„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Jan Lewandowski
Wykonywanie obróbki specjalnej elementów optycznych
731[04].Z1.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Zdzisław Anglert
inż. Teresa Piotrowska
Opracowanie redakcyjne:
mgr inż. Jan Lewandowski
Konsultacja:
dr inż. Anna Kordowicz-Sot
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[04].Z1.05
„Wykonywanie obróbki specjalnej elementów optycznych”, zawartego w modułowym
programie nauczania dla zawodu optyk-mechanik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Sklejanie elementów optycznych
6
4.1.1. Materiał nauczania
6
4.1.2. Pytania sprawdzające
11
4.1.3. Ćwiczenia
11
4.1.4. Sprawdzian postępów
12
4.2.
Wytwarzanie powłok
13
4.2.1. Materiał nauczania
13
4.2.2. Pytania sprawdzające
17
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
19
4.3.
Wykonywanie znaków na elementach optycznych
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
25
4.3.3. Ćwiczenia
25
4.3.4. Sprawdzian postępów
26
4.4.
Obróbka kryształów i szkła organicznego
27
4.4.1. Materiał nauczania
27
4.4.2. Pytania sprawdzające
30
4.4.3. Ćwiczenia
30
4.4.4. Sprawdzian postępów
32
4.5. Wykonywanie sprawdzianów interferencyjnych
33
4.5.1. Materiał nauczania
33
4.5.2. Pytania sprawdzające
37
4.5.3. Ćwiczenia
38
4.5.4. Sprawdzian postępów
39
5.
Sprawdzian osiągnięć
40
6.
Literatura
45
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o wykonywaniu obróbki specjalnej
elementów optycznych jak: sklejanie elementów optycznych, nanoszenie znaków,
wykonywanie powłok optycznych, obróbki kryształów itp.
W poradniku znajdziesz:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ćwiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
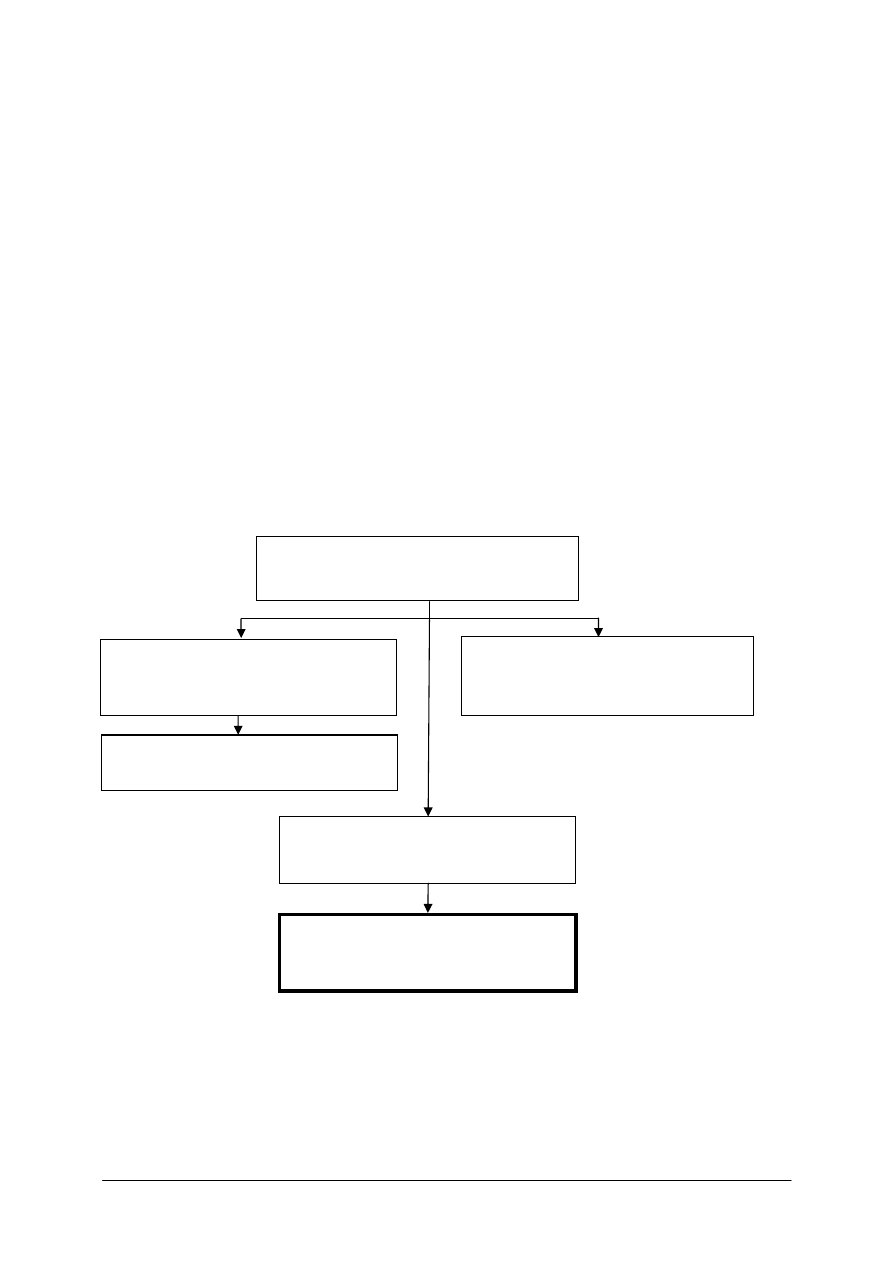
Schemat układu jednostek modułowych
731[04].Z1
Technologia elementów optycznych
731[04].Z1.03
Wykonywanie mechanizmów drobnych
i precyzyjnych
731[04].Z1.01
Charakteryzowanie elementów
optycznych
731[04].Z1.02
Dobieranie przyrządów optycznych
731[04].Z1.04
Wykonywanie elementów optycznych
731[04].Z1.05
Wykonywanie obróbki specjalnej
elementów optycznych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
stosować jednostki układu SI,
–
przeliczać jednostki,
–
posługiwać się podstawowymi pojęciami z zakresu fizyki,
–
posługiwać się podstawowymi pojęciami z zakresu charakteryzowania elementów
optycznych, dobieranie przyrządów optycznych, wykonywania elementów optycznych,
–
czytać szkice i rysunki wykonawcze,
–
korzystać z różnych źródeł informacji,
–
obsługiwać komputer,
–
współpracować w grupie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
zorganizować stanowisko pracy,
–
odczytać dokumentację w zakresie niezbędnym do wykonania obróbki,
–
rozróżnić rodzaje obróbki specjalnej elementów optycznych,
–
dobrać i przygotować obrabiarki do pracy,
–
dobrać narzędzia niezbędne do obróbki,
–
dobrać przyrządy i materiały do obróbki specjalnej,
–
scharakteryzować sposoby mocowania elementów optycznych do obróbki specjalnej,
–
dobrać sposób mocowania elementów optycznych do obróbki specjalnej,
–
posłużyć się sprzętem pomiarowym,
–
ocenić zgodność wykonania czynności technologicznych z normami technicznymi,
jakościowymi oraz dokumentacją,
–
wykonać siatki, skale oraz rysunki na elementach optycznych,
–
wykonać powłoki na elementach optycznych,
–
wykonać obróbkę kryształów i tworzyw sztucznych,
–
wykonać bardzo gładkie i bardzo dokładne elementy,
–
skleić elementy optyczne,
–
zastosować przepisy bezpieczeństwa i higieny pracy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1. Sklejanie elementów optycznych
4.1.1. Materiał nauczania
Wiadomości wstępne
Obróbka specjalna wykonywana jest na elementach optycznych powlekanych, spajanych,
klejonych.
W zależności od wymagań technologicznych operacje te wymagają wysokich
kwalifikacji od pracowników, a zarazem specjalnych warunków pracy i specjalnego sprzętu.
Pomieszczenia do obróbki kontaktowej wymagają stałej temperatury i wilgotności. Regulacja
temperatury i wilgotności powinna odbywać się mechanicznie, a nie poprzez otwieranie
okien.
Największym wrogiem elementów polerowanych jest kurz, który osiadając się na
powierzchni może być przyczyną porysowania ich przy dalszym cyklu produkcyjnym. Kurz
pod powłoką całkowicie dyskwalifikuje element. W pomieszczeniach, w których znajduje się
aparatura do powlekania stosuje się śluzy powietrzne, specjalne ubrania dla załogi
i nadciśnienie ¼ atmosfery, aby nie dostawały się tam zanieczyszczenia z zewnątrz. W tak
przygotowanych pomieszczeniach możemy przystąpić do obróbki specjalnej.
Sklejanie elementów optycznych pozwala na zmniejszenie liczby części mocujących oraz
obniża straty światła odbitego. Do sklejania używa się balsamu jodłowego (zwanego też
kanadyjskim), kleju karbinolowego (balsaminu) i innych klei syntetycznych. Klej powinien
mieć współczynnik załamania pośredni między sklejanymi szkłami, odpowiednią
wytrzymałość i nie wywoływać naprężeń w sklejonych elementach.
Przykłady nowych klei Firmy PARSON stosowanych w przemyśle optycznym:
Rodzaj Klejone
materiały
Przylepność
@ 25°
Kolor
Wykładnik
załamania
światła
Wytrzymałość TwardośćZastosowanie
4410 Szkło,
metale,
plastiki
2500 cps Przezroczysty 1.505
2300 psi
60D
Wiele
zastosowań,
łączenia
podwójne
(szkło
do
szkła),
osadzanie soczewek itp.
4420 Szkło,
metale,
plastiki
300 cps
Przezroczysty 1.504
1200
35D
Elastyczny
klej
o
wielu
zastosowaniach.
Łączenia
podwójne, osadzanie soczewek,
włókna optyczne itp.
9300 Szkło,
metale,
plastiki
3500 cps Przezroczysty 1.510
2700 psi
65D
Przejrzysty
optycznie,
mała
kurczliwość.
Odpowiada
specyfikacjom wojskowym dla
klejów optycznych. Duża siła.
4435 Szkło,
metale
1000 cps Przezroczysty 1.507
2900 psi
75D
Wiele
czynników
wiązania:
promieniowanie
UV,
światło
widzialne,
ciepło,
aktywator.
Odpowiedni w miejscach, do
których
nie
dociera
światło.
Posiada
wiele
zastosowań
w optyce.
4450 Szkło,
metale
10000 cps Przezroczysty 1.497
2500 psi
75D
Wiele
czynników
wiązania:
promieniowanie
UV,
ciepło,
aktywator.
Odpowiedni
w miejscach,
do
których
nie
dociera światło. Posiada wiele
zastosowań w optyce.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4460 Szkło,
metale,
plastiki
80 cps
Przezroczysty 1.509
2000 psi
70D
Niska przylepność. Nie tworzy
bąbelków,
znakomicie
się
rozprowadza. Wiele zastosowań.
4475 Szkło,
metale,
plastiki
130 cps
Przezroczysty 1.498
2400 psi
40D
Pokrywanie soczewek okularowych
itp. Szerokie zastosowanie, szkło,
metal, CR-39, itp.
4480 Szkło,
plastiki
175 cps
Przezroczysty 1.475
2200 psi
65D
Pokrywanie
plastikowych
soczewek
przeciwsłonecznych.
Klei
PVA,
CR-39
i
CAP.
Zapewnia
filtr
przeciw
promieniom
UV
do 410 nm.
4488 Szkło,
metale
5000 cps Przezroczysty 1.520
3200 psi
85D
Stworzony
specjalnie
do
zastosowania
przy
włóknach
optycznych,
łączenia
styków,
wiązania i splatania.
Klej optyczny PARLITE PL-3500 schnący pod wpływem promieni UV
PL-3500 jest przezroczystym, bezbarwnym płynnym fotopolimerem schnącym pod
wpływem poddania działaniu światła ultrafioletowego. Ponieważ jest to klej
jednoskładnikowy i w 100% w stanie stałym, posiada wiele zalet przy wiązaniach, gdzie klej
może być wystawiony na działanie światła UV.
Cechy:
–
Jednoskładnikowy, łatwy do użycia. Nie wymaga długiego schnięcia ani wiązania pod
wpływem ciepła.
–
Czas wiązania jest wyjątkowo krótki i zależy od grubości nałożonej warstwy i ilości
dostępnej energii ze światła UV.
–
Jego duża spoistość i doskonałe przyleganie przy niskiej kurczliwości powodują
tworzenie świetnego wiązania.
Zalety:
–
Znakomita przejrzystość, niska przylepność, niska kurczliwość i nieznaczna
elastyczność sprawiają, że klej ten jest lepszy od innych klejów spajających.
–
PL-3500 wykazuje się wysoką odpornością na starzenie pod wpływem czynników
pogodowych, ekstremalne temperatury, wodę i dużą wilgotność.
–
Wiązanie PL-3500 następuje pod wpływem wystawienia na działanie światła
ultrafioletowego przy maksymalnej absorpcji w przedziale 350–380 nanometrów.
Zastosowanie:
–
Klej PL-3500 stworzony jest specjalnie do spajania szerokiego zakresu materiałów, jak
szkło do szkła, szkło do metalu, szkło do plastików, szkło do drewna, plastików do
plastików, plastików do metali itp.
–
Klej PL-3500 schnący pod wpływem promieni UV stworzony jest do wielu ogólnych
zastosowań.
–
Klej PL-3500 jest także polecany do spajania szkła, soczewek, pryzmatów i luster do
przemysłu transportowego.
Klej optyczny PARLITE PL-4400 schnący pod wpływem światła widzialnego lub
promieni UV
PL-4400 to przezroczysty, bezbarwny, płynny fotopolimer schnący pod wpływem
światła widzialnego/UV. Ponieważ jest to klej jednoskładnikowy i w 100% w stanie stałym,
posiada wiele zalet przy wiązaniach, gdzie klej może być wystawiony na działanie światła
widzialnego lub UV.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Cechy:
–
Jednoskładnikowy, łatwy do użycia. Nie wymaga długiego schnięcia ani wiązania pod
wpływem ciepła.
–
Czas wiązania jest wyjątkowo krótki i zależy od grubości nałożonej warstwy i ilości
dostępnej energii ze światła UV.
–
Jego duża spoistość i doskonałe przyleganie przy niskiej kurczliwości powodują
tworzenie świetnego wiązania.
Zalety:
–
Znakomita przejrzystość, niska przylepność, niska kurczliwość i nieznaczna
elastyczność sprawiają, że klej ten jest lepszy od innych klejów spajających.
–
Klej PL-4400 wykazuje się wysoką odpornością na starzenie pod wpływem czynników
pogodowych, ekstremalne temperatury, wodę i dużą wilgotność.
–
Klej PL-4400 wysycha przy użyciu światła naturalnego lub pod wpływem poddania
działaniu światła ultrafioletowego z maksymalną absorpcją w przedziale 360–600
nanometrów.
Zastosowanie:
–
Klej PL-4400 stworzony jest specjalnie do spajania szerokiego zakresu materiałów, jak
szkło do szkła, szkło do metalu, szkło do plastików, szkło do drewna, plastików do
plastików, plastików do metali itp.
–
Klej PL-4400 schnący pod wpływem promieni UV lub promieni światła widzialnego ma
zastosowanie w przyrządach elektronicznych, medycznych, analitycznych. Ma też
szerokie zastosowanie ogólne.
–
Klej PL-4400 jest także polecany do spajania szkła, soczewek, pryzmatów i luster do
przemysłu transportowego i lotniczego.
Klej optyczny PARLITE PL-9300 schnący pod wpływem promieni UV
PL-9300 to przezroczysty, bezbarwny, płynny fotopolimer schnący pod wpływem
światła UV. Ponieważ jest to klej jednoskładnikowy i w 100% w stanie stałym, posiada wiele
zalet przy wiązaniach, gdzie klej może być wystawiony na działanie promieni UV.
Cechy:
–
Jednoskładnikowy, łatwy do użycia. Nie wymaga długiego schnięcia ani wiązania pod
wpływem ciepła.
–
Czas wiązania jest wyjątkowo krótki i zależy od grubości nałożonej warstwy i ilości
dostępnej energii ze światła UV.
–
Jego duża spoistość i doskonałe przyleganie przy niskiej kurczliwości powodują
tworzenie świetnego wiązania.
Zalety:
–
Znakomita przejrzystość, niska przylepność, niska kurczliwość i nieznaczna
elastyczność sprawiają, że klej ten jest lepszy od innych substancji do spojeń
optycznych.
–
PL-9300 wykazuje się wysoką odpornością na ekstremalne temperatury i dużą
wilgotność.
–
PL-9300 wysycha pod wpływem poddania działaniu światła ultrafioletowego
z maksymalną absorpcją w przedziale 350–380 nanometrów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Zastosowanie:
–
PL-9300 odpowiada Specyfikacjom Federalnym MIL-A-3920 dla klejów optycznych.
–
Klej ten jest stworzony, aby zapewnić najlepsze z możliwych spojenia optyczne
powierzchni ze szkła, polikarbonatu, metali, włókna szklanego i plastików wypełnionych
szkłem.
–
PL-9300 jest polecany do spajania soczewek, pryzmatów i luster na użytek wojskowy,
lotniczy i do optyki komercjalnej, jak również do wykańczania i splatania włókien
optycznych.
