KATEDRA TECHNIK WYTWARZANIA
I AUTOMATYZACJI
INSTRUKCJA DO ĆWICZEŃ LABORATORYJNYCH
Przedmiot :
Techniki Wytwarzania: Obróbka ubytkowa
Nr ćwiczenia : 2
Temat:
Toczenie
Kierunek: Mechanika i Budowa Maszyn
1. Cel ćwiczenia
Celem ćwiczenia jest zapoznanie studenta z odmianami toczenia, parametrami technologicznymi i
geometrycznymi w procesie toczenia, budową i zasadą działania tokarki konwencjonalnej oraz
oprzyrządowaniem i narzędziami tokarskimi .
2. Wyposażenie stanowiska
- Tokarka konwencjonalna
- Oprzyrządowanie dodatkowe (zabierak, tarcza zabierakowa, uchwyt 3-szczękowy, podtrzymka,…)
- Narzędzia tokarskie (jednolite (zdzierak, wykańczak , wytaczak, …), składane, ….)
- Instrukcja szczepowa do ćwiczeń
3. Przebieg ćwiczenia
- Zapoznanie się z budową i zasada działania tokarki konwencjonalnej
- Omówienie i zastosowanie oprzyrządowanie dodatkowego do ustalania i mocowania przedmiotu obrabianego.
- Omówienie narzędzia obróbkowych oraz sposoby ustalania i mocowania w suporcie narzędziowym tokarki
uniwersalnej
- wykonanie części poprzez zastosowanie różnych odmian toczenia.
Literatura:
- Duduk K., Gorski E. „Poradnik tokarza” WNT Warszawa 2000 r.
- Poradnik inżyniera „Obróbka skrawaniem tom I” WNT Warszawa 1991 r.
- Poradnik Sandvik Coromant
- Dul – Korzyńska B. „ Obróbka skrawaniem i narzędzia” OWPR Rzeszów
- Burek J. „Maszyny technologiczne” OWPR Rzeszów 2000 r.
-Cichosz P. „Techniki wytwarzania obróbka ubytkowa” OWPW Wrocław 2002 r.
Opracował:
Uwagi: Załącznikiem jest instrukcja szczegółowa
1. Wprowadzenie
Toczeniem nazywamy taki rodzaj obróbki skrawaniem, w którym ruch główny
obrotowy wykonuje przedmiot obrabiany napędzany poprzez wrzeciono tokarki (lub
stołu w przypadku tokarek karuzelowych), natomiast ruch pomocniczy posuwowy
wykonuje narzędzie. Ze złożenia tych ruchów otrzymuje się względne
przemieszczenie narzędzia w odniesieniu do powierzchni obrabianej. Dla powierzchni
cylindrycznej i stożkowej ruch ten jest realizowany po linii śrubowej, natomiast dla
powierzchni czołowej ruch realizowany jest po torze spiralnym.
2. Klasyfikacja odmian toczenia.
Toczenie można podzielić na następujące odmiany, które różnią się kierunkiem
realizacji ruchu posuwowego narzędzia oraz kształtem powierzchni obrobionej:
a. Ze względu na położenie osi obrotowej:
Toczenie osiowe (wzdłużne) – rys. 1-1
Toczenie promieniowe (poprzeczne) – rys. 1-2
b. W zależności od toczonej powierzchni:
Toczenie powierzchni zewnętrznych – rys. 1-1
Toczenie powierzchni wewnętrznych – rys. 1-5
c. W zależności od usytuowania ruchu pomocniczego względem osi obrotu:
Toczenie wzdłużne zewnętrzne i wewnętrzne (rys. 1-1 i 1-5) –
ruch pomocniczy wykonywany jest równolegle do osi wrzeciona.
Toczenie poprzeczne zewnętrzne i wewnętrzne (rys. 1-2) – ruch
pomocniczy wykonywany jest prostopadle do osi wrzeciona. Można tu
wyodrębnić toczenie wcinające: kształtowe, przecinanie, toczenie
rowków (rys. 1-7 i 1-8).
