„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Barbara Różańska
Wykończanie oraz ocena jakości obuwia gotowego
744[02].Z5.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Leszek Świdziński
dr inż. Elżbieta Wiśnios
Opracowanie redakcyjne:
mgr Barbara Różańska
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[02].Z5.03
„Wykończanie oraz ocena jakości obuwia gotowego”, zawartego w modułowym programie
nauczania dla zawodu obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
4
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Wykończanie jako ostatnia faza procesu wytwarzania obuwia
– podział i ogólna charakterystyka procesów wykończania
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
8
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2. Wykończanie wierzchów obuwia
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
24
4.2.3. Ćwiczenia
24
4.2.4. Sprawdzian postępów
28
4.3. Wykończanie spodów obuwia
29
4.3.1. Materiał nauczania
29
4.3.2. Pytania sprawdzające
34
4.3.3. Ćwiczenia
35
4.3.4. Sprawdzian postępów
38
4.4. Metody i techniki klasyfikacji jakościowej gotowego obuwia
39
4.4.1. Materiał nauczania
39
4.4.2. Pytania sprawdzające
42
4.4.3. Ćwiczenia
43
4.4.4 Sprawdzian postępów
44
4.5. Dobór środków i zasady konserwowania obuwia
45
4.5.1. Materiał nauczania
45
4.5.2. Pytania sprawdzające
47
4.5.3. Ćwiczenia
47
4.5.4 Sprawdzian postępów
48
5. Sprawdzian osiągnięć
49
6. Literatura
54
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy i kształtowaniu umiejętności
dotyczących procesów wykończania oraz oceny jakości obuwia gotowego.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do osiągnięcia założonych celów
kształcenia i opanowania umiejętności zawartych w jednostce modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
wykaz literatury uzupełniającej.
Jednostka modułowa „Wykończanie oraz ocena jakości obuwia gotowego”, stanowi jeden
z elementów modułu 744[02].Z5 „Technologia montażu i wykończania obuwia”, którego
struktura jest zilustrowana poniżej.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
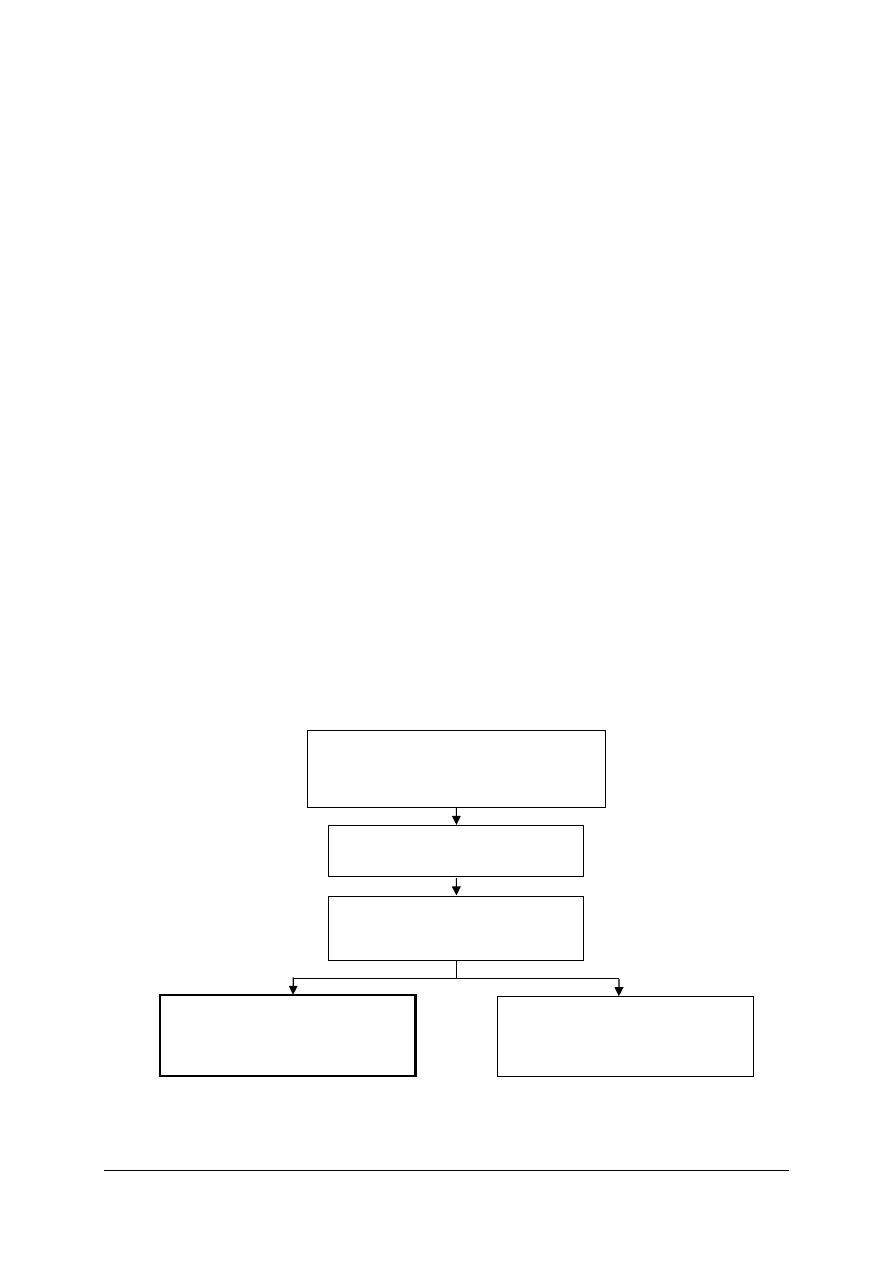
Schemat układu jednostek modułowych
744[02].Z5.03
Wyko
ńczanie oraz ocena
jako
ści obuwia gotowego
744[02].Z5.04
Cechowanie, pakowanie,
przechowywanie oraz transport
obuwia
744[02].Z5
Technologia monta
żu
i wyko
ńczania obuwia
744[02].Z5.01
Ustalanie technik monta
żu obuwia
744[02].Z5.02
Łączenie wierzchu ze spodem
obuwia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
przestrzegać przepisów bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
–
udzielać pierwszej pomocy osobom poszkodowanym w wypadkach przy pracy,
–
charakteryzować składowe części obuwia,
–
charakteryzować podstawowe rodzaje obuwia oraz typy cholewek,
–
klasyfikować obuwie według rozwiązań konstrukcyjnych i materiałowych,
–
sporządzać szkice elementów, półproduktów i typów obuwia,
–
odczytywać rysunki wykonawcze elementów, półproduktów i wyrobów obuwniczych,
–
charakteryzować materiały podstawowe i pomocnicze stosowane w produkcji obuwia,
–
określać wymagania techniczne i przetwórcze dla skór, tworzyw skóropodobnych
i materiałów włókienniczych na cholewki,
–
określać wymagania techniczne i przetwórcze dla skór i innych materiałów na spody
obuwia,
–
określać parametry techniczne materiałów pomocniczych stosowanych w produkcji
obuwia,
–
kwalifikować wady materiałów jako dopuszczalne i niedopuszczalne,
–
dobierać materiały podstawowe i pomocnicze, półprodukty oraz środki wykończalnicze
odpowiednio do konstrukcji, typu, przeznaczenia i techniki wytwarzania obuwia,
–
określać zasady konstruowania obuwia,
–
posługiwać się dokumentacją oraz normami przedmiotowymi i czynnościowymi
dotyczącymi oceny jakości materiałów, półproduktów i wyrobów,
–
oceniać jakość materiałów obuwniczych,
–
oceniać jakość półproduktów i wyrobów obuwniczych,
–
sporządzać kalkulację kosztów wytwarzania obuwia,
–
dobierać maszyny, urządzenia i narzędzia do różnych systemów montażu i technik
wykończania obuwia,
–
określać zasady działania i obsługi urządzeń do nawilżania cholewek,
–
określać zasady działania i obsługi ćwiekarek,
–
dobierać oprzyrządowanie do operacji ćwiekowania w zależności od kształtu kopyt,
rodzaju materiału i stosowanego systemu montażu,
–
określać zasady działania urządzeń do stabilizacji kształtów cholewek,
–
dobierać parametry pracy urządzeń transportowych,
–
obsługiwać maszyny i urządzenia do montażu i wykończania obuwia,
–
dokonywać rozkroju materiałów na elementy obuwia,
–
określać i stosować metody i techniki obróbki elementów obuwia,
–
stosować techniki łączenia elementów cholewki,
–
stosować różne metody wytwarzania cholewek,
–
dobierać połączenia elementów w zależności od typu i konstrukcji cholewek oraz
stosowanych materiałów,
–
określać technologię i wykonywać cholewki z zastosowaniem różnych technik,
–
określać przyczyny wadliwej produkcji cholewek,
–
charakteryzować systemy montażu obuwia,
–
sporządzać rysunki przekrojów poprzecznych obuwia montowanego różnymi systemami,
–
sporządzać wykaz operacji technologicznych montażu obuwia określonymi systemami,
–
określać parametry technologiczne dla danego systemu montażu,
–
określać błędy produkcyjne charakterystyczne dla poszczególnych systemów montażu,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
–
dobierać system montażu dla określonego typu obuwia,
–
charakteryzować systemy ćwiekowania,
–
stosować różne systemy i techniki ćwiekowania, interpretować zjawiska zachodzące
podczas procesu ćwiekowania i utrwalania kształtu cholewek,
–
dobierać rozwiązania technologiczne procesu ćwiekowania,
–
dokonywać ćwiekowania cholewek różnymi technikami,
–
utrwalać kształt zaćwiekowanych cholewek,
–
stosować różne systemy montażu obuwia,
–
wykonywać operacje technologiczne montażu obuwia różnymi technikami,
–
korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3 CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
określić metody i techniki wykończania obuwia,
–
dobrać materiały i środki do wykończania obuwia,
–
wykonać operacje czyszczenia, retuszowania, konserwacji i nabłyszczania obuwia,
–
ocenić jakość wykonania poszczególnych operacji,
–
zakwalifikować obuwie do określonego gatunku,
–
określić wpływ wykończenia na jakość, funkcjonalność i estetykę wyrobów
obuwniczych,
–
określić wpływ jakości wyrobów na ekonomiczne efekty działalności gospodarczej,
–
określić zasady rozpatrywania reklamacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Wykończanie jako ostatnia faza procesu wytwarzania
obuwia – podział i ogólna charakterystyka procesów
wykończania
4.1.1. Materiał nauczania
Wykończanie to ostatnia faza procesu wytwarzania obuwia. W fazie tej nadaje się
ostateczny kształt i wygląd wyrobu opracowany przez stylistę w procesie projektowania
obuwia. W klasycznym układzie, wykończanie obuwia to przede wszystkim zabiegi
chemiczne i mechaniczne, ale także czynności związane ze znakowaniem, oceną jakości,
klasyfikowaniem obuwia oraz jego zapakowaniem. Te dodatkowe czynności były lub będą
opisane w materiale nauczania w odrębnych jednostkach modułowych. Poznałeś już jednostki
z modułu 744[02].O2 „Surowce, półprodukty i materiały obuwnicze”, spośród których
szczególne znaczenie dla procesu wykończania obuwia mają dwie jednostki: 744[02].O2.01
„Określenie właściwości surowców i skór wyprawionych do produkcji obuwia”
i 744[02]O2.05 „Dobieranie materiałów pomocniczych do produkcji obuwia”. Zdobyte
umiejętności stanowią podstawę do rozpoznawania rodzajów wykończania skór
i w zależności od tego dobierania właściwych środków pomocniczych w postaci środków
czyszczących, retuszujących i apreturujących oraz właściwego doboru środków
pomocniczych do wykończania wierzchów i spodów obuwia stosowanych w procesie
wykończania obuwia i jego konserwacji.
Operacje technologiczne procesu wykończania, obuwie ze względu na ich charakter
i specyfikę wykonujemy ręcznie i maszynowo. Budowę, działanie, użytkowanie,
konserwowanie oraz dobór podstawowych maszyn i urządzeń stosowanych w procesie
wykończania poznałeś w jednostce modułowej 744[02].Z2.04 „Zastosowanie maszyn,
urządzeń i narzędzi do montażu i wykończania obuwia”.
Po zakończeniu procesów wykończania, obuwia poddawane jest ocenie jakości
i sklasyfikowaniu do odpowiedniego gatunku. Zasady związane z tym procesem poznałeś już
w jednostce modułowej 744[02].Z1.02 „Ocena produkcji obuwniczej”.
Nie posiadasz jeszcze umiejętności związanych z cechowaniem (znakowaniem)
i pakowaniem obuwia, które nabędziesz po zapoznaniu się z kolejną jednostką modułową
744[02]Z.5.04 „Cechowanie, pakowanie, przechowywanie oraz transport obuwia”.
Przypomnienie nazw i treści jednostek modułowych, które już poznałeś ma na celu
zwrócenie Twojej uwagi na potrzebę zweryfikowania swoich umiejętności poprzez ich
sprawdzenie, a w miarę potrzeby powtórzenie. Jest to podstawowy warunek przystąpienia do
nauczania tej jednostki modułowej, w której zdobytą wiedzę wykorzystasz w programie
nauczania i bezpośredniego jej zastosowania przy realizacji ćwiczeń i zdobywaniu nowych
umiejętności.
Wracając do programu nauczania w tej jednostce modułowej, przybliżę problematykę
wykończania poprzez pryzmat współczesnych metod wytwarzania i realiów w polskim
przemyśle obuwniczym.
Jak już sugeruje tytuł rozdziału i pierwszy akapit, wykończanie to końcowa faza procesu
produkcji obuwia, w której dokonuje się wielu, często skomplikowanych operacji i czynności
trudnych do zmechanizowania. Niektóre z tych czynności graniczą ze sztuką i wymagają
indywidualnego potraktowania nawet pojedynczych półpar obuwia. Tak było zawsze od
początku przemysłowej produkcji obuwia, ale na przestrzeni ostatnich lat, w organizacji pracy
tego odcinka nastąpiły olbrzymie zmiany spowodowane wprowadzeniem do produkcji
obuwia nowych materiałów oraz technik i technologii wytwarzania. Obecnie przez pojęcie
wykończanie obuwia należy rozumieć zestaw operacji i czynności technologicznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
zmierzających do nadania produktowi finalnemu (obuwiu) cech estetycznych poprzez
przywrócenie pierwotnego wyglądu materiałom i elementom użytym do jego produkcji. Cel
ten osiągamy przez zmywanie, retuszowanie i apreturowanie obuwia. Jest to tzw.
wykończanie chemiczne i dotyczy ono głównie obuwia produkowanego systemami
nowoczesnymi, w których wszystkie operacje obróbcze i wykończeniowe elementów obuwia
zostały wykonane wcześniej, tzn. przed jego montażem. Dotyczy to głównie obuwia
klejonego, wtryskowego, wulkanizowanego itp. Natomiast w systemach tradycyjnych,
złożonych, występuje jeszcze inny rodzaj wykończania, polegający na dodatkowych
operacjach obróbczych, jak frezowanie, ścieranie. Mówimy wtedy o tzw. mechanicznym
wykończaniu obuwia.
Wykończanie mechaniczne może również występować w procesie produkcji obuwia
systemem klejonym. Ma to miejsce szczególnie w tych zakładach, które nie posiadają
nowoczesnego parku maszynowego do obróbki elementów spodowych obuwia (głównie do
obróbki podeszew i obcasów).
Przy omawianiu problematyki wykończania obuwia posłużymy się typowym dla
przemysłu obuwniczego kryterium podziału procesów na wykończanie wierzchów obuwia
i spodów obuwia, bez względu na charakter dokonywanych operacji i czynności
technologicznych.
Wykończanie wierzchów obuwia jest ściśle związane z rodzajem materiałów z jakich
wykonano cholewki. Dlatego ten proces należy analizować w odniesieniu do skór, tworzyw
skóropodobnych i materiałów włókienniczych potocznie określanych mianem materiałów
tekstylnych. Najbardziej złożony jest proces wykończania obuwia skórzanego. Do
podstawowych czynności procesu wykończania wierzchów zalicza się przede wszystkim
czyszczenie obuwia, retuszowanie i apreturowanie. Często dokonuje się termicznego
usuwania fałd i wygładzania cholewek.
Bardziej złożony jest proces wykończania spodów obuwia, w którym niezależnie od
typowych czynności wykończalniczych jak malowanie, barwienie, wybielanie, woskowanie
itp. wykonuje się operacje związane z typową obróbką wiórową jak frezowanie lub ścieranie.
Zasygnalizowane procesy będą omówione w dwóch kolejnych rozdziałach. Dodatkowo,
w ramach powtórzenia i rozszerzenia nabytych przez Ciebie umiejętności, w materiale
nauczania omówione będą wybrane zagadnienia z problematyki metod i techniki klasyfikacji
jakościowej gotowego obuwia. Końcowym elementem omawianym w poradniku będą
zagadnienia związane z doborem środków i zasad konserwowania obuwia.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie operacje i czynności wykonuje się w ostatniej fazie wytwarzania obuwia jaką jest
wykończanie?
2. Jakie musisz posiadać umiejętności aby przystąpić do realizacji materiału nauczania
dotyczącego procesów wykończania i oceny jakości obuwia?
3. Jakie znaczenie w procesie wykończania mają umiejętności z zakresu materiałoznawstwa
obuwniczego oraz z budowy i użytkowania maszyn i urządzeń stosowanych w tym
procesie?
4. Na czym polega chemiczne wykończanie obuwia i jakie operacje i czynności wykonuje
się w tym procesie?
5. Czym charakteryzują się procesy mechanicznego wykończania obuwia?
6. Czy w procesie wykończania wierzchów obuwia wykonuje się wyłącznie procesy
chemiczne?
7. Jaki charakter mają procesy związane z wykończaniem spodów obuwia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
4.1.3. Ćwiczenia
Ćwiczenie 1
Wybierz ze zbioru próbek skór wierzchnich, te rodzaje, których nazwy wskaże Ci
nauczyciel. Ćwiczenie stanowi powtórkę z umiejętności, które zdobyłeś podczas nauczania
jednostki modułowej 744[02].O2.01 „Określenie właściwości surowców i skór wyprawionych
do produkcji obuwia”. Rozpoznane próbki scharakteryzuj pod kątem ich wykończenia
i właściwości przetwórczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenia zawarte w ćwiczeniu,
2) zapoznać się z fragmentami „Materiału nauczania” zawartymi w poradniku
744[02].O2.01, które dotyczą rozpoznawania rodzajów skór i technik ich wykończenia
oraz właściwości przetwórczych,
3) dokonać oględzin i analizy otrzymanych próbek skór,
4) wybrać ze zbioru próbek te, których nazwy wskazał nauczyciel,
5) zweryfikować wybrane próbki i pisemnie, w zeszycie do ćwiczeń uzasadnić swój wybór
poprzez charakterystykę tych materiałów,
6) zaprezentować wykonaną pracę,
7) dokonać oceny poprawności wykonania ćwiczenia.
Wyposażenie stanowiska pracy:
–
próbki skór wierzchnich z różnymi rodzajami wykończenia,
–
charakterystyki i opisy właściwości skór stosowanych na wierzchy obuwia,
–
lupa z 10–cio krotnym powiększeniem,
–
zeszyt do ćwiczeń,
–
przybory do pisania,
–
poradnik dla ucznia 744[02].O2.01,
–
literatura z rozdziału 6 poradnika dla ucznia 744[02].O2.01.
Ćwiczenie 2
Wybierz ze zbioru karteczek samoprzylepnych z zamieszczonymi na nich nazwami
środków do wykończania obuwia te, których nazwy odnoszą się do procesów stosowanych
w procesie wykończania wierzchów obuwia. Ćwiczenie ma na celu sprawdzenie zdobytych
przez Ciebie umiejętności podczas realizacji jednostki modułowej 744[02].O2.05 „Dobieranie
materiałów pomocniczych do produkcji obuwia”.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w ćwiczeniu,
2) przeczytać odpowiednie fragmenty z rozdziału „Materiał nauczania” zawarte
w poradniku dla ucznia w jednostce 744[02].O2.05,
3) zapoznać się z nazwami środków do wykończania obuwia, które są umieszczone na
karteczkach samoprzylepnych,
4) wybrać ze zbioru te karteczki z nazwami środków, które zdecydowanie nie mogą być
użyte w procesie wykończania wierzchów obuwia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
5) wybrać z pozostałego zbioru te karteczki, na których są nazwy środków do wykończania
wierzchów obuwia,
6) nakleić karteczki w zeszycie do ćwiczeń i zdefiniować przeznaczenie środka,
7) dokonać samooceny wykonanego ćwiczenia,
8) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
karteczki samoprzylepne z napisami nazw środków do wykończania obuwia,
–
katalogi środków oferowanych do wykończania obuwia,
–
instrukcje technologiczne procesów wykończania obuwia,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
poradnik dla ucznia z jednostki modułowej 744[02].O2.05 „Dobieranie materiałów
pomocniczych do produkcji obuwia”,
–
literatura z rozdziału 6 poradnika dla ucznia 744[02].O2.05.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wymienić podstawowe czynności, które z założenia wykonuje się
w procesie wykończania obuwia?
2) określić swoje umiejętności, które wcześniej zdobyłeś i są związane
z procesem wykończania obuwia?
3) wyjaśnić jakie znaczenie dla procesu wykończania obuwia będą mieć
umiejętności związane z materiałoznawstwem obuwniczym oraz
budową, użytkowaniem i konserwacją maszyn i urządzeń stosowanych
w procesie wykończania?
4) zdefiniować podstawowe operacje i czynności, które związane są
z chemicznym sposobem wykończania?
5) wymienić procesy związane z mechanicznym sposobem wykończania?
6) zastosować kryterium podziału procesów wykończania obuwia?
7) scharakteryzować procesy wykończania wierzchów i spodów obuwia
oraz wskazać, które ze stosowanych technik wykończania są w nich
stosowane najczęściej (chemiczne czy mechaniczne)?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Wykończanie wierzchów obuwia
4.2.1. Materiał nauczania
Technika i technologia wykończania są ściśle związane z rodzajem materiałów z jakich
wykonane są wierzchy cholewek. Mając na uwadze ten fakt, procesy wykończania wierzchów
obuwia omówimy w odniesieniu do:
– skór miękkich,
– tworzyw skóropodobnych,
– materiałów włókienniczych, określanych potocznie tekstylnymi.
