
Instytut In
ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki ł
czenia tworzyw sztucznych – zgrzewanie
1
Techniki ł
!
czenia tworzyw sztucznych – zgrzewanie
1. Cel
"
wiczenia
Celem
#
wiczenia zaznajomienie studentów z zagadnieniami dotycz
cymi metod ł
czenia
tworzyw sztucznych, a tak
$
e wykonanie poł
czenia próbek wybranymi metodami.
2. Okre
%
lenie podstawowych zagadnie
&
oraz opis metod ł
'
czenia.
Tworzywa sztuczne mo
$
emy ł
czy
#
poprzez klejenie, poł
czenia mechaniczne (nity, gwinty,
zatrzaski). Tworzywa termoplastyczne mo
$
na dodatkowo ł
czy
#
technikami zgrzewania i spawania.
Wybór metody ł
czenia zale
$
y od postaci ł
czonych elementów, zastosowania, warunków eksploatacji
a tak
$
e od budowy chemicznej i wła
(
ciwo
(
ci fizycznych ł
czonych materiałów.
2.1. Zgrzewanie tworzyw sztucznych
Zgrzewanie tworzyw sztucznych jest to proces ł
czenia elementów z tworzyw
termoplastycznych polegaj
cy na uplastycznieniu pod wpływem podwy
$
szonej temperatury ł
czonych
powierzchni i docisku ich do siebie. Po ochłodzeniu powstaje trwałe zł
cze.
Ciepło potrzebne do uplastycznienia materiału, w zale
$
no
(
ci od techniki zgrzewania, mo
$
e by
#
doprowadzone z zewn
trz albo mo
$
e by
#
wytworzone wewn
trz materiału. Ła
)
cuchy polimerowe
doci
(
ni
*
tych do siebie ł
czonych powierzchni przeplataj
si
*
wzajemnie wskutek dyfuzji. Spl
tane
makrocz
steczki po ochłodzeniu tworz
trwałe poł
czenie. Ze wzgl
*
du na dyfuzyjny charakter procesu
wła
(
ciwo
(
ci wytrzymało
(
ciowe zł
cza zale
$+
od temperatury i czasu jej oddziaływania oraz od warto
(
ci
docisku i czasu jego trwania.
Rozró
$
ni
si
*
nast
*
puj
ce metody zgrzewania (podział ze wzgl
*
du na sposób doprowadzenia
ciepła):
A) nagrzewanie od
zewn
,
trznej strony ł
czonych elementów:
1) zgrzewanie kontaktowe
2) zgrzewanie impulsowe
B)
nagrzewanie od
wewn
,
trznej strony ł
czonych elementów:
3) zgrzewanie gor
cym powietrzem
4) zgrzewanie gor
cym klinem
5) zgrzewanie gor
c
płyt
6) zgrzewanie tarciowe
7) zgrzewanie wibracyjne
8) zgrzewanie laserowe
9) zgrzewanie mufowe (polidyfuzyjne)
C) nagrzewanie przy wytworzeniu ciepła wewn
trz ł
czonych materiałów
10) elektrooporowe
11) zgrzewanie pr
dami wysokiej cz
*
stotliwo
(
ci
12) Zgrzewanie mikrofalami
13) zgrzewanie ultrad
-
wi
*
kowe
2.1.1. Zgrzewanie kontaktowe
Zgrzewanie kontaktowe polega na doci
(
ni
*
ciu ł
czonych elementów (przede wszystkim folii) do
siebie mi
*
dzy gor
cymi elektrodami lub mi
*
dzy gor
c
i zimn
elektrod
. Elektrody s
nagrzewane
poprzez przepływ pr
du elektrycznego poprzez elementy elektrooporowe. Aby wyeliminowa
#
przywieranie uplastycznionego materiału do elektrod, powleka si
*
je policzterofluoroetylenem
(PTFE)(znany pod nazw
handlow
Teflon) lub tkanin
szklan
nasycon
PTFE. Elektrody podczas
./0123456178
9:4:341;<78
Instytut In
=
ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki ł
>
czenia tworzyw sztucznych – zgrzewanie
2
całego procesu s
>
gor
>
ce. W przypadku ł
>
czenia folii, cz
?
sto zgrzewanie kontaktowe prowadzi si
?
w
ten sposób aby podczas procesu nast
>
piło przeci
?
cie z jednoczesnym spojeniem przeci
?
tych obrze
@
y.
