N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
76
T E C H N I K A
D E N T Y S T Y C Z N A
Proteza stała
w odcinku przednim
Kompozyt Sinfony z zastosowaniem
włókien wzmacniających Stick. Cz. III
Włókna szklane znalazły swoje zastoso-
wanie w stomatologii jako wzmocnienie
materiału kompozytowego i akrylowe-
go. Znacznie poprawiło to właściwości
mechaniczne tych materiałów. Dzięki
zastosowaniu kompozytu wzmocnione-
go włóknem szklanym można wykonać
uzupełnienia, które spełniają warunki
stawiane stałym uzupełnieniom prote-
tycznym, tj.: trwałość, sztywność, bio-
kompatybilność i estetyka.
Włókno szklane powstaje w wyniku
przeciskania stopionej masy szklanej
przez otwory o bardzo małej średnicy.
Masa szklana to materiał otrzymywany
przez stopienie tlenku krzemu (krze-
mionka, SiO
2
) z różnymi dodatkami.
Stopiona masa szklana poddawana jest
szybkiemu ochłodzeniu, tak aby nie do-
szło do pełnej krystalizacji krzemionki
i w strukturze pozostało jak najwięcej
fazy amorficznej. Surowcem do produk-
cji tradycyjnego szkła jest piasek kwar-
cowy (SiO
2
) oraz dodatki, najczęściej
węglan sodowy (Na
2
CO
3
) i węglan wap-
niowy (CaCO
3
); topniki: tlenki boru i oło-
wiu (B
2
O
3
, PbO) oraz barwniki, którymi
są zazwyczaj tlenki metali przejściowych,
takie jak kadm czy mangan. Surowce
są mieszane i topione w piecu w tempe-
raturze 1400-1500°C, a następnie formo-
wane w wyroby przed pełnym skrzepnię-
ciem. Pierwszy patent na otrzymywanie
włókna szklanego jako formy materiału
został przyznany w 1931 roku. W zależ-
ności od średnicy i składu włókno szkla-
ne posiada szeroki zakres zastosowań.
Ze względu na lekkość, wytrzymałość
i odporność materiał ten jest powszechnie
SŁOWA KLUCZOWE
most adhezyjny,
włókna szklane, podział protez
stomatologicznych, filary, mosty, przęsła
STRESZCZENIE
Część III pracy
poświęcona jest włóknom szklanym
i materiałom pomocniczym
wykorzystywanym podczas
wykonywania protezy stałej.
lic. tech. dent. Paula Romanowska
W
kolejnym arty-
kule z serii
przedstawiono technologię
wykonania adhezyjnego
mostu kompozytowego
wzmacnianego włóknem
szklanym, zaopatrującego
braki zębów w przednim
odcinku łuku zębowego.
stosowany w wielu gałęziach przemysłu,
medycynie, a także w stomatologii (1).
R
ODZAJE
WŁÓKIEN
SZKLANYCH
Występuje kilka rodzajów włókien, m.in.
aramidowe i polietylenowe oraz włókna
szklane impregnowane (FRC), preimpre-
gnowane, karbonizowane i kwarcowe.
Włókna szklane są najpopularniejszym
rodzajem włókien używanym w stoma-
tologii. Takie właściwości, jak duża ela-
styczność i wytrzymałość na pękanie, do-
bra przyczepność do kompozytu i akrylu,
kolor najbardziej zbliżony do naturalne-
go oraz biozgodność, najpełniej wydają
się spełniać właśnie włókna szklane.
Włókna polietylenowe opatentowane
zostały w 1979 roku. Głównym proble-
mem w pracy z tym rodzajem włókien
jest ich niska jakość wiązania z kompo-
zytem i niezadowalająca wytrzymałość
w porównaniu z włóknami szklanymi.
Włókna karbonizowane produkowa-
ne są od 1960 roku. Ich czarny kolor
wyklucza ich używanie w stomatologii
estetycznej, natomiast znajdują one za-
stosowanie w przemyśle. Jedyną możli-
wością ich wykorzystania w stomatologii
są wkłady koronowo-korzeniowe.
Włókna aramidowe wprowadzone
zostały w 1965 roku, niestety ich niskie
parametry wiązania, a także żółta barwa
uniemożliwiają wykonanie w pełni este-
tycznego uzupełnienia protetycznego. Do-
datkowym mankamentem jest możliwość
zmniejszenia ich właściwości mechanicz-
nych przez światło słoneczne (31).
Struktury włókien obejmują wzory,
gdzie wyróżnia się formy włókien:
4
/ 2 0 1 0
77
T E C H N I K A
D E N T Y S T Y C Z N A
– o przebiegu jednokierunkowym,
– o przebiegu splecionym – siatka,
– o ułożeniu w formie tkaniny bądź
liny,
– włókna pocięte.
Najbardziej rozpowszechnione są te
o jednokierunkowym przebiegu, gdzie
wszystkie włókna są ułożone równole-
gle. Długie, jednokierunkowe włókna
wzmacniają konstrukcję protetyczną,
powodując jej znaczną sprężystość oraz
wytrzymałość na ugięcia (20).
