„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Paweł Krawczak
Przygotowanie
mas
formierskich
i
rdzeniowych
311[26].Z3.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Ewa Pogorzelska
mgr inż. Jadwiga Łoin
Opracowanie redakcyjne:
mgr inż. Paweł Krawczak
Konsultacja:
dr inż. Bożena Zając
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[26].Z3.02
„Przygotowanie mas formierskich i rdzeniowych”, zawartej w modułowym programie
nauczania dla zawodu technik odlewnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
4
2. Wymagania wstępne
6
3. Cele kształcenia
7
4. Materiał nauczania
8
4.1. Klasyfikacja i właściwości materiałów i mas formierskich. Wpływ jakości
materiałów i mas formierskich na jakość form, rdzeni i odlewów
8
4.1.1. Materiał nauczania
4.1.2. Pytania sprawdzające
4.1.3. Ćwiczenia
4.1.4. Sprawdzian postępów
8
11
11
12
4.2. Aparaty i urządzenia do badania właściwości materiałów i mas
formierskich
13
4.2.1. Materiał nauczania
4.2.2. Pytania sprawdzające
4.2.3. Ćwiczenia
4.2.4. Sprawdzian postępów
13
16
17
18
4.3. Zasady doboru mas. Dobór składników i sporządzanie mas formierskich
i rdzeniowych
19
4.3.1. Materiał nauczania
4.3.2. Pytania sprawdzające
4.3.3. Ćwiczenia
4.3.4. Sprawdzian postępów
19
24
24
25
4.4. Obieg masy, odświeżanie i regeneracja mas formierskich i rdzeniowych
w odlewni. Mechanizacja i automatyzacja przerobu mas formierskich
26
4.4.1. Materiał nauczania
4.4.2. Pytania sprawdzające
4.4.3. Ćwiczenia
4.4.4. Sprawdzian postępów
26
29
30
31
5. Sprawdzian osiągnięć
32
6. Literatura
37

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o przygotowaniu mas
formierskich i rdzeniowych. W poradniku znajdziesz:
–
wymagania wstępne określające umiejętności, jakie powinieneś posiadać, abyś mógł bez
problemów rozpocząć pracę z poradnikiem,
–
cele kształcenia czyli wykaz umiejętności, jakie opanujesz w wyniku kształcenia
w ramach tej jednostki modułowej,
–
materiał nauczania, czyli wiadomości teoretyczne konieczne do opanowania treści
jednostki modułowej,
–
zestaw pytań sprawdzających, abyś mógł sprawdzić czy opanowałeś już materiał
nauczania,
–
ćwiczenia zawierające polecenia, sposób wykonania oraz wyposażenie stanowiska pracy,
które pozwolą Ci ukształtować określone umiejętności praktyczne,
–
sprawdzian postępów pozwalający sprawdzić Twój poziom wiedzy po wykonaniu
ćwiczeń,
–
sprawdzian osiągnięć opracowany w postaci testu, który umożliwi Ci sprawdzenie
Twoich wiadomości i umiejętności opanowanych podczas realizacji programu danej
jednostki modułowej,
–
literaturę związaną z programem jednostki modułowej umożliwiającą pogłębienie Twej
wiedzy z zakresu programu tej jednostki.
Materiał nauczania został podzielony na cztery części. W pierwszej części znajdziesz
informacje związane z klasyfikacją i właściwościami materiałów i mas formierskich.
W części drugiej zawarte zostały opisane aparaty i urządzenia do badania właściwości
materiałów i mas formierskich. Informacje na temat sporządzania mas formierskich i zasad
doboru składników zawarte zostały w rozdziale trzecim. Czwarty rozdział poświęcony został
odświeżaniu i regeneracji mas formierskich i rdzeniowych w odlewni oraz mechanizacji
i automatyzacji przerobu mas formierskich.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
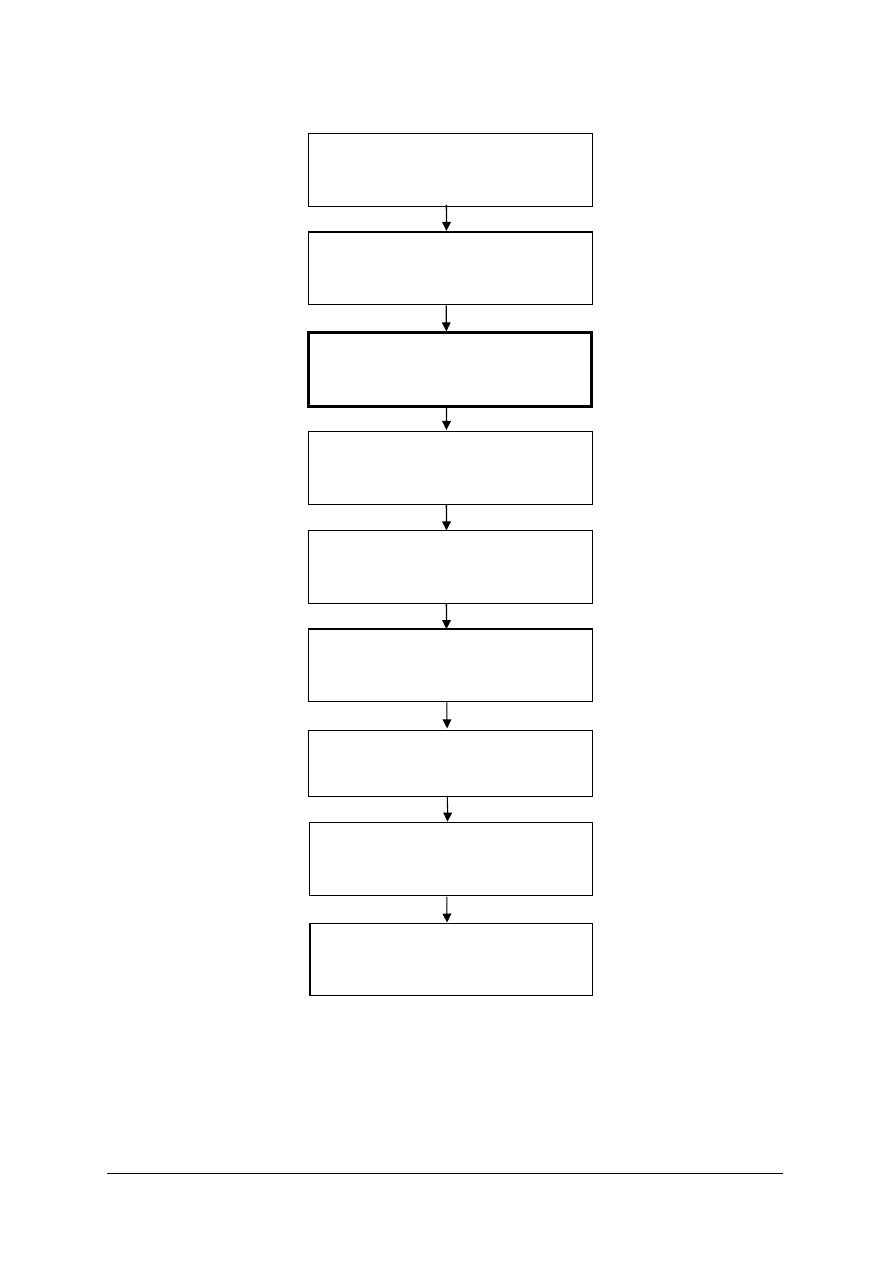
Schemat układu jednostek modułowych
Moduł 311[26].Z3
Procesy wykonywania odlewów
311[26].Z3.01
Wykonywanie oprzyrządowania
odlewniczego
311[26].Z3.02
Przygotowanie mas formierskich
i rdzeniowych
311[26].Z3.06
Topienie stopów odlewniczych
i zalewanie form
311[26].Z3.04
Wykonywanie mechaniczne form
piaskowych i rdzeni
311[26].Z3.07
Wybijanie, oczyszczanie
i wykańczanie odlewów
311[26].Z3.05
Wykonywanie odlewów metodami
specjalnymi
311[26].Z3.08
Wykonywanie kontroli jakości
odlewów
311[26].Z3.03
Wykonywanie ręczne form
piaskowych i rdzeni

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
posługiwać się dokumentacją techniczną,
−
korzystać z różnych źródeł informacji technicznej, jak: Polskie Normy, poradniki,
−
analizować treść zadania, dobierać metody i plan rozwiązania,
−
komunikować się i pracować w zespole,
−
podejmować samodzielnie decyzje,
−
dokonywać oceny swoich umiejętności,
−
rozpoznawać tworzywa konstrukcyjne przeznaczone na oprzyrządowanie odlewnicze,
−
wykonywać podstawowe operacje technologiczne związane z przygotowaniem
i produkcją odlewów,
−
charakteryzować maszyny i urządzenia wykorzystywane w procesach wykonywania
oprzyrządowania odlewniczego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3.
CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować materiały formierskie i masy formierskie,
−
scharakteryzować materiały formierskie i pomocnicze wykorzystywane w procesach
technologicznych odlewni,
−
ustalić zużycie materiałów i mas formierskich,
−
ocenić wpływ jakości materiałów formierskich i mas formierskich na jakość form, rdzeni
i odlewów,
−
dobrać składniki do przygotowania masy formierskiej i rdzeniowej,
−
scharakteryzować procesy przygotowania materiałów i mas formierskich,
−
sklasyfikować i scharakteryzować maszyny i urządzenia wykorzystywane w procesach
przygotowania, odświeżania i regeneracji mas formierskich i rdzeniowych,
−
przygotować masę formierską i rdzeniową,
−
przeprowadzić badanie piasku, mas formierskich i rdzeniowych,
−
ocenić wpływ właściwości mas formierskich na jakość odlewów,
−
przeprowadzić odświeżanie i regenerację masy formierskiej zgodnie z instrukcją,
−
ocenić jakość wykonanej pracy,
−
zastosować zasady eksploatacji maszyn i urządzeń do przerobu materiałów i mas
formierskich,
−
scharakteryzować systemy automatycznego sterowania przerobem mas formierskich,
−
posłużyć się dokumentacją technologiczną, Dokumentacją Techniczno-Ruchową maszyn
i urządzeń, Polskimi Normami i normami branżowymi,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Klasyfikacja i właściwości materiałów i mas formierskich.