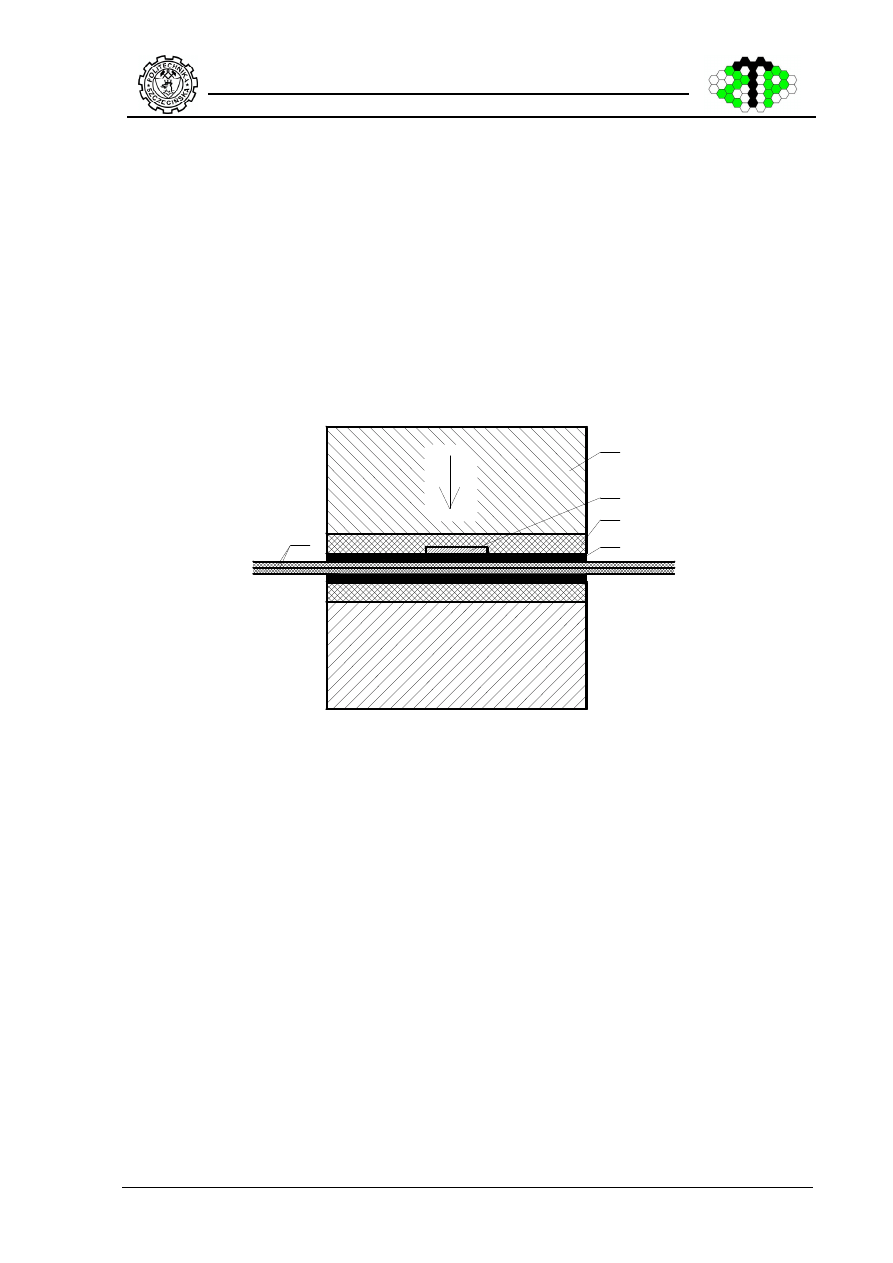
2.1.2. Zgrzewanie impulsowe
Zgrzewanie impulsowe (rys. 10) polega na
A
ci
A
ni
?
ciu ł
>
czonych elementów (przede wszystkim
folii) elektrodami, które nast
?
pnie wskutek krótkiego impulsu pr
>
du elektrycznego s
>
bardzo szybko
nagrzewane, a nast
?
