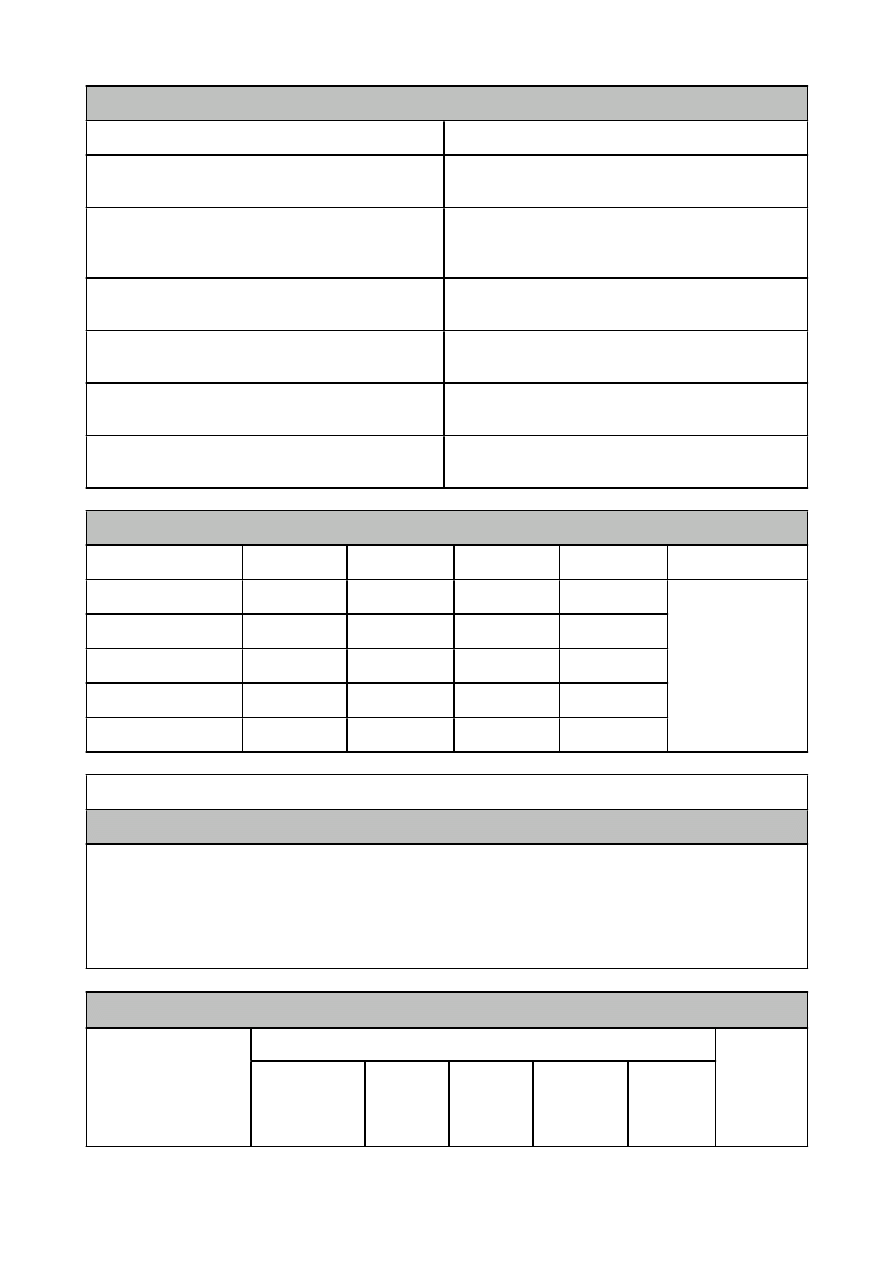
Minerały występujące w węglu
Grupa minerałów
Minerał
Minerały ilaste
Kaolinit Al
4
[(OH)
8
Si
4
O
10
]
Illit K
2
(AlFe
3+
Mg
5
)[(OH)
2
(AlSi
3
)O
10
]
Węglany
Kalcyt CaCO
3
Syderyt FeCO
3
Dolomit CaMg(CO)
3
Siarczki
Piryt FeS
2
Markasyt FeS
2
Tlenki
Kwarc SiO
2
Rutyl TiO
2
Chlorki
Halit NaCl
Sylwin KCl
Siarczany
Gips CaSO
4
* 2H
2
O
Siarczany żelaza Fe(II) i Fe(III)
Substancja organiczna - przeciętny skład pierwiastkowy paliw stałych, % mas.