Używane
są do wzmocnienia konstrukcji mostów,
wkładów koronowo-korzeniowych, ko-
ron i protez. Włókna ułożone w formie
siatki zdają egzamin jako wzmocnie-
nie stosowane wówczas, gdy kierunek
działania sił nie jest jednolity, gdyż uło-
żone są prostopadle do siebie. Siatka
jest szczególnie przydatna do wzmoc-
nienia grubych, gęstych struktur. Taka
forma włókien szklanych stosowana
jest do wzmocnienia koron, uzupełnień
ruchomych, a także do obszaru wokół
klamer w protezach.
Innym rodzajem włókien są te ułożo-
ne w formie tkaniny bądź liny. Są one
bardziej odporne na uderzenia niż włók-
na o przebiegu jednokierunkowym.
Ostatnia wymieniona forma włókien
nie jest popularna w protetyce, lecz
znajduje swoje zastosowanie w niektó-
rych systemach CAD/CAM. Pocięte
włókna są krótkie i ułożone w przypad-
kowy sposób, podobnie jak wypełniacze
w materiałach kompozytowych. Niektó-
re kompozyty stosowane do wypełnień
posiadają ten rodzaj włókien wewnątrz
materiału (25).
Wszystkie wymienione materiały pod-
dawane są obróbce ręcznej. Różne ma-
teriały impregnowane żywicą wykazują
odmienne właściwości mechaniczne
i obróbki. Rodzaj włókna, jego kierun-
kowość, jak również jakość impregnacji
włókna matrycą z żywicy mają znaczący
wpływ na właściwości fizyczne tych ma-
teriałów (36).
Aktualnie stosuje się materiały zawie-
rające wstępnie impregnowane włókna
szklane, np. włókna Stick. Dzięki wstęp-
nej impregnacji monomerów uzyskano
bardzo dobre parametry techniczne i ła-
twość użycia. Fińska firma StickTech za-
proponowała ciekawą strukturę włókien
szklanych, gdzie bez względu na postać,
wstępnie silanizowane włókienka zato-
pione w matrycy Bis-GMA, otoczone
są dodatkowo cienką żywicą PMMA. Za-
daniem dodatkowej powłoki PMMA jest
poprawa wiązania powierzchni włókna
z materiałami akrylowymi i kompozy-
towymi, a także ułatwienie posługiwa-
nia się włóknami (elastyczność). Sama
substancja bis-GMA jest zbyt lepka i ła-
two klei się do instrumentów i innych
materiałów. Jeśli włókna są wstępnie
impregnowane w fabryce, nazywa się
je włóknami impregnowanymi żywicą,
w skrócie FRC (31).
Istnieją dwa sposoby preimpregna-
cji włókien szklanych stosowane przez
producentów. Pierwszy polega na impre-
gnacji włókien szklanych w obecności
monomerów i polimerów akrylanowych
(proszek i płyn wymieszane w odpo-
wiednich proporcjach). W trakcie mie-
szania porowatych polimerów akryla-
nowych z monomerami akrylanowymi
monomery częściowo rozmiękczają
i pokrywają powierzchnię polimerów
w proszku. Pozostałe wolne monomery
penetrują w głąb porowatej powierzchni
włókien szklanych.
Drugi sposób preimpregnacji pole-
ga na zanurzeniu włókien szklanych
w żywicy dimetakrylanowej z fotoini-
cjatorami, która ma większe napięcie
powierzchniowe i penetruje do włókien
szklanych wolniej i w mniejszej ilości,
niż robią to wolne monomery.
Według Goldberga impregnowanie
wstępne materiałów pozwala im na wy-
trzymanie dwu-, a nawet trzykrotnie
większego obciążenia, mają również
dziesięciokrotnie wyższy moduł ela-
styczności w porównaniu z materia-
łami impregnowanymi przez lekarza
lub technika dentystycznego. Badania
in vitro wykazały, że preimpregnowa-
ne kompozyty wzmacniane włóknem
szklanym odznaczają się siedmiokrotnie
większą wytrzymałością oraz trzykrot-
nie większą sztywnością w porównaniu
z powszechnie stosowanymi kompozyta-
mi. Wzmocnione włóknami szklanymi
preimpregnowanymi przęsła wykazują
odporność na siłę dochodzącą do 600-
1200 N, czyli taką, na jaką narażone
są zęby trzonowe podczas żucia (21).
Stosowanie preimpregnacji zapobiega
strzępieniu się włókien, wydatnie zwięk-
sza wytrzymałość mechaniczną, a także
poprawia adhezję materiału po polime-
ryzacji. Preimpregnacja pozwala rów-
nież zastosować większą ilość włókien,
dając tym samym lepsze parametry ma-
teriału, gdyż im więcej zastosowanych
włókien, tym większa wytrzymałość
materiału.