Wpływ jakości materiałów i mas formierskich na jakość
form, rdzeni i odlewów
4.1.1. Materiał nauczania
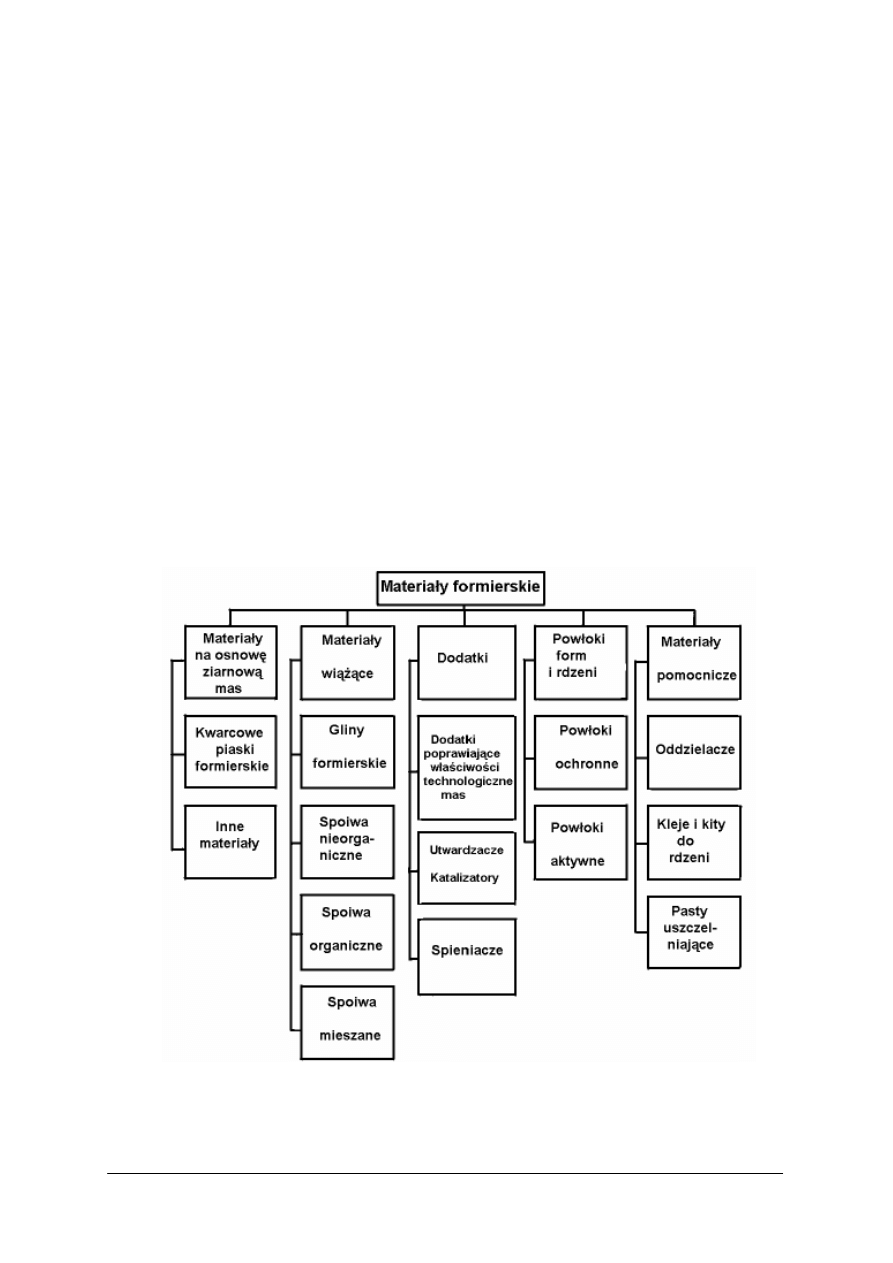
Materiały formierskie służą po odpowiedniej przeróbce do wykonywania form i rdzeni.
Główne materiały formierskie to:
−
piaski formierskie - niektóre z sypkich i luźnych skał osadowych, składające się głównie
z ziarn kwarcu o nieregularnych kształtach, gdzie zawartość osnowy ziarnowej wynosi
minimum 65% ciężaru. W piaskach tych może występować naturalne lepiszcze mineralne
w ilości do 35%. Poza piaskami formierskimi mogą być stosowane inne minerały
charakteryzujące się wysoką ognioodpornością oraz posiadające mniejszą rozszerzalność
cieplną jak np. korund naturalny i sztuczny, mulit, szamot, magnezyt, chromit, silimanit
i cyrkon,
−
gliny formierskie zawierające powyżej 50% lepiszcza.
Rys. 1. Klasyfikacja materiałów formierskich
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Pomocniczym materiałem formierskim zazwyczaj są różnego rodzaju spoiwa
pochodzenia organicznego i nieorganicznego, służące do spajania ze sobą luźnych ziaren
piasku, jak: oleje roślinne, kalafonia, dekstryna, melasa, szkło wodne, żywice syntetyczne
i w coraz większym zakresie żywice szybkoutwardzalne na zimno i na gorąco.
Tabela 1. Rodzaje spoiw
Naturalne spoiwa
( gliny)
Spoiwa
organiczne
Spoiwa
nieorganiczne
– gliny bentonitowe
(montmorylonity)
– gliny kaolinitowe
(kaolinity)
– żywice
– oleje
– dekstryna
– ług posiarczynowy
– melasa
−
cement portlandzki
−
gips
−
szkło wodne sodowe
−
krzemian etylu
Do pomocniczych materiałów zaliczamy również materiały chroniące masę przed
przypaleniem się jej do powierzchni odlewu (grafit, pył węglowy, węgiel drzewny), materiały
zwiększające przepuszczalność (torf, trociny), pudry formierskie (likopodium, talk).
Masą formierską lub rdzeniową nazywa się mieszaninę głównych i pomocniczych
materiałów formierskich z wodą, dobranych w odpowiednich proporcjach i odpowiednio
przygotowanych. Masy formierskie i rdzeniowe można sklasyfikować zależnie od:
−
przeznaczenia:
- na formy dla odlewów staliwnych,
- na formy dla odlewów żeliwnych,
- na formy dla odlewów z metali nieżelaznych,
−
zastosowania przy formowaniu:
- masy formierskie przymodelowe,
- masy formierskie wypełniające,
- masy formierskie jednolite,
- masy rdzeniowe,
−
konsystencji:
- sypkie,
- ciekłe,
−
rodzaju osnowy:
- kwarcowe,
- szamotowe,
- magnezytowe,
- chromitowe i inne,
−
rodzaju spoiwa:
- kaolinitowe (zawierające gliny ogniotrwałe),
- bentonitowe,
- olejowe,
- żywiczne,
- ze szkłem wodnym,
- cementowe i inne,
−
rodzaju technologii formowania:
- masy do formowania ręcznego,
- masy do formowania na wstrząsarkach,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
- masy do formowania pod wysokimi naciskami,
- masy do formowania skorupowego i inne,
−
stopnia zużycia:
- wyjściowe,
- odświeżane,
- obiegowe (używane),
- zużyte,
−
składu,
−
jakości.
Najwyższe wymagania stawiane są masom przymodelowym i rdzeniowym. Dotyczy to
takich właściwości, jak: ogniotrwałość, płynność, osypliwość i wytrzymałość. Jedynie
przepuszczalność, w przypadku mas przymodelowych, może być niższa niż masy
wypełniającej, a związane to jest z gładkością powierzchni odlewu.
Wymogi stawiane masie wypełniającej są znacznie niższe w porównaniu z masami
omawianymi powyżej. Powinna ona posiadać jedynie wyższą przepuszczalność ze względu
na konieczność odprowadzania większej ilości gazów na zewnątrz formy. Najczęściej jako
masę wypełniającą stosuje się masę obiegową, oczywiście po odpowiedniej przeróbce.
Masa jednolita jest masą, której właściwości powinny być zbliżone do masy
przymodelowej, z tym jednak, że wymagana jest wyższa przepuszczalność.
Masa wyjściowa jest masą sporządzoną ze świeżych materiałów formierskich.
Po wybiciu gotowych odlewów z formy mamy do czynienia z masą obiegową (używaną).
Masą odświeżaną nazywamy masę obiegową, do której dodano określoną ilość świeżych
materiałów
formierskich
w
celu
utrzymania
parametrów
technologicznych
i wytrzymałościowych na odpowiednim poziomie.
W celu zapobieżenia przywieraniu ziarenek piasku do powierzchni odlewu stosuje się
różnego rodzaju pokrycia form. Rozróżnia się pokrycia suche i mokre. Najczęściej do
pokrywania (nakurzania) form mokrych stosuje się grafit. Bywa on używany również do
wyrobu czernidła z dodatkiem wody i gliny. Drugim często używanym, zwłaszcza
w produkcji odlewów aluminiowych, materiałem na pokrycie form jest mączka kwarcowa.
Ponadto stosuje się w tym celu: pył siarkowy do odlewów ze stopów magnezu, pył z węgla
drzewnego do odlewów żeliwnych lanych do form mokrych.
Części modeli, skrzynek rdzeniowych oraz części składowe formy przed przystąpieniem
do formowania przesypuje się proszkami rozdzielczymi, tj. pyłem kwarcowym, kredą,
talkiem i likopodium sztucznym, składającym się z próchna, mączki kostnej, pyłu korkowego.
Jakość i przydatność materiałów formierskich zależy od zespołu ich właściwości.
Prawidłowo wykonane masy formierskie powinny się odznaczać przepuszczalnością,
spoistością, plastycznością, ogniotrwałością i wytrzymałością mechaniczną.
Przepuszczalność mas formierskich, tj. ich zdolność do przepuszczania gazów, mierzy się
ilością gazów przepływających w jednostce czasu przez jednostkę objętości masy. Jest ona
zależna bezpośrednio od kształtu, wielkości i ilości wolnych przestrzeni między ziarnami
osnowy.
Spoistość (wytrzymałość) mierzy się po zagęszczeniu masy. Jest to odporność
znormalizowanej próbki masy formierskiej na ściskanie i ścinanie. Spoistość charakteryzuje
w pewnej mierze odporność mas formierskich na wstrząsy i uderzenia formą lub rdzeniem
podczas przenoszenia albo zalewania formy. Forma z masy o małej wytrzymałości może ulec
odkształceniu, w wyniku czego nastąpi zmiana kształtu wnęki formy i odlewu.
Plastyczność charakteryzuje zdolność mas formierskich do zachowania kształtów
odciśniętych w nich za pomocą modelu lub skrzynki rdzeniowej.