Toczenie stożków zewnętrznych i wewnętrznych (rys. 1-3), gdy
kierunek ruch posuwowego przecina się z osią wrzeciona.
d. W zależności od ilości narzędzi (ostrzy) biorących jednocześnie udział w
kształtowaniu powierzchni:
Toczenie jednonożowe
Toczenie wielonożowe - wyróżniamy z podziałem posuwu i
podziałem głębokości.
e. Toczenie kształtowe:
Toczenie gwintów zewnętrznych i wewnętrznych (rys. 1-10)
Toczenie kształtowe nożem kształtowym (rys. 1-8)
Toczenie kopiowe (rys. 1-9)
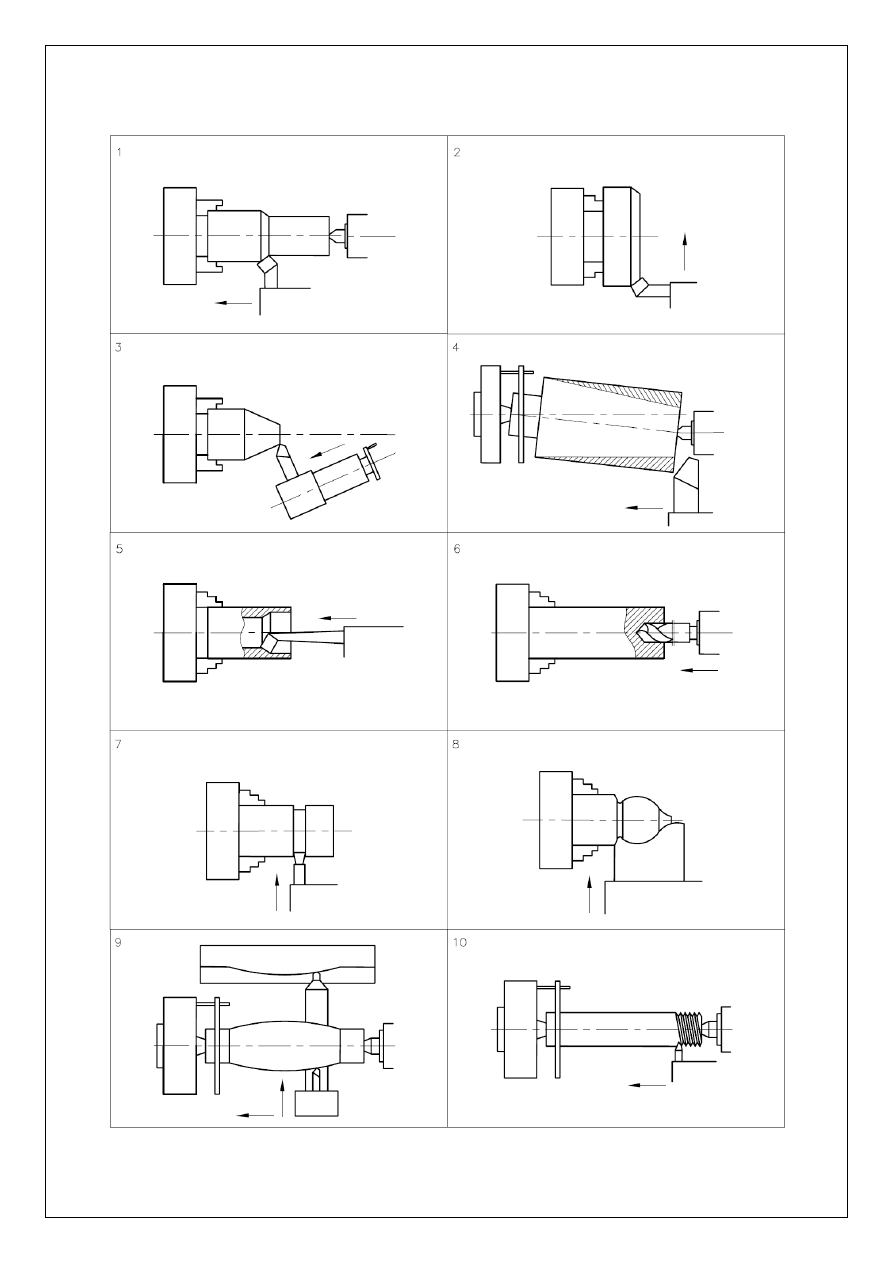
Rys. 1. Podstawowe operacje tokarskie
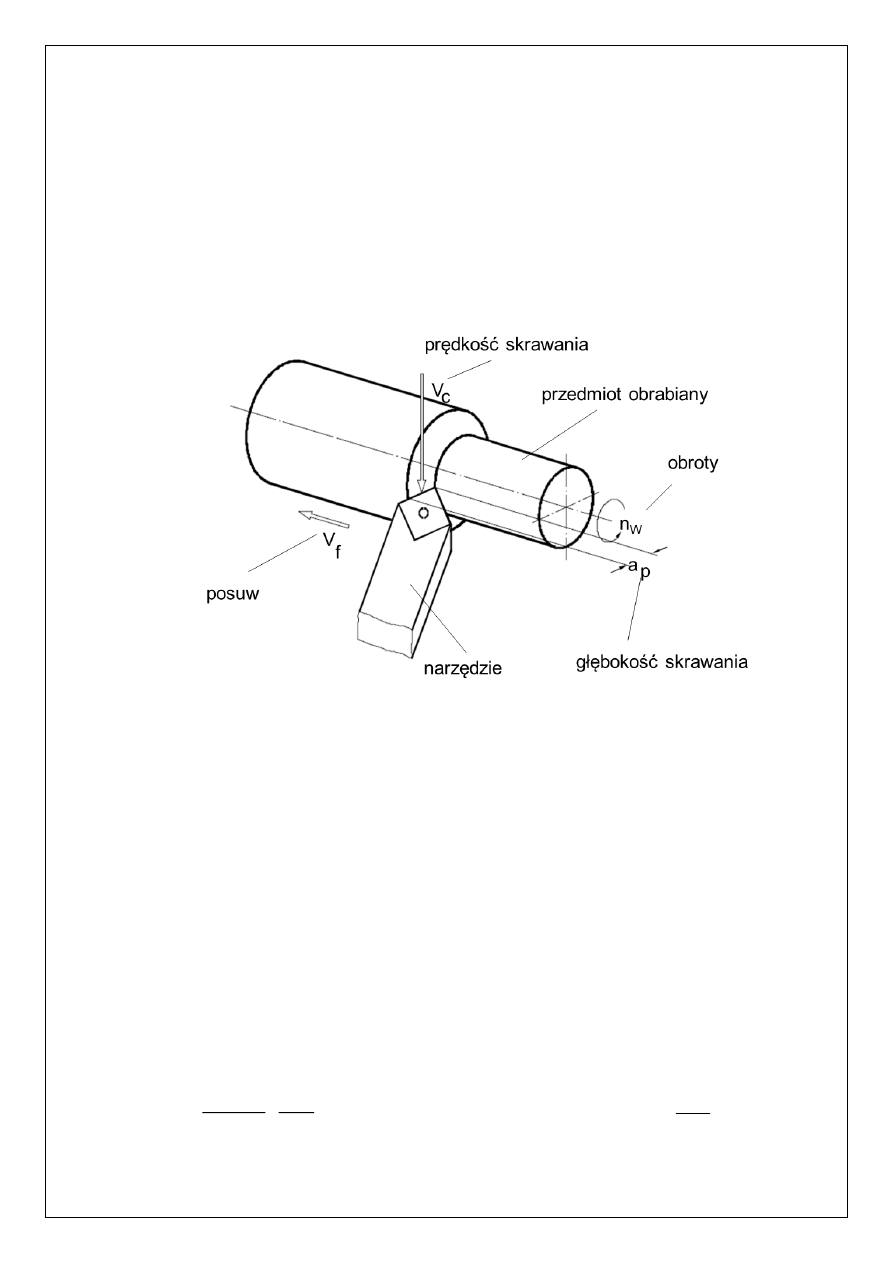
3. Parametry technologiczne toczenia
W procesie toczenia przedmiot obrabiany realizuje ruch obrotowy natomiast narzędzie
dosunięte do przedmiotu na określona odległość realizuje ruch posuwowy. Parametry
technologiczne, to parametry opisujące proces obróbki, występujące w nim ruchy oraz
wielkości charakteryzujące ustawienie narzędzia bądź przedmiotu obrabianego.
Niektóre parametry technologiczne są jednocześnie wielkościami nastawczymi
obrabiarki.
Na rys. 2. Przedstawiono schemat procesu toczenia z zaznaczonymi parametrami
technologicznymi.
Rys. 2. Schemat procesu toczenia
Parametry technologiczne toczenia:
n
[obr/min] prędkość obrotowa wrzeciona
a
p
[mm]
głębokość skrawania
d
[mm]
średnica przedmiotu obrabianego
f
t
[mm/min] posuw minutowy narzędzia
f
o
[mm/obr] posuw na obrót narzędzia
v
c
[m/min]
prędkość skrawania
Zależności pomiędzy parametrami technologicznymi są następujące:
min
1000
m
n
d
v
c
,
min
mm
n
f
f
o
t
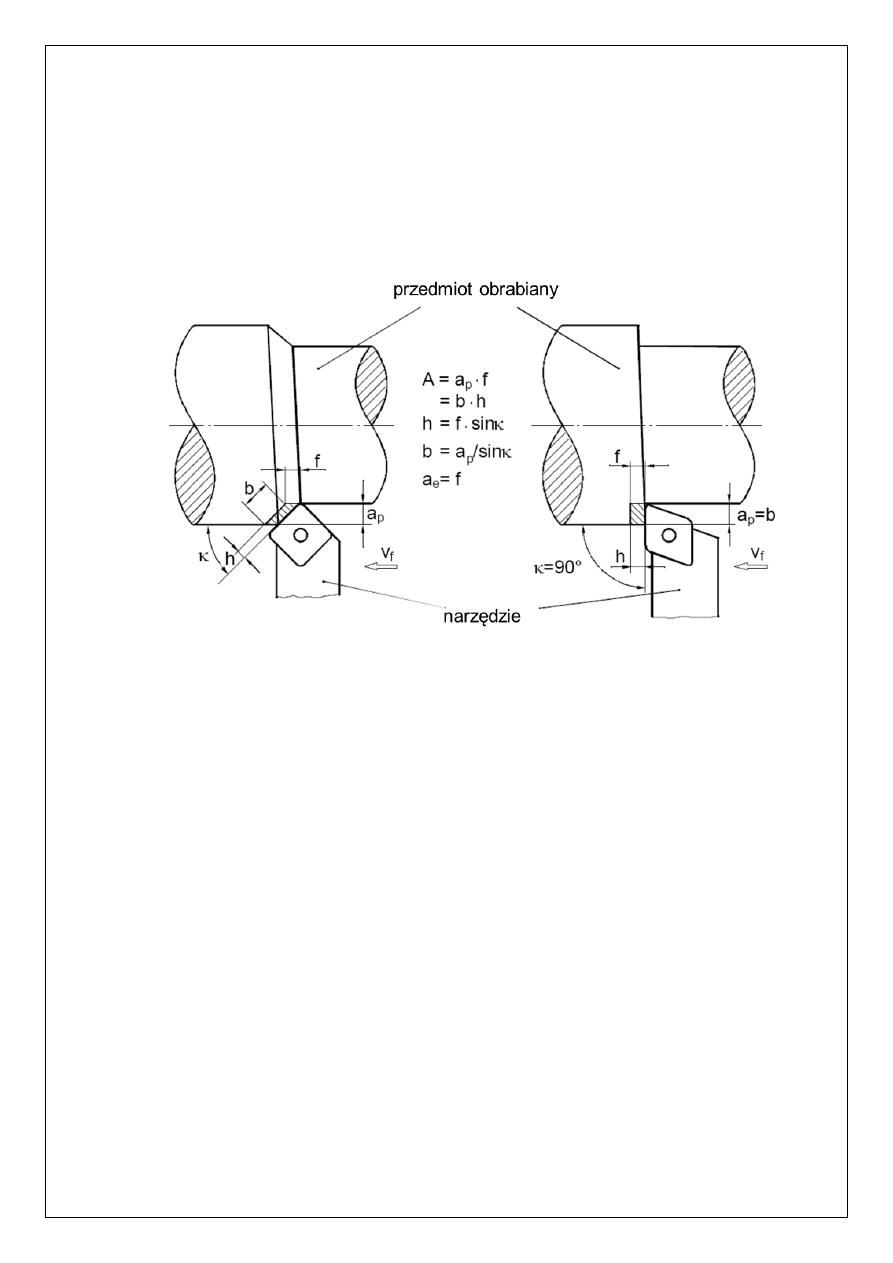
4. Przekrój warstwy skrawanej
Proces skrawania charakteryzowany jest również poprzez parametry geometryczne
takie jak grubość warstwy skrawanej h oraz szerokość warstwy skrawanej b.
Parametry te opisują wymiary i kształt warstwy skrawanej.
Elementy geometryczne warstwy skrawanej określane są w przekroju
charakterystycznym warstwy skrawanej, tzn. w przekroju prostopadłym do wektora
prędkości skrawania (rys. 3).
Rys. 3. Przekrój warstwy skrawanej
Pole przekroju warstwy skrawanej równe jest iloczynowi głębokości skrawania a
p
oraz
posuwu f lub iloczynowi grubości h i szerokości b warstwy skrawanej. Pole przekroju
warstwy skrawanej w procesie toczenia jest stałe. Kształt pola przekroju zależy od
wartości kąta przystawienia κ
r
.
5. Toczenie gwintów
W procesie toczenia możliwe jest kształtowanie gwintów zewnętrznych oraz
wewnętrznych. W zależności od kształtu części skrawającej narzędzia można toczyć
gwinty metryczne, calowe, trapezowe okrągłe itd. Aby można było realizować toczenie
gwintów muszą być spełnione następujące warunki:
• narzędzie musi mieć kształt bruzdy gwintowej,
• obrabiarka musi posiadać sprzężenie kinematyczne ruchu posuwowego z ruchem
obrotowym,
• posuw narzędzia ma być równy skokowi nacinanego gwintu,
• obróbka gwintu realizowana jest w kilku lub kilkunastu przejściach,
• pole przekroju warstwy skrawanej w każdym przejściu musi być stałe.
