19
Pellicles
Yung-Tsai Yen, Ching-Bore Wang, and Richard Heuser
CONTENTS
19.1 History
19.2 Overview of Pellicles
19.2.1 Introduction
19.2.2 The Use of a Pellicle
19.3.1 Transmission Versus Film Thickness
19.3.2 Particle Size Versus Frame Height
19.3.3 Focus Change Versus Film Thickness
19.4.3 Mounting Adhesive or Gasket
19.4.4 Backside Cover
19.5.1 Inspection of Film Transmission and its Uniformity.
19.5.2 Inspection of Film Particles
19.5.3 Inspection of Frame
19.5.4 Inspection of Adhesive
19.6.1 Controlling Static Charge
19.6.2 Mounting .
19.6.3 Cleaning...
19.7 Long-Term Stability of a Pellicle on a Photomask
19.7.1 Outgassing and Crystallization
19.7.2 Material Stability
19.8.1 Soft Pellicle
19.8.2 Hard Pellicle
19.8.3 Removable Pellicle or Cover
19.8.4 No Pellicle
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c019 Final Proof page 395 7.3.2005 6:28pm
© 2005 by Taylor & Francis Group.
19.1
History
The term ‘‘pellicle’’ is used to mean ‘‘film,’’ ‘‘thin film,’’ or ‘‘membrane.’’ Beginning in the
1960s, thin film stretched on a metal frame, also known as a pellicle, was used as a beam
splitter for optical instruments. It has been used in a number of instruments to split a
beam of light without causing an optical path shift due to its small film thickness. In 1978,
Shea and Wojcik [1] at IBM patented a process to use the pellicle as a dust cover to protect
a photomask or reticle (hence all will be called ‘‘photomask’’ in the rest of this chapter). In
this chapter, the word ‘‘pellicle’’ will be used only to mean a ‘‘thin film dust cover to
protect a photomask.’’
19.2
Overview of Pellicles
19.2.1 Introduction
A pellicle is used primarily for two purposes — to increase die yield and reduce overall
photomask handling, i.e., cleaning and inspection. It is a thin film stretched on a frame used
to protect a photomask from particle contamination. Today, the pellicle has become an
integral component in the manufacturing process for most IC manufacturers, and high-
resolution projection photolithography systems use it in the manufacturing of thin film
magnetic reading heads, LCD flat panels, micro-electromechanical system (MEMS), etc.
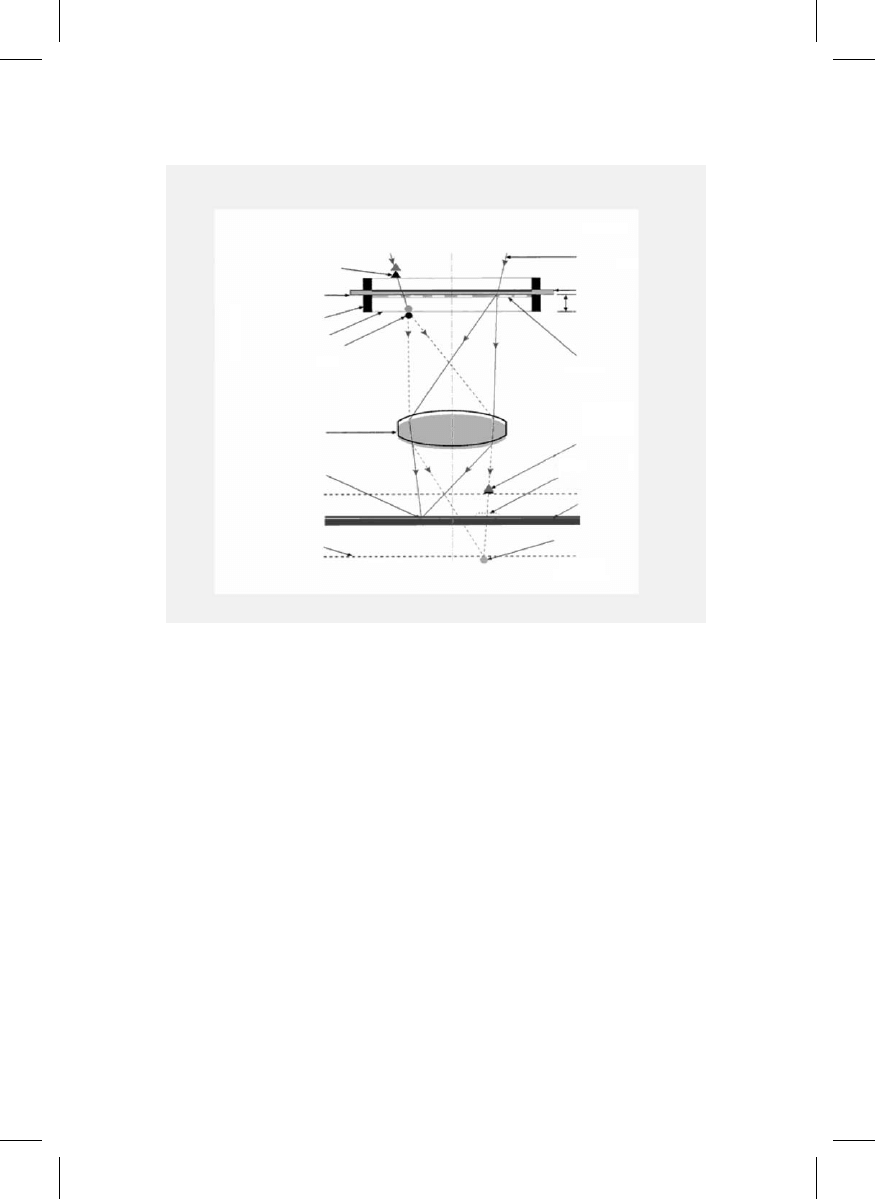
19.2.2 The Use of a Pellicle
During the printing process, the image of any particle on the pellicle film will be out of
focus on the wafer plane and therefore has only a blurry shadow, which has a minimal
effect on the photomask’s image on a wafer. Without pellicle protection, a photomask can
easily get a particle on its surface and form a distorted image on the wafer, creating a
defect on a chip. Before the time when pellicles were used, a photomask would require
daily cleaning and inspection. Consequently, the photomask would easily become con-
taminated from the environment or damaged from the cleaning process, resulting in a low
die yield and high replacement costs.
The use of a pellicle in an optical projection system is illustrated in
Once a
pellicle is properly attached on the photomask, the surface that is covered by the pellicle is
free from future outside particle contamination. The original quality of the photomask can
therefore be preserved. Now only a brief inspection of the pellicle film and photomask
surface is required to insure the quality of the photomask.
19.3
Optical Requirements
19.3.1 Transmission Versus Film Thickness
A pellicle needs a good light transmission and long-term transmission stability. The
transmission depends on the film thickness, film material, and any antireflective coating
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c019 Final Proof page 396 7.3.2005 6:28pm
© 2005 by Taylor & Francis Group.
(ARC) on the film. The Transmission stability depends on the material used, the light
wavelength, and intensity used for the optical system.
The transmission of a thin film is dependent on the film thickness, light wavelength,
incident angle, and light absorption of the film. A normal incident light on a nonabsorp-
tive thin film, the maximum transmission of the film happens when the film thickness is
an integer multiple of an optical half wavelength, i.e., the half wavelength of the light
divided by the refractive index. That is kl/2n, where k ¼ 0, 1, 2, . . . , l is the wavelength,
and n is the refractive index.