Operacja klejenia balsamem obejmuje następujące zabiegi:
–
selekcja i dobieranie elementów według grubości,
–
odkurzanie powierzchni pędzelkiem wiewiórczym,
–
mycie ściereczką zwilżoną spirytusem etylowym,
–
nagrzewanie na płycie elektrycznej przykrytej szybką mycie ściereczką zwilżoną
spirytusem etylowym,
–
przenoszenie nagrzanych elementów pęsetą na stół wyłożony polichlorkiem winylu,
–
nałożenie bagietką jednej lub kilku kropli kleju,
–
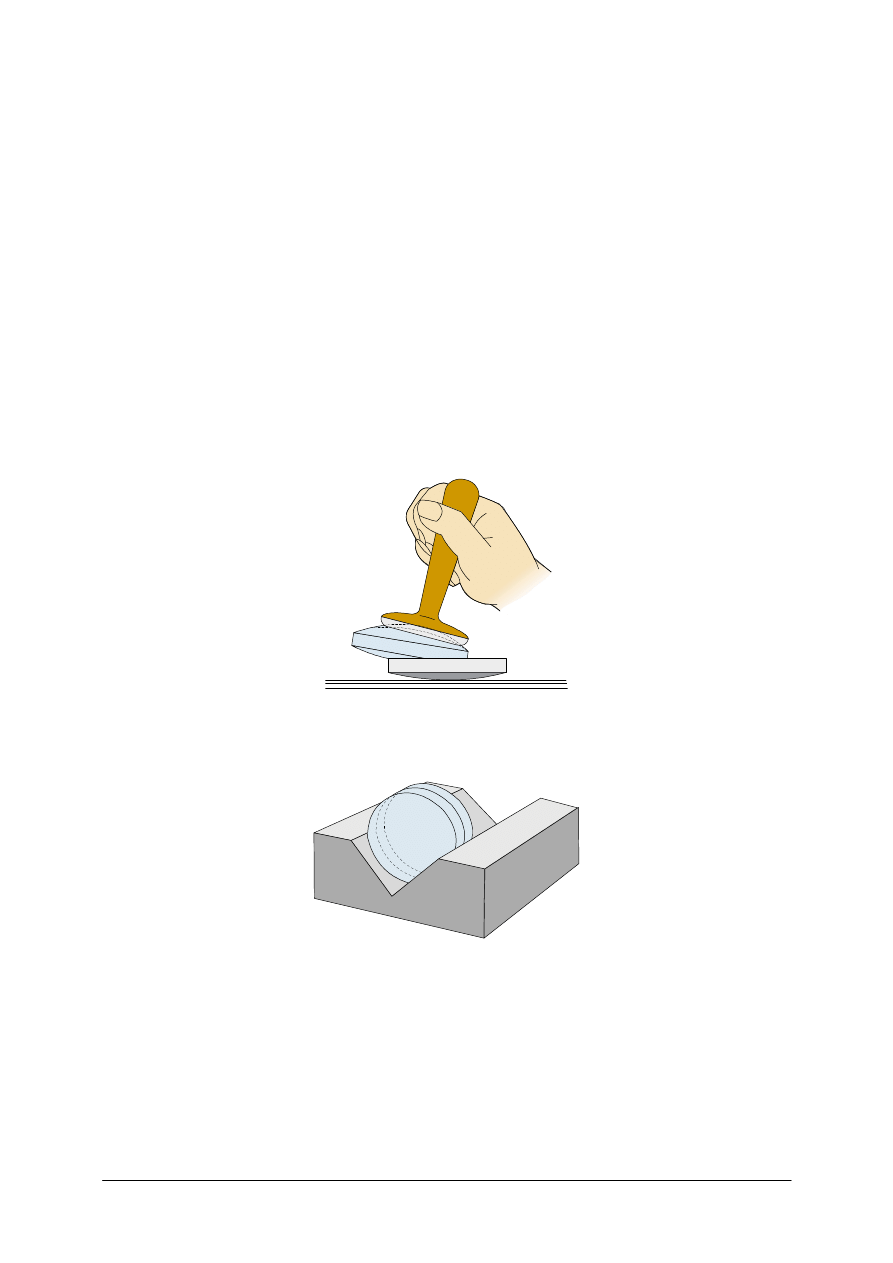
wyciśnięcie nadmiaru kleju (rys. 1),
Rys. 1. Wyciskanie balsamu [opracowanie własne]
–
centrowanie soczewek (rys. 2) lub ustawienie pryzmatów,
Rys. 2. Centrowanie sklejonych soczewek w pryzmacie [opracowanie własne]
–
usunięcie nadmiaru kleju i odprężenie elementów w temp. 40ºC,
–
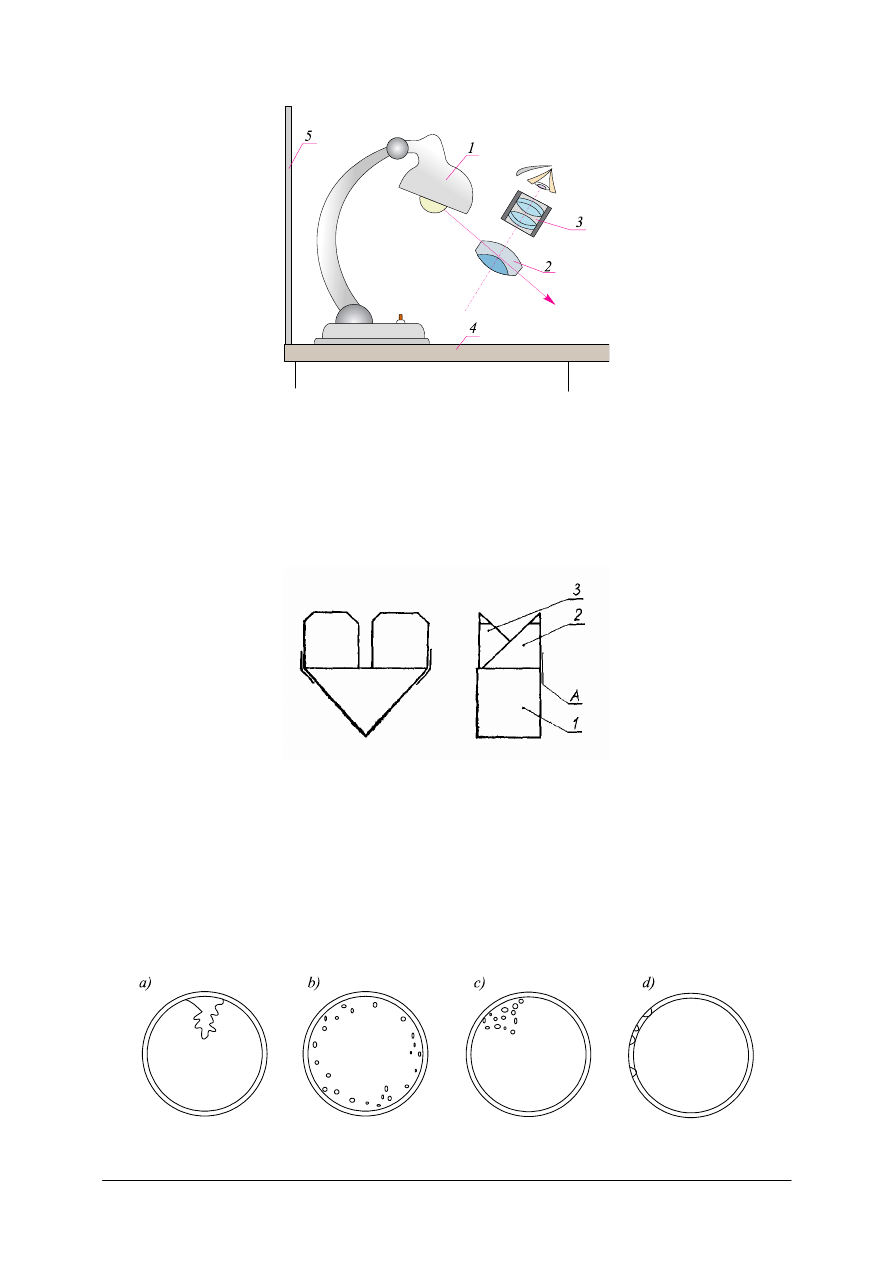
sprawdzenie dokładności sklejania pod lupą w skośnym świetle lampy biurowej 1 (rys. 3)
na tle czarnego aksamitu 4 i czarnego ekranu 5.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 3. Sprawdzanie czystości sklejania: 1 – lampa, 2 – soczewka, 3 – lupa,
4 – czarny aksamit, 5 – czarny ekran [opracowanie własne]
Operacja klejenia klejem OK-50 opiszemy na przykładzie sklejania układu Porro
drugiego rodzaju. Obejmuje ono następujące czynności:
–
dobieranie, mycie i odkurzanie elementów,
–
nagrzewanie elementów na wypoziomowanej płycie elektrycznej do temperatury 50°C,
–
sklejanie pryzmatów 1 i 2 (rys. 2), dociskanie, ustawianie na płaszczyźnie A i następnie
odstawienie na 2 godziny,
Rys. 4. Układ pryzmatów Porro drugiego rodzaju: 1, 2 i 3 – pryzmaty w kolejności ich
ustawienia do klejenia [9, s. 119]
–
sprawdzanie prawidłowości klejenia za pomocą przyrządu kolimatorowego,
–
odstawienie (płaszczyzną A) na wypoziomowaną płytę na czas przynajmniej 16 godzin,
–
zdjęcie z płyty i usuwanie resztek kleju,
–
przyklejanie pryzmatu 3 przez wykonanie czynności od 3 do 6 jak wyżej,
–
mycie sklejonego zespołu i przekazanie do kontroli jakości.
Najczęściej spotykane wady klejenia to: rozklejenia w kształcie dębowego listka (rys. 5),
pęcherzy na całym obwodzie (b), w jego części (c), lub na krawędzi fazek (d).
Rys. 5. Wady sklejania [opracowanie własne]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Odkształcenia powierzchni wskutek występowania nadmiernych naprężeń wywołanych
sklejaniem sprawdza się za pomocą sprawdzianów interferencyjnych.
Rozklejenie elementów sklejonych:
–
balsamem osiągane przez powolne podgrzewanie do temperatury 70 do 80°C lub
moczenie w rozpuszczalnikach organicznych, np. benzolu, spirytusie itp.
–
klejem OK-50 można po kilku godzinach rozkleić przez powolne nagrzewanie do
temperatury 220 do 240°C, rozłączenie ręką przez ściereczkę, studzenie w temperaturze
100°C i zanurzenie w spirytusie lub acetonie aż do wystąpienia napęcznienia kleju,
a następnie przetarcie ściereczką zwilżoną mieszanką eterowo-spirytusową. Elementy
pozostające w stanie sklejonym przez dłuższy czas można rozklejać przez ułożenie
w naczyniu z gliceryną i wygrzanie w temperaturze ok. 200°C.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaki jest cel sklejania gotowych elementów optycznych?
2.
Jakiego rodzaju kleje używamy do klejenia gotowych elementów optycznych?
3.
Na czym polega parowanie soczewek?
4.
Co podlega kontroli po sklejeniu elementów optycznych?
5.
Czy klej OK50 będziemy podgrzewać do sklejania?
6.
W czym będziemy rozklejać wadliwie sklejone elementy klejem OK50?
4.1.3. Ćwiczenia
Ćwiczenie 1
Sklej soczewki lupy achromatycznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące klei optycznych,
2)
odszukać w materiałach dydaktycznych informacje dotyczące sklejania soczewek,
3)
przygotować stanowisko do sklejania,
4)
przygotować sprzęt pomiarowy,
5)
przygotować balsam kanadyjski,
6)
oczyścić soczewki,
7)
skleić soczewki.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
kleje do klejenia soczewek,
−
komplet narzędzi i pomocy do klejenia soczewek,
−
płyta podgrzewana,
−
sprzęt do mycia soczewek,
−
soczewki do klejenia,
−
lupy do kontroli soczewek klejonych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Ćwiczenie 2
Sprawdź otrzymane sklejone soczewki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące sklejania soczewek,
2)
odszukać w materiałach dydaktycznych informacje dotyczące kontroli soczewek po
sklejaniu,
3)
przygotować stanowisko do kontroli soczewek,
4)
przygotować sprzęt pomiarowy,
5)
przygotować soczewki do kontroli,
6)
oczyścić soczewki,
7)
skontrolować wskazane soczewki,
8)
sporządzić notatkę z wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
sprzęt do mycia soczewek,
−
soczewki do kontroli,
−
lupy do kontroli soczewek klejonych,
−
arkusz spostrzeżeń.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić rodzaje klei do sklejania soczewek?
2)
wymienić czynności podczas sklejania soczewek?
3)
omówić sposób kontroli sklejonych zespołów soczewek?
4)
skleić soczewki balsamem?
5)
skleić soczewki klejem OK50?
6)
sprawdzić soczewki po sklejeniu?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Wytwarzanie powłok
4.2.1. Materiał nauczania
Wiadomości wstępne
Jedną z najczęściej wykonywanych operacji specjalnych na elementach optycznych jest
nakładanie powłok. Powłoki mają za zadanie zabezpieczanie powierzchni elementu przed
utlenianiem, czy też zmniejszenie ilości światła odbitego od powierzchni elementu
optycznego.
Zgodnie z Polską Normą PN-ISO 9211 rozróżniamy rodzaje powłok:
–
odbijające (zwierciadlane),
–
światłodzielące,
–
rozjaśniające (przeciwodblaskowe),
–
filtrujące,
–
polaryzacyjne,
–
przeznaczone do wykonywania rysunków,
–
przeznaczone do uzyskiwania efektów optycznych wywołanych działaniem czynników
zewnętrznych (np.: fotorefrakcyjne, fototropowe, fotoemisyjne),
–
oporowe – grzejne,
–
korygujące kształt powierzchni optycznej,
–
ochronne, utwardzające,
–
antystatyczne.
Na powłoki optyczne stosujemy materiały:
–
kriolit (Na
3
AlF
6
) – do budowy zwierciadeł interferencyjnych wielowarstwowych, mała
wytrzymałość na ścieranie,
–
fluorek magnezu (MgF
2
) – dobra przyczepność do szkła, duża odporność na kwasy,
zasady i gorącą wodę, stosowany na warstwy ochronne, przeciwodblaskowe
i interferencyjne,
–
dwutlenek krzemu (SiO
2
) – bardzo dobra przyczepność do podłoża szklanego, stosowany
do budowy powłok zwierciadlanych,
–
siarczek cynku (ZnS) – duży współczynnik załamania 2, 3; stosowany do budowy warstw
zwierciadeł interferencyjnych,
–
selenek cynku (ZnSe) – bardzo duży współczynnik załamania 2,6; dobra wytrzymałość
na ścieranie, stosowany na wielowarstwowe zwierciadła laserowe
–
dwutlenek tytanu (TiO
2
) – współczynnik załamania od 2,2 do 2,4; stosowany na
wielowarstwowe, zwierciadła laserowe,
–
dwutlenek ceru (CeO
2
) – w zależności od temp. podłoża zmienia współczynnik
załamania od 2,1 do 2,3; odporny na zarysowania, ścieranie, ługi, kwasy i gorąca wodę,
–
tlenek krzemu (SiO) – gąbczasta budowa w warstwie, bardzo dobra przyczepność do
podłoża szklanego lub kwarcowego, w zależności od parametrów naparowania zmienia
współczynnik załamania od 1,48 do 1,9.
Cienkie warstwy o grubości ułamka do kilkunastu mikrometrów można uzyskać
metodami chemicznymi (hydroliza estrów, trawienie szkła), jednak najczęściej stosuje się
metodę fizyczną przez
wyparowywanie i kondensację materiałów w wysokiej próżni
i podwyższonej temperaturze. Nakładana substancja powinna mieć współczynnik załamania
bliski średniej geometrycznej ośrodków, między którymi będzie się znajdować.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Powłoki przeciwodblaskowe
Jest to nakładanie na powierzchnię wypolerowaną elementu optycznego cienkiej
przezroczystej warstwy, której zadaniem jest kontrolowane zmniejszenie współczynnika
odbicia światła od powierzchni elementu optycznego. Dzięki temu większa ilość światła
przechodzi przez element optyczny, co powoduje zwiększenie jasności układu. Powłoki te
można nanosić na powierzchnię elementów optycznych dwoma metodami: chemiczną
i fizyczną.
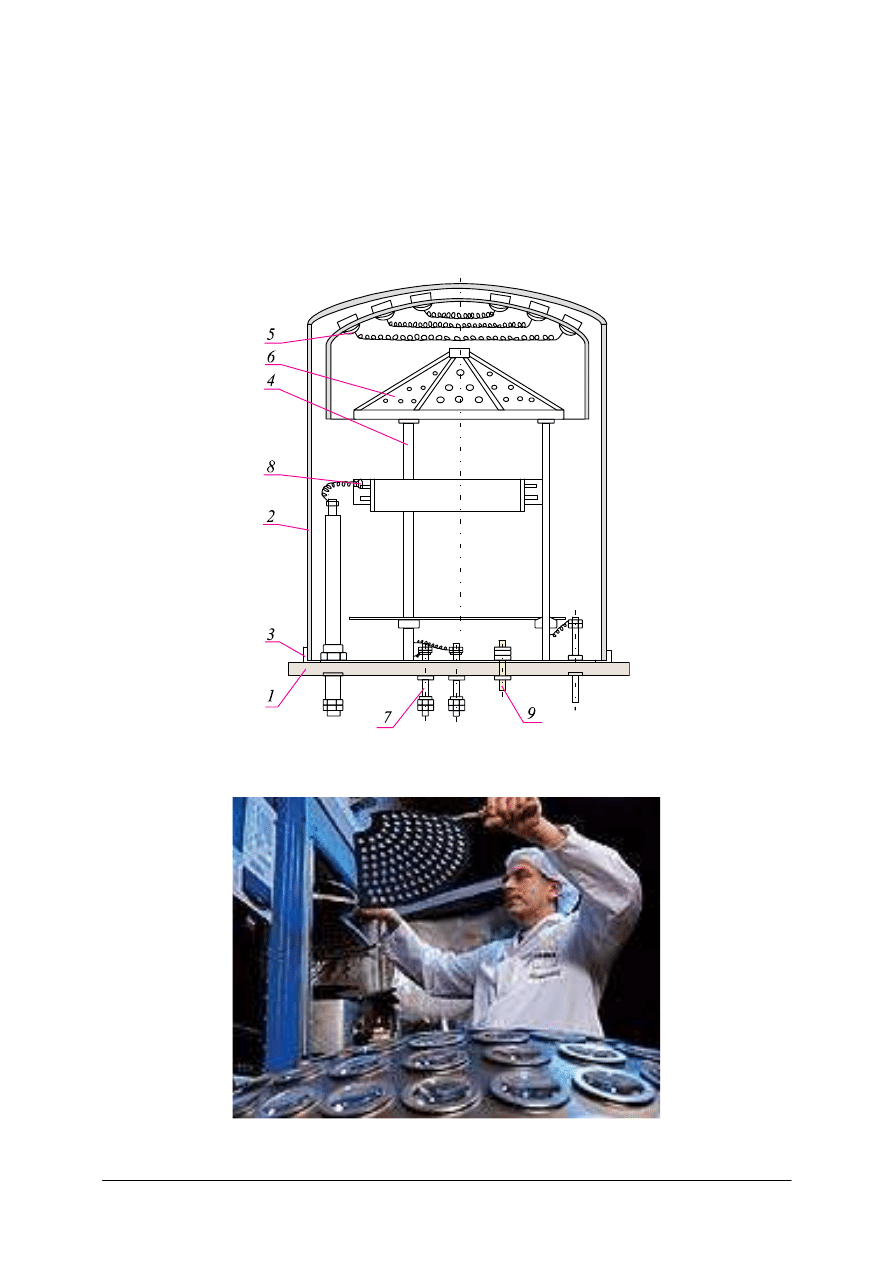
Powlekanie fizyczne wykonuje się w komorze próżniowej (rys. 6).
