54 /
/
TOP LOGISTYK
nr 1
[13]
/ luty – marzec 2010
W
skaźnik
OEE
pOzWala
na
pOmiar
EfEktyW
-
nOści
prOcEsu
prOdukcyjnEgO
Obciążenie
maszyn
Wiele organizacji obecnie wdraża 5S, obejmując dzia-
łaniami wszystkie obszary firmy, zarówno produkcję, jak
i administrację. Działania takie poprzedzone są zazwyczaj
szkoleniami teoretycznymi, a potem praktyczną akcją 5S.
Rafał Palonek
konsultant
KAIZEN Institute
Polska
W
iele orga-
nizacji wy-
twarzają-
cych swoje
produkty w
oparciu o park maszynowy za-
stanawia się, jak odpowiednio
zdefiniować (dobrać) współ-
czynniki efektywności pracy
maszyn. Najbardziej popular-
nym wskaźnikiem określającym
stopień wykorzystania parku
maszynowego jest OEE – Ove-
rall Equipment Effectiveness.
Jest to współczynnik, który za-
wiera w sobie trzy składowe:
dostępności, efektywności oraz
jakości. Wyliczyć go możemy
bazując na dostępnym cza-
sie pracy oraz na sumie czasów
strat, jakie zachodzą w danej
jednostce obliczeniowej (zmia-
na produkcyjna, dzień, tydzień
itp.). W postaci wzoru moż-
na wskaźnik OEE zdefiniować
następująco:
OEE = (czas całkowity –
czas strat)/czas całkowity
Z równania tego otrzymamy
ułamek, mówiący nam o tym,
w jakim stopniu (proc.) wyko-
rzystujemy konkretną maszy-
nę. Wzór na pierwszy rzut oka
wydaje się prosty. W rzeczy-
wistości okazuje się jednak, iż
ile organizacji, tyle różnych
interpretacji poszczególnych
składników.
Zacznijmy od
zgłębienia te-
matu strat. Z
oryginalnej de-
finicji współ-
czynnika OEE
wynika, iż stra-
ta to wszyst-
ko, co nie pozwala produkować
produktów w pełni satysfak-
cjonujących klienta. Oznacza
to dokładnie tyle, iż stratą jest
każda chwila niepoświęcona na
KAIZEN
partner merytoryczny działu
TOP LOGISTYK /
/
55
www.logistyczny.com.pl
TOP LOGISTYK /
/
55
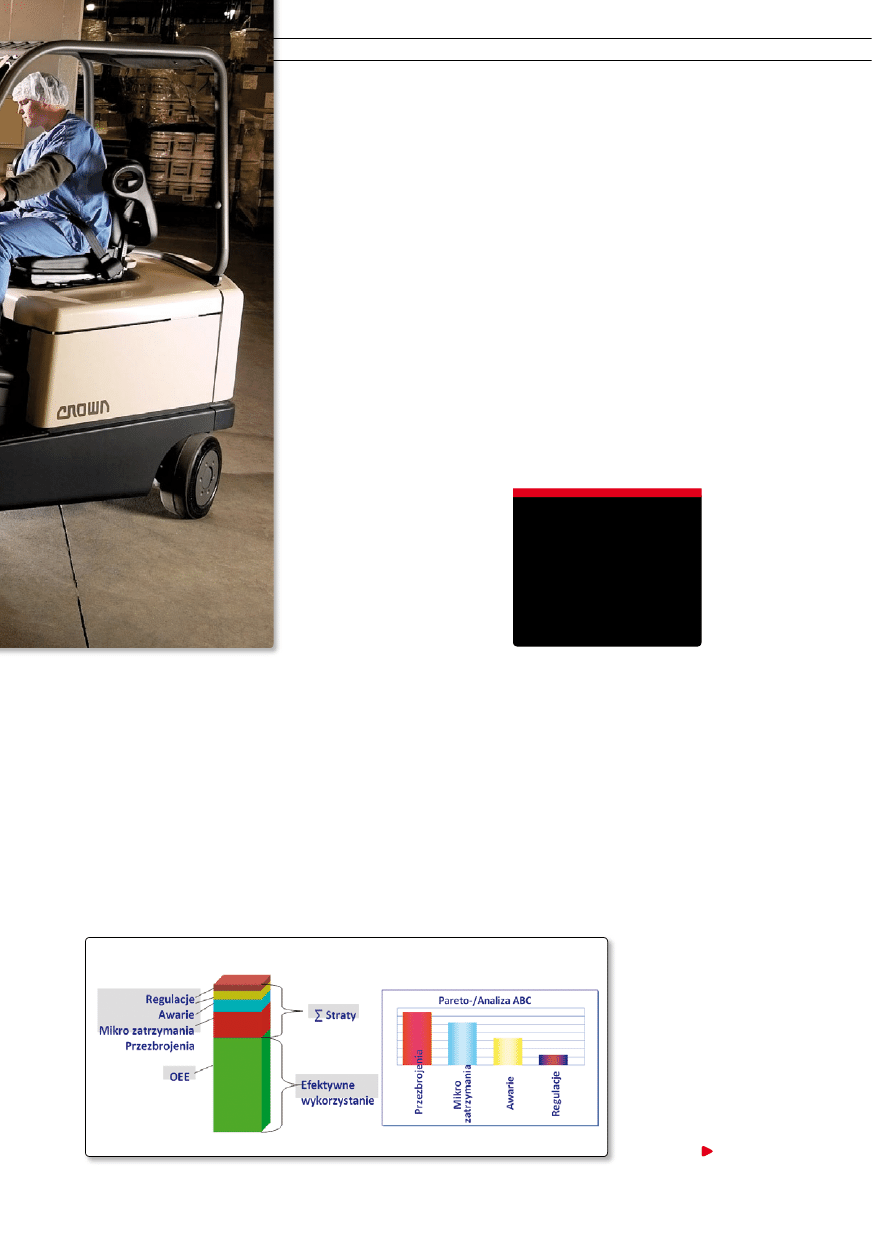
produkcję. Stratami są przede
wszystkim awarie, regulacje
maszyn, pomiary kontrolne, ale
także wszystkie mikroprzestoje,
czyli takie, które trwają poni-
żej 10 minut. Nie należy także
zapominać, iż stratą jest czas
poświęcony na produkcję kom-
ponentów, które nie spełniają
wymagań klienta. W kontekście
strat należy rozpatrywać tak-
że czas poświęcony na przerwy
