
32
Elementy składowe linii
technologicznych do segregacji
odpadów bytowych
Piotr Wodziński
Katedra Aparatury Procesowej
Politechnika Łódzka
1. Wstęp
Celem niniejszego opracowania jest przedstawienie typowych, stałych
elementów składowych, które pojawiają się w liniach technologicznych, prze-
znaczonych do segregacji odpadów komunalnych. Linie do segregacji odpadów
komunalnych dzielą się na dwie podstawowe grupy: suchą i mokrą. Autor ni-
niejszego opracowania będzie zajmował się przede wszystkim segregacją na
sucho, ponieważ w warunkach typowego składowiska odpadów taka technolo-
gia jest dominująca. Technologie mokre, dające produkty segregacji o wysokiej
czystości, wymagają jednak zamkniętych obiegów wodno-mułowych, co ozna-
cza, że mogą być one zlokalizowane np. obok oczyszczalni ścieków, a nie na
wysypiskach odpadów bytowych [2, 4].
W warunkach wysypiska odpadów komunalnych mamy do czynienia
z liniami technologicznymi umieszczonymi pod zadaszeniem (wiatą) i ustawio-
nymi na poziomym, utwardzonym podłożu. Linie takie powinny składać się
z elementów mobilnych w tym sensie, że poszczególne maszyny muszą mieć
możliwość przesuwania w inne miejsca i w dowolny sposób konfigurowania
z pozostałymi elementami składowymi całej linii.
Pierwszym elementem każdej linii do przerobu odpadów komunalnych
jest stacja rozładowania. Odpady są przeważnie dowożone transportem samo-
Piotr Wodziński
VIII Ogólnopolska Konferencja Naukowa
480
chodowym i rozładowywane w początkowym punkcie linii technologicznej.
Ten element składowy linii nie zostanie tutaj omówiony. Uznano go jako znany
i rozwiązany technicznie w zadowalającym stopniu. Ponadto różni producenci
maszyn do przerobu odpadów oferują różne rozwiązania, zależne od konkretnej
sytuacji w danym składowisku odpadów.
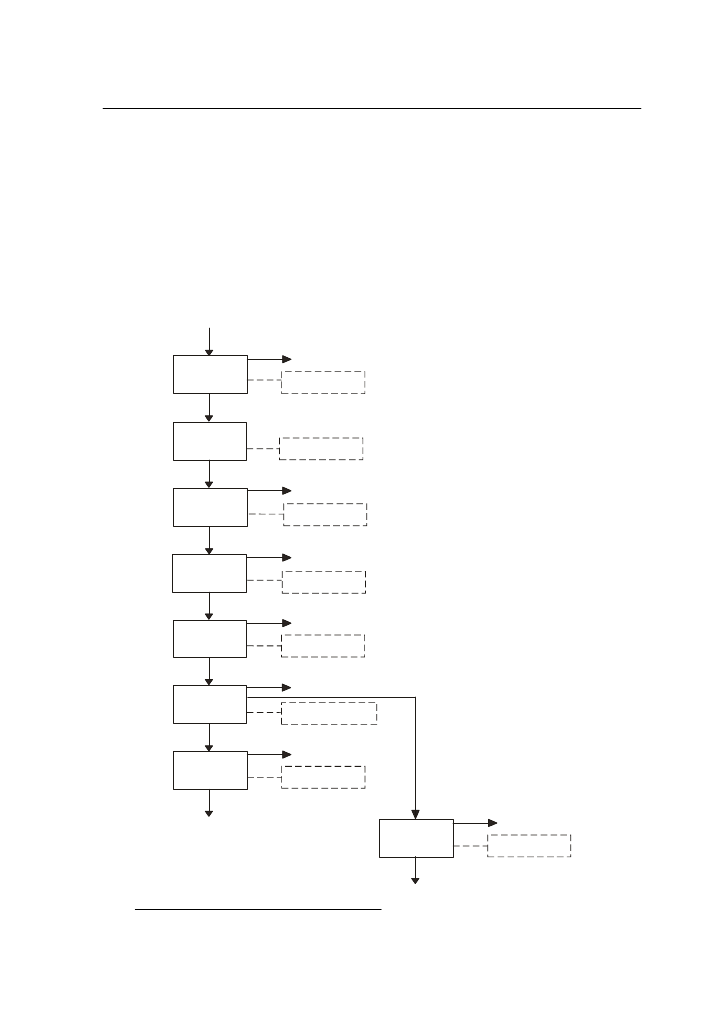
Poniżej został przedstawiony schemat blokowy pogłębionej segregacji
odpadów komunalnych. Jednakże nie wszystkie elementy składowe tego sche-
matu muszą być stosowane w danych konkretnych warunkach składowisk od-
padów. Ponadto kolejność poszczególnych operacji technologicznych też może
ulegać zmianom.