A
DHEZJA
Prowadzono szereg badań mających
na celu podniesienie jakości połączenia
FRC z kompozytem będącym materia-
łem licującym. Solonit i Vallittu dowiedli,
że stosowanie silanów zwiększa jedynie
adhezję żywic (jako składnika materiału
licującego) do włókien szklanych. Silan
znacząco poprawia adhezję i penetrację
żywicy akrylowej do włókien szklanych
(17). Kolejny sposób zwiększania adhe-
zji materiału licującego do spolimery-
zowanego FRC bazuje na przenikaniu
monomeru pochodzącego z nowej ży-
wicy w głąb polimerycznej struktury
substratu. To zjawisko zostało nazwa-
ne IPN z angielskiego Interpenetrating
Polymer Network (interpenetrująca sieć
polimerowa). Włókna Stick charaktery-
zuje występowanie w ich składzie wyjąt-
kowej struktury usieciowanego polime-
ru. Funkcją tej unikalnej struktury jest
zwielokrotnianie zdolności wiązania się
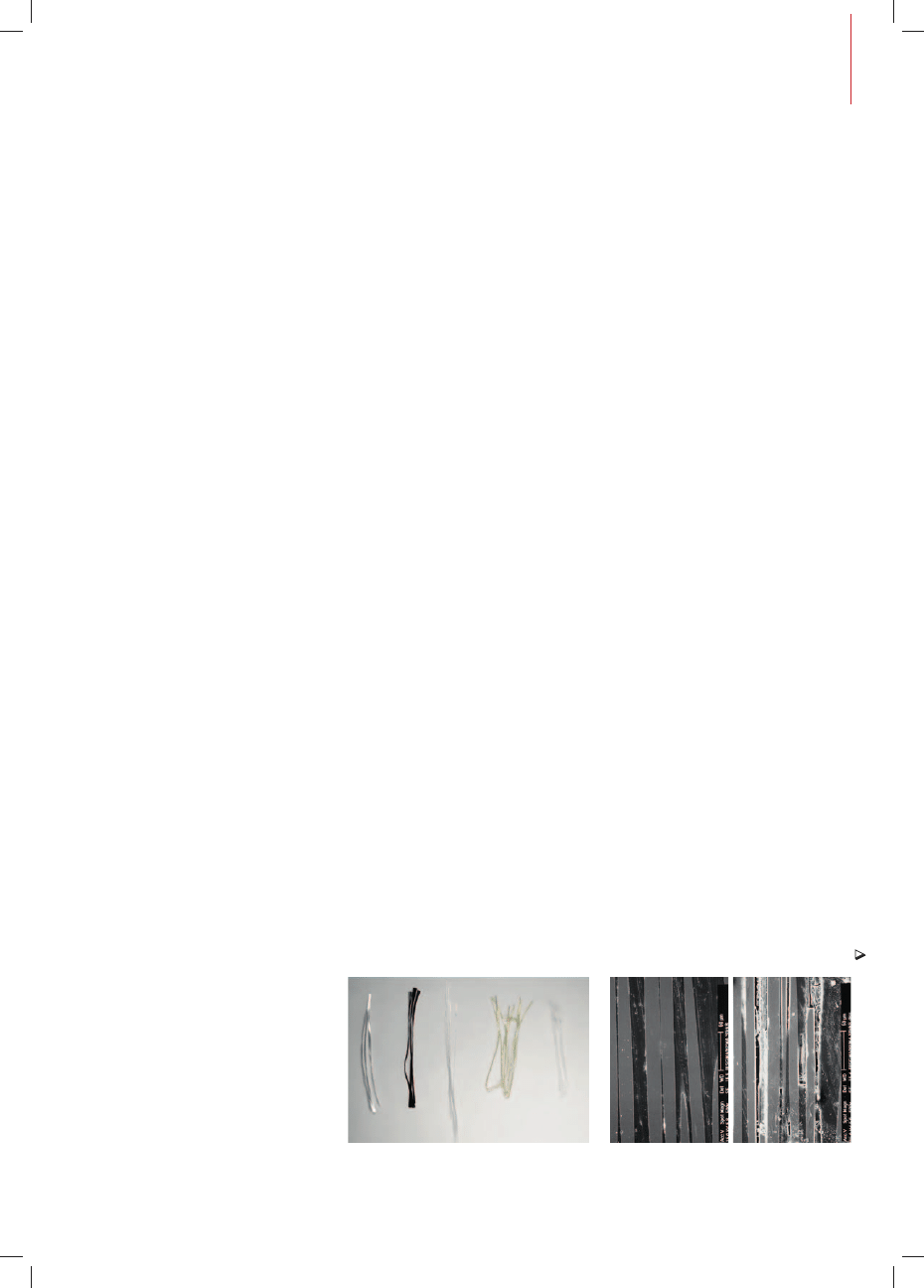
Fot. 1. Rodzaje włókien sztucznych wykorzystywanych
w stomatologii: a) szklane, b) karbonizowane, c) kwar-
cowe, d) aramidowe, e) polietylenowe
a
b
c
d
e
Fot. 2. Powierzchnia wiązania włókna Stick przed nasą-
czeniem żywicą (z lewej) i 5 min po nasączeniu żywicą
fot. ar
chiwum f
ir
m
y P
oldent
N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
78
T E C H N I K A
D E N T Y S T Y C Z N A
włókien z materiałami kompozytowymi,
adhezyjnymi czy cementami kompozy-
towymi, nawet po ostatecznym naświe-
tleniu powierzchni włókna. Unikatowa
struktura IPN umożliwia właściwe wią-
zanie z powierzchnią zębów laborato-
ryjnie wykonanych prac protetycznych
podczas ich osadzania w jamie ustnej
pacjenta (41).