Masy formierskie wykazują w wysokiej temperaturze skłonności do sklejania się ze sobą,
czyli spiekania. Temperatura, w której rozpoczyna się spiekanie, jest miarą spiekalności,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
tj. ognioodporności. Ognioodporność jest to wskaźnik charakteryzujący odporność masy na
cieplne oddziaływanie ciekłego stopu. Masa o odpowiedniej ognioodporności nie powinna
topić się ani mięknąć pod cieplnym działaniem ciekłego stopu zalanego do formy.
Nieodpowiednia ognioodporność sprzyja powstawaniu wżerów. Stopione części masy zostają
niekiedy uniesione w głąb formy i pozostają w odlewie jako zapiaszczenia lub zażużlenia.
Trwałość mas to zdolność do zachowywania dobrych właściwości formierskich po
kilkakrotnym ich użyciu. Określa się ją stopniem pogorszenia jej właściwości po zalaniu
formy ciekłym metalem.
Podatność jest zdolnością masy formierskiej i rdzeniowej do poddawania się naciskom
wywieranym na nią przez kurczący się w wyniku stygnięcia odlew. W przypadku mas o małej
podatności może nastąpić pęknięcie odlewu.
Masy formierskie, a szczególnie masy rdzeniowe, wykazują dużą szkodliwość dla
otoczenia. Szkodliwość ta występuje na wszystkich stanowiskach pracy, poczynając od
transportu i przygotowania surowców i materiałów wyjściowych, kończąc na wybijaniu
i oczyszczaniu odlewów, a także podczas procesu regeneracji i po wywiezieniu zużytej masy
na hałdę. Zagrożenie związane jest przede wszystkim z występowaniem szkodliwych pyłów
oraz gazów, także substancji żrących i szkodliwych. W procesach przygotowania masy
formierskiej występuje również wiele zagrożeń urazowych, wynikających z kontaktu
z ruchomymi elementami napędu oraz częściami roboczymi maszyn i urządzeń do
przygotowania i przerobu mas, zagrożenie upadkiem z pomostów obsługi urządzeń czy
porażeniem prądem elektrycznym. Do wielu wypadków dochodzi zwłaszcza w czasie prac
w przestrzeniach roboczych maszyn i urządzeń w wyniku braku wymaganych zabezpieczeń
(np. przed niezamierzonym ich uruchomieniem) lub wykonywania pracy bez usunięcia
występujących zagrożeń (np. w czasie ruchu maszyny). Szczegółowe zagadnienia związane
z przestrzeganiem bezpieczeństwa i higieny pracy zostały omówione w jednostce modułowej
Przestrzeganie
wymagań
bezpieczeństwa
i
higieny
pracy,
ochrony
przepisów
przeciwpożarowych i ochrony środowiska 311[26].O1.01.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz materiały formierskie?
2. Co nazywamy masą formierską?
3. Jakie znasz rodzaje mas formierskich w zależności od przeznaczenia?
4. Jakie znasz rodzaje mas formierskich w zależności od zastosowania przy formowaniu?
5. Jakie znasz rodzaje mas formierskich w zależności od rodzaju spoiwa?
6. Jakie znasz rodzaje mas formierskich w zależności od stopnia zużycia?
7. Jakimi własnościami charakteryzują się masy formierskie?
4.1.3. Ćwiczenia
Ćwiczenie1
Masy formierskie charakteryzują się specyficznymi własnościami, które mają wpływ na
jakość odlewanych przedmiotów. Wymień i scharakteryzuj te własności.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać partnerów do pracy w grupie,
2) odpowiedzieć na pytanie: jakie własności posiadają masy formierskie?,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
3) scharakteryzować własności mas formierskich,
4) wpisać wszystkie własności,
5) uporządkować zapisy,
6) zaprezentować efekty pracy grupy na forum grupy.
Wyposażenie stanowiska pracy:
−
duże arkusze papieru,
−
tablica flip-chart.
Ćwiczenie 2
Otrzymasz próbki mas formierskich. Twoim zadaniem jest rozpoznanie rodzaju masy
formierskiej i jej przeznaczenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z otrzymanymi próbkami mas formierskich,
2) rozpoznać rodzaje mas formierskich,
3) wymienić przeznaczenie rozpoznanych mas,
4) zaprezentować efekt swojej pracy nauczycielowi.
Wyposażenie stanowiska pracy:
−
próbki mas formierskich.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
sklasyfikować materiały i masy formierskie?
2)
scharakteryzować masy formierskie?
3)
scharakteryzować materiały pomocnicze wykorzystywane
w procesach odlewniczych?
4)
wymienić własności mas formierskich?
5)
scharakteryzować własności mas formierskich?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Aparaty i urządzenia do badania właściwości materiałów
i mas formierskich
4.2.1. Materiał nauczania
Ze względu na rosnące wymagania dotyczące jakości produkowanych odlewów
obowiązkowa staje się kontrola jakości surowców i materiałów stosowanych do
wykonywania mas formierskich i rdzeniowych jak również kontrola własności
technologicznych mas. Podobnie jak i dla innych materiałów konstrukcyjnych określa się
podstawowe właściwości wytrzymałościowe, takie jak: wytrzymałość na ściskanie,
rozciąganie, zginanie i ścinanie.
W warunkach laboratoryjnych oznaczenie wszystkich właściwości wytrzymałościowych
mas formierskich wykonuje się na specjalnych kształtkach, sporządzonych za pomocą
urządzenia zwanego ubijakiem laboratoryjnym w specjalnych foremkach. Standardowy
stopień zagęszczenia masy w foremce uzyskuje się przez trzykrotne uderzenie ciężarkiem
opuszczanym z wysokości określonej przez krzywkę ubijaka.
Na rysunku poniżej pokazany został przykład ręcznego i półautomatycznego ubijaka
służącego do wykonywania kształtek laboratoryjnych z materiałów formierskich
przeznaczonych do badania własności mas.
Rys. 2. Ubijaki laboratoryjne: a) ręczny, b) półautomatyczny [4]
Za pomocą ubijaków sporządza się trzy rodzaje kształtek laboratoryjnych: walcowe,
ósemkowe i podłużne. Kształtki walcowe stosowane są do oznaczenia wytrzymałości na
ściskanie i ścinanie dla wszystkich rodzajów mas oraz wytrzymałości na rozciąganie tylko dla
mas wilgotnych. Kształtki ósemkowe stosuje się do oznaczenia wytrzymałości na rozciąganie
dla mas w stanie suchym i mas utwardzanych chemicznie. Kształtki podłużne stosuje się do
oznaczania wytrzymałości na zginanie dla wszystkich rodzajów mas formierskich.
Oznaczenie wszystkich właściwości wytrzymałościowych oprócz wytrzymałości
na zginanie w stanie wilgotnym przeprowadza się na uniwersalnym aparacie typu LRu
z zastosowaniem odpowiednich zestawów szczęk lub uchwytów, zamontowanych
w odpowiednich osiach, umożliwiających zmianę zakresu pomiarowego w zależności
wytrzymałości badanej masy formierskiej.
a)
b)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 3. Aparat do pomiaru wytrzymałości mas formierskich LRuE-2e [4]
Aparat LRuE-2e służy do badania własności wytrzymałościowych znormalizowanych
próbek mas formierskich i rdzeniowych w stanie wilgotnym, wysuszonym lub chemicznie
utwardzonym. Dane z aparatu mogą być przekazane do komputera klasy PC i tam poddane
analizie.
Uniwersalny aparat do pomiaru wytrzymałości mas formierskich LRu-2 (przedstawiony
na rys. 4) służy do pomiaru wytrzymałości kształtek laboratoryjnych w stanie wilgotnym,
wysuszonym lub utwardzonym, wykonanych z mas formierskich i rdzeniowych.
Aparat umożliwia pomiar wytrzymałości na: ściskanie, ścinanie, rozszczepianie, podwójne
ścinanie, rozciąganie i zginanie oraz pomiar kąta przegięcia. Dane z aparatu mogą być
przekazane do komputera klasy PC i tam poddane analizie.
Rys. 4. Uniwersalny aparat do pomiaru wytrzymałości mas formierskich LRu-2 [4]
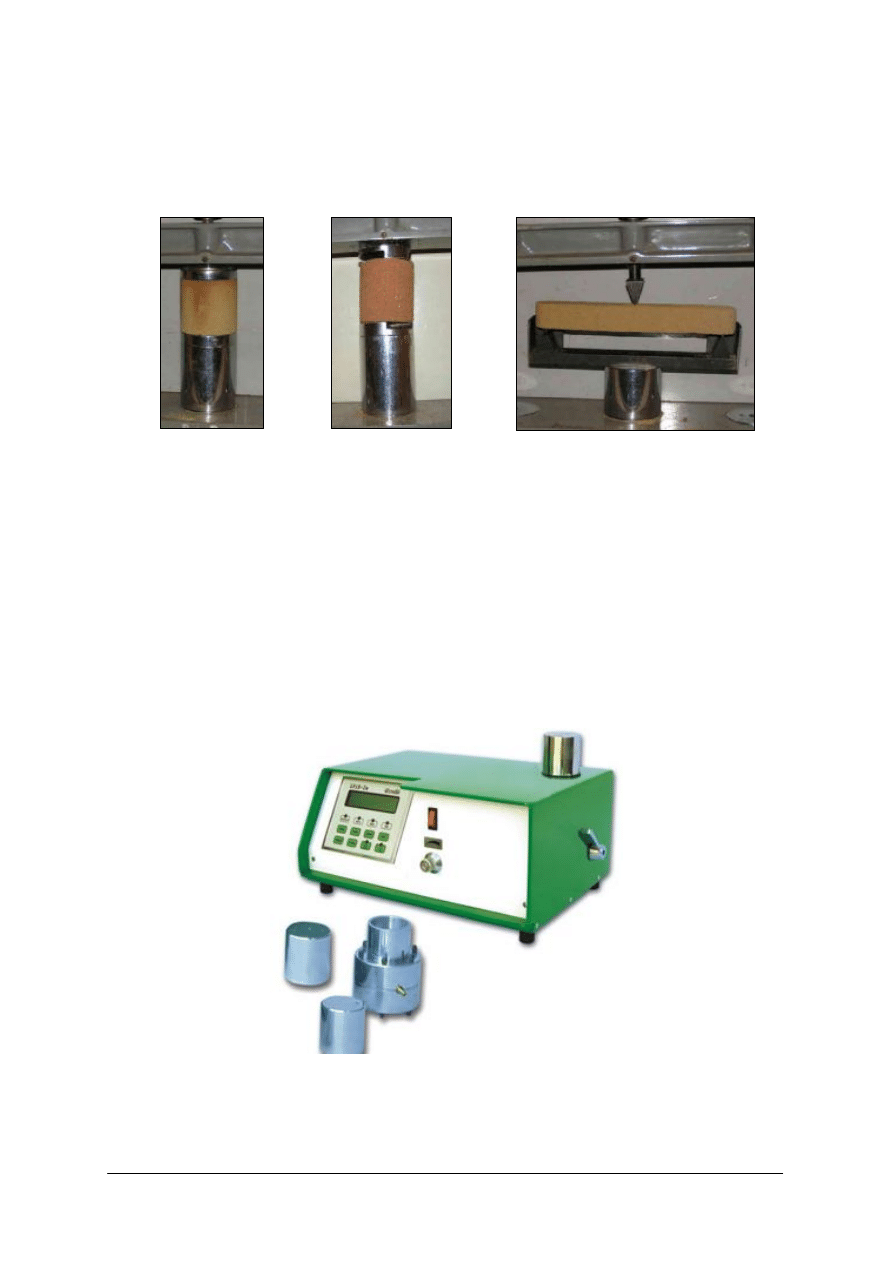
W zależności od wytrzymałości danej masy formierskiej do oznaczania wytrzymałości na
ściskanie uchwyty aparatu montuje się w osiach odpowiadających optymalnemu zakresowi
pomiarowemu (rys. 5a). Pomiaru zwykle dokonuje się na co najmniej trzech próbkach.