Wykończanie wierzchów ze skóry
Można z całą odpowiedzialnością skonstatować, że obuwie wykonane ze skór miękkich
stanowi podstawowy problem w technologii wykończania wierzchów obuwia. Wynika to
w głównej mierze z różnorodności stosowanych sposobów wykończania powierzchni skór
w garbarniach przy równoczesnym stosowaniu zróżnicowanych pod względem chemicznym
środków wykończalniczych. Dlatego przy doborze technologii i techniki wykończania
skórzanych wierzchów obuwia musimy te czynniki uwzględniać.
Szczegóły dotyczące sposobów wykończania powierzchni skóry i stosowanych do tego
celu środków już znasz z materiału nauczania cytowanej wcześniej jednostki modułowej
744[02].O2.01. Umiejętności z tej dziedziny musisz sobie przypomnieć i utrwalić. Dla
ułatwienia tego zadania przypomnę, że do podstawowych rodzajów wykończania skór
zaliczamy rozwiązania wynikające:
–
z rodzaju stosowanych środków wiążących, jak: kazeinowe, plastykowe, kolodionowe,
poliuretanowe, lakierowane itp.;
–
ze stopnia przezroczystości powłoki nałożonej na powierzchnię skóry wyprawionej,
dzięki której uzyskujemy wykończanie: anilinowe, półanilinowe (zwane także
semianilinowym) i kryjące;
–
ze stosowanej techniki wykończania, w wyniku której uzyskujemy wykończanie przez:
nabłyszczanie, prasowanie, laminowanie, powlekanie pastami kryjącymi, szlifowanie
(welury, nubuki) itp.
W rzeczywistości liczba metod wykończania skór miękkich jest o wiele większa, gdyż
poszczególne metody występują z reguły w kombinacji między sobą, a ponadto powstają
nowe sposoby wykończania. Przytoczę chociażby takie, które od kilku lat znalazły dość
powszechne uznanie. Mam tu na myśli wykończanie typu: „crazy horse” i „pull’up”.
Wykończanie crazy horse jest wykonane na licowych skórach bydlęcych. Daje w efekcie
tłusty chwyt spowodowany użyciem tłuszczu stałego. Charakteryzuje się niejednolitą
powłoką, ulegającą nieznacznym rozjaśnieniom w trakcie rozciągania oraz słabą odpornością
na zarysowanie w porównaniu ze standardowymi skórami licowymi. Zachowuje naturalne
cechy skóry, jak jarzmo i blizny. Skóry te są dogarbowywane roślinnie. Ich grubość wynosi
1,6 ÷ 1,8 mm. „Crazy horse” są stosowane głównie do wyrobu trzewików i półbutów męskich
i młodzieżowych oraz do obuwia turystycznego.
Wykończanie „pull’up” jest wykonywane na skórach bydlęcych. To tak zwane olejowe
wykończanie skór szlifowanych, charakteryzuje się tłustym chwytem oraz fantazyjną
dwubarwnością, odróżniającą ją od innych rodzajów wykończeń, z lekkim półmatowym
połyskiem. W procesie wytwarzania obuwia dwubarwność zostaje wyeksploatowana
w miejscu rozciągania cholewki. Naturalna powłoka skóry jest mało odporna na tarcie
i zarysowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Do wykończania obuwia ze skór tłustych typu „pull’up” i „crasy horse” stosuje się środki
wykończeniowe, przeznaczone wyłącznie do tego typu skór [4, s. 107].
Przy tej różnorodności skór oferowanych przez przemysł garbarski istotne znaczenie
w procesie wykończania obuwia ma szybka identyfikacja rodzajów wykończania
przetwarzanych skór. Jest to konieczne ze względu na właściwy dobór środków
wykończalniczych. W przypadku naniesienia nieodpowiednich środków powłoka
wykończeniowa na wierzchach obuwia będzie pękać, łamać się i kruszyć, a także nie będzie
posiadać dobrego połysku i adhezji do lica skóry. Środek wykończeniowy nie zwiąże się ze
skórą, a więc będzie się łatwo złuszczać i ścierać. Stosunkowo dobrą i szybką metodą
identyfikacji rodzaju wykończenia powierzchni skór jest próba stałości apretury, polegająca
na działaniu wody destylowanej, 1% roztworu amoniaku lub metylocykloheksanonu.
Nawilżoną szmatką pociera się skórę i obserwuje zmiany na jej powierzchni oraz wygląd
szmatki (tab.1).
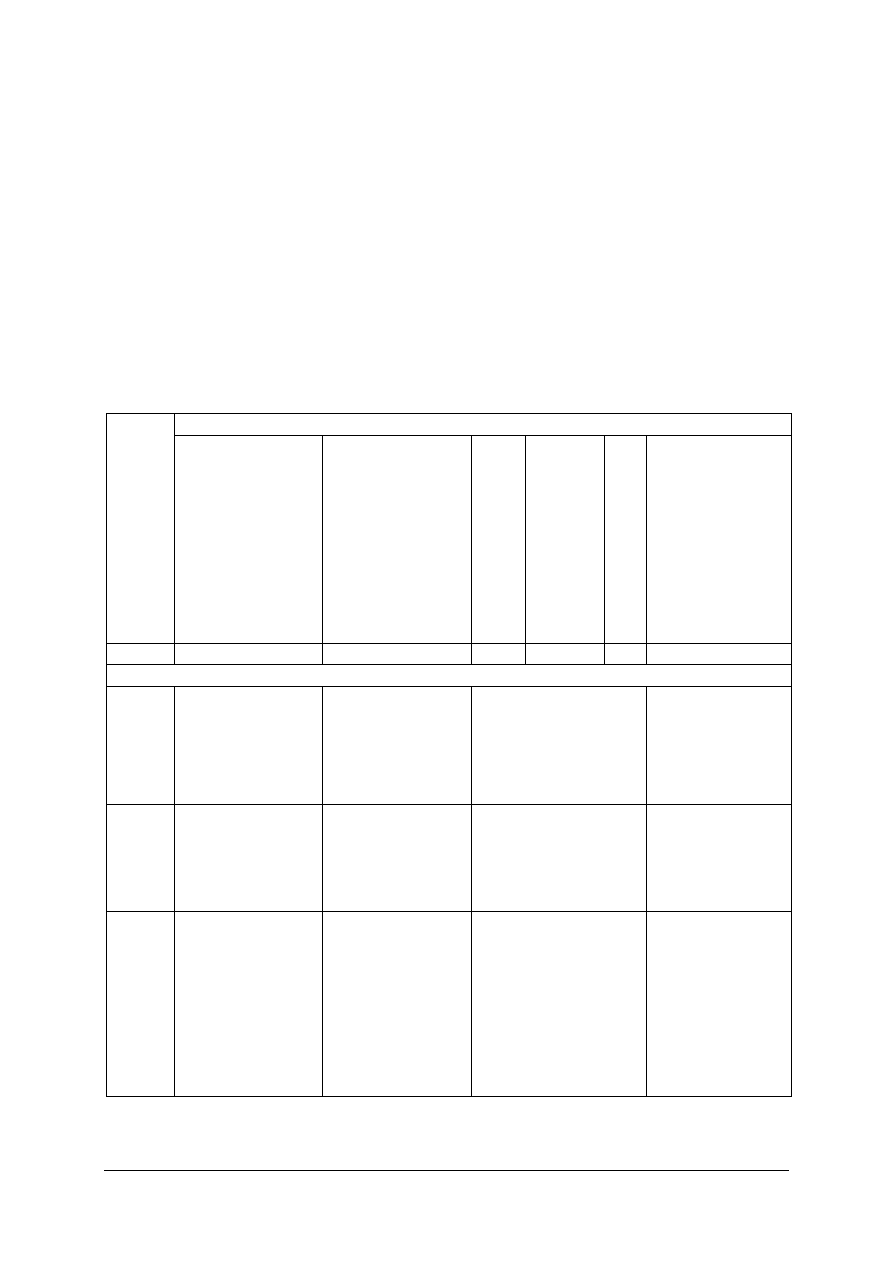
Tabela 1 Przybliżone sposoby identyfikacji wykończenia powierzchni skór [3, s. 486, 487]
Rodzaj wykończenia
Ś
rod
ek
u
ży
ty
d
o
n
aw
il
ża
n
ia
sz
m
at
ki
k
aze
ino
we
k
aze
ino
wo
–
ż
y
w
ic
o
we
ży
w
ic
o
wo
–
n
it
ro
ce
lu
lo
zo
we
k
aze
ino
w
o
–
ż
y
w
ic
o
w
o
–
n
it
ro
ce
lu
lo
zo
we
n
it
ro
ce
lu
lo
zo
we
ży
w
ic
o
w
o
–
k
aze
ino
w
o
–
ży
w
ic
o
w
o
–
1
2
3
4
5
6
7
Wygląd powierzchni na skórze po ścieraniu
W
od
a
d
es
ty
lo
w
ana
matowieje, słabo
odbarwia się
nieznacznie
matowieje,
nieznacznie
odbarwia się
nie zmienia się
nieznacznie
matowieje,
nieznacznie
odbarwia się
1
%
r
o
zt
w
ó
r
am
on
ia
ku
matowieje, mocno
odbarwia się, film
ulega naruszeniu
matowieje,
częściowo
odbarwia się, film
ulega naruszeniu
nie zmienia się
matowieje,
częściowo
odbarwia się
M
et
y
lo
cyk
loh
ek
sa
non
nieznacznie
matowieje,
nieznacznie
odbarwia się
matowieje, słabo
odbarwia się,
nieznaczne
naruszenie filmu
matowieje, mocno
odbarwia się aż do lica
skóry, film rozpuszcza
się
matowieje, słabo
odbarwia się,
nieznaczne
naruszenie filmu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
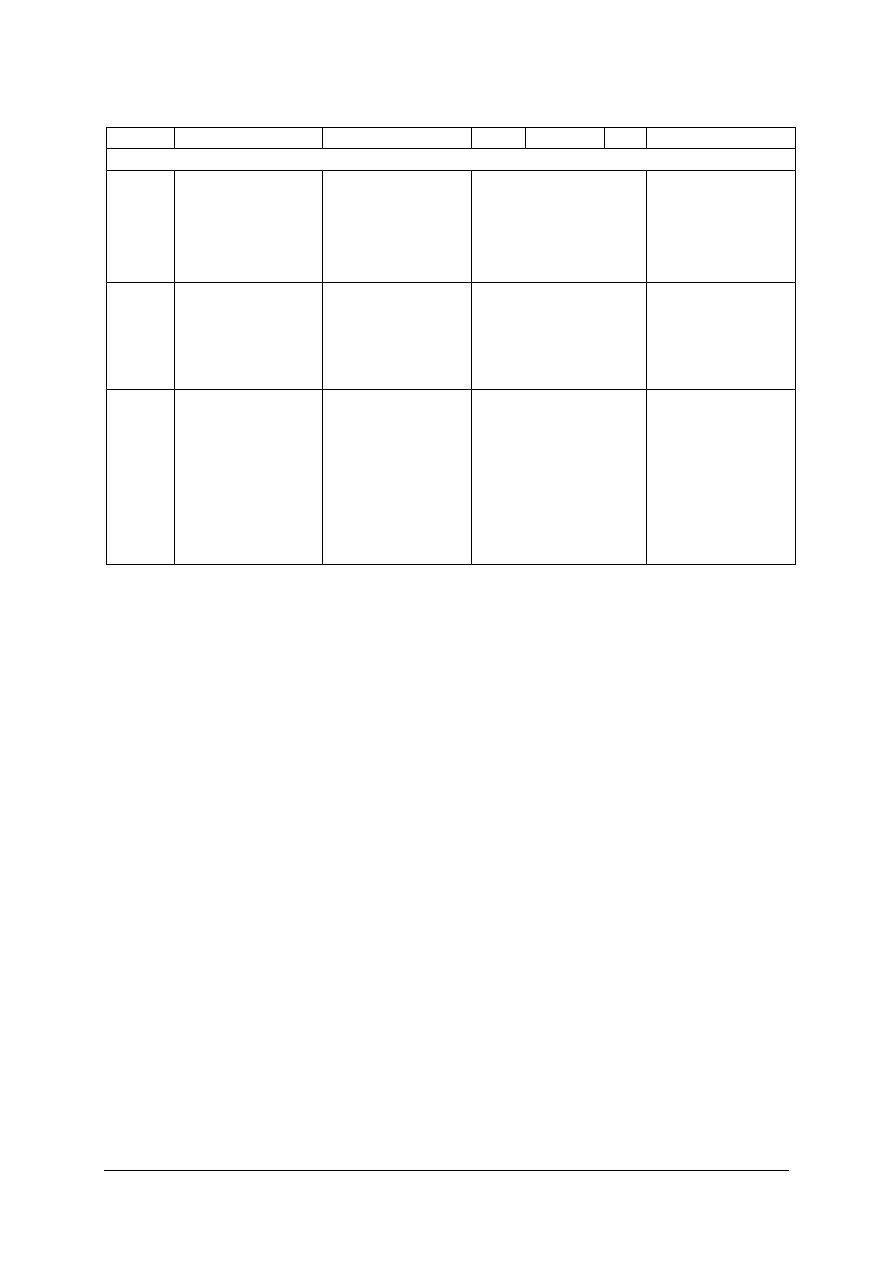
Ciąg dalszy tabeli 1
1
2
3
4
5
6
7
Wygląd szmatki po ścieraniu
W
od
a
d
es
ty
lo
w
ana
słabo zabarwiona,
nie lepi się
nieznacznie
zabarwiona, nie
lepi się
nie zabarwiona, bez
zmiany
nieznacznie
zabarwiona, nie
lepi się
1
%
r
o
zt
w
ó
r
am
on
ia
ku
mocno
zabarwiona, lepi
się
znacznie
zabarwiona, słabo
lepiąca się
nie zabarwiona, bez
zmiany
znacznie
zabarwiona, słabo
lepiąca się
M
et
y
lo
cyk
loh
ek
sa
non
nieznacznie
zabarwiona, nie
lepi się
znacznie
zabarwiona, lepi
się
mocno zabarwiona,
lepi się
znacznie
zabarwiona, lepi
się
Jeżeli podczas identyfikacji nie jesteśmy pewni jaki zastosowano środek do wykończania
skóry, to wskazane jest zapytanie producenta o rodzaj zastosowanego środka lub wybrać inną
metodę identyfikacji. Można też przeprowadzić próbę poprzez bezpośrednie działanie
środkami służącymi do wykończania obuwia na próbkę skóry, z której wyrób wykonano.
Zawsze musimy mieć pewność, że zastosowane do wykończania obuwia środki nie uszkodzą
warstwy wykończeniowej skóry, z której wykonano obuwie. Dzisiaj wielu producentów skór
informuje swoich odbiorców jakie środki do wykończania obuwia powinni stosować.
Środki wykończalnicze do wierzchów obuwia
Jak już sygnalizowałam, szczegóły dotyczące charakterystyki i doboru środków
wykończalniczych do procesów wykończania wierzchów i spodów obuwia zawarte były
w cytowanej wcześniej jednostce modułowej 744[02].O2.05.
W ramach powtórki przypomnij sobie właściwości i zasady doboru środków do
wykończania wierzchów obuwia, które podobnie jak procesy technologiczne można podzielić
na środki przeznaczone do:
–
czyszczenia, retuszowania,
–
nabłyszczania,
–
apreturowania.
Do czyszczenia stosuje się różnego rodzaju środki zmywające służące do usuwania
zabrudzeń, plam tłuszczowych, plam z tuszu, atramentu, farb itp. Środki te wytwarzane są na
bazie roztworów wodnych, rozpuszczalników organicznych czy też alkoholu [4, s. 110].
Do retuszowania, w zależności od rodzaju przetwarzanych materiałów wierzchnich
stosuje się takie produkty jak:
–
kredki woskowe,
–
pasty retuszerskie i woski,
–
farby retuszerskie do skór licowych,
–
pudry retuszerskie do nubuków, welurów, dwoin szlifowanych,
–
lakiery retuszerskie do skór lakierowanych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Do nabłyszczania stosuje się różnego rodzaju pasty wytwarzane na bazie wosków. To od
ich składu i jakości zależy efekt nabłyszczania skóry. Najczęściej stosuje się woski naturalne
twarde oraz miękkie woski pszczele, woski Montana, niektóre gatunki miękkich wosków
syntetycznych oraz parafiny.
Pasty, ze względu na zastosowane do ich produkcji rozpuszczalniki dzielimy na trzy
zasadnicze grupy:
–
rozpuszczalnikowe,
–
emulsyjne (wodne),
–
wodno-rozpuszczalnikowe.
Pasty rozpuszczalnikowe
Rozpuszczalnikowe pasty do obuwia nie stanowią ściśle określonych związków
chemicznych, lecz są mieszaninami wosku i substancji woskowych oraz barwników
z rozpuszczalnikami. Są to roztwory kolodionowe, stanowiące zawiesiny mikrocząsteczek
wosku i substancji woskowych w rozpuszczalnikach organicznych. Pasty te wytwarzają
trwałe powłoki odporne na wilgoć, ale ich właściwości konserwujące są stosunkowo
niewielkie.
Pasty emulsyjne (wodne)
Emulsja stanowi złożony układ dwóch wzajemnie nierozpuszczalnych cieczy, z których
jedna jest rozproszona w drugiej w postaci małych kropelek.
Dobre pasty wodne mają szereg zalet:
–
nadają czyszczonemu obuwiu lepszy połysk,
–
mają dobre właściwości konserwujące,
–
intensywnie barwią obuwie,
–
mają większą przyczepność do skóry,
–
nie żywiczeją,
–
działają mniej korodująco na opakowania metalowe.
Wadą tych past jest:
–
mniejsza odporność na działanie wilgoci,
–
brak odporności na działanie niskiej temperatury.
Pasty tego typu zamarzają już w temperaturze poniżej 0
o
C. Niska temperatura powoduje
rozpad emulsji.
Pasty wodno-rozpuszczalnikowe
Pasty tego typu wykazują najlepsze właściwości użytkowe. Są one mieszaniną past
rozpuszczalnikowych i wodnych. Pasty zawierające więcej terpentyny lub innych
rozpuszczalników organicznych są określane jako rozpuszczalnikowo-wodne. Natomiast
pasty zawierające więcej wody są wodno-rozpuszczalnikowe.
Pasty wodno-rozpuszczalnikowe są najlepsze, mają bowiem konsystencję bardziej
mazistą od rozpuszczalnikowych, dlatego dają się łatwo rozsmarowywać na obuwiu. Tworzą
błony odporne na działanie wilgoci o doskonałym połysku, nie są wrażliwe na zmiany
temperatury i nie ulegają zamarzaniu.
Do apreturowania obuwia stosuje się roztwory lub emulsje, które naniesione na wierzch
cholewki tworzą po wysuszeniu błyszczącą powłokę i nie wymagają dodatkowego
nabłyszczania. Apretury obuwnicze różnią się rodzajem użytej substancji błonotwórczej,
rodzajem rozpuszczalnika oraz barwą. W przemyśle obuwniczym używa się między innymi
apreturę szelakową wodną i spirytusową, kazeinową i szelakowo – kazeinową wodną oraz
coraz częściej emulsje lub roztwory kolodionowe oraz żywice akrylowe i lakiery
poliuretanowe.
Przy doborze apretur należy przestrzegać zasady aby ich skład chemiczny był taki sam,
a przynamniej podobny jak skład chemiczny powłoki wykończeniowej skóry, z której jest
wykonany wyrób. Jeśli na przykład wierzch obuwia wykonany jest ze skóry o wykończeniu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
plastykowym, to obuwie należy wykończać apreturami typowymi do wykończenia
plastykowego lub emulsjami lakieru kolodionowego. Wpływ na przyczepność apretury ma
także rodzaj zastosowanego rozpuszczalnika. Jeśli rozpuszczalnik apretury ma zdolność
rozpuszczania powłoki wykończeniowej skóry, to istnieją warunki wzajemnej dyfuzji
cząsteczek obu warstw, co niewątpliwie ma wpływ na dobrą adhezję apretury do podłoża.
Niska przyczepność apretury do podłoża może doprowadzić do łuszczenia się apretury.
Technologia wykończania wierzchów obuwia ze skór naturalnych
Wykończanie wierzchów obuwia to przede wszystkim czynności o charakterze
chemicznym, ale dokonuje się także czynności typu mechanicznego, a ściślej można je
określić jako hydrotermiczne, których głównym celem jest wyrównanie czy też wygładzanie
powierzchni cholewek. Biorąc pod uwagę kolejność prowadzonych prac, proces wykończania
wierzchów ze skóry możemy podzielić na 5 zasadniczych operacji:
–
czyszczenie,
–
wygładzanie,
–
retuszowanie,
–
apreturowanie,
–
polerowanie.
Czyszczenie
W czasie produkcji każda para obuwia przechodzi przez dziesiątki rąk, co powoduje
powstawanie zabrudzeń różnego rodzaju. Mogą to być plamy z kleju, tłuszczu, kurz itp. Do
usunięcia zanieczyszczeń stosuje się różne środki, w zależności od rodzaju zabrudzenia
i rodzaju skóry z jakiej są wykonane cholewki.
Czyszczenie obuwia, a szczególnie dobór środków myjących nie może mieć charakteru
przypadkowego. Drobna nawet pomyłka w doborze środka i sposobu usunięcia zabrudzenia
może spowodować uszkodzenie powłoki wykończeniowej cholewki. Szczególnie wrażliwe na
dobór środków czynnych są skóry w pastelowych kolorach.
Oprócz środków chemicznych do czyszczenia stosuje się środki mechaniczne, takie jak:
–
surowa krepa (usuwanie zabrudzeń z kleju),
–
papier ścierny (do welurów i nubuków),
–
nożyki (do ścierania lub skrobania),
–
ścierki itp.
Przed przystąpieniem do czyszczenia należy dokładnie rozpoznać rodzaj zabrudzenia
i dostosować do niego odpowiednie środki.
