wszędzie tam,
gdzie nie występuje przezbro-
jenie, a zależy nam na realizo-
waniu procesu zgodnie z kon-
kretną sekwencją (wyrób po
wyrobie, np. A, B, C, C, B, A).
2. KANBAN partii produk-
cyjnej – mający zastosowanie
wszędzie tam, gdzie występuje
przezbrojenie, ale jego czas nie
jest stosunkowo długi. Wtedy,
w celu unikania strat wynikają-
cych z przezbrojeń, KANBANY
grupuje się w partie produkcyj-
ne, a produkcję danej grupy wy-
robów rozpoczyna po osiągnię-
ciu minimum na supermarkecie.
3. KANBAN sygnału produkcji
– stosowany wszędzie tam, gdzie
przezbrojenia są długie, a pomię-
dzy nimi produkujemy bardzo
dużą ilość pojemników z jednym
typem wyrobów. Wówczas KAN-
BAN określa czas rozpoczęcia
produkcji danego wyrobu oraz
wielkość produkowanej partii.
Zazwyczaj ma trójkątny kształt
(tzw. tringular KANBAN).
Do kalkulacji ilości KANBA-
NÓW w pętli należy wziąć pod
uwagę m.in.:
– nazwę i numer części,
– czas przezbrojenia,
– ilość sztuk w pojemniku,
– ilość pojemników w obiegu,
– odpowiednią politykę partii
cyklu, czyli co jaki czas
będziemy produkować dany
wyrób.
Biorąc pod uwagę politykę par-
tii cyklu, dochodzimy do kolej-
nego narzędzia, jakim jest PO-
ZIOMOWANIE. Poziomowanie
wygładza zużycie materiałów oraz
obciążenie pracą, umożliwiając
lepsze zbalansowanie operatorów
i standaryzację pracy. Poziomo-
wanie produkcji oznacza powta-
rzanie produktu w stałym cyklu
czasowym. Parametrem charak-
terystycznym dla poziomowania
jest EPE, tzn. Every Product Eve-
ry Day. Można wyróżnić pięć ro-
dzajów poziomowania:
1. Duże partie, produkcja mie-
sięczna – czyli miesięczna par-
tia danego wyrobu produkowana
jednorazowo.
2. Mniejsze partie, więcej niż
jedna partia na miesiąc.
3. Produkcja dzienna – różna
ilość.
4. Stała partia, kilka partii
dziennie.
5. Partia jednostkowa, produk-
cja mieszana.
Warto zwrócić uwagę na
wpływ szybkości przezbroje-
nia na rodzaj poziomowania.
Chcąc produkować zgodnie
z piątym rodzajem, umożliwia-
jącym maksymalną elastycz-
Poziomowanie
produkcji oznacza
powtarzanie
produktu w stałym
cyklu czasowym.
Poziomowanie
wygładza zużycie
materiałów oraz
obciążenie pracą,
umożliwiając lepsze
zbalansowanie
operatorów
i standaryzację
pracy.
Rys. 4.
Rys. 5.
Narzędzia logistyki
wewnętrznej cha-
rakteryzują system
ssący (Pull System).
W takim systemie nie
tworzymy niekontro-
lowanych buforów
międzyoperacyjnych,
ale supermarkety,
natomiast start
produkcji czy
pobranie kompo-
nentów sterowane
są przez odpowiedni
system przepływu
informacji.
ność w stosunku do wymagań
klienta, należy w pierwszej ko-
lejności wypracować najszybsze
i najlepsze systemy przezbro-
jeń, ponieważ w tym przypadku
nie można pozwolić sobie na
niepotrzebną stratę wydajno-
ści. Jest to znakomity przykład,
jak narzędzia z poszczególnych
grup wpływają na siebie i dla-
czego chronologia wdrażania
poszczególnych bloków modelu
TFM ma znaczenie.
Wszystkie wymienione po-
wyżej narzędzia charakteryzu-
ją system ssący (
Pull System).
W takim systemie nie tworzy-
my niekontrolowanych bufo-
rów międzyoperacyjnych, ale
supermarkety, natomiast start
produkcji czy pobranie kom-
ponentów sterowane są przez
odpowiedni system przepływu
informacji (KANBAN). Żeby
jednak skutecznie realizować
proces produkcyjny, musimy
w pierwszej kolejności obrać
odpowiednią strategię plano-
wania. Zazwyczaj od 10 do 20
proc. produkowanych indek-
sów generuje 80 proc. sprzeda-
ży. Wyroby tego typu możemy
zaklasyfikować jako „szybko ro-
tujące”. Wobec tego możemy
dla nich zastosować klasyczny
system ssący. Wyroby te będą
produkowane w oparciu o sy-
stem MTS (
Make to Stock).