Rys. 6. Komora próżniowa: 1 – tarcza, 2 – klosz, 3 – uszczelka, 4 – słupek, 5 – grzejnik,
6 – szablon z gniazdkami, 7 – przepust, 8 – zacisk, 9 – przewód próżniowy [opracowanie własne]
Rys. 7. Mocowanie soczewek w aparaturze próżniowej [http://www.sony.pl/view/ShowArticle]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Podstawa 1 jest przykryta kloszem 2 z uszczelką 3. Na słupkach 4 umieszczone są
grzejniki 5 i wymienne, trapezowe szablony 6 z gniazdami do układania powlekanych
elementów. Zaciski 8 służą do mocowania i doprowadzania napięcia do łódeczki
wolframowej, w której umieszcza się sproszkowane substancje przeznaczone do
wyparowywania.
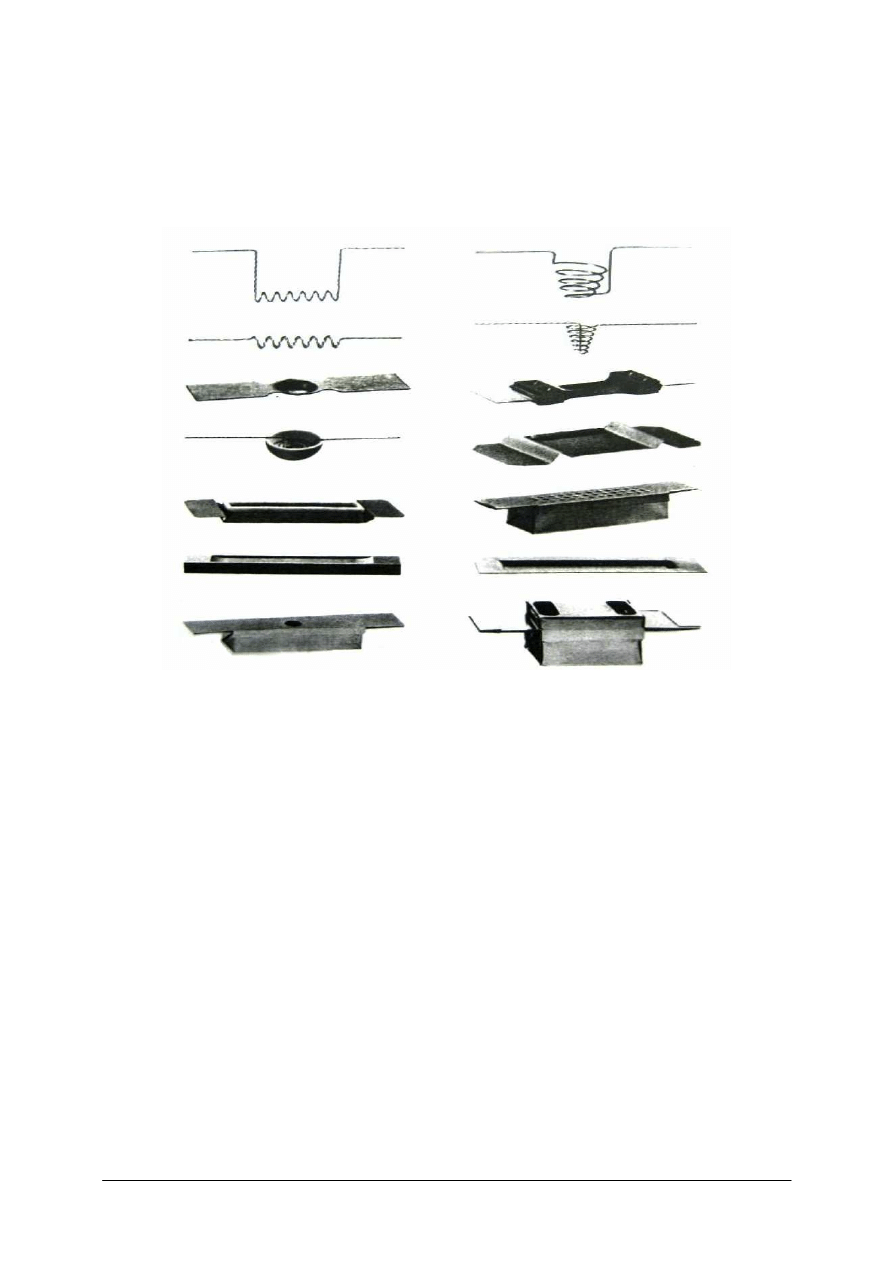
Rys. 8. Typy tygli [http://zto.mchtr.pw.edu.pl/download/.pdf – dr inż. Michał Józwik]
Podwyższona temperatura do kilkuset
°
C (zależnie od materiału) i bardzo wysoka
próżnia kilku mPa (1mPa
≈
10
-8
kG/cm
2
) umożliwiają wykonanie najpierw czyszczenia
jonowego napylanych elementów, a w następnym zabiegu naparowania silnie przylegającej
do szkła i odpornej na ścieranie warstwy przeciwodblaskowej (rozjaśniającej, AR),
zwierciadlanej, światłodzielącej lub filtrowej.
Uzyskana warstwa z fluorku magnezu ma dostateczną odporność mechaniczną oraz
bardzo mały współczynnik odbicia (ok. 1,8%). Jeszcze mniejszym współczynnikiem odbicia
(ok. 1,3%) oraz nieco lepszą odpornością odznaczają się powłoki dwuwarstwowe, np.
z dwutlenku tytanu i fluorku magnezu.
Metodą fizyczną nie można nanosić powłok na elementy sklejone, ponieważ sklejenie nie
wytrzymuje temperatury 300°C, koniecznej do uzyskania trwałej powłoki.
Trawienie powierzchni szkła
Elementy przeznaczone do powlekania metodą trawienia oczyszcza się w kąpieli
z rozpuszczalników organicznych i roztworów ługu.
Do wytrawiania stosuje się najczęściej 0,5% roztwór kwasu octowego w wodzie. Czas
trawienia ustala się w zależności od gatunku szkła i wynosi on od kilku do kilkudziesięciu
minut. W celu zwiększenia czasu trawienia szkieł mało odpornych na słabe kwasy dodaje się
do kąpieli spirytusu etylowego, a uzyskania dokładnej grubości warstwy trawienie wykonuje
się w termostatach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Kontrolę procesu prowadzi się przez obserwację fioletowej barwy wytwarzanej warstwy
i porównywanie jej z wzorcem. Po wytrawianiu elementy płucze się w dwu wannach ze
spirytusem.
Odporność mechaniczna i chemiczna takich powłok jest bardzo wysoka, dlatego metodę
tę stosuje się do powlekania elementów umieszczonych na zewnątrz wyrobu.
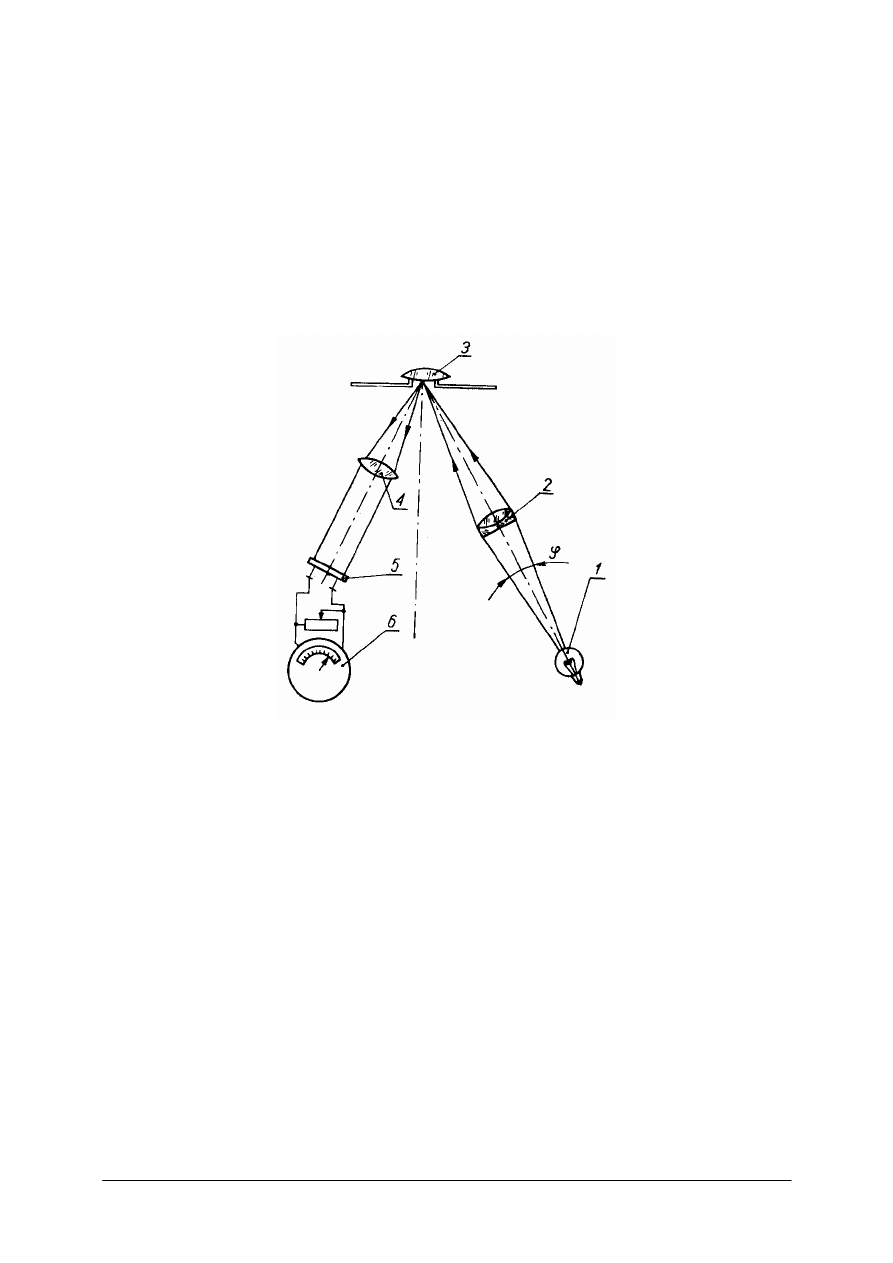
We wszystkich powlekanych elementach kontrolujemy:
–
czystość,
–
barwę przez porównanie z wzorcami,
–
wytrzymałość mechaniczną - jest statyczna kontrola na zarysowanie,
–
wytrzymałość na warunki klimatyczne – sprawdzana w odpowiednich komorach,
–
współczynnik odbicia.
Rys. 9. Schemat przyrządu do pomiaru współczynnika odbicia: 1 – żarówka, 2 – obiektyw, 3 – soczewka
mierzona, 4 – soczewka przyrządu, 5 – fotoelement, 6 – galwanometr [9, s. 124]
Powłoki metaliczne wykonuje się jako:
–
zwierciadlane – zewnętrznie lub wewnętrznie odbijające,
–
światłodzielące (częściowo odbijające).
Powłoki metaliczne mogą być nanoszone metodami:
–
próżniową,
–
chemiczną,
–
elektrolityczną.
Rozróżniamy powłoki:
–
aluminiowe z dodatkowymi warstwami fluorku magnezu i siarczku cynku –
współczynnik odbicia (R > 0,93) jako zewnętrznie odbijające, otrzymywane drogą
naparowywania w próżni. Powłoki te są miękkie i mało odporne na działanie wilgoci,
–
aluminiowe z ochronną warstwą tlenku krzemu – współczynnik odbicia (R > 0,85), dobra
wytrzymałość mechaniczna i odporność na działanie czynników atmosferycznych,
–
chromowe odznaczające się dostateczną odpornością, mają jednak stosunkowo niski
współczynnik odbicia,
–
srebrne jako wewnętrznie odbijające otrzymywane chemicznie z roztworu –
współczynnik odbicia wynosi R >0,88. Powłokom tym nadaje się warstwy ochronne

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
z miedzi nanoszonej elektrolitycznie i lakieru bakelitowego nanoszonego ręcznie,
wytrzymałość mechaniczna i odporność atmosferyczna są wysokie,
–
światłodzielące otrzymuje się wyłącznie metodą naparowywania w próżni chromu,
aluminium lub innych metali.
Metalizowanie próżniowe odbywa się w komorach próżniowych (rys. 6). Spirala
parownicy jest wykonana z grubego drutu wolframowego. Materiały do odparowywania to:
–
aluminium w stanie chemicznie czystym w postaci koników z cienkiego drutu nakłada
się na parownicę,
–
chrom przeznaczony do odparowywania nakładany jest galwanicznie na spiralę
wolframową,
–
tlenku krzemu – odważoną porcją wypełniamy łódeczkę molibdenową.
Na wykonanej powłoce niedopuszczalne są plamy ani wzdęcia, nie mogą wykazywać rys
powstałych od przecierania. Nieudane powłoki rozpuszcza się w wannie z 10% roztworem
sodu lub potasu.
Warstwy światłodzielące korzystnie jest nanosić w aparatach, które mają obracający się
stojak z szablonami (uzyskuje się wówczas wysoką jednorodność powłoki).
Srebrzenie chemiczne jest prostym sposobem metalizacji, nie wymaga kosztownej
aparatury i może być wykonywane nawet w warsztatach rzemieślniczych. Nanoszenie metalu
polega na wytrącaniu drobnych cząsteczek srebra z amoniakalnego roztworu pod wpływem
reduktora.
Roztwór można przyrządzać w ilości nie przekraczającej jednorazowego użycia.
Pozostawienie roztworu na drugi dzień grozi detonacją.
Elementy przeznaczone do metalizowania należy przepolerować i wymoczyć w 5%
roztworze ługu sodowego przez około 1 godziny, po czym opłukać wodą i przetrzeć watą
zwilżoną w kwasie azotowym a następnie płuczemy strumieniem wody ok. 15 minuta
następnie w wodzie destylowanej.
Dla ochrony powłok metalowych maluje się je lakierem bakelitowym z dodatkiem pyłu
aluminiowego lub miedziuje elektrolitycznie.
Obwody soczewek maluje się w celu zmniejszenia szkodliwego zjawiska odbijania się
promieni pokrywamy czarną emalią nitrocelulozową.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie jest zadanie powłoki odblaskowej?
2.
Z jakiego materiału można nanosić powłokę przeciwodblaskową metodą chemiczną?
3.
Na czym polega odświeżanie powierzchni elementu przeznaczonego do powlekania?
4.
Z jakiego materiału można nanosić powłokę przeciwodblaskową metodą wyparowywania
w próżni?
5.
Co oznacza termin „metalizacja”?
6.
Jakimi metodami można dokonać „metalizacji”?
7.
Jaki rodzaj powłoki, położony jaką metodą, ma współczynnik odbicia R ≥ 93%?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2.3. Ćwiczenia
Ćwiczenie 1
Przygotuj soczewki do nałożenia warstwy przeciwodblaskowej metodą naparowywania
w próżni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące powłok stosowanych na
elementy optyczne,
2)
odszukać w materiałach dydaktycznych informacje dotyczące aparatury do wykonywania
powłok metodami fizycznymi,
3)
przygotować stanowisko do odświeżania soczewek,
4)
przygotować stanowisko do mycia soczewek,
5)
skompletować narzędzia i pomoce potrzebne do wykonania zadania,
6)
przygotować uchwyty pomocowania soczewek do operacji naparowywania w próżni,
7)
odświeżyć soczewki,
8)
oczyścić soczewki,
9)
ułożyć soczewki w uchwytach.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
soczewki do powlekania,
−
tlenek ceru,
−
woda,
−
mieszanka spirytusu z eterem,
−
myjki ultradźwiękowe,
−
komplet przyborów do czyszczenia soczewek,
−
stanowisko do odświeżania soczewek.
Ćwiczenie 2
Opisz operację odświeżania elementów przeznaczonych do powlekania.
Sposób wykonania ćwiczenia;
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące przygotowania do
powlekania,
2)
odszukać w materiałach dydaktycznych informacje dotyczące wymaganego zagadnienia,
3)
wykonać zadane ćwiczenie.
Wyposażenie stanowiska pracy:
–
kartka papieru,
–
długopis,
–
poradnik dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Ćwiczenie 3
Przygotuj płytki do nałożenia warstwy zwierciadlanej metodą naparowywania w próżni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące powłok stosowanych na
elementy optyczne,
2)
odszukać w materiałach dydaktycznych informacje dotyczące aparatury do wykonywania
powłok metodami fizycznymi,
3)
przygotować stanowisko do odświeżania płytek,
4)
przygotować stanowisko do mycia płytek,
5)
skompletować narzędzia i pomoce potrzebne do wykonania zadania,
6)
przygotować uchwyty pomocowania soczewek do operacji naparowywania w próżni,
7)
odświeżyć płytki,
8)
oczyścić płytki,
9)
ułoży płytki w uchwytach.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
płytki do metalizowania,
−
tlenek ceru,
−
woda,
−
mieszanka spirytusu z eterem,
−
myjki ultradźwiękowe,
−
komplet przyborów do czyszczenia soczewek,
−
stanowisko do odświeżania soczewek,
−
suwmiarki i kątowniki.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić rodzaje powłok nakładanych na elementy optyczne?