Przy czyszczeniu obuwia z czarnej skóry gładkiej licowej zanieczyszczenia usuwa się
czystą szmatką, namoczoną w wodzie lub mydlance. Obuwie zanieczyszczone olejem lub
innym tłuszczem należy usunąć przy użyciu rozpuszczalników organicznych. Najczęściej jest
to aceton, ale pamiętajmy, że to środek agresywny i przed użyciem tego środka należy
dokonać próby zmywania na odpadach skóry, z której wykonano cholewkę i obserwować
zachowanie się powłoki wykończeniowej po zmyciu. Drobne zabrudzenia z kleju, wosku,
farby można usunąć czubkiem noża. Większe zacieki z kleju usuwamy przy użyciu
specjalnych gumek lub po prostu surową krepą. Zabrudzenia na cholewkach ze skór
wykończonych w kolorach jasnych, pastelowych należy usuwać przez zmywanie mydlanką
aby nie doszło do uszkodzenia powłoki lub zmiany jej barwy. Jeżeli zabrudzenie pozostaje, to
zaleca się użycie flanelowej szmatki zwilżonej spirytusem.
Powierzchnię cholewek wykonanych ze skór welurowych lub nubukowych oczyszczamy
najczęściej gumową szczotką lub przy użyciu drobnoziarnistego papieru ściernego i szczotki
do usunięcia powstałego pyłu. Aktualnie wiele firm oferuje gotowe środki do oczyszczania
różnych rodzajów skór [4, s. 109].

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Wygładzanie
W procesie wygładzania, podczas przekształcania płaskich elementów cholewki
w trójwymiarowy wyrób jakim jest obuwie
dochodzi do różnego rodzaju odkształceń
w postaci zmarszczek, fałd i zgrubień. Defekty
te należy usunąć w procesie wygładzania
termicznego lub hydrotermicznego.
Wygładzanie termiczne wykonuje się przy
użyciu profilowanych żelazek stanowiących
element roboczy urządzeń do wygładzania
w bezpośrednim kontakcie ze skórą (rys. 1).
Niezależnie od stabilnych urządzeń do
wygładzania,
współcześnie
stosuje
się
specjalne przenośne urządzenia, których widok
ogólny zilustrowano na rysunku 2.
Rys. 2. Widok ogólny żelazek retuszerskich [10]
Żelazka te wykorzystywane są do rozprasowywania fałd i różnego rodzaju zniekształceń
skóry na wierzchach obuwia powstałych podczas procesu technologicznego.
Wygładzaniu termicznemu bezpośredniemu poddaje się cholewki z boksów, z wyjątkiem
wytłaczanych, deseniowanych i marszczonych. Nie należy również wygładzać cholewek
z welurów, nubuków i skór lakierowanych.
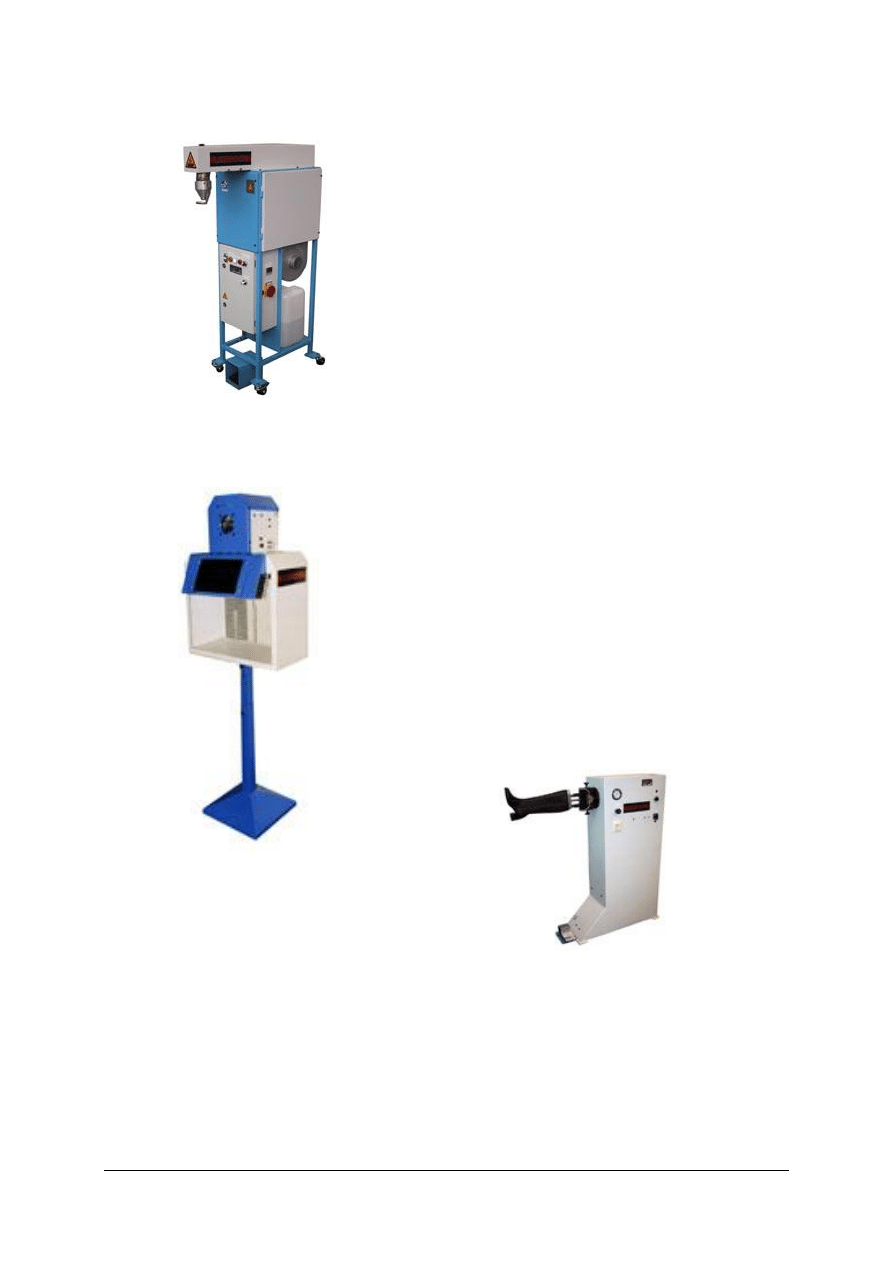
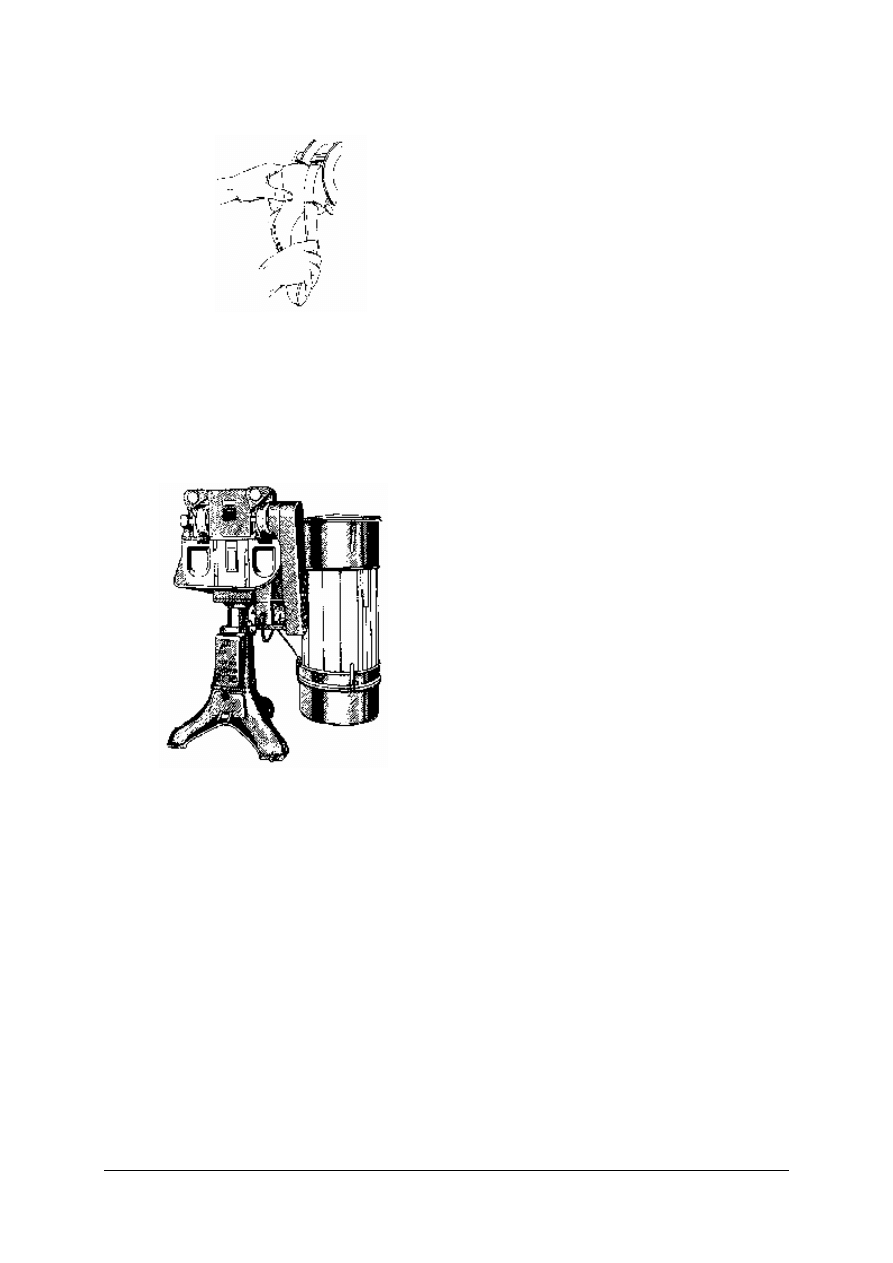
Wygładzanie cholewek ze skór z wykończeniem wrażliwym na bezpośredni kontakt
z gorącym żelazkiem, dokonuje się metodą hydrotermiczną. Do tego celu stosuje się specjalne
dmuchawy gorącego i wilgotnego powietrza. Widok ogólny takiej dmuchawy jest
zilustrowany na rysunku 3.
Rys. 1. Schemat wygładzania cholewek na
żelazku stanowiącym mechanizm roboczy
stabilnego urządzenia do wygładzania
skórzanych wierzchów obuwia [2, s. 309]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Urządzenie jest przeznaczone do wyrównywania
i prasowania powierzchni cholewek obuwia przy
pomocy nadmuchu gorącego powietrza i pary
wodnej. Zaletą tego urządzenia jest elektroniczne
płynne regulowanie temperatury i ilości pary wodnej,
która może być podawana pod ciśnieniem 3 barów
w sposób ciągły lub okresowo. Urządzenie może być
dodatkowo wyposażone w przystawkę umożliwiającą
zamknięty obieg gorącego powietrza pozwalającego
zaoszczędzić 30% energii.
Obok tradycyjnych korektorów powierzchni
wierzchów
obuwia,
firma
Leibrock
oferuje
urządzenia o zupełnie nowym sposobie wygładzania.
Czynnikiem usuwającym defekty na skórze (na
przykład
fałdy,
zmarszczki,
przebarwienia)
w korektorze Leibrock model FLG 1041 (rys. 4) jest
wiązka promieni emitowana przez specjalną lampę.
Wykorzystanie promieniowania do korekty pozwala
uzyskiwać
gładkie,
jednorodne
powierzchnie
skórzane,
eliminując
jednocześnie
ograniczenia
występujące przy termicznym działaniu powietrza
i pary wodnej. Niska temperatura emitowanych
promieni
w
pełni
eliminje
błędy
związane
z przypaleniem skóry. Bez problemów można
korygować powierzchnię skór białych i pastelowych.
Można skutecznie wygładać skóry w obszarze szwów
szytych.
W przypadku wygładzania powierzchni obuwia
z cholewami, na przykład kozaków damskich zaleca
się stosować formowarki i wygładzarki cholew
(rys. 5).
Rys. 5. Widok ogólny prasowalnicy cholew
kozaków firmy Leibrock model SF 42 [9]
Urządzenie SF 42, wyposażone jest w rozwieralną, podgrzewaną formę odwzorowującą
damską łydkę. Podgrzewana forma prasuje bez fałd i zmarszczek zarówno podszewkę jak
i zewnętrzną powłokę cholewki. Możliwość obracania formy o 360
o
pozwala w sposób
optymalny dokonać ostatecznego „szlifu” wysokiej cholewki.
Rys. 3. Widok ogólny
urządzenia hydrotremicznego do
wygładzania cholewek firmy
Leibrock model F1 [9]
Rys. 4. Widok ogólny korektora
powierzchni obuwia firmy
Leibrock model FLG 1041 [9]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Retuszowanie
Przy formowaniu cholewek w fazie ćwiekowania, łączeniu ich ze spodem i obróbce
spodów możliwe jest, nawet przy właściwym wykonaniu poszczególnych operacji,
powierzchniowe uszkodzenie wierzchu niektórych
półpar obuwia w miejscach, gdzie elementy składowe są
poddawane większym naprężeniom. Trudno jest
również
zapobiec
mechanicznym
uszkodzeniom
wierzchu. Poza tym niektóre elementy skórzane mają
sztywne lico, które przy obciąganiu łatwo pęka,
szczególnie na brzegach naciągniętej cholewki. Większe
wady, których nie można usunąć z gotowego obuwia,
należy
wykryć
podczas
procesu
produkcyjnego
(szczególnie w fazie ćwiekowania) i wymienić
uszkodzone elementy. Drobniejsze wady retuszuje się
odpowiednimi środkami na gotowym obuwiu.
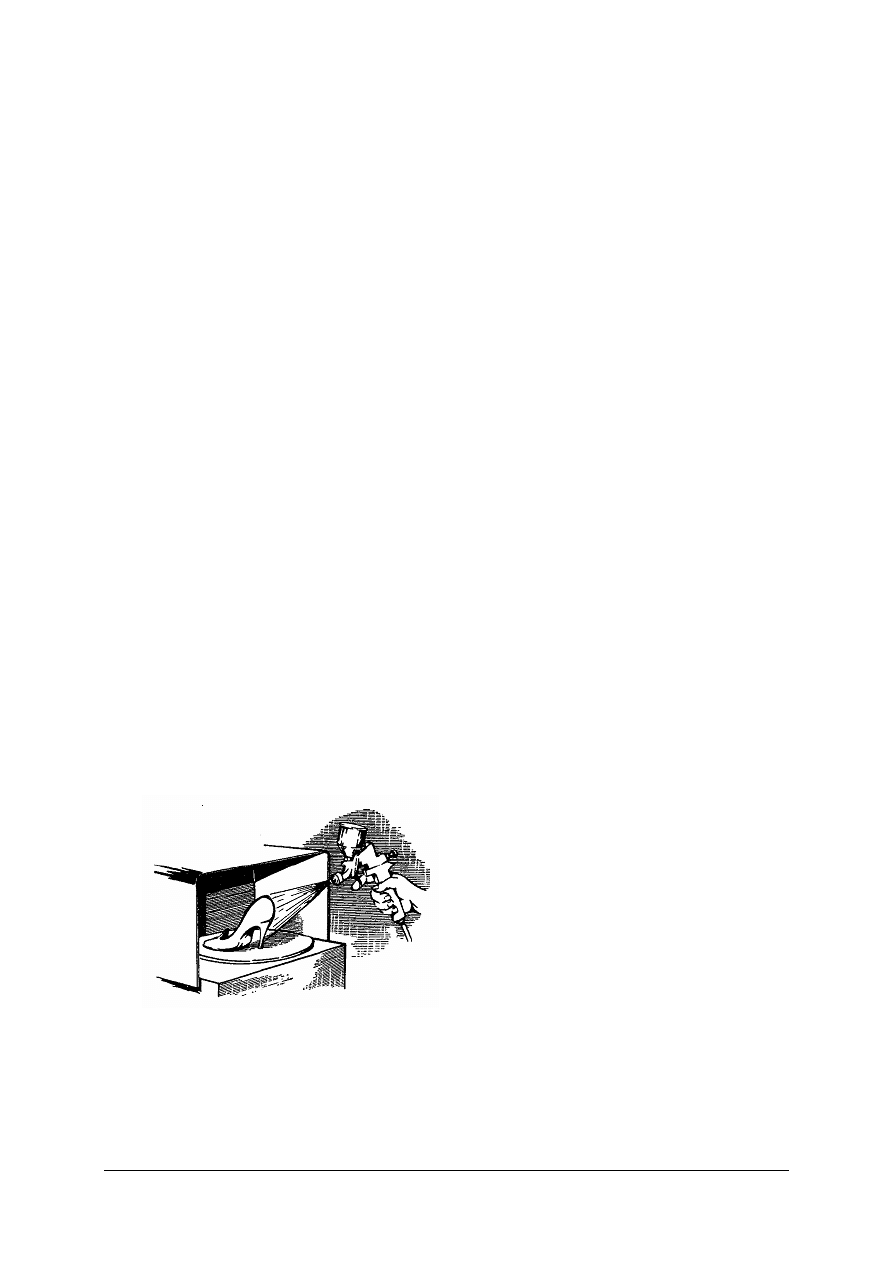
Do retuszowania obuwia używa się pistoletów do
natryskiwania, pędzli do nanoszenia farby, lampki
spirytusowej i noża do retuszowania woskiem.
W przypadku retuszowania wykonanego przy użyciu
pistoletu natryskowego zaleca się, aby tę czynność
wykonywać w specjalnej kabinie (rys. 6)
Kabina wyposażona jest w wentylator pochłaniający
opary substancji lotnych, a także w specjalny przesłono
– filtr zamiast płaszcza wodnego, jak to ma miejsce
w wielu typach kabin do apreturowania. Oczywiście,
czynności retuszowania przy użyciu pistoletu można
wykonać także w kabinach z filtrem wodnym
stosowanych z reguły do apreturowania obuwia (rys. 7).
Zaprezentowana na rysunku kabina posiada kurtynę
(ekran) wodną, własny odciąg pyłów oraz jarzmo
obrotowe z regulacją prędkości. Poza tym wyposażona
jest w oświetlenie miejscowe komory roboczej i pistolet
natryskowy.
Środki do retuszowania powinny mieć podobny
skład, jak środki używane w garbarni do wykończania
skóry. Na przykład skóry o wykończeniu kazeinowym
i nabłyszczane (boks cielęcy, szewro kozie) można
retuszować wyłącznie środkami kazeinowymi. Zależnie
od
zawartości
w
tych
środkach wypełniacza
kazeinowego i oleju zmiękczającego można nadawać
obuwiu niski lub wysoki połysk (tabela 2).
Tabela 2
Procentowy skład typowych komponentów do produkcji kazeinowych środków do retuszowania obuwia [7, s. 97]
Skład
Niski połysk [%] Wysoki połysk [%]
Wytonowana kazeinowa farba kryjąca
10 ÷ 15
10 ÷ 15
Kazeinowy wypełniacz o zawartości 20% suchej masy
4 ÷ 5
10 ÷ 12
Olej zmiękczający
1 ÷ 2
2 ÷ 5
Woda utleniona
85 ÷ 78
78 ÷ 68
Rys. 6. Widok ogólny kabiny
malarskiej z wyciągiem
górnym, firmy Wizmet [11]
Rys. 7. Widok ogólny
kabiny do apreturowania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Do obuwia z wykończeniem kazeinowo – żywicznym lub żywiczno – kazeinowo –
żywicznym (boks bydlęcy gładki i wytłaczany, skóry wodoodporne, skóry świńskie
pigmentowe) powinno się używać roztworu kazeinowo – żywicznego.
Do retuszowania niektórych skór świńskich o wykończeniu kazeinowo – żywiczno –
nitrocelulozowym lub żywiczno – nitrocelulozowym używa się roztworu nitrocelulozowego,
rozcieńczonego rozpuszczalnikiem organicznym.
Jeżeli do retuszowania użyje się roztworu o innym składzie niż roztwór użyty w garbarni
do wykończenia skóry, naniesiona farba nie zwiąże się ze skórą, będzie się łatwo złuszczać
i ścierać.
Przy doborze komponentów należy zadbać o staranny dobór odcienia farby. Z reguły
odcienie te dość często zmieniają się. Wynika to z obowiązującej w danym roku kolorystyki
narzuconej przez trendy w modzie światowej. Dla przykładu podam skład pigmentów przy
tonowaniu określonego odcienia farby brązowej [7, s. 98]:
– pigment brązowy Z
41,0%
– pigment pomarańczowy
23,0%
– pigment czarny
14,5%
– pigment bordo Irgalit HB
1,5%
Przez zmieszanie podstawowych pigmentów w podanych wyżej proporcjach otrzymuje
się wcześniej określony brązowy odcień. Gdy roztwór do retuszowania jest gotowy należy
małe odchylenia odcieni stonować pigmentem, ponieważ przy wykończaniu skór
w garbarniach powstają również nieznaczne różnice kolorów poszczególnych skór. Mimo, że
dokładne stonowanie jest niekiedy pracochłonne, jest ono konieczne do zatarcia różnic
odcieni w retuszowanych miejscach.
Kazeinowe roztwory po wyschnięciu częściowo matowieją. Dlatego roztwór należy
dostosować do jaśniejszego odcienia i po przeschnięciu próbnie naniesionej farby porównać
z garbarskim wykończeniem. Aby uniknąć ścierania się farby przed użyciem dodaje się do
roztworu retuszującego formaliny w ilości 2 ÷ 3 g na 1 litr roztworu. Formalina utrwala farby
kryjące i zabezpiecza je przed starciem. Jeżeli na obuwiu mają być wyretuszowane większe
powierzchnie, roztwór formaliny nanosi się pistoletem po uprzednim przeschnięciu
wyretuszowanego miejsca. Ten sposób jest bardziej pracochłonny, daje jednak lepsze
rezultaty.
Podczas retuszowania pracownik sprawdza kolejno poszczególne pary obuwia i retuszuje
wady, zależnie od ich charakteru. Mniejsze wady, na przykład uszkodzenia farb kryjących na
krawędziach wokół cięć, retuszuje się miękkim pędzlem. Pędzel musi być ostro zakończony,
aby można było wyretuszować najdrobniejsze uszkodzenia. Jeżeli na brzegu naciągniętego
wierzchu warstwa licowa skóry jest popękana należy ogrzać koniec noża nad lampką,
uszkodzenie delikatne wygładzić i wyretuszować jak najszybciej woskiem, a dopiero później
roztworem farby.