oddzielanie
wielkogabarytów
wielkogabaryty
przesiewacz stały
rusztowy
nadawa odpady
spulchnianie
młyn walcowy
kłowy
ferromagnetyki
separator bębnowy,
taśmowy
separacja
magnetyczna I
separacja
magnetyczna II
separacja
pneumatyczna
aluminium (puszki)
separator z polem
wirowym
papier, folia
wialnia
przesiewanie
folia, papier
przesiewacz z
urządzeniem igłowym
ziarna drobne
ziarna grube
ziarna grube (kamień...)
oddzielacz
wibracyjny
oddzielanie
wibracyjne
części organiczne
(ziarna lekkie)
części organiczne
oddzielanie
segregujące
części organiczne
zsuwnia taśmowa
Elementy składowe linii technologicznych do segregacji odpadów bytowych
VIII Ogólnopolska Konferencja Naukowa
481
2. Oddzielanie wstępne
Zadaniem oddzielania wstępnego jest usunięcie z całego strumienia od-
padów wielkogabarytowych tzn. elementów na tyle dużych, że mogłyby one
utrudniać lub wręcz uniemożliwiać dalszą segregację strumienia odpadów. Do
tego celu można zaproponować różne maszyny: przesiewacze rusztowe, prze-
siewacze łańcuchowe, przesiewacze prętowe. Autor opracowania chciałby za-
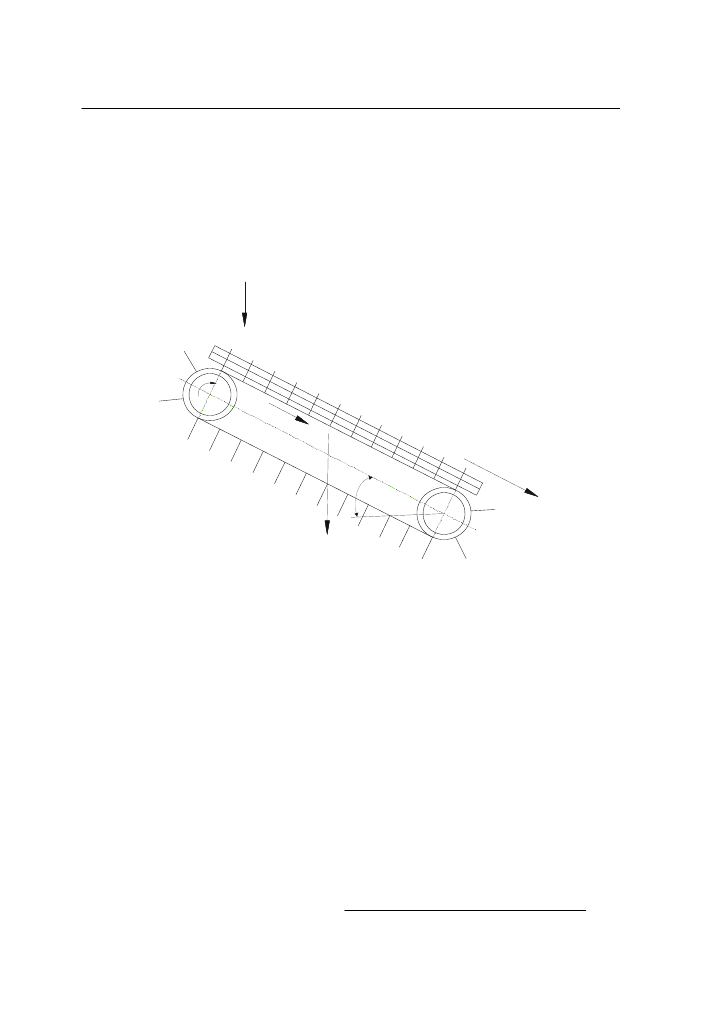
proponować oddzielacz rusztowy (rys. 1).