2)
wymienić, metody jakimi można nanosić powłoki na elementy
optyczne
3)
omówić sposób wykonania operacji odświeżania na elementach
optycznych przeznaczonych do powlekania?
4)
określić, metodę położenia powłoki rozjaśniającej na elementy, które
będą pracowały w warunkach morskich?
5)
określić, jaki jest cel miedziowania powierzchni srebra?
6)
odświeżyć powierzchnie do nakładania powłok?
7)
przygotować elementy optyczne do operacji nakładania warstw?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Wykonywanie znaków na elementach optycznych
4.3.1. Materiał nauczania
Wiadomości wstępne
W przyrządach optycznych, takich, jak lunety, lornetki, mikroskopy pomiarowe są
zamocowane różnego rodzaju płytki pomiarowe, zwane ogniskowymi. Są to płytki płasko
równoległe, które na jednej ze swych powierzchni czynnych mają naniesione różnego rodzaju
krzyże, siatki, skale.
Nanoszenie na powierzchnię płytki znaków graficznych lub pisarskich, w zależności od
potrzeb wiąże się z grubością linii, którymi są te znaki wykonane.
Charakterystyczną cechą siatki wykonywanej na płytce ogniskowej jest grubość kresek.
Rozróżnia się kreski:
–
cienkie – o grubości poniżej 0,01 mm, wykonywane zwykle przez nacinanie nożem
diamentowym,
–
średnie – o grubości 0,01=0,1 mm, wykonywane przez trawienie,
–
grube – o grubości powyżej 0,1 mm.
Kreski wszystkich grubości można nanosić metodami fotograficznymi.
Ważnym czynnikiem wpływającym na dobór metody wykonania siatki ma stopień
złożoności jej obrazu, liczba kresek i wymagana dokładność ich położenia.
Nacinanie diamentem odbywa się pod obciążeniem ok. 0,02 ± 0,30 N. Zależnie od
kształtu ostrza i obciążenia uzyskuje się kreski grubości 1 do 8 µm. Przy zbyt dużym
obciążeniu ostrze wchodzi za głęboko i na brzegach rysy powstają odpryski.
Do nacinania kresek:
–
w produkcji jednostkowej i małoseryjnej możemy wykorzystywać mikroskop warsztaty,
–
proste kreski ułożone w podziałki kątowe lub liniowe nacina się na automatycznie
pracujących maszynach podziałowych, maszyny wysokiej dokładności nacinają kreski
z błędem podziału poniżej 1".
Rys. 10. Schemat budowy kołowej maszyny podziałowej: 1 – nóż, 2 – mechanizm dźwigniowy,
3 – mechanizm ślimakowy, 4 – stół obrotowy [9, s. 133]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
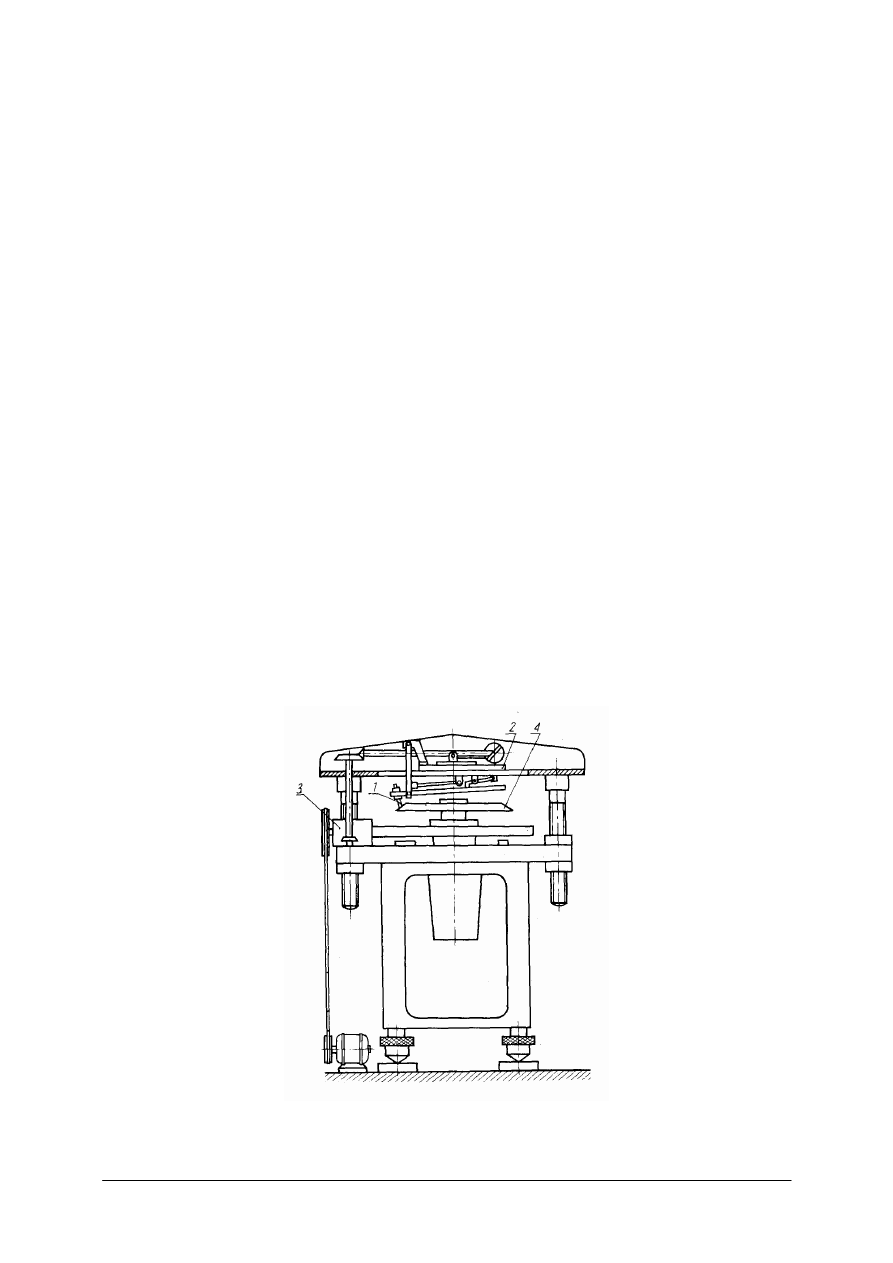
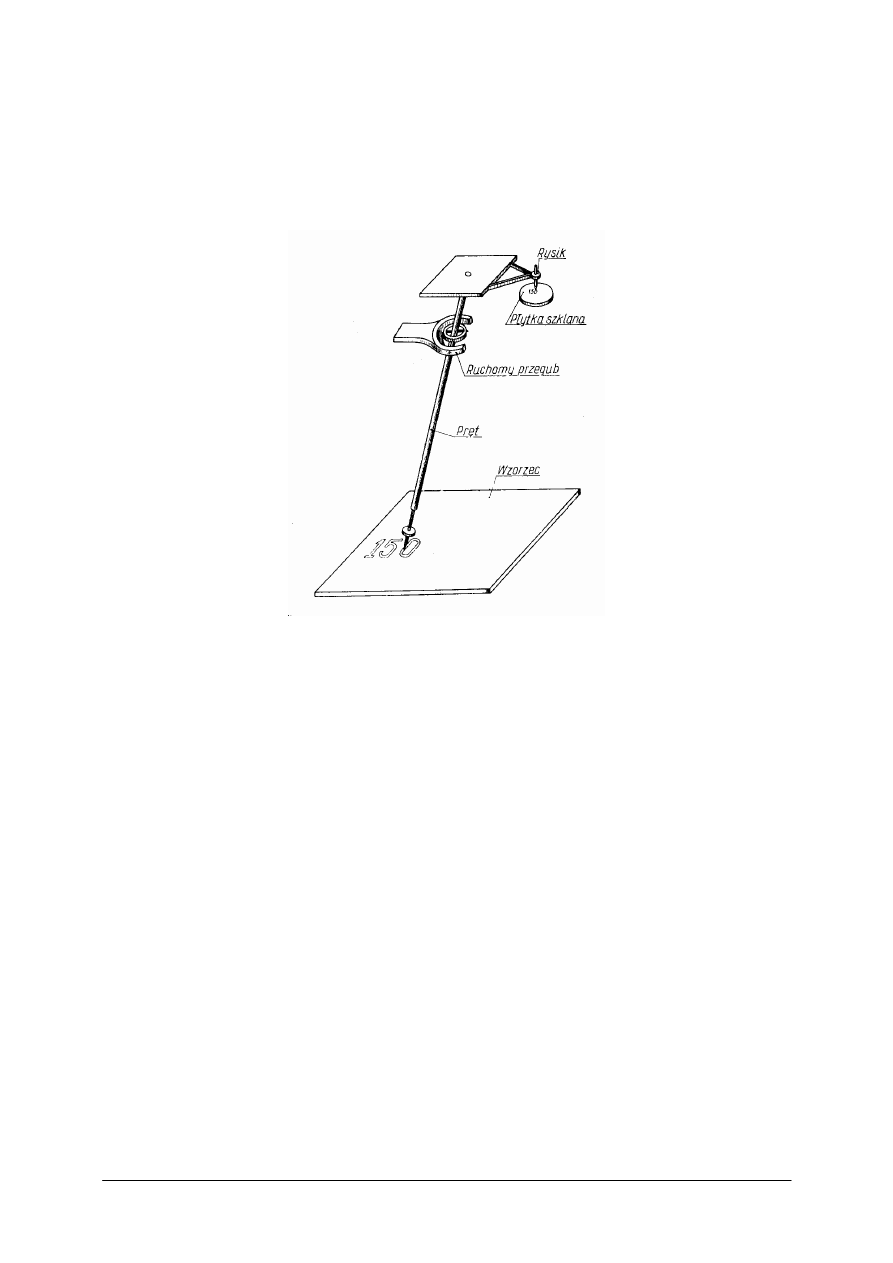
Kreski o grubości powyżej 0,01 mm można wykonywać przez trawienie. Na
powierzchnię płytki ogniskowej nakłada się cienką warstwę roztopionego wosku. Na wosku
nacina się znaki rysikiem prowadzonym za pomocą pantografu (rys. 11) po wzorcu
wykonanym w znacznym powiększeniu. Rysiki wykonuje się ze stali kobaltowych
w kształcie igły gramofonowej. Płytki z naciętymi znakami umieszcza się nad ołowianym
naczyniem z kwasem fluorowodorowym o stężeniu 60 do 70%.
Rys. 11. Pantograf pionowy [9, s. 134]
Po wytrawieniu kresek płytki zanurza się w słabym roztworze ługu i wypłukuje wodą.
Wosk zmywa się w wanienkach z benzyną. Głębokość wytrawionej rysy wynosi 0,1 do 0,5 jej
szerokości. Rysy powinny być odpowiednio głębokie, aby po wypełnieniu ich materiał
wypełniający nie wykruszał się. Szerokość rysek powinna być równomierna, bez podtrawień
i przewężeń.
Dla zwiększenia kontrastowości nacięte kreski i znaki wypełnia się farbami – czarną, gdy
element pracuje w świetle przechodzącym, białą, gdy znaki są oświetlone światłem bocznym.
Jako farby czarnej używa się najczęściej tlenku miedzi roztartego ze szkłem wodnym, jako
farby białej – tlenku cynku z pokostem. Wypełnianie polega na wcieraniu gęstej farby do
wytrawionych znaków. Kreski o grubości 2÷5 µm wypełnia się roztworem złożonym
z metylofioletu (10%), olejku lawendowego (45%) i alkoholu etylowego (również 45%).
Kreski o grubości 1 do 3 µm wykonuje się przez nacinanie diamentem na powierzchni
szkła pokrytej warstwą aluminium lub srebra. Następnie element napyla się w próżni
chromem, po czym myje go za pomocą ługu. Warstwa aluminium lub srebra zmywa się
w ługu razem z leżącą na niej warstwą chromu; tylko chrom znajdujący się we wgłębieniach
szkła pozostaje nienaruszony. W świetle przechodzącym tworzy wyraźny, kontrastowy obraz
kresek.
Znakowanie laserowe
W systemach przeznaczonych do znakowania materiałów używa się obecnie ok. 90%
laserów Nd:YAG, gdzie wzbudzanie następuje poprzez diody lub lampy. Wydajny komputer
PC steruje pracą całego sytemu oraz umożliwia sporządzanie i przygotowywanie grafiki,
która ma zostać naniesiona na opisywany materiał. Prędkość znakowania sięga nawet do
kliku metrów na sekundę. Typowy przedział mocy wyjściowej to 3–150 W.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Lasery Nd:YAG są najczęściej stosowane do znakowania prawie wszystkich metali,
tworzyw sztucznych, ceramiki, materiałów emaliowanych. W aplikacjach służących do
grawerowania szkła, drewna, skóry stosuje się lasery CO
2
o mocach od 10 do 50 W, lecz ich
udział w przemyśle jest bardzo mały.
Znakowanie laserowe polega na nanoszeniu na powierzchnię przedmiotów znaków przy
pomocy wiązki promieniowania laserowego. Promieniowanie to powoduje usunięcie cienkiej
warstwy materiału, bądź zmiany termofizyczne lub termochemiczne wywołujące zmianę
zabarwienia. Powierzchnia materiału bywa specjalnie pokrywana warstwą np. farby lub
tlenku celem zwiększenia kontrastowości oznakowania. Istnieją dwie podstawowe metody
znakowania:
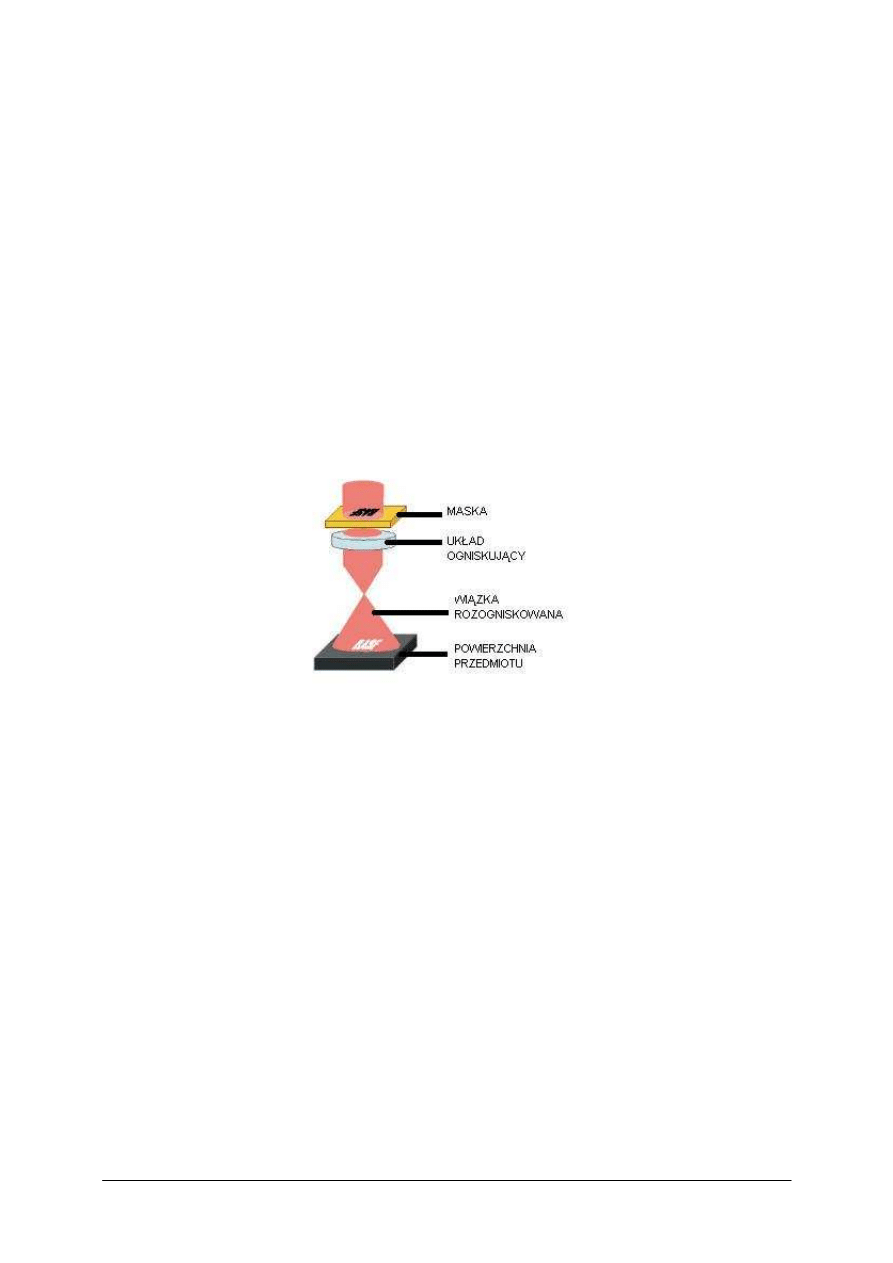
–
Pierwsza z nich polega na naświetlaniu przedmiotu poprzez specjalnie wykonaną maskę
odwzorowującą obraz, który ma być przeniesiony na przedmiot. Maska jest wykonana
zazwyczaj z metalu (np. z miedzi z uwagi min. na dobre odprowadzania ciepła).
Umieszczona jest na drodze niezogniskowanej wiązki. Promienie przechodzące przez
otwory w masce przechodzą następnie przez układ ogniskujący i dalej powodują zmiany
w odpowiednich miejscach na powierzchni przedmiotów. Powierzchnia przedmiotu
znajduje się poza ogniskiem wiązki.