pnie szybko schłodzone. Czas impulsu wynosi od 0,1 do ok. 3 sekund w
zale
@
no
A
ci od grubo
A
ci. Impuls pr
>
du nie nagrzewa całej elektrody tylko cienk
>
ta
A
m
?
elektrooporow
>
znajduj
>
c
>
pod elektrod
>
osłoni
?
t
>
tkanin
>
szklan
>
przesycon
>
PTFE. Po ustaniu impulsu ciepło jest
odbierane przez masywn
>
elektrod
?
stalow
>
, która mo
@
e by
B
dodatkowo cały czas chłodzona. Zalet
>
metody zgrzewania impulsowego jest chłodzenie zł
>
cza pod dociskiem, co eliminuje mo
@
liwo
ACB
jego
uszkodzenia przed całkowitym schłodzeniem. Zalety tej nie posiadaj
>
zgrzewarki kontaktowe. Metoda ta
jest najbardziej rozpowszechniona do zgrzewania opakowa
D
z folii z jednoczesnym ich napełnianiem.
EFG
H
I
Rys. 10. Schemat zgrzewania impulsowego. 1 – listwa dociskowa, 2 – ta
J
ma elektrooporowa, 3 – guma
porowata (izolacja elektryczna ta
J
my), 4 – tkanina szklana przesycona PTFE, 5 – ł
K
czone folie
2.1.3. Zgrzewanie gor
L
cym powietrzem
Zgrzewanie to polega na nagrzaniu gor
>
cym powietrzem wewn
?
trznych stron ł
>
czonych
materiałów i docisku ich do siebie (rys. 11). Parametrem zgrzewania jest temperatura wypływaj
>
cego
powietrza i jego ci
A
nienie a tak
@
e pr
?
dko
ACB
przesuwu oraz wielko
ACB
docisku. Docisk najcz
?A
ciej odbywa
si
?
za pomoc
>
elastycznego wałka co umo
@
liwia zgrzewanie nierównych powierzchni. Technik
>
zgrzewania gor
>
cym powietrzem wykonuje si
?
zł
>
cza zakładkowe. Metoda ta jest wydajna i umo
@
liwia
wykonywanie poł
>
cze
D
z szybko
A
ci
>
do 15 m/min.
MNOPQRSTUPVW
XYSYRSPZ[VW
Instytut In
\
ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki ł
]
czenia tworzyw sztucznych – zgrzewanie
3
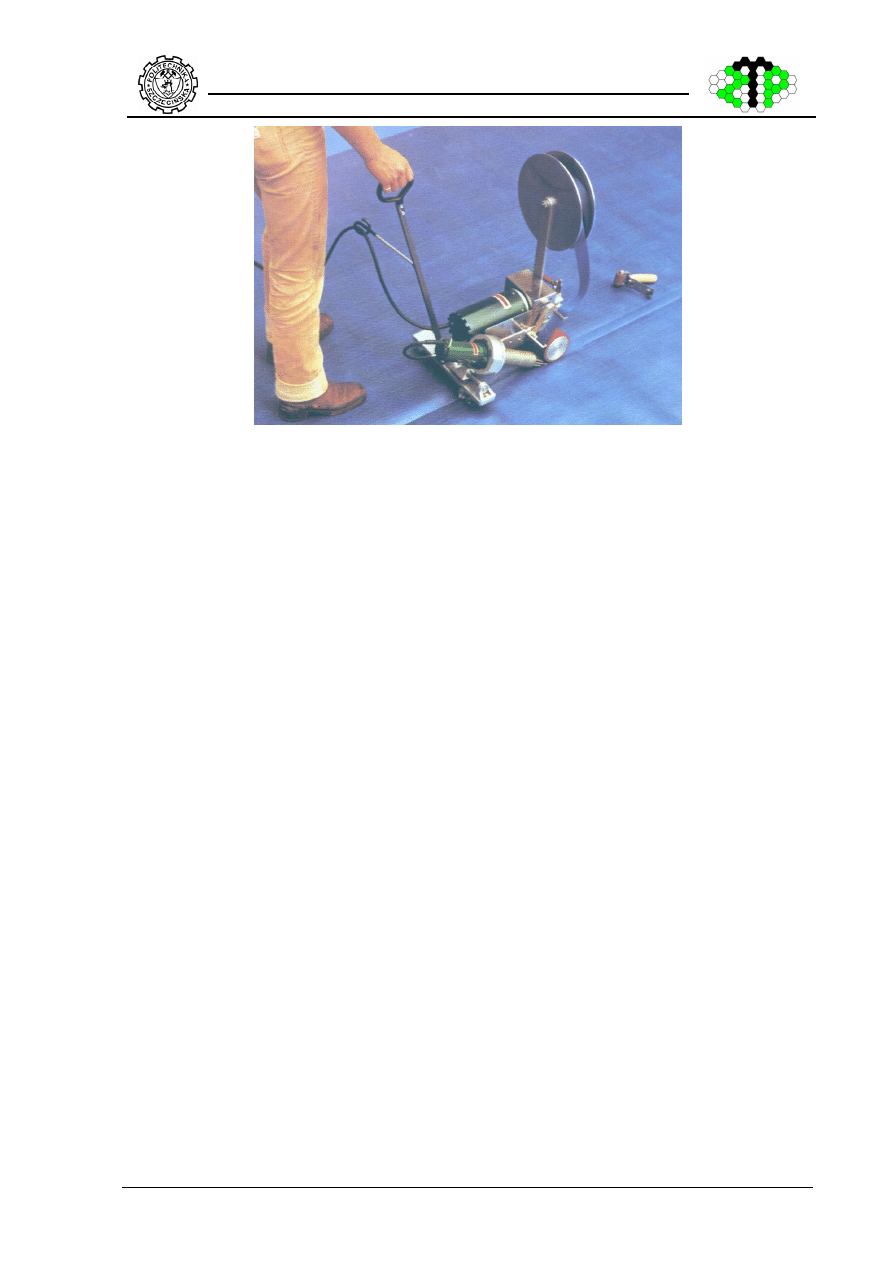
Rys. 11. Zgrzewanie gor
^
cym powietrzem polietylenowej wykładziny basenu pływackiego ta
_
m
^
o szeroko
_
ci.
2.1.4. Zgrzewanie gor
`
cym klinem
Zgrzewanie t
]
metod
]
polega na uplastycznieniu kraw