Q[Mg/h]
Q
WG
Q
0
u
m
Rys. 1. Oddzielacz rusztowy
Fig. 1. Grate separator
To oryginalne rozwiązanie powstało w Politechnice Łódzkiej. Składa
się ono z nieruchomego rusztu nachylonego do poziomu pod kątem
α, mniej-
szym od kątów tarcia zewnętrznego i wewnętrznego odpadów. Tak więc odpa-
dy komunalne podane na ruszt o natężeniu Q [Mg/h], nie zaczną poruszać się
grawitacyjnie po powierzchni rusztu. Pomiędzy rusztami znajduje się podajnik
zgrzebłowy, zgrzebła którego poruszają się ze stałą prędkością u
m
, wzdłuż belek
rusztu. Zgrzebła te nie tylko przemieszczają warstwę odpadów wzdłuż rusztu,
ale także niedopuszczają do zaklinowywania się elementów, z których złożona
jest warstwa odpadów. Urządzenie to jest proste i nie wymaga zastosowania
drogich materiałów oraz technologii wykonawczych. Główny strumień odpa-
dów Q
0
przechodzi przez sito rusztowe jako produkt podsitowy. Z sita ruszto-
wego natomiast schodzą wielkogabaryty Q
WG
i są one kierowane do niezależ-
nego zagospodarowania lub utylizacji.
Piotr Wodziński
VIII Ogólnopolska Konferencja Naukowa
482
3. Spulchnianie odpadów komunalnych
Główny strumień odpadów Q
0
jest kierowany do dalszego przerobu
(segregacji). Drugą operacją technologiczną jest spulchnianie odpadów komu-
nalnych, bowiem tylko w postaci rozluźnionej mogą one być dalej segregowa-
ne, poprzez tzw. segregację pogłębioną. Znane są różne metody spulchniania
odpadów. Wydaje się, że najbardziej właściwe jest zastosowanie młyna kłowe-
go, zwanego też rozdrabniarką dwuwirnikową [1]. Młyn kłowy złożony jest
z dwu równolegle usytuowanych walców, obracających się ze stałymi, jedna-
kowymi prędkościami obrotowymi w kierunkach przeciwnych „do siebie”,
zaopatrzonych w kły, zachodzące geometrycznie na siebie. Młyn taki „wciąga”
