Wydział Inżynierii Materiałowej i Ceramiki
Akademii Górniczo-Hutniczej w Krakowie
Laboratorium z Podstaw Inżynierii Materiałów
Ćwiczenie nr 4:
Spiekanie w fazie stałej – kinetyka spiekania ZnO
III rok, studia niestacjonarne, technologia chemiczna
Nr ćwiczenia
4
Temat ćwiczenia:
Spiekanie w fazie stałej – kinetyka spiekania
ZnO
Data wykonania:
10.12.2011
Grupa:
2
Wykonali:
mgr Józef Nawracaj
Michał Baster
Prowadzący:
dr inż.
Karol Kyzioł
Ocena:

Cel ćwiczenia:
Celem ćwiczenia jest przeprowadzenie spiekania w fazie stałej próbki wykonanej z
ZnO i na podstawie dokonywanych pomiarów skurczu liniowego wypraski poznanie kinetyki
procesu spiekania z wykorzystaniem równań kinetycznych spiekania modelowego Coble`a –
Kuczyńskiego. Zmierzoną wypraskę umieszcza się w piecu wyposażonym w elektroniczny
regulator temperatury. Następnie dokonuje się pomiarów zmian liniowych do temperatury
800
0
C. Końcowym elementem ćwiczenia jest izotermiczne spiekanie w 800
0
C. połączone z
pomiarami skurczu badanej próbki
Wstęp teoretyczny:
Spiekanie jest jednym z kluczowych sposobów otrzymywania gotowych wyrobów w
przemyśle ceramicznym. W zasadzie większość procesów technologicznych zasadza się na
spiekaniu. Najogólniej polega ono na termicznej konsolidacji zdyspergowanego materiału i
uzyskaniu litego polikryształu o niskim stopniu porowatości. Zdyspergowany materiał
poddaje się wstępnemu formowaniu mechanicznemu np. poprzez prasowanie. Spiekanie jest
procesem samorzutnym.
W spiekanym materiale zachodzą zmiany makro oraz mikroskopowe. Dokonują się
dzięki procesom przenoszenia masy. W przypadku spiekania w fazie stałej jest to
przegrupowanie ziarn oraz procesy dyfuzyjne.
Wykonywane
ć
wiczenie
pozwala
na
obserwację
zmian
makroskopowych
polegających za zmianach wymiarów zewnętrznych badanej wypraski. Jest to powiązane z
możliwością określenia stopnia zagęszczenia materiału w funkcji czasu i wyznaczenia
kinetyki tego procesu.
Spośród różnych sposobów pomiaru wielkości zagęszczenia najłatwiej mierzyć
rozmiary liniowe próbki oraz ich zmian w czasie. W przypadku braku anizotropii zachowania
możemy wywieść z nich także miarę objętościową. Może być ona wyznaczona również
pierwotnie z pomiaru bezpośredniego podobnie jak pomiar gęstości materiału.
W pomiarach kinetycznych posługujemy się wielkościami bezwymiarowymi, z
których stosuje się praktycznie względną zmianę rozmiarów czyli skurcz próbki
L
L
∆
- liniowy
V
V
∆
- objętościowy
Dla niewielkiej zmiany rozmiarów są one powiązane zależnością:
L
L
V
V
∆
=
∆
3
Mając dane takiego rodzaju możemy określić kinetykę czyli postęp spiekania. Zmiany
w skali makro są rezultatem mian w skali mikro, które polegają na powiększeniem przekroju
szyjki międzyziarnowej oraz zbliżaniem się środków dwóch ziarn do siebie.