W procesie toczenia można kształtować gwinty prawe bądź lewe, gwinty zewnętrze bądź
wewnętrzne, a ponadto można je wykonywać nożami prawymi lub lewymi. Dlatego też na
rys. 4 przedstawiono kinematyczne odmiany toczenia gwintów.
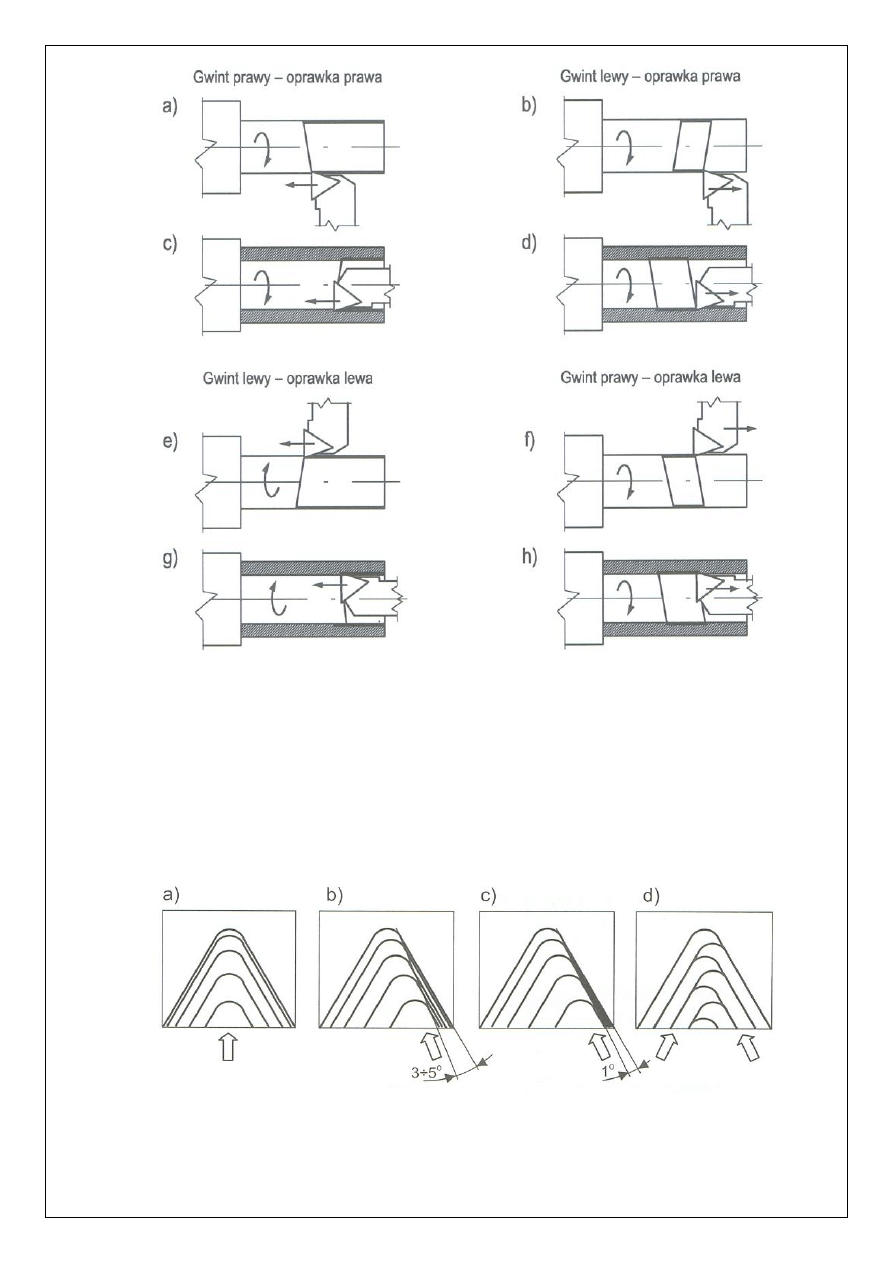
Rys. 4. Kinematyczne odmiany toczenia gwintów
W związku z tym, że obróbka gwintu przebiega w wielu przejściach, dlatego też warstwa
skrawana może być usuwana na różne sposoby. Na rys. 5 przedstawione są różne sposoby
usuwania naddatku obróbkowego w procesie toczenia gwintów, z czym wiąże się różny
sposób realizacji dosuwu narzędzia. Przy planowaniu procesu toczenia gwintów należy
pamiętać, że pole przekroju warstwy skrawanej w każdym przejściu musi być takie same,
co zapewnia jednakowe warunki obróbki.
Rys. 5. Sposoby podziału naddatku w procesie toczenia gwintów
Sposoby wcinania narzędzia w materiał podczas obróbki gwintów są następujące:
a) promieniowy wgłębny, stosowany do mniejszych skoków gwintów i materiałów
silnie umacniających się,
b) i c) boczny zmodyfikowany, stosowany do obróbki gwintów o dużych skokach
oraz do toczenia gwintów wewnętrznych (duże wysięgi),
d) naprzemienny, stosowany do obróbki gwintów o dużych profilach, gwarantuje
równomierne zużywanie się obu krawędzi noża tokarskiego
6. Budowa i zasada działania tokarki uniwersalnej KNUTH Turn 410.
Tokarki stanowią podstawową grupę obrabiarek przeznaczonych do obróbki
powierzchni osiowo symetrycznych (obrotowych). Kształtowanie powierzchni
obrotowych realizowane jest przez sprzężenie dwóch ruchów. Ruchu główny (ruch
obrotowy) wykonywany przez przedmiot obrabiany oraz ruch prostoliniowy (ruch
posuwowy) realizowany przez narzędzie.
Ze względu na różnorodną konstrukcję, sposób pracy, kształt powierzchni
obrabianej, sposób mocowania, tokarki możemy podzielić na:
a) Tokarki kłowe
b) Tokarki uchwytowe
c) Tokarki wielonożowe i rewolwerowe
d) Automaty i półautomaty
e) Tokarki karuzelowe
f) Tokarki kopiarki
g) Tokarki do gwintów
h) Tokarki specjalizowane
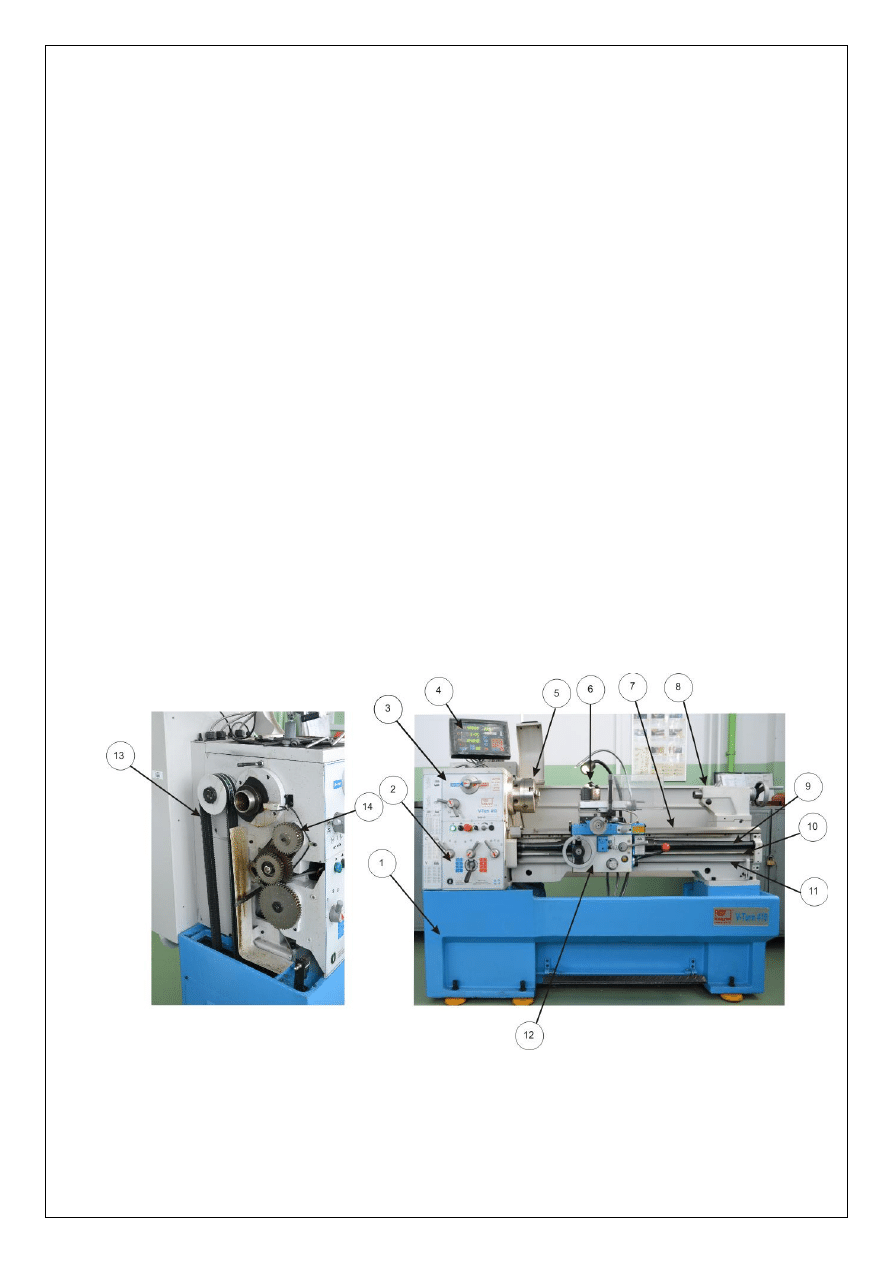
Ogólną budowę tokarki uniwersalnej KNUTH Turn 410 przedstawiono na rys. 6.
