Toczenie gwintów
Wszystkie gwinty jakie można uzyskać na tokarce przedstawione są na tabliczce znajdującej się
wewnątrz po otwarciu drzwiczek skrzynki posuwów. Przy nacinaniu gwintów metrycznych zwykłych,
drobnozwojowych, calowych (dla mniejszych modeli tokarek) zachodzi potrzeba wymiany kół znamionowych
przekładni gitarowej.
Do toczenia gwintów stosuje się noże kształtowe pojedyncze suportowe.
Posuw na obrót przedmiotu jest równy skokowi gwintu.
Nie należy stosować większych prędkości wrzeciona niż 700 obr./min.
Głębokością skrawania jest pewna część wysokości zarysu gwintu, gdyż gwint wykonuje się w kilku lub więcej
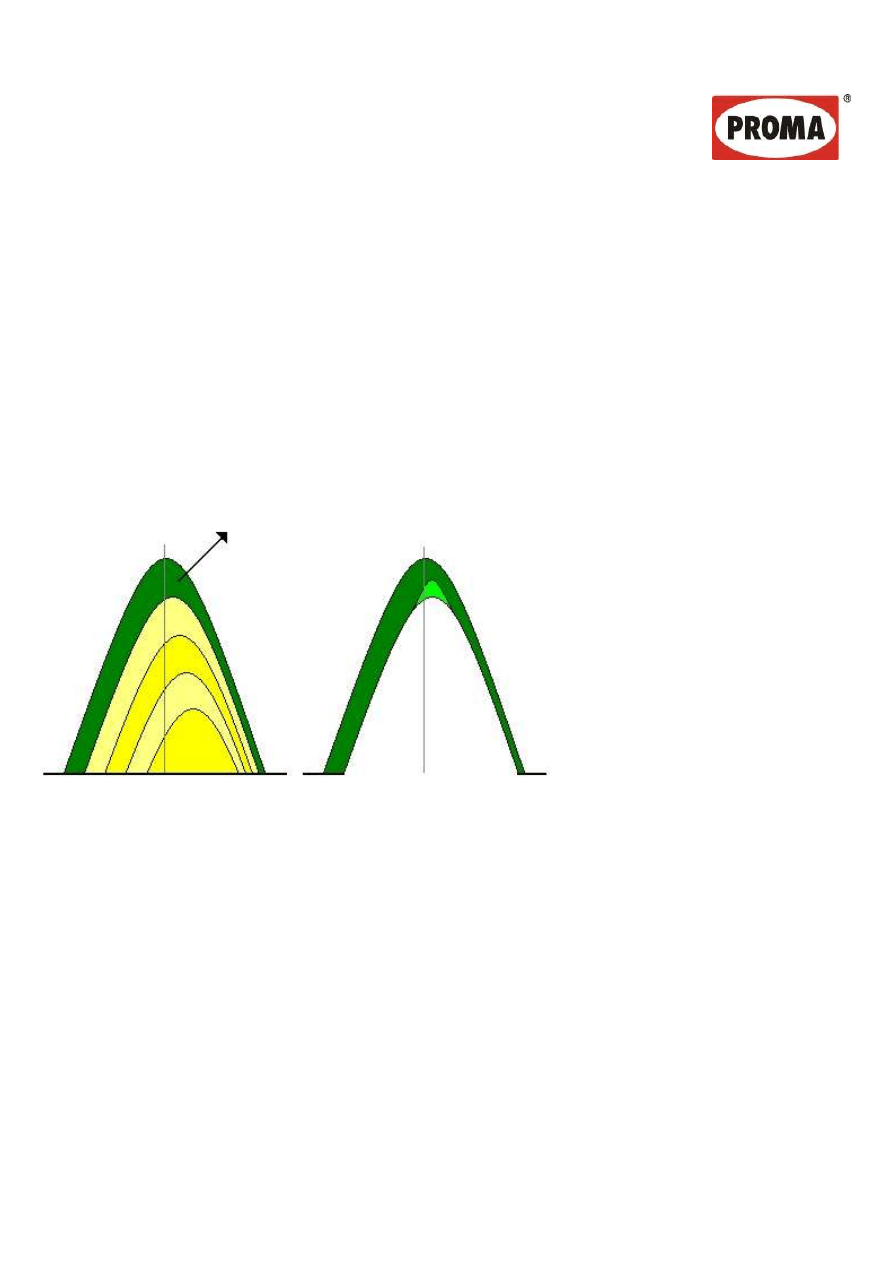
przejściach. Przy każdym przejściu przesuwa się narzędzie poprzecznie (prostopadle do osi przedmiotu) oraz
jednocześnie równolegle do osi przedmiotu (patrz rysunek) o wielkość 0,05-0,15mm na każde przejście.
Przy przejściu wykańczającym ostrze przesuwa się tylko w kierunku poprzecznym.
Schemat nacinania gwintów nożem tokarskim przedstawiono na rysunku.
Naddatek na przejścia wykańczające
Przejścia wstępne Przejścia wykańczające
Liczba przejść wstępnych i wykańczających zależy od zastosowanego ostrza noża, materiału obrabianego i
skoku gwintu.
Dane orientacyjne dla skoku gwintu 0,75-1,0 przyjmuje się przejście wstępne w ilości 3 oraz wykańczające w
ilości 3. Im większy skok gwintu tym należy przyjąć większą ilość przejść wstępnych i wykańczających.
Gwinty możliwe do wykonania na tokarce określają odpowiednie tabele dla poszczególnych modeli tokarek.
Przed rozpoczęciem toczenia gwintu należy:
■
dobrać odpowiednie noże do toczenia wstępnego i wykańczającego
■
zamocować wybrane noże w imaku nożowym
■
zamocować przedmiot obrabiany
■
wybrać odpowiednie obroty wrzeciona
■
dobrać posuw do wybranego gwintu (przy mniejszych modelach tokarek poprzez koła znamionowe)
■
uruchomić tokarkę
■
nacinać gwinty wg powyższej instrukcji
Wyszukiwarka
Podobne podstrony:
Proces toczenia 1 i gwintowania
Proces toczenia 2 i gwintowania
Dobór płytek i trzonków do toczenia gwintów
toczenie gwintów
Proces toczenia 2 i gwintowania
TOCZEŃ
Toczeń
Połączenia gwintowe js
Gwintowanie
3.Karta toczenia DRUK2, Politechnika Świętokrzyska, Dokumentacja technologiczna
TOCZENIE
gwintowanie skrypt 2008
Chropowatość powierzchni przy toczeniu
Połączenia gwintowe
Toczenie krwi u pacjenta krwawiącego - czy szybciej znaczy lepiej, MEDYCYNA, RATOWNICTWO MEDYCZNE, B
TOCZEŃ RUMIENIOWATY UKŁADOWY(1), Fizjoterapia, . fizjoterapia
więcej podobnych podstron