W
YTRZYMAŁOŚĆ
MATERIAŁU
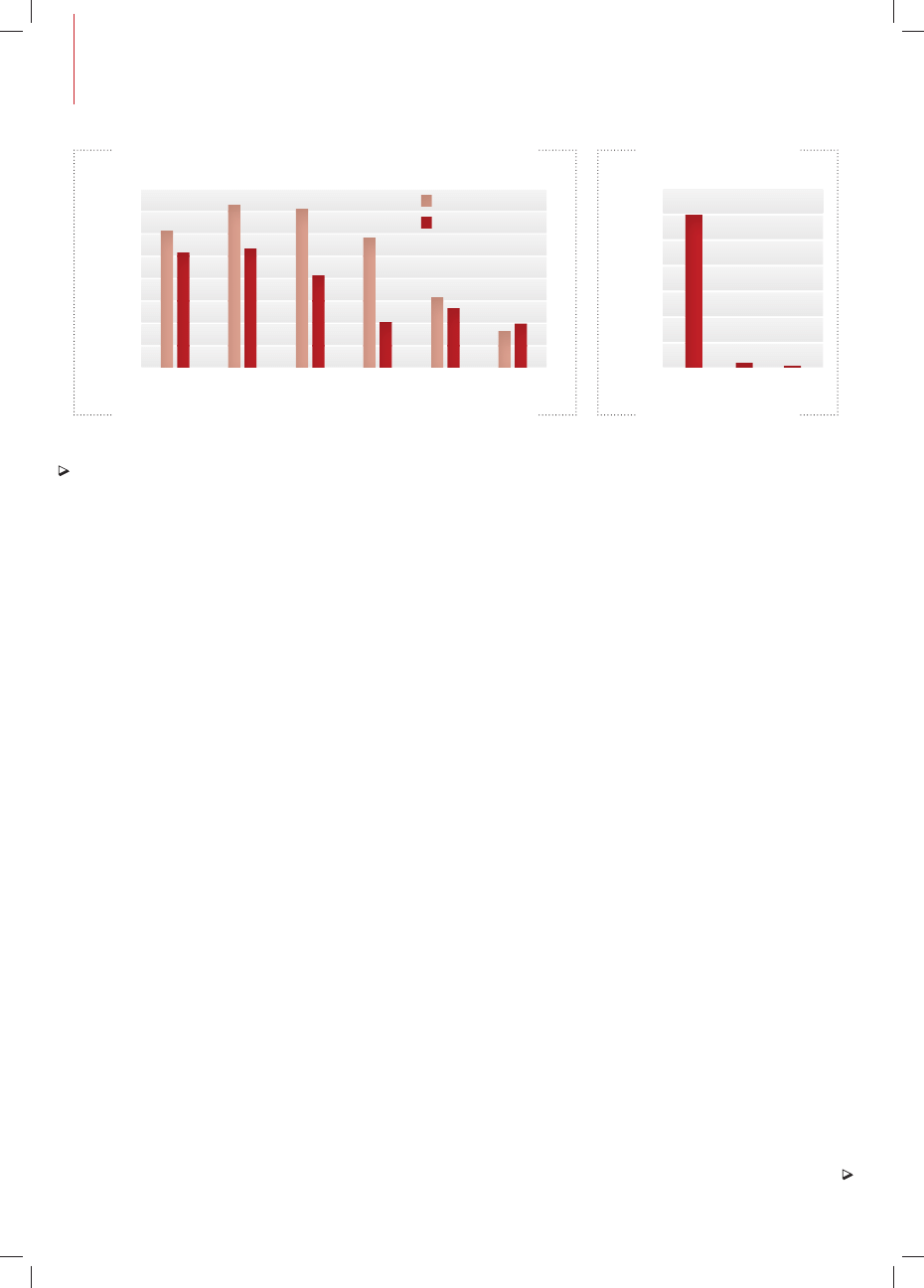
Test wytrzymałości na zginanie mierzy
maksymalną liczbę powtarzających się
nacisków zwarciowych, jaką może wy-
trzymać włókno. Według producenta
włókien szklanych StickTech wytrzy-
małość zgięciowa polimeru preimpre-
gnowanych włókien szklanych wynosi
600 MPa dla jednej wiązki przy polime-
ryzacji w piecyku, a przy polimeryzacji
lampą 500 MPa. Zbliżone wartości dwo-
jakiej polimeryzacji są konkurencyjne
dla pozostałych włókien, ponieważ bez
względu na to, jak będą polimeryzowane
włókna, ich wytrzymałość jest zbliżona.
Uzależniona jest ona od rodzaju włókna,
stopnia jego impregnacji i wytrzymało-
ści wiązania pomiędzy włóknami a po-
limerową matrycą (31).