Rys. 6. Tokarka uniwersalna KNUT V-Turn 410 1-korpus, 2-skrzynka posuwów, 3 – skrzynka
prędkości, 4 – wyświetlacz cyfrowy położenia, 5 – wrzeciono przedmiotowe, 6 – imak nożowy,
7 – prowadnice, 8 – konik, 9 – śruba pociągowa , 10 – wałek pociągowy , 11 – wałek
sterujący (włączenie prędkości obrotowej wrzeciona), 12 – skrzynka suportowa z dźwigniami
sterującymi (załączenie/wyłączenie mechanicznego posuwu wzdłużnego i poprzecznego) , 13
– przekładania pasowa, 14 – przekładania gitarowa
Kształtowanie materiału będzie się odbywać, jeżeli wprowadzimy ruch obrotowy
wrzeciona i ruch posuwowy narzędzia. Wrzeciono (5) otrzymuje napęd od silnika
umieszczonego w korpusie tokarki za pośrednictwem przekładni pasowej (13) i skrzynki
prędkości (3). Posuw mechaniczny narzędzia realizowany jest od wrzeciona za
pośrednictwem przekładni gitarowej (14), skrzynki posuwów (2) poprzez wałek pociągowy
(10) oraz skrzynkę suportową (12). W skrzynce suportowej napęd zostaje rozdzielony na
realizację posuwu wzdłużnego lub poprzecznego.
7. Oprzyrządowanie tokarki.
a. Elementy ustalająco – mocujące przedmiot obrabiany.
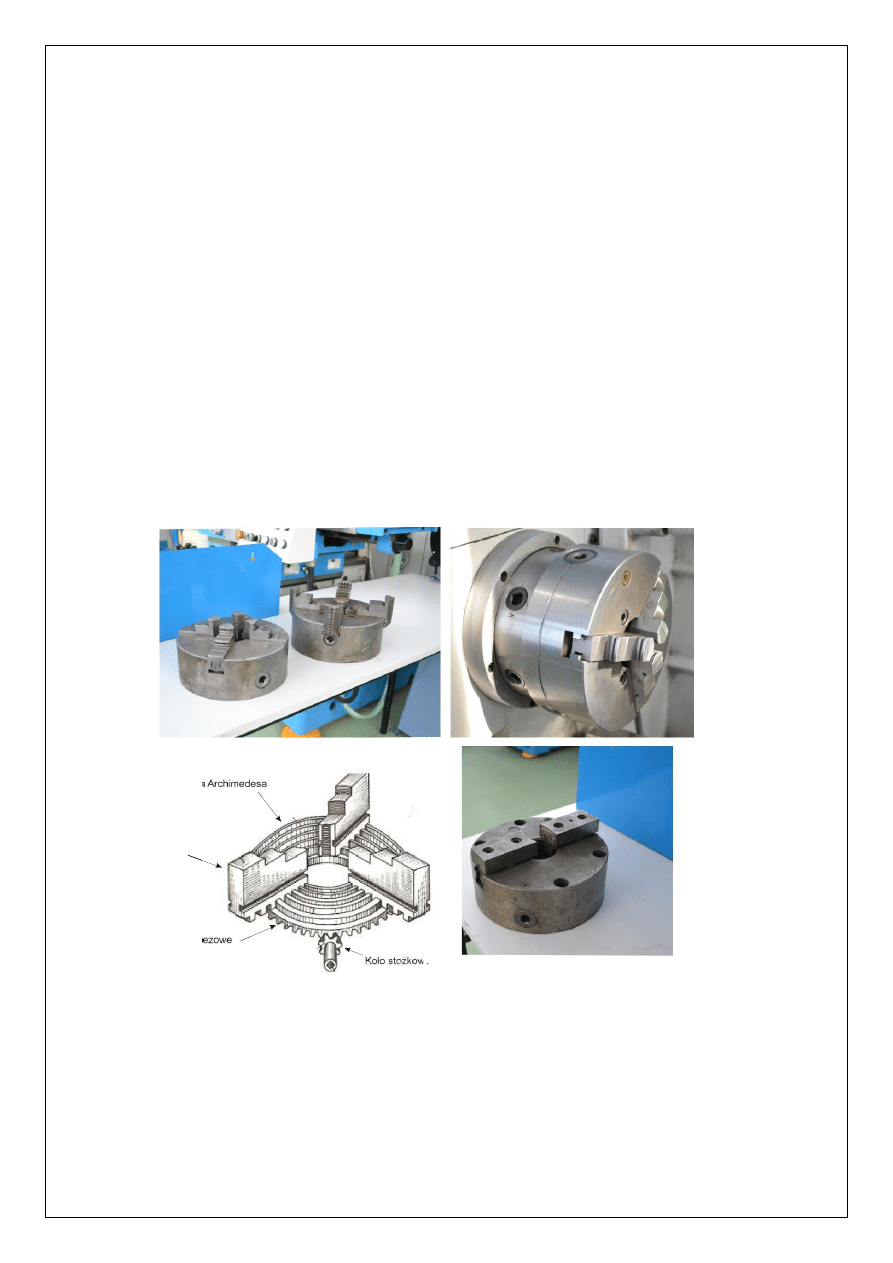
Jako elementy ustalająco – mocujące najczęściej są stosowane w tokarkach uchwyty
samocentrujące 3- lub 4-szczękowe. Uchwyty tokarskie służą do szybkiego mocowania
małych i średnich przedmiotów (elementy obrotowe) ustalonych współosiowo z wrzecionem
tokarki. Najczęściej spotykanym uchwytem samocentrującym jest uchwyt spiralny. Składa się
on z koła stożkowego napędzającego i koła talerzowego, w którym wykonany jest rowek
spiralny, zwany spiralą Archimedesa. Każda ze szczęk ma od wewnątrz występy, które
wchodzą w kolejne zwoje rowka spiralnego. Przy przekręcaniu kluczem koła stożkowego
szczeki przemieszczają się promieniowo w kadłubie uchwytu, mocując przedmiot.
Rys. 7. Oprzyrządowanie ustalająco – mocujące : a) uchwyt czteroszczękowy samocentrujący
i uchwyt czteroszczękowy z niezależnym ustawieniem szczęk, b) uchwyt trzyszczękowy
samocentrujący, c) budowa uchwytu trzyszczękowego z spiralą Archimedesa, d) uchwyt
dwuszczękowy samocentrujący.