The transmission minimum happens when the film thickness is at the optical quarter
wavelength from a transmission maximum. That is kl/2n þ l/4n. The minimum trans-
mission is (1 4((n 1)/(n þ 1))
2
). For n ¼ 1.5, the minimum transmission is 0.84. From a
transmission spectrum of a thin film, one can calculate the thickness and the refractive
index.
For a projection aligner or a wafer stepper using multiple wavelengths, the film
thickness selection is dependent on the light source intensity and photoresist sensitivity
at different wavelengths. The film thickness is usually chosen to have a stable transmis-
sion over some thickness range. For a multiple wavelength system, the transmission
versus film thickness shows a ‘‘beat’’ pattern and stabilizes to a constant transmission
when the thickness is high. Ronald S. Hershel published a good introduction paper on
pellicles in 1981 [2].
Top contaminant
What pellicles do
Optical projection system
Light
Photomask
Standoff
Mask pattern
Top
contaminant
image
Unfocused
contaminant
image
Bottom
contaminant
image
Water surface
Object plane
Pellicle frame
Pellicle film
Bottom contaminant
Lens system
Image plane
Bottom
film image
FIGURE 19.1
The use of a pellicle.
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c019 Final Proof page 397 7.3.2005 6:28pm
© 2005 by Taylor & Francis Group.

For example, for a thin film used at g-line (wavelength 436 nm), with a refractive index
of 1.5, a 0.72-mm film thickness is chosen with a small tolerance of + 0.01 mm, while for a
broadband system from g-line to i-line (365 nm), a thickness of 2.85 mm is chosen with
large thickness tolerance of + 0.2 mm. It has to be noted that for a broadband system
because photoresist sensitivity is wavelength dependent, each system with different
photoresist values can have a different optimal thickness.
ARC was introduced to improve the transmission and reduce the sensitivity of trans-
mission to the film thickness variation. At the beginning, vacuum deposition with metal
fluoride, such as calcium fluoride, was used. ARC with fluoropolymer was first used by
Micro Lithography, Inc. (MLI) in 1984. Multiple-layer ARC was also introduced later [3].
Some transmission curves of different films are shown in
19.3.2 Particle Size Versus Frame Height
The pellicle film is kept at a fair distance from the photomask, so that any particles on the
film will only give a blurry shadow on the wafer. However, if the particle is large enough,
the shadow can reduce enough intensity of the light on the wafer to cause a defect.
Therefore, the particle size and the distance between the film and photomask surface,
i.e., frame height or standoff, need to be considered. The standoff is dependent on the
maximum expected particle size and allowable light intensity reduction in the process
and should be proportional to particle size and reduction ratio, and inversely propor-
tional to the numerical aperture and partial coherence of the illumination system. For an
opaque particle in a single lens system, the following calculation can be used to determine
the minimum standoff D required for an opaque particle with diameter P:
D ¼ P(M=NA=s) R
0:5
1
=
2
where M is the reduction ratio, R is the percentage of intensity reduction, NA is the
numerical aperture of the projection optics on the wafer, and s is the partial coherence of
the illumination system. The particle image diameter is P/M, and the distance from the
particle image to the photomask image on the wafer is D/M
2
. The diameter of the shadow
is (2NA D/M
2
þ P/M). Examples of the reduction ratios and numerical aperture values
are shown below:
.
First Perkin Elmer wafer aligner, 1973: M ¼ 1, NA ¼ 0.167
.
First GCA stepper, 1976: M ¼ 10, NA ¼ 0.28
.
Most current wafer stepper, 2003: M ¼ 4, NA ¼ 0.6
Assuming the partial coherence s from the illumination system is 1, the following
examples show the different calculations used in determining standoff with different
reductions in intensity on the wafer plan:
.
For R ¼ 4% reduction in intensity: D ¼ (M/NA) P 2,
.
For R ¼ 1% reduction in intensity: D ¼ (M/NA) P 4.5,
.
For P ¼ 0.1 mm ¼ 100 mm, the calculated standoff is presented in
For particles on the glass surface, the apparent distance from particles to the pattern
surface is D/n, where D is the thickness of the glass and n is the refractive index of the
glass.
© 2005 by Taylor & Francis Group.
For a real system, the minimum standoff is also dependent on the partial coherence of
the illumination system, wavelength of the light, and size of the pattern, i.e., the diffrac-
tion pattern. Pei-Yang Yan et al. [4] published a paper on the printability of pellicle
defects for deep UV (DUV) lithography in 1992.
19.3.3 Focus Change Versus Film Thickness
In addition, the film thickness of the pellicle on the pattern side can change the depth-of-
focus by t/n/M
2
, where n is the refractive index of the pellicle film and t is the thickness
of the film. For a 1:1 broadband projection wafer aligner using a pellicle with 2.85 mm film
thickness and refractive index of 1.5, there is a 1.90-mm depth-of-focus correction, while
for a 4:1 stepper the depth-of-focus change is only t/24. For a film thickness of 1 mm, this
is a shift of only 0.04 mm.
19.4
Anatomy of a Pellicle
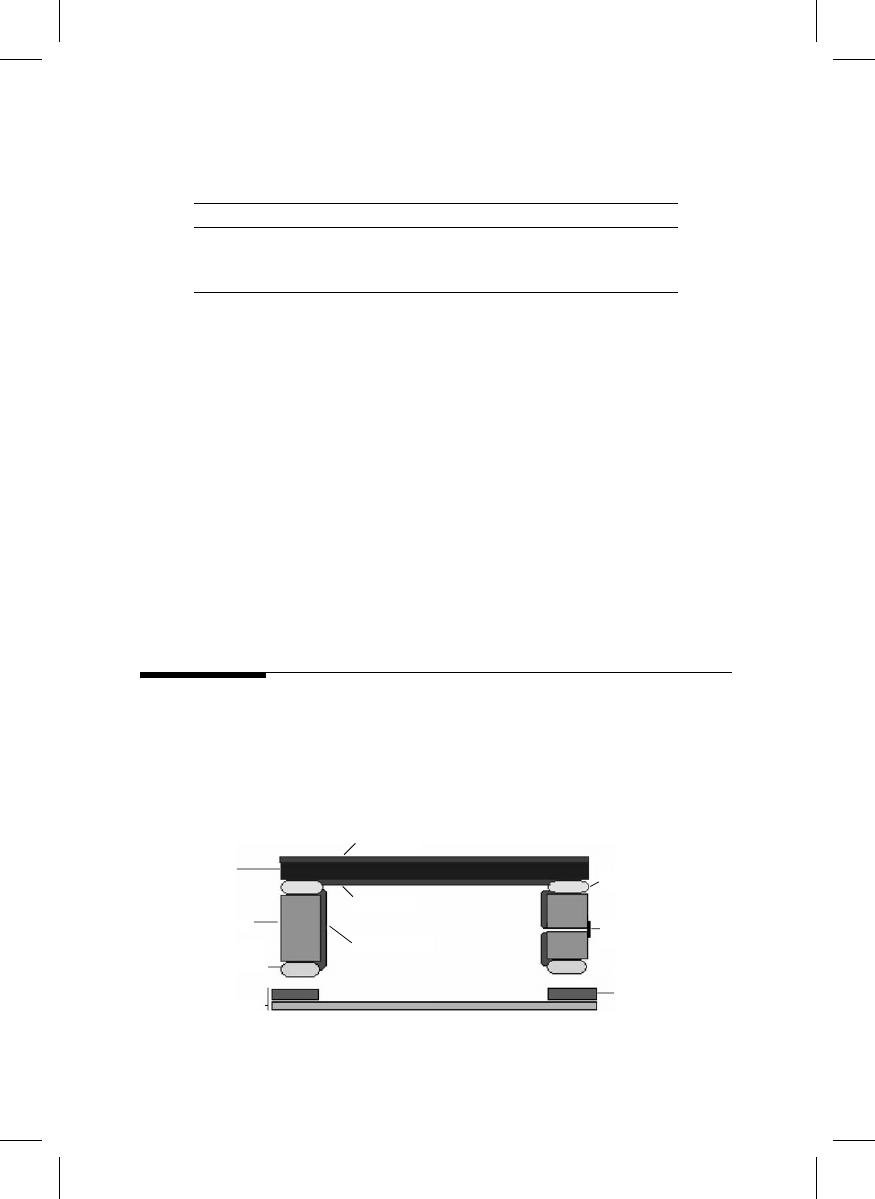
There are several key features to a pellicle that allow it to properly perform its function.