odpady pomiędzy kły, rozdrabniając je jednocześnie i spulchniając.
4. Separacja magnetyczna
Separacja magnetyczna [3], mająca na celu wydobycie z głównego
strumienia odpadów części metalowych, stosowana jest w wielu technologiach
obróbki odpadów komunalnych. Zagadnienie to jest opanowane technicznie
i znani są liczni producenci (krajowi i zagraniczni) separatorów magnetycznych.
5. Przesiewanie
5.1. Przesiewacze bębnowe
W inżynierii środowiska, a w szczególności w procesie realizacji sorto-
wania odpadów komunalnych, stosowane są przesiewacze bębnowe [3]. Ma-
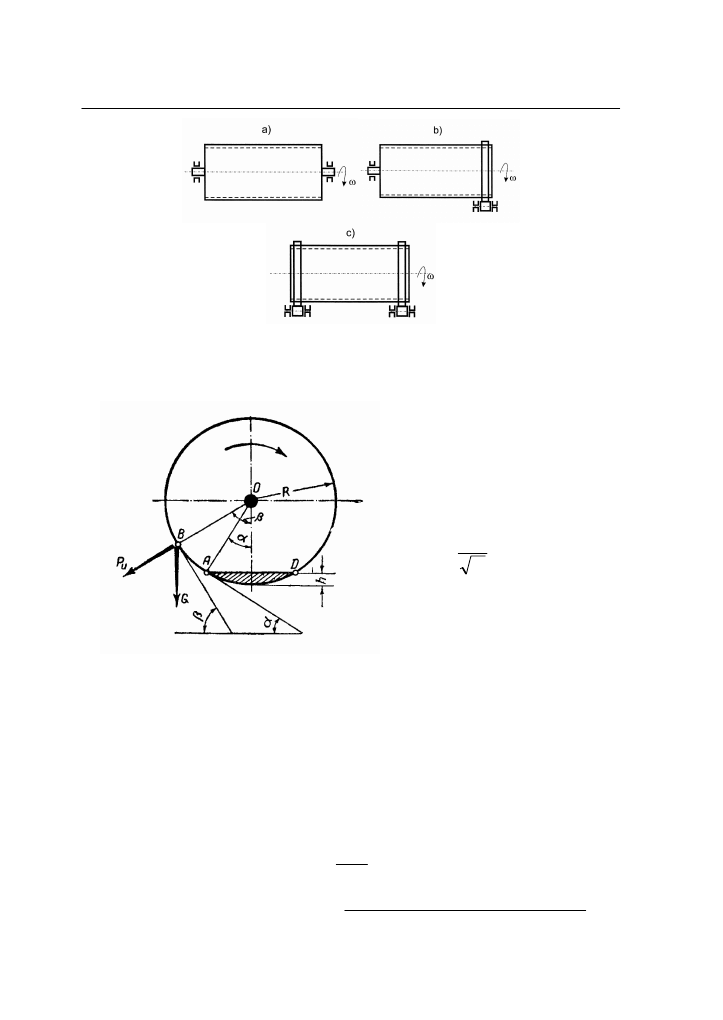
szyny te znane są od dawna. W sensie konstrukcyjnym bębny dzielimy na trzy
rodzaje:
¾
bęben z wałem osiowym, dwustronnym (rys. 2a),
¾
bęben z wałem jednostronnym i podporą rolkową (rys. 2b),
¾
bęben z podporami obustronnymi (rys. 2c).
W przypadku bębnów 2a i 2b napęd jest dostarczany do wału bębna, na-
tomiast w przypadku 2c bęben obracany jest za pomocą przekładni łańcuchowej
lub zębatej.
Na rys. 3 pokazano siły działające na ziarno, znajdujące się wewnątrz
bębna:
¾
siła odśrodkowa P
u
,
¾
siła ciężkości G.
Elementy składowe linii technologicznych do segregacji odpadów bytowych
VIII Ogólnopolska Konferencja Naukowa
483
Rys. 2. Przesiewacze bębnowe
Fig. 2. Rotary screens
Rys. 3. Podnoszenie ziarna w bębnie sitowym
Fig. 3. Grain elevation in a sieve drum
Siła tarcia cząstki o powierzchnię wewnętrzną bębna nie została
uwzględniona. Istotnym parametrem charakteryzującym przesiewacz bębnowy
jest prędkość wirowania (prędkość krytyczna). Jest to taka prędkość obrotowa lub
kątowa bębna dla której P
u
= G, co oznacza że ziarno przylega do powierzchni
wewnętrznej bębna i nie spada w dół. Jeszcze ważniejszy z procesowego punktu
widzenia jest tzw. wyróżnik szybkości, który jest stosunkiem:
kr
rob
b
ω
ω
=
ε
(1)
min]
/
[
12
obr
R
n
rob
=
Piotr Wodziński
VIII Ogólnopolska Konferencja Naukowa
484
Wygodnie więc jest podawać wartość tego wyróżnika bowiem to on de-
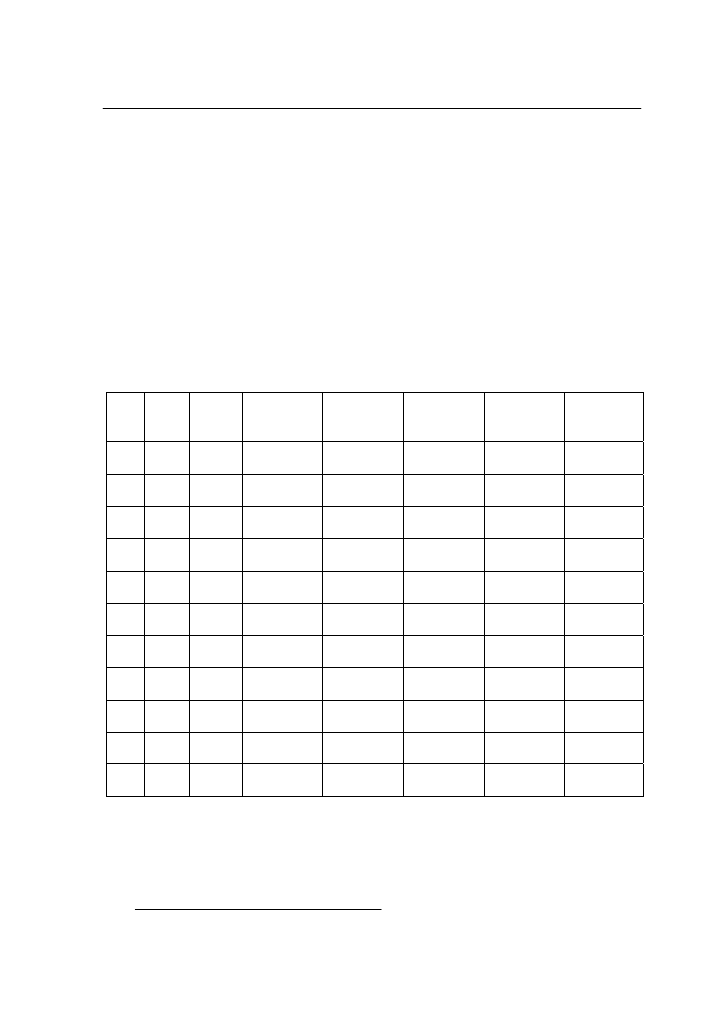
cyduje o charakterze ruchu warstwy w bębnie. W tabeli 1 pokazano wielkość
prędkości obrotowych bębnów o średnicach D i promieniach R, w zależności od
osi wyróżnika szybkobieżności. W ostatniej kolumnie zamieszczono wartość
roboczej prędkości obrotowej, tzn. takiej którą wyznacza się z powszechnie
znanych wzorów na prędkość w ruchu obrotowym przesiewaczy bębnowych.
Tak więc bębny obecnie budowanych i eksploatowanych przesiewaczy obracają
się z obrotami n
rob
≅ 0,2÷0,3 n
kr
, a dla prawidłowego przebiegu procesu powin-
ny obracać się z obrotami n
≅ 0,8÷0,9 n
kr
. W tabeli 1 podano te wielkości dla
średnic bębnów maszyn przemysłowych, w tym przesiewaczy przeznaczonych
do segregacji odpadów komunalnych.
Tabela 1. Prędkości obrotowe i średnice przesiewaczy bębnowych
Table. 1. Rotational speed and diameters of rotary screens
L.p.
D
[m]
R
[m]
n
kr
[obr./min]
0,3 n
kr
[obr./min]
0,8 n
kr
[obr./min]
0,9 n
kr
[obr./min]
n
rob
[obr./min]
1
0,50
0,250
59,82 17,95 47,86 53,84 24,00
2
0,75
0,375
48,84 14,65 39,07 43,96 19,60
3
1,00
0,500
42,30 12,69 33,84 38,07 16,97
4
1,25
0,625
37,83 11,35 30,26 34,05 15,18
5
1,50
0,750
34,54 10,36 27,63 31,09 13,86
6 1,75 0,875
31.98
9,50
25,58
28,78
12,82
7 2,00 1,000
29,91
8,97
23,93
26,98
12,00
8 2,25 1,125
28,20
8,46
22,56
25,38
11,31
9 2,50 1,250
26,75
8,02
21,40
24,07
10,73
10 2,75 1,375
25,51
7,65
20,41
22,96
10,23
11 3,00 1,500
24,42
7,33
19,54
21,98
9,80
Przesiewacze bębnowe wykorzystują 1/6÷1/8 powierzchni sitowej ma-
szyny, co stanowi istotną ich wadę, w porównaniu do przesiewaczy o sitach
płaskich.