W ten sposób można retuszować miejsca, które nie są narażone na wielokrotne zginanie,
na przykład usztywnione czubki, pięty lub miejsca przy brzegu podpodeszwy. Większe
powierzchnie wierzchu, szczególnie czubek i piętę, gdzie podczas formowania została
naruszona powłoka skóry lub też nastąpiło rozjaśnienie barwy, retuszuje się pistoletem
natryskowym. Pistoletu natryskowego używa się również, jeżeli poszczególne elementy
wierzchu różnią się barwą na skutek czyszczenia plam lub prasowania. Miejsca o odmiennej
barwie pokrywa się za pomocą pistoletu cienką warstwą środka chemicznego. Podczas
retuszowania nie należy nakładać grubej warstwy, a raczej dwie lub trzy cienkie, z których
każdą nakłada się po zaschnięciu poprzedniej. Aby zapewnić trwałość barwy natryskuje się
dodatkowo formaliną rozcieńczoną wodą w stosunku 1 : 3 (jedną część formaliny i dwie
części wody).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Jeżeli retuszuje się czubki obuwia wyżej podanym sposobem należy zabezpieczyć cięcia
podeszwy przed zanieczyszczeniem. Do tego celu używa się najczęściej samoprzylepnej folii,
którą opina się przednią część cięcia, podtrzymując jednocześnie palcami lewej ręki tak, aby
dokładnie zakryć nacięcie. Wszystkie środki do retuszowania przed nalaniem do naczynia lub
pistoletu należy dokładnie wymieszać, ponieważ pigment po pewnym czasie osadza się na
dnie naczynia. Jeżeli używa się nie wymieszanego środka, retuszowana powierzchnia jest
lepka i szybko żółknie pod wpływem nadmiernej ilości zmiękczaczy, które utrzymują się na
powierzchni środka chemicznego. Naczynia do przechowywania farby, pistolet natryskowy
i pędzle muszą być utrzymywane w czystości.
Mniejsze wady obuwia ze skóry wykończonej złotą lub srebrną folią retuszuje się
mieszaniną złotego lub srebrnego proszku z nitrocelulozą; nie można jednak w ten sposób
usunąć większych wad.
Wierzchy ze skóry lakierowanej retuszuje się lakierem kryjącym, który nanosi się za
pomocą pędzla. Jeżeli powłoka lakierowana jest popękana, retuszowanie jest trudniejsze.
Miejsca takie należy najpierw lekko zetrzeć papierem ściernym, oczyścić z pyłu i pokryć
warstwą lakieru podkładowego. Warstwę tę wygładza się palcem, a po wyschnięciu pokrywa
lakierem kryjącym. Retuszowane miejsce w tym przypadku jest zawsze widoczne, a zatem
obuwia takiego nie można zaliczyć do I gatunku.
Obuwie ze skór welurowych i nubukowych retuszuje się pudrem o kolorze
dostosowanym do koloru skóry. Najczęściej spotykanymi uszkodzeniami są w tym przypadku
plamy powstałe podczas usuwania z wierzchu zanieczyszczeń za pomocą rozpuszczalników
organicznych, jak aceton, toluen, octan etylu. Plamy pudruje się proszkiem, a następnie
szczotkuje.
Podczas międzyoperacyjnej kontroli pracownik przeprowadzający retuszowanie
powinien oznaczyć wszystkie wady, które po dobrze przeprowadzonym retuszowaniu obniżą
wygląd estetyczny obuwia do tego stopnia, że nie można go zakwalifikować do I gatunku.
Miejsca retuszowane należy oznaczyć, aby kontrola końcowa mogła dokładnie ocenić dany
wyrób. Po wyretuszowaniu obuwie ułożone w wózku należy odwrócić czubkiem na zewnątrz
(normalnie układa się piętą na zewnątrz), aby pracownik kontroli końcowej zwrócił na daną
parę szczególną uwagę.
Czynność tę podczas jednej zmiany produkcyjnej wykonuje na ogół jeden pracownik,
a w przypadku produkcji obuwia z lakieru lub przy pojawieniu się większej ilości wad
zwiększa się liczbę pracowników. Znane są przypadki, kiedy podczas retuszowania obuwia
damskiego, na jednej roboczo zmianie przy produkcji 1000 par, czynność tę wykonywało
6 ÷ 8 pracowników.
Apreturowanie
Przy szyciu cholewek i dalszych operacjach w montażu obuwia lico skór, a szczególnie
jego wykończenie nawet przy dużej ostrożności zostaje naruszone. Wpływa na to działanie
potu rąk pracowników oraz zmywanie i czyszczenie powstałych zabrudzeń. Nadawanie
wypukłych kształtów płaskim wierzchom powoduje otwieranie się porów skóry, osłabienie
pierwotnego połysku i zmatowienie wierzchu. Dlatego gotowe obuwie należy odnowić
poprzez apreturowanie, polerowanie i nabłyszczanie, nadając mu nowy świeży połysk.
Na odpowiedni wygląd obuwia skórzanego największy wpływ ma wykończenie lica
skóry w garbarniach. Wygląd ten powinien być utrzymany podczas procesu produkcji obuwia
i wykończania środkami chemicznymi podczas montażu. Ponieważ apreturowanie obuwia ma
na celu przede wszystkim odnowienie wykończenia lica skóry, w obuwnictwie powinno się
używać takich samych apretur, jakie były użyte przy wykończaniu skór w garbarni.
W przeciwnym razie apretura obuwnicza nie połączy się z garbarską i wygląd skóry się
pogorszy. Jeżeli wykończenie skóry jest matowe lub o niskim połysku, nie można używać
apretur i metod nanoszenia, którymi osiąga się wysoki połysk.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
W praktyce przemysłowej apreturowanie wykonuje się najczęściej ręcznie przy użyciu
gąbki i pistoletu natryskowego. Zaleca się używanie gąbki z jak najmniejszymi porami. Poza
tym stanowisko pracy powinno być wyposażone w specjalne kabiny z wyciągiem, które już
zilustrowano na rysunkach 6 i 7 przy omawianiu wyposażenia stanowiska do retuszowania.
Podczas apreturowania stanowisko należy zaopatrzyć dodatkowo w szklane naczynia na
apreturę oraz ochronne rękawice gumowe. Przy nanoszeniu apretury gąbką, rękawica chroni
prawą rękę, a przy użyciu pistoletu chroni lewą rękę.
Gąbki, naczynia i pistolet należy utrzymywać w czystości, a po pracy umyć je wodą.
Warunkiem sprawnego przebiegu procesu apreturowania jest właściwy dobór apretury
i absolutna czystość wierzchu cholewki. Jeżeli przekazane obuwie będzie posiadać
zabrudzenia, proces apreturowania należy przerwać, a obuwie przekazać do ponownego
oczyszczenia.
Podczas ręcznego apreturowania przy użyciu gąbki, należy ją zanurzyć do naczynia
z apreturą i zaczekać aż całkowicie nasiąknie. Przed rozpoczęciem apreturowania, z gąbki
należy wycisnąć nadmiar apretury. Apreturę nanosi się cienką warstwą tak, aby na
powierzchni nie pozostawały krople lub smugi. Jeżeli gąbka jest nadmiernie wyciśnięta nie
można osiągnąć równomiernego pokrycia wierzchu.
Podczas apreturowania obuwie należy trzymać lewą ręką za obcas w położeniu
poziomym czubkiem do siebie i nakładać apreturę jednym nieprzerwanym ruchem od pięty
do czubka. Po naniesieniu apretury na jedną stronę wierzchu obraca się obuwie i nanosi
apreturę na drugą stronę wierzchu w kierunku od czubka do pięty. Apretura powinna być
naniesiona równomiernie na całą powierzchnię tak, aby utrwalona powłoka była wszędzie
jednakowa, a poszczególne ruchy gąbką nie powodowały smug i zacieków.
W celu nadania obuwiu wysokiego połysku nie powinno się nakładać grubej warstwy;
korzystniejsze jest naniesienie kilku cienkich warstw rzadszej apretury. Gęstość apretury
zależy od ilości nanoszonych warstw. Drugą względnie trzecią warstwę apretury można
nanosić dopiero po wyschnięciu poprzedniej warstwy. Wysychanie przeważnie się
przyspiesza, stosując promienniki podczerwieni, wentylatory lub specjalne komory
suszarnicze.
Aktualnie ręczne apreturowanie obuwia za pomocą gąbki stosuje się w małych zakładach
ewentualnie przy produkcji partii pilotażowych.
Technologię ręcznego apreturowania obuwia zastąpiono z powodzeniem poprzez
nanoszenie apretury pistoletem natryskowym (rys. 8). Czynność tę można wykonać przed lub
po wyzuciu kopyta. Apreturowanie
obuwia przed wyzuciem jest o tyle
lepsze, że zabezpiecza się w ten sposób
wnętrze
obuwia
przed
zaciekami
apretury i ewentualnymi zabrudzeniami.
W niektórych
sytuacjach
zachodzi
potrzeba wcześniejszego wyzucia kopyt
i apreturowanie
wykonuje
się
na
obuwiu, którego wnętrze jest odkryte.
W takiej sytuacji odkrytą podszewkę
należy chronić przed zabrudzeniem
stosując specjalne przesłony, a w razie
braku
takich
zabezpieczeń,
lepiej
apreturować obuwie przy użyciu gąbki.
Rys. 8. Schemat apreturowania pistoletem
natryskowym [2, s. 310]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Jak już wcześniej informowałam proces apreturowania należy wykonywać w specjalnych
komorach, chroniąc środowisko pracy przed toksycznymi oparami i zanieczyszczeniem
rozpryskiwanej przez dyszę pistoletu apretury.
Przy apreturowaniu obuwie umieszcza się wewnątrz kabiny natryskowej na specjalnej
obrotowej podstawce ewentualnie trzyma się je za obcas w kabinie i natryskuje apreturę. Przy
natryskiwaniu postępuje się tak, jak przy apreturowaniu gąbką, to znaczy nanosi się apreturę
równomiernie na całą powierzchnię unikając zacieków i nie pokrytych miejsc. Pistoletem
natryskowym apreturę nanosi się tylko raz (z wyjątkiem czarnego obuwia) i dlatego
utworzona powłoka powinna być grubsza. Warunkiem prawidłowego krycia jest odpowiedni
dobór dyszy pistoletu w zależności od rodzaju i konsystencji nanoszonej apretury. Ujemną
stroną tej techniki apreturowania jest stosunkowo duże zużycie apretury. Dlatego też
poszukiwano innych technik nanoszenia apretury.
Do najbardziej oszczędnych technik apreturowania należy bez wątpienia zaliczyć metodę
elektrostatyczną, którą w dodatku można stosować w kilku wariantach, różniących się
wykonaniem elektrody emisyjnej. We wszystkich odmianach metody, apretura zostaje
rozproszona, nie tylko wskutek działania sił pola elektrostatycznego, lecz również w wyniku
działania sił mechanicznych wywołanych sprężonym powietrzem lub przyspieszeniem sił
odśrodkowych [4, s. 120].
Apreturowanie w polu elektrostatycznym pozwala nie tylko na równomierne nałożenie
powłoki, ale praktycznie nie powoduje strat rozpylonej apretury. Zasada takiego
apreturowania polega na różnoimiennym naładowaniu rozpylonej apretury i pokrywanego
wierzchu obuwia.
Inną, też oszczędną i wydajną metodą apreturowania jest tak zwane apreturowanie
pneumatyczne. Metoda ta polega na tym, że obuwie zawiesza się na pionowych zaczepach
przenośnika i natryskuje się w komorze natryskowej, a następnie suszy. W celu
zabezpieczenia wnętrza obuwia przed wnikaniem apretury doprowadza się sprężone
powietrze, którego strumień wydobywający się z wnętrza obuwia chroni podszewkę przed
zaciekami apretury.
Zasygnalizowane metody: elektrostatyczna i pneumatyczna, pomimo wielu zalet, nie
znalazły szerszego zastosowania. Wynika to z tego, że są one, ze względu na koszt
oprzyrządowania, ekonomicznie uzasadnione jedynie w przypadku długich serii
produkcyjnych obuwia, od czego współcześnie się odchodzi.
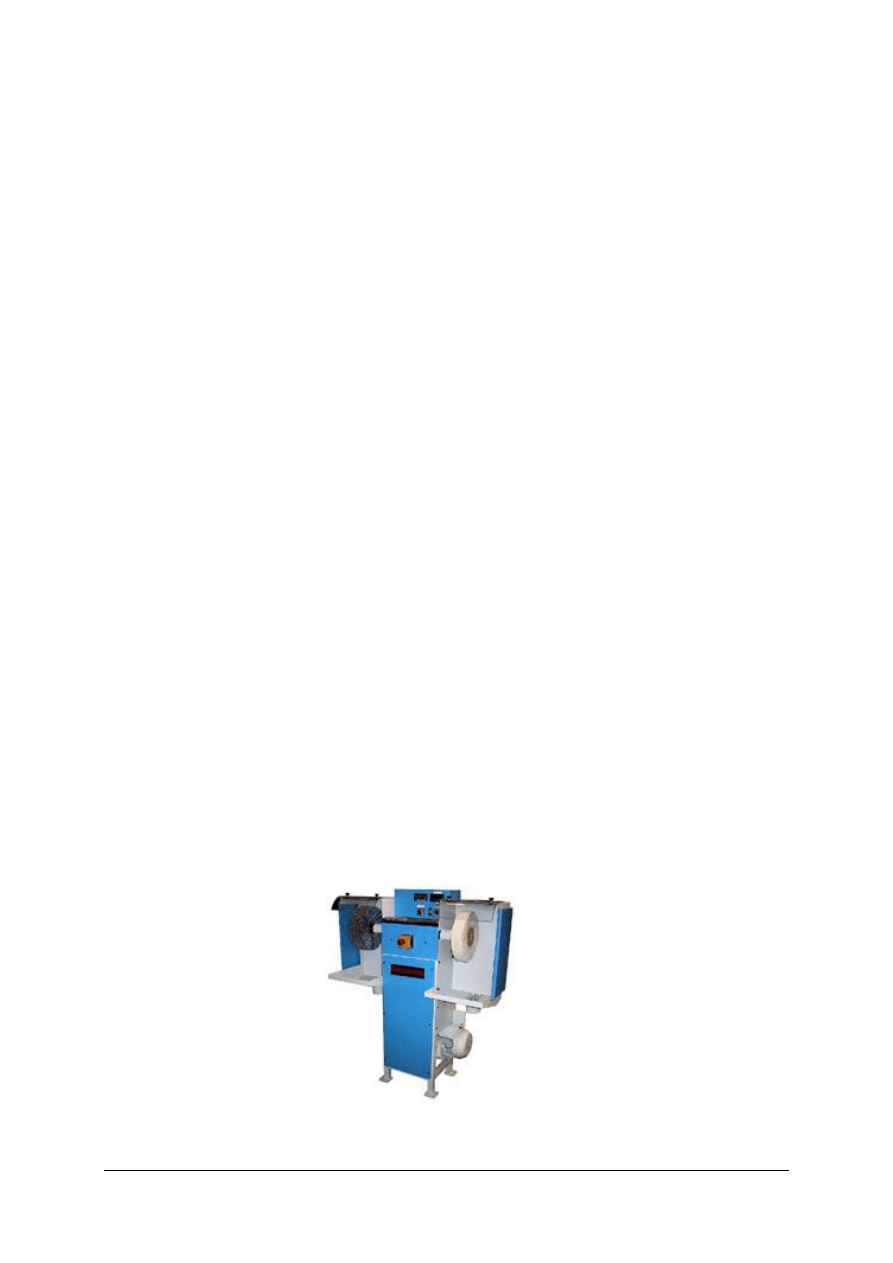
Polerowanie
Wiele rodzajów i typów obuwia nie poddaje się apreturowaniu, a proces wykończania
obuwia z wierzchami skórzanymi polega na pastowaniu, a następnie polerowaniu.
Polerowanie ma na celu nabłyszczanie cholewki lub oczyszczenie powierzchni za
pomocą wełnianych lub bawełnianych szczotek, osadzonych na wale poziomym szczotkark –
polerki (rys. 9).
Rys. 9. Widok ogólny szczotkarko – polerki [8], [9]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Szczotkarko – polerki służą do przecierania skór w celu uzyskania efektu cieniowania,
a także do polerowania i szczotkowania obuwia w celu uzyskania właściwego wykończenia
obuwia, często przy użyciu specjalnych past i wosków. Maszyna standardowa posiada dwie
wielkości obrotów oraz elektroniczny wyświetlacz obrotów.
Najczęściej polerowanie odbywa się w połączeniu z woskowaniem. Na szczotkę
z bawełny nanosi się powłokę woskową, w ten sposób, że kawałek wosku dociska się do
szczotki. Następnie do nawoskowanej szczotki dociska się wierzch obuwia, a pełen połysk
uzyskuje się dociskając obuwie do drugiej nie woskowanej szczotki z wełny.
Technologia wykończania wierzchów obuwia wykonanych z tworzyw skóropodobnych
i materiałów tekstylnych
W przeciwieństwie do wierzchów ze skór naturalnych, obuwie z wierzchami z tworzyw
skóropodobnych i materiałów tekstylnych nie wymaga aż tak skomplikowanych zabiegów
wykończalniczych. Proces wykończania wierzchów obuwia z tych materiałów w zasadzie
ogranicza się do czyszczenia i w uzasadnionych przypadka do retuszowania. Apreturowanie
stosuje się sporadycznie.
Do zmywania wierzchów z tworzyw skóropodobnych zaleca się używanie wody lub
wody z dodatkiem środków powierzchniowo czynnych w ilości 3 ÷ 5%. Środki do zmywania
nie mogą powodować powstawania plam i nalotów na powierzchni materiałów. Gąbki lub
miękkie tkaniny do zmywania muszą być czyste, a po kilkakrotnym użyciu należy je
przepłukać w wodzie. Zanieczyszczenia klejem należy usuwać natychmiast, gdyż usuwanie
zaschniętego kleju spowodować może uszkodzenie powierzchni materiału. W przypadku
stosowania alkoholi należy je rozcieńczać wodą w stosunku 1 : 1. Do usuwania wosków
i plam tłuszczowych dopuszczalne jest używanie benzyny. Nie wolno stosować ketonów,
estrów, węglowodorów chlorowanych, które powodują uszkodzenie powłok apretury.
Mechaniczne uszkodzenia są trudno usuwalne i dlatego w czasie produkcji należy
uważać, by ich uniknąć. Środki stosowane do tego celu powinny mieć skład zbliżony do
składu chemicznego wykończenia materiału i musi charakteryzować je odporność na
działanie wody i wytrzymałość na wielokrotne zginanie. Uszkodzenia te można usuwać
środkami retuszerskimi, opartymi na woskach lub kolodionowych farbach kryjących.
Wierzchy obuwia wykonane z materiałów tekstylnych należy wyjątkowo chronić
w procesie produkcyjnym przed zabrudzeniem. Szczególnie niebezpieczne jest zetknięcie
cholewki ze smarem i naoliwionymi mechanizmami maszyn obuwniczych, a także
bezpośrednim kontaktem z rękoma pracowników. Zabrudzenia te należy usuwać przy użyciu
gąbki zamoczonej w roztworze wodnym łagodnych środków piorących, w umiarkowanej
temperaturze. W uzasadnionych przypadkach można użyć benzyny lub spirytusu. Należy przy
tym uważać aby nie nastąpiła delaminacja sklejonych warstw materiału wierzchniego. Zabiegi
te nie są zawsze skuteczne i z tego względu jedyną skuteczną ochroną jest profilaktyka
i ochrona obuwia przed zabrudzeniem.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co ma decydujący wpływ na dobór techniki i technologii wykończania wierzchów
obuwia?
2. Jaki wpływ na proces wykończania wierzchów obuwia ma rodzaj wykończenia
powierzchni skóry?
3. Według jakich kryteriów należy określać rodzaje i techniki wykończenia powierzchni
skór przeznaczonych na wierzchy cholewek?
4. Jakie znasz rodzaje wykończania skór wierzchnich wynikające ze względu na rodzaj
stosowanych środków wiążących?
5. Czym charakteryzują się skóry anilinowe?
6. Jaki wpływ na proces wykończenia powierzchni skór ma zastosowana przy tym zabiegu
technika?
7. Czym charakteryzują się skóry z wykończeniem tłuszczowym?
8. Jakie znasz przybliżone sposoby identyfikacji rodzajów wykończania powierzchni skór?
9. Jakie znasz rodzaje środków wykończalniczych i według jakich kryteriów je podzielisz?
10. Czym charakteryzują się pasty stosowane do wykończania wierzchów obuwia i według
jakich kryteriów możemy je podzielić?
11. Które ze znanych Ci past wykazują najlepsze właściwości użytkowe?
12. Jakich zasad należy przestrzegać przy doborze środków wykończalniczych?
13. Z jakich podstawowych operacji technologicznych składa się proces wykończania
skórzanych wierzchów obuwia?
14. Na jakich zasadach oparty jest proces oczyszczania skórzanych wierzchów obuwia?
15. Jakie znasz techniki wygładzania cholewek ze skóry?
16. Jakie środki, urządzenia i narzędzia stosuje się przy retuszowaniu skórzanych wierzchów
obuwia?
17. Jakie znasz techniki apreturowania obuwia i czym powinny charakteryzować się apretury?
18. W jakim celu i przy użyciu jakich środków poleruje się skórzane wierzchy obuwia?
19. Jakie zasady obowiązują przy wykończaniu wierzchów obuwia z tworzyw
skóropodobnych i materiałów tekstylnych?