A typical pellicle is shown in Figure 19.2.
Film
AR coating
Glue
Frame
filter
Release
liner
AR coating
Liquid coating
Frame
Mounting
adhesive
Backside
cover
FIGURE 19.2
Cross-section of a Micro Lithography, Inc. (MLI) pellicle.
TABLE 19.1
Standoff for Different Wafer Steppers and Aligners
M
NA
M/NA
D @ R = 4% (mm)
D @ R = 1% (mm)
Perkin Elmer
1
0.167
6.0
1.2
2.7
GCA
10
0.28
36
7.2
16
4:1
4
0.6
7
1.4
3.2
© 2005 by Taylor & Francis Group.
19.4.1 Film
The Film in a pellicle provides a physical barrier to prevent outside contamination, i.e.,
particles or vapor outgassing, from reaching the photomask surface. At the same time,
because it is thin it provides an optical path with minimum focus and transmission
distortion.
19.4.1.1 Manufacturing Process
Dip-coating, chemical vapor deposition, and spin-coating have been used to create
pellicle film. Currently, most pellicle film is produced by the spin-coating process [5,6].
In 2003, a pellicle as big as 582 mm 348 mm for LCD photomask was produced with
spin-coating process. The pellicle film can also be coated with antireflective materials to
give it suitable antireflective properties. The ARC process can be done by spin-coating or
vacuum deposition with low refractive index materials. Fluoropolymers, which are used
for ARC or for DUV film, create a low-energy surface and can make it easier to remove
particles from the pellicle surface.
19.4.1.2 Transmission and Material
The Transmission depends on the film thickness, type of ARC, and light absorption of
film material and the light wavelength used by the wafer aligner or wafer stepper.
Nitrocellulose was the film material initially used and can be used for g-line (436 nm) or
i-line (365 nm) wafer steppers and wideband projection wafer aligners. However, this
material begins to absorb just below 350 nm and cannot be used below 350 nm. Cellulose
esters, such as cellulose acetate and cellulose acetate butyrate, have good transmission
above 300 nm while amorphous per-fluoropolymer materials, such as Teflon AF
1
(DuPonty) or Cytop
1
(Asahi Glass Co. Ltd.), can be used for 248-nm and 193-nm
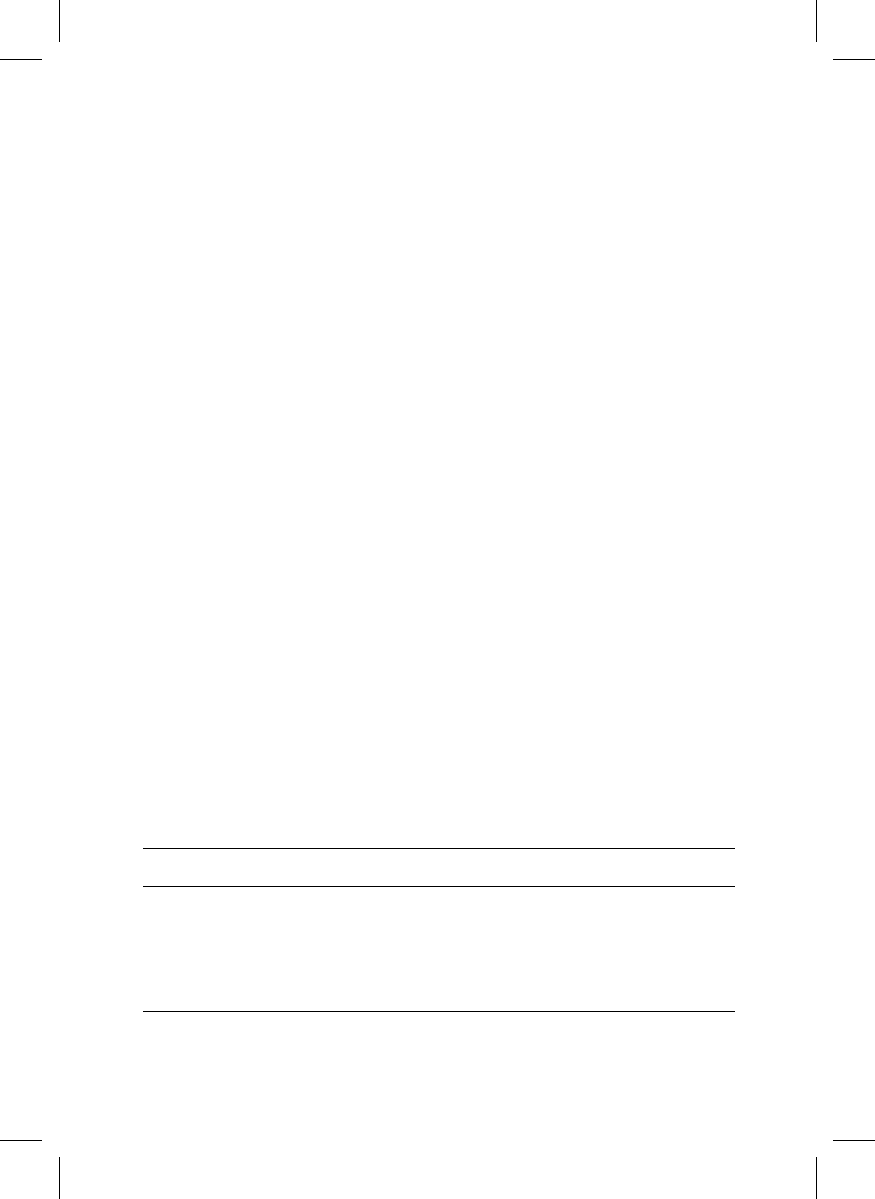
steppers. Examples of the different types of film and their transmission curves are
shown in Table 19.2 and
respectively.
The film material must have the proper uniformity, mechanical strength, optical trans-
mission, and cleanliness to allow continuous replication of the photomask image onto the
wafer surface. Specifically, a few necessary characteristics are as follows:
(1) Transmission uniformity: As most film is generated from spin-coating, uniform-
ity is from the center of the pellicle film to the edge.