Elementy składowe linii technologicznych do segregacji odpadów bytowych
VIII Ogólnopolska Konferencja Naukowa
485
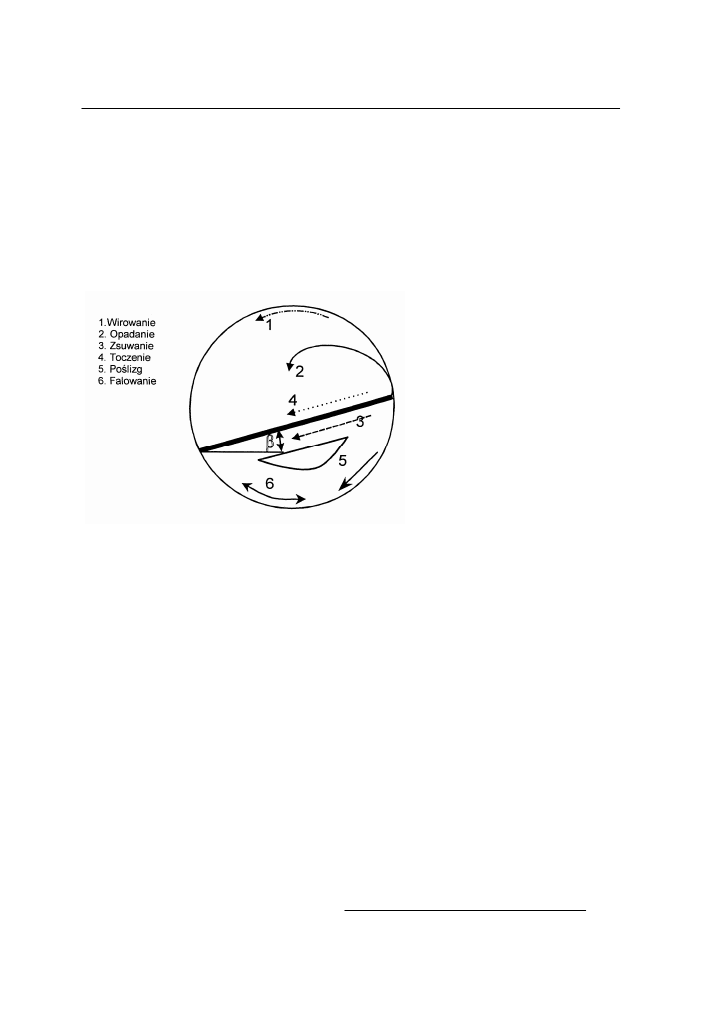
Na rys. 4 przedstawiono różne rodzaje ruchu materiału w bębnie,
w zależności od zastosowanej wartości wyróżnika szybkobieżności przesiewa-
cza. Najwłaściwszy z punktu widzenia przebiegu procesu przesiewania jest ruch
nr 2 „opadanie”. Uzyskujemy go, gdy wartość wyróżnika szybkobieżności
ε
b
= 0,8÷0,9. Obecnie budowane i eksploatowane przesiewacze, wykorzystywa-
ne w segregacji odpadów komunalnych mają wyróżnik szybkobieżności
ε
b
= 0,2÷0,3. To zapewnia uzyskanie ruchu materiału w bębnie o charakterze
poślizgu (ruch nr 5). Dlatego maszyny te pracują na ogół niewłaściwie.
Rys. 4. Rodzaje ruchu złoża
ziarnistego
Fig. 4. Types of granular bed
motion
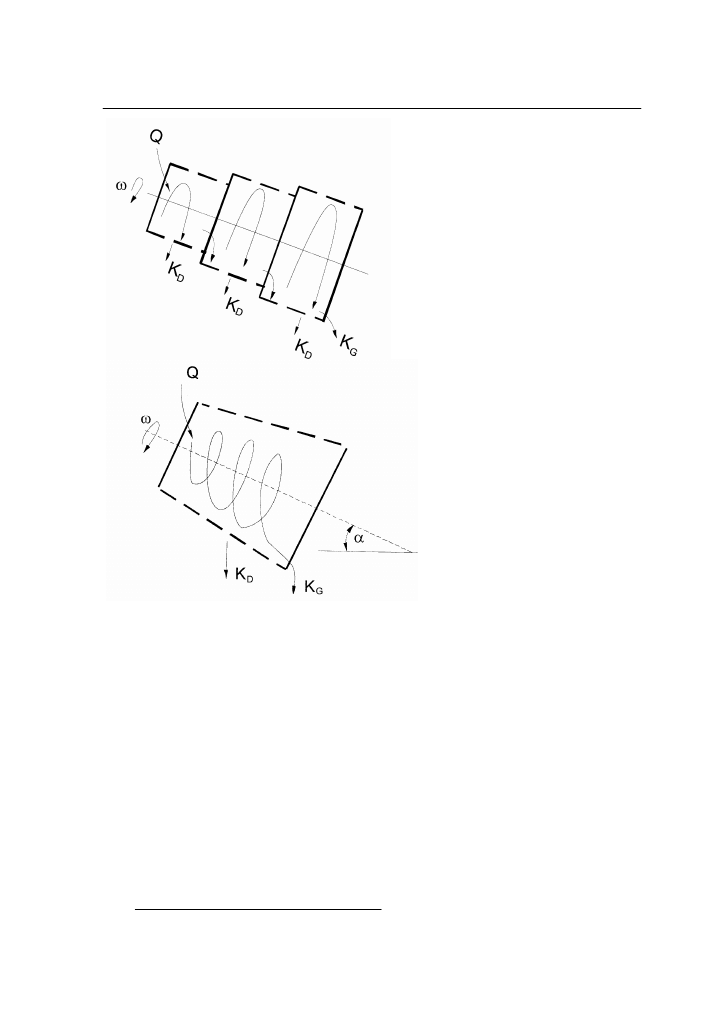
Propozycje modernizacji przesiewaczy bębnowych zostały przedsta-
wione na rys. 5 i 6. W obu przypadkach zastosowano bębny o zróżnicowanej
średnicy tak, aby przy niezmiennej – jednakowej dla całej maszyny prędkości
obrotowej bębna, otrzymać różne wyróżniki szybkobieżności, a zatem różne
rodzaje ruchu materiału przesiewanego w bębnie. W końcowych (wylotowych)
częściach bębnów mamy do czynienia z ziarnami grubymi, które wymagają
niniejszego wyróżnika szybkobieżności w procesie przesiewania.