Na tej podstawie sformułowano równania kinetyczne dla spiekania:
t
R
T
B
t
R
T
A
f
p
m
d
p
n
d
)
(
)
(
=
=
ε
gdzie:
R
r
f
d
=
to stosunek przekroju szyjki r do wyjściowego promienia ziarna R
h
h
d
∆
=
ε
to względna zmiana odległości geometrycznych środków dwóch sąsiednich ziarn
t – czas
A(T), B(T) – stałe zależne od materiału i temperatury
n,m,p – stałe pozwalające na identyfikację danego mechanizmu przenoszenia masy
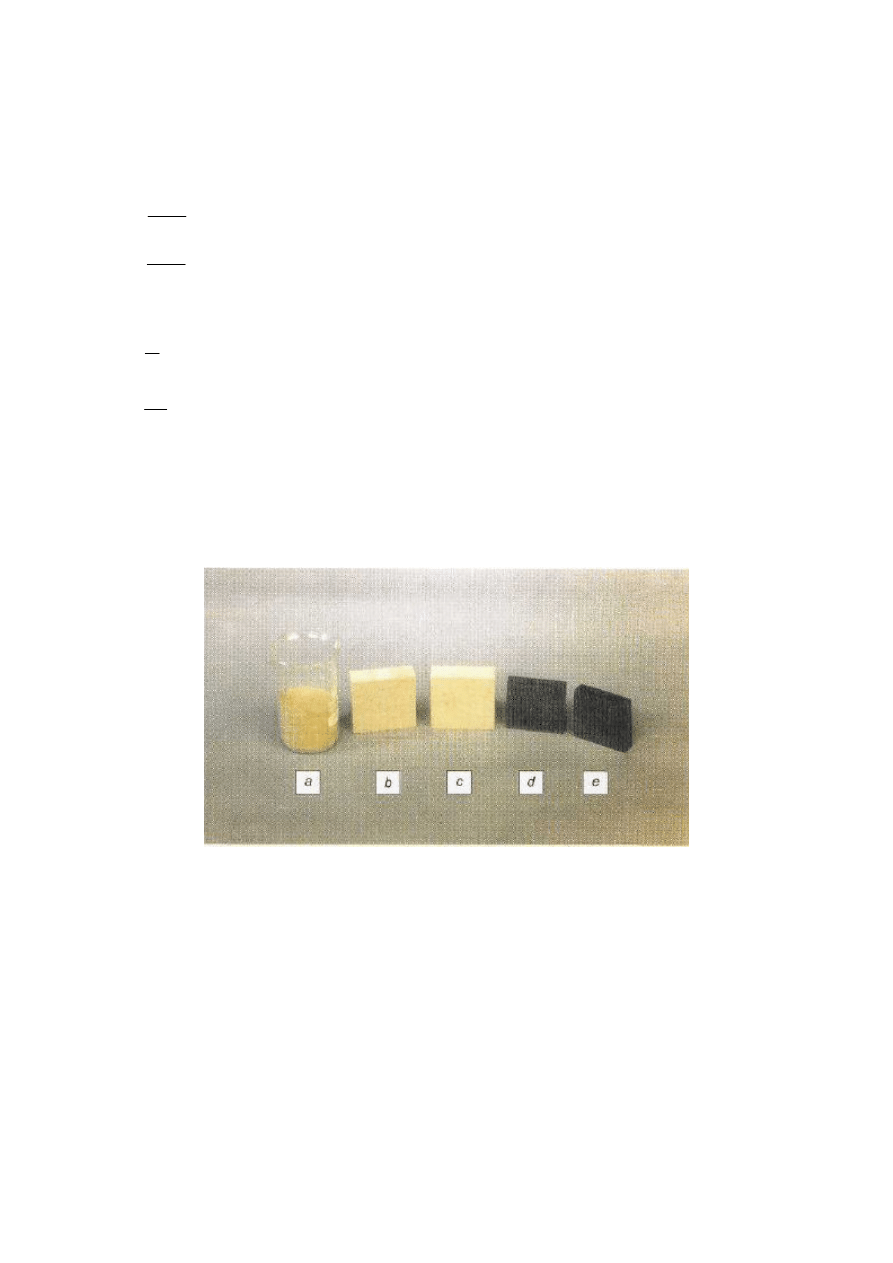
Zmiany zewnętrzne wyrobu w kolejnych w toku kolejnych operacji stosowanych w metodzie
proszkowej. Faza c to wypraska przez spiekaniem, faza d to wypraska po spieczeniu.