Wytrzymałość materiału na zmęcze-
nie jest ważniejsza od wytrzymałości
na zginanie. Tab. 2 prezentuje sytuację
w jamie ustnej, gdzie powtarzające się
naciski zwarciowe „męczą” włókna.
Zielony słupek obrazuje wytrzymałość
niewzmocnionego akrylu, który wy-
trzymuje 13 000 nacisków zwarciowych,
tzw. ugryzień. Słupek niebieski pokazu-
je wytrzymałość na zmęczenie akrylu
wzmocnionego metalem – wytrzyma
on 36 000 nacisków zwarciowych, na-
tomiast słupek czerwony pokazuje wy-
trzymałość włókna Stick wzmocnionego
PMMA. Konstrukcja wzmocniona tym
rodzajem włókien wytrzyma 1 200 000
nacisków zwarciowych (ugryzień), za-
nim akryl złamie się na zewnętrznych
krawędziach. Obszar wzmocniony włók-
nami nie ulegnie uszkodzeniu (31).
Warto wspomnieć o adhezji bakterii
do omawianego materiału protetycz-
nego. Według badań Hammera Strep-
tococus mutans wykazuje mniejsze
powinowactwo do włókien szklanych
niż polietylenowych. Badania porów-
nawcze nad adhezją Candida albicans
do włókien szklanych i tworzyw akry-
lowych udowodniły, że grzyby te znacz-
nie częściej kolonizują tworzywa akry-
lowe (22).
Kompozyty wzmacniane włóknem
szklanym znalazły zastosowanie w wy-
konawstwie wielu prac protetycznych.
Są to:
– wkłady i nakłady licowe (licówki),
– wkłady koronowo-korzeniowe,
– szyny periodontologiczne,
– korony kosmetyczne bez podbudowy
metalowej,
– mosty jednoprzęsłowe oparte na wkła-
dach koronowych lub koronach bez
podbudowy metalowej,
– mosty typu Maryland,
– jednoprzęsłowe mosty oparte na im-
plantach (32).
Wykorzystanie mechanicznych wła-
ściwości włókna szklanego pozwala
wzmocnić dotąd używane materiały
stomatologiczne oraz poprawić efektyw-
ność ich działania.
M
ATERIAŁY
POMOCNICZE
Gipsy
Gips jest najczęściej używanym materia-
łem stomatologicznym, który znajduje
zastosowanie w każdej pracy protetycz-
nej wykonywanej w laboratorium den-
tystycznym. Jest on nieodzownym ele-
mentem naszej pracy, dlatego też powin-
niśmy znać jego rodzaje, zastosowanie
i właściwości w procesie przetwarzania,
aby stosować go w odpowiedni sposób,
w zależności od wykonywanego uzupeł-
nienia protetycznego.
Gips dentystyczny wykorzystywany
jest w różnych dziedzinach techniki
dentystycznej, powinien zatem posiadać
cechy, które ułatwią nam pracę, miano-
wicie:
– łatwo się mieszać i obrabiać,
– podczas odlewania wycisku dobrze
i łatwo zapływać, żeby precyzyjnie
odtwarzać kontury i detale wycisku,
– powinien być ostrokonturowy i drob-
noziarnisty, aby dokładnie odwzoro-
wać detale,
– nie może wchodzić w reakcję z ma-
teriałem wyciskowym, musi być che-
micznie obojętny wobec wszystkich
mas wyciskowych,
– szybko uzyskiwać pożądaną twardość
i wytrzymałość na pęknięcia,
– zachowywać stabilny kształt i wiernie
oddawać wymiary – nie kruszyć się
ani nie rozszerzać,
– powinien być twardy i łatwy do prze-
chowywania (37).
Stick
Akryl
i włókno Stick
Akryl
i metal
Akryl
everStick
Vectris
FibreKor
Connect
Ribbond
MAKS
YMALN
A
W
Y
TRZYMAŁ
OŚĆ
3 - P U N K T O W Y T E S T
M A R K A
W Ł Ó K N A
Tab. 1. Wytrzymałość na zginanie
Tab. 2. Wytrzymałość na zmęczenie
8 0 0
7 0 0
6 0 0
5 0 0
4 0 0
3 0 0
2 0 0
1 0 0
0
1 4 0 0 0 0 0
1 2 0 0 0 0 0
1 0 0 0 0 0 0
8 0 0 0 0 0
6 0 0 0 0 0
4 0 0 0 0 0
2 0 0 0 0 0
0
Polimeryzowanie w piecyku
Polimeryzowanie lampą
1 2 0 0 0 0 0
3 6 0 0 0
1 3 0 0 0

N
O W O C Z E S N Y
T
E C H N I K
D
E N T Y S T Y C Z N Y
80
T E C H N I K A
D E N T Y S T Y C Z N A
Technicy dentystyczni mają do dyspo-
zycji cztery rodzaje gipsów.
Klasa I – gipsy wyciskowe
Kiedyś stosowane były do pobiera-
nia wycisków u bezzębnego pacjenta.