pracownicze czy też szkolenia,
konserwacje, audyty.
Włączenie w poczet strat
wszystkich czynności, które
nie dają wartości, pozwala nam
spojrzeć dokładnie na organi-
zację procesu produkcyjnego.
Istnieje jednak wiele firm, któ-
re do zagadnienia straty pod-
chodzą w odmienny sposób.
Często organizacje nie wliczają
czasu poświęconego na szko-
lenie, sprzątanie, konserwa-
cję oraz przerwy pracownicze
do czasu strat, co więcej suma
tych czasów odejmowana jest
od czasu całkowitego. Co to
dokładnie oznacza? Zobaczmy
na przykładzie.
Założenia:
1. Czas całkowity to jedna zmia-
na produkcyjna 8 h – 480
minut
2. Straty w procesie:
• awarie – 45 minut
• przezbrojenia – 20 minut
• uruchomienie – 10 minut
• straty jakości – 15 minut
• brak zasilania – 5 minut
• autonomiczna konserwacja
maszyny – 5 minut
• sprzątanie – 5 minut
• przerwa śniadaniowa
– 20 minut
Suma czasów strat:
1. W podejściu szczegółowym
– 125 minut,
2. Odliczając tzw. planowane
przestoje – 95 minut.
W pierwszym przypadku
otrzymamy następujący wynik:
OEE = (czas całkowity –
czas start)/czas całkowity
= (480minut – 125 minut)/
480 minut = 355/480 =
0,739*100 proc.
= 73,9 proc.
W drugim przypadku:
OEE = [(czas całkowity
– czas zaplanowanych przesto-
jów) – czas start]/(czas
całkowity – czas zaplanowa-
nych przestojów) = [(480 – 30)
– 95]/(480-30) = 355/450=
0,789*100 proc. = 78,9 proc.
Jak widać wyniki różnią się
od siebie dość znacznie. Jak
to interpretować? Dla każdego
managera liczy się jak najwyż-
szy wynik, więc wydawać się
może, że drugi sposób oblicza-
nia jest dla niego bardziej ko-
rzystny. Pojawia się tylko pyta-
nie, co w przypadku, kiedy za
pomocą wyliczeń opartych na
drugim wzorze otrzymamy wy-
nik oscylujący w granicach 97
– 98 proc. Czy będzie to ozna-
czało, iż prawie idealnie obcią-
żamy naszą maszynę?
Podejście takie, kryje jedno
ważne niebezpieczeństwo. Co
stanie się, kiedy wzrośnie nam
ilość zamówień w przypadku,
kiedy nasz wskaźnik OEE bę-
dzie bardzo wysoki. Czy będzie
to oznaczało, iż musimy zaku-
pić (dublować) sprzęt? Nic bar-
dziej mylnego. Mamy wtedy do
dyspozycji czas, który poświę-
camy na konserwację, sprząta-
nie czy przerwy pracownicze.