Przesiewacze bębnowe stosowane w liniach technologicznych do se-
gregacji odpadów komunalnych, są urządzeniami dużymi i wymagającymi do-
datkowych urządzeń towarzyszących np. podajników doprowadzających mate-
riał do przesiewania i odprowadzających jego produkty.
Piotr Wodziński
VIII Ogólnopolska Konferencja Naukowa
486
Rys. 5. Schemat kaskadowego prze-
siewacza bębnowego
Fig. 5. Schematic of a cascade rotary
screen
Rys. 6. Schemat stożkowego
przesiewacza bębnowego
Fig. 6. Schematic of a conical
rotary screen
5.2. Przesiewacze o sitach płaskich
Przesiewacze bębnowe obarczone licznymi wadami nie spełniają
wszystkich wymagań stawianych maszynom przesiewającym. Dlatego obecnie
stosuje się głównie przesiewacze o sitach płaskich [3]. Istnieje wiele różnych
przesiewaczy o sitach płaskich, ale tylko dwa z nich zostaną omówione w opra-
cowaniu.
Szczególnie do przesiewania odpadów komunalnych jest przeznaczony
przesiewacz liniowo-eliptyczny (rys. 7), który został skojarzony z igłowym
urządzeniem wybierającym. Maszynę stanowi klasyczny przesiewacz wibracyj-
ny, napędzany dwoma wałami niewyważonymi, które jak pokazano na rys. 7 są
odpowiednio umieszczone względem środka ciężkości całego układu drgające-
go. Wały te mają różne momenty statyczne, przy czym wibrator większy znaj-
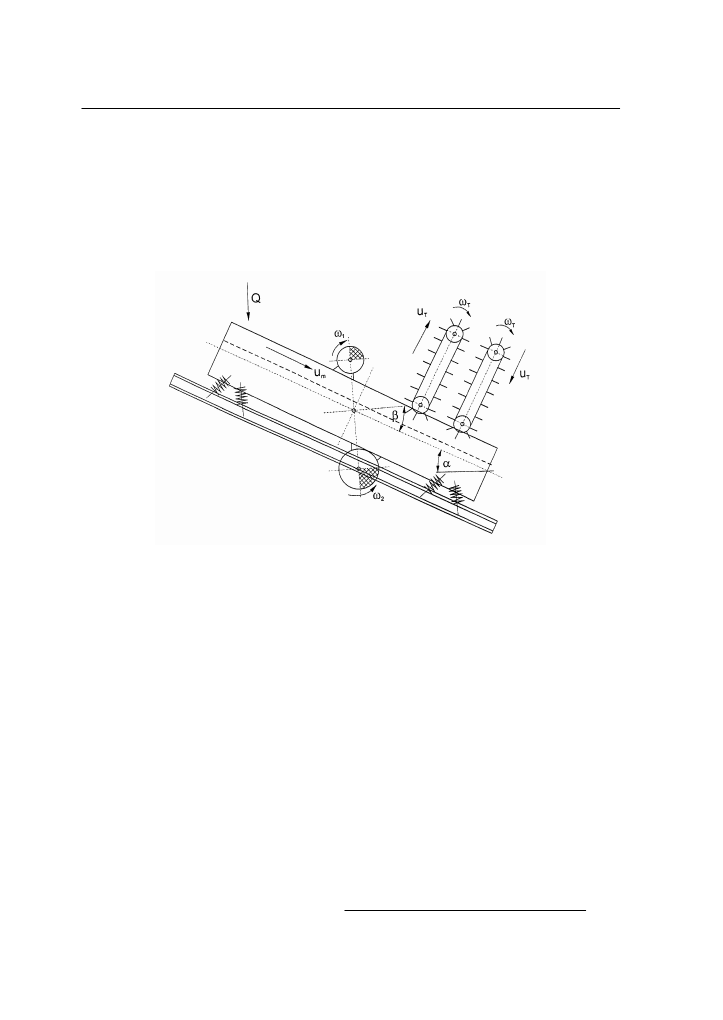
Elementy składowe linii technologicznych do segregacji odpadów bytowych
VIII Ogólnopolska Konferencja Naukowa
487
duje się pod sitami (w najniższym położeniu). Oba wały obracają się z jedna-
kowymi
ω
1
=
ω
2
lub różnymi
ω
1
≠ ω
2
prędkościami kątowymi.