Typ paliwa
Węgiel
Wodór
Tlen
Azot
Siarka
Torf
60
5,4
33
3,3
0,3-2,7
W. Brunatny
70
5,4
23
1
W. Płomienny
80
4,7
17
1,6
W. Ortokoksowy
88
4,7
4,5
1,9
Antracyt
92
3,2
2
1,5
Charakterystyczne temperatury stanu plastycznego węgla
1 - temperatura mięknienia węgla
2 - temperatura początku pęcznienia
3 - temperatura maksimum plastyczności
4 - temperatura końcowa pęcznienia
5 - temperatura maksimum odgazowania
6 - temperatura resolidacji
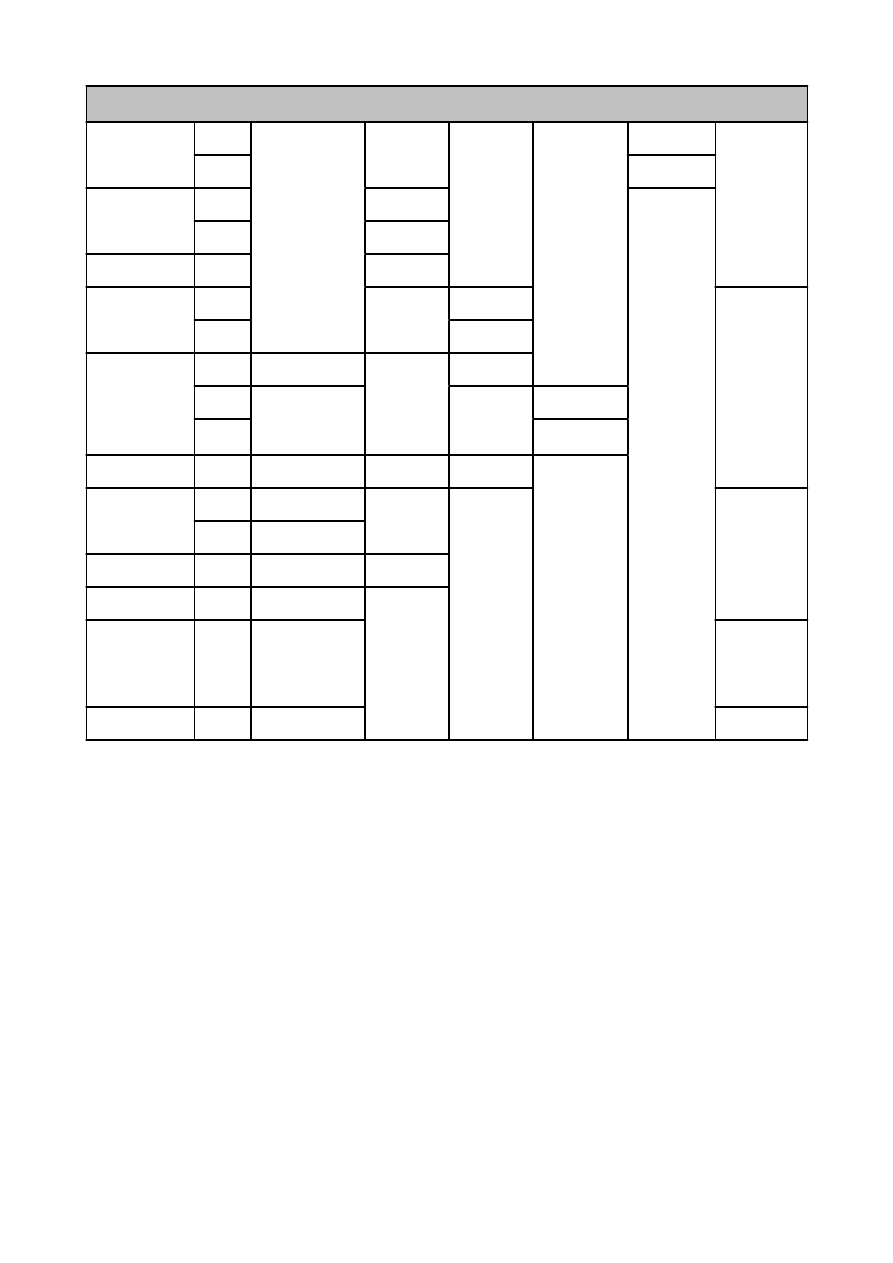
Polska klasyfikacja węgla wg normy PN-82/G-97002
Typ węgla
Parametry klasyfikacji
Zastosowa
nie węgla
Zawartość
części lotnych
V
daf
,%
Zdolność
spiekania
RI
Dylatacja,
%
Wskaźnik
wolnego
wydymania
SI
Ciepło
spalania
Q
daf
, kJ/kg
Polska klasyfikacja węgla wg normy PN-82/G-97002
płomienny
31,1
> 28
< 5
nie
normalizu
je się
nie
normalizuje
się
< 3100
energetyka
31,2
> 3100
gazowo-
płomienny
32,1
5 - 20
nie
normalizuj
e się
32,2
20 - 40
gazowy
33
40 - 55
gazowo-
koksowy
34,1
> 55
brak
produkcja
koksu
34,2
> 0
ortokoksowy
35,1
26 - 31
> 45
> 30
35,2A
20 - 26
nie
normalizu
je się
> 7,5
35,2B
< 7,5
metakoksowy
36
14 - 20
> 45
> 0
nie
normalizuje
się
semikoksowy
37,1
20 - 28
> 5
nie
normalizu
je się
produkcja
koksu,
energetyka
37,2
14 - 20
chudy
38
14 -28
< 5
antracytowy
41
10 - 14
nie
normalizu