Rys. 12. Rysunek przedstawia naświetlanie przedmiotu poprzez maskę
[http://technologialaserowa.republika.pl/znakowanie.html]
–
Druga metoda znakowania polega na sterowaniu zogniskowanej wiązki promienia lasera
za pomocą dwóch zwierciadeł poruszanych elektromagnetycznie, jest to tzw. system
galwo. Używa się do tego celu na ogół laserów Nd:YAG ciągłego działania lub
impulsowych o mocach od kilkudziesięciu do kilkuset watów. Zwierciadła pozwalają na
przeniesienie płaskiego obrazu o wymiarach dochodzących do 300 x 300 mm bez
poruszania przedmiotem. Obraz może być tworzony z pojedynczych punktów lub linii.
Częstotliwość ruchów uchylnych luster dochodzą do 500 Hz, prędkość zogniskowanej
wiązki dochodzi do 100 m/s. Dokładność prowadzenia wiązki po materiale leży
w granicach 0,01 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 13. Znakowanie laserowe z zastosowaniem dwóch zwierciadeł (system galwo)
[http://technologialaserowa.republika.pl/znakowanie.html]
Zalety znakowania laserowego:
–
wysoka jakość znakowania i wysoka powtarzalność,
–
trwałość: odporność na ścieranie, ciepło, chemikalia, światło UV,
–
trudne do sfałszowania,
–
możliwość znakowania z wysoką rozdzielczością,
–
duże prędkości znakowania,
–
możliwość znakowania obiektów poruszających się i pozostających w spoczynku,
–
bezdotykowość znakowania (brak nacisku, brak deformacji, brak zanieczyszczania
powierzchni, brak zużycia „narzędzi” znakujących,
–
możliwość znakowania powierzchni niepłaskich, nierównych, miękkich, twardych,
–
czystość i suchość procesu znakowania,
–
bardzo wysoka elastyczność (systemy programowalne),
–
bardzo niskie koszty eksploatacji, konserwacji.
Wady znakowania:
–
wysoki koszt inwestycyjny,
–
brak możliwości znakowania w kolorach.
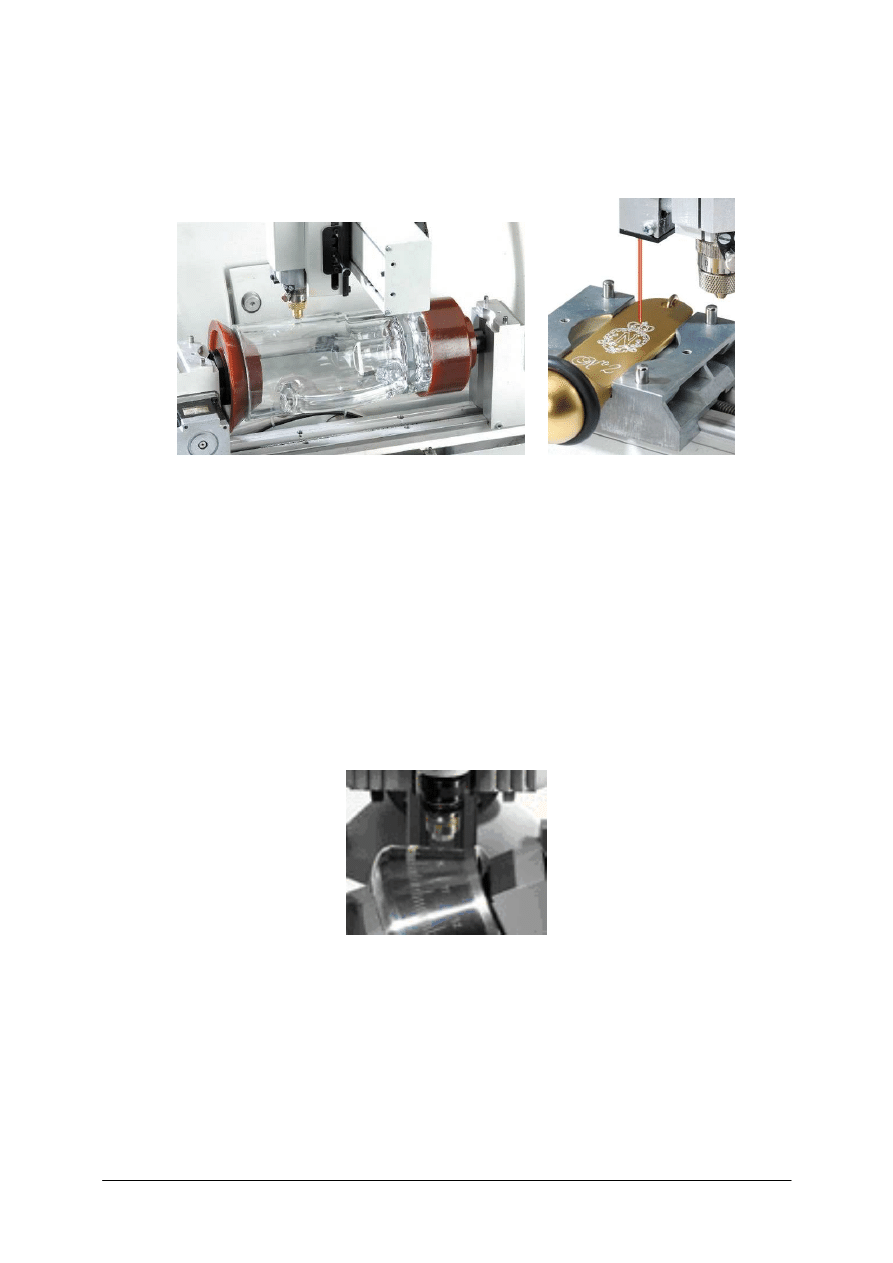
Przykłady znakowania laserowego:
a)
b)
c)
Rys. 14. Nanoszenie znaków na powierzchnię: a) szklaną, b) metalową, c) tytanową
[http://technologialaserowa.republika.pl/znakowanie.html]
Urządzenia laserowe – szczególnie przydatne do wykonywania oznaczeń na małych
powierzchniach lub materiałach o dużej twardości (powyżej 65 HRC), a także w przypadkach
gdy wymagana jest wysoka precyzja. Znakowarki laserowe charakteryzują się wysoką
jakością i czytelnością znakowanego wzoru oraz bardzo dużą szybkością znakowania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Praktycznie nie ma ograniczeń, co do treści czy rodzaju znakowanego materiału, dzięki
czemu znakowarki laserowe stosowane są w elektronice, medycynie, aeronautyce, przemyśle
elektromechanicznym i narzędziowym, reklamie, a nawet przy produkcji precyzyjnych
narzędzi chirurgicznych, protez i implantów.
a)
b)
Rys. 15. Przykłady grawerek laserowych. a) grawerowanie w szkle, b) grawerowanie w metalu
[www.gravograph.com]
Grawerki umożliwiają precyzyjne i estetyczne grawerowanie na bardzo zróżnicowanych
materiałach, takich jak tworzywa sztuczne, drewno, metale kolorowe, stal, a nawet szkło
i ceramika. Grawerowanie polega na obróbce skrawającej materiału zbliżonej do tradycyjnego
frezowania, w wyniku czego powstaje równomierny znak o dowolnej głębokości i kształcie
linii, która może być dowolnie dostosowywana przez dobór kształtu frezów grawerujących.
Dzięki wysokiej estetyce grawerowanie znajduje zastosowanie w różnych branżach, takich
jak przemysł maszynowy (grawerowanie tabliczek znamionowych i informacyjnych), reklama
(grawerowanie upominków i gadżetów reklamowych), jubilerstwo (grawerowanie dedykacji
na biżuterii), punkty usługowe (grawerowanie kluczy, upominków, tabliczek, szkła).
Dostępne są grawerki o obszarze pracy nawet do 610 x 1220 mm zarówno w wersji
sterowanej komputerowo, jak i proste grawerki pantografowe grawerujące na podstawie
szablonów.
Rys. 16. Przykład nacinania skali na grawerce mechanicznej.
[http://www.technifor.com/pl/htm/product/menu.htm]
Fotograficzne metody wykonywania płytek ogniskowych polegają na wytworzeniu
obrazu fotograficznego na płytce szklanej pokrytej emulsją światłoczułą. Naświetlanie
wykonuje się metodą stykową lub przez zmniejszanie – metodą projekcji z negatywu
pośredniego. Negatywy uzyskuje się przez fotografowanie planszy wykonanej w dużym
powiększeniu. Wymiary planszy wynoszą zwykle 0,4 do 2 m. Negatyw wykonuje się
o wysokiej kontrastowości. Na szczególną uwagę zasługują metody fototrawienia
i fotonapylania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Metoda fototrawienia polega na wykonaniu emulsji światłoczułej odpornej na działanie
kwasu fluorowodorowego. Warstwa naświetlona zostaje wypłukana podczas wywoływania
i płytka poddana działaniu par kwasu fluorowodorowego zostaje wytrawiona w miejscach
naświetlonych.
Fotonapylanie składa się z następujących czynności:
–
przygotowanie roztworów,
–
przygotowanie odpowiedniej emulsji światłoczułej, polerowanie i płukanie płytek,
nałożenie emulsji na płytki i kontrola grubości warstwy emulsji,
–
bezpośrednio po nałożeniu warstwy światłoczułej zamocowanie płytek z kopioramą
próżniową i naświetlenie lampą rtęciową,
–
wywoływanie, płukanie i suszenie,
–
chromowanie w aparacie z wysoką próżnią,
–
ścieranie chromu poza rysunkiem,
–
retusz.
Metodą fotonapylania można wykonywać kreski bardzo cienkie, szerokości do 1,5 µm,
i jednocześnie bardzo trwałe.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to są płytki ogniskowe?
2.
Gdzie płytki ogniskowe znajdują zastosowanie?
3.
Jaką grubość mają kreski cienkie?
4.
Jaką grubość mają kreski średnie?
5.
Jaką grubość mają kreski grube?
6.
Co to jest masa grawerska?
7.
Co to jest nóż diamentowy?
8.
Do czego służy igła gramofonowa przy grawerowaniu?
9.
Jakie zastosowanie w przemyśle ma grawerowanie laserowe?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj krzyż na płytce ogniskowej przez nacięcie nożem diamentowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące nanoszenia znaków na
elementach optycznych,
2)
odszukać w materiałach dydaktycznych informacje dotyczące urządzeń stosowanych do
nacinania znaków,
3)
dobrać przybory i narzędzia do nacinania znaków,
4)
dobrać przyrządy pomiarowe,
5)
dobrać nóż do wykonania znaku krzyża na płytce,
6)
przygotować stanowisko do nacinania znaków,
7)
wykonać znak krzyża na płytce ogniskowej,
8)
sprawdzić wykonane zadanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
noże do nacinania znaków na szkle,
−
pantograf,
−
rysunek znaku,
−
wzorzec znaku krzyża do kopiowania.
Ćwiczenie 2
Wykonaj krzyż na płytce ogniskowej metodą fotograficzną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące nanoszenia znaków na
elementach optycznych,
2)
odszukać w materiałach dydaktycznych informacje dotyczące metod fotograficznych,
3)
dobrać przybory i narzędzia do nanoszenia znaków,
4)
dobrać przyrządy pomiarowe,
5)
przygotować stanowisko do nanoszenia znaków,
6)
wykonać znak krzyża na płytce ogniskowej metodą fotograficzną,
7)
sprawdzić wykonane zadanie.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
rysunek znaku,
−
stanowisko do nanoszenia znaków metodą fotograficzną.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować metody nanoszenia kresek cienkich?
2)
wyjaśnić, co to jest masa grawerska?
3)
wyjaśnić, do jakiej grubości kresek będziesz używał noża
diamentowego?
4)
wyjaśnić, do czego służy kwas fluorowodorowy?
5)
sklasyfikować metody fotograficzne nanoszenia znaków na szkło?
6)
wykonać znaki na elementach optycznych przez nacinanie nożem
diamentowym?
7)
wykonać znaki na elementach optycznych metodą fotograficzną?
8)
wykonać znaki na elementach optycznych przez trawienie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.4. Obróbka kryształów i szkła organicznego
4.4.1. Materiał nauczania
Soczewki z fluorytu stosuje się w mikroskopowych obiektywach apochromatycznych,
gdzie dobrze odgrywają swoją rolę, ponieważ charakteryzują się małym współczynnikiem
załamania (1,434) i wysoką liczbą Abbego (95,5). Fluoryt jest minerałem (fluorek wapnia)
krystalizującym w układzie regularnym, optycznie izotropowym; występuje w Karkonoszach.
Płytki z kryształów wycinane są ze względów technologicznych z dostosowaniem się do
struktury kryształów. Przecinak ustawia się równolegle do płaszczyzny spójności. Uderzając
młotkiem w przecinak odłupuje się płytki żądanej grubości. Dalsze przecinanie piłą należy
prowadzić również równolegle do płaszczyzn spójności.
Szlifowanie wzdłuż warstwy przebiega łatwiej niż w kierunku prostopadłym, dlatego
obróbkę wszystkich płytek należy prowadzić przy jednakowym ich ustawieniu.
Szybkie zmiany temperatury powodują powstawanie w kryształach fluorytu
mikropęknięć, dlatego parametry obróbki powinny być mniej intensywne (niższe) niż
w obróbce szkła.
Drobne szlifowanie wykonuje się za pomocą narzędzi szklanych, co zmniejsza straty
przez porysowanie.
Ze względu na bardzo małą twardość fluorytu należy go polerować na bardzo miękkich
smołach za pomocą odmulonego tlenku cyny. Pierwszą stronę poleruje się po naklejeniu
elementów na rękojeści drewniane. Przed obróbką drugiej strony soczewki spaja się na
kontakt optyczny z kostkami kontaktowymi o kształcie jak na rys. 17.
Rys. 17. Kostka kontaktowa do soczewki fluorytowej [9, s. 137]
Ze względu na dużą wrażliwość fluorytu na zmiany temperatury w czasie naklejania do
centrowania nie wolno płomienia palnika zbliżać do soczewki, a podczas obróbki strumień
chłodziwa należy kierować tylko na ściernicę. Dosuw ściernicy powinien być minimalny. Do
sklejania układa się soczewki na zimnej płycie i podgrzewa bardzo powoli.
Elementy z kwarcu
Kwarc jest minerałem (dwutlenek krzemu) stosowanym do wyrobu różnych elementów
optycznych ze względu na następujące własności:
–
dwójłomność,
–
przepuszczalność nadfioletu i podczerwieni,
–
wysoką twardość,
–
odporność na ścieranie,
–
doskonałe odprężenie.
Kryształy kwarcu obrabia się jak szkło z tym, że kryształy przeznaczone na elementy
dwójłomne trzeba prawidłowo zorientować, ściśle według osi optycznej. Osią optyczną
kryształu dwójłomnego nazywa się ten wyróżniony kierunek, w którym nie zachodzi
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
podwójne załamanie. Oś optyczna pokrywa się z głównym kierunkiem krystalizacji. Kwarc
jest kryształem jednoosiowym.
Elementy z tworzyw sztucznych
Spośród tworzyw sztucznych na elementy optyczne najczęściej jest stosowany
polimetakrylan metylu (tzw. szkło organiczne, metapleks, pleksiglas).
Cięcie, frezowanie i toczenie metapleksu wykonuje się na obrabiarkach do metali
i narzędziami do skrawania metali, a szlifowanie i polerowanie – jak w obróbce elementów ze
szkła.
Prasowanie i wylewanie w produkcji elementów optycznych stosuje się bardzo rzadko.
Najczęściej stosowaną metodą wytwarzania elementów optycznych z polimetakrylanu
metylu i innych tworzyw sztucznych jest wtryskiwanie.
Elementy wykonywane metodą wtryskiwania mają dokładne powierzchnie, pod
warunkiem jednak, że formy są dokładnie wykonane i starannie przemywane mieszanką
spirytusową pomiędzy poszczególnymi wtryskami. Metoda ta nadaje się szczególnie do
elementów złożonych (np. pryzmatów z powierzchniami sferycznymi, soczewek
z powierzchniami sferycznymi, kręgów Fresnela itp.).
Obróbka części do laserów
W laserach stałych promieniowanie zostaje wytworzone w pręcie wykonanym najczęściej
z syntetycznego rubinu.