Z otrzymanych wyników należy obliczyć średnią arytmetyczną. Podobnie, jak w przypadku
oznaczania wytrzymałości na ściskanie oznaczanie wytrzymałości na ścinanie wykonywane
jest na tym samym aparacie, pomiar wykonywany jest na próbkach walcowych
z zastosowaniem specjalnych podstawek (rys. 5b). Dobór zakresu pomiarowego zależy od
charakterystyki badanej masy formierskiej. Zasady pomiaru są identyczne jak w przypadku
oznaczania wytrzymałości na ściskanie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Oznaczanie wytrzymałości na zginanie mas suchych i utwardzonych wykonuje się
z wykorzystaniem uniwersalnego aparatu LRu. Do wykonania pomiaru tej właściwości
wytrzymałościowej wymagane jest zastosowanie specjalnej podstawki pod próbkę (rys. 5c).
Rys. 5. Zamocowana próbka masy formierskiej do badań wytrzymałości na:
a) ściskanie, b) ścinanie, c) zginanie [4]
Badanie właściwości technologicznych mas formierskich polega między innymi na
badaniu przepuszczalności i osypliwości. Do oznaczenia przepuszczalności masy w stanie
wilgotnym pomiaru dokonuje się na próbkach walcowych bezpośrednio po ich zaformowaniu
(zagęszczeniu) w tulejkach, a przed ich wyjęciem. Do pomiaru przepuszczalności mas
formierskich służy aparat LPiR-2e (rys. 6). Wykorzystywany jest do pomiaru
przepuszczalności odlewniczych materiałów formierskich (np. mas formierskich i rdzeniowych
w stanie wilgotnym, wysuszonym lub utwardzonym, piasków kwarcowych, itp.). Urządzenie
posiada wyjście dla przesłania danych do komputera PC celem rejestracji, archiwizacji lub
dalszej obróbki.
Rys. 6. Aparat do pomiaru przepuszczalności mas formierskich LPiR-2e [4]
a)
b)
c)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Oznaczenie osypliwości masy formierskiej wykonuje się na próbkach walcowych,
identycznych jak w przypadku innych właściwości, za pomocą aparatu LS (rys. 7).
Rys. 7. Aparat do pomiaru osypliwości mas formierskich LS [3]
Do oznaczania składu ziarnowego materiałów sypkich, takich jak: piaski odlewnicze
i szklarskie, kruszywa, itp. służy przesiewacz laboratoryjny (rys. 8).
Urządzenie pozwala
dokonywać analizy ziarnowej w stanie suchym lub z przemywaniem wodą. Na podstawie
analizy ziarnowej określa się takie wskaźniki jak: średnia wielkość ziarna, frakcja główna
i wskaźnik jednorodności.
Rys. 8. Przesiewacz laboratoryjny LPzE-2e [3]
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie podstawowe właściwości mas formierskich określa się w warunkach
laboratoryjnych?
2. W jaki sposób wykonuje się próbki do badań?
3. Jakie aparaty służą do oznaczania właściwości wytrzymałościowych mas formierskich?
4. Na czym polega badanie właściwości technologicznych mas formierskich?
5. Jakie aparaty służą do oznaczania właściwości technologicznych mas formierskich?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.2.3. Ćwiczenia
Ćwiczenie 1
Wykonaj kształtki laboratoryjne walcowe do oznaczania podstawowych właściwości
wytrzymałościowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) sprawdzić stan techniczny sprzętu wykorzystywanego do wykonania ćwiczenia,
4) zapoznać się z zasadami sporządzania próbek laboratoryjnych,
5) sporządzić kształtki laboratoryjne walcowe do badań wytrzymałościowych,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
masa formierska,
–
foremki,
–
ubijak laboratoryjny,
–
kartki papieru.
Ćwiczenie 2
Wykonaj badanie próbki masy formierskiej na ściskanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) sprawdzić stan techniczny sprzętu wykorzystywanego do wykonania ćwiczenia,
4) zapoznać się z zasadami oznaczania wytrzymałości na ściskanie,
5) wykonać badanie próbki na ściskanie,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
kształtki laboratoryjne walcowe,
–
uniwersalny aparat do pomiaru wytrzymałości mas formierskich,
–
kartki papieru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować rodzaje kształtek laboratoryjnych?
2)
sporządzić kształtki laboratoryjne do badań wytrzymałościowych
mas formierskich?
3)
scharakteryzować rodzaje aparatów i urządzeń do badania
właściwości mas formierskich?
4)
oznaczyć właściwości wytrzymałościowe mas formierskich?
5)
oznaczyć właściwości technologiczne mas formierskich?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.3. Zasady doboru mas. Dobór składników i sporządzanie mas
formierskich i rdzeniowych
4.3.1. Materiał nauczania
Masy formierskie przygotowuje się ze świeżego piasku i gliny z dodatkiem używanej
masy i domieszek. Technologie przygotowania mas formierskich i rdzeniowych są podobne.
Przebiegają przy użyciu odpowiednich maszyn i urządzeń, które mogą pracować pojedynczo
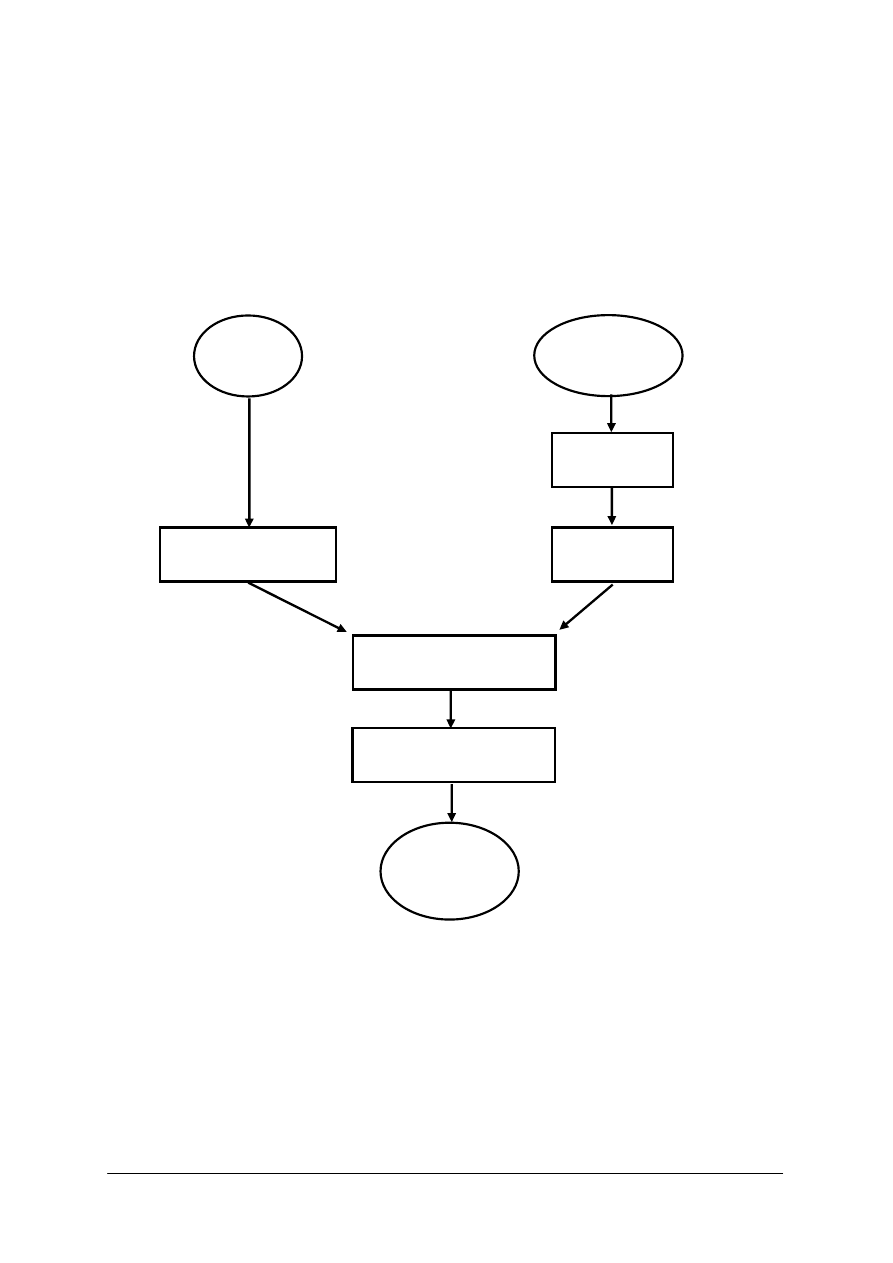
lub połączone w zespoły. Przygotowanie mas składa się zwykle z operacji suszenia,
rozdrabniania, przesiewania, odpylania, segregacji, chłodzenia, dozowania, mieszania,
spulchniania oraz występujących czasem dodatkowo operacji regeneracji i powlekania
piasków (rys. 9).