Współcześnie służą do tego masy siliko-
nowe, alginatowe i polimery. Obecnie
gipsy wyciskowe służą do artykulacji,
ponieważ posiadają odpowiednią kon-
systencję, krótki czas wiązania i małą
rozszerzalność.
Klasa II – gipsy alabastrowe (modelowe)
Gipsy modelowe są stosowane do wy-
konywania modeli diagnostycznych
i orientacyjnych. Warto zwrócić uwagę,
jak się je otrzymuje. Gips jest ogrzewa-
ny w otwartym kotle w temperaturze ok.
115°C, w procesie tym powstaje proszek
półwodzianu, który jest porowaty i niere-
gularny, dlatego używany jest do modeli,
które nie wymagają wysokiej jakości.
Klasa III – gipsy twarde (odlewowe)
Gipsy odlewowe, inaczej zdefiniowane
jako -półwodzian siarczanu wapnia,
który jest produkowany poprzez usu-
nięcie części skrystalizowanej w gipsie
wody za pomocą ciśnienia w obecności
pary wodnej o temperaturze 125°C (2).
Gipsy te charakteryzują się mniejszą po-
rowatością i regularnym kształtem czą-
steczek materiału, co pozwala na wyko-
nanie precyzyjnego modelu o lepszych
właściwościach, niż ma to miejsce w gip-
sach modelowych. Wykonuje się z nich
modele do protez całkowitych i częścio-
wych oraz używa się ich w ortodoncji
i przy naprawach.
Klasa IV – gipsy supertwarde (odlewowe
o wysokiej wytrzymałości)
Otrzymuje się je nieco inaczej niż omó-
wione rodzaje gipsów. Są one otrzymy-
wane przez gotowanie w 30-procento-
wym roztworze chlorku wapnia. W ten
sposób otrzymane cząsteczki gipsu
są najmniej porowate i dzięki temu mo-
żemy uzyskać doskonałą jakość odlewa-
nego modelu. Gipsy klasy IV powinny
być stosowane, gdy wykonujemy prace
precyzyjne. Służą do wykonywania mo-
deli roboczych i podstawek, do protez
stałych, w protetyce kombinowanej oraz
protezach szkieletowych (1).
Ten rodzaj
gipsów cechuje się znakomitą jakością,
pozwalającą na precyzyjne odwzoro-
wanie detali, twardością i odpornością
na ścieranie.
Gips z chemicznego punktu widzenia
to półwodzian siarczanu wapnia, który
po zmieszaniu z wodą ulega przemia-
nie w dwuwodzian siarczanu wapnia.
Wzór chemiczny CaSO
4
x 2H
2
O precy-
zyjnie wytycza proporcje pierwiastków
w związku. Spaja ze sobą:
– atom wapnia (Ca),
– atom siarki (S),
– cztery atomy tlenu (O),
– cztery atomy wodoru (H),
– dwa atomy tlenu (O).
Następna część związku pokazuje
skład wody krystalizacyjnej. Gips denty-
styczny wypala się dopóki nie powstanie
półhydrat CaSO
4
x ½H
2
O, w konsekwen-
cji obróbki cieplnej gips nie zawiera
wody, dzięki czemu może ją ponownie
przyjmować i wiązać (37).
Omawiany materiał dentystyczny
powinien posiadać odpowiednią kon-
systencję, co umożliwi uzyskanie za-
dowalającego pod względem jakości
modelu. Z tego powodu bardzo ważne
jest zachowanie adekwatnego stosunku
płynu do proszku, który określa ilość
wody podanej w mililitrach dodanej
na każde 100 g proszku. Stosunek płynu
do proszku ma istotny wpływ również
na stopień rozszerzalności po związa-
niu. Im gęstsza konsystencja, tym więk-
sza ekspansja. Mieszanina, która jest
rzadsza, czyli zawiera zwiększoną ilość
wody w stosunku do proszku, będzie
wolniej się wiązać, a także będzie mniej
wytrzymała i bardziej krucha, czyli in-
nymi słowy słabsza. W związku z tym
każdy technik powinien kierować się
wskazaniami producenta, który ustala
odpowiedni stosunek płynu do proszku
w każdym rodzaju gipsu, aby uniknąć
niepowodzeń.
Kolejną rzeczą, o której powinniśmy
wiedzieć, jest czas wiązania materiału
gipsowego. Proces ten składa się z dwóch
etapów: początkowego i końcowego.
Faza początkowa to inaczej czas pracy.
Po wlaniu odpowiedniej ilości wody
destylowanej należy wsypać do miski
odmierzoną ilość proszku, następnie po-
czekać, aby gips wchłonął wodę, co zapo-
biegnie powstaniu grudek, i wymieszać.
Po uzyskaniu odpowiedniej konsystencji
odlewamy wycisk na wibratorze. Począt-
kowe wiązanie musi nastąpić w 8-16 mi-
nut od rozpoczęcia mieszania (37). Koń-
cowy czas wiązania jest określony jako
ten, w którym reakcja chemiczna jest za-
kończona, a materiał musi być oddzielo-
ny od wycisku bez uszkodzenia. Wynosi
on około 45-60 min.