TABLE 19.2
MLI’s Film Specifications
Material
a
Part No.
Thickness (mm)
Double-Sided
AR Coating
Transmission
Wavelength (nm)
NC
100
2.85
No
91% (avg.)
350–450
102
2.85
Yes
97% (avg.)
350–450
105
b
2.85
Yes
99.5% (min.)
380–420
122
c
1.40
Yes
99% (min.)
365, 436
CE
201
c
1.40
Yes
99% (min.)
365, 436
FC
603
d
0.81
No
99% (min.)
248, 365, 436
703
d
0.54
No
99% (min.)
193, 248, 365
a
NC: nitrocellulose; CE: cellulose ester; FC: fluorocarbon polymer.
b
MLI U.S. Patent # 4,759,990.
c
MLI U.S. Patent # 5,339,197.
d
MLI U.S. Patent # 5,772,817.
© 2005 by Taylor & Francis Group.
(2) Mechanical strength: The film and glue adhesion must be able to withstand
certain air pressure from a nitrogen or air blow-off gun with a 2-mm or larger
opening at all angles. For fluoropolymers used for DUV pellicle film or ARC, it
is very difficult to find a suitable glue to bond the film to the frame due to the
film’s low surface energy. Therefore, the glue developed for this purpose can
sometimes show only a marginal strength and limited lifetime of adhesion
strength. Adhesion strength, i.e., adhesion of glue on the frame, should be
checked with each vendor’s pellicle.
(3) Usage life: The pellicle lifetime can vary greatly, depending on pellicle mater-
ials and the light source of the wafer stepper or wafer aligner, i.e., light source
wavelength, intensity and light filter used. All material components in a
pellicle are subject to UV light degradation, oxidation degradation, and out-
gassing and should therefore be considered as having a limited lifetime.
Film 100
0
20
40
60
80
100
200
250
300
350
400
450
500
Wavelength (nm)
Transmittance (%)
Film 105
0
20
40
60
80
100
200
250
300
350
400
450
500
Wavelength (nm)
Transmittance (%)
Film 100 (350
−450 nm)
Film 105 (380
−420 nm)
Film 122
0
20
40
60
80
100
200
250
300
350
400
450
500
Wavelength (nm)
Transmittance (%)
Film 201
0
20
40
60
80
100
200
250
300
350
400
450
500
Wavelength (nm)
Transmittance (%)
Film 122 (365 nm, 436 nm)
Film 201 (365 nm, 436 nm)
Film 603
88
90
92
94
96
98
100
200
250
300
350
400
450
500
Wavelength(nm)
Transmittance (%)
Film 703
88
90
92
94
96
98
100
190
240
290
340
390
Wavelength (nm)
Transmittance (%)
Film 603 (248 nm, 365 nm, 436 nm)
Film 703 (193 nm, 248 nm, 365 nm)
FIGURE 19.3
Typical transmission curves.
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c019 Final Proof page 401 7.3.2005 6:29pm
© 2005 by Taylor & Francis Group.
19.4.1.3 AR Coating
ARC on a pellicle can improve the transmission and its uniformity over the entire
pellicle. The ARC on a pellicle also makes the transmission less sensitive to the thickness
variations of the base film. ARC can be deposited with inorganic material, such as
calcium fluoride, or spin-coated with a fluoropolymer. Fluoropolymer ARCs have an
additional advantage of creating a low-energy surface, and therefore it is easier to blow
off particles from the pellicle surface compared with most inorganic ARCs. Because
DUV pellicles for 248 and 193 nm use perfluoropolymer, no ARC is currently used for
these pellicles.
19.4.2 Frame
The frame is used to support the film and to be bonded on a photomask. It must be
mechanically rigid, flat, stable, create no contamination, and easy for inspection. The
material is typically of a black, anodized aluminum alloy.
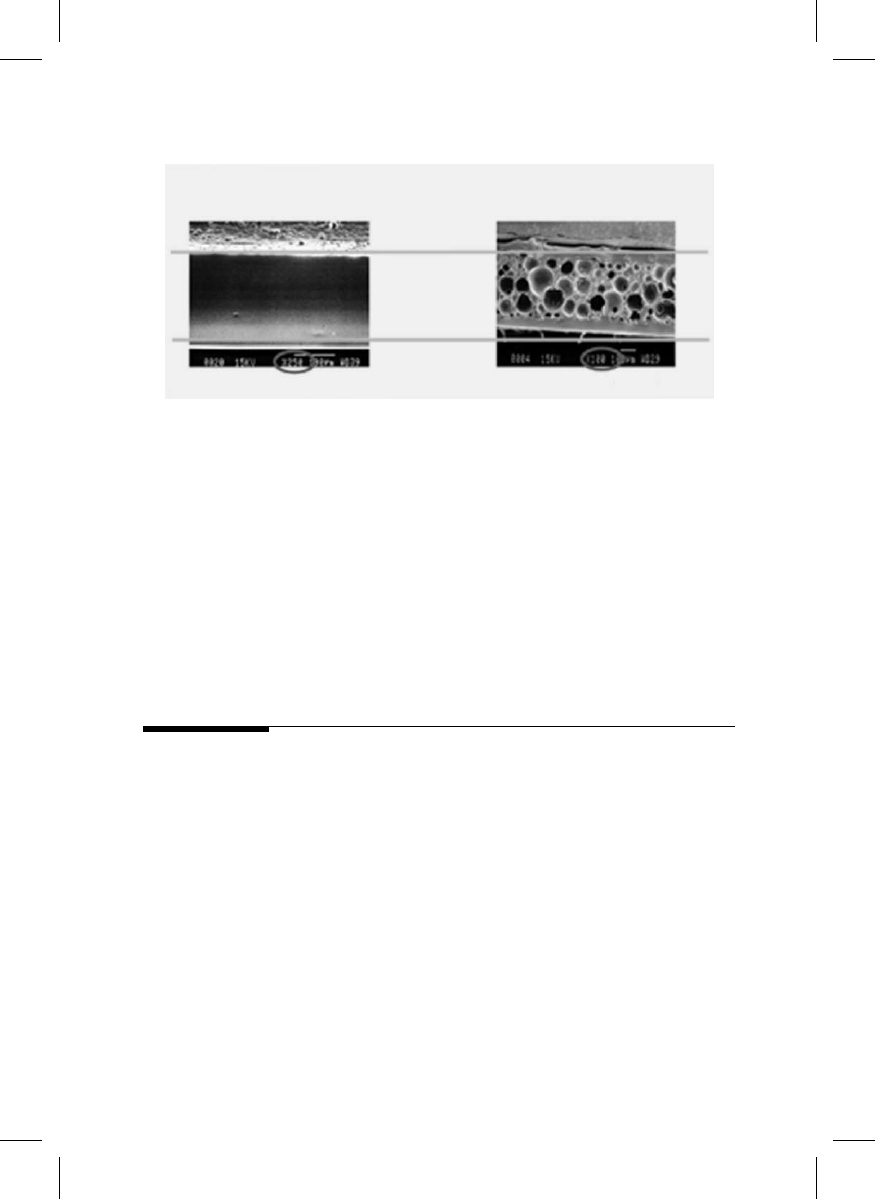
19.4.2.1 Frame Coating
The current frame manufacturing process creates a pellicle frame that has a very rough,
irregular surface. Coating is therefore used to give the pellicle frame a smoother surface.