Innym sposobem ustalania i mocowania przedmiotu obrabianego jaki stosuje się do
przedmiotów o małej sztywności, jest zastosowanie kłów oraz tarczy zabierakowej z
zabierakiem. Przedmiot obrabiany po uprzednim wykonaniu nakiełków jest ustalony w osi
tokarki pomiędzy konikiem z kłem obrotowym, a drugim kłem usytuowanym we wrzecionie
a)
b)
Szczęka
Spirala Archimedesa
Koło zębate tależowe
Koło stożkowe
Szczęka
Spirala Archimedesa
Koło zębate tależowe
Koło stożkowe
Szczęka
Spirala Archimedesa
Koło zębate tależowe
Koło stożkowe
Szczęka
Spirala Archimedesa
Koło zębate tależowe
Koło stożkowe
c)
d)
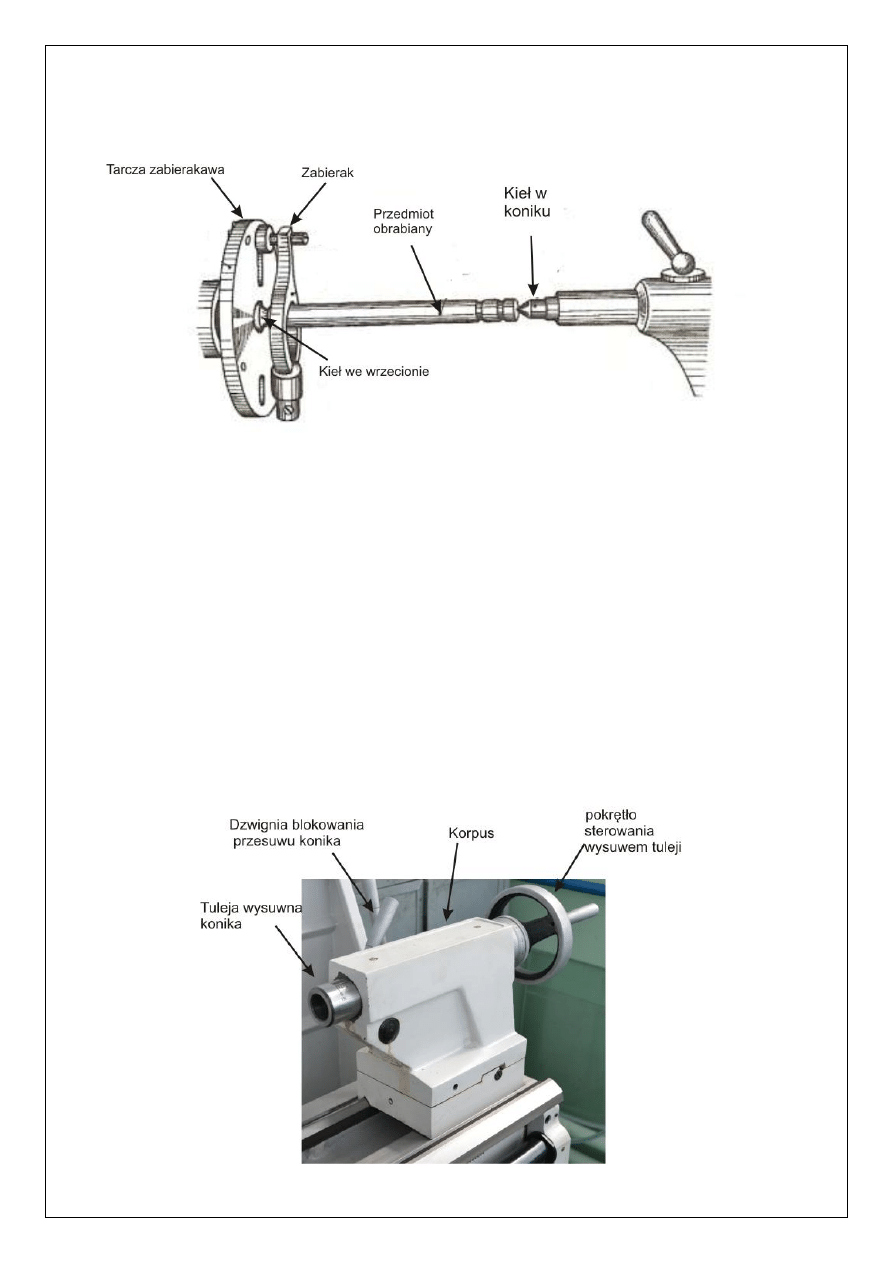
obrabiarki. Napęd obrotowy przenoszony jest z wrzeciona tokarki poprzez tarczę zabierakową
na zabierak zamocowany na przedmiocie obrabianym. Na rys. 8 przedstawiono sposób
ustalania i mocowania w kłach.
Rys. 8. Mocowanie przedmiotu w kłach
b. Elementy podpierające
Konik – jest zespołem tokarki, który pełni dwie funkcje. Po pierwsze służy jako
element podpierający przedmiot obrabiany podczas procesu skrawania, po drugie do
mocowania narzędzi do obróbki otworów takich jak wiertła, rozwiertaki, itd.
Podtrzymka stała – jest mocowana na prowadnicach łoża i obejmuje przedmiot
obrabiany za pomocą trzech kamieni lub rolek tocznych łożyskowanych podtrzymując
podczas obróbki i zapobiegając nadmiernemu ugięciu. Podtrzymka stanowi dodatkowy punkt
podparcia i zmniejsza jego swobodną długość.
Podtrzymka ruchoma – jest mocowana na suporcie wzdłużnym tokarki. Podpiera
powierzchnie już wcześniej przetoczoną. W tego rodzaju podtrzymce należy regulować
wysuniecie elementów podpierających każdorazowo po przejściu obróbczym.
Rys. 9. Budowa konika
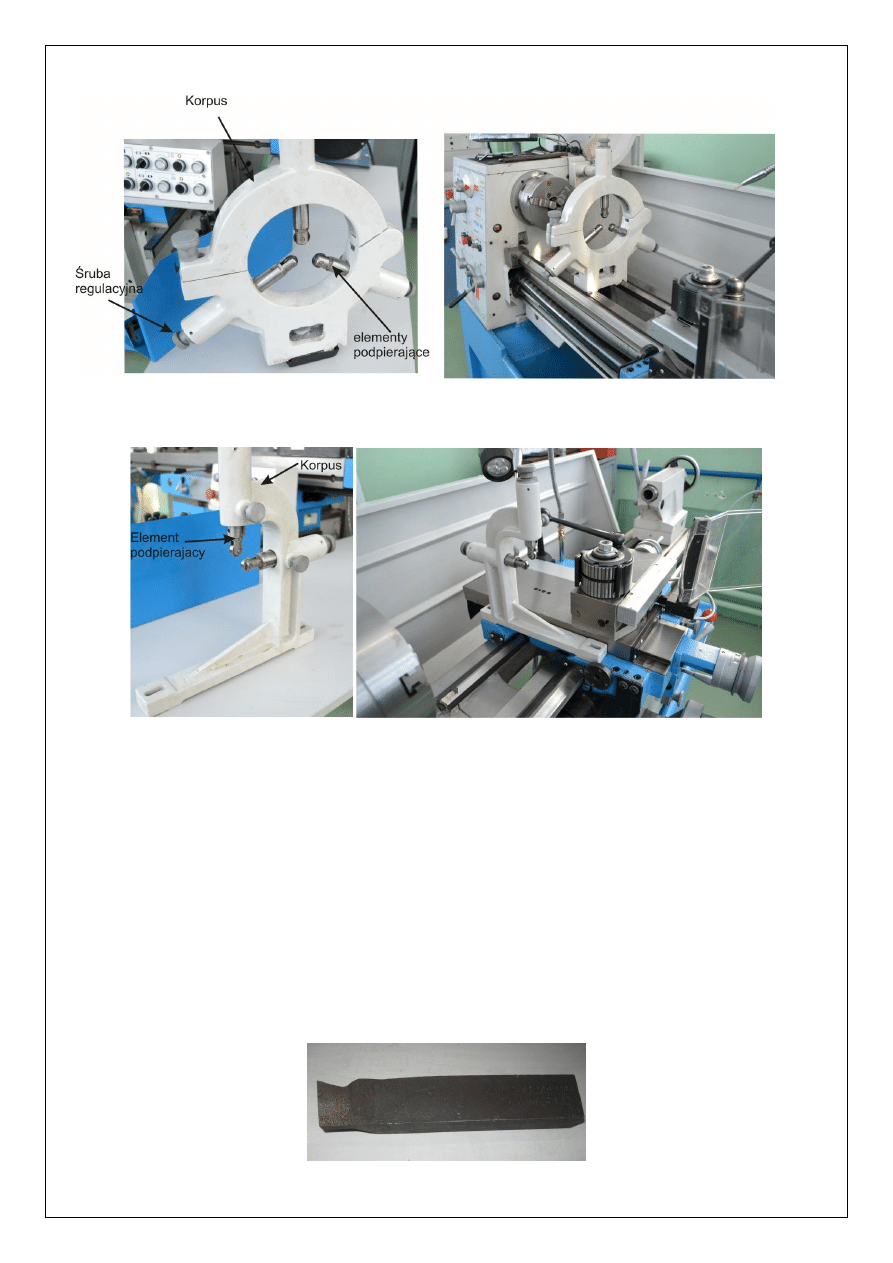
Rys. 10. Podtrzymka stała budowa i usytuowanie na tokarce.
Rys. 11. Podtrzymka ruchoma budowa i usytuowanie na tokarce
c. Narzędzia tokarskie.
Narzędzia tokarskie możemy podzielić na:
Narzędzia jednolite.
Narzędzia z trwale przymocowaną częścią skrawającą.
Narzędzia składane.
Narzędzie do radełkowania.
Narzędzia jednolite są to narzędzia gdzie część chwytowa jak i część robocza są
wykonane z tego samego materiału. Na rys.12 przedstawiono widok narzędzia tokarskiego
monolitycznego.