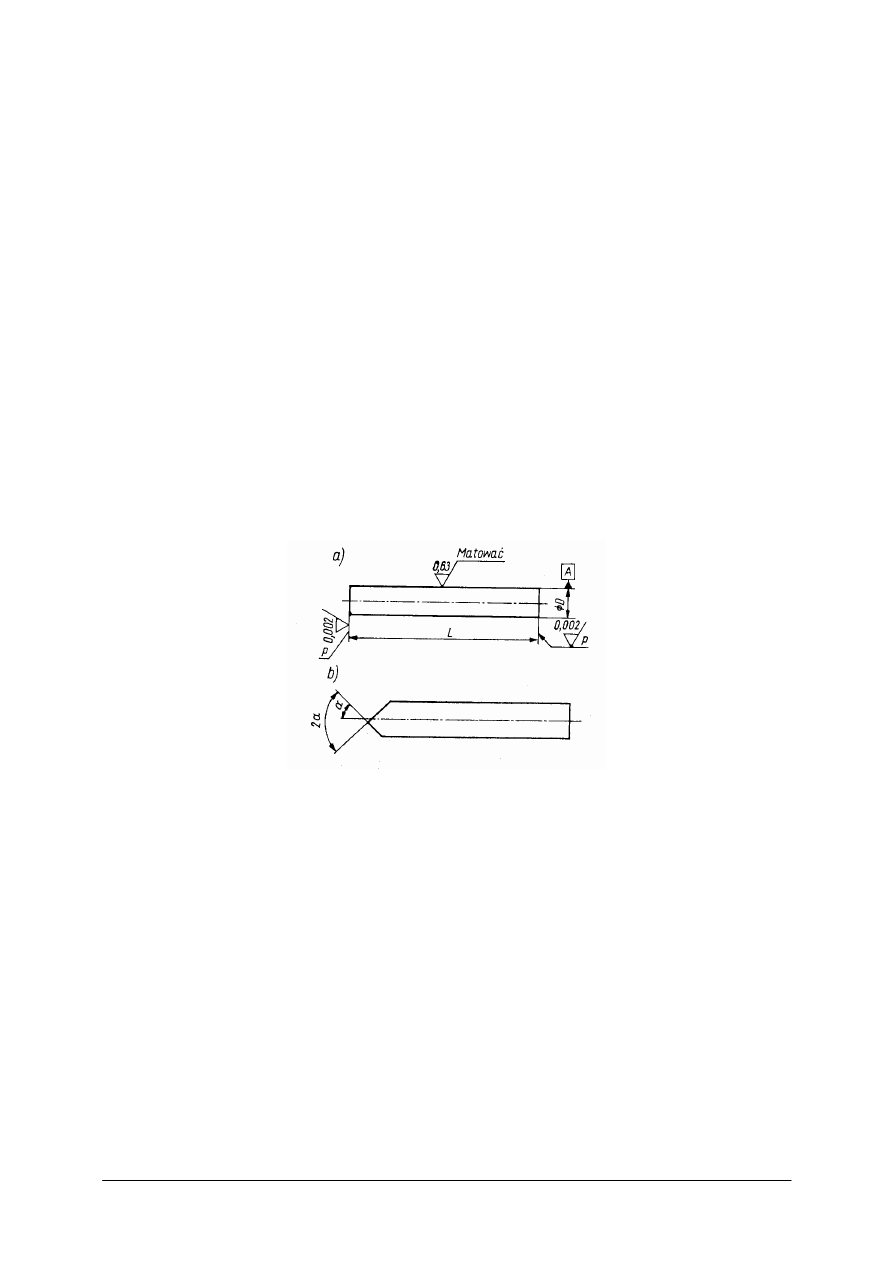
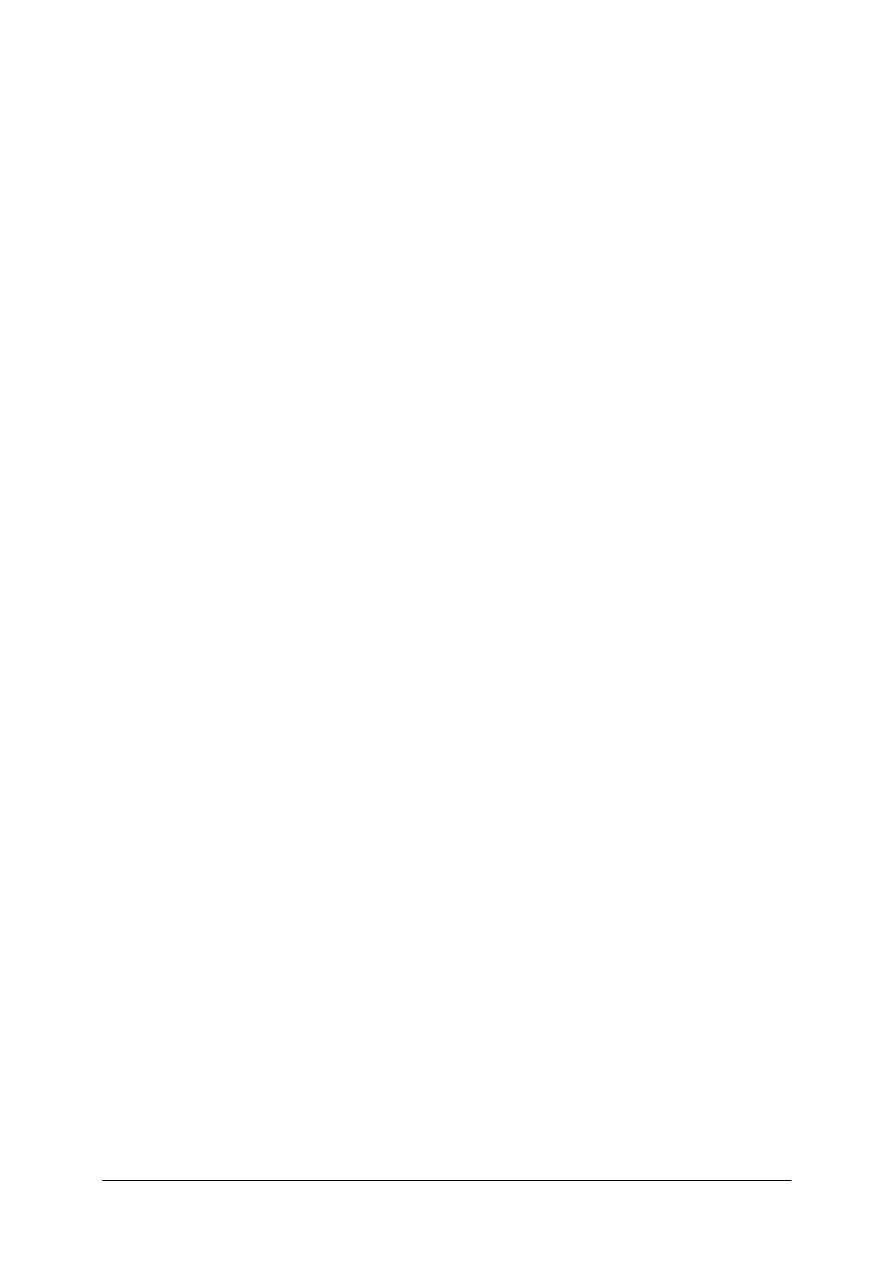
Rys. 18. Pręty (rezonatory) laserowe [9, s. 141]
Najczęściej pręt ma kształt walca jak na rys. 18. Odprężone gruszki przecina się na
odcinki o długości L z zapasem na szlifowanie, po czym szlifuje się do średnicy D na
szlifierce do wałków, ściernicą o wiązaniu ceramicznym. Po szlifowaniu wygładza się
pobocznicę za pomocą proszku ściernego. Płaszczyzny P szlifuje się wstępnie na szlifierce
z napędem mechanicznym, a szlifowanie drobne i polerowanie wykonuje się na polerce
nożnej. Odchyłka równoległości płaszczyzn P nie powinna przekraczać 10", a odchyłka
prostopadłości do powierzchni A – 5'. Płaskość powierzchni P powinna mieścić się
w granicach 0,05+0,1 ż (gdzie ż – długość fali), tzn. 0,1+0,2 N (prążka). Czystość centralnej
strefy powinna mieścić się w klasie I-10 lub I-20. Uzyskanie tych wymagań jest stosunkowo
trudne i wymaga dużej wprawy.
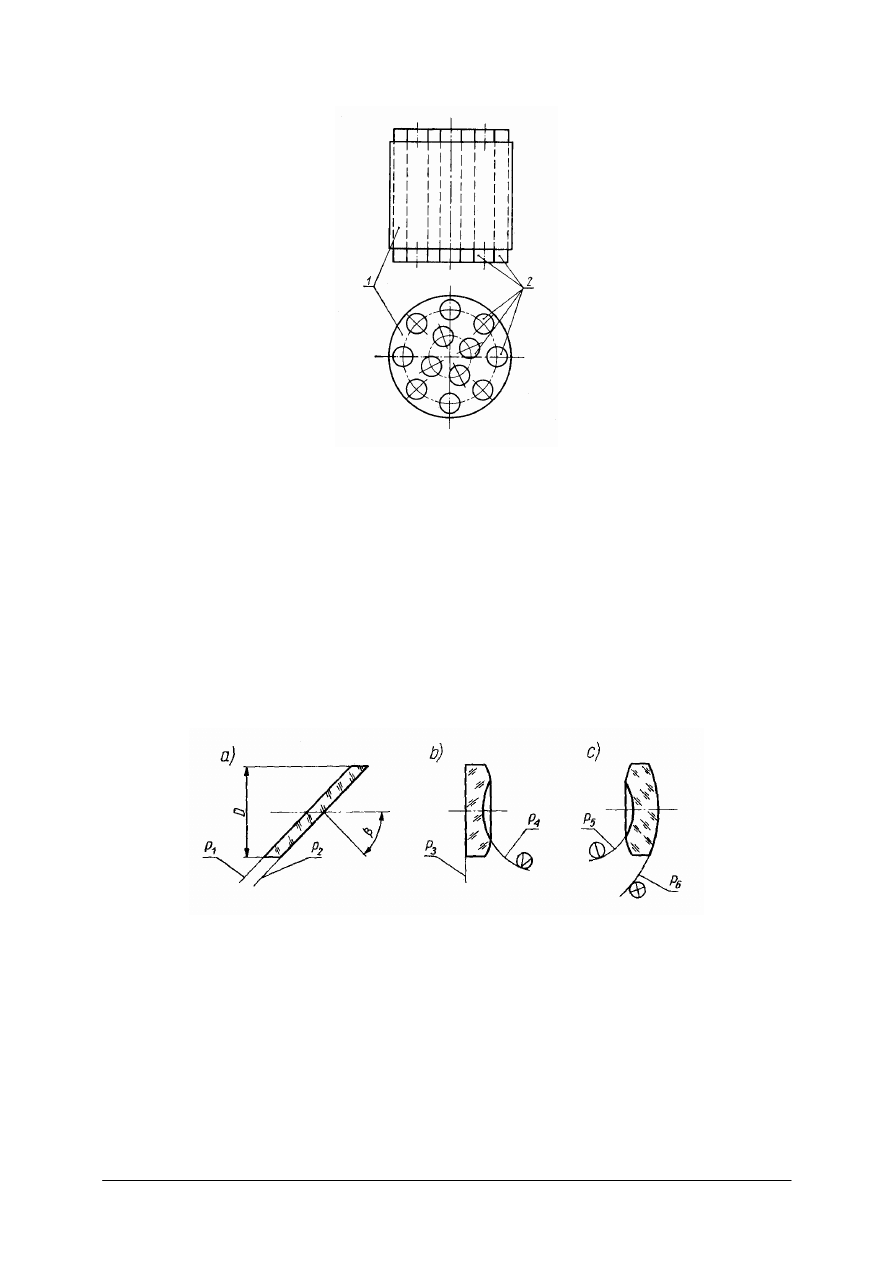
Szlifowanie i polerowanie płaszczyzn wykonuje się w uchwycie 1, blokującym
kilkanaście prętów 2 (rys. 19).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys. 19. Blokowanie prętów laserowych do obróbki czół: 1 – uchwyt, 2 – pręty [9, s. 141]
Sprawdzanie równoległości płaszczyzn wykonuje się za pomocą lunety autokolimacyjnej,
po przyspojeniu do pręta dodatkowej płytki. Na płaszczyzny pręta nakłada się w aparatach
o wysokiej próżni wielowarstwowe (kilkanaście warstw) powłoki dielektryczne.
Iloczyn grubości pojedynczej warstwy przez jej współczynnik załamania powinien
wynosić 0,25 długości fali emitowanego przez laser promieniowania. Uzyskuje się wtedy
bardzo wysoki współczynnik odbicia o dużej selektywności.
Na jedną z płaszczyzn pręta nakłada się powłokę o współczynniku odbicia R > 0,995
i współczynniku przepuszczania T < 0,005. Na drugą płaszczyznę nakłada się powłokę
częściowo przepuszczającą o współczynnikach T=0,008+ =0,02 i R=0,98±0,99.
Zamiast powłoki odbijającej wykonuje się czasem w jednym końcu pręta wypolerowane
pod kątem płaszczyzny (rys. 18b), przy czym kąt α jest tak dobrany, żeby można było
uzyskać całkowite wewnętrzne odbicie.
Rys. 20. Płytki zamykające rury laserowe: a – płaska Brewester, b – sferyczna odbijająca,
c – sferyczna światłodzieląca [9, s. 142]
Rury laserów wykonuje się z topionego kwarcu lub szkła pyreks. Rury zamknięte są
z obu stron przyklejonymi do nich eliptycznymi płytkami (rys. 20a) lub zwierciadłami –
z jednej strony odbijającymi (rys. 20b), z drugiej zaś światłodzielącymi (rys. 20c).
Płaszczyzny Pl i P2 należy wykonać z niedokładnością nie przekraczającą 0,2λ zachowując
ich równoległość w granicach 5" i czystość centralnej strefy o średnicy paru milimetrów
w klasie I-10.
Dla utrzymania warunku równoległości płytki wykonuje się na tarczach kontaktowych,
jednak operacje blokowania i rozłączania należy prowadzić z największą starannością.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jakie znasz najczęściej używane kryształy w optyce?
2.
Z jakiego materiału będą wykonane narzędzia do szlifowania grubego elementu
i fluorytu?
3.
Jakiego poleru będziesz używał do polerowania fluorytu?
4.
Jak można wstępnie ciąć fluoryt?
5.
Do czego używa się kostek kontaktowych przy obróbce fluorytu?
6.
Co nazywamy osią optyczną kwarcu?
7.
Jakie obrabiamy elementy z tworzyw sztucznych?
8.
Na czym polega obróbka elementów do laserów?
4.4.3. Ćwiczenia
Ćwiczenie 1
Napisz w punktach kolejność wykonywania zabiegów przy obróbce kwarcu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące obróbki kwarcu,
2)
odszukać w materiałach dydaktycznych informacje dotyczące wymaganego zagadnienia,
3)
wykonać zadane ćwiczenie.
Wyposażenie stanowiska pracy:
–
kartka papieru,
–
długopis,
–
poradnik dla ucznia.
Ćwiczenie 2
Dokonaj podziału fluorytu wg otrzymanego rysunku zachowując strukturę krystaliczną
fluorytu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące obróbki fluorytu,
2)
odszukać w materiałach dydaktycznych informacje dotyczące łupania fluorytu,
3)
odczytać rysunek,
4)
przygotować stanowisko do cięcia kryształów,
5)
dobrać i przygotować narzędzia do cięcia fluorytu,
6)
dobrać i przygotować przyrządy pomiarowe,
7)
wytrasować fluoryt zgodnie z rysunkiem i strukturą fluorytu,
8)
pociąć fluoryt,
9)
sprawdzić wykonane zadanie,
10)
sporządzić notatkę z wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
–
przyrządy do trasowania fluorytu,
–
narzędzia do cięcia fluorytu,
–
przyrządy pomiarowe do pomiaru wielkości liniowych,
–
przyrządy kontrolne do zorientowania fluorytu,
–
arkusz spostrzeżeń.
Ćwiczenie 3
Wypoleruj pręty rubinowe do lasera wg otrzymanej dokumentacji technicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące obróbki rubinów,
2)
odszukać w materiałach dydaktycznych informacje dotyczące własności rubinu,
3)
przygotować stanowisko do obróbki prętów laserowych,
4)
przygotować narzędzia i uchwyty potrzebne do obróbki prętów laserowych,
5)
przygotować materiały potrzebne do obróbki prętów laserowych,
6)
przygotować przyrządy kontrolne do poprawnego wykonania zadania,
7)
ustalić kolejność wykonywanych czynności,
8)
wypolerować otrzymane pręty laserowe,
9)
sprawdzić wykonane pręty,
10)
sporządzić notatkę z wykonanego zadania.
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
narzędzia do szlifowania drobnego i polerowania rubinu,
–
materiały do szlifowania drobnego i polerowania prętów rubinowych,
–
przyrządy pomiarowe,
–
obrabiarki do szlifowania drobnego i polerowania prętów rubinowych,
–
uchwyty do mocowania prętów,
–
instrukcja technologiczna wykonania prętów rubinowych,
–
arkusz spostrzeżeń.
Ćwiczenie 4
Wypoleruj płytkę ochronną prostokątną o wymiarach 40 x 50 mm wykonaną ze szkła
organicznego wg otrzymanego rysunku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące obróbki tworzyw
sztucznych,
2)
odszukać w materiałach dydaktycznych informacje dotyczące własności tworzyw
sztucznych,
3)
przygotować stanowisko do obróbki szkła organicznego,
4)
przygotować narzędzia i uchwyty potrzebne do obróbki płytek ze szkła organicznego,
5)
przygotować materiały potrzebne do obróbki szkła organicznego,
6)
przygotować przyrządy kontrolne do poprawnego wykonania zadania,
7)
wypolerować otrzymane płytki ochronne,
8)
sprawdzić wykonane płytki,
9)
sporządzić notatkę z wykonanego zadania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wyposażenie stanowiska pracy:
–
poradnik dla ucznia,
–
narzędzia do szlifowania drobnego i polerowania szkła organicznego,
–
materiały do szlifowania drobnego i polerowania szkła organicznego,
–
przyrządy pomiarowe potrzebne do wykonania zadania,
–
obrabiarki do szlifowania drobnego i polerowania powierzchni płaskich wykonanych
z tworzyw sztucznych,
–
uchwyty do mocowania płytek do obróbki,
–
instrukcja technologiczna wykonania płytek ochronnych ze szkła organicznego,
–
arkusz spostrzeżeń.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować obróbkę kwarcu?
2)
scharakteryzować obróbkę prętów rubinowych?
3)
scharakteryzować obróbkę fluorytu?
4)
scharakteryzować obróbkę tworzyw sztucznych?
5)
dobrać narzędzia do obróbki kryształów i tworzyw sztucznych?
6)
dobrać przyrządy pomiarowe do obróbki kryształów i tworzyw
sztucznych?
7)
dokonać cięcia fluorytu?
8)
wykonać obróbkę prętów rubinowych?
9)
wykonać obróbkę elementów z tworzyw sztucznych?
10)
wykonać obróbkę elementów wykonanych z kwarcu?