Spośród materiałów stosowanych na osnowę mas największe zastosowanie
znajdują piaski kwarcowe, w mniejszym zakresie piaski: cyrkonowy, chromitowy,
oliwinowy, magnezytowy, korundowy, glinokrzemianowy, szamotowy i węglowy. Innymi
składnikami mas są materiały wiążące lub spoiwa, do których należą między innymi: glina
formierska, gips, cement, szkło wodne, fosforany (najczęściej fosforan glinu), krzemian etylu,
krzemionka koloidalna, alkoholany (glinu lub cyrkonu), oleje (głównie olej lniany), żywice
syntetyczne
(najczęściej
fenolowo-formaldehydowe,
mocznikowo-formaldehydowe,
melaminowo-formaldehydowe, poliestrowe), ług posiarczynowy, spoiwa organiczne (skrobia,
melasa) i produkty smołowe.
Poza materiałami wiążącymi do mas formierskich dodaje się jeszcze składniki
podwyższające ognioodporność. Są to:
−
pył węglowy, stosowany do mas formierskich na odlewy z żeliwa oraz odlewy
z niektórych metali nieżelaznych,
−
pył koksowy, używany głównie do mas rdzeniarskich.
Do masy formierskiej, prócz wymienionych składników dodaje się ponadto składniki
rozluźniające i poprawiające przepuszczalność formy (torf włóknisty, trociny, paździerze itp.)
oraz utrzymujące wilgoć.
Właściwie przygotowane masy formierskie powinny charakteryzować się następującymi
cechami:
−
dobrą plastycznością – zdolnością przyjmowania kształtu według modelu i zachowania
tegoż kształtu,
−
dużą spoistością cząstek masy formierskiej zapewniająca odporność na wszelkiego
rodzaju wstrząsy i ciśnienie hydrostatyczne wlewanego metalu,
−
znaczną odpornością na wysoką temperaturę płynnego metalu,
−
wystarczającą przepuszczalnością gazów i par powstałych w czasie odlewania i podczas
procesu stygnięcia metalu w formie odlewniczej,
−
zdolnością zachowania pełnej przydatności do wielokrotnego użycia w formie domieszek
do nowych mas,
−
łatwością oddzielania się od ścian gotowego odlewu w czasie wybijania.
Ilość i rodzaj materiałów formierskich wprowadzanych do masy zależą przede wszystkim
od przeznaczenia masy, czyli od:
−
rodzaju stopu,
−
masy, grubości ścianki i kształtu odlewu,
−
wymaganej dokładności wymiarowej,
−
technologii wykonania formy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Dla odlewów ciężkich i często średnich stosuje się masy przymodelowe i wypełniające,
natomiast dla większości odlewów średnich i małych - masę jednolitą.
Masę formierską sporządza się poprzez dokładne wymieszanie jej składników, które ma
na celu ujednorodnienie składu masy. Stwierdzenie to nie dotyczy mas syntetycznych,
w których skład wchodzą: piasek formierski, spoiwo (glina formierska) i woda. W tym
przypadku, oprócz ujednolicenia składu, mieszanie ma na celu dokładne i równomierne
rozprowadzenie na powierzchni ziarn piasku mieszaniny gliny z wodą oraz połączenie jej
z powierzchnią ziarn osnowy.
Rys. 9. Schemat przygotowania masy formierskiej
Rdzenie wykonuje się z masy rdzeniowej. Sporządza się je z piasków kwarcowych
z niewielkimi dodatkami glin i materiałów wiążących. Ponieważ rdzenie w czasie
wypełniania formy ciekłym metalem znajdują się w trudniejszych warunkach niż forma, więc
masy rdzeniowe powinny odznaczać się lepszymi własnościami niż masy formierskie, a więc
muszą być bardziej wytrzymałe i odznaczać się większą ogniotrwałością. Ponadto masy te
powinny być mało gazotwórcze, niehigroskopijne i łatwo dawać się usuwać z zakrzepniętego
odlewu.
SPOIWO
PIASEK
FORMIERSKI
suszenie
przesiewanie
mielenie
i ujednorodnianie
dawkowanie składników
i mieszanie
mieszanie i nawilżanie
MASA
FORMIERSKA

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Do mieszania mas formierskich stosowane są mieszarki skrzydłowe, łopatkowe
i krążnikowe. Mieszarki te realizują trzy elementarne procesy mieszania mas:
−
przerzucanie,
−
ugniatanie,
−
rozcieranie.
Proces przerzucania ma na celu ujednorodnienie składu masy, tak aby udział jej
składników w dowolnie pobranej objętości był jednakowy. Pozostałe dwa procesy stanowią
uzupełnienie procesu przerzucania. Proces ugniatania wywołany jest toczeniem się krążników
po nawilżonej masie z jednoczesnym naciskiem spowodowanym ciężarem krążników oraz
siłą sprężyn. Rozcieranie wywołane jest poślizgiem warstw masy z jednoczesnym obrotem
ziarn. Umożliwia on równomierne rozprowadzenie mieszaniny wodno-glinowej i połączenie
jej z ziarnami osnowy piaskowej. Na rysunku 10 przedstawiono mieszarkę krążnikową
laboratoryjną. Mieszarka laboratoryjna przeznaczona jest do: sporządzania mas formierskich
i rdzeniowych, powlekania piasków żywicą oraz do rozdrabniania i mielenia materiałów
ceramicznych.
Rys. 10. Mieszarka laboratoryjna krążnikowa LM-2e [4]
Istotnym czynnikiem decydującym o właściwościach otrzymanej masy jest czas
mieszania. Masy syntetyczne wymagają dłuższego czasu mieszania, potrzebnego do
zrealizowania wszystkich procesów, o których była mowa powyżej, w porównaniu z masami,
które wymagają tylko procesu przerzucania (np. masy ciekłe). Po wymieszaniu masy należy
pozostawić w odstojnikach - czas odstawania ok. 30 min.
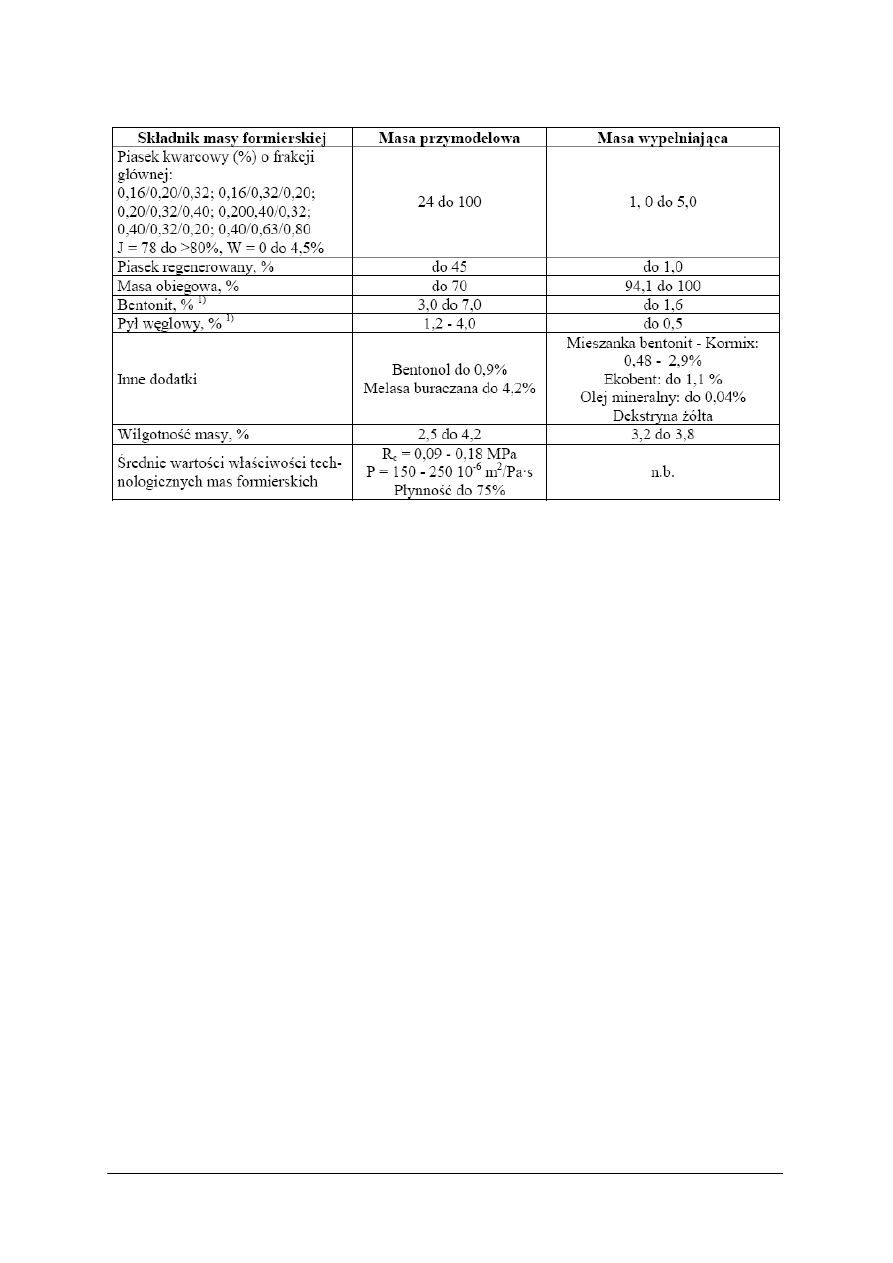
Technologia wytwarzania form w masach wilgotnych jest najbardziej popularną
w aspekcie wykonywania odlewów ze stopów żelaza. Przygotowanie mas wilgotnych
z lepiszczem bentonitowym lub gliną
rozpoczyna się od wymieszania osnowy ziarnowej,
lepiszcza, lub gliny oraz innych dodatków. Typowe składy i właściwości mas formierskich
z lepiszczem bentonitowym przedstawia tabela 2.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Tabela 2. Typowe składy i właściwości mas formierskich z bentonitem [1]
W przypadku dodatku pyłu węglowego do masy formierskiej, ogólną
zasadą jest
wprowadzenie go w ilości od 2 - 3% (w przypadku małych odlewów) do 7 - 8%
(w przypadku dużych odlewów). Zbyt duży dodatek pyłu węglowego może spowodować
powstanie wady nakłuć
w odlewach. Stosowane są także różne zamienniki pyłu węglowego
i dodatki będące nośnikiem węgla błyszczącego. Są
one na ogół dodawane w nieco innych
ilościach niż
pył węglowy. Dodatki skrobiowe (np. skrobia i dekstryny) stosowane są głównie
do mas formierskich przeznaczonych do wykonywania odlewów staliwnych. Poprawiają
one
wytrzymałość
masy formierskiej i zmniejszają jej skłonność do powodowania wad odlewów
związanych z rozszerzalnością
masy formierskiej. Skuteczny dodatek spoiwa zbożowego
do masy świeżej wynosi zwykle 0,5 - 0,75%. Część
tego dodatku ulega rozkładowi
termicznemu w procesie zalewania, dlatego też
zaleca się dodatek spoiwa skrobiowego
w ilości 0,1 - 0,25% po każdym cyklu odlewania.