a
dzi ł
]
czonych elementów za pomoc
]
gor
]
cego klina metalowego i docisku kraw
a
dzi do siebie. Nacisk na elementy wywierany jest za pomoc
]
walcowej rolki. Metoda podobna do zgrzewania gor
]
cym powietrzem. Technik
]
to zgrzewa si
a
folie i
cienkie płyty np. z PE, PVC, PMMA.
2.1.5. Zgrzewanie gor
`
c
`
płyt
`
Metoda ta polega na doci
b
ni
a
ciu powierzchni ł
]
czonych do gor
]
cej płyty w celu uplastycznienia
tworzywa, a nast
a
pnie po usuni
a
ciu płyty docisku powierzchni do siebie. Podstawowymi parametrami
zgrzewania s
]
: temperatura płyty, czas docisku do płyty i siła docisku, czas docisku powierzchni
ł
]
czonych i siła docisku. Podczas zgrzewania tworz
]
si
a
dwa symetryczne wypływki (wałeczki) powstałe
z wyci
b
ni
a
tego ze zł
]
cza tworzywa. Metod
]
t
]
masowo wykonuje si
a
poł
]
czenia rur i płyt z tworzyw
sztucznych termoplastycznych. Najwi
a
ksze zastosowanie metoda znajduje w ł
]
czeniu rur z
przeznaczeniem do wody, gazu i innych mediów. Najcz
ab
ciej s
]
to rury z PEHD, PP. Du
c
e
zastosowanie metoda ta ma w produkcji okien i drzwi z PVC. Zgrzewaniem doczołowym ł
]
czy si
a
płyty
w budowie zbiorników instalacji chemicznych.
2.1.6. Zgrzewanie tarciowe
W metodzie tej ciepło niezb
a
dne do uplastycznienia materiału uzyskuje si
a
przez wzajemne
tarcie ł
]
czonych powierzchni z jednoczesnym dociskiem ich do siebie. Po osi
]
gni
a
ciu wymaganej
temperatury operacj
a
tarcia przerywa si
a
utrzymuj
]
c tylko docisk. Zgrzewanie mo
c
na przeprowadza
d
na
przystosowanych do tego tokarkach – ł
]
czy si
a
w ten sposób rury. Dobrze zgrzewaj
]
si
a
t
]
metod
]
twarde termoplasty, podatne na utlenianie w podwy
c
szonej temperaturze. Zgrzewanie odbywa si
a
praktycznie bez dost
a
pu powietrza do uplastycznionego tworzywa. Metoda doskonale nadaje si
a
do
zgrzewania PA, który jest twardy i podatny na utlenianie w podwy
c
szonej temperaturze.