Hidden particles on the irregular surface are sealed by the coating, while the coating
allows for easier detection of particles on the frame surface. Coating is often used
in conjunction with an adhesive or liquid-like material to catch possible airborne par-
ticles. Without coating on the pellicle frame, particles can potentially hide in frame
crevices and eventually fall on the pellicle film and/or photomask. It is important that
the coatings have no adverse affects on the pellicle. For example, the liquid coatings
must be UV resistant and have minimal outgassing to avoid any transmission loss of the
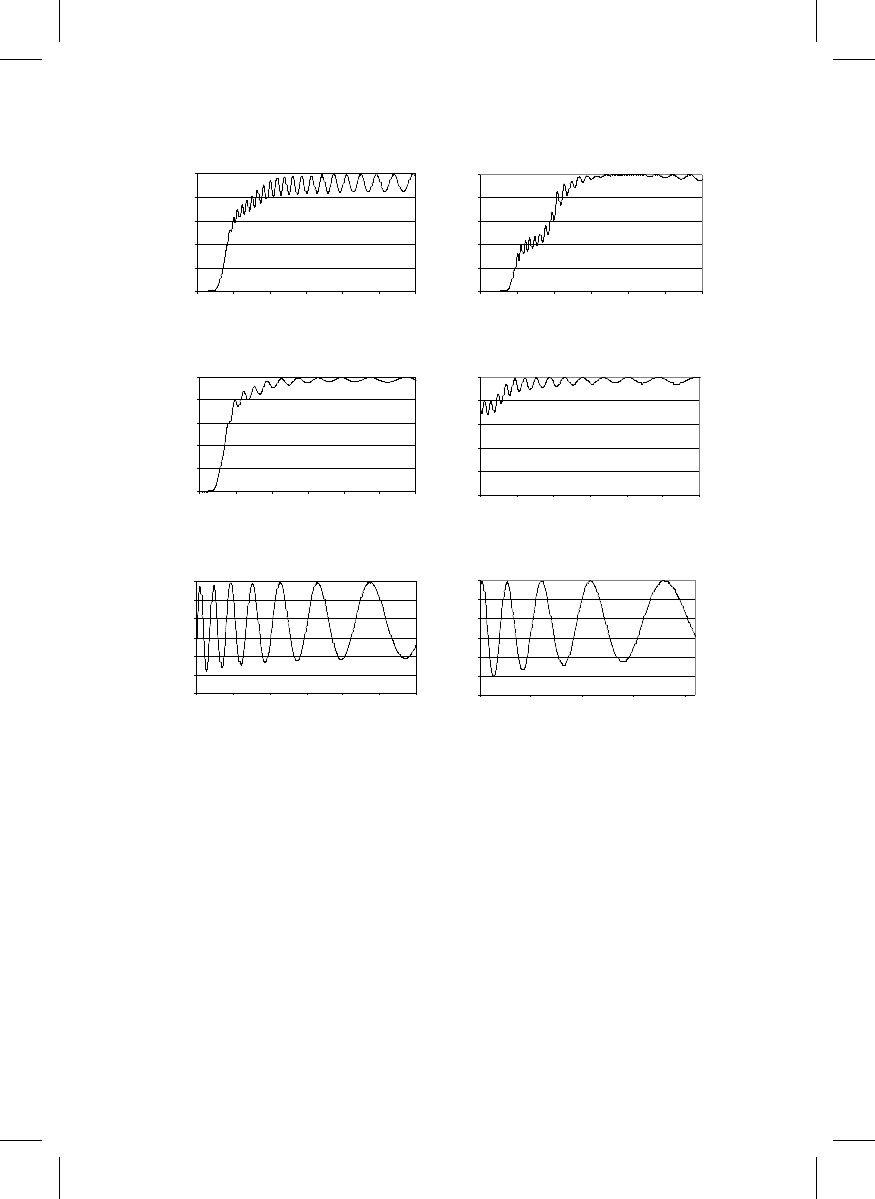
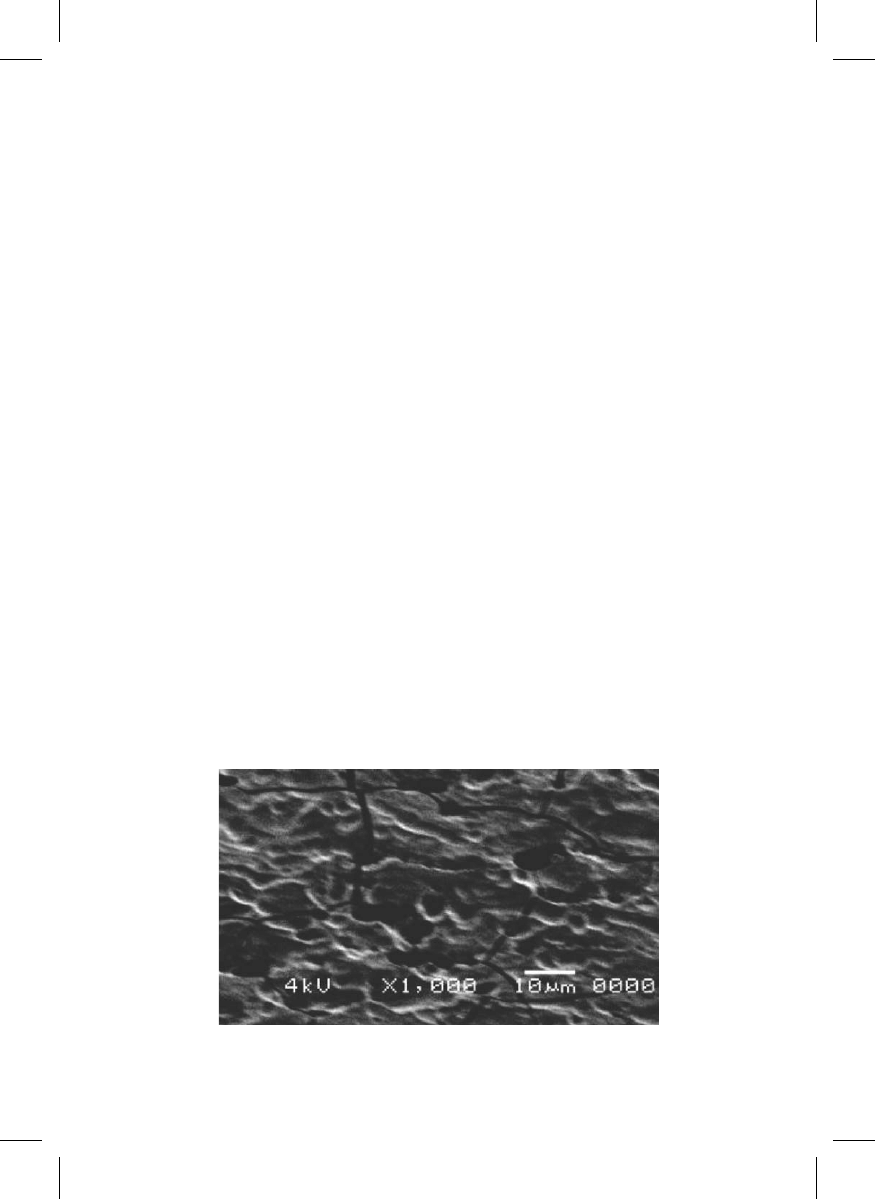
film and condensation or crystallization on the photomask surface, respectively. Figure
19.4 and
show frame surfaces of an MLI pellicle without coating and with
coating.