11)
sprawdzić wykonane elementy?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
4.5. Wykonywanie sprawdzianów interferencyjnych
4.5.1. Materiał nauczania
Wiadomości wstępne
Nowe konstrukcje przyrządów optycznych, a szczególnie rozwój techniki laserowej,
wymusiły konieczność uzyskiwania powierzchni polerowanych o większej niż dotychczas
gładkości i większej dokładności kształtu geometrycznego. Badania wykazały, że struktura
powierzchni polerowanych (gładkość) i brak wad na powierzchniach optycznie czynnych
(czystość) mają bezpośredni wpływ na trwałość elementów układów laserowych. Dlatego
trzeba było stworzyć nowe metody i przyrządy do pomiarów ilościowych badanych
elementów.
Obróbka dokładna powierzchni bardzo gładkich i bardzo dokładnych elementów
Obróbkę wstępną tych powierzchni prowadzi się w sposób tradycyjny, gdyż to nie
nastręcza żadnych trudności. Dopiero obróbka dokładna stwarza bardzo duże problemy.
Maszyny do obróbki dokładnej, szlifierko-polerki, należy przystosować do minimalnych
obrotów wrzeciona i wodzika (25 obr./min wrzeciono i 18 obr./min wodzik). Szlifowanie
dokładne prowadzi się specjalnie wyselekcjonowanym proszkiem ściernym. Największe
problemy stwarza polerowanie. Nawet najlepiej wypolerowane powierzchnie szkła mają
mikronierówności
nazywane
mikrochropowatością.
Znaczny
wpływ
na
strukturę
polerowanego szkła ma wielkość ziarna poleru, warunki, w jakich szkło jest polerowane.
Metoda pomiaru mikrochropowatości opiera się na następującej zasadzie: wiązka światła
laserowego o średnicy 3 mm prześwietla próbkę badaną i odbija się wskutek pełnego odbicia
wewnętrznego od powierzchni badanej. Jeżeli jakość tej powierzchni jest niezadowalająca, to
światło przechodzi przez graniczną powierzchnię na zewnątrz i mierzy się go. Światło to jest
miarą jakości polerowanej powierzchni.
Sposoby polerowania powierzchni bardzo gładkich
Polerowanie powierzchni w tradycyjny sposób przy ręcznym podawaniu poleru pozwala
na uzyskanie powierzchni o bardzo dokładnym kształcie geometrycznym lecz
mikrochropowatość jest duża i jakość elementów nie odpowiada wymoganiom.
Polerowanie elementów optycznych w zanurzeniu jest jednym ze sposobów uzyskania
lepszej mikrochropowatości.
W metodzie tej tarcza polerownicza jest umieszczona w czaszy napełnionej wodą
destylowaną z polerem. Ciecz sięga do wysokości 10–15 mm ponad powierzchnię tarczy
polerowniczej. Przy obrotach siła odśrodkowa powoduje odpływ cieczy w kierunku czaszy,
po odbiciu się, od której wraca i zwilża powierzchnie współpracujące. Ten sposób
polerowania traktuje się jako obróbkę wykańczającą. Najpierw prowadzi się polerowanie
tradycyjne, następnie obróbkę wykańczającą w urządzeniu przez czas 15–20 min.
Aby powierzchnie tarcz polerowniczych nie ulegały zniekształceniu podczas polerowania
stosuje się różne sposoby ich wykonania. Jeden ze sposobów polega na tym, że powierzchnia
robocza tarczy wykonana jest ze szkła, na które nakleja się metalową tarczę nośną. Na
czołowej stronie tarczy szklanej nacina się piłą diamentową rowki. Powierzchnie szlifuje się
i poleruje. Pola o boku 3 mm ograniczone rowkami powleka się odpowiednim rodzajem
smoły polerowniczej o grubości 0,5 mm. Powierzchnię smoły trzeba odnawiać codziennie.
Drugi ze sposobów to komponent miękkiej smoły polerowniczej z odpowiednio
przesegregowanymi trocinami z drewna lipowego. Domieszka 5–10% trocin stabilizuje smołę
i nie pozwala jej się deformować. Tarczę polerowniczą wykonuje się w następujący sposób:
smołę rozgrzewa się do stanu płynnego, dodaje trociny i dokładnie miesza. Obrzeże tarczy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
aluminiowej okleja się taśmą tak, aby wystawała nad powierzchnię ~10–15mm. Następnie
wylewa się gorącą smołę. Po jej przestygnięciu zdejmuje się taśmę, zaś z powierzchni smoły
formuje się płytę kontaktową. Po ostygnięciu w smole wycina się rowki 1 mm głębokości
w odległości 5–10 mm od siebie. Rowki tworzą kratkę. Grubość warstwy smoły wynosi
3–5 mm. W czasie polerowania rowki napełniają się wodą z polerem, co zapobiega nagrzaniu
się powierzchni współpracujących, a zarazem powierzchnie smoły nie deformują się.
Aby przedłużyć żywotność tarczy polerowniczej, zamiast smoły można użyć teflonu.
Powierzchnia rowkowana tarczy polerowniczej może być wtedy pokryta teflonem, który nie
zmienia swego kształtu przez kilka dni i nie nasyca się polerem tak, jak smoła, co daje lepsze
efekty polerowania.
Mocowanie elementów optycznych tradycyjną metodą wprowadzało naprężenia, które
powstawały podczas podgrzewania i stygnięcia, co powodowało zmianę geometrycznego
kształtu powierzchni. Aby temu zapobiec stosuje się oprawki. Mają one gniazda o średnicy
nieco większej niż średnica obrabianego elementu. Płytka włożona w gniazdo spoczywa na
koncentrycznym pierścieniu wykonanym w dnie oprawki. Oprawka wykonana jest
z tekstolitu, bakelitu. Zaletą oprawki jest to, że elementy mocowane nie są podgrzewane, co
nie wprowadza naprężeń.
Postęp optyki instrumentalnej zmusza do szukania nowych rozwiązań technologicznych
obróbki szkła optycznego, kryształów i innych materiałów stosowanych w optyce.
Do obróbki superdokładnej należy również wykonywanie sprawdzianów interferencyjnych.
Płaskie sprawdziany interferencyjne wykonuje się ze szkła odprężonego o małym
współczynniku rozszerzalności cieplnej i dużej twardości. Najlepszym surowcem do wyrobu
sprawdzianów jest kwarc naturalny, a następnie kwarc topiony. Sprawdziany wykonuje się
w czterech klasach dokładności: 0, A, B i C. Dopuszczalne odchyłki płaskości w klasie O –
wynoszą 0,02 prążka; w A – 0,05 prążka; w B – 0,07 prążka; w C – 0,1 prążka.
Pierwszą stronę sprawdzianu szlifuje się na polerce mechanicznej i poleruje na filcu.
Drugą stronę (wzorcową) wykonuje się na polerce nożnej. Należy równocześnie wykonywać
trzy sprawdziany. Wybierając najlepszy z nich jako wzorzec, obrabia się według niego dwa
pozostałe, po czym poprawia się pierwszy i metodą kolejnego zmniejszania odchyłek
dochodzi się do żądanego wyniku. Interferometry lub kontrolne sprawdziany kwarcowe
ułatwiają kontrolę w procesie obróbki.
Płytki płaskorównoległe wykonuje się stosując mocowanie na kontakt optyczny (opisany
w pakiecie Z1.04).
Sprawdziany sferyczne wykonuje się parami – wypukły i wklęsły. Mają one jedną
powierzchnię płaską.
W sprawdzianach o promieniach R do 35 mm ta powierzchnia płaska jest odległa od
punktu skrajnego o wymiar s > R (stanowi więcej niż półkulę). Promień krzywizny tych
sprawdzianów określa się przez pomiar średnicy za pomocą długościomierza lub transametru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
a)
b)
Rys. 21. Pomiary wykonywanych sprawdzianów: a) promienia kulki, b) promienia powierzchni wypukłej za
pomocą sferometru czujnikowego [http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
Promienie sprawdzianów:
–
od 35 do 750 mm sprawdza się za pomocą sferometru,
Rys. 22. Pomiar promienia za pomocą sferometru pierścieniowego z odczytem elektronicznym
[http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
–
od 750 do 5000 mm – za pomocą mikroskopu autokolimacyjnego na ławie optycznej,
–
powyżej 5000 mm – przez pomiar pierścieni Newtona na płaskim sprawdzianie
interferencyjnym lub interferometrze.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 23. Pomiar promienia za pomocą interferometru
[http://zto.mchtr.pw.edu.pl/download/.pdf - dr inż. Michał Józwik]
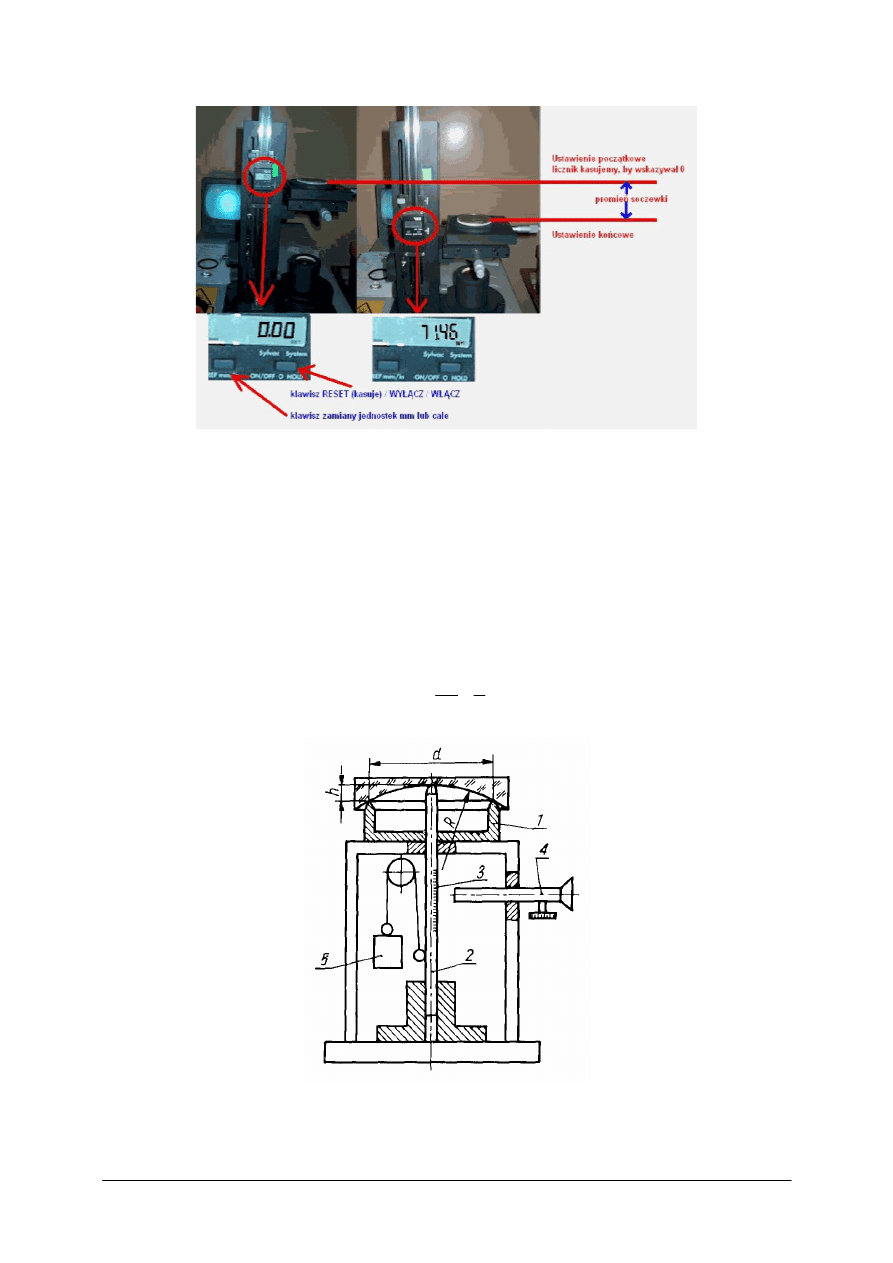
Promień można również zmierzyć za pomocą tradycyjnego sferometru (rys. 24). Składa
się on z pierścienia 1 o znanej średnicy d, przesuwnego trzpienia 2 z podziałką 3
i mikroskopu odczytowego 4. Trzpień jest prowadzony z małą siłą za pomocą ciężarka 5.
Pomiar promienia rozpoczyna się od ustawienia na pierścieniu sprawdzianu płaskiego
i zanotowania wskazania x podziałki, obserwowanego przez mikroskop. Następnie w miejsce
sprawdzianu płaskiego ustawia się mierzoną powierzchnię sferyczną i notuje wskazanie y
podziałki. Wysokość h mierzonej sfery wynosi h=x-y. Promień R oblicza się wg wzoru
2
8
2
h
h
d
R
+
=
Rys. 24. Sferometr: 1 – pierścień, 2 – trzpień przesuwny, 3 – podziałka,
4 – mikroskop odczytowy, 5 – ciężarek [9, s. 144]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
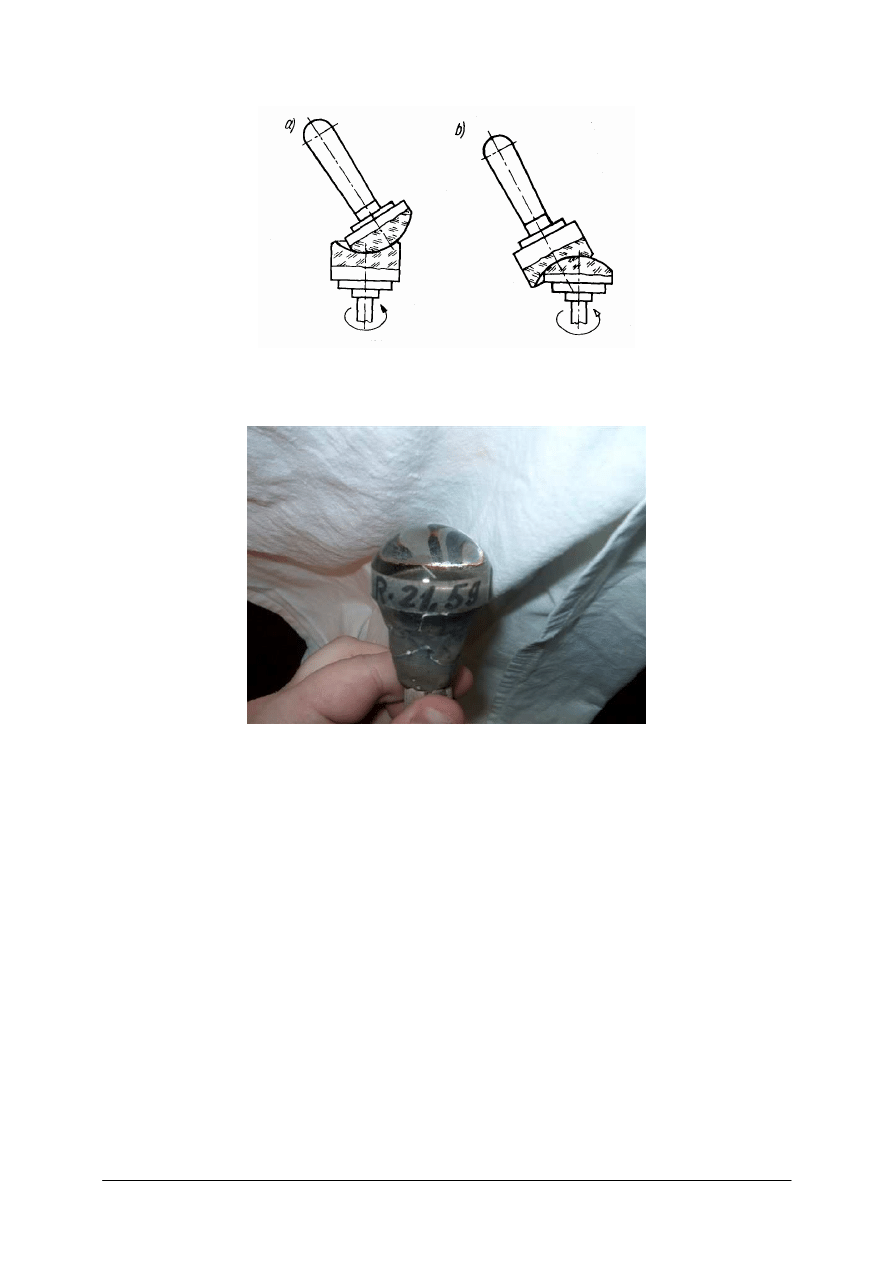
Rys. 25. Szlifowanie sprawdzianów kulistych: a) gdy promień jest za mały, b) za duży [9, s. 144]
Dokładne szlifowanie i polerowanie sprawdzianów sferycznych wykonuje się na polerce
nożnej.
Rys. 26. Mocowanie sprawdzianu wypukłego do obróbki
[http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH]
Sprawdziany przykleja się smołą do uchwytów metalowych z zakończeniami
gwintowymi (rys. 26). Ponieważ przy brzegach obwodu prędkości skrawania są większe niż
w pobliżu osi, to i obróbka na brzegach jest bardziej intensywna. W związku z tym, jeśli
promień sprawdzianów jest za mały, na wrzecionie mocuje się sprawdzian wklęsły (rys. 25a),
a na uchwyt narzędzia wypukłego przykręca się rękojeść przesuwaną ruchem wahadłowym.
Jeśli promień jest za duży, to sprawdziany zamienia się miejscami (rys. 25b).
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Jaką metodą wykonuje się szlifowanie dokładne powierzchni bardzo gładkich?
2.
Objaśnij metodę polerowania w zanurzeniu?
3.
W jakim celu nacina się powierzchnie tarcz polerskich w kostkę?
4.
W jaki sposób sprawdzamy wykonywane sprawdziany szklane interferencyjne?
5.
Jak
przebiega
szlifowanie
drobne
i
polerowanie
szklanych
sprawdzianów
interferencyjnych?
6.