2.1.7. Zgrzewanie wibracyjne
Zgrzewanie wibracyjne jest odmian
]
zgrzewania tarciowego, gdy
c
ciepło potrzebne do
uplastycznienia materiału równie
c
wydziela si
a
podczas tarcia. Ró
c
nica polega na tym,
c
e ł
]
czone
powierzchnie tr
]
o siebie wykonuj
]
c wibracje wzgl
a
dem siebie. Jeden z elementów jest nieruchomy, a
drugi wprowadzany w ruch drgaj
]
cy, przy jednoczesnym wywieraniu docisku. Cz
a
stotliwo
bCd
stosowana
w tej metodzie wynosi 100 – 280 Hz. Elementy zgrzewane mog
]
mie
d
dowolny kształt. Wzgl
a
dne
przemieszczenie zgrzewanych cz
ab
ci mo
c
e by
d
liniowe lub k
]
towe. Wibruj
]
ce powierzchnie
zgrzewanych elementów ulegaj
]
uplastycznieniu w ci
]
gu 2-3 s, a po ustaniu drga
e
nast
a
puje ich

fghijklmniop
qrlrklistop
Instytut In
u
ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki ł
v
czenia tworzyw sztucznych – zgrzewanie
4
zestalenie pod odpowiednim dociskiem. T
v
metod
v
zgrzewa
w
mo
x
na elementy o wi
y
kszych gabarytach
np. zbiorniki na paliwo do samochodów.
2.1.8. Zgrzewanie laserowe
W tej metodzie nast
y
puje uplastycznienie ł
v
czonych powierzchni jest nast
y
pstwem absorpcji
promieniowania laserowego. Oddziaływanie promienia lasera z makrocz
v
steczkami polimeru powoduje
zwi
y
kszenie ich drga
z
i podniesienie temperatury tworzywa. Je
x
eli tworzyw wykazuje słab
v
absorpcj
y
promieniowania lasera, wprowadza si
y
uprzednio do tworzywa
{
rodki pomocnicze w postaci cz
v
stek
dobrze absorbuj
v
cych to promieniowanie. Przy pomocy lasera mo
x
na wykona
w
poł
v
czenia doczołowe
poprzez nagrzanie laserem rozsuni
y
tych powierzchni przeznaczonych do zgrzania a nast
y
pnie docisku
ich do siebie podobnie jak ma to miejsce podczas zgrzewania gor
v
c
v
płyt
v
. Drugim sposobem
zgrzewania za pomoc
v
lasera jest wykonywanie poł
v
cze
z
elementów, z których jeden przepuszcza
promieniowanie (nie wykazuje absorpcji) natomiast drugi doskonale absorbuje je. S
v
to elementy z tego
samego polimeru ale jeden z elementów posiada napełniacz absorbuj
v
cy promieniowanie lasera.
Elementy s
v
doci
{
ni
y
te do siebie, promie
z
lasera przechodzi przez jeden materiał natomiast na styku
elementów nast
y
puje absorpcja promieniowania z wydzieleniem ciepła i zgrzanie.
2.1.9. Zgrzewanie mufowe (polidyfuzyjne)
Metoda stosowana wył
v
cznie do ł
v
czenia rur. W metodzie tej ł
v
czenie rur odbywa si
y
za
pomoc
v
kształtek (muf), nie ł
v
czy si
y
rury z rur
v
bezpo
{
rednio. Miejsce zgrzania jest wewn
y
trzna
powierzchnia kształtki i zewn
y
trzna rur. Nagrzewania odbywa si
y
na specjalnych narz
y
dziach pokrytych
np. teflonem aby zapobiec adhezji do elementów grzejnych. Narz
y
dzie jest w postaci nagrzanego z
jednej strony trzpienia i z drugiej strony rury, na które nasadza si
y
jednocze
{
nie kształtk
y
i wsadza rur
y
.