FIGURE 19.4
Scanning electron microscope picture of a frame without coating.
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c019 Final Proof page 402 7.3.2005 6:29pm
© 2005 by Taylor & Francis Group.
19.4.2.2 Vent Hole and Filter
During air shipment, a pelliclized photomask is subject to significant air pressure differ-
entials, causing the volume of air under the pellicle film to expand or contract [7]. This can
cause the film to damage or even break. Consequently, a vent hole, i.e., breath hole, in the
pellicle frame was developed to equalize the air pressure differentials inside and outside
the pellicle film during air shipment. A vent hole with a cap screw was first used by Intel
in the early 1980s for shipment of an Ultratech wafer stepper reticle from one factory to
another at different altitudes. Then filter on the vent hole was introduced by Kasunori
Imamura in a patent [8].
Although a vent hole with a filter can equalize the pressure from inside to outside of a
frame, the hole itself is always a potential place for hidden particles even when the wall of
the hole is coated with a pressure-sensitive adhesive. Therefore, unless it is necessary to
ship by air or use at different altitudes, it is not recommended to use a vent hole with
filter.
In addition, with the introduction of a single-layer cast pressure-sensitive adhesive,
which has a tight seal on a photomask or a reticle, a fast mounting process can trap some
air and cause a bulge of the film. A frame with a vent hole with filter can eliminate this
problem.
With the concern of environmental outgassing and photomask container outgassing,
especially for DUV photolithography, one has to get enough outgassing data in deciding
whether a vent hole with a filter is right for the process because the filter can connect the
inside of a pellicle to possible outside vapor contamination.
19.4.3 Mounting Adhesive or Gasket
The mounting adhesive or gasket is used to bond the pellicle to the photomask and is
preapplied on the frame with a release liner. There are two different types of adhesives
that have been used — carrier adhesive and noncarrier adhesive. Their pictures are
shown in
An adhesive with a carrier is a double-sided coated pressure-
sensitive acrylic or rubber adhesive with a polyurethane foam, vinyl foam, or solid
carrier. Foam adhesives were used widely in the early stages of pellicle manufacturing.
Adhesives without a carrier can be applied to the frame from a one-layer transfer tape or
FIGURE 19.5
Scanning electron microscope picture of a frame with coating.
© 2005 by Taylor & Francis Group.
cast in place on the frame from hot melt, UV-cured or emulsion pressure-sensitive
adhesives. Both types of adhesives have a thickness that varies anywhere from about
0.10 to 0.80 mm.
19.4.4 Backside Cover
The backside cover was first introduced by MLI in 1982 and is now widely used in the
field. The purpose of a backside cover is to seal the inside of the pellicle against airborne
particles during transportation. This cover is then removed before the pellicle is applied
to the photomask.
19.5
Inspection
Because of the pellicle’s structure, only the film can be inspected automatically. Other
components have to be visually inspected. Defects should be categorized, i.e., killing
defect, functional defect, or cosmetic defect, and appropriate actions should be taken.
Functional defects should be well defined between vendor and user, while cosmetic defects
should be compared with a sample standard. To properly inspect a pellicle, attention must
be given to several components — transmission and uniformity of the pellicle film, particle
contamination on the film, frame, adhesive, and overall integrity of the pellicle.
19.5.1 Inspection of Film Transmission and its Uniformity
To inspect transmission, a spectrophotometer is used to measure pellicle film transmis-
sion and its uniformity. Consideration must be given to the background stray light noise,
resolution, i.e., bandwidth of the slit, and the angle of the measuring incident light from
the spectrophotometer to the pellicle. Although some pellicles might occasionally have
been out of specification from some pellicle suppliers, transmission generally presents no
problem because each pellicle’s transmission is individually measured.
# 17 Noncarrier adhesive
# 13 Carrier adhesive
Aluminum
250
⫻
100
⫻
Adhesive
FIGURE 19.6
MLI #17 noncarrier adhesive versus #13 carrier adhesive.
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c019 Final Proof page 404 7.3.2005 6:29pm
© 2005 by Taylor & Francis Group.

Transmission uniformity is typically inspected with a monochromatic light, usually a
green mercury light or a helium–neon light. With the aid of a monochromatic light,
detection of nonuniform spots on the film can easily be found, such as those from the
spin-coating process. Similarly, a laser reflection inspection machine has been used by
MLI to inspect the coating uniformity of uncoated wafer stepper film. Uncoated film
thickness can easily be measured by calculations from the transmission or reflection
spectra of a spectrophotometer or any commercial film thickness-measuring machine.
19.5.2 Inspection of Film Particles
Particle standards should be used for inspection calibration. Specifically, 1-, 0.5-, and 0.3-
m
m standards on pellicle surface should be used to calibrate any inspection tool. Even for
visual inspection, these standards should regularly be shown to operators to insure
accurate inspection.
Currently, there are three methods of inspecting film contamination — human-eye,
laser scan, and video camera inspections. The human eye is quite sensitive. MLI has
found that with proper lighting a particle as small as 0.3 mm can be detected (calibrated
with standard polystyrene beads on pellicle film and verified by a laser scan machine).
However, human inspection has a nonquantitative nature. There are several factors
involved in this inspection process, such as operator eye sensitivity, ability to focus,
inspection angle and position, film distance from the eye, incident and background
light intensity, and the eye’s pupil response to background light. The ability to detect a
particle below 1 mm can be very different between operators.
Even inspection with machines can give irreproducible results. With laser inspection of
film particles, the best reproducibility is approximately + 20%. This limitation is primar-
ily controlled by the scan line overlap and scan line stability, which is affected by the
vibration limit of the scanning optics. Laser scan can detect particles smaller than 0.3 mm.
The video camera can easily detect particles smaller than 0.3 mm with proper illumin-
ation. With current high-speed computer video capture and processing, this is the best
method to detect particles on pellicle film.
All the three inspection methods have their limitations. Human eye, laser scan, and
video camera detections are the detections of scattered light, not the real particle size. The
real particle size can be substantially larger than the size its scattering light appears,
sometimes as large as 10 times that of the detected particle size. In addition, laser
detection is limited to about 2–3 mm from the frame’s edge, depending on the laser
scanning angle, intensity distribution of the laser spot, height of the frame, and light
scattering of the frame edge.
Comparing human eye, laser scan and video inspections, the advantage of the laser and
video inspections is that they are mechanical processes that generate more reproducible
results, whereas human inspection under strong light scattering presents an unpleasant
condition to work. However, human eye inspection does have the desired sensitivity, fast
inspection speed, ability to inspect up to the frame’s edge, and even the ability to
determine which side of the film the particle lies on, at least for larger particles.
19.5.3 Inspection of Frame
A frame is usually machined, sandblasted, and black anodized. Currently, human-eye
inspection is used under a projector light to inspect such pellicle frames. However, an
operator cannot distinguish particles of 3 mm or even larger from frame irregularities,
which came from machining marks, a rough surface from sandblasting, or a porous
© 2005 by Taylor & Francis Group.
anodized surface with etch pits. Therefore, it is very difficult to differentiate between a
frame surface irregularity and particle contamination. In addition, the strong background
scattered light from the frame makes the task even more difficult.