je się
antracyt
42
3 - 10
energetyka
, produkcja
materiałów
węglowych
metaantracyt
43
< 3
-
Zastosowanie koksu (produkcja koksu w Polsce ok. 10 mln t)
• Koks wielkopiecowy ( paliwo, reduktor, czynnik zapewniający gazoprzepuszczalność wsadu)
• Koks do produkcji żelazostopów (Fe + Si, Mn, Cr)
• Koks odlewniczy (paliwo, czynnik zapewniający gazoprzepuszczalność wsadu)
• Koks do wytopu metali nieżelaznych (Zn, Pb, Cu - paliwo, reduktor, czynnik zapewniający
gazoprzepuszczalność wsadu)
• Koks opałowy
• Koks do produkcji karbidu
• Koks do produkcji wapna palonego (CaO)
Wydział węglopochodnych
Wydział węglopochodnych zajmuje się oczyszczaniem gazu koksowniczego i uzyskiem produktów
węglopochodnych
Obiekty technologiczne:
• Oddział kondensacji:
• odbiór i chłodzenie gazu surowego gazu koksowniczego
• przesyłanie gazu ssawami
• oczyszczanie gazu od smoły
• Amoniakalnia:
• metoda sytnikowa usuwania NH
3
z gazu
• odpędzanie NH
3
do N
2
• Benzolownia
• adsorpcja ciśnieniowa olejem płuczkowym
• Odsiarczalnia
W 1 m
3
surowego gazu koksowniczego, oprócz H
2
, CH
4
, CO, C
n
H
m
, CO
2
, N
2
znajdują się:
Fenol i homologi
2-4g
CS
2
, COS, C
4
H
4
S, C
n
H
2n+2
S
ok. 1g
NH
3
6-10g
HCN
1-2g
Pirydyna i homologi
1-3g
H
2
S
1-2g
Skład oczyszczonego gazu koksowniczego ( w % obj.)