Należy się
wtedy zasta-
nowić, jakie
działania mo-
żemy podjąć,
aby zmniej-
szyć (opty-
malizować)
czas wyko-
nywania, np.
samodzielnej
konserwacji,
m.in. poprzez
OEE – Overall Equipment Effectiveness to
wskaźnik określający stopień wykorzysta-
nia parku maszynowego, który zawiera w
sobie trzy składowe: dostępności,
efektywności oraz jakości. Wyliczyć go
możemy bazując na dostępnym czasie
pracy oraz na sumie czasów strat, jakie
zachodzą w danej jednostce obliczeniowej
(zmiana produkcyjna, dzień, tydzień itp.).
56 /
/
TOP LOGISTYK
nr 1
[13]
/ luty – marzec 2010
LEAN MANUFACTURING
KAIZEN
Wiele firm
obliczając wskaźnik
wykorzystania
parku maszynowego
jako strat nie
traktuje czasu
poświęcony na
szkolenie, sprząta-
nie, konserwację
oraz przerwy
pracownicze.
W przypadku zwięk-
szonej produkcji
w tych interwałach
czynności należy
szukać rezerw
produkcyjnych
poprzez działania
optymalizacyjne.
56 /
/
TOP LOGISTYK
partner merytoryczny działu
działania TPM. Istnieją także
organizacje, w których maszyny
pracują również w czasie, kie-
dy pracownicy są na przerwie.
Takie przerwy mają wtedy sys-
tem rotacyjny lub podczas
przerw opiekę nad ma-
szynami sprawują liderzy
obszarów.
Poruszając temat definio-
wania czasów strat, dotknę-
liśmy także tematu czasu
całkowitego pracy. Jak już
wspomniano może być on
pomniejszony o czas zapla-
nowanych postojów. Jed-
nak istnieje jeszcze jedno,
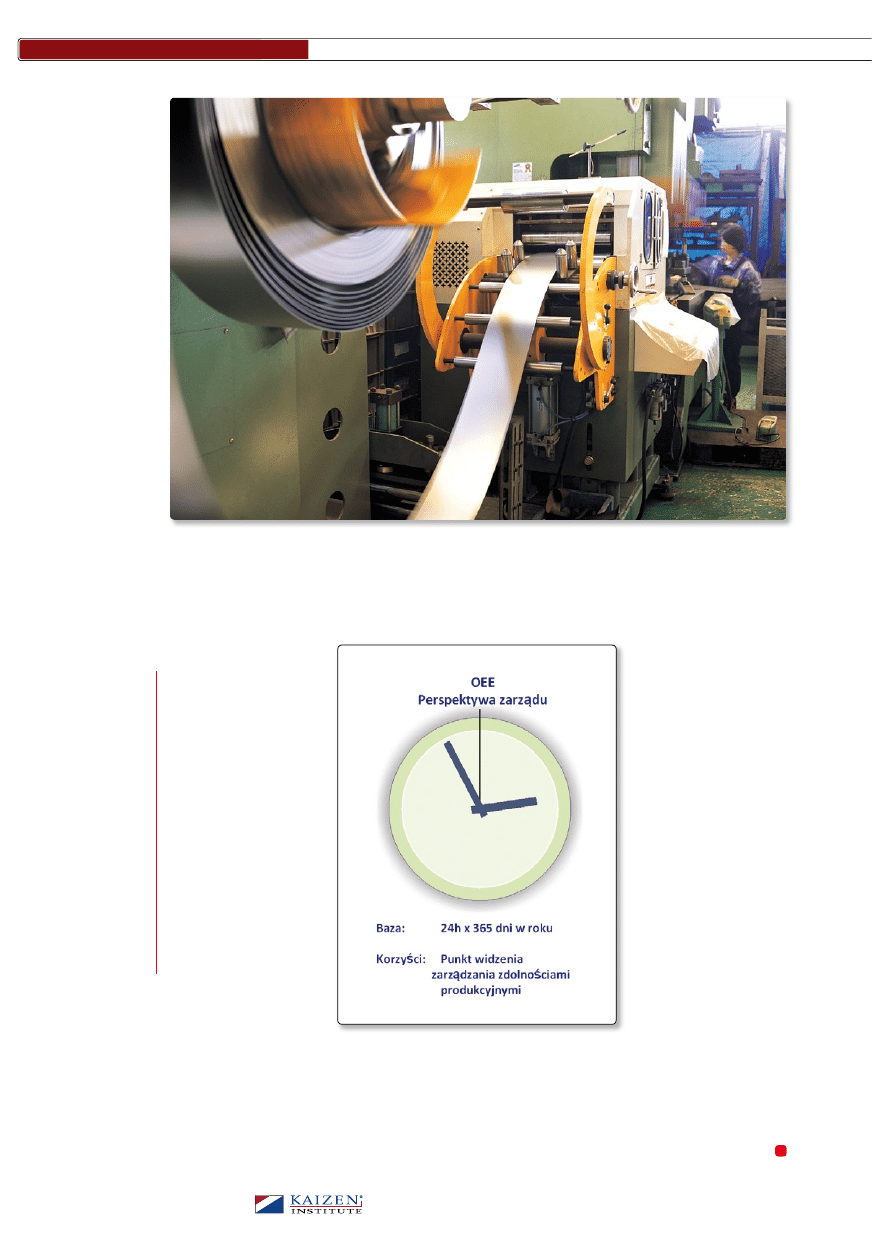
bardzo skrajne podejście
do czasu pracy. Jest to tzw.
podejście z perspektywy
zarządu.