4.2.3. Ćwiczenia
Ćwiczenie 1
Zidentyfikuj rodzaj wykończenia powierzchni próbek skórzanych otrzymanych od
nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy znanych sposobów identyfikacji wykończenia powierzchni skór,
2) przygotować środki do identyfikacji powłok wykończeniowych,
3) identyfikować powłoki w oparciu o ocenę stanu powierzchni wykończenia skóry po
dokonanych próbach ścierania,
4) identyfikować powłoki w oparciu o wygląd białej szmatki po próbach ścierania,
5) określić rodzaj wykończenia powierzchni otrzymanych próbek skór w oparciu
o wykonane próby identyfikacji,
6) zaprezentować wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Wyposażenie stanowiska pracy:
–
próbki skór do identyfikacji powłok wykończeniowych,
–
środki do identyfikacji: woda utleniona, 1% roztwór amoniaku, metylocykloheksanon,
białe płócienne szmatki,
–
instrukcje do rozpoznawania rodzajów wykończania skór na wierzchy obuwia,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Wybierz nazwy środków do retuszowania obuwia ze skór licowych spośród nazw
różnych środków wykończalniczych umieszczonych na karteczkach samoprzylepnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w ćwiczeniu,
2) przeanalizować nazwy środków zamieszczonych na karteczkach,
3) wyeliminować ze zbioru karteczek, te nazwy środków wykończalniczych, które
zdecydowanie nie mogą być użyte do retuszowania,
4) dokonać ponownego przeglądu karteczek i wybrać te, na których zapisano środki do
retuszowania obuwia ze skór licowych,
5) nakleić karteczki z nazwami do zeszytu i krótko scharakteryzować wybrane środki,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
karteczki samoprzylepne z napisanymi nazwami środków wykończalniczych,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj czyszczenia cholewek wskazanych przez nauczyciela.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) obejrzeć i ocenić stan powierzchni cholewek otrzymanych od nauczyciela,
2) ustalić rodzaj zabrudzenia,
3) dobrać środki do czyszczenia w oparciu o ustalony rodzaj zabrudzenia,
4) dokonać czyszczenia wierzchów obuwia,
5) ocenić jakość wykonanej pracy,
6) zaprezentować wykonana pracę.
Wyposażenie stanowiska pracy:
–
cholewki do czyszczenia,
–
środki do czyszczenia cholewek skórzanych,
–
instrukcje czyszczenia różnego rodzaju zabrudzeń na powierzchni cholewek skórzanych,
–
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Ćwiczenie 4
Dokonaj wygładzania skórzanych wierzchów obuwia przy użyciu dmuchawy gorącego
i wilgotnego powietrza.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy polecenia zawartego w ćwiczeniu,
2) obejrzeć i ocenić stan cholewek do wygładzania,
3) zapoznać się z instrukcją obsługi dmuchawy gorącego i wilgotnego powietrza oraz
instrukcją wygładzania cholewek,
4) dobrać parametry wygładzania: temperaturę i ilość pary wodnej, która może być
podawana w sposób ciągły lub okresowo,
5) wygładzić cholewkę zgodnie z instrukcją wykonania,
6) ocenić jakość wykonanej pracy, zanotować wnioski w zeszycie do ćwiczeń,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
obuwie z wierzchem skórzanym z widocznymi zniekształceniami cholewki,
–
instrukcje obsługi dmuchawy i wykonania czynności wygładzania cholewek,
–
dmuchawa gorącego i wilgotnego powietrza,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 5
Dokonaj ręcznego apreturowania cholewki za pomocą gąbki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) sprawdzić przygotowanie powierzchni do apreturowania,
3) dobrać apreturę i gąbkę,
4) napełnić naczynie szklane apreturą,
5) nasączyć gąbkę apreturą,
6) usunąć nadmiar apretury,
7) dokonać apreturowania,
8) ocenić jakość apreturowania,
9) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
obuwie z cholewką skórzaną,
–
różne rodzaje apretury,
–
gąbki do apreturowania,
–
naczynie szklane na apreturę,
–
instrukcja ręcznego apreturowania przy użyciu gąbki,
–
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Ćwiczenie 6
Dokonaj polerowania obuwia z wierzchem skórzanym przy użyciu wosku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) dobrać właściwy rodzaj wosku do polerowania,
3) sprawdzić stan techniczny maszyny do polerowania,
4) dobrać właściwy rodzaj szczotek (bawełniana i wełniana),
5) sprawdzić prędkość obrotową maszyny; zastosować właściwe przełożenie,
6) uruchomić maszynę i nanieść wosk na szczotkę bawełnianą,
7) nanieść wosk na powierzchnię cholewki za pośrednictwem szczotki,
8) polerować obuwie na szczotce wełnianej,
9) ocenić jakość wykończenia obuwia, zapisać wnioski z wykonanej pracy i dokonać oceny,
10) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
obuwie do polerowania przy użyciu wosku,
–
polerko – szczotkarka z możliwością regulacji obrotów (najkorzystniej polerować obuwie
woskiem przy obrotach szczotki w przedziale 700 ÷ 900 obr./min),
–
szczotki do polerowania woskiem,
–
różne rodzaje wosków do polerowania,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać podstawowy czynnik decydujący o wyborze techniki
i technologii wykończania skórzanych wierzchów obuwia?
2) zdefiniować zależność pomiędzy rodzajem wykończenia skóry
i doborem środków do wykończania obuwia?
3) określić kryteria charakteryzujące rodzaje wykończania powierzchni
skór na wierzchy obuwia?
4) nazwać rodzaje wykończenia skór w zależności od rodzaju stosowanych
środków wiążących?
5) zdefiniować wykończenie skór zwane anilinowym?
6) wyjaśnić wpływ zabiegów mechanicznych stosowanych w procesie
wykończania skór w garbarniach na rodzaj i jakość wykończenia
powierzchni skór na wierzchy obuwia?
7) zdefiniować wykończenie skór typu crazy horse i pull’up?
8) określić zasady identyfikacji rodzajów wykończania powierzchni skór
stosowanych na wierzchy obuwia?
9) rozpoznać i scharakteryzować rodzaje środków wykończalniczych
stosowanych w obuwnictwie?
10) rozróżnić i scharakteryzować pasty stosowane do wykończania
skórzanych wierzchów obuwia?
11) wskazać pastę do wykończania wierzchów obuwia o najlepszych
właściwościach i uzasadnić ten wybór?
12) zdefiniować zasady obowiązujące przy doborze środków do
wykończania skórzanych wierzchów obuwia?
13) nazwać i scharakteryzować podstawowe operacje technologiczne
występujące w procesie wykończania skórzanych wierzchów obuwia?
14) dobrać środki i dokonać czyszczenia wierzchów obuwia skórzanego ?
15) scharakteryzować maszyny, urządzenia i sposoby wygładzania
skórzanych wierzchów obuwia?
16) dobrać środki i dokonać retuszowania skórzanych wierzchów obuwia ?
17) dobrać apretury i dokonać apreturowania skórzanych wierzchów
obuwia przy użyciu gąbki i pistoletu natryskowego?
18) określić cel i zasady wykończania obuwia przy użyciu past
i polerowania skórzanych wierzchów obuwia?
19) zastosować techniki wykończania obuwia z wierzchami wykonanymi
z tworzyw skóropodobnych i materiałów tekstylnych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.3. Wykończanie spodów obuwia
4.3.1. Materiał nauczania
W nowoczesnych technologiach wytwarzania obuwia, wykończanie spodów przesunięto
z fazy montażu i wykończania do fazy obróbki elementów spodowych zwanej opracowaniem
spodów. Taki zabieg jest w pełni możliwy w klejonym systemie montażu, w którym
wytwarza się około 80% globalnej produkcji obuwia.
Wykończanie spodów obuwia w fazie montażu jest jednak nieuniknione w procesach
wytwarzania obuwia systemami tradycyjnymi, a także w wielosystemach łączonych, także
z systemem klejonym.
Do podstawowych operacji związanych z mechanicznym i chemicznym wykończeniem
spodów obuwia należy zaliczyć:
–
frezowanie brzegów obcasów i podeszew,
–
wygładzanie brzegów podeszew i obcasów,
–
wypalanie brzegów podeszew,
–
polerowanie boków obcasów,
–
wykończanie powierzchni podeszew.
Zasygnalizowane procesy omówię na podstawie wykończania spodu obuwia
całoskórzanego, które jest najbardziej reprezentatywne dla tego typu operacji. Praktycznie
wszystkie wymienione powyżej operacje są wykonywane w procesie wykończania spodów
skórzanych, czego nie można powiedzieć na przykład o podeszwach gumowych, które nie
zawsze wymagają barwienia, wypalania lub wykończania powierzchni.
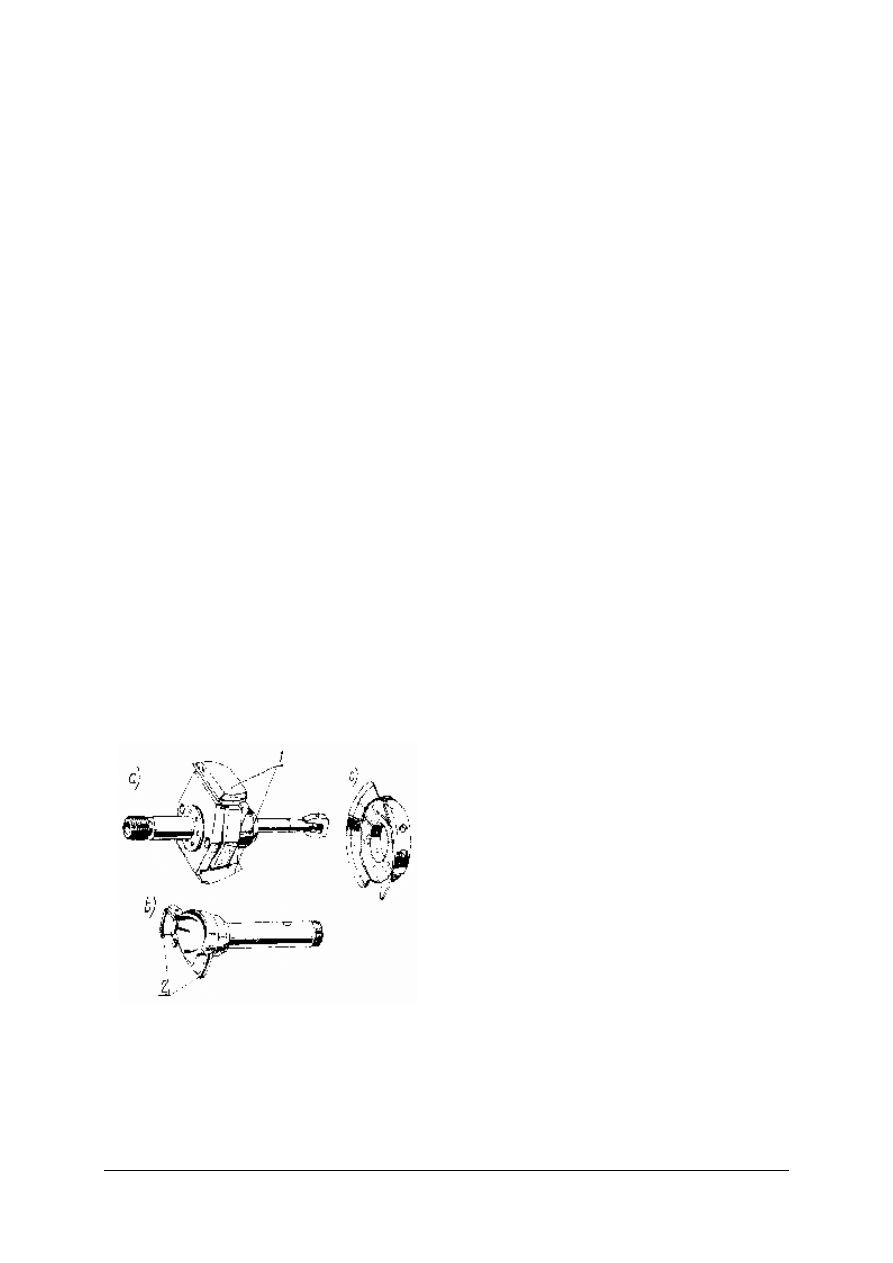
Frezowanie obcasów skórzanych
Czynność ta wykonywana jest na maszynie zwanej frezarką obcasa. Na poziomym wale
maszyny umieszczone są dwie głowice: duża i mała stanowiące mechanizmy robocze
frezarki.
Duża głowica frezerska (rys. 10a) jest wkręcona w główną część poziomego wału
maszyny w sposób uniemożliwiający
jej
rozluźnienie w czasie obrotów. Noże frezerskie
są płaskie, zeszlifowane wklęsło od strony
ostrza. Do frezowania obcasów używa się noży
w dwóch grupach szerokości: 12 ÷ 36 mm dla
obcasów niskich i 38 ÷ 75 mm dla obcasów
wysokich.
Mała głowica (rys. 10b) jest wyposażona
w dwa nożyki segmentowe, których zadaniem
jest wyrównanie podeszwy tuż pod piętą
cholewki. Wirujące noże małej głowicy działają
pod kątem prostym w stosunku do skrawanego
obcasa.
Elementem ochraniającym część piętową
cholewki przed uszkodzeniem podczas strugania
obcasa jest bezpiecznik pięty (rys. 10c). Element
ten jest nieruchomy, służy jednocześnie jako
prowadnik pięty obuwia. Podczas strugania
obuwie opiera się o ruchomy wspornik, jego
wysokość reguluje się pedałem.
Rys. 10. Głowice frezerskie do strugania
obrzeży obcasów [2, s. 300]: a) głowica duża,
b) głowica mała, c) bezpiecznik pięty; 1 – noże
frezerskie duże, 2 – noże frezerskie małe
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Przed frezowaniem koniecznie należy skontrolować powierzchnię boczną obcasów, czy
nie
ma
szczelin
pomiędzy
składkami
ewentualnie czy nie wystają źle wbite lub
skrzywione gwoździe. Jeżeli stwierdzimy takie
wady nie wolno frezować obcasów, a obuwie
należy przekazać do usunięcia stwierdzonych
wad.
Praca
na
frezarce
jest
bardzo
niebezpieczna i w tym przypadku należy
zachować wyjątkową ostrożność. W czasie
pracy obuwie prowadzi się oburącz. Lewą ręką
obejmuje się cześć piętową obuwia, natomiast
prawą część przedstopia (rys. 11).
Wygładzanie obcasów
Gładkość obcasów po frezowaniu jest niewystarczająca i należy ją poprawić poprzez
ścieranie za pomocą płótna ściernego na maszynie zwanej ścierarką obcasów (rys. 12).
Obcasy skórzane wygładza się dwa a nawet trzy
razy (gumowe tylko 2 razy).
Podstawowym mechanizmem roboczym
maszyny jest poziomy wał, na którym osadzone
są dwie tarcze dwuczęściowe trwale obciągniete
filcem. Na obwodzie tarczy umieszczone jest
płótno ścierne. Najczęściej na lewej tarczy
napina się pasek płotna gruboziarnistego (do
wstępnego wygładzania) natomiast na prawej
tarczy płótno ścierne drobnoziarniste (do
wygładzania końcowego). Szczegóły dotyczące
procesu wygładzania obcasów, jak również
wykonywania innych operacji związanych
z mechanicznym i chemicznym wykończaniem
spodów obuwia znajdziesz w literaturze
[2, s. 299 ÷ 312], [6, s. 217 ÷ 233]
Frezowanie brzegów podeszew
Brzegi podeszew zwane także cięciami, poddawane są procesowi frezowania na frezarce
podeszew (rys. 13).
Frezy wykonane są z miękkiej stali o zawartości 0,2% węgla. Wielkość freza oraz jego
kształt i liczba zębów zależą od grubości frezowanych podeszew i założeń konstrukcyjnych
spodu obuwia (rys. 14).
Do kształtowania brzegów podeszew obuwia męskiego stosuje się najczęściej frezy
o szerokości skrawania: 3
1
/
2
, 4, 4
1
/
2
, 5, 5
1
/
2
mm, a do obuwia damskiego 2 ÷ 3
1
/
2
mm.
Profile kształtu freza mają różne kształty, na przykład wklęsły, wypukły, płaski, a nawet
(do frezowania podeszew gumowych) ryflowany podłużnie (rowkowany). Szczegóły
dotyczące budowy frezów i frezowania odnajdziesz w literaturze [2, s. 301 ÷ 303]
Rys. 11. Schemat układu rąk podczas
frezowania obcasów [2, s. 300]
Rys. 12. Widok ogólny typowej ścierarki
obcasów czeskiej firmy Svit typ 04172
[2, s. 301]
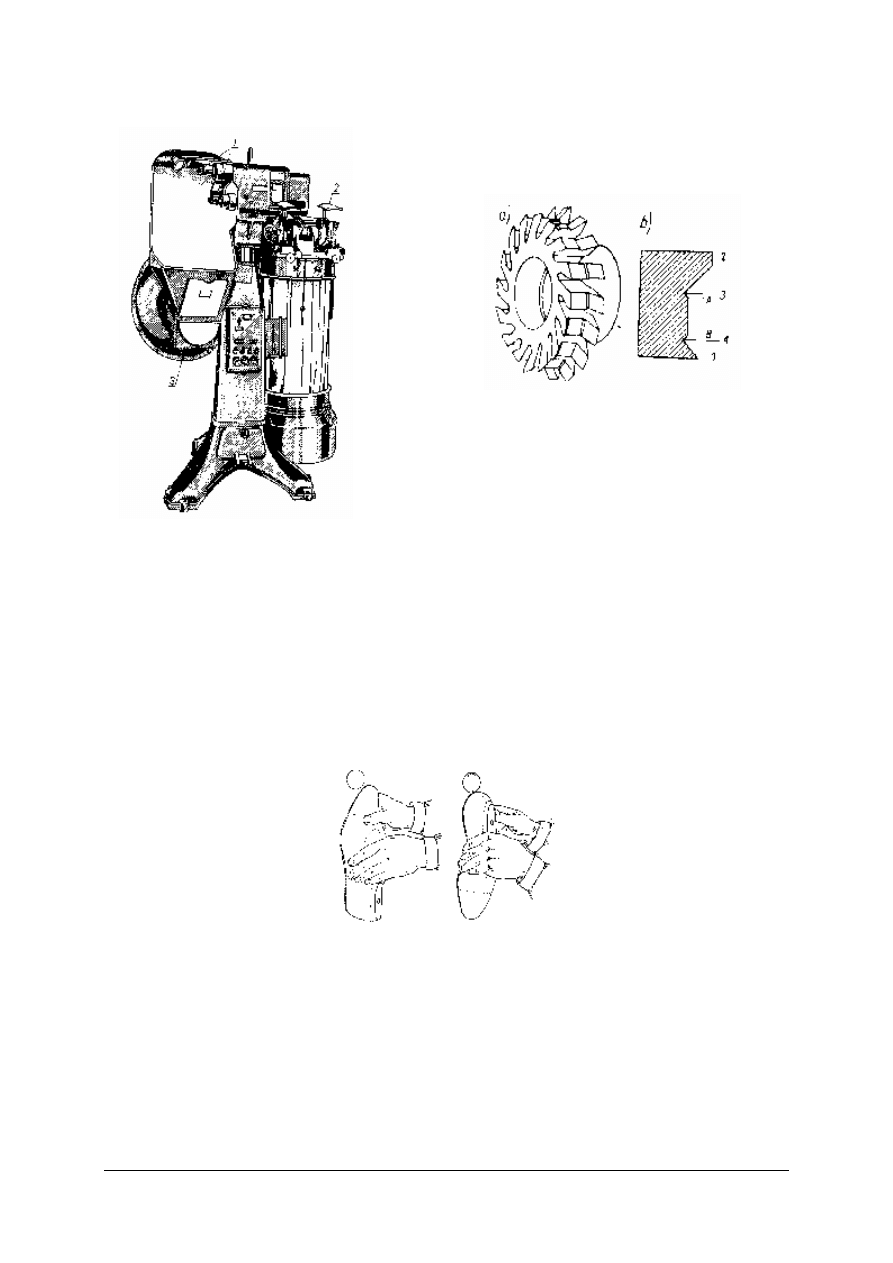
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Frezowanie, jak już sygnalizowałam, to proces wyjątkowo niebezpieczny. Z tego
względu przy wykonywaniu tej czynności należy zachować wyjątkową ostrożność. Istotne
znaczenie dla bezpieczeństwa użytkownika maszyny ma sposób ułożenia rąk podczas
skrawania co ilustruje rysunek 15.
Rys. 15. Schemat układu rąk w czasie frezowania [2, s. 303]
Należy zwracać uwagę aby palce obu dłoni trzymać w bezpiecznej odległości od wirującego
freza. Czynność należy zawsze wykonywać w okularach.
Barwienie brzegów podeszew i obcasów
Po obróbce mechanicznej (frezowanie, ścieranie) barwi się brzegi podeszew skórzanych,
podeszew z tworzyw sztucznych i gumy, przymocowanych do skórzanej podsuwki lub pasa,
oraz obcasy wykonane ze składek.