Na jakim podłożu polerujemy elementy optyczne super gładkie?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.5.3. Ćwiczenia
Ćwiczenie 1
Wykonaj polerowanie płaskiego sprawdzianu interferencyjnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące szklanych sprawdzianów
interferencyjnych,
2)
odszukać w materiałach dydaktycznych informacje dotyczące wykonywania elementów
bardzo dokładnych,
3)
odczytać rysunek płaskiego sprawdzianu,
4)
przygotować stanowisko,
5)
dobrać narzędzia do docierania,
6)
dobrać przyrządy kontrolne i pomiarowe,
7)
wykonać sprawdzian płaski zgodnie z instrukcją technologiczną,
8)
sprawdzić jakość wykonanego sprawdzianu.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
stanowisko do wykonywania szklanych sprawdzianów interferencyjnych,
−
katalogi narzędzi do wykonywania bardzo dokładnych powierzchni,
−
uchwyty do mocowania,
−
rysunek konstrukcyjny sprawdzianu,
−
materiał do wykonania zadania,
−
urządzenia pomiarowe do wykonania zadania.
Ćwiczenie 2
Dokonaj kontroli kompletu szklanych sferycznych sprawdzianów interferencyjnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
odszukać w materiałach dydaktycznych informacje dotyczące szklanych sprawdzianów
interferencyjnych,
2)
odszukać w materiałach dydaktycznych informacje dotyczące kontroli promienia
szklanych sprawdzianów interferencyjnych,
3)
odczytać rysunki sferycznych sprawdzianów,
4)
zorganizować stanowisko do pomiarów szklanych sprawdzianów interferencyjnych,
5)
dobrać przyrządy kontrolne i pomiarowe,
6)
wykonać sprawdzenie otrzymanych sprawdzianów,
7)
sporządzić notatkę z wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
stanowisko do wykonywania pomiarów,
−
rysunki konstrukcyjne sprawdzianów,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
−
materiały do mycia elementów optycznych,
−
przyrządy pomiarowe: interferometr, wzorcowe sprawdziany interferencyjne, sferometr,
−
arkusz spostrzeżeń.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
określić, co znaczy powierzchnia bardzo gładka?
2)
określić czynności wykonywane przy obróbce wstępnej powierzchni
bardzo gładkich i bardzo dokładnych?
3)
dobrać materiały do polerowania powierzchni bardzo gładkich
zamiast smoły?
4)
wykonać sprawdzian interferencyjny?
5)
sprawdzić wykonany sprawdzian?
6)
dobrać przyrządy pomiarowe potrzebne do wykonania sprawdzianów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Test zawiera 25 zadania. Do każdego zadania dołączone są 4 możliwe odpowiedzi. Tylko
jedna jest prawidłowa.
5.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6.
Zadania wymagają stosunkowo prostych obliczeń, które powinieneś wykonać przed
wskazaniem poprawnego wyniku.
7.
Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8.
Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9.
Na rozwiązanie testu masz 50 min.
Powodzenia
ZESTAW ZADAŃ TESTOWYCH
1.
Do sklejania soczewek używamy
a)
cjanopanu.
b)
balsamu.
c)
kleju „kropelki”.
d)
rozgrzanej do temperatury 70ºC parafiny.
2.
Czynnością, która nie jest stosowana podczas klejenia soczewek jest
a)
dobieranie soczewek.
b)
mycie powierzchni soczewek.
c)
nagrzewanie soczewek.
d)
centrowanie soczewek.
3.
Czynnością, która nie jest stosowana podczas klejenia pryzmatów klejem OK. – 50 jest
a)
dociskanie.
b)
zamrażanie.
c)
ustawianie na płaszczyźnie.
d)
usuwanie nadmiaru kleju.
4.
Najczęściej spotykaną wadą klejenia elementów optycznych jest
a)
pękanie elementów klejonych.
b)
rozklejanie.
c)
odpryski.
d)
matowienie powierzchni.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
5.
Do metod fizycznych nanoszenia powłok przeciwodblaskowych zaliczamy
a)
lakierowanie.
b)
metalizacja elektrolityczna.
c)
naparowywanie w próżni.
d)
metalizowanie.
6.
Składnikiem powłoki przeciwodblaskowej jest
a)
fluorek magnezu.
b)
fluorek wapnia.
c)
fluorek sodu.
d)
fluorek miedzi.
7.
Podczas kontroli jakości powłok sprawdzamy
a)
wytrzymałość na podwyższoną temperaturę.
b)
oporność elektryczną.
c)
odporność na środki chemiczne.
d)
wytrzymałość mechaniczną warstwy.
8.
Na powłoki metaliczne światłodzielące w elementach optycznych stosujemy
a)
chemicznie czyste żelazo.
b)
platynę.
c)
mosiądz.
d)
cynę.
9.
Roztwór do srebrzenia powierzchni elementów optycznych nie zawiera
a)
wodorotlenku sodu.
b)
wody destylowanej.
c)
alkoholu etylowego.
d)
azotanu srebra.
10.
Do wyparowywania tlenku krzemu używamy
a)
łódeczek żeliwnych.
b)
spirali stalowych.
c)
łódeczek molibdenowych.
d)
spirali wolframowych.
11.
Do lakierowania warstw metalicznych używamy
a)
lakieru bakelitowego.
b)
lakieru ftalowego.
c)
lakieru akrylowego.
d)
lakieru nitrocelulozowego.
12.
Metoda, która nie służy do wykonywania znaków na elementach optycznych to
a)
nacinanie nożem diamentowym
b)
trawienie.
c)
metodą fotograficzną.
d)
nacinanie frezem o ostrzach wykonanych z węglika spiekanego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
13.
Szlifowania dokładnego i polerowania sprawdzianów sferycznych wykonuje się na
a)
szlifierko – polerce 4-wrzecionowej.
b)
szlifierko – polerce nożnej.
c)
szlifierko – polerce mechanicznej.
d)
szlifierko – polerce 8-wrzecionowej.
14.
Pokazany na rysunku (sferometr) przyrząd służy do pomiaru
a)
promienia.
b)
długości.
c)
wysokości.
d)
grubości.
15.
Sprawdzianów płaskich należy obrabiać jednocześnie
a)
1.
b)
2.
c)
3.
d)
tyle ile się zmieści na szali.
16.
Sprawdzania równoległości płaszczyzn w prętach laserowych dokonuje się przy pomocy
a)
lunety autokolimacyjnej.
b)
mikroskopu autokolimacyjnego.
c)
kolimatora.
d)
lunety pomiarowej.
17.
Kryształy z kwarcu przeznaczone na elementy dwójłomne do obróbki należy
a)
zorientować ściśle wg osi optycznej.
b)
zorientować ściśle wg boku kryształu.
c)
zorientować ściśle wg podstawy.
d)
zorientować ściśle wg krawędzi.
18.
Fluoryt należy ciąć
a)
prostopadle do płaszczyzny spójności.
b)
skośnie do płaszczyzny spójności.
c)
dowolnie.
d)
równolegle do płaszczyzny spójności.
19.
Do szlifowania fluorytu używamy narzędzi wykonanych
a)
ze szkła.
b)
z mosiądzu.
c)
ze stali.
d)
z aluminium.
20.
Do polerowania fluorytu używamy
a)
tlenku ceru.
b)
tlenku cyny.
c)
tlenku miedzi.
d)
tlenku aluminium.
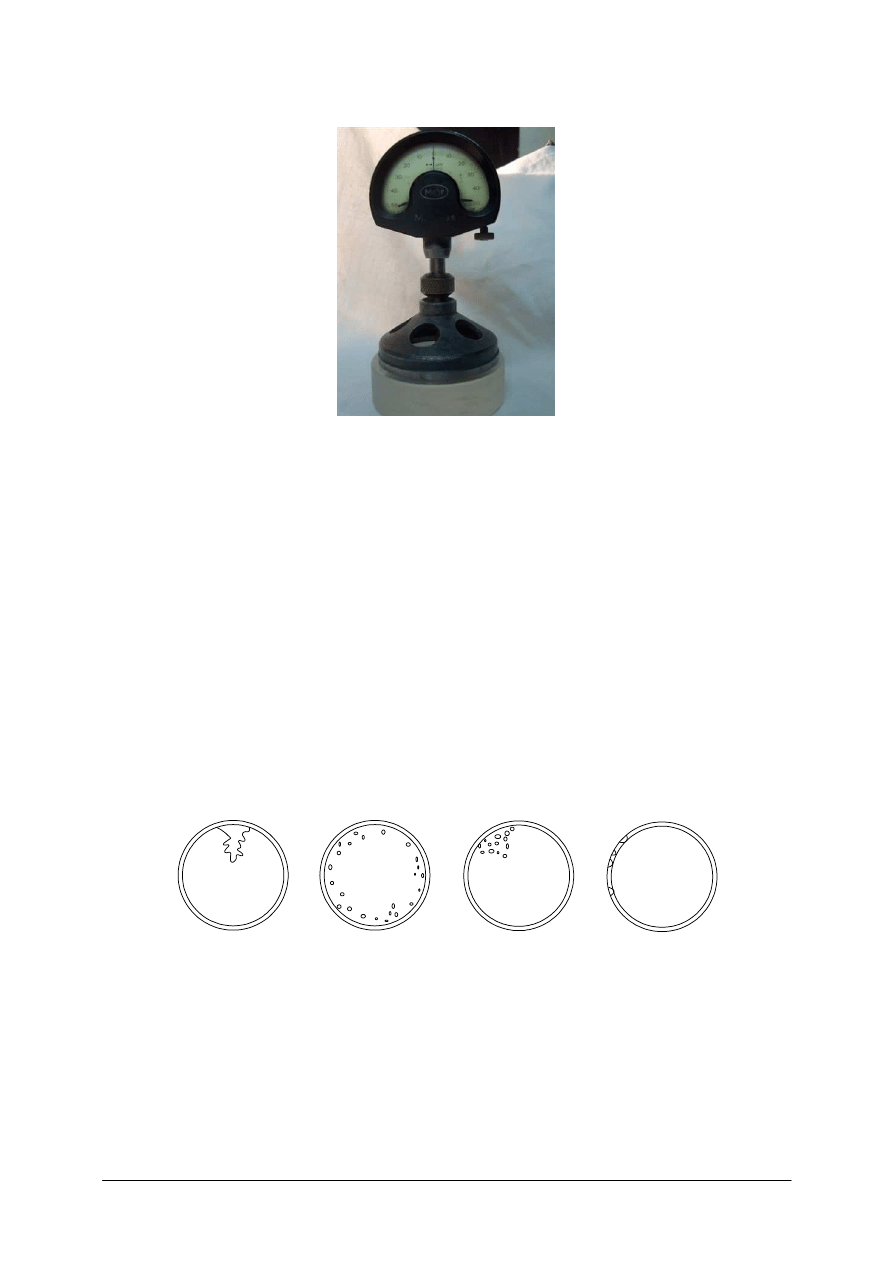
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
21.
Pokazane urządzenie służy do
a)
pomiaru promienia krzywizny.
b)
pomiaru płaskości.
c)
polerowania bardzo dokładnych powierzchni.
d)
pomiaru grubości.
22.
Substancją, która nie jest stosowana do wykonywania powłok na szkle jest
a)
kriolit (Na
3
AlF
6
).
b)
selenek cynku (ZnSe).
c)
dwutlenek tytanu (TiO
2
).
d)
dwutlenek węgla (CO
2
).
23.
Warstwa, która nie jest warstwą nanoszoną na szkle optycznym jest
a)
światłodzieląca.
b)
oporowa.
c)
przewodząca.
d)
antystatyczna.
24.
Pokazane poniżej rysunki przedstawiają
a)
widok naprężeń w szkle.
b)
wady sklejania elementów optycznych.
c)
obraz pod mikroskopem.
d)
wady warstwy odbijającej.
25.
Zaletą znakowania laserowego jest
a)
duże prędkości znakowania.
b)
wysoka jakość znakowania i wysoka powtarzalność.
c)
możliwość znakowania z wysoką rozdzielczością.
d)
możliwość znakowania bez wstępnego rysunku.
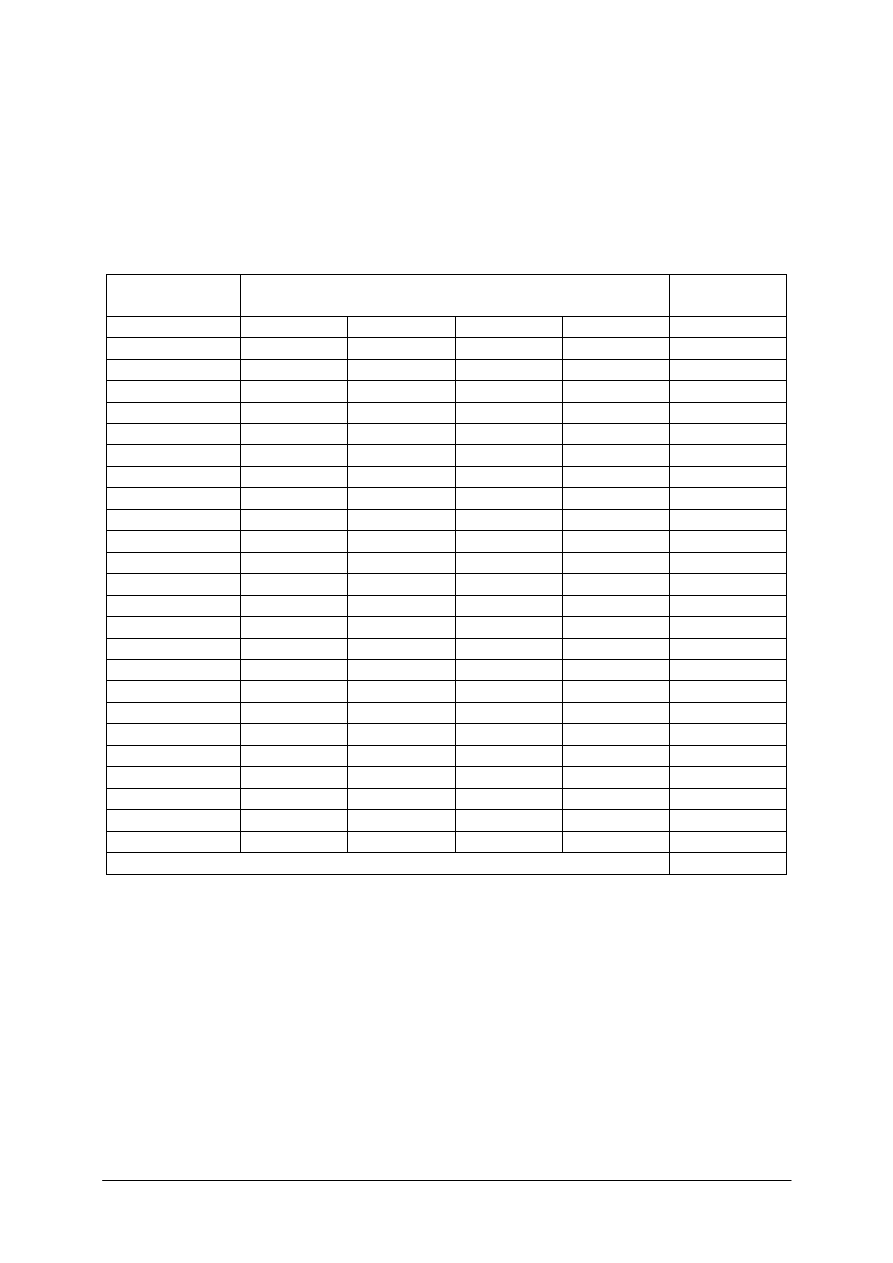
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
KARTA ODPOWIEDZI
Imię i nazwisko ...............................................................................
Wykonywanie obróbki specjalnej elementów optycznych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
24
a
b
c
d
25
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
6. LITERATURA
1.
Chalecki J.: Przyrządy optyczne. WNT, Warszawa 1979
2.
Hein A., Sidorowicz A., Wagnerowski T.: Oko i okulary. Wydawnictwo Przemysłu
Lekkiego i Spożywczego, Warszawa 1966
3.
Jóźwicki R.: Optyka Instrumentalna. WNT, Warszawa 1970
4.
Krawcow J. A., Orłow J. I.: Optyka geometryczna ośrodków jednorodnych. WNT,
Warszawa 1993
5.
Legun Z.: Technologia elementów optycznych. WNT, Warszawa 1982
6.
Meyer – Arendt J. R.: Wstęp do optyki. PWN, Warszawa 1977
7.
Nowak J., Zając M.: Optyka – kurs elementarny. Oficyna Wydawnicza Politechniki
Wrocławskiej, Wrocław 1998
8.
Sojecki A.: Optyka. WSiP, Warszawa 1997
9.
Szymański J.: Budowa i montaż aparatury optycznej. WSiP, Warszawa 1978
10.
Internet - http://zto.mchtr.pw.edu.pl/download/.pdf – dr inż. Michał Józwik
11.
Internet – http://www.kleje.rato.pl/products/
12.
Internet – http://www.sony.pl/view/ShowArticle.
13.
Internet - http://technologialaserowa.republika.pl/znakowanie.html
14.
Internet –
www.gravograph.com
15.
Internet – http://www.technifor.com/pl/htm/product/menu.htm
16.
Internet – http://www.soczewki.produkcja.com.pl / f-ma B&M OPTIK GmbH
Wyszukiwarka
Podobne podstrony:
optyk mechanik 731[04] z1 05 u
optyk mechanik 731[04] z1 05 n
optyk mechanik 731[04] z1 05 n
optyk mechanik 731[04] o1 05 n
optyk mechanik 731[04] z1 01 u
optyk mechanik 731[04] z1 01 n
optyk mechanik 731[04] z2 05 u
optyk mechanik 731[04] z1 03 n
optyk mechanik 731[04] z1 04 u
optyk mechanik 731[04] o1 05 u
optyk mechanik 731[04] z1 02 n
optyk mechanik 731[04] z2 05 n
optyk mechanik 731[04] z1 02 u
optyk mechanik 731[04] z1 04 n
optyk mechanik 731[04] z1 03 u
optyk mechanik 731[04] o1 05 n
optyk mechanik 731[04] z1 01 u
optyk mechanik 731[04] z1 01 n
optyk mechanik 731[04] z2 05 u
więcej podobnych podstron