Należy wiedzieć, że wytrzymałość
materiałów gipsowych na zgniatanie
ma wpływ na twardość i odporność
na ścieranie. Wytrzymałość na zgniata-
nie uzależniona jest od gęstości związa-
nej masy (5). Gips klasy II ze względu
na to, że posiada znacznie więcej wody
niż gips klasy III czy IV będzie tym,
który ma słabszą wytrzymałość i twar-
dość. Odporność na rozciąganie gipsów
ma wpływ przy czynnościach, w któ-
rych działają siły zginania. Jest to mo-
ment uwalniania modeli z elastycznych
materiałów wyciskowych. Gipsy klasy II,
III i IV posiadają zdecydowanie mniejszą
odporność na rozciąganie niż zgniata-
nie. Odporność mokrego gipsu jest dwu-
krotnie mniejsza zarówno na ściskanie,
jak i rozciąganie niż po jego wyschnię-
ciu (5).
Trzeba również wspomnieć o sposo-
bie przechowywania gipsów w labora-
torium, ponieważ posiadają one właści-
wości higroskopijne (wchłaniają wilgoć
z powietrza). Dlatego jego niewłaściwe
przechowywanie może spowodować
zmianę czasu wiązania, obniżyć twar-
dość, zmienić rozszerzalność i powodo-
wać chropowatość powierzchni (37).
Jako technicy jesteśmy świadomi,
że powodzenie wykonanej pracy zależy
od jakości modelu, a precyzyjny model
uzyskamy z odpowiednio dobranego
gipsu, który będzie posiadał wszystkie
jego właściwości.
Izolatory
Bardzo często podczas pracy w laborato-
rium zachodzi konieczność oddzielenia
dwóch takich samych bądź różnych ma-
teriałów. Materiały izolacyjne używane
w laboratorium protetycznym można
podzielić na dwie grupy:
1. do gipsu:
– woda,
– wodny roztwór szkła wodnego,
– wodny roztwór mydła,

4
/ 2 0 1 0
81
T E C H N I K A
D E N T Y S T Y C Z N A
– błonotwórcze materiały izolacyjne,
– oliwa,
– wazelina.
2. do metali o jednakowej strukturze kry-
stalicznej:
– talk,
– sadze,
– tlenki tych samych metali,
– sproszkowana kreda,
– oliwa.
Woda izoluje gips klasy I, który w dzi-
siejszych czasach nie jest już używany
do wykonywania wycisków z gipsu mo-
delowego. Namoczony wycisk nie przyj-
muje wody, która jest zawarta w świeżo
rozrobionym gipsie modelowym, dzięki
czemu cząsteczki gipsu modelowego
nie wnikają w wypełnione wodą poro-
watości wycisku. Taki rodzaj izolacji nie
zaciera obrazu pola protetycznego, lecz
trudno usunąć wycisk z modelu.
Wodny roztwór mydła otrzymuje się
poprzez włożenie do naczynia 50 g my-
dła, dopełnia się wrzącą wodą do 1000 g
i przetrzymuje w temperaturze 100°C
do momentu całkowitego rozpuszczenia
mydła. W ten sposób otrzymuje się 5-pro-
centowy roztwór, do którego po jego
ostudzeniu zanurza się wycisk gipsowy.
Na powierzchni wycisku powstaje war-
stwa mydła wapniowego, która zakleja
pory. Po odizolowaniu powierzchni na-
leży roztwór mydła spłukać strumieniem
zimnej wody, ponieważ pozostawione
zatraca kształt modelu. Innym sposobem
izolacji za pomocą wodnego roztworu
mydła może być zanurzenie w nim wy-
cisku na 10 sekund, a następnie przeło-
żenie do czystej wody, aż do całkowite-
go nasączenia. Przed odlaniem modelu
wycisk należy oczyścić z wody, która
pozostała na jego powierzchni, gdyż
mogłaby doprowadzić do zmniejszenia
wytrzymałości i zwiększenia porowato-
ści powierzchni modelu.
Wodny roztwór szkła wodnego po-
wstaje przez stopienie dwutlenku krze-
mu z mocnymi zasadami i węglanami
potasów:
2 x NaOH + SiO
2
Na
2
SiO
3
+ H
2
O
K
2
CO
3
+ SiO
2
K
2
SiO
3
+ CO
2
Szkło wodne jest wodnym roztworem
krzemianu sodu (Na
2
SiO
3
) bądź potasu
(K
2
SiO
3
). Są to sole łatwo rozpuszczal-
ne w wodzie, gdzie ich roztwory silnie
reagują alkalicznie. Krzemian sodu
ma przeważnie barwę szarozieloną
na skutek zanieczyszczeń związkami
żelaza. Najczęściej spotyka się wodne
roztwory szkła wodnego, które można
bardzo łatwo rozcieńczyć gorącą wodą.