Co takie podejście ozna-
cza? Idealną sytuacją dla
każdego prezesa jest sytu-
acja, kiedy fabryka pracuje
przez cały rok na „pełnych
obrotach”. W takim przy-
padku do naszego wzoru na
OEE w miejsce całkowitego cza-
su wstawiamy np. pełną ilość dni
tygodnia, bez względu na ilość
rzeczywiście przepracowanych
zmian/godzin produkcyjnych.
Np. w ciągu tygodnia pracowa-
liśmy pięć dni po dwie zmiany
produkcyjne, co daje 4800 minut
czasu całkowitego. Z perspekty-
wy zarządu wyglądać to będzie
zdecydowanie inaczej. Dla za-
rządu mamy w tym samym ty-
godniu dokładnie 7 dni po 24
godziny, co daje 10 080 minut
czasu całkowitego. Jeśli podsta-
wimy teraz te dane do wzoru na
OEE otrzymamy dwa zupełnie
różne wyniki, z których drugi bę-
dzie znacznie niższy.
Jak już wcześniej wspomniano
takie podejście jest skrajne i do-
syć rzadko stosowane. W takim
przypadku wskaźnik OEE
(gdy nie mamy w pełni ob-
łożonych zmian produkcyj-
nych) jest niski, a główną
przyczyną start są braki za-
mówień, za które odpowie-
dzialne są zazwyczaj dzia-
ły sprzedaży, marketingu
bądź kontaktów z klientem.
Stara „studencka” zasada
mówi: „jeśli znam wynik, to
znajdę sposób, aby go osią-
gnąć”. Odnosząc to stwier-
dzenie do polityki wielu
korporacji, można zauwa-
żyć, iż menadżerowie ro-
bią wszystko, aby osiągnąć
postawiony cel. Często
modyfikuje się składniki,
aby otrzymać jak najlepszy
wynik OEE i pochwalić się
nim na dorocznym spotka-
niu korporacyjnym. Tutaj
pojawia się zasadnicze pytanie:
czy lepiej mieć wysoki, ale tro-
chę oszukany wynik, czy też le-
piej mieć niższy wskaźnik, ale
w pełni znać sytuację panującą
na produkcji?
Wyszukiwarka
Podobne podstrony:
Program -Wykłady Technologia Maszyn, POLITECHNIKA POZNAŃSKA, LOGISTYKA, semestr IV, maszyny technolo
026 Przezwycięzanie złych nawyków Top Logistyk
top logistyk 2008 08 01 pulaka systemu pdf
026 Przezwycięzanie złych nawyków Top Logistyk
028 System ssący Top Logistyk Ł Dubiel
KIEROWNIK to osoba w organizacji, Studia, MECHANIKA I BUDOWA MASZYN, Podstawy Logistyki, Podstawy za
TW - wyklady - Kopia, POLITECHNIKA POZNAŃSKA, LOGISTYKA, semestr IV, technologia maszyn
SCIAGA-TOP!, Zarządzanie i inżynieria produkcji, Semestr 2, Maszynoznawstwo
Okablowanie strukturalne i serwerownia obciazenie, SWSZ, logistyka, logistyka projekt 2
pomiar obciążenia, Mechanika i Budowa Maszyn PK, Miernictwo cieplne i maszynowe
POMIAR OBCIAŻENIA, Semestr III PK, Semestr Zimowy 2012-2013 (III), Moje sprawozdania miernictwo masz
Egz - Legutko, POLITECHNIKA POZNAŃSKA, LOGISTYKA, semestr IV, technologia maszyn
Działanie maszyny technologicznej napedzanej silnikiem elektrycznym zasilanym przez falownik pracuja
podzial maszyn obciazenia
sawicki, podstawy budowy maszyn P, układ obciążony momentem
Działanie maszyny technologicznej napędzanej silnikiem elektrycznym zasilanym przez falownik pracują
M Działanie maszyny technologicznej napedzanej silnikiem elektrycznym zasilanym przez falownik pracu
Działanie maszyny technologicznej napędzanej silnikiem elektrycznym zasilanym przez falownik pracują
więcej podobnych podstron