H
2
53 - 59
CH
4
23 - 28
CO
6 - 10
C
n
H
m
2 - 4
CO
2
2 - 4
N
2
3 - 8
O
2
0,2 - 0,8
Wartość opałowa 17 MJ/m
3
Przeróbka benzolu
• Frakcja węglowodorowa (70 - 200
o
C)
• Skład benzolu surowego
• związki aromatyczne (benzen, toluen, ksyleny, etylobenzen, naftalen i metylonaftaleny)
• związki nienasycone (styren, inden, cyklopentadien, dicyklopentadien)
• związki siarki, tlenu i azotu (CS
2
, tiofen, zasady pirydowe, fenole, kumaron)
• węglowodory cykliczne nasycone (cyklopentan, cykloheksan)
• Główne składniki benzolu koksowniczego (ok. 90-92%)
• benzen (60-80%)
• toluen (10-20%)
• orto,meta,para-ksylen (1-5%)
Przeróbka benzolu surowego
• Wstępna destylacja
• przedgon
• benzol lekki (<140
o
C) --> rafinacja (kwasowa lub hydrorafinacja)
• benzol ciężki (>140
o
C)
• Destylacja benzolu ciężkiego
• frakcja styrenowa (140
o
C-160
o
C)
• żywice kumanorowo-indenowe (160
o
C-185
o
C
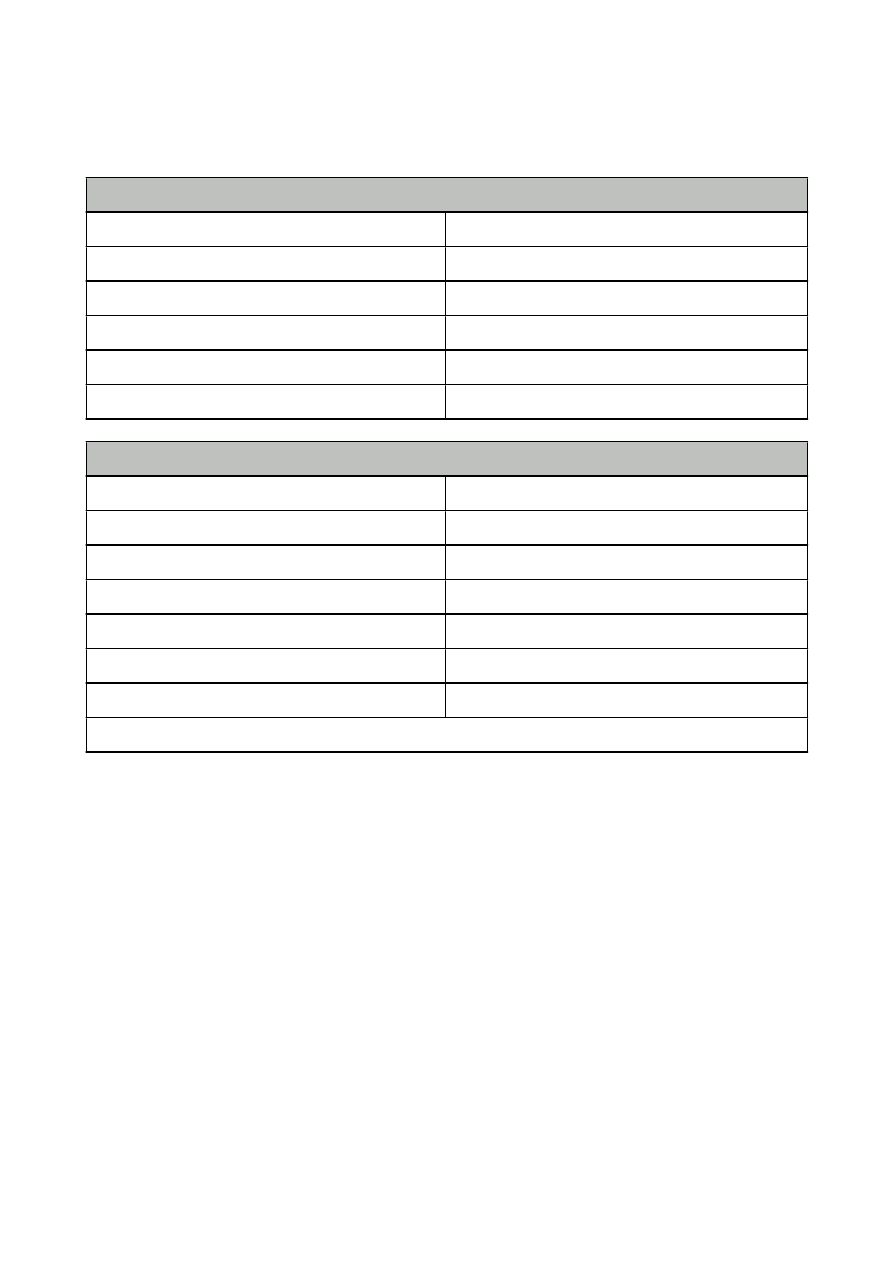
Przeróbka smoły koksowniczej
Skład smoły koksowniczej
Pierścieniowe związki aromatyczne
naftalen, fenantren, fluranten, piren, acenaftalen,
chryzen, fluoren, antracen, tlenek difenylu
Związki zawierające tlen
fenole, krezole, ksylenole i inne
Związki zawierające siarkę
tiofen, tionaften i inne
Związki zawierające azot
karbazol, akrydyna, chinolina, pirydyna
Związki nienasyconne
cyklopentadien, styren
Etapy przeróbki smoły:
1. Odstawanie w zbiornikach (60
o
C-80
o
C)
2. Destylacja smoły
Produkcja roczna smoły w Polsce 0,5 mln ton
Uzysk produktów w instalacji ciągłej destylacji smoły
Produkt
Zakres temperatur wrzenia,
o
C
Uzysk, %
Olej lekki
100-170
0,5
Olej karbolowy
170-210
2
Olej naftalenowy
210-230
12
Olej płuczkowy
235-285
8
Olej acenaftenowy
260-320
2,5
Olej antracenowy
300-360
11
Olej chryzenowy
315-420
6
Pak
Pozostałość
58
Olej lekki
benzen i jego homologi
Olej karbolowy
I.