Widoczny wyraźny skurcz wypraski
Wykonanie ćwiczenia i obliczenia
I.
Pomiar zmian długości kształtki ZnO pod wpływem zmian temperatury.
Pomiar długości początkowej kształtki L
0
Pomiar 1
23,93 mm
Pomiar 2
23,95 mm
Pomiar 3
23,95 mm
23,94 mm
Zmiany długości kształtki ZnO pod wpływem zmiany temperatury
L.p.
Temperatura
[
0
C]
Zmiana długości
[mm]
1.
151
-0,02
2.
171
-0,015
3.
191
-0,01
4.
211
-0,01
5.
231
-0,01
6.
251
-0,005
7.
271
0,00
8.
291
+0,005
9.
311
+0,005
10.
331
+0,01
11.
351
+0,01
12.
371
+0,01
13.
391
+0,01
14.
411
+0,01
15.
431
+0,01
16.
451
+0,015
17.
471
+0,015
18.
491
+0,015
19.
511
+0,015
20.
531
+0,015
21.
551
+0,02
22.
571
+0,02
23.
591
+0,02
24.
611
+0,02
25.
631
+0,02
26.
651
+0,02
27.
671
+0,025
28.
691
+0,02
29.
711
+0,01
30.
731
+0,005
31.
751
-0,02
32.
771
-0,06
33.
791
-0,11
34.
800
-0,48
-0,6
-0,5
-0,4
-0,3
-0,2
-0,1
0
0,1
0
100
200
300
400
500
600
700
800
900
Temperatura [0C
]
Z
m
ia
n
a
d
łu
g
o
śc
i
∆
L
[
m
m
]
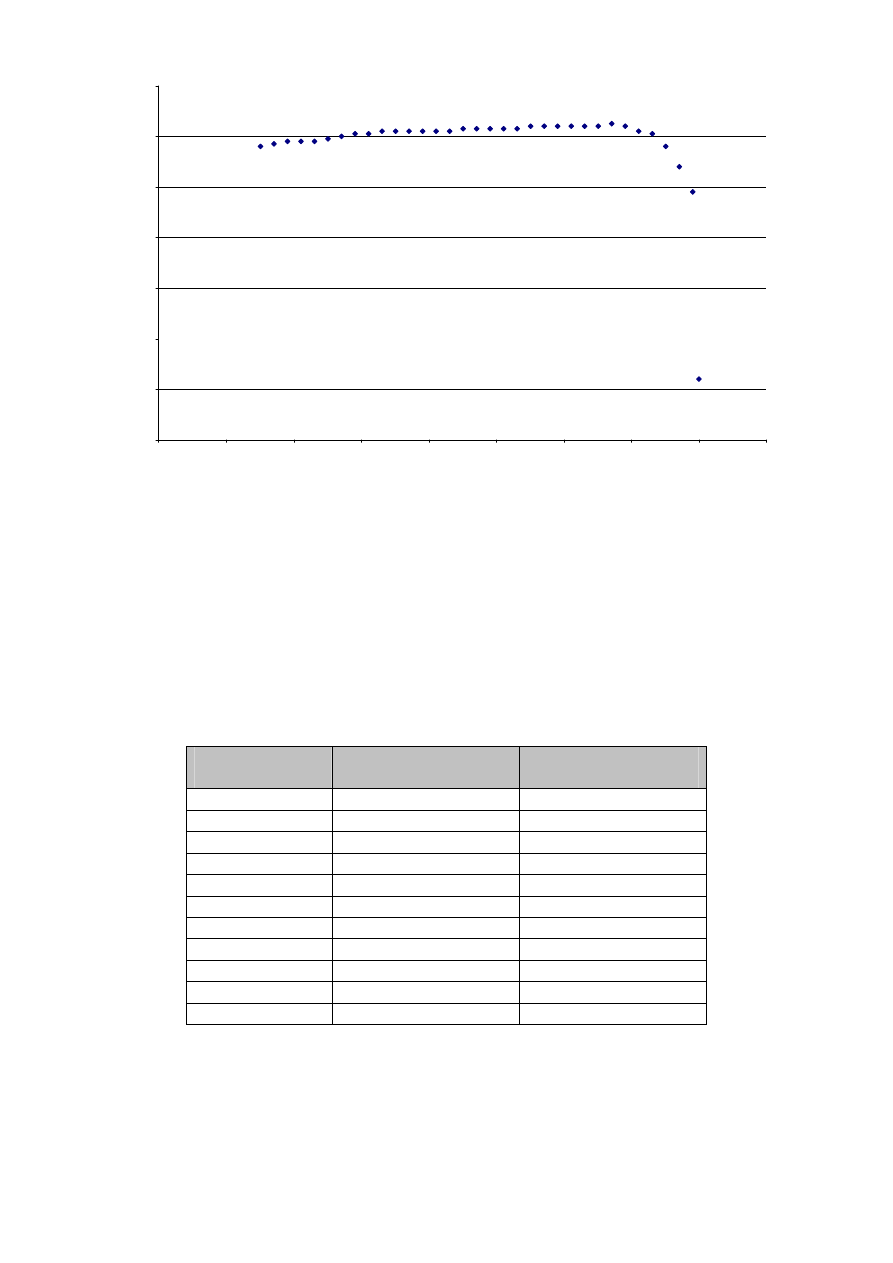
Wykres 1. Zależność zmian długości próbki w funkcji temperatury ∆L = f(T)
Wniosek: Wyraźny skurcz liniowy badanej próbki zaczyna się w temperaturze
ok. 750
0
C. Zmiana wymiarów próbki jest makroskopową cechą procesu spiekania, więc
w zarejestrowanej temperaturze należy wyznaczyć jego początek.
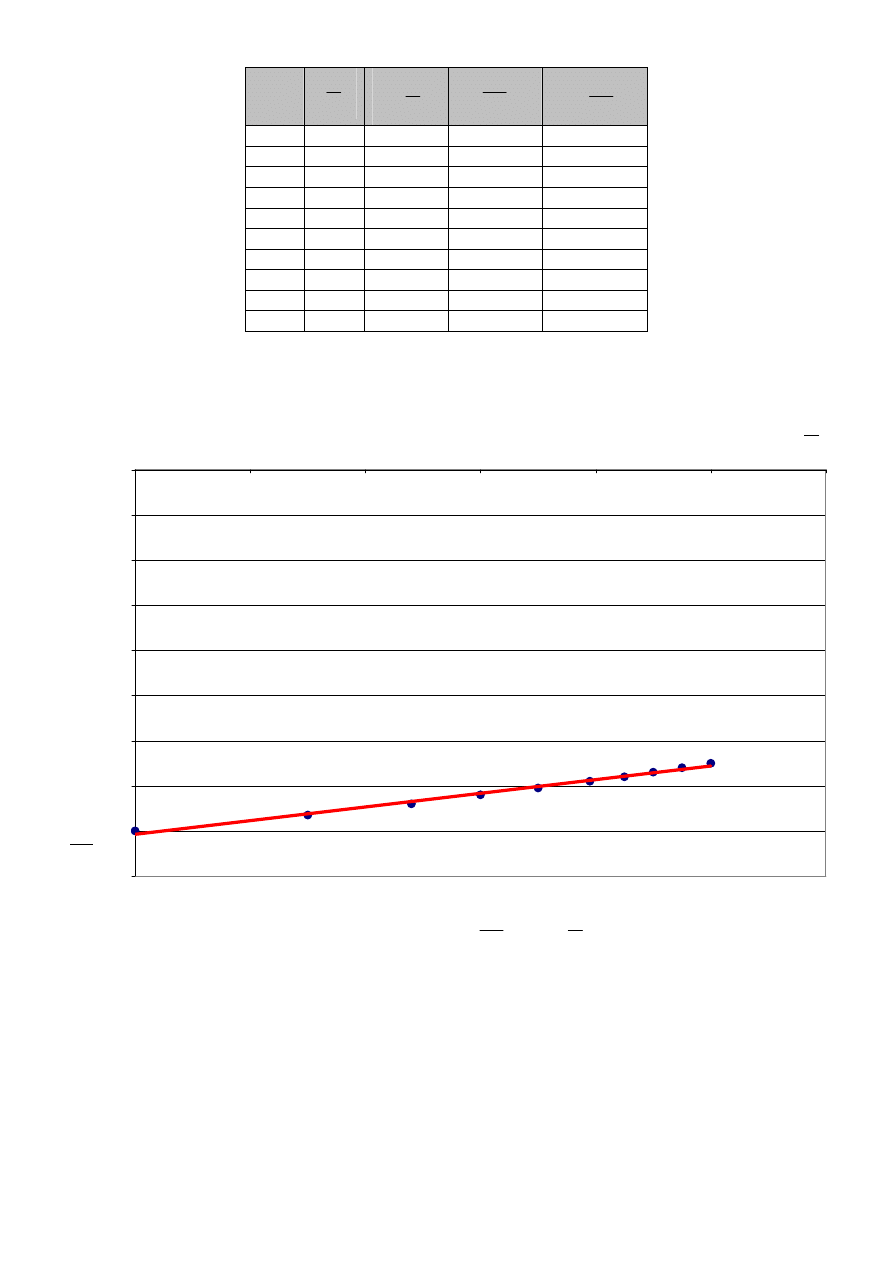
II.
Pomiar zmian długości kształtki w czasie w stałej temperaturze.
Temperatura
[
0
C]
Czas
[min]
Zmiana długości
[mm]
800
0
-0,48
800
3
-0,60
800
6
-0,70
800
9
-0,79
800
12
-0,87
800
15
-0,94
800
18
-1,00
800
21
-1,05
800
24
-1,10
800
27
-1,15
800
30
-1,19
Pomiar skurczu prowadzono co 3 minuty przez okres 30 minut zgodnie z
zaleceniem prowadzącego zajęcia. Znak „-” przy wartościach zmiany długości
oznacza skurcz próbki.
Czas
[min]
0
t
t
0
lg
t
t
0
L
L
∆
∆
0
lg
L
L
3
1
0
0,025
-1,60
6
2
0,30
0,029
-1,53
9
3
0,48
0,033
-1,48
12
4
0,60
0,036
-1,44
15
5
0,70
0,039
-1,41
18
6
0,79
0,042
-1,38
21
7
0,85
0,044
-1,36
24
8
0,90
0,046
-1,34
27
9
0,95
0,048
-1,32
30
10
1
0,050
-1,30
t
0 –
wartość skalująca, przyjęto 3 min
Wykres 2. Zależność
=
∆
0
0
lg
lg
t
t
f
L
L
Współczynniki kierunkowe obliczono przy pomocy programu Microsoft Excel. Wynoszą one
odpowiednio:
a= 0,3029
b= -1,615
Dopasowanie punktów do prostej R
2
wynosi 0,9918, a więc jest bardzo wysokie.