Masy cementowe zastosowano w odlewnictwie przed kilkudziesięciu laty, jako pierwsze
masy samoutwardzalne, eliminujące konieczność
kłopotliwego suszenia form i rdzeni.
Najczęściej podkreślanymi zaletami tych mas jest ich wysoka wytrzymałość
po utwardzeniu
i dokładność
wymiarowa uzyskiwanych odlewów. Podstawowe wady mas cementowych to
długi czas utwardzania, obniżona wytrzymałość
w podwyższonych temperaturach oraz
przywieranie masy do drewnianego oprzyrządowania modelowego. Jako spoiwo stosowany
jest najczęściej cement portlandzki (krzemianowy), a w niektórych przypadkach znacznie
droższe cementy glinowe, które są
korzystniejsze w aspekcie czasu utwardzania
i ognioodporności. Ze względów praktycznych (suszenie form) dąży się
maksymalnego
obniżenia zawartości wody w masie formierskiej. Stosunek wodno-cementowy powinien
jednak zapewniać
prawidłowy proces utwardzania mas i powinien wynosić latem około 0,8,
a w miesiącach zimowych około 0,6. Zbyt mała ilość
wody powoduje osypliwość form
i rdzeni, natomiast zbyt duża wyraźnie opóźnia proces wiązania mas. Mogą
być stosowane
dodatki aktywujące proces wiązania cementu. Są
to przyspieszacze o działaniu
mechanicznym (grafit o dużym stopniu rozdrobnienia), termicznym (pył
aluminiowy)
i chemicznym (szkło wodne, cement glinowy, melasa, dekstryna). Dodatek do masy
cementowej wodnych roztworów soli przyspiesza wiązanie i pozwala na uzyskanie wyższych
(nawet o 100%) własności mechanicznych. Przebieg reakcji utwardzania mas cementowych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
zależy także od temperatury otoczenia, stąd stosowany jest także zabieg powierzchniowego
podsuszania form i rdzeni. Masy można sporządzać
w każdego rodzaju mieszarkach,
mieszając składniki suche i dodając wodę
i aktywatory.
Masy ze szkłem wodnym utwardzanym estrami stosuje się
do wykonywania form i rdzeni
dla odlewów ze stopów żelaza i metali nieżelaznych. Spoiwem w tych masach jest szkło
wodne sodowe utwardzane dodatkiem nieaktywowanych, lub aktywowanych estrów
produkowanych w Polsce w pięciu odmianach, zapewniających uzyskanie różnych czasów
utwardzania mas (od 10 minut do 3 godzin). Przy doborze utwardzacza należy brać
pod
uwagę
takie czynniki, jak temperatura otoczenia, wymagana zdolność masy do formowania,
rodzaj stosowanej mieszarki, a także wielkość
wykonywanych form i rdzeni.
Wzrost zawartości w masie szkła wodnego powoduje zwiększenie jej wytrzymałości,
ale równocześnie pogorszenie wybijalności, czyli zdolności usuwania odlewu z formy
i rdzenia z odlewu. W celu poprawy wybijalności mas stosowane są
pewne ilości materiałów
organicznych i nieorganicznych, a także procesy wytwarzania szkła wodnego, poprawiające
jego strukturę
koloidalną i charakterystykę wiązań chemicznych. Do wykonywania form
i rdzeni można stosować
modele i rdzennice drewniane, metalowe i z tworzyw sztucznych.
Usuwanie oprzyrządowania następuje po upływie 15 do 60 minut od wykonania formy lub
rdzenia (w zależności od zastosowanego utwardzacza estrowego), natomiast proces zalewania
można rozpocząć
po 4 do12 godzin od wykonania formy lub rdzenia (w zależności od ich
wielkości).
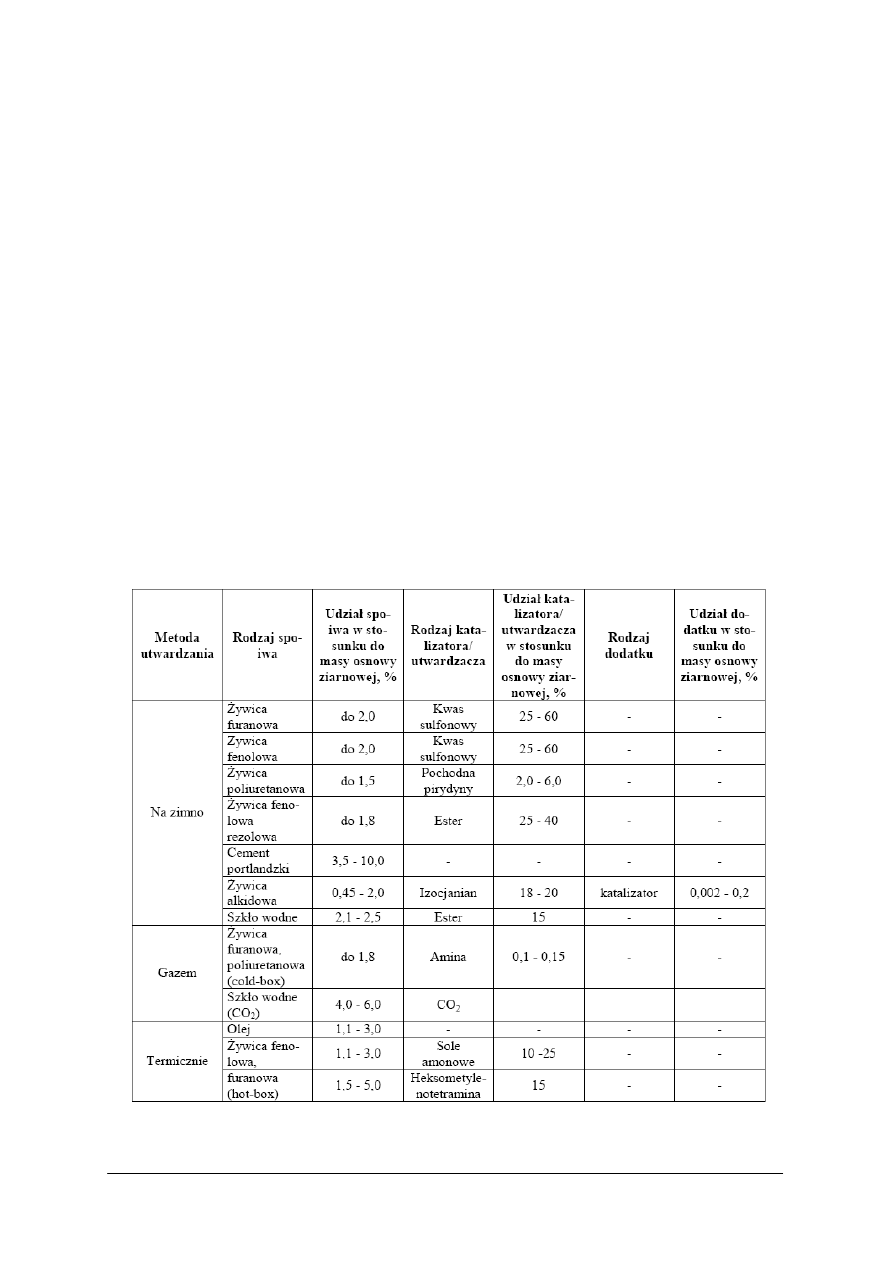
Tabela 3. Zużycie spoiw, utwardzaczy, katalizatorów i dodatków do mas [1]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie operacje składają się na proces przygotowania mas formierskich?
2. Jakie materiały stosowane są na osnowy mas formierskich?
3. Jakie materiały stosowane są na spoiwa mas formierskich?
4. Jaki wpływ na własności masy formierskiej mają pył węglowy i koksowy?
5. Od czego zależy dobór składników masy formierskiej?
6. Jakich urządzeń używa się do sporządzania masy formierskiej?
4.3.3. Ćwiczenia
Ćwiczenie 1
Przygotuj wilgotną masę formierską przeznaczoną do wykonania odlewu ze stopów
żelaza.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) sprawdzić stan techniczny sprzętu wykorzystywanego do wykonania ćwiczenia,
4) zapoznać się z zasadami sporządzania mas formierskich,
5) sporządzić masę formierską,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
piasek formierski,
–
spoiwo,
–
woda,
–
mieszarka,
–
pisaki,
–
kartki papieru.
Ćwiczenie 2
Przygotuj masę rdzeniową przeznaczoną na rdzenie odlewnicze.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) sprawdzić stan techniczny sprzętu wykorzystywanego do wykonania ćwiczenia,
4) zapoznać się z zasadami sporządzania mas rdzeniowych,
5) sporządzić masę rdzeniową,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny ćwiczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
piasek formierski kwarcowy,
–
spoiwo,
–
mieszarka,
–
pisaki,
–
kartki papieru.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować procesy przygotowania mas formierskich?
2)
scharakteryzować składniki masy formierskiej?
3)
dobrać składniki do przygotowania masy formierskiej i rdzeniowej?
4)
przygotować masę formierską?
5)
przygotować masę rdzeniową?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.4. Obieg masy, odświeżanie i regeneracja mas formierskich
i rdzeniowych w odlewni. Mechanizacja i automatyzacja
przerobu mas formierskich
4.4.1. Materiał nauczania
Według kryterium uwzględniającego stopień zużycia masy formierskiej można wyróżnić
masy:
–
wyjściowe – sporządzone z samych świeżych materiałów formierskich, przy czym do
świeżych materiałów zalicza się również regenerat, czyli odzyskaną osnowę piaskową,
–
używane – przynajmniej raz wykorzystane do sporządzenia formy, w której został
wykonany odlew,
–
odświeżone – masy używane, do których dodano odpowiednią ilość świeżych materiałów
formierskich,
(regenerat,
lepiszcze,
woda).
Proces
odświeżania
może
być
przeprowadzony tylko w przypadku mas trwałych, czyli tych, w których podczas
wiązania nie zachodzi nieodwracalna reakcja,
–
zużyte – masy formierskie nie nadające się do dalszego użytkowania.