Po podgrzaniu elementów narz
y
dzie usuwa si
y
i natychmiastowo wkłada si
y
rur
y
w kształtk
y
i
nast
y
puje zgrzanie. Metod
v
to wykonuje si
y
coraz cz
y{
ciej instalacje wodne z rur PE i PP w
gospodarstwach domowych.
2.1.10. Zgrzewanie elektrooporowe
Metoda prawie identyczna jak zgrzewanie mufowe z t
v
ró
x
nic
v
,
x
e nie nagrzewa si
y
powierzchni ł
v
czonych gor
v
cym narz
y
dziem. Kształtki (mufy) posiadaj
v
wtopiony w
{
cianki drut
elektrooporowy. Po wło
x
eniu rur w kształtk
y
, przez drut przepuszczany jest pr
v
d elektryczny
powoduj
v
cy rozgrzanie drutu i otaczaj
v
cego go polimeru. Podgrzewa si
y
zarówno wewn
y
trzna
powierzchnia kształtki jak i zewn
y
trzna powierzchnia rur w kształtce. Nast
y
puje zgrzanie powierzchni.
2.1.11. Zgrzewanie pr
|
dami wysokiej cz
}
stotliwo
~
ci
Metoda przeznaczona do tworzyw sztucznych maj
v
cych budow
y
polarn
v
i wykazuj
v
cych wysoki
współczynnik stratno
{
ci dielektrycznej przede wszystkim do PVC. Mo
x
liwe jest te
x
zgrzewanie t
v
metod
v
ABS, PET, PUR, EVA, CA. Pod działaniem pola elektromagnetycznego nast
y
puje polaryzacja
cz
v
steczek tworzywa wg linii działania pola czyli ustawienie si
y
dipoli analogicznie jak ustawia si
y
igła
kompasu w polu elekromagnetycznym. Po zmianie biegunów przyło
x
onego napi
y
cia, nast
y
puje
przegrupowanie dipoli o 180
O
. Je
x
eli zmiana biegunów odbywa si
y
miliony razy w ci
v
gu sekundy
(dokładnie 27 MHz), ruch dipoli wywołuje tarcie wewn
y
trzne i nagrzewanie si
y
materiału (wyobrazi
w
sobie to mo
x
na w ten sposób,
x
e igła kompasu reprezentuj
v
ca pojedynczy dipol na skutek zmiennego
pola elektromagnetycznego ustawiała si
y
z wielk
v
cz
y
stotliwo
{
ci
v
raz w gór
y
raz w dół). Elektrody, które
dociskaj
v
materiał s
v
zimne a ciepło wytwarzane jest w materiale mi
y
dzy elektrodami. Górna elektroda
ma kształt wykonywanego zł
v
cza a doln
v
stanowi płyta. Wytrzymało
{Cw
wzgl
y
dna spoin wykonanych t
v
metod
v
jest bardzo wysoka i dochodzi do 99%, gdy
x
wymuszony ruch dipoli bardzo wzmaga dyfuzj
y
ła
z
cuchów i wzajemne ich przemieszanie w zł
v
czu. Metod
v
t
v
wykonuje si
y
zgrzewanie elementów
wyposa
x
enia samochodowego, materiałów obiciowych wykonanych np. ze sztucznej skóry PVC.

Instytut In
ynierii Materiałowej – Zakład Tworzyw Polimerowych
Techniki ł
czenia tworzyw sztucznych – zgrzewanie
5
2.1.12. Zgrzewanie mikrofalami
Metoda analogiczna do zgrzewania pr
dami wysokiej cz
stotliwo
ci ró
ni
ca si
jedynie
cz
stotliwo
ci
pola wynosz
ca 0,3-300 GHz i długo
ciami fal elektromagnetycznych.