Ekstrakcja i rozdział
II.
Pozostałość po ekstrakcji (polimeryzacja do
żywic)
fenole, zasady pirydynowe, inden i humaron oraz
ich pochodne metylowe
Olej naftalenowy (krystalizacja lub destylacja)
naftalen (50-80%)
Olej płuczkowy
acenaften, fluoren, metylonaftaleny, difenyl, tlenek
difenylu, indol, naftalen
Olej antracenowy I (krystalizacja)
antracen, fenantren karbazol
Olej antracenowy II
chryzen,luoranten, piren, benzofluoren
Olej lekki
benzen i jego homologi
Pak
(Utwardzanie paku 150
o
C / T
miękknienia
70
o
C)
Pozostałość
Zastosowanie smoły
• do produkcji sadzy - 30%
• do produkcji oleju impregnacyjnego - 25%
• do produkcji tworzyw i plastyfikatorów - 15%
• do produkcji barwników - 10%
• do produkcji rozpuszczalników - 10%
• inne, np do produkcji smoły prparowanej - 10%
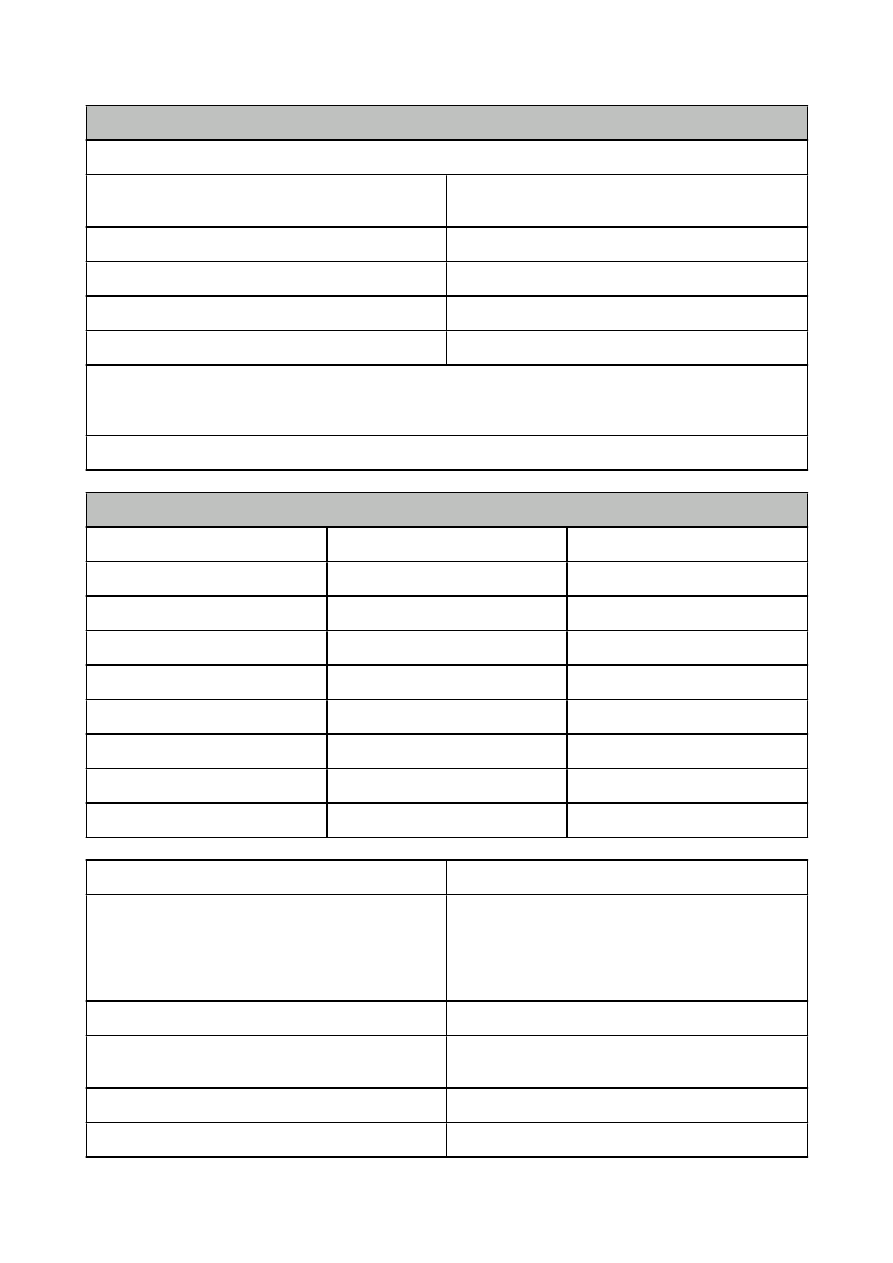
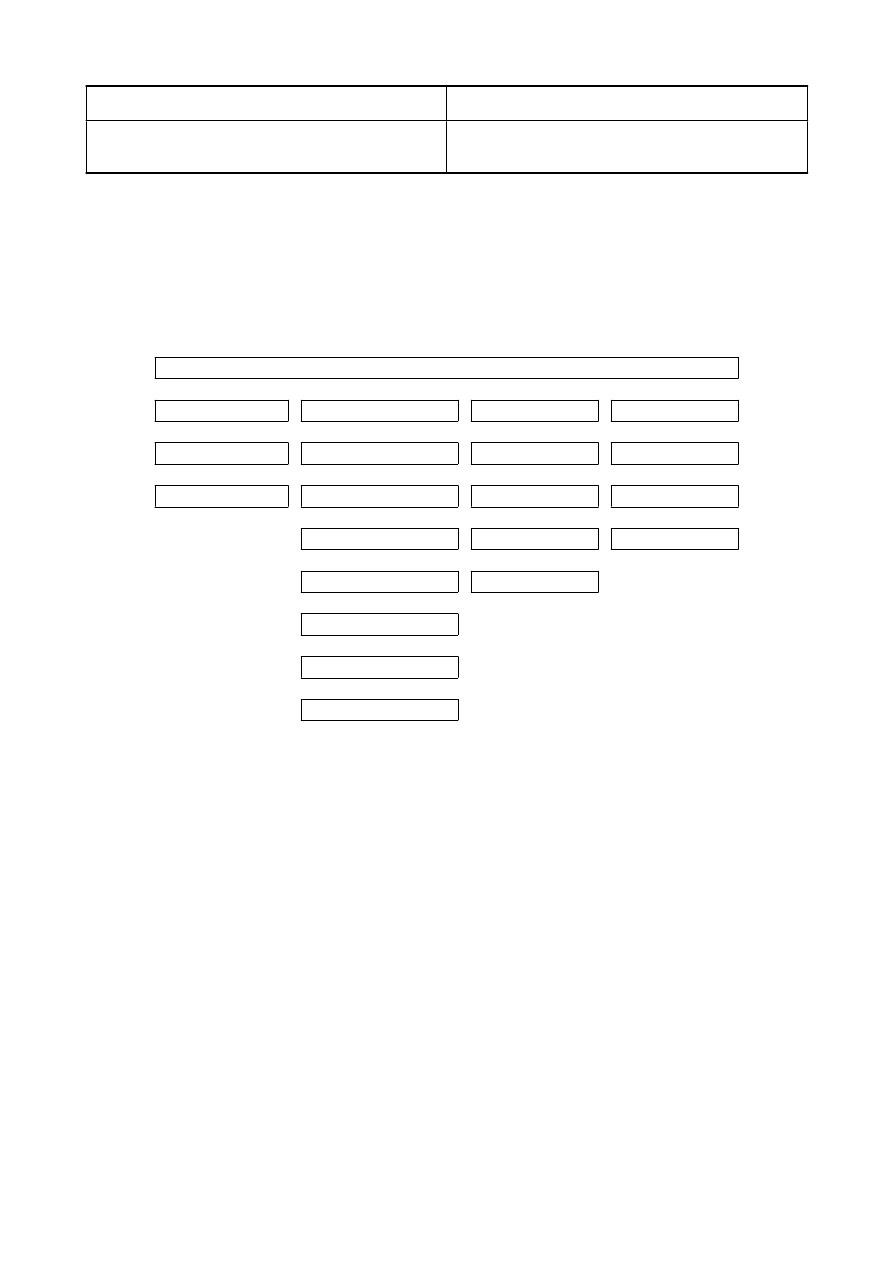
Przetwórstwo węgla
Spalanie
Koksowanie
Upłynnianie
Zgazowanie
Ciepło
Koks
Benzyna
Gaz przemysłowy
Para wodna
Smoła koksownicza
Olej diselowy
Gaz komunalny
Benzol surowy
Oleje opałowe
Gaz do syntezy
Siarczan amonowy
Oleje smarowe
Siarka płynna
Fenolan sodu
Gaz koksowniczy
Koksowanie
• Koksowanie węgla to proces technologiczny polegający na odgazowaniu węgla w przedziale temperatur
(950-1100°C), bez dostępu powietrza, w celu wytworzenia koksu kawałkowego o dużej wytrzymałości
mechanicznej. Proces przeprowadza się na drobnozmielonych mieszankach węgli koksowniczych
(posiadających zdolność spiekania).