Masa formierska używana wybita ze skrzynek formierskich po zalaniu formy metalem
jest zbrylona i zawiera odpadki metalowe, szpilki, zastygłe bryłki metalu itp. Utrudnia to
dalszą przeróbkę masy i formowanie oraz może być przyczyną powstawania wadliwych
odlewów. Odświeżanie masy używanej polega na rozdrabnianiu grud przez rozgniatanie
w gniotownikach lub kruszarkach i oczyszczeniu z części metalowych najczęściej
w separatorach magnetycznych. Kruszarki przeznaczone są do rozkruszania kawałków
zużytej masy formierskiej i rdzeniowej, wybitej z form piaskowych. Kruszarki wibracyjne
pozwalają na rozdrobnienie materiału do pojedynczych ziarn. Są urządzeniami niewrażliwymi
na wtrącenia metalowe. Zastosowanie kruszarek wibracyjnych pozwala na ograniczenie ilości
urządzeń stosowanych do przygotowania masy do regeneracji, a tym samym obniżenie
kosztów budowy stanowiska. Mogą być one zastosowane do uproszczonej regeneracji
piasków zużytych mas formiersko - rdzeniowych. Kruszarki mogą być zastosowane również
do oddzielania części metalowych niemagnetycznych do masy formiersko - rdzeniowej oraz
do przerobu odwałowych mas formiersko - rdzeniowych dla celów poza odlewniczych
(np. budownictwo, drogownictwo itp.).
Kolejnym etapem jest przesiewanie i odpylanie masy rozdrobnionej masy. Odpylanie
polega na usunięciu z masy używanej pyłu, który powstaje w wyniku pękania ziarn piasku
oraz przepalenia lepiszcza, w specjalnych urządzeniach odpylających. Tak przygotowana
masa formierska nadaje się do ponownego wykorzystania.
Regenerację mas formierskich przeprowadza się zwykle dla mas, w których proces
wiązania polega na nieodwracalnych reakcjach chemicznych (np. masy ze szkłem wodnym),
wskutek czego masa po zużyciu nie nadaje się do powtórnej przeróbki. W masie tej znajduje
się jednak znaczna ilość piasku kwarcowego o nie zniszczonych ziarnach, który nadaje się do
ponownego użycia jako regenerat. Proces regeneracji polega na usuwaniu z powstałego
w masie formierskiej lepiszcza oraz części organicznych na sucho lub mokro w specjalnych
urządzeniach przeznaczonych do regeneracji masy formierskiej takich jak np. regeneratory
termiczne lub mechaniczne. Regeneracja termiczna mas zużytych polega na spalaniu otoczek
organicznej żywicy na ziarnach. Regeneracja mokra powoduje usuwanie otoczki lepiszcza
z powierzchni ziarn za pomocą wzajemnego ocierania się i szlifowania ziarn w środowisku
wodnym. W tym sposobie stosuje się system płuczek do usunięcia produktów ścierania.
W nowoczesnych obiegach masy stosuje się
ponadto urządzenia do homogenizacji masy
zwrotnej pozwalające na ujednorodnienie jej wilgotności oraz ochłodzenie poniżej tzw.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
„temperatury masy gorącej”. Rolę
homogenizatora spełnia także bęben do wybijania
odlewów z masy, wyposażony w system dozowania wody i pomiaru temperatury oraz
wilgotności masy. Do regeneracji kieruje się
zużyte masy i/lub nadmiar masy używanej,
a także wybite masy ze spoiwami chemoutwardzalnymi, masy ze szkłem wodnym, masy
rdzeniowe i uszkodzone formy i rdzenie.
W zakresie procesu regeneracji osnowy z zużytych mas formierskich i rdzeniowych
można wyodrębnić dwa podstawowe pojęcia obejmujące regenerację wstępną oraz
regenerację właściwą. Odzyskany piasek w wielu przypadkach może mieć porównywalne,
a czasami nawet lepsze właściwości od piasku świeżego.
Regeneracja wstępna jest najczęściej stosowana do uzdatnienia obiegowych mas
formierskich przed procesem ich odświeżania. Umożliwia poprawę właściwości
technologicznych mas sporządzanych na osnowie uzdatnionej w wyniku rozdrobnienia brył
masy, usunięcia z masy zanieczyszczeń metalowych i niemetalowych oraz oczyszczenia masy
przez częściowe starcie z powierzchni ziaren zużytego materiału wiążącego i jej odpylenie.
Regeneracja wstępna obejmuje rozbrylenie mas wybitych z form i rdzeni do wielkości
pojedynczych ziaren w wyniku kruszenia, przesiewania i klasyfikacji w celu wyodrębnienia
osnowy o wymaganym składzie granulometrycznym. Zużyta masa przed skierowaniem do
mieszarki podlega chłodzeniu połączonemu najczęściej z nawilżaniem oraz homogenizacji.
W tym stadium regeneracji ziarna tracą część zużytego materiału wiążącego, zachowując
jednocześnie na swojej powierzchni część aktywnego lepiszcza. Od stopnia oczyszczenia
masy obiegowej zależy ilość regeneratu, którym można zastąpić w masie świeży piasek przy
zachowaniu na założonym poziomie wytrzymałości form i jakości odlewów. Osnowa
wstępnie zregenerowana nie ma wystarczającej czystości kwalifikującej ją do wykonywania
rdzeni, co wymagałoby jej dodatkowej obróbki polegającej na usunięciu z powierzchni ziaren
pozostałości materiału wiążącego, stąd jest przeznaczona głównie do sporządzania masy
formierskiej. Regenerację wstępną realizuje się głównie przez obróbkę w urządzeniach
wibracyjnych, bębnach obrotowych i przy wybijaniu form za pomocą strumienia śrutu.
Regeneracja właściwa obejmuje dalszą obróbkę wstępnie przygotowanej masy w celu
usunięcia z powierzchni ziaren osnowy pozostałości materiału wiążącego. W wyniku tej
obróbki osnowa uzyskuje właściwości zbliżone lub korzystniejsze od wykazywanych przez
świeży piasek formierski, pozwala na praktycznie pełną zamienność technologiczną piasku
i regeneratu. W celu uwolnienia ziaren osnowy z pozostałości otoczek zużytego materiału
wiążącego konieczne jest zastosowanie bardziej intensywnej obróbki regeneracyjnej
w porównaniu z regeneracją wstępną. Do podstawowych sposobów technicznej realizacji
regeneracji właściwej należą:
–
obróbka mechaniczna realizowana w temperaturze otoczenia z zastosowaniem urządzeń:
- o małej intensywności ścierania otoczki: procesy tarcia ściernego, kruszenie udarowe
(dla mas sypkich samoutwardzalnych),
- o dużej intensywności ścierania otoczki: pneumatyczne ścieranie, mielenie, tarcie pod
działaniem siły odśrodkowej,
–
regeneracja (obróbka) termiczna,
–
regeneracja wodna z systemem płuczek.
Głównym sposobem regeneracji mas ze szkłem wodnym jest obróbka mechaniczno-
pneumatyczna w regeneratorze pneumatycznym lub połączenie regeneracji w kruszarce
młotkowej lub kruszarce wibracyjnej z regeneracją ścierno-udarową w urządzeniu
odśrodkowym.
Istotne znaczenie dla efektów procesu odzyskiwania osnowy piaskowej (regeneracji)
ze zużytej masy klasycznej ma stopień przepalenia masy. Dlatego też idealny sposób
wybijania odlewów powinien zapewnić oddzielenie warstwy masy przepalonej od nie
przepalonej. Warstwa masy przepalonej powinna podczas wybijania pozostać jako

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
przyczepiona do powierzchni odlewu i oddzielnie wybita. Masa nie przepalona praktycznie
nie wymaga odświeżania (poza ewentualnym uzupełnieniem wody). Zatem im będzie krótszy
czas przebywania odlewu w formie tym więcej masy o właściwościach wyjściowych będzie
w formie podczas wybijania odlewów. Celowe jest, więc możliwie najwcześniejsze wybicie
odlewów z formy i wydzielenie masy praktycznie całkowicie przepalonej. Wtedy pozostaje
masa zupełnie nie przepalona i częściowo przepalona. Zmniejsza się ilość materiałów
zużywanych do odświeżenia tej masy, a odrębnie wydzielona warstwa masy całkowicie
przepalonej jest cieńsza, a jeżeli istnieją warunki do regeneracji osnowy (urządzenia,
odpowiednia ilość masy) to łatwiejsze jest odzyskanie z niej osnowy kwarcowej.
Podstawowe urządzenia technologiczne w odlewni związanie z przygotowaniem
bentonitowych mas formierskich obejmują
stosowanie mieszarek krążnikowych oraz
mieszarek wirnikowych tzw. turbinowych. Stosuje się
także mieszarki pobocznicowe
starszego typu wypierane stopniowo przez nowsze rozwiązania. Do sporządzania mas
rdzeniowych stosuje się
mieszarki łopatkowe o pionowej osi mieszania tzw. skrzydełkowe,
mieszarki krążnikowe (mniej zalecane), a dla dużych rdzeni i form wykonywanych z sypkich
mas chemoutwardzalnych stosuje się mieszarko - nasypywarki, będące mieszarkami korytowymi
z poziomą
osią mieszadła.
W warunkach przemysłowych masy formierskie wykonywane są na automatycznych
stacjach przerobu mas o dużej wydajności. Sercem stacji przerobu i przygotowania mas
formierskich klasycznych jest mieszarka. Od jej jakości zależy działanie całej stacji jak
i jakość sporządzonej masy. Istotnym elementem takiej stacji jest często stosowana
chłodziarka masy obiegowej, która poza schładzaniem gorącej masy spełnia rolę wstępnego
homogenizatora i klasyfikatora masy - fluidyzacja połączona z odpylaniem pozwalają usunąć
szkodliwe cząstki pylaste, powodujące pogorszenie przepuszczalności form wykonanych z tej
masy. Stacje przerobu mas często wyposażane są w automatyczne systemy naważania
składników i optymalizacji składu masy formierskiej. System ten na bieżąco sprawdza
parametry użytkowe masy w mieszarce i koryguje ilość i proporcje składników masy.
W połączeniu z programami komputerowymi uzyskuje się bardzo istotne korzyści:
−
minimalizacja obsługi stacji - 1 człowiek,
−
eliminacja nadmiaru lub niedoboru składników w masie,
−
pełna kontrola zużycia materiałów,
−
szybkie korygowanie jakości masy.