Rys. 14. Typowy kształt freza do skrawania brzegu
podeszwy [6, s. 220]: a) widok freza, b) profil freza;
AB – szerokość i profil powierzchni skrawania,
1 – małe pióro do ścieniania pasa lub wyrównywania
podeszwy od strony wierzchu, 2 – duże pióro do
ścieniania i wyrównywania krawędzi podeszwy od
strony spodowej, 3 i 4 – rowki do wykonania
dekoracji na obu krawędziach cięcia (tak zwanych
żyłek)
Rys. 13. Widok ogólny
popularnej frezarki czeskiej
firmy Svit typ 04105
[2, s. 302]
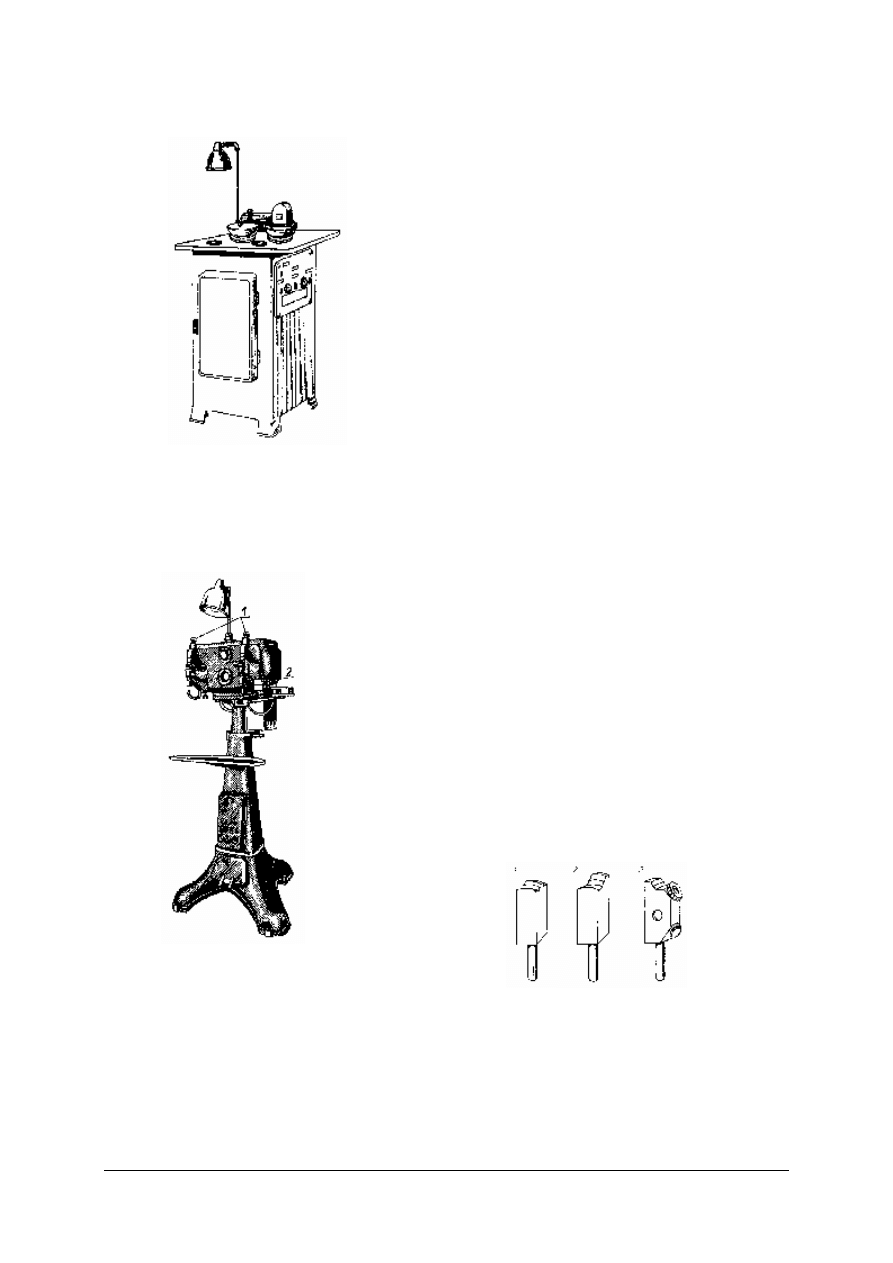
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Do barwienia używa się zestawów kryjących w kolorze czarnym lub brązowym
w różnych odcieniach stonowanych z kolorem
wierzchu. Przyjmuje się zasadę, że odcień zestawu
do spodów powinien być nieco ciemniejszy od
koloru wierzchu. Zestaw kryjący nanosi się
ręcznie pędzlem płaskim, którego szerokość
powinna
być
skorelowana
z grubością
malowanego brzegu. W czasie malowania roztwór
powinien być nieustannie mieszany. Do tego celu
służą specjalnie skonstruowane mieszarki farb
(rys. 16).
Mieszarka jest wyposażona w grzejniki i dwa
naczynia, w których mieszalniki, wprawione
w ruch silnikiem, uniemożliwiają osadzanie się
pigmentu.
Wypalanie brzegów podeszew
Wypalanie brzegów podeszew ma na celu rozprowadzenie i wyrównanie naniesionej
powłoki farby oraz zabezpieczenie brzegów spodu
obuwia przed działaniem wilgoci. Do wypalania
brzegów podeszwy służy wypalarka brzegów (rys. 17).
Maszyna wyposażona jest najczęściej w dwa
ogrzewane żelazka: jedno do wypalania przedstopia,
drugie – śródstopia. Żelazka są wprawiane w ruch
wibracyjny,
powodujący
wygładzenie
brzegu.
Wysokość temperatury reguluje się termostatem.
Z reguły żelazka są nagrzewane do temperatury 130°C.
Są one umieszczane w amortyzatorach, regulowanych
nakrętką
zależnie
od
wymaganego
stopnia
amortyzacji. Powierzchnie żelazek do wypalania
muszą być zgodne z powierzchnią i kształtem frezów
używanych do obróbki (rys. 18).
Rys. 18. Żelazka do wypalania brzegów podeszew
[2, s.305]: 1 – obustronne, 2 – jednostronne,
3 – z kółeczkiem do ozdabiania otoku
Wypalanie rozpoczyna się od frontu. Lewą półparę zaczyna się wypalać od strony
zewnętrznej (od obcasa do śródstopia), prawą odwrotnie. Przy wymianie żelazek należy
pamiętać, że ich temperatura jest wysoka i może dojść do poparzenia dłoni. Dlatego należy je
wymieniać za pośrednictwem kleszczy.
Rys. 16. Widok ogólny typowej
mieszarki farb [2, s. 304]
Rys. 17. Widok ogólny wypalarki
brzegów czeskiej firmy Svit typ
04207 [2, s. 305]
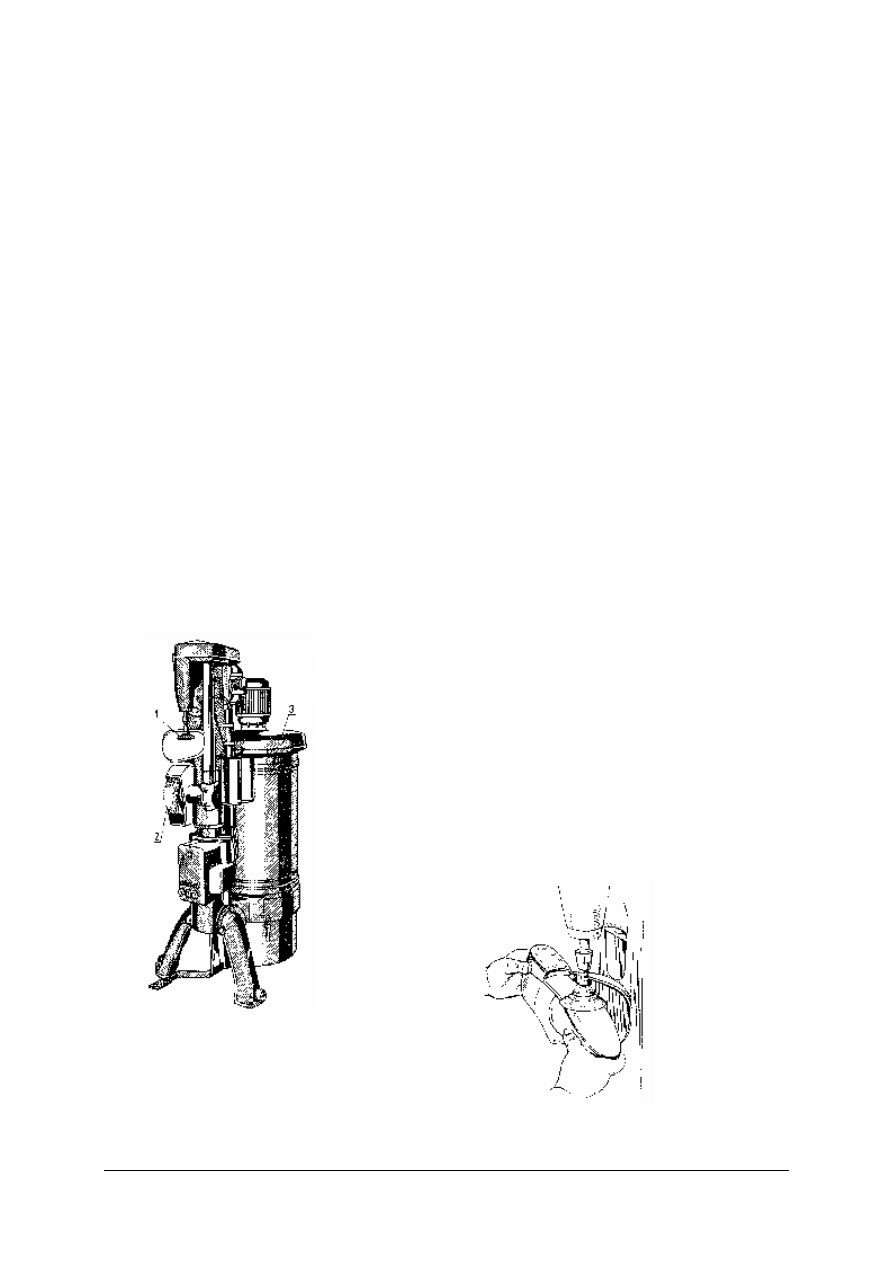
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Polerowanie boków obcasów
Boki obcasów skórzanych, po naniesieniu na nich wosku Karnauba, poleruje się na
maszynie szczotkarko – polerce, której widok ogólny zamieszczono wcześniej na rysunku 9,
z tym że obok szczotek z tkaniny można stosować szczotki z włosia końskiego lub płatów
skóry [2, s. 306].
Wykończanie powierzchni podeszew
Powierzchnie podeszew, a także wierzchników skórzanych można wykończać trzema
podstawowymi metodami, poprzez:
–
wykończanie powierzchni podeszew w kolorze naturalnym,
–
wybielanie podeszew,
–
wykończanie powierzchni podeszew przy użyciu farb kryjących.
Powierzchnie podeszew wycinanych z tworzyw sztucznych i gumy najczęściej nie wymagają
wykończenia, gdyż czynność ta wykonywana jest dużo wcześniej, to znaczy już u producenta
tych materiałów lub w zakładzie obuwia przed rozkrojem materiałów. Również podeszwy
formowane, tak zwane wypraski, nie wymagają zabiegów wykończeniowych [4, s. 123].
Wykończanie powierzchni podeszew w kolorze naturalnym skóry wykonuje się
głównie w obuwiu typu ciężkiego najczęściej przeznaczonego do użytku w pracy
i chroniącego przed urazami. Jeżeli na przykład podeszwa jest kołkowana, ściera się ją tylko
na obwodzie wbitych kołków, zaś pozostałą powierzchnię zmywa się z brudu, a następnie
całość poleruje na szczotkarko polerce przy użyciu wosku Montana lub Karnauba.
Wybielanie podeszew to sposób wykończania powierzchni, zwany bieleniem lub
wykończaniem na biało. Proces ten wymaga ścierania lica i wybielania.
Ścieranie lica wykonuje się na specjalnej ścierarce zwanej pionową ścierarką spodów
(rys. 19).
Maszyna składa się z pionowego wirującego wałka
zakończonego głowicą ścierającą. W korpusie maszyny
zainstalowano szczotkę z włosia do odpylania podeszew
po ścieraniu. Głowica ścierarki jest zaopatrzona
w gumowy krążek w kształcie soczewki, na który nakłada
się płótno korundowe drobnoziarniste. Spód obuwia
dociska się do wirującej głowicy, a materiał ścierny
usuwa
cienką
warstewkę
lica.
Proces
ścierania
rozpoczyna się od obcasa i prowadzi wokół podeszwy
przez czubek do drugiej strony obcasa. Środek podeszwy
ściera się w drugiej fazie ścierania. Układ rąk przy
ścieraniu zilustrowano schematycznie na rysunku 20.
Rys.20. Schemat ścierania lica podeszwy [2, s. 307]
Rys. 19. Widok ogólny pionowej
ścierarki spodów czeskiej firmy
Svit typ 04059 [2, s. 306]:1 –
głowica ścierająca, 2 – szczotka
odpylająca, 3 – pochłaniacz pyłu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
W wyniku ścierania zostaje delikatnie usunięta wierzchnia warstwa licowa. Dwukrotne
lub zbyt głębokie ścieranie powoduje szkodliwe zmechacenie tkanki skórnej, co uniemożliwia
wypolerowanie powierzchni podeszew. Wybielanie ma na celu otrzymanie jednolitej
w odcieniu i czystej powierzchni podeszwy. Środkiem wybielającym jest odpowiednio
przygotowany roztwór, w skład którego wchodzą: 56% wody destylowanej, 32% spirytusu
technicznego i 12% kwasu szczawiowego. Zabieg przeprowadza się ręcznie, pędzlem lub
gąbką. Po wchłonięciu ewentualnie odparowaniu roztworu (co trwa około 15 min.)
powierzchnię podeszwy nabłyszcza się na szczotkarce. Na szczotkę użytą do nabłyszczania
nakłada się pastę o składzie: 12,5% wosku "Karnauba", 1,5% wosku pszczelego, 12,5%
parafiny białej i 73,5% terpentyny.
Wykończanie powierzchni podeszew przy użyciu farb kryjących to proces, w którym
należy wykonać następujące czynności: ścieranie lica, nanoszenie farby kryjącej
i nabłyszczanie.
Ścieranie lica należy wykonać w analogiczny sposób jak w procesie wybielania
powierzchni podeszew.
Barwienie podeszew skórzanych wykonuje się ręcznie za pomocą pędzla płaskiego.
Farbę nanosi się od frontu obcasa w kierunku czubka zawsze w jednym kierunku, co ilustruje
rysunek 21.
Konsystencja zastosowanej do barwienia farby powinna
być taka, aby przy jednokrotnym naniesieniu nastąpiło
pełne krycie i aby nie zachodziła potrzeba powtórnego
jej nanoszenia. Wierzchnik obcasa barwi się oddzielnie.
Wysuszoną powierzchnię podeszwy nabłyszcza się na
szczotkarce przy użyciu wosków.
Metoda
ta
jest
korzystna
ze
względów
ekonomicznych: zestawy kryjące tuszują błędy i wady
lica,
co
w
konsekwencji
pozwala
na
lepsze
wykorzystanie powierzchni skóry.
Rys.21. Schemat nanoszenia farby
na podeszwę skórzaną [2, s. 307]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czy wykończanie spodów obuwia w fazie montażu ma charakter obligatoryjny ?
2. W których systemach montażu nie zachodzi potrzeba wykończania spodów obuwia
w fazie montażu i dlaczego ?
3. Jakie czynności technologiczne wykonuje się w procesie wykończania spodów obuwia ?
4. Które z wykonywanych czynności technologicznych w procesie wykończania spodów
mają charakter mechaniczny, a które możemy zaliczyć do procesów chemicznych ?
5. Czy na proces wykończania spodów obuwia ma wpływ rodzaj materiałów, z których je
wykonano ?
6. Czy system montażu ma wpływ na miejsce i sposób wykończania spodów obuwia ?
7. Jakie różnice występują w procesach frezowania obcasów i podeszew wykonanych ze
skóry ?
8. Jakie zagrożenia występują w procesie frezowania i jak należy ich unikać ?
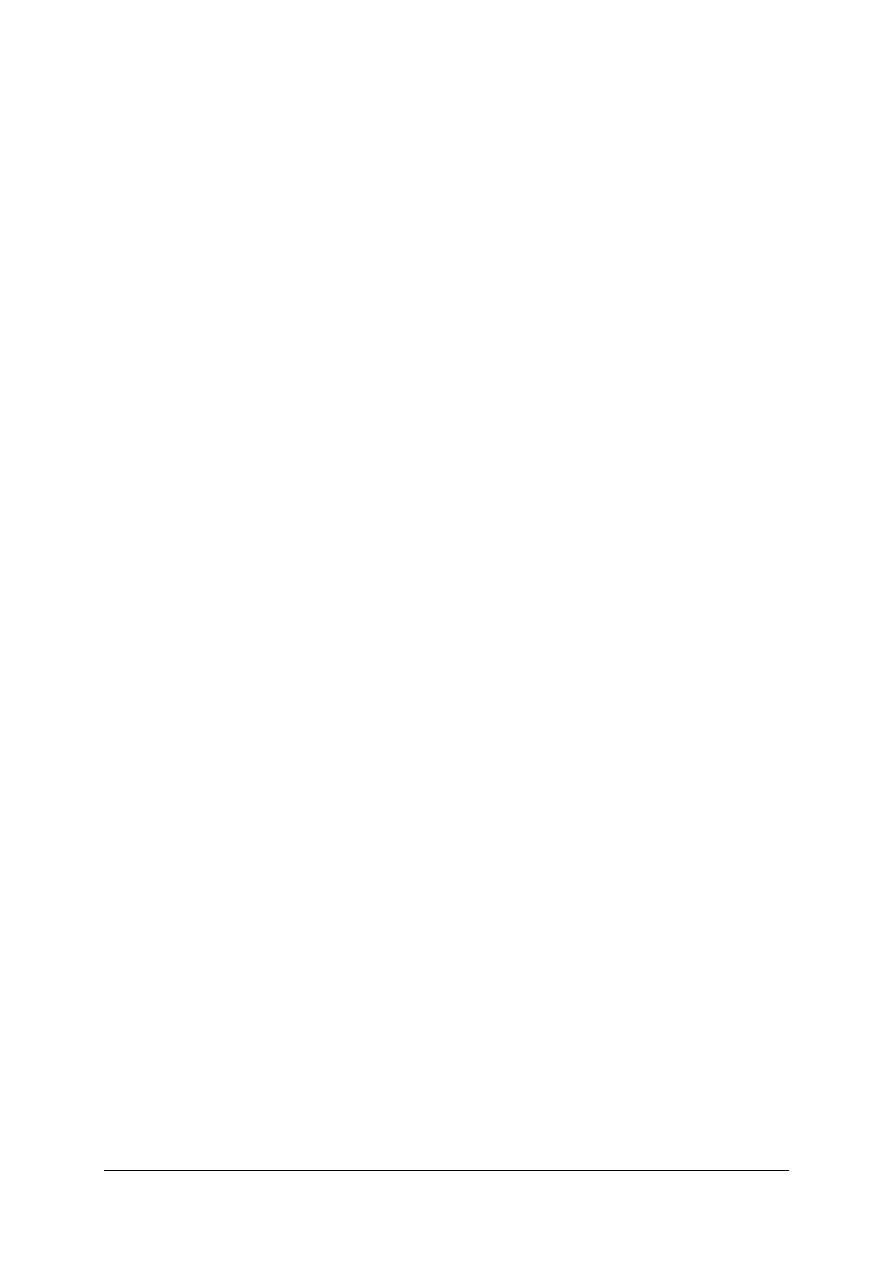
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
9. W jakim celu i przy użyciu jakich technik dokonujemy wygładzania obcasów ?
10. W ilu cyklach roboczych dokonujemy wygładzania obcasów ?
11. Z jakiej stali wykonane są frezy do obróbki podeszew ?
12. Jaki ma kształt typowy frez do obróbki podeszew ?
13. Co decyduje o profilu i szerokości części roboczej frezu ?
14. W jakim celu i przy użyciu jakich środków i sposobów barwimy brzegi podeszew
i obcasów ?
15. Na czym oparta jest technika wypalania brzegów podeszew ?
16. W jakim celu i przy użyciu jakich środków polerujemy brzegi obcasów i podeszew
obuwia ?
17. Jakie znasz metody wykończania powierzchni podeszew ?
18. Czym różni się sposób wykończania powierzchni podeszew w kolorze naturalnym skóry
od bielenia podeszew ?
19. Na czym polega wykończanie powierzchni podeszew przy użyciu farb kryjących ?
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj obróbki brzegów elementów spodowych obuwia (wskazanych przez
nauczyciela) metodą frezowania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) obejrzeć obuwie przeznaczone do obróbki,
3) zapisać kolejność czynności jakie należy wykonać,
4) zapoznać się instrukcją użytkowania frezarki,
5) dobrać i zamontować w maszynie frez,
6) sprawdzić dokładność zamocowania frezu i uruchomić maszynę,
7) dokonać frezowania,
8) ocenić jakość obróbki,
9) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
obuwie do obróbki brzegów metodą frezowania,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
frezarka do podeszew,
–
frezarka do obcasów,
–
frezy różnych kształtów i wielkości,
–
instrukcja obsługi frezarki,
–
instrukcja wykonania i BHP,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dokonaj wygładzania powierzchni brzegów obcasów po frezowaniu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) obejrzeć obuwie przeznaczone do obróbki,
3) zapisać kolejność czynności jakie należy wykonać,
4) zapoznać się z instrukcją użytkowania wygładzarki,
5) dobrać płótno ścierne i założyć na tarcze,
6) uruchomić maszynę i sprawdzić jej stan techniczny,
7) dokonać wygładzania powierzchni brzegów obcasów,
8) ocenić jakość obróbki,
9) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
obuwie do obróbki,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
wygładzarka do obcasów,
–
płótna ścierne o różnej numeracji ziarna,
–
instrukcja obsługi wygładzarki i wymiany płótna ściernego,
–
instrukcja wykonania czynności wygładzania obcasów i BHP,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj barwienia brzegów podeszew i obcasów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) obejrzeć obuwie przeznaczone do obróbki,
3) zapisać kolejność czynności jakie należy wykonać,
4) zapoznać się z instrukcją wykonania czynności,
5) dobrać zestaw farb kryjących w zależności od koloru wierzchu,
6) dobrać pędzelki do barwienia w zależności od grubości podeszew i obcasów,
7) dokonać barwienia brzegów podeszew i obcasów,
8) ocenić jakość wykonanej pracy,
9) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
obuwie do wykonania ćwiczenia,
–
zestawy farb kryjących,
–
pędzelki płaskie różnej szerokości,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
mieszarka farb,
–
instrukcja wykonania czynności barwienia,
–
literatura z rozdziału 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Ćwiczenie 4
Dokonaj wypalania brzegów podeszew skórzanych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) obejrzeć obuwie przeznaczone do obróbki,
3) zapisać kolejność czynności jakie należy wykonać,
4) zapoznać się z instrukcją obsługi wypalarki,
5) dobrać żelazka do wypalania w zależności od kształtu frezu użytego przy obróbce
brzegów podeszew,
6) zamocować żelazko w maszynie,
7) ustalić temperaturę żelazka,
8) ocenić jakość wypalania,
9) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
obuwie do obróbki,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
instrukcja wykonania czynności wypalania brzegów podeszew,
–
żelazka do wypalania o różnych kształtach,
–
wypalarka brzegów podeszew,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 5
Dokonaj wykończenia powierzchni podeszew skórzanych w obuwiu wskazanym przez
nauczyciela. Metodę wykończenia dobierz w zależności od typu i przeznaczenia obuwia.