Rys. 12. Zestaw narzędzi tokarskich
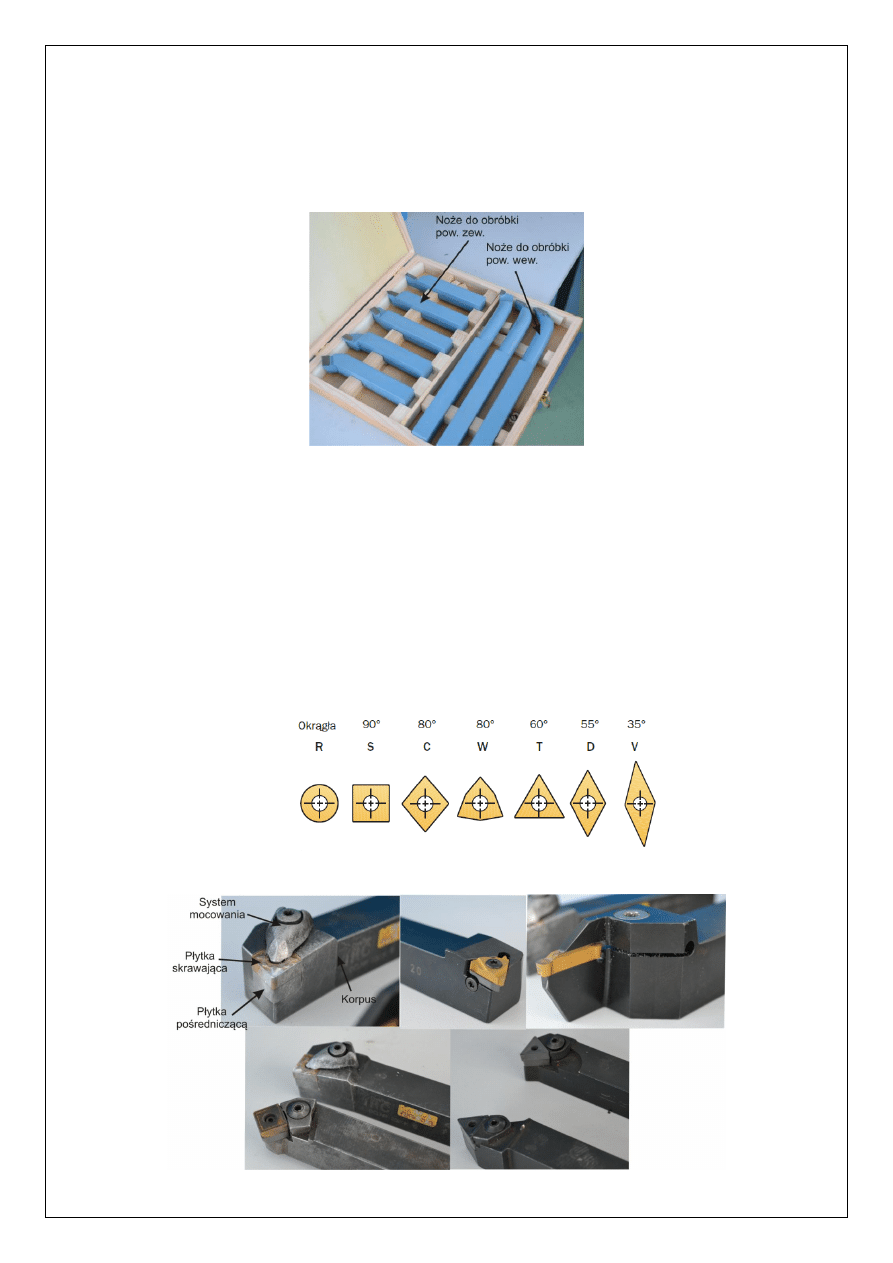
Narzędzia z trwale przymocowaną częścią skrawającą są to narzędzia gdzie część
chwytowa wykonana jest z materiału konstrukcyjnego natomiast część robocza lub tylko
skrawająca są wykonane materiału narzędziowego i trwale przymocowane do narzędzia
poprzez klejenie, zgrzewanie, lutowanie lub spawanie. Na rys. 13 przedstawiono zestaw
narzędzi tokarskich do obróbki powierzchni zewnętrznych oraz wewnętrznych z trwale
przymocowana częścią skrawającą w postaci węglikowej płytki skrawającej.
Rys. 13. Zestaw narzędzi tokarskich
Narzędzia składane są to najczęściej używane narzędzia do obróbki w przemyśle.
Budowa narzędzia składa się z korpusu (oprawki), płytki narzędziowej i płytki podporowej.
W zależności od budowy rozróżniamy różne mocowania płytki skrawającej w korpusie
(mocowanie sztywne, mocowanie dźwigniowe, mocowanie klinowe, mocowanie śrubą).
Płytka skrawająca najczęściej wykonana jest z węglika spiekanego z dodatkowym pokryciem
ochronnym. Kształt i sposób mocowania płytki w znaczący sposób decyduje o jej
przeznaczeniu, np. płytka typu „C” wykorzystywana jest do obróbki zgrubnej, natomiast
płytka typu „V” do obróbki wykończeniowej (profilowej). Wymiary i kształty płytek
skrawających są ujednolicone w międzynarodowych normach ISO (rys. 14.).
Rys. 14. Kształt płytek wg. ISO
Rys. 15. Zestaw składanych narzędzi tokarskich
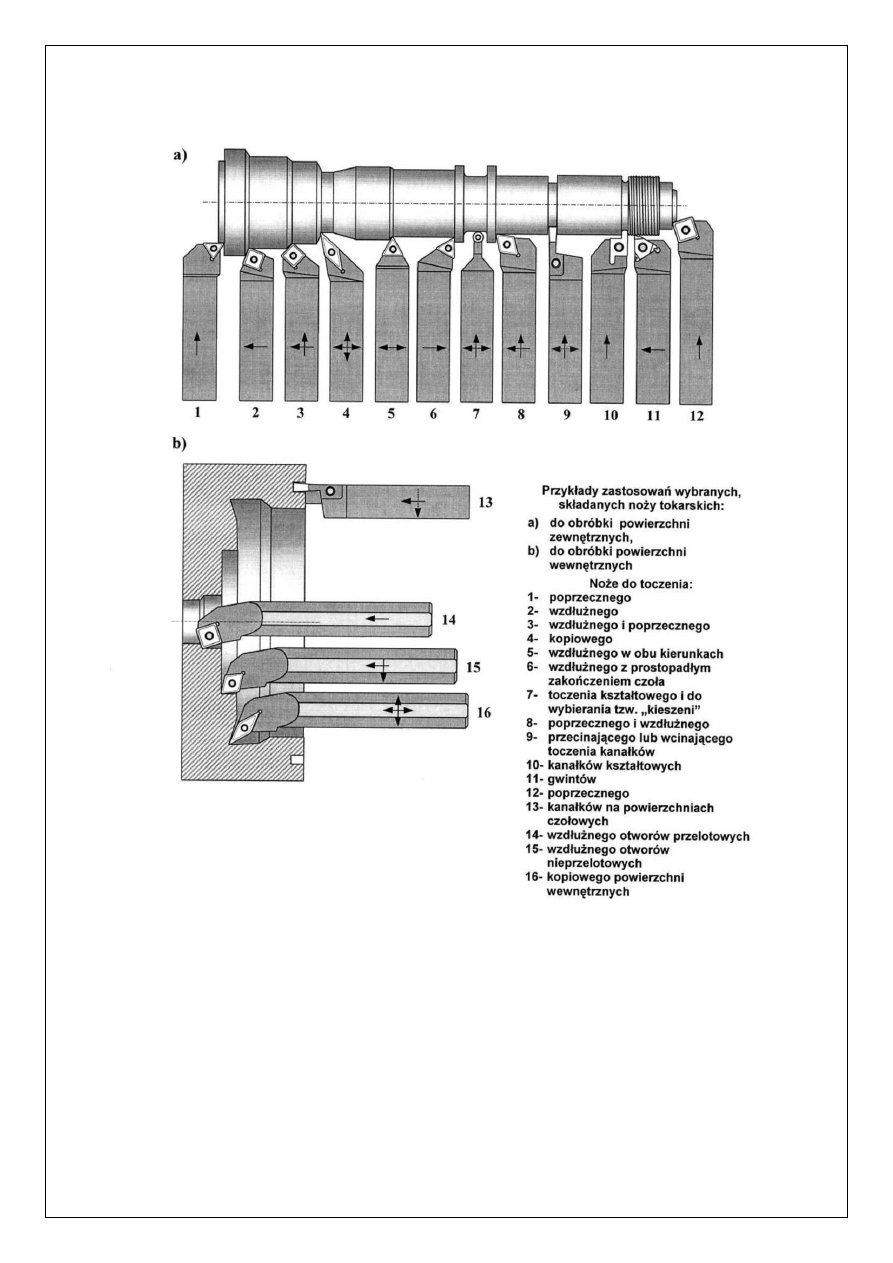
Na rys. 16 przedstawiono klasyfikację narzędzi tokarskich ze względu na budowę,
możliwości kształtowania powierzchni oraz położenie głównej krawędzi skrawającej.
Rys. 16 Klasyfikacja narzędzi tokarskich
Narzędzia do radełkowania stosuje się w celu wygniecenia na powierzchni przedmiotu
obrabianego drobnych rowków. Wykonuje się je najczęściej na powierzchniach chwytowych
części przyrządów, łbach śrub, itd. Do radełkowania używa się jako narzędzi hartowanych
rolek ze stali narzędziowej, które na obwodzie mają nacięte rowki o kącie rozwarcia 90°. Na
rys. 17 przedstawiono zestaw do radełkowania zawierający dwa trzonki (obustronny i
jednostronny), zestaw hartowanych rolek do radełkowania o różnych kątach nachylenia
rowków oraz trzpienie mocujące rolki.