y = 0,3029x - 1,615
R
2
= 0,9918
-1,8
-1,6
-1,4
-1,2
-1
-0,8
-0,6
-0,4
-0,2
0
0
0,2
0,4
0,6
0,8
1
1,2
0
lg
t
t
∆
0
lg
L
L
Określenie dominujących mechanizmów przenoszenia masy:
Wykorzystuję drugie równanie kinetyki spiekania w modelu Coble-Kuczyńskiego,
które przekształcam w następujący sposób:
t
m
R
T
B
m
m
t
R
T
B
m
t
R
T
B
t
R
T
B
t
R
T
B
p
m
d
p
m
d
p
m
d
p
m
d
p
m
d
lg
1
)
(
lg
1
lg
:
/
lg
)
(
lg
lg
)
(
lg
)
lg(
lg
/*
)
(
)
(
+
=
+
=
=
=
=
ε
ε
ε
ε
ε
:
Odnosząc to do wzoru funkcji liniowej otrzymanej na wykresie: y = ax+b i możliwość
wprowadzenia zamiast
m
d
ε
jako zmiennej
L
L
∆
[
L
L
m
d
∆
=
ε
]
=
=
=
=
p
m
d
R
T
B
m
b
t
x
m
a
y
)
(
lg
1
lg
1
lg
ε
Wiec:
30
.
3
3029
.
0
1
1
1
=
=
=
⇒
=
m
a
m
m
a
Przy m = 3.30 dominującym mechanizmem przenoszenia masy jest dyfuzja po granicach
międzyziarnowych.
Wnioski:
Przebieg ćwiczenia oraz uzyskane wyniki pomiarów wykazały wyraźną zmianę
wymiarów zewnętrznych próbki. Początkowy wzrost jej wymiarów powiązany jest ze
zjawiskiem rozszerzalności cieplnej. Od temperatury około 750
0
C obserwujemy początek
wyraźnego zmniejszania się długości liniowej. Jest to wynik procesu przegrupowania ziarn i
tworzenia się pierwszych nie punktowych połączeń między nimi czyli szyjek
międzyziarnowych. Przegrupowaniu ziaren towarzyszył także dyfuzja po granicach
międzyziarnowych, która okazała się dominującym mechanizmem przenoszenia masy.
Odchyłka współczynnika m od tabelarycznej wartości „3” była wynikiem niedokładności

pomiarowych. Pomimo ustalenia temperatury na stałym poziomie wymiary liniowe badanej
wypraski dalej malały co jest empirycznym dowodem na samorzutność procesu spiekania.
Wyszukiwarka
Podobne podstrony:
cwiczenie nr 9 sprawozdanie id 101106
Ćwiczenie nr 8, sprawozdania, Fizyka - Labolatoria, Ćwiczenie nr8
Ćwiczenie nr 6, sprawozdania, Fizyka - Labolatoria, Ćwiczenie nr6
Ćwiczenie nr 7, sprawozdania, Fizyka - Labolatoria, Ćwiczenie nr7
ćwiczenie nr 1, sprawozdanie
ćwiczenie nr.5, SPRAWOZDANIA czyjeś
ćwiczenie nr.5, SPRAWOZDANIA czyjeś
ćwiczenie nr 2 sprawozdanie
ćwiczenie nr 8 sprawozdanie
ćwiczenie nr 9 sprawozdanie
SPRAWOZDANIE Z CWICZENIA NR 4, Technologia zywnosci, semestr III, chemia zywnosci
Ćwiczenie nr 50b, sprawozdania, Fizyka - Labolatoria, Ćwiczenie nr50b
Drgania Ćwiczenie nr 13, Politechnika Lubelska, Studia, semestr 5, Sem V, Sprawozdania, Laborka, Lab
Sprawozdanie z ćwiczenia nr 2(transformator), Studia, AAAASEMIII, 3. semestr, Elektrotechnika II, Pa
Sprawozdanie z ¦cwiczenia nr" Kopia
Sprawozdanie z cwiczenia nr 1 justa
Ćwiczenie nr 82, sprawozdania, Fizyka - Labolatoria, Ćwiczenie nr82
więcej podobnych podstron