Swój wybór skonsultuj z nauczycielem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) obejrzeć obuwie przeznaczone do obróbki,
3) zapisać kolejność czynności jakie należy wykonać,
4) zapoznać się z instrukcjami obsługi: ścierarki pionowej podeszew i szczotkarko – polerki,
5) zapoznać się z instrukcją wykonania czynności,
6) dobrać metodę wykończenia i dokonany wybór skonsultować z nauczycielem,
7) sprawdzić stan techniczny maszyn zastosowanych w procesie wykończania,
8) przygotować niezbędne materiały pomocnicze, urządzenia i narzędzia,
9) wykonać zaplanowane czynności i zabiegi technologiczne,
10) ocenić jakość wykonanej pracy,
11) zapisać wnioski i spostrzeżenia,
12) zaprezentować wykonaną pracę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Wyposażenie stanowiska pracy:
–
obuwie do wykonania ćwiczenia,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
płótno ścierne drobnoziarniste,
–
ścierarka pionowa podeszew,
–
szczotkarko – polerka do nabłyszczania powierzchni podeszew,
–
środki do wybielania podeszew,
–
pasty kryjące o zagęszczonej konsystencji,
–
woski polerskie do nabłyszczania,
–
szczotki wymienne do nabłyszczania,
–
literatura z rozdziału 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) scharakteryzować strukturę przebiegu procesu wykończania spodów
obuwia?
2) wskazać systemy montażu, w których nie zachodzi potrzeba
wykończania spodów obuwia w fazie montażu oraz te, w których
wykończenie to jest konieczne?
3) nazwać operacje technologiczne wykonywane w procesie wykończania
spodów obuwia?
4) rozróżnić chemiczne i mechaniczne procesy wykończania spodów
obuwia?
5) wyjaśnić jaki wpływ na sposób wykończania spodów obuwia ma rodzaj
materiałów, z których są wykonane?
6) uzasadnić wpływ systemu montażu obuwia na sposób i technikę
wykończania spodów obuwia?
7) opisać różnice w budowie głowic frezerskich przeznaczonych do
frezowania brzegów obcasów i podeszew?
8) opisać zagrożenia występujące w procesie frezowania elementów
spodowych?
9) zdefiniować cel i technikę wygładzania obcasów ?
10) określić ilość cykli wygładzania brzegów obcasów ze skóry i z gumy?
11) określić rodzaj stali, z której wykonuje się frezy do obróbki spodów
obuwia?
12) naszkicować kształt ostrza typowego freza do obróbki podeszew
skórzanych?
13) wyjaśnić jakie czynniki decydują o kształcie, profilu i wielkości freza?
14) zdefiniować cel i sposoby barwienia brzegów podeszew ?
15) określić cel i sposoby wypalania brzegów podeszew ?
16) opisać technologię polerowania brzegów podeszew i obcasów ?
17) scharakteryzować metody wykończania powierzchni podeszew?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.4. Metody i techniki klasyfikacji jakościowej gotowego obuwia
4.4.1. Materiał nauczania
Za jakość produkowanych wyrobów bez względu na rodzaj i wielkość zakładu, zawsze
odpowiedzialny jest właściciel firmy lub osoba upoważniona przez niego. Może to być
prezes, dyrektor, kierownik, a w małych firmach nawet szeregowy, ale wykwalifikowany
pracownik.
Osoby odpowiedzialne za całokształt działań związanych z kontrolą jakości koordynują
wszystkie prace jakie wykonuje się w sferach działalności gospodarczej. Mam tu na myśli
działania wykonywane w sferach: przedprodukcyjnej (przygotowanie produkcji nowych
wzorów obuwia, zamawianie i kontrola dostarczonych materiałów, przygotowywanie maszyn
i urządzeń); produkcyjnej (kontrola międzyoperacyjna, ocena i klasyfikacja gotowego
obuwia, znakowanie i pakowanie obuwia); po produkcyjna (kontrola wtórna, rozpatrywanie
i analiza przyczyn reklamacji).
Zasygnalizowane zadania omówiono w poradniku 744[02].Z1.02 „Ocena jakości
produkcji obuwniczej” o czym już informowałam na początku tego poradnika.
Aby nie powtarzać znanych już zagadnień, w rozdziale tym ograniczę się do opisu zasad
sprawdzania prawidłowości wykonania operacji obróbczych i montażowych, wymiarów
zewnętrznych i wewnętrznych obuwia oraz symetrii naszywanych elementów w parze obuwia.
Przypomnę, że podstawą do oceny jakości i klasyfikacji obuwia jest ciągle obowiązująca
norma PN–86/O–91011 „Obuwie wyjściowe, domowe i robocze. Gatunki” i towarzysząca jej
norma PN–86/O–91012 „Obuwie wyjściowe, domowe i robocze. Badania odbiorcze”. Obie
normy w pełni precyzują wymagania i zasady oceny jakościowej i klasyfikacji obuwia.
Należy jednak pamiętać, że przy ocenie i klasyfikowaniu obuwia należy korzystać
z dokumentacji technologicznej i ustaleń zawartych między producentem, a odbiorcą
(dystrybutorem) obuwia. W świetle tych ustaleń może dojść do odstępstw od obowiązujących
norm. Oczywiście takie ustalenia są możliwe pod warunkiem, że użytkownik obuwia otrzyma
wyrób pełnowartościowy.
Zalecenia i sprawdzone w praktyce przemysłowej zasady sprawdzania jakości obuwia
omówię w oparciu o najczęściej powtarzające się błędy i wady obuwia sygnalizując ich rodzaj
i sposób rozpoznawania, a w miarę możliwości ilustrowanie tych zagadnień.
Omawiane zasady sprawdzania i rozpoznawania wad w procesie kontroli
międzyoperacyjnej w gotowym obuwiu dotyczyć będą następujących parametrów:
–
grubość elementów składowych cholewki – ten parametr dotyczy cholewek bez
podszewek. Kontrolę grubości wykonujemy bezpośrednio na cholewce za pomocą
grubościomierza do skór miękkich z końcówkami płaskimi o średnicy 10 mm. Pomiaru
grubości elementów obuwia najlepiej dokonać przed ich montażem, a więc w ramach
kontroli międzyoperacyjnej;
–
prawidłowość rozszycia tylnych elementów cholewki – wykonanie tej czynności
kontrolujemy organoleptycznie, porównując ułożenie i wykonanie linii szycia w obu
półparach obuwia;
–
odcienie koloru w poszczególnych elementach cholewki w parze – kontrolę
przeprowadza się wizualnie porównując obie półpary. Ta wada dość często występuje w
skórach szlifowanych (nubuki, welury). Zaleca się, aby przy dużych różnicach odcieni,
oznaczać wycięte elementy cholewek w parze odpowiednim znakiem, co w trakcie szycia
uchroni ich przed rozkompletowniem;
–
symetria ułożenia naszytych elementów w parze – oceny dokonujemy poprzez
porównanie obu półpar zwracając uwagę na noski, obłożyny, tylniki, podkrążki
zewnętrzne, paski tylne itp. Sposób sprawdzania symetrii naszycia nosków w obu
półparach ilustruje rysunek 22;
–
sposób ułożenia i gęstość ściegów – to istotny parametr mający wpływ na wygląd szycia.
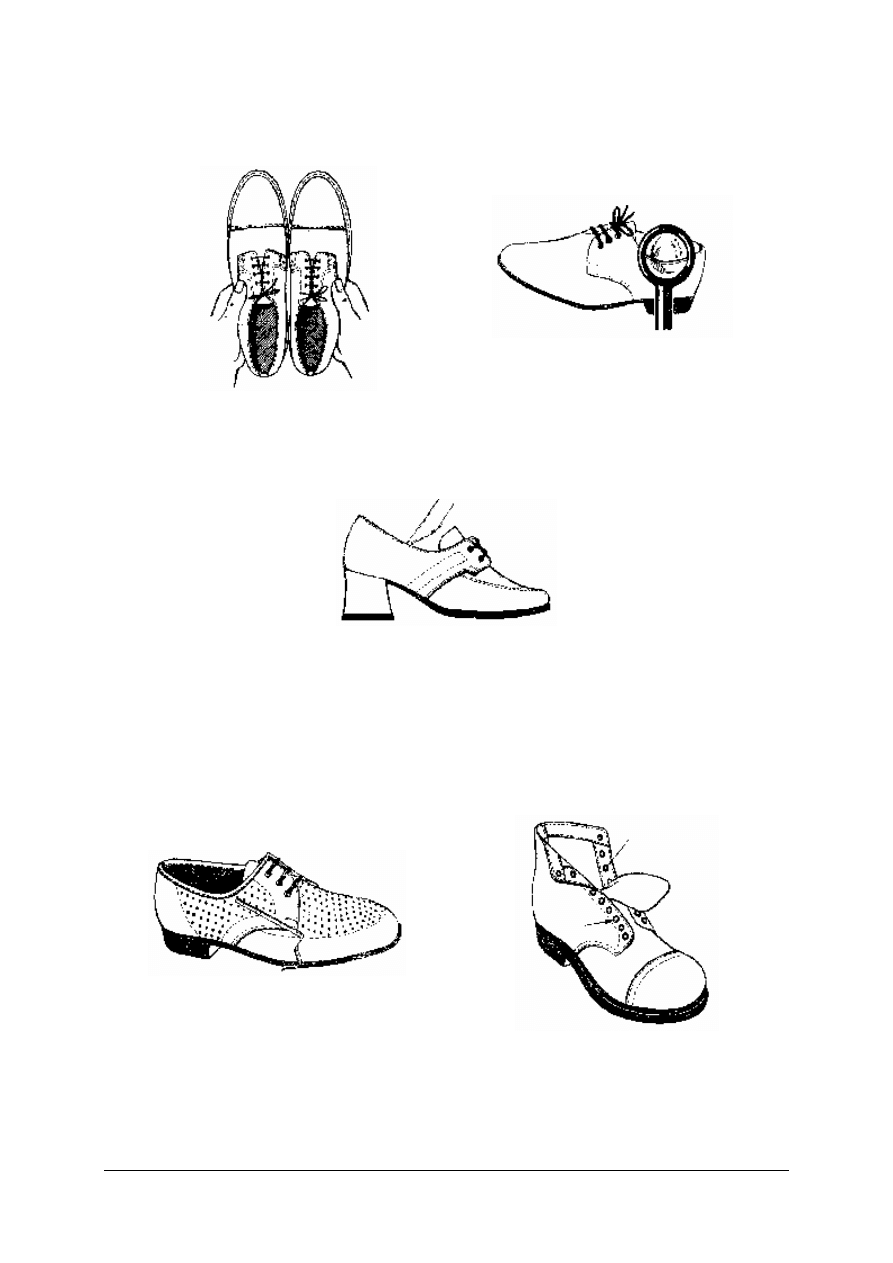
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Zależy on od grubości i profilu ostrza igły, rodzaju i grubości nici oraz gęstości ściegu
w korelacji z rodzajem i grubością zszywanego materiału. Sprawdzenia parametrów szwu
szytego dokonuje się za pomocą lupy o 10–cio krotnym powiększeniu (rys. 23);
Rys. 22. Sposób kontroli symetrii
naszytych nosków [2, s. 321]
Rys. 23. Schemat sprawdzania jakości
szwów szytych [2, s. 321]
–
odległość rzędów szycia – kontroluje się przy użyciu ściegomierza, który ustawia się
prostopadle do linii szycia i mierzy odległość między brzegiem a linią (liniami) szycia
(rys. 24);
Rys. 24. Schemat kontroli odległości linii szycia od brzegu cholewki
i między liniami szycia [2, s. 321]
–
prawidłowość naszycia lamówek i wypustek – kontroluje się wizualnie porównując
ułożenie elementów w obu kontrolowanych półparach;
–
symetria ułożenia perforacji – jest kontrolowana przy użyciu miarki szewskiej, którą
przykładamy do identycznych miejsc w obu kontrolowanych półparach (rys. 25);
–
prawidłowość osadzenia krążków, haków, nitów itp. – przeprowadza się wizualnie,
oglądając i porównując miejsca, gdzie elementy te zamocowano w obuwiu (rys. 26);
Rys. 25. Schemat kontroli symetrii
położenia perforacji [2, s. 322]
Rys. 26. Schemat kontroli osadzenia
krążków, haków, nitów itp. [2, s. 322]
–
gęstość ściegów szwów dublowanych i przeszywanych – sprawdza się przy użyciu
ściegomierza, ustalając ilość ściegów na długości 30 mm szwu szytego (rys. 27);
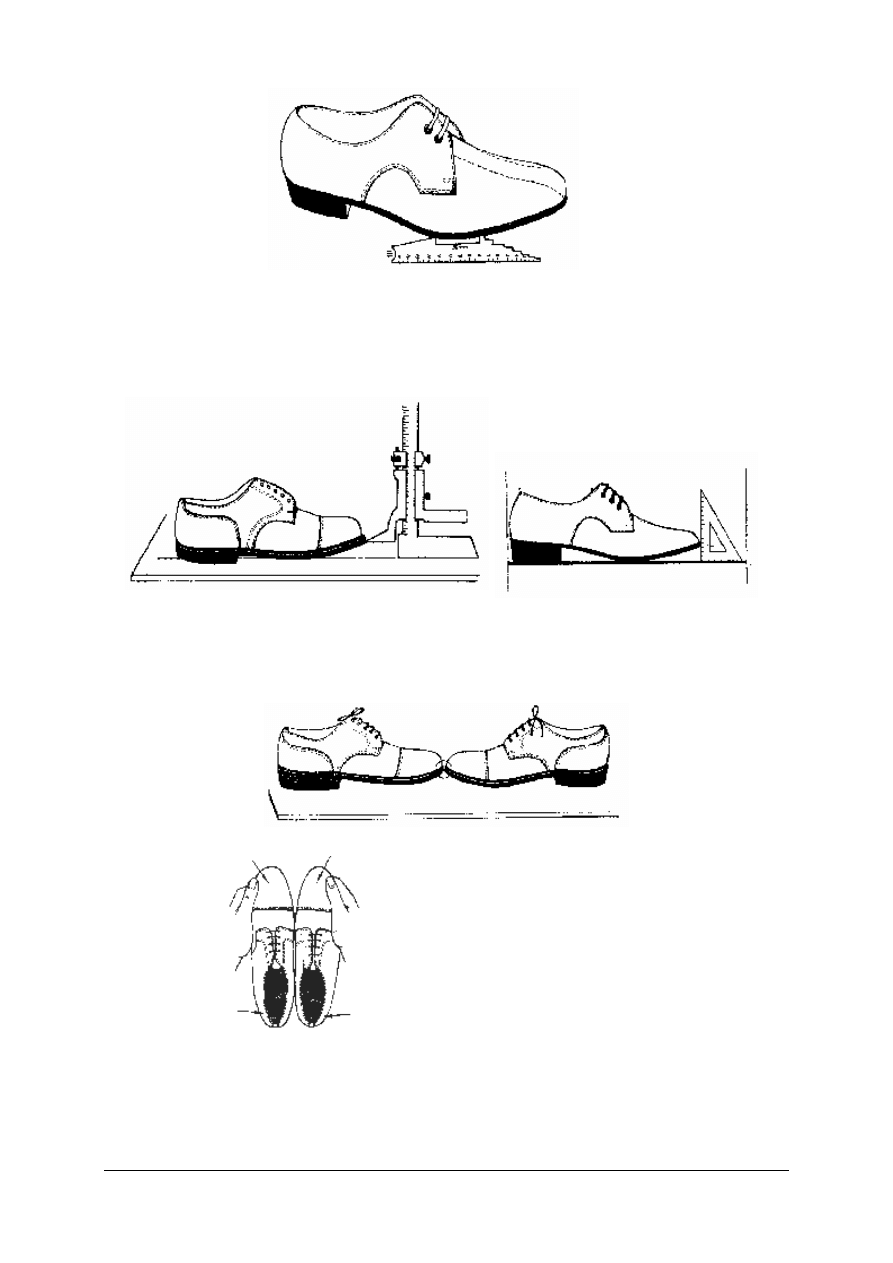
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Rys. 27. Schemat kontroli gęstości ściegów szwów dublowanych i przeszywanych [2, s. 323]
–
wzniesienie czubka – ustala się przy użyciu suwmiarki lub ekierki mierząc odległość od
podstawy, na której umieszczono badane obuwie do wysokości wzniesienia (rys. 28);
Rys. 28. Schemat pomiaru wzniesienia czubków obuwia w parze [2, s. 324]
–
wzniesienie czubków w parze obuwia – ustala się w sposób zilustrowany na rysunku 29;
zawsze należy porównywać wzniesienie czubka w obu półparach badanej pary;
Rys. 29. Schemat porównywania wzniesienia czubków obuwia w parze [2, s. 324]
–
sztywność i sprężystość elementów
usztywniających cholewkę w czubku
(podnoski) i w pięcie (zakładki) –
kontroluje się poprzez docisk (rys. 30).
W momencie wprowadzania nowych
materiałów sztywność i sprężystość
tych elementów należy sprawdzić
metodami laboratoryjnymi;
Rys. 30. Schemat kontroli sztywności podnosków [2, s. 324]
–
organoleptyczna kontrola wnętrza obuwia – polega na sprawdzeniu poprzez dotyk czy
wewnątrz obuwia nie ma wystających łączników (gwoździ, klamerek), których użyto do
przymocowania podpodeszew. Kontroluje się również prawidłowość ułożenia elementów
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
podszewki i sposób wklejenia wyściółek, zwracając uwagę czy nie nastąpiło przesunięcie
i pofałdowanie tych elementów;
–
wysokość i jakość wykończenia obcasów w parze – kontroluje się poprzez porównanie
obu półpar (rys. 31). Należy zwracać uwagę nie tylko na wymiary geometryczne, ale także
jakość tych elementów, a w szczególności czy nie występują szczeliny pomiędzy
składkami, ubytki masy, niedolewy itp.;
–
przyleganie obcasa do podstawy – kontroluje się poprzez ułożenie obuwia na równej
płaszczyźnie i sprawdzenie czy wierzchnik obcasa przylega do tej płaszczyzny (rys. 32).
Rys. 32.
Schemat kontroli przylegania podstawy
obcasa do podłoża [2, s. 326]
Rys. 31. Schemat porównania wysokości
obcasów [2, s. 325]
Podane przykłady uwidaczniają złożoność problematyki oceny jakości obuwia. Tym
bardziej, że ilość różnego rodzaju wad jest znacznie większa od ilości wad uwidocznionych
w normie przedmiotowej PN86/O–91011, w której zdefiniowano tylko 18 błędów i to
w dodatku nie zawsze jednoznacznie. Oznacza to, że niezależnie od ogólnych kryteriów
oceny, przy klasyfikowaniu obuwia należy kierować się fachowością i obiektywizmem. Taki
zapis był w starych normach, w których zdefiniowano aż 87 błędów.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Kto w zakładach obuwia odpowiada za jakość wyrobów ?
2. Co stanowi podstawę oceny jakości i klasyfikacji obuwia ?
3. Czy znasz normę dotyczącą podziału obuwia na gatunki ?
4. Na ile gatunków klasyfikujemy obuwie wyjściowe, domowe i robocze (obecnie do
użytku w pracy ?
5. Jakie i ile błędów scharakteryzowano w normie PN–86/O–91011 ?
6. Czy znasz normę i zasady badań odbiorczych obuwia ?
7. Jakie znasz zasady sprawdzania prawidłowości wykonania montażu i oceny jakości
obuwia ?
8. Według jakich kryteriów dokonuje się oceny jakości obuwia ?
9. Czy przy ocenie i klasyfikacji obuwia można dokonać odstępstw od obowiązującej
normy – jeśli tak to podaj przykłady ?
10. Jaki tryb postępowania obowiązuje przy rozpatrywaniu reklamacji przedsprzedażnych
i klientowskich

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
4.4.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj na zamieszczonych schematach sposoby sprawdzania prawidłowości
wykonania operacji montażowych mających wpływ na jakość obuwia. Obok ilustracji zapisz
jakie parametry wyrobu są kontrolowane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenia zawarte w tekście ćwiczenia,
2) dokonać szczegółowej analizy schematów,
3) rozpoznać na schematach rodzaje kontrolowanych parametrów,
4) zapisać obok schematów rodzaj sprawdzonych parametrów,
5) dokonać samooceny wykonanej pracy,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
plansze ze schematami sprawdzania kontrolowanych parametrów obuwia,
–
przybory do pisania,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Zastosuj procedury rozpatrywania reklamacji klientowskich na podstawie otrzymanej
pary obuwia z wadami.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenia zawarte w ćwiczeniu,
2) zapoznać się z procedurami rozpatrywania reklamacji klientowskich zapisanych
w poradniku 744[02].Z1.02,
3) dokonać oględzin obuwia i rozpoznać występujące w nim wady,
4) określić procedury związane z rozpatrywaniem reklamacji klientowskiej i zapisać je
w zeszycie do ćwiczeń,
5) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
obuwie podlegające reklamacji,
–
poradnik dla ucznia 744[02].Z1.02,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj oceny i zakwalifikuj obuwie wyjściowe do gatunku w oparciu o normę
PN–86/O–91011.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) dokonać oględzin obuwia i opisać zauważone wady materiałowe i błędy wykonania,
3) odnaleźć zauważone błędy i wady w normie,
4) określić rodzaj i numer błędu,
5) sklasyfikować obuwie do gatunku,
6) uzasadnić pisemnie podjętą decyzję,
7) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
obuwie do oceny,
–
norma PN–86/O–91011,
–
plansza z ilustracjami i opisem podstawowych typowych wad obuwia zapisanych
w normie PN–77/O91016. Wady materiałowe i błędy wykonania,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
literatura z rozdziału 6 poradnika dla ucznia.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) wskazać osobę w zakładzie obuwia, która jest odpowiedzialna za jakość
wyrobów?
2) określić jakie dokumenty stanowią podstawę oceny jakości i
klasyfikacji obuwia?
3) wskazać numer i nazwę normy dotyczącej podziału obuwia na gatunki?
4) określić na ile gatunków klasyfikujemy obuwie w zależności od
przeznaczenia?
5) scharakteryzować błędy niedopuszczalne w obuwiu wyjściowym
I gatunku?
6) scharakteryzować błędy niedopuszczalne w obuwiu przeznaczonym do
użytku w pracy (roboczym) w II gatunku?
7) wskazać numer i nazwę normy dotyczącej badań odbiorczych obuwia
wyjściowego, domowego i przeznaczonego do użytku w pracy?