W takim układzie będą zawsze
znajdowały się w supermarke-
tach, gotowe do natychmia-
stowej dostawy. Inny system
zastosujemy do grup wyro-
bów generujących pozosta-
łe 20 proc. sprzedaży. Ogólnie
można powiedzieć, że pozosta-
łe grupy kształtują się nastę-
pująco: zwykle 20 – 30 proc.
indeksów generuje 15 proc.
sprzedaży, natomiast pozostałe
5 proc. sprzedaży generowane
jest przez 50 – 70 proc. indek-
sów. Dla nich zastosujemy stra-
tegię MTO (
Make to Order).
W uproszczeniu można po-
wiedzieć, że w takim systemie
klient będzie musiał poczekać
na realizację zamówienia. Ko-
lejnym krokiem będzie zapla-
nowanie zdolności wykonania
danych wyrobów. Zdolności po-
winny być planowane na bazie
czasu taktu klienta.
W planowaniu zdolności po-
winna brać udział zarówno pro-
dukcja, jak i logistyka (rys. 6.).
Celem jest umożliwienie pro-
dukcji i logistyce uzgodnienia
zdolności w powiązaniu z pro-
gnozą czasu taktu. Zadaniami
produkcji są:
– planowanie zdolności linii
i maszyn,
– planowanie wielkości
supermarketów,
– planowanie zdolności
transportu
międzyoperacyjnego.
Natomiast w gestii logistyki
powinno leżeć:
– planowanie łańcucha
logistycznego,
– zapewnienie dostaw
komponentów,
– zapewnienie, że
zamówienia klienta
zostaną obsłużone.
Strategia planowania i planowa-
nie zdolności stanowią przygoto-
wanie do planowania wykonania.
Planowanie wykonania to metoda
sprawdzająca się jedynie dla krót-
koterminowych i określonych za-
mówień klienta. Decydujemy, co
i w jakiej ilości będzie produ-
kowane i dostarczane kliento-
wi. Obliczamy następujące typy
zamówień:
– zamówienia dla klienta
końcowego dla wyrobów
MTO,
– zlecenia uzupełnienia
supermarketów dla produktów
z grupy MTS.
Po zakończeniu obliczania li-
sty zamówień proces poziomo-
wania produkcji może zostać
rozpoczęty. Dzięki zastosowa-
niu narzędzi z bloku logistyki we-
wnętrznej możemy przystosować
produkcję oraz logistykę do rea-
lizacji zamówień zgodnie z pię-
cioma zasadami wyszczuplonego
wytwarzania. Jesteśmy w stanie
dostarczać klientowi dokładnie ta-
kich wyrobów, jakich potrzebuje w
odpowiednim czasie. Maksymal-
nie skracamy czas oczekiwania
na realizację zmówienia. Poprzez
standaryzację pracy otrzymuje-
my powtarzalną jakość, a dobre
zbalansowanie operatorów
i maszyn w stosunku do wyma-
gań klienta powoduje obniżenie
kosztów wytwarzania oraz wzrost
produktywności. Jednakże, aby
odnieść sukces na tym polu,
w pierwszej kolejności musimy
zbudować solidne podstawy.
Rys. 6.
Wyszukiwarka
Podobne podstrony:
top logistyk 2008 08 01 pulaka systemu pdf
model systemu zarz-dzania, Logistyka - materiały, semestr 1, Podstawy zarządzania
System i metody sterowania w logistyce
logistyczne systemy i kryteria klasyfikacji, Logistyka
026 Przezwycięzanie złych nawyków Top Logistyk
Systemy informatyczne stosowane w logistyce, Logistyka
SYSTEMY ZARZĄDZANIA ŚRODOWISKIEM, Logistyka, Przydatne materiały
model systemu zarz-dzania, Logistyka - materiały, semestr 1, Podstawy zarządzania
System i metody sterowania w logistyce
037 Obciążenie maszyn R Palonek Top Logistyk
026 Przezwycięzanie złych nawyków Top Logistyk
Systemy wspomagajace zarzadzanie logistyka II
3 SYSTEMY LOGISTYCZNE
System Logistyczny kabel cz 4
Gostomczyk Organizacja systemu logistycznego
LOGISTYKA ZAOPATRZENIA - System planowania potrzeb materiałowych ( MRP )
SEM 2 Systemy logistyczne Praca semestralna (A5)
Analiza i pomiar systemów logistycznych wykład 1( 24.02.2008)(1), Logistyka, Logistyka
więcej podobnych podstron