2.1.13. Zgrzewanie ultrad
wi
kowe
Zgrzewanie to polega na wprowadzeniu materiału ł
czonego za pomoc
sondotrody w drgania
o cz
stotliwo
ciach ultrad
wi
kowych (20-40 KHz), przez co w miejscu odpowiednio uformowanego
styku materiałów wydziela si
ciepło umo
liwiaj
ce zgrzanie po ustaniu drga
. Ciepło wydziela si
z
powodu tarcia wewn
trznego na skutek wysokich napr
e
zmiennych w czasie (a co za tym idzie
odkształce
) w miejscu styku materiałów. Materiały w miejscu styku maj
mał
powierzchnie co
powoduje ze pod wpływem siły w tym miejscu powstaj
du
e napr
enia i odkształcenia. Zgrzewarka
ultrad
wi
kowa składa si
m.in. z przetwornika drga
, w którym wytwarzane s
drgania mechaniczne
trzpienia, który przenosi je na materiał ł
czony a tak
e z kowadełka przejmuj
cego nadmiar drga
i
odprowadzaj
cego ciepło. Tworzyw przeznaczone do zgrzewania ultrad
wi
kowego nie powinny tłumi
drga
a wi
c powinny by
twarde (np. PA, PC, PMMA, PS, PET, PBT), aby przekazywa
cał
energi
do zł
cza. Metoda wydajna, czas zgrzewania nie przekracza 2 s.
3. Sposób wykonania
wiczenia
Instrukcja obsługi urz
dze
wraz z danymi technicznymi oraz uwagami dotycz
cymi BHP
powinna znajdowa
si
na stanowisku. Obsługiwanie urz
dze
do spawania i zgrzewania jest
dozwolone tylko w obecno
ci prowadz
cego
wiczenie po uprzednim zapoznaniu si
z instrukcj
lub
przeszkoleniu. Nale
y
ci
le stosowa
si
do polece
prowadz
cego
wiczenie. Nale
y zachowa
szczególn
ostro
no
C
, gdy
w przeciwnym wypadku istnieje gro
ba poparzenia.
3.1. Zgrzewanie tworzyw sztucznych
W czasie
wicze
zostan
wykonane poł
czenia doczołowe rur z PE i PP metod
gor
cej płyty.
Przy pomocy zgrzewarki impulsowej wykonane zostan
worki z folii PE. Na zgrzewarce wielkiej
cz
stotliwo
ci wykonane zostanie poł
czenie folii ze zmi
kczonego PVC.
4. Literatura
1. Schreder W.: Tworzywa sztuczne. Przeróbka i spawanie. Wydawnictwo Naukowo Techniczne.
Warszawa 1973
2. Klimpel A.,: Spawanie i zgrzewanie tworzyw termoplastycznych. Wydawnictwo Politechniki
l
skiej, Gliwice 2000
3. Wytyczne
Urz
du
Dozoru
Technicznego
„SPAWACZE
I
ZGRZEWACZE
TERMOPLASTYCZNYCH TWORZYW SZTUCZNYCH”, WDT-ST-1/00, Warszawa 2000
4. K. Kwiatkowski, Z. Rosłaniec – „Badanie poł
cze
spawanych elastomerów poli(eterowo-
estrowych). Cz. I. Wpływ zawarto
ci segmentów gi
tkich na morfologi
i wła
ciwo
ci
mechaniczne”, POLIMERY 2004,49, 268-274
5. Spawanie termoplastycznych tworzyw sztucznych przy u
yciu spawarek r
cznych. Materiały
reklamowe firmy LEISTER, prospekt 21A/PL , Kagiswil, Szwajcaria
Wyszukiwarka
Podobne podstrony:
02 01 11 12 01 20 2010 12 31 13 20 42
13 (20)
Konspekt 13 20.09 1k., Konspekty klasy 1-3
material na egzamin z pedagogiki, 13-20.12, P
PL 13 20
Adorno, Sztuka i sztuki, wybór esejów (13 20, 58 79, 100 152) (1)
Pa Svenska 2 pg 13 20
CWICZENIA, Ćwiczenia 13 - 20.05.05, MIKROTUBULE
13 20 materialoznawstwo
02 01 11 12 01 20 2010 12 31 13 20 42
Pa Svenska 2 pg 13 20
Davis M H Empatia O umiejętności współodczuwania str 13 20, 149 169
liczby 13 20
13 20 Hanna Burkhardt Przekład zwierciadłem językowego i kulturowego obrazu świata
Adorno, Sztuka i sztuki, wybór esejów (13 20, 58 79, 100 152)
liczby 13 20
obietnice po zmierzchu rozdz 13 20 (nieof tłumaczenie )
więcej podobnych podstron