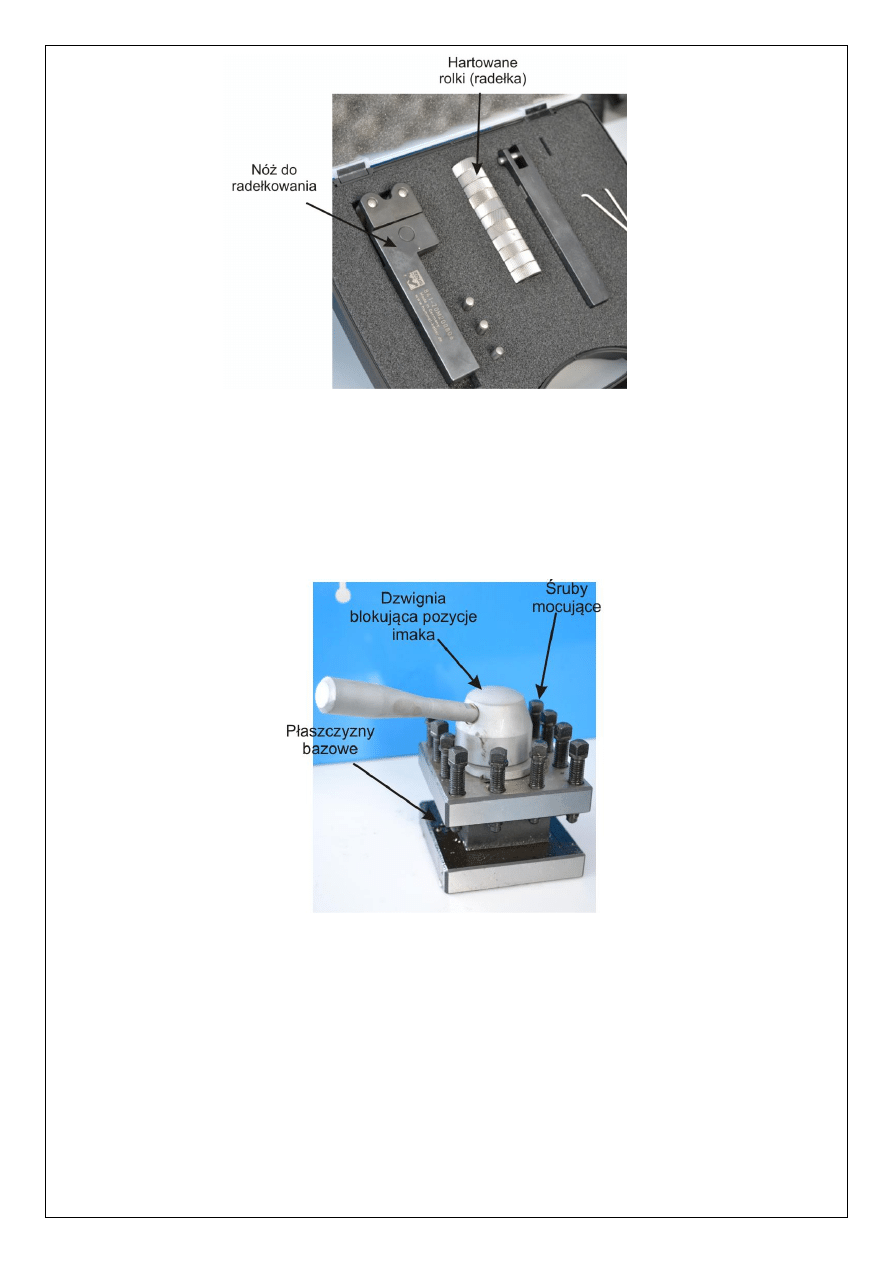
Rys. 17. Zestaw do radełkowania
d. Oprzyrządowanie ustalająco – mocujące narzędzia obróbkowe.
Najczęstszym sposobem mocowania narzędzi na tokarce jest zastosowanie imaka
nożowego. Na rysunku poniżej pokazano cztero pozycyjny imak narzędziowy do mocowania
czterech narzędzi. Imak nożowy najczęściej wyposażony jest w mechanizm zatrzaskowy, co
pozwala na szybką zmianę narzędzia i jego pewne ustalenie.
Rys. 18. Imak narzędziowy 4-pozycyjny.
Innym sposobem ustalania i mocowania narzędzia jest zastosowanie imaka jedno
nożowego z mechanizmem szybkiego mocowania. Dodatkowym atutem tego mocowania jest
możliwość kątowego ustalenia narzędzia względem przedmiotu obrabianego, co za tym idzie
zmianę kąta przystawienia narzędzia i obróbkę powierzchni stożkowej. Budowa tego typu
imaka składa się z oprawki, w której mocowane jest narzędzie oraz imak z wykonanym
uzębieniem do wstępnego ustalania położenia narzędzia.