Roztwór szkła wodnego powinien być
przechowywany w zamkniętych naczy-
niach ze względu na to, że pozostawione
na powietrzu ulega rozkładowi pod wpły-
wem bezwodnika kwasu węglowego,
który jest kwasem silniejszym od kwasu
krzemowego. Szkło wodne w praktyce
używane jest do:
– zwiększania twardości gotowych mo-
deli gipsowych, poprzez równomierne
pokrycie całego modelu cienką war-
stwą,
– izolacji wycisków gipsowych przed
odlaniem modelu,
– izolacji form gipsowych przed polime-
ryzacją akrylową,
– spajania szkła, porcelany i gipsu (klej
mineralny),
– spajania mas ogniotrwałych (lepisz-
cze).
Materiały izolacyjne błonotwórcze
to preparaty służące do izolacji form
gipsowych przed polimeryzowaniem
masy akrylowej. Już ponad 40 lat temu
znane były takie preparaty, jak Sealx
oparty na bazie kazeiny, który po rozro-
bieniu ma konsystencję galarety. Można
nim izolować akryl biały, różowy i bez-
barwny, ponieważ nie zabarwia form
gipsowych. Isodent i Pizolit, które opar-
te są głównie na solach kwasu algowego,
posiadają konsystencję syropu. Podane
rodzaje izolatorów błonotwórczych
są stabilizowane środkiem bakteriobój-
czym, jakim jest formalina (26).
Materiały izolacyjne są stosowane pod-
czas oddzielenia dwóch powierzchni, np.
gips-gips czy kompozyt-gips. W swoim
składzie zawierają rozpuszczone w wo-
dzie sole sodowe kwasu alginowego –
taki sam materiał, jaki znajduje się w algi-
natowych materiałach wyciskowych. Za-
daniem tego składnika jest wytworzenie
na powierzchni gipsu elastycznej błony,
która zapobiegnie połączeniu się z nim
gipsu lub wchłonięciu monomeru przez
jego porowatą powierzchnię, co w kon-
sekwencji spowoduje połączenie się
kompozytu i gipsu. Reakcja izolatora
z powierzchnią gipsu jest dokładnie taka
sama, jak ta, która zachodzi podczas wią-
zania masy alginatowej, kiedy jony wap-
nia pochodzącego z gipsu dwuwodnego
łączą się z resztkami kwasu alginatowe-
go, tworząc produkt usieciowany, czyli
żel. Oprócz tego w materiałach do izolacji
znajdujemy niewielką ilość fosforanów,
których zadaniem jest zmniejszenie szyb-
kości żelowania alginianu sodu. Jeżeli
w materiale do izolacji byłaby zbyt mała
ilość fosforanów, wówczas podczas roz-
prowadzania separatora po powierzchni
gipsu powstałyby grudki. Zbyt duża ilość
fosforanów powoduje, że izolator przez
bardzo długi czas nie wchłania się w po-
wierzchnię gipsu. Poza wyżej wymienio-
nymi składnikami materiały do izolacji
powinny zawierać w swoim składzie
środek bakteriostatyczny i barwnik. Za-
daniem środka bakteriostatycznego jest
zahamowanie wzrostu flory bakteryjnej
wewnątrz naszego preparatu. Gdyby
tego składnika zabrakło, to doszłoby
do zmniejszenia się lepkości izolatora.
Preparat zachowuje się wówczas jak
roztwór wodny i nie posiada właściwości
izolujących. Kwas alginatowy w procesie
fermentacji zostaje rozłożony przez mi-
kroorganizmy na cukry proste. Barwnik
pomaga w określeniu, czy powierzchnia
gipsu została zaizolowana.
Materiały izolacyjne powinny być prze-
chowywane w temperaturze pokojowej.
Nie wolno ich zamrażać, bo wówczas
może dojść do rozwarstwienia materia-
łu i staje się on bezużyteczny. Nie należy
również wystawiać ich na bezpośrednie
działanie słońca, ponieważ może to spo-
wodować rozłożenie środka bakteriosta-
tycznego i w konsekwencji doprowadzić
do rozwoju drobnoustrojów. Podczas
użytkowania odpowiednią ilość izolatora
trzeba przelać z dużej butelki zbiorczej
do oddzielnego naczynia i za pomocą
pędzla odizolować powierzchnię gipso-
wą. Po zakończonej pracy niewykorzy-
stany izolator nie może być ponownie
wlany do opakowania zbiorczego, po-
nieważ w używanym roztworze są roz-
puszczone jony wapniowe z gipsu, które
mogą spowodować proces żelowania
materiału izolującego w opakowaniu.
Po pewnym czasie mogłoby się okazać,
że izolator jest bezużyteczny (34).
Piśmiennictwo na www.technik.elamed.pl
oraz w „NTD” nr 2/2010, s. 69.
Document Outline
- Technik_4_10_str_076
- Technik_4_10_str_077
- Technik_4_10_str_078
- Technik_4_10_str_080
- Technik_4_10_str_081
Wyszukiwarka
Podobne podstrony:
technik artykul 2010 04 29945
technik artykul 2010 04 29923
technik artykul 2010 04 29941
technik artykul 2010 04 29940
technik artykul 2010 04 29929
technik artykul 2010 04 29948
technik artykul 2010 04 29924
technik artykul 2010 04 29932
technik artykul 2010 04 29943
technik artykul 2010 04 29922
więcej podobnych podstron