Całość instalacji stacji przerobu mas jest nadzorowana przez system sterowania z wizualizacją
procesu i stanu urządzeń. Na rysunkach poniżej przedstawiono przykład stacji przerobu mas
formierskich Odlewni Żeliwa Simiński-Ordon Sp.j.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
Rys. 11. Stacja przerobu mas formierskich Odlewni Żeliwa Simiński-Ordon Sp.j.: a) mieszarka turbinowa,
b) sterowanie stacji przerobu mas, c) wyładunek masy [5]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz rodzaje mas formierskich ze względu na stopień zużycia masy?
2. Na czym polega proces odświeżania mas formierskich?
3. Na czym polega proces regeneracji mas formierskich?
4. Jakie znasz sposoby regeneracji mas formierskich?
5. Jakie znasz urządzenia stosowane do odświeżania i regeneracji mas formierskich?
a)
b)
c)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.4.3. Ćwiczenia
Ćwiczenie 1
Wykonaj odświeżanie masy formierskiej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) sprawdzić stan techniczny sprzętu wykorzystywanego do wykonania ćwiczenia,
4) zapoznać się ze sposobami odświeżania mas formierskich,
5) wykonać odświeżanie masy formierskiej,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
używana masa formierska,
–
urządzenia do odświeżania masy formierskiej,
–
kartki papieru.
Ćwiczenie 2
Wykonaj regenerację zużytej masy formierskiej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z treścią zadania (tekst przewodni do wykonania ćwiczenia),
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) sprawdzić stan techniczny sprzętu wykorzystywanego do wykonania ćwiczenia,
4) zapoznać się z zasadami regeneracji zużytych mas formierskich,
5) wykonać regenerację masy formierskiej,
6) zaprezentować wykonane ćwiczenie,
7) dokonać oceny ćwiczenia.
Wyposażenie stanowiska pracy:
–
instrukcja do wykonania ćwiczenia zawierająca dokumentację zadania,
–
zużyta masa formierska,
–
urządzenia do regeneracji masy formierskiej,
–
kartki papieru.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
scharakteryzować proces odświeżania mas formierskich?
2)
scharakteryzować proces regeneracji mas formierskich?
3)
wymienić maszyny i urządzenia stosowane w procesie odświeżania
i regeneracji zużytych mas formierskich?
4)
wykonać odświeżanie masy formierskiej?
5)
wykonać regenerację masy formierskiej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj dokładnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Odpowiedzi udzielaj wyłącznie na karcie odpowiedzi.
4. Zapoznaj się z zestawem zadań testowych.
5. Test zawiera 20 zadań.
6. Do każdego zadania podane są cztery odpowiedzi, z których tylko jedna jest prawidłowa.
7. Zaznacz prawidłową według Ciebie odpowiedź wstawiając literę X w odpowiednim
miejscu na karcie odpowiedzi.
8. W przypadku pomyłki zaznacz błędną odpowiedź kółkiem, a następnie literą X zaznacz
odpowiedź prawidłową.
9. Za każde poprawne rozwiązanie zadania otrzymujesz jeden punkt.
10. Za udzielenie błędnej odpowiedzi, jej brak lub zakreślenie więcej niż jednej odpowiedzi -
otrzymujesz zero punktów.
11. Uważnie czytaj treść zadań i proponowane warianty odpowiedzi.
12. Nie odpowiadaj bez zastanowienia; jeśli któreś z zadań sprawi Ci trudność – przejdź do
następnego. Do zadań, na które nie udzieliłeś odpowiedzi możesz wrócić później.
13. Pamiętaj, że odpowiedzi masz udzielać samodzielnie.
14. Na rozwiązanie testu masz 50 minut.
Powodzenia !

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
ZESTAW ZADAŃ TESTOWYCH
1. Piaski formierskie są to
a) sypkie i luźne skały osadowe, składające się głównie z ziarn kwarcu o nieregularnych
kształtach.
b) sypkie i luźne skały wapniowe.
c) minerały charakteryzujące się wysoką ognioodpornością.
d) minerały pochodzenia organicznego i nieorganicznego.
2. Materiałem chroniącym masę formierską przed przypaleniem się jej do powierzchni
odlewu jest
a) torf.
b) grafit.
c) talk.
d) kalafonia.
3. Szkło wodne stosowane jest w masie formierskiej jako
a) spoiwo.
b) materiał zwiększający przepuszczalność.
c) materiał zmniejszający przepuszczalność.
d) materiał polepszający płynność.
4. Masą formierską lub rdzeniową nazywa się mieszaninę
a) piasku i gliny formierskiej.
b) piasku i lepiszcza.
c) głównych i pomocniczych materiałów formierskich z wodą, dobranych
w odpowiednich proporcjach i odpowiednio przygotowanych.
d) głównych i pomocniczych materiałów formierskich.
5. Przepuszczalność mas formierskich jest to zdolność do
a) przepuszczania wody.
b) przepuszczania materiału stosowanego na odlewy.
c) przepuszczania gazów.
d) przepuszczania piasków kwarcowych.
6. Spoistość jest to odporność znormalizowanej próbki masy formierskiej na
a) ściskanie i ścinanie.
b) ściskanie i rozciąganie.
c) skręcanie.
d) rozciąganie.
7. Plastyczność charakteryzuje zdolność mas formierskich do
a) zachowania kształtów odciśniętych w nich za pomocą modelu lub skrzynki
rdzeniowej.
b) wypełniania formy.
c) sklejania się ze sobą, czyli spiekania.
d) zachowywania dobrych właściwości formierskich po kilkakrotnym ich użyciu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
8. Do oznaczenia wytrzymałości na ściskanie i ścinanie stosuje się kształtki
a) ósemkowe.
b) walcowe.
c) podłużne.
d) kwadratowe.
9. Rysunek przedstawia badanie próbki masy formierskiej na
a) ściskanie.
b) zginanie.
c) ścinanie.
d) rozciąganie.
10. Na rysunku przedstawiono
a) uniwersalny aparat do pomiaru wytrzymałości mas formierskich.
b) aparat do pomiaru przepuszczalności mas formierskich.
c) aparat do pomiaru osypliwości mas formierskich.
d) przesiewacz laboratoryjny.
11. Ubijaki laboratoryjne służą do
a) ubijania masy w formie odlewniczej.
b) oznaczania właściwości wytrzymałościowych.
c) sporządzanie kształtek laboratoryjnych.
d) sporządzania rdzeni odlewniczych.
12. Do oznaczania składu ziarnowego materiałów sypkich służy
a) kruszarka.
b) aparat typu LS.
c) przesiewacz laboratoryjny.
d) aparat sitowy.
13. Spośród materiałów stosowanych na osnowę mas największe zastosowanie znajdują
piaski
a) kwarcowe.
b) węglowe.
c) szamotowe.
d) korundowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
14. Jako materiału wiążącego do sporządzenia masy formierskiej użyjesz
a) glinokrzemianów.
b) pyłu węglowego.
c) gliny formierskiej.
d) wody.
15. Jako składnika poprawiającego przepuszczalność sporządzenia masy formierskiej użyjesz
a) pyłu koksowego.
b) torfu włóknistego.
c) oleju lnianego.
d) krzemionki.
16. Ilość i rodzaj materiałów formierskich wprowadzanych do masy zależą przede wszystkim
od
a) rodzaju formy odlewniczej.
b) wielkości mieszarki.
c) przeznaczenia masy.
d) wielokrotności użycia.
17. Proces przerzucania masy formierskiej ma na celu
a) ujednorodnienie składu masy.
b) zasypanie formy odlewniczej.
c) rozdrabnianie masy formierskiej.
d) wprowadzenie dodatków odlewniczych.
18. Masa formierska odświeżana to masa
a) przynajmniej raz wykorzystana do sporządzenia formy.
b) sporządzone z samych świeżych materiałów formierskich.
c) używana, do których dodano odpowiednią ilość świeżych materiałów formierskich.
d) nie nadająca się do dalszego użytkowania.
19. Regenerację mas formierskich przeprowadza się zwykle dla mas
a) w którym proces wiązania polega na nieodwracalnych reakcjach chemicznych.
b) rdzeniowych.
c) z dużą zawartością gliny.
d) wybitych z form piaskowych.
20. Proces regeneracji ma na celu
a) odzyskanie lepiszcza.
b) odzyskanie osnowy piaskowej.
c) poprawienie własności wytrzymałościowych masy formierskiej.
d) poprawienie własności technologicznych masy formierskiej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Przygotowanie mas formierskich i rdzeniowych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedzi
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
6. LITERATURA
1. Przewodnik w zakresie najlepszych dostępnych technik. Wytyczne dla branży
odlewniczej. Ministerstwo Środowiska. Wrzesień 2005
2. Sakwa W., Wachełko T.: Materiały na formy i rdzenie odlewnicze. Wydawnictwo
„Śląsk”, Katowice 1970
3. Szreniawski J.: Techniki wytwarzania odlewnictwo. PWN, Warszawa 1980
4. www.multiserw-morek.pl
5. www.odlewy.com.pl
Wyszukiwarka
Podobne podstrony:
Badania właściwości mas formierskich i rdzeniowych, MiBM, semestr II, Odlewnictwo, sprawka
Badanie podstawowych właściwości mas formierskich i rdzeniowych, technologia wytwarzania
REGENERACJA MAS FORMIERSKICH I RDZENIOWYCH
Przygotowanie i?danie właściwości mas formierskich sprawozdanie
PRZYGOTOWANIE I?DANIA PODSTAWOWYCH WŁAŚCIWOŚCI MAS FORMIERSKICH sprawko
przygotowanie i badanie podstawowych właściowości mas formierskich, SPRAWOZDANIE
PRZYGOTOWANIE I?DANIA PODSTAWOWYCH WŁAŚCIWOŚCI MAS FORMIERSKICH
14 06 Wytwornie mas bitumicznych i betoniarnie
06 Przygotowanie surowcow i pol Nieznany (2)
3 BADANIE PODSTAWOWYCH WŁAŚCIWOŚCI MATERIAŁÓW I MAS FORMIERSKICH
2 ?danie właściwości mas formierskich
Badanie mas formierskich2, Odlewnictwo
I przygotowanie mas ogniotrwalych i zaformowanie próbek, Technologia ceramiki
Oznaczanie gazotworczosci z mas formierskich i rdzieniowych
Badanie mas formierskich1, Odlewnictwo
badanie mas formierskich, Techniki wytwarzania
badanie mas formierskich
Odlewnictwo sprawko-Badanie mas formierskich by p4aveu, odlewnictwo
więcej podobnych podstron