Inspection of frame particles under a microscope has been attempted but has not been
successful. Seen under a microscope, the irregularity of the frame will become even more
obvious and more difficult to distinguish from particles. Therefore, surface coating of the
frame is necessary to give the frame a smooth surface and make automated and human
inspection reasonably possible.
19.5.4 Inspection of Adhesive
Foam adhesives previously used had holes larger than 50 mm on the sidewall. The
irregularity of the foam material made it almost impossible to detect small particles on
such an adhesive. Only a rigorous cleaning procedure was performed to ensure cleanli-
ness. As the illustration in
shows, cast-in-place, noncarrier adhesives allow the
surface to be much smoother, making it easier to differentiate between particles and
adhesive irregularities. However, there is still difficulty detecting particles on the edge
of the frame and adhesive.
19.6
Handling and Environment
A pellicle has to be made clean in a clean room area, inspected, stored and shipped in
a clean box and bag, mounted on the photomask, stored and used for a long time in a
photomask box. It is expected that all these steps would not create any more particles or
contamination. Actually, many steps of handling and inspection can degrade the clean-
liness of the pellicle. Usually, many different sizes and shapes of pellicles have to be
handled in one area, making automation a difficult task and human handling the only
solution. Even holding a pellicle for inspection is a difficult task and can be a source of
contamination. The handling of a pellicle is not a small task. Standardization of pellicle
sizes might be a good idea to solve some of our handling problems.
19.6.1 Controlling Static Charge
The importance of controlling static charge during pellicle handling cannot be over-
emphasized. Given that a pellicle is plastic, e.g., film, release liner and backside cover,
it is easy to generate static charge during handling. For example, peeling the release liner
or backside cover from the mounting adhesive can generate 2000 V of electricity, and if
not neutralized quickly, it can almost instantly attract particles from the surrounding
environment onto the pellicle. Also the packaging materials — such as shipping boxes,
bags, and storage containers — are all plastic. Handling these materials in the production
line can easily generate electrostatic charge and attract particles to the working area.
Therefore, it is crucial to control the electrostatic discharge (ESD) at the working area.
Under appropriate airflow conditions, proper antistatic equipment should be used to
reduce ESD and allow for at least 10 s for a charging plate monitor to decay from 1000 to
100 V and thus minimize contamination from electrostatic attraction. Without a clean and
proper ESD environment, contamination can be generated and lead to a defective photo-
mask, causing it to fail during incoming inspection, outbound inspection, or even after
Rizvi / Handbook of Photomask Manufacturing Technology DK2192_c019 Final Proof page 406 7.3.2005 6:29pm
© 2005 by Taylor & Francis Group.
repeated uses. Proper airflow is also needed at the mounting machine and working table
to insure cleanliness.
19.6.2 Mounting
Putting a pellicle onto a photomask is called mounting. Ideally, a mounting machine with
automatic handling and automatic inspection should do the job. In reality, only the film of
a pellicle can be automatically inspected. Mounting operations, peeling the release liner or
the backside cover from a pellicle can create static charge and contamination. Therefore, a
simple solution would be to use a mounting machine that can easily be kept clean and to
support it by operator-assisted visual inspection.
Even force has to be used in mounting the pellicle on a photomask. The mounting
fixture can damage the pellicle frame edge and get contaminated. Mounting tools have to
be kept clean all the time because cross-contamination is possible. It is recommended that
a strong antistatic environment with good surface airflow on the machine be used.
Although mounting accuracy is typically obtained, proper communication between pel-
licle manufacturer and equipment designer is necessary for many sizes of pellicles. Yen
[9] has invented the process of putting each pellicle on a mounting plate and shipping the
whole package to the customer. The customers do not have to touch the pellicle directly in
handling and can put the whole package into a simple mounting machine after an
inspection of the pellicle.
19.6.3 Cleaning
If particles are generated onto the pellicle film, blowing may be used in an attempt to
remove these particles. Specifically, a filtered, deionized air or nitrogen gun with a
needlepoint blower is preferred. Blowing is only effective in removing large particles
and might generate some small particles and contaminate the environment in the clean
area if not used carefully.
Cleaning mounting adhesive residue on a photomask after removal of the pellicle can
be a challenging job in an area using multiple vendors because different vendors use
different mounting adhesives. Different vendors may supply different cleaning methods
or solutions.
19.7
Long-Term Stability of a Pellicle on a Photomask
The long-term stability requirement of a pellicle on a photomask depends on the expected
usage lifetime of the photomask and the sensitivity of the lithography process. Most
of us would like the lifetime of pellicle on a photomask to be infinite. Unfortunately,
most of the materials in a pellicle and photomask should be considered to have only a
limited lifetime.
19.7.1 Outgassing and Crystallization
The long-term usage and storage of a pellicle on a photomask provides a real challenge
for pellicle design and material selection. Ideally, a pellicle on a photomask will seal off all
© 2005 by Taylor & Francis Group.

outside particle and vapor contamination. Unfortunately, the organic components in a
pellicle can lead to outgassing and they may contaminate even the area it is supposed to
protect. The most susceptible outgassing components of the pellicle are the mounting
adhesive, inside coating and glue, all being a mixture of polymers and low molecular
weight organic compounds, such as residue solvent, plasticizer, antioxidant, and UV
stabilizer. The chrome surface on the photomask is known as an active surface, which
can absorb many organic chemicals on it. Unprotected chrome surfaces made from
sputtering can absorb material from the photomask container outgassing and make it
impossible to coat a positive photoresist on its surface after only 1 day. Outgassing and
crystallization can also come from the box or storage container and easily contaminate the
area that is not under pellicle protection. Environmental outgassing or vapor can also
contaminate the pellicle, reduce its transmission, or form crystals even underneath the
pellicle [10]. Outgassing or vapor can easily get into the pellicle-protected area through
the vent hole with a filter or through the film directly when the film is thin and
permeability to the vapor is high.
For example, in 1986, crystals of 2,5-di(t-amyl)quinone were found on a pellicle pro-
tected photomask surface. In one extreme case, even within a day of mounting pellicle on
a photomask, crystals could be found on the chrome pattern edge, making the photomask
useless. The origin of the crystals was identified by us as coming from the outgassing of
antioxidant stabilizer of 3M447 — a rubber-type double-sided pressure-sensitive tape
used for pellicle mounting adhesive [11]. This antioxidant stabilizer was 2,5-di (t-amyl)
hydroquinone. Recently, in 2001, a crystal was formed on the pattern surface and iden-
tified as a quinone. The quinone comes from the dimerization of the antioxidant as a
stabilizer in the hot melt pressure-sensitive adhesive.
An outgassing test should be performed for any new pellicle qualification. In addition,
a lifetime test for particle generation on the photomask under the pellicle should be
completed in a real production environment as well.