• Proces przeprowadza się w ceramicznych komorach koksowniczych o wymiarach:
- wysokość - 4-4.5 metra
- długość - 12-14 metrów
- szerokość - 0.35-0.5 metra (im szersza tym większy sortyment - wielkość kawałków koksu)
• Szereg komór poprzedzielanych ścianami grzewczymi tworzy piece koksownicze. Do ogrzewania
przeponowego stosuje się gazy spalinowe.
• Temperatury panujące w piecu:
- temperatura kanałów grzewczych - 1300°-1400°C
- temperatura ściany - 1000°-1050°C
- temperatura centralnej części komory - 950°C
- temperatura podsklepieniowej części komory - 750°-850°C
• Produkty i wydajność koksowania:
- koks - 70%-80%
- smoła - 2.5%-4.5%
- woda pogazowa - 3%-5%
- amoniak - 0.2%-0.4%
- benzol - 0.8%-1.4%
- gaz koksowniczy - 12%-18%
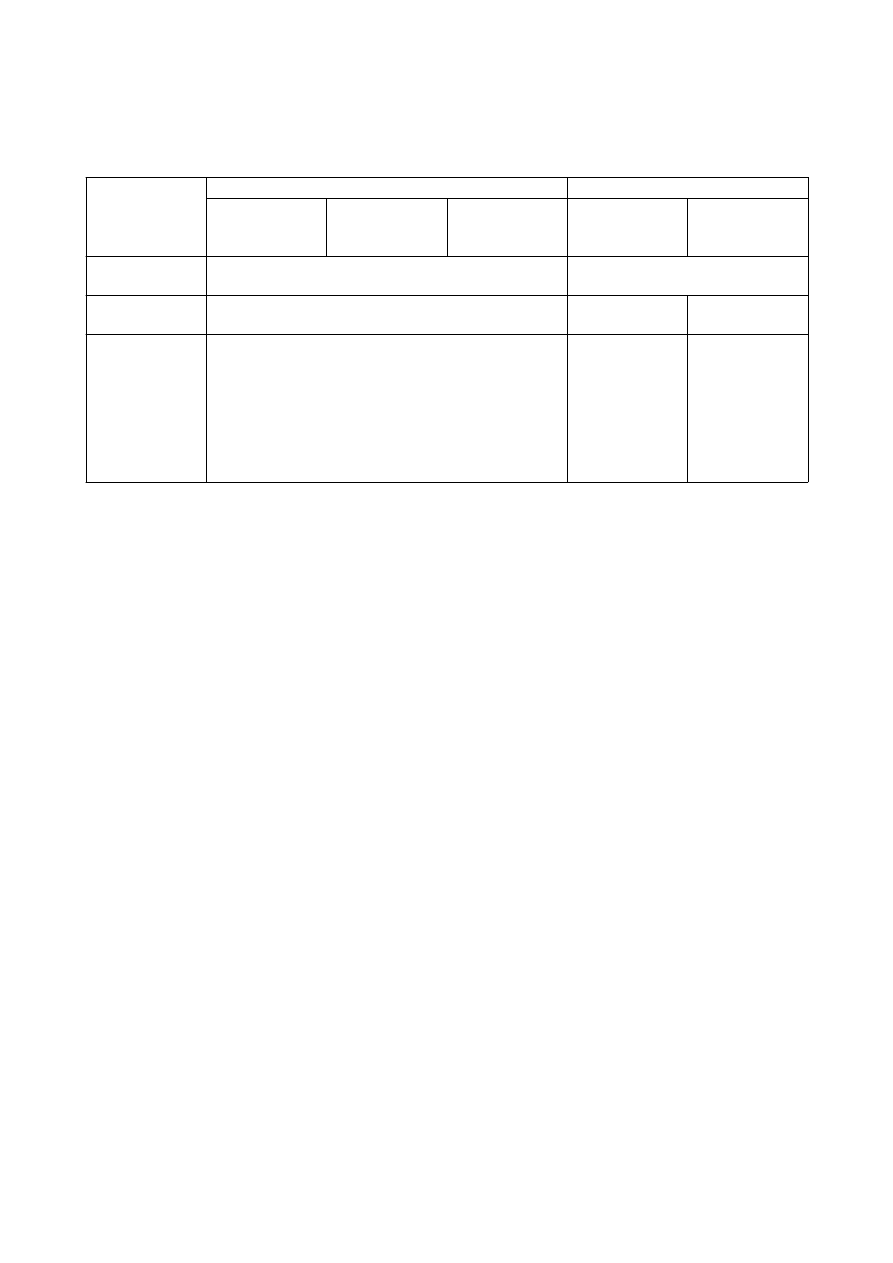
Stan przed
miękknieniem
Pierwotny stan karbonizacji
Wtórny stan karbonizacji
Mięknienie i
pęcznienie
pierwotne
Pęcznienie
Zestalanie się
Zjawisko
resolidacji
zestalenia
Kurczenie się
półkoksu
węgiel (<350
o
C)
Stan plastyczny (350-500
o
C)
Półkoks (>500
o
C) / Koks
ostateczny (950-1100
o
C)
Wydziela się:
Wydziela się:
Wydziela się
(670-720
o
C):
- woda
konstytucyjna
- okludowane
gazy
- CO
2
i H
2
S
- niewielka ilość
gazów palnych i
smoły
- intensywnie: smoła, woda i gaz rozkładowy
- intensywne
odgazowanie:
wodór, metan
Wyszukiwarka
Podobne podstrony:
Gryglewicz & Grzechowiak, technologia chemiczna surowce i nośniki energii, pytania egz
Gryglewicz&Grzechowiak, technologia chemiczna surowce i nośniki energii,Ropa