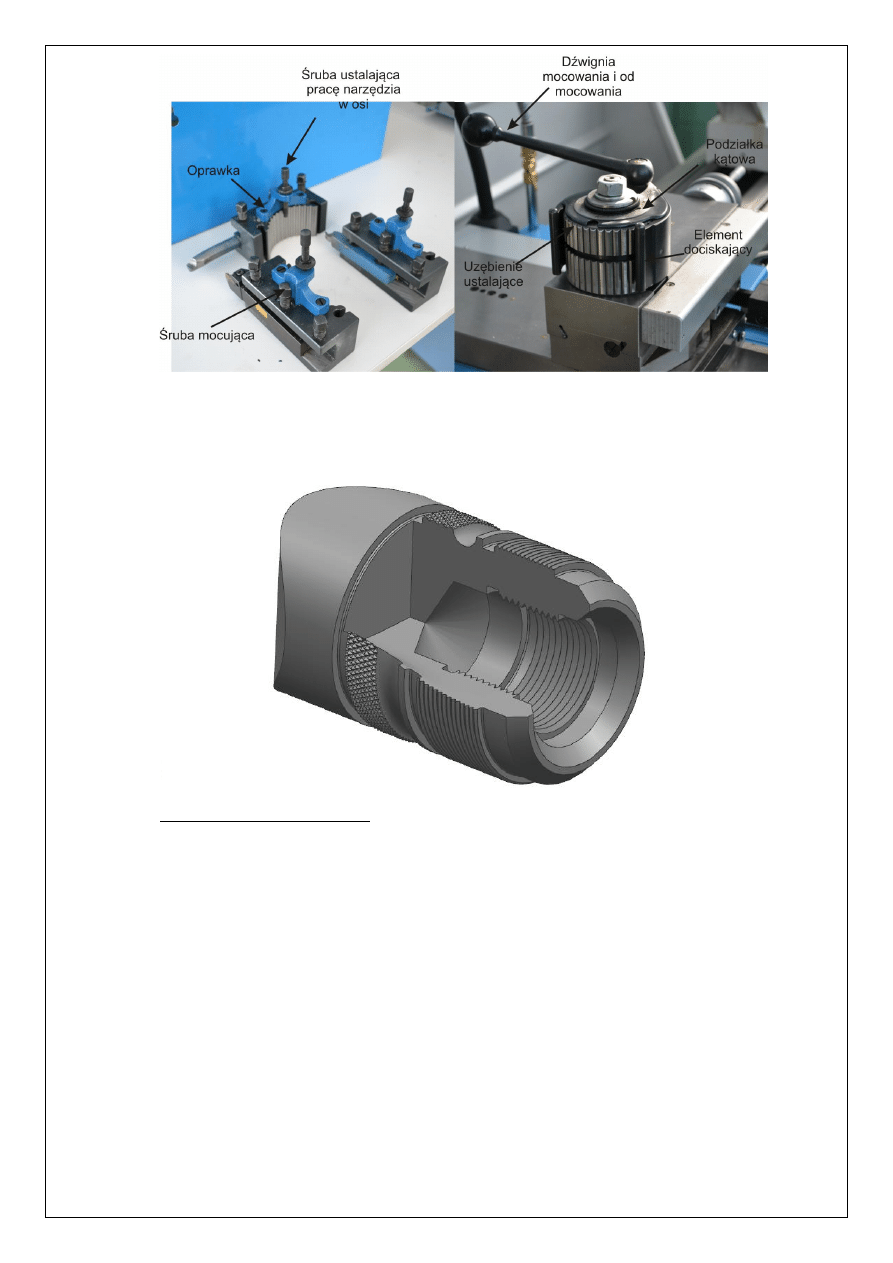
Rys. 19. Imak jednonożowy z mechanizmem szybkiego mocowania i od mocowania
8. Wykonanie modelu z zastosowaniem różnych odmian toczenia.
Lista operacji do wykonania:
1. Planowanie
2. Toczenie wzdłużne
3. Wiercenie otworu
4. Toczenie rowka wewnętrznego
5. Toczenie wzdłużne pow. wewnętrznych
6. Toczenie pow. stożka wewnętrznego
7. Toczenie gwintu wewnętrznego
8. Toczenie wzdłużne pow. Zewnętrznej
9. Toczenie pow. stożka zewnętrznego
10. Toczenie rowków zewnętrznych
11. Toczenie rowka kształtowe
12. Toczenie gwintu zewnętrznego
13. Radełkowanie
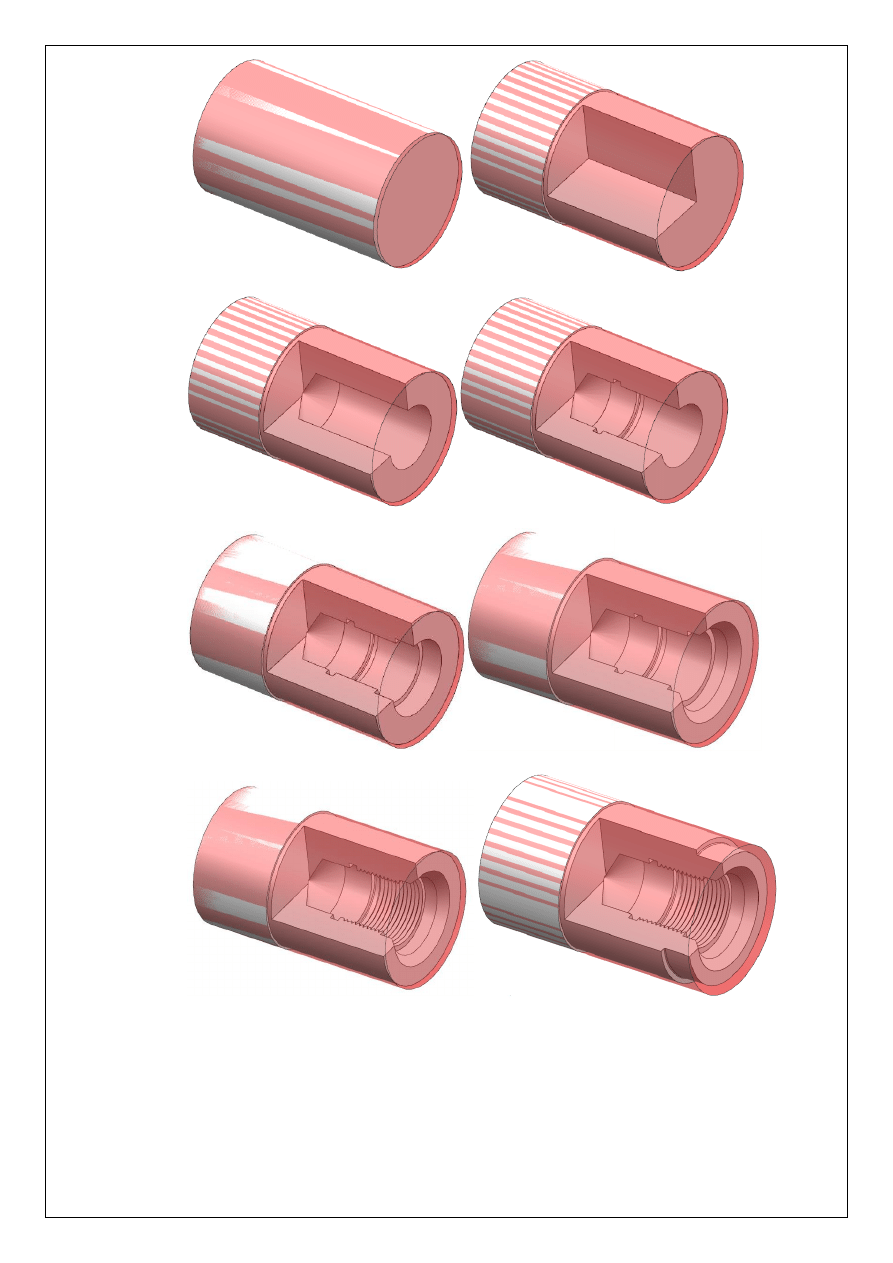
Planowanie
Toczenie wzdłużne
Wiercenie
Toczenie rowka wew.
Toczenie wzdłużne wew.
Toczenie pow. stożka wewnętrznego
Toczenie gwintu wewnętrznego
Toczenie wzdłużne zew.
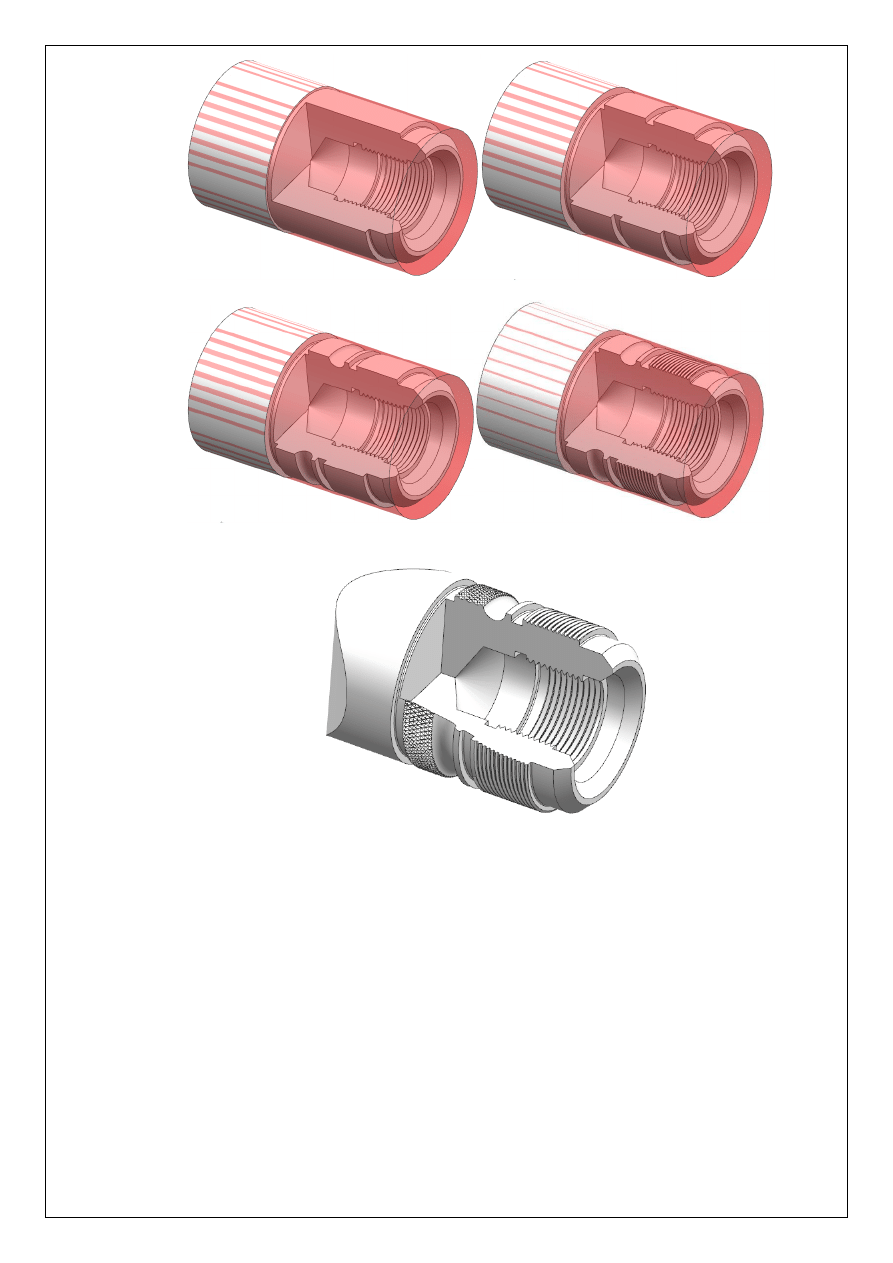
Toczenie pow. Stożka zewnętrznego
Toczenie rowków zew.
Toczenie rowka kształtowego
Toczenie gwintu zewnętrznego
Radełkowanie powierzchni chwytowej
9. Pytania kontrolne
a. Charakterystyka procesu toczenia.
b. Podział toczenia w zależności od usytuowania ruchu posuwowego względem osi
obrotu.
c. Narysować schemat: toczenie wzdłużne wewnętrzne i zewnętrzne.
d. Narysować schemat: toczenie wcinające kształtowe.
e. Wymienić elementy podpierające i krótko je opisać.
f. Wymienić elementy ustalająco – mocujące przedmiot obrabiany i krótko je opisać.
g. Opisać budowę narzędzi składnych.
h. Charakterystyka procesu radełkowania i budowa narzędzi do radełkowania.
i. Wymienić cechy charakterystyczne toczenia gwintów
j. Wymienić sposoby usuwania naddatku obróbkowego w procesie toczenia gwintów.
k. Wymienić parametry technologiczne w procesie toczenia (oznaczenie, nazwa,
jednostka, wzór).
Wyszukiwarka
Podobne podstrony:
Proces toczenia 2 i gwintowania
Proces toczenia 2 i gwintowania
2012 LT Ćwiczenie 2 Siły skrawania w procesie toczenia
Łącznik- proces toczenie, Studia, OSN, Zagórski
Dobór płytek i trzonków do toczenia gwintów
toczenie gwintów
toczenie gwintow
Podstawy Technik Wytwarzania I Przykład procesu technologicznego toczenia wykonanego w programie GTJ
Instrukcja toczenie, ATH, semestr 6, Projektowanie Procesów Produkcyjnych - PPP
cichosz,procesy i techniki wytwarzania II, gwintowanie
W4 Proces wytwórczy oprogramowania
WEWNĘTRZNE PROCESY RZEŹBIĄCE ZIEMIE
Proces tworzenia oprogramowania
Proces pielęgnowania Dokumentacja procesu
19 Mikroinżynieria przestrzenna procesy technologiczne,
4 socjalizacja jako podstawowy proces spoeczny
więcej podobnych podstron