19.7.2 Material Stability
All the materials used for a pellicle have to be subjected to some photodegradation from
UV light and oxidation degradation from air and outgassing. In addition, film thickness
can change due to the residue solvent evaporation out of the film, polymer molecular
rearrangement, and humidity change. The film for a pellicle is always chosen to resist UV
light radiation, which may degrade the film transmission or mechanical strength. How-
ever, other components, such as film glue, mounting adhesive, or frame coating, are do
not necessarily have to go through a rigorous checking. For example, one of our early
mounting adhesives, i.e., a polyethylene vinyl acetate hot melt pressure-sensitive adhe-
sives neither nor without antioxidant, lost its pressure sensitivity in 6 months. In our
laboratory, a silicone adhesive used to mount the film to the frame lost its adhesion on a
perfluoropolymer film only after a few days after being fully cured. Some mounting
adhesives which use hot melt pressure-sensitive adhesive, such as poly-styrene-ethyl-
ene-butylene-styrene (SEBS), poly-styrene-isoprene-styrene (SIS), or poly-butylene poly-
mer, were neither DUV stable nor oxidation stable without an antioxidant.
As discussed above, the material of the container, i.e., the box, used for pellicle and
photomask has to be screened for outgassing because some of them do contain possible
outgassing low molecular organic compounds in the plastics.
Depending on the functional requirement, not all the degradations will result in the
defect generation for a photomask with a pellicle. However, depending on the usage
lifetime, sometimes it may take a long time to find out if a pellicle is suitable for the process.
© 2005 by Taylor & Francis Group.
19.8
The Future of Pellicles
The introduction of 157 nm for next-generation optical lithography has created a need for
new pellicle materials optimized for that wavelength. Currently, there are four strategies
being considered.
19.8.1 Soft Pellicle
First, new fluorocarbon-based polymers have to be developed that are transparent,
damage-resistant, and that possess mechanical properties to enable their preparation in
very thin pellicle form [12]. Initial results from Lincoln Labs at Massachusetts Institute of
Technology demonstrated that commercial fluoropolymers used for pellicles at 248- and
193-nm wavelengths, such as Teflon AF
1
and Cytop
1
, rapidly burst under irradiation
with 157 nm light because they lost sufficient mechanical integrity. Consequently, an
extensive program was initiated to develop and screen novel fluoropolymer candidates
with the desired properties for 157-nm lithography. Although some polymers did show
promising transmission, their lifetime is still insufficient due to photochemical darkening.
Research is still needed to solve this fundamental problem.
19.8.2 Hard Pellicle
A hard pellicle [13,14] is simply a thin, quartz glass on a frame. Fluorinated fused silica
has a sufficient lifetime for the 157-nm process. Although thickness control and thickness
uniformity are a challenge, a good parallelism, i.e., thickness uniformity, has been
achieved. However, even thin fused silica is several hundred times thicker than a soft
film pellicle. With a typical thickness of 800 mm, a hard pellicle would act as an additional
optical element and impact the imaging and overlay performances. Developers have
achieved good optical homogeneity and surface finish for hard pellicles, but improve-
ments to the pellicle mounting and adhesive thickness control are required to keep the
pellicle bending low in order to avoid significant optical distortion. The purge of the
pellicle cavity with inert gas is also a topic to be studied. The 157-nm lithography process
is under very low humidity, which also raises an ESD problem. A circular pellicle with a
circular photomask should be used to minimize any distortion.
19.8.3 Removable Pellicle or Cover
The third strategy is to use the soft pellicle as a photomask cover only during transpor-
tation and storage. The pellicle would then be removed before exposure and remounted
after exposure [15]. There are three mounting options that are under consideration —
adhesive, magnetic, and a modified reticle carrier. Although the process can be easily
proven in a research line, the long-term contamination control and inspection will still be
a challenge, and the process will have to be proven in the very costly production line.
19.8.4 No Pellicle
The last approach is a pellicle-less solution. However, after 20 years of using pellicles
the ‘‘no pellicle’’ proposal will be a challenge because the feature size of IC is much
smaller than before — 0.1 mm versus 4 mm. In addition, the photomask is easier to become
© 2005 by Taylor & Francis Group.
contaminated because the feature size is now much smaller. A reliable, constant inspec-
tion feedback system is, therefore, necessary for the success of this method.
At this time of writing, it seems that the hard pellicle will produce enough lifetime and
contamination-free protection for a 157-nm reticle. The production of a clean, defect-free
hard pellicle and mounting without distortion or repetitive distortion still has some
challenges to overcome.
References
1. Vincent Shea and Walter J. Wojcik, U.S. Patent 4,131,363, 1978.
2. Ronald S. Hershel, Pellicle protection of integrated circuit masks, Proc. SPIE, 275, Semiconductor
Micro Lithography VI (1981).
3. Yung-Tsai Yen, U.S. Patent 4,759,990, 1988.
4. Pei-Yang Yan, Michael S. Yeung, and Henry T. Gaw, Printability of pellicle defects in DUV
0.5 mm lithography, Proc. SPIE, 1604, 106–117 (1992).
5. Ray Winn, U.S. Patent 4,378,953, 1983.
6. Ray Winn, U.S. Patent 4,536,240, 1985.
7. Robert W. Murphy and Rick Boyd, The effect of pressure differentials on pelliclized photo-
masks, Proc. SPIE, 2322, 187–201 (1994).
8. Kasunori Imamura, U.S. Patent 4,833,051, 1989.
9. Yung-Tsai Yen, U.S. Patent 5,168,993, 1992.
10. Naofumi Inoue, Hiroaki Nakagawa, Masahiro Kondou, and Masanori Kitajima, Pellicle vs.
influence of clean room environments, Proc. SPIE, 2512, 60–73 (1995).
11. Chris Yen and C.B. Wang, Potential Particle Problem from an Adhesive, MLI Technical Publi-
cation, 1986.
12. Roger H. French, Rober C. Wheland, Weiming Qiu, M.F. Lemon, Gregory S. Blackman, Xun
Zhang, Joe Gordon, Vladimir Liberman, A. Grenville, Roderick R. Kunz, and Mordechai Roths-
child, 157-nm pellicles: polymer design for transparency and lifetime, Proc. SPIE, 4691, 576–583
(2002).
13. Emily Y. Shu, Fu-Chang Lo, Florence O. Eschbach, Eric P. Cotte, Roxann L. Engelstad, Edward
G. Lovell, Kaname Okada, and Shinya Kikugawa, Hard pellicle study for 157-nm lithography,
Proc. SPIE, 4754, 557–568 (2002).
14. Kaname Okada, K. Ootsuka, I. Ishikawa, Yoshiaki Ikuta, H. Kojima, T. Kawahara, T. Mine-
matsu, H. Mishiro, Shinya Kikugawa, and Y. Sasuga, Development of hard pellicle for 157 nm,
Proc. SPIE, 4754, 569–577 (2002).
15. Andy Ma, Arun Ramamoorthy, Barry Lieberman, C.B. Wang, Q.R. Bih, Kevin Duong, and
Corbin Imai, Removable Pellicle, in: Sematech Pellicle Risk Assessment Workshop, September 27,
2001.
© 2005 by Taylor & Francis Group.
Document Outline
- Contents
- Section V Mask Processing, Materials, and Pellicles
Wyszukiwarka
Podobne podstrony:
Genomes3e ppt ch19
Ch19 plastics
Ch19 Cams
ch19
ch19
CH19
Ch19 pg613 644
Ch19 Surfaces
Ch19 Solations Brigham 10th E
DK2192 CH9
DK2192 CH28
ch19 update
DK2192 CH20
DK2192 CH1
DK2192 CH13
DK2192 CH7
CH19
więcej podobnych podstron