,Technologia chemiczna – surowce i nośniki energii L,Charakterystyka rop naftowych
,Technologia chemiczna – surowce i nośniki energii L,Siarka w węglu
,Technologia chemiczna – surowce i nośniki energii L,WŁAŚCIWOŚCI FRAKCJI PALIWOWYCH
,Technologia chemiczna – surowce i nośniki energii L,SKŁAD WĘGLOWODOROWY ROPY NAFTOWEJ I GAZUx
,Technologia chemiczna – surowce i nośniki energii L,WŁASNOŚCI KOKSOWNICZE WĘGLA
optymal temp PFR CSTR, Technologia INZ PWR, Semestr 4, Technologia Chemiczna - surowce i nośniki, Te
,Technologia chemiczna – surowce i procesy przemysłu nieorganicznego S,Odnawialne źródła energiix
Technologia chemiczna org-zagadnienia, Uczelnia PWR Technologia Chemiczna, Semestr 5, Technologia ch
Cwiczenie - F OKSYALKILENOWANIE ALKOHOLI, Technologia INZ PWR, Semestr 5, Technologia Chemiczna - su
TCH SUROWCE I NOŚNIKI ENERGII
wilk & steller, technologia chemiczna surowce i procesy przemysłu organicznego,Wykorzystanie propyl
wilk & steller, technologia chemiczna surowce i procesy przemysłu organicznego,koksowaniex
wilk & steller, technologia chemiczna surowce i procesy przemysłu organicznego,podstawowe surowce n
SIARCZANOWANIE ALKOHOLU DODECYLOWEGO, Uczelnia, Semestr 6, Technologia chemiczna - surowce, SIARCZAN
Technologia chemiczna W3, Technologia INZ PWR, Semestr 4, Technologia Chemiczna - surowce i procesy,
Technologia chemiczna, surowce 28 technologia chemiczna- surowce
więcej podobnych podstron