8) rozróżnić sposoby sprawdzania prawidłowości wykonania operacji
montażowych i cech użytkowych obuwia?
9) opisać kryteria i zasady klasyfikacji jakościowej obuwia w zależności
od przeznaczenia?
10) uzasadnić, że przy ocenie jakości i klasyfikowaniu obuwia można
odstąpić od wymagań normy (podaj przykłady)?
11) określić i scharakteryzować procedury związane z rozpatrywaniem
reklamacji klientowskich i przedsprzedażnych (patrz poradnik
744[02].Z1.01)?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.5. Dobór środków i zasady konserwowania obuwia
4.5.1. Materiał nauczania
Powszechnie wiadomym jest, że obuwie, niezależnie od typu, rodzaju, przeznaczenia,
a także od rodzaju materiału z jakiego zostało wykonane należy w procesie użytkowania
czyścić i konserwować.
Zanim przystąpię do omówienia zasad konserwacji obuwia przytoczę kilka uwag
odnośnie produkcji i doboru środków do konserwacji obuwia.
Ogólnie można powiedzieć, że do konserwacji obuwia stosuje się podobne lub
identyczne środki jak w procesie wykończania obuwia, a więc do ich produkcji stosuje się
takie surowce jak: woski, substancje woskowe, rozpuszczalniki organiczne, barwniki
tłuszczowe, pigmenty i substancje pomocnicze.
Warto przy tej okazji powiedzieć, że pierwsze pasty do pielęgnacji i konserwacji obuwia
ze skór wyprodukowano na skalę przemysłową pod koniec XVIII wieku. Do ich wytwarzania
stosowano wówczas woski twarde pochodzenia roślinnego a także pochodzenia zwierzęcego.
Aktualnie na podstawie dostępnych (ulepszonych surowców) wytwarza się wiele
asortymentów środków do pielęgnacji i konserwacji obuwia, ale są to przede wszystkim pasty
w atrakcyjnych i funkcjonalnych opakowaniach umożliwiających bezpośrednie użycie pasty
opakowania.
Pasty, zależnie od jakości i ilości poszczególnych komponentów (składników), a głównie
od zastosowanych wysokiej jakości wosków dzieli się na luksusowe i popularne. Natomiast
w zależności od zastosowanego rozpuszczalnika, wyróżnia się pasty: rozpuszczalnikowe,
wodno – rozpuszczalnikowe (tak zwane kremy) oraz emulsyjne (wodne).
Wymienione rodzaje past scharakteryzowałam w rozdziale 4.2. przy omawianiu środków
wykończalniczych do wierzchów obuwia.
Ogólne zasady konserwacji obuwia
Zanim przystąpię do omówienia zasad konserwowania obuwia zależnych od rodzaju
materiałów, z których wykonano cholewki warto przytoczyć kilka uwag o zasadach
czyszczenia i konserwowania obuwia mających charakter uniwersalny. Oto niektóre z nich:
–
podczas czyszczenia zabrudzonego obuwia należy unikać stosowania rozpuszczalników
organicznych, które mogą zniszczyć powłokę wykończeniową skóry lub materiału
skóropodobnego;
–
mycie obuwia wykonywać delikatnie szmatką lub gąbką zwilżoną w ciepłej wodzie, ale
w taki sposób, aby podczas czyszczenia nie zamoczyć materiału wierzchniego;
–
przemoczone obuwie należy suszyć w temperaturze pokojowej, z dala od źródeł ciepła
(pieców, grzejników). Obuwie sznurowane należy rozsznurować, wyjąć język i wówczas
suszyć;
–
nie wolno prać obuwia w pralce;
–
obuwie w ciągu dnia należy zmieniać i wietrzyć;
–
dbałość o wnętrze obuwia należy do obowiązków użytkownika (czystość wyściółek,
dobór skarpet do koloru podszewek, wymiana wyściółek);wymiana wierzchników oraz
zelowanie podeszew skórzanych należą do obowiązku użytkownika. O tych zasadach
należy użytkownika informować w chwili zakupu obuwia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Zasady konserwowania obuwia skórzanego
Obuwie ze skóry posiada najlepsze właściwości użytkowe i zapewnia stopie największy
komfort ze względu na walory higieniczne i reologiczne skóry.
Konserwowanie obuwia skórzanego wymaga szczególnej dbałości i systematyczności
stosowanych podczas konserwacji zabiegów.
Konserwacja skóry polega na ochronie jej przed szkodliwymi zmianami zachodzącymi
w strukturze skóry, a szczególnie przed niszczącym działaniem potu na zawarte w skórze
tłuszcze.
W procesie konserwacji należy pamiętać o starannym doborze środków do konserwacji
w korelacji z rodzajem wykończenia skóry, z której wykonano obuwie. Należy przy tym
kierować się wskazaniami producentów skór i producentów środków wykończalniczych.
Szczegółowe zasady konserwacji obuwia skórzanego należy umieszczać na ulotkach
informacyjnych dla użytkowników zakupionego obuwia
Obuwie ze skór licowych należy konserwować pastami, ale jednocześnie należy
przestrzegać zasady, aby nakładana warstwa nie była zbyt gruba. Zaleca się konserwować
obuwie częściej, mniejszą ilością pasty, dbając o jej dokładne rozprowadzenie i wcieranie.
Obuwia ze skór szlifowanych (nubuki, welury) nie należy pastować. Konserwacja
obuwia z tego typu skór polega na oczyszczeniu specjalną szczotką z gumy lub mosiężnego
drutu. Można także zastosować specjalne preparaty w aerozolu do nubuku i weluru.
Specjalnych zabiegów konserwujących wymaga obuwie ze skór z wykończeniem
tłuszczowym typu „crazy horse” lub „pull’up”. W tym przypadku zabrudzone wierzchy
obuwia należy zmyć zmoczoną w czystej wodzie, wyciśniętą gąbką lub miękką szmatką
i pozostawić do wyschnięcia. Następnie ruchem okrężnym w odległości około 25 cm
natrysnąć specjalny środek konserwujący w aerozolu, na przykład „Wash Pflege” firmy
Salamander. Należy pamiętać, że jest to środek łatwopalny i z tego względu należy zachować
szczególną ostrożność przy jego stosowaniu. Można ten zabieg wykonywać w dobrze
wentylowanych pomieszczeniach lub na zewnątrz, w temperaturze pokojowej.
Zasady konserwacji obuwia z materiałów skóropodobnych
Konserwowanie obuwia wykonanego z tworzyw skóropodobnych nie nastręcza
poważniejszych problemów. Nie oznacza to, że można to obuwie użytkować bez konserwacji.
Tworzywa niekonserwowane lub konserwowane zbyt rzadko dużo szybciej się starzeją
i są mniej elastyczne. Konserwacja zabezpiecza tworzywo przed wypłukiwaniem
plastyfikatorów z warstwy licowej.
Obuwie z licowych tworzyw skóropodobnych zaleca się konserwować pastami
emulsyjnymi na bazie wodnej, skomponowanymi bez udziału wosków i rozpuszczalników.
Obuwie z tworzyw z wykończeniem welurowym należy czyścić tylko zwilżoną gąbką
i pozostawić do wyschnięcia.
Zasady konserwacji obuwia tekstylnego
Obuwie tekstylne ma wiele zalet. Jest lekkie, higieniczne i stosunkowo tanie. Cechą
ujemną tego obuwia jest łatwość przyjmowania brudu i kurzu. Poza tym obuwie to trudno
konserwować i dlatego podczas jego użytkowania należy chronić tekstylne wierzchy przed
nadmiernym zabrudzeniem.
Obuwie tekstylne należy czyścić przy użyciu gąbki zamoczonej w wodnym roztworze
łagodnych środków piorących, w umiarkowanej temperaturze. Należy unikać nadmiernego
moczenia obuwia, które może być przyczyną rozklejania obuwia, jak również delaminacji
materiałów połączonych w warstwy. Niedopuszczalne jest pranie obuwia w pralce. Obuwie
należy suszyć w miejscu przewiewnym, z dala od źródeł ciepła.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Kiedy rozpoczęto przemysłową produkcję past do czyszczenia i pielęgnacji obuwia ?
2. Z jakich surowców wytwarza się pasty do konserwacji obuwia ?
3. Jakie znasz kryteria podziału produkowanych past do czyszczenia i konserwacji obuwia ?
4. Jakie znasz rodzaje past do konserwacji obuwia ?
5. Czym charakteryzują się pasty rozpuszczalnikowe ?
6. Czym charakteryzują się pasty wodno – rozpuszczalnikowe ?
7. Czym charakteryzują się emulsje wodne ?
8. Które ze znanych Ci zasad konserwacji odnoszą się do wszystkich rodzajów obuwia ?
9. Jakie zasady obowiązują przy konserwacji obuwia skórzanego ?
10. Jakie zabiegi konserwacyjne wykonuje się podczas użytkowania obuwia z tworzyw
skóropodobnych ?
11. Jak należy czyścić i konserwować obuwie wykonane z materiałów tekstylnych ?
12. Czy producent obuwia jest zobowiązany do zamieszczania ulotek informacyjnych
o sposobach użytkowania, czyszczenia i konserwacji produkowanego i dostarczanego na
rynek obuwia ?
4.5.3. Ćwiczenia
Ćwiczenie 1
Wybierz ze zbioru karteczek z nazwami różnych surowców, tylko te, na których
umieszczono nazwy podstawowych komponentów do produkcji past stosownych do
czyszczenia i konserwacji obuwia skórzanego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) przeczytać fragment materiału nauczania z poradnika dla ucznia, dotyczący
komponentów służących do produkcji past konserwujących skórę,
3) zapoznać się z napisami umieszczonymi na karteczkach,
4) wybrać karteczki z nazwami surowców stosowanych do produkcji past obuwniczych,
5) nakleić wybrane karteczki w zeszycie do ćwiczeń i krótko scharakteryzować wybrane
komponenty,
6) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
karteczki z nazwami surowców stosowanych przy produkcji środków wykończalniczych
do obuwia,
–
receptury składu surowcowego past obuwniczych,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
literatura z rozdziału 6 poradnika dla ucznia.
Ćwiczenie 2
Dokonaj konserwacji własnego lub wskazanego przez nauczyciela obuwia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przeanalizować polecenie zawarte w ćwiczeniu,
2) zapisać kolejność czynności jakie będziesz wykonywał,
3) zidentyfikować rodzaj materiału, z którego wykonano wierzchy obuwia,
4) dobrać środki do czyszczenia i konserwacji obuwia,
5) dokonać czyszczenia wierzchów obuwia,
6) zakonserwować obuwie,
7) dokonać samooceny wykonanego ćwiczenia,
8) zaprezentować wykonaną pracę.
Wyposażenie stanowiska pracy:
–
obuwie do wykonania ćwiczenia,
–
ulotki informacyjne producentów obuwia o zasadach użytkowania, czyszczenia
i konserwacji obuwia,
–
środki do czyszczenia i konserwacji obuwia,
–
gąbki, ściereczki, szczotki,
–
przybory do pisania,
–
zeszyt do ćwiczeń,
–
literatura z rozdziału 6 poradnika dla ucznia.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić epokę, w której rozpoczęto przemysłową produkcję past do
czyszczenia i konserwacji obuwia ?
2) scharakteryzować podstawowe surowce stosowane do produkcji past
obuwniczych ?
3) dokonać podziału past obuwniczych w zależności od rodzaju
stosowanych wosków i rozpuszczalników ?
4) scharakteryzować podstawowe rodzaje past do konserwacji obuwia ?
5) scharakteryzować pasty rozpuszczalnikowe ?
6) scharakteryzować pasty wodno – rozpuszczalnikowe ?
7) scharakteryzować pasty emulsyjne – wodne ?
8) wskazać zasady konserwacji obuwia mające uniwersalny charakter bez
względu na rodzaj materiału, z którego wykonano obuwie ?
9) określić zasady obowiązujące przy konserwacji obuwia skórzanego ?
10) zdefiniować zabiegi konserwacyjne wykonywane podczas użytkowania
obuwia z tworzyw skóropodobnych ?
11) określić zasady czyszczenia i konserwowania obuwia wykonanego
z materiałów tekstylnych ?
12) wyjaśnić dlaczego producenci obuwia są zobligowani do załączania
przy sprzedaży obuwia ulotek informujących o zasadach użytkowania,
czyszczenia i konserwacji obuwia ?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7. Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz ponownie odpowiedź, którą uważasz za poprawną.
8. Test składa się z 14 zadań z poziomu podstawowego i 6 zadań z poziomu
ponadpodstawowego, które mogą przysporzyć Ci trudności, gdyż są one na poziomie
wyższym niż pozostałe (dotyczy to zadań o numerach od 15 do 20 ).
9. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
10. Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
11. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
12. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
ZESTAW ZADAŃ TESTOWYCH
1. Podstawowym kryterium przy podziale procesów wykończania obuwia jest rodzaj
zastosowanych materiałów na
a) podszewki i obcasy.
b) podeszwy i obcasy.
c) wierzchy i podszewki.
d) wierzchy i spody.
2. W zależności od charakteru wykonywanych czynności, zastosowanych środków
wykończalniczych, maszyn i urządzeń procesy wykończania spodów możemy podzielić na
a) proste i złożone.
b) mechaniczne i chemiczne.
c) jednostopniowe i wielostopniowe.
d) uproszczone i zaawansowane.
3. W procesie wykończania skórzanych wierzchów obuwia wykonuje się następujące
czynności technologiczne:
a) zmywanie, polerowanie, prasowanie.
b) czyszczenie, wygładzanie, retuszowanie, apreturowanie, polerowanie.
c) pranie, suszenie, retuszowanie, apreturowanie.
d) czyszczenie, polerowanie, wygładzanie, retuszowanie.
4. Do zmywania cholewek skórzanych należy stosować w zależności od rodzaju
wykończenia skóry
a) emulsje wodne, kremy, apretury.
b) kremy nawilżające, pasty rozpuszczalnikowe, wodę.
c) wodę, wodę z dodatkiem detergentów, rozpuszczalniki organiczne.
d) apretury, kremy, wodę destylowaną.
5. W procesie wykończania spodów obuwia ze skóry należy w kolejności wykonać
następujące czynności technologiczne:
a) frezowanie brzegów obcasów i podeszew, wygładzanie brzegów obcasów, barwienie
brzegów, wypalanie brzegów, polerowanie boków obcasów, wykończanie
powierzchni podeszew.
b) wypalanie brzegów, polerowanie boków obcasów, wykończanie powierzchni
podeszew, frezowanie brzegów obcasów i podeszew, wygładzanie brzegów obcasów
i podeszew.
c) wypalanie brzegów, polerowanie boków obcasów, frezowanie brzegów obcasów
i podeszew, wygładzanie brzegów obcasów i podeszew, wykończanie powierzchni
podeszew.
d) wygładzanie brzegów obcasów i podeszew, wypalanie brzegów, frezowanie brzegów
obcasów i podeszew, polerowanie boków obcasów, wykończanie powierzchni
podeszew.
6. Do retuszowania wierzchów obuwia z nubuków i welurów należy zastosować
a) pasty retuszerskie.
b) proszki (pudry).
c) kredki woskowe.
d) emulsje wodne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
7. Prędkość obrotowa szczotek podczas polerowania skórzanych wierzchów obuwia
powinna wynosić około
a) 1200 ÷ 1400 obr/min.
b) 1800 ÷ 2200 obr/min.
c) 300 ÷ 500 obr/min.
d) 700 ÷ 900 obr/min.
8. Mieszarki farb stosowane w procesie wykończania spodów obuwia chronią farby
i zestawy kryjące przed
a) utwardzaniem.
b) zastyganiem.
c) osadzaniem pigmentu.
d) osadzaniem wosku.
9. Frezy przeznaczone do obróbki podeszew wytwarza się z miękkiej stali o zawartości
węgla
a) 0,2%.
b) 3,5%.
c) 3,2%.
d) 0,8%.
10. Do obróbki brzegów podeszew obuwia damskiego stosuje się frezy, których szerokość
skrawania kształtuje się w przedziale
a) 2,5 ÷ 5,0 mm.
b) 2,0 ÷ 3,5 mm.
c) 3,5 ÷ 5,5 mm.
d) 4,0 ÷ 6,0 mm.
11. Ilość błędów niedopuszczalnych w obuwiu wyjściowym zdefiniowano w normie
PN–86/O–91011 i dla gatunku I wynosi
a) 12.
b) 18.
c) 10.
d) 87.
12. Jak nazywają się głowice do frezowania obcasów
a) duża i mała.
b) średnia i duża.
c) frezująca i strugająca.
d) prosta i ukośna.
13. Wygładzanie brzegów obcasów dokonuje się na maszynie
a) wygładzarce obcasów.
b) strugarce obcasów.
c) ścierarce obcasów.
d) polerce obcasów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
14. Na ile gatunków klasyfikuje się obuwie przeznaczone do użytku w pracy (robocze)
a) 3.
b) 2.
c) 1.
d) 4.
15. W obuwiu klejonym wykończanie spodów obuwia przesunięto z fazy montażu
i wykończania do fazy
a) ćwiekowania.
b) rozkroju materiałów spodowych.
c) przygotowania elementów cholewek do montażu.
d) opracowania elementów spodowych.
16. Jeżeli szerokość skrawania frezów do obróbki podeszew kształtuje się w przedziale od
3,5 ÷ 5,0 mm, to do jakiego rodzaju obuwia są one stosowane ?
a) damskiego.
b) młodzieżowo-dziewczęcego.
c) męskiego.
d) chłopięcego.
17. Do wybielania podeszew skórzanych stosuje się roztwór składający się z wody
destylowanej, spirytusu technicznego i kwasu szczawiowego w stosunku procentowym
wymienionych w kolejności komponentów
a) 56 : 32 : 12.
b) 46 : 24 : 30.
c) 56 : 22 : 22.
d) 62 : 13 : 25.
18. Na szczotkę polerki (po zabiegu wybielania) nakłada się pastę polerską sporządzoną
z wosku Karnauba, wosku pszczelego, parafiny białej i terpentyny w stosunku
procentowym wymienionych w kolejności komponentów
a) 12,5 : 12,5 : 5,0 : 70,0.
b) 10,5 : 12,5 : 1,5 : 75,5.
c) 12,5 : 13,5 : 4,0 : 70,0.
d) 12,5 : 1,5 : 12,5 : 73,5.
19. Żelazka do wypalania brzegów podeszew skórzanych ogrzewa się do temperatury
a) 80°C.
b) 130°C.
c) 150°C.
d) 220°C.
20. Do konserwacji obuwia ze skór z wykończeniem typu „crazy horse” i „pull’up” zaleca się
stosować
a) środek konserwujący „Wash Pflege” firmy Salamander.
b) pasty emulsyjne.
c) pasty rozpuszczalnikowe.
d) pasty wodno – rozpuszczalnikowe (tak zwane kremy).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
KARTA ODPOWIEDZI
Imię i nazwisko ……………………………………………………..
Wykończanie oraz ocena jakości obuwia gotowego
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
6. LITERATURA
1. Borzeszkowski A., Borzeszkowski W., Persz T.: Obuwnictwo przemysłowe część I.
Wydanie trzecie poprawione i uzupełnione. WSiP, Warszawa 1989
2. Christ J. W.: Technologia obuwia. WSiP, Warszawa 1986
3. Grabkowski M.: Obuwnictwo. Podręcznik dla zasadniczej szkoły zawodowej. WSiP,
Warszawa 1992
4. Grabkowski M.: Technika wytwarzania obuwia tom II. Politechnika Radomska, Radom
2000
5. Grabkowski M.: Technologia obuwia. Ćwiczenia laboratoryjne. Wyższa Szkoła
Inżynierska w Radomiu, Radom 1982
6. Persz T.: Obuwnictwo przemysłowe część II. WSiP, Warszawa 1986
7. Pitner L.: Wykończanie obuwia. WPLiS, Warszawa.1968
8. www.activ-trading.com.pl.
9. www.leibrock.pl
10. www.nikta.pl
11. www.wizmet.pl
Normy przedmiotowe
1. PN–86/O–91011 Obuwie wyjściowe, domowe i robocze. Gatunki
2. PN–86/O–91012 Obuwie wyjściowe, domowe i robocze. Badania odbiorcze
3. PN–77/O–91016 Wady materiałowe i błędy wykonania
4. PN–O–91013 Obuwie. Znakowanie: 1999
5. PN–O–91009 Obuwie. Pakowanie, przechowywanie i transport: 1996
Czasopisma fachowe:
1. Przegląd Skórzany (wydania archiwalne),
2. Świat Butów (wydania archiwalne i bieżące).
Wyszukiwarka
Podobne podstrony:
23 Wykończanie oraz ocena jakości obuwia gotowego
wypalanie kamienia wapiennego oraz ocena jakości produktu – wapna palonego. (3), materiały naukowe
wypalanie kamienia wapiennego oraz ocena jakości produktu – wapna palonego, materiały naukowe do sz
Technologia oraz ocena jakości przetworów zbożowych
wypalanie kamienia wapiennego oraz ocena jakości produktu – wapna palonego. (3), materiały naukowe
V semestr, Ocena stron z domena edu - Piotr Zając, Ocena jakości informacji elektronicznej oraz jej
Uwarunkowania zdrowotne jakości życia oraz ocena stanu zdrowia ludzi starych
8 ocena jakości układów regulacji
analiza egzamin 2010(1), technologia żywności, analiza i ocena jakości żywności
analiza 02, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem IV, Ocena jakości
W 5, dietetyka II rok, analiza i ocena jakości żywności
Analiza i ocena jakości żywności W D 1
08 Ocena jakości liniowych układów regulacji
Analiza 08, Studia SGGW, WNoŻ Inżynierskie 2008-2012, Sem IV, Ocena jakości
2. WODA W PRZYRODZIE - OCENA JAKOŚCI, Budownictwo, chemia, II semestr
AA Analiza i ocena jakości żywności, Technologia żywnosci i Żywienie człowieka, 4 SEMESTR, Analiza ż
MikroanalizaEDS, studia, semestr V, ocana jakosci technicznej materialow i wyrobow, ocena jakośći te
wypalania kamienia wapiennego oraz kontrolą jakości uzyskanego w tym procesie produktu wapna palon
więcej podobnych podstron