Zasada działania igłowego urządzenia wybierającego jest bardzo prosta
i nie wymaga dodatkowego wyjaśniania.
Przesiewacze o sitach płaskich posiadają zdecydowanie lepsze charak-
terystyki procesowe w porównaniu do przesiewaczy bębnowych. Wydaje się, że
stosowanie przesiewaczy bębnowych do segregacji odpadów komunalnych jest
nieuzasadnione.
Rys. 7. Przesiewacz liniowo-eliptyczny
Fig. 7. A linear-elliptic screen
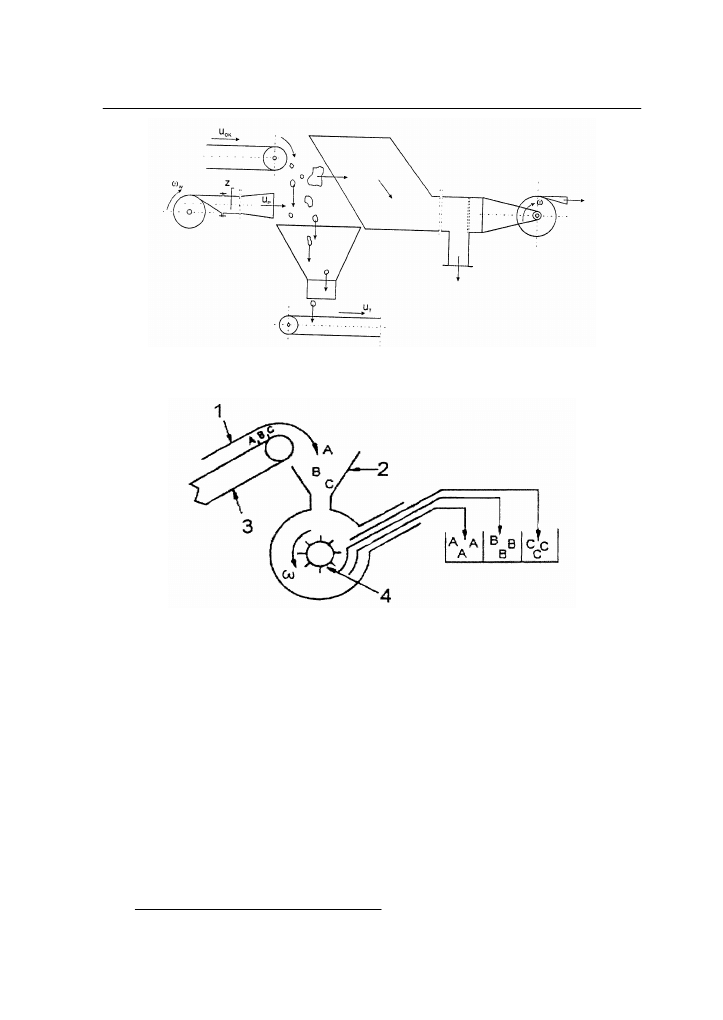
6. Separacja pneumatyczna
Innym procesem jednostkowym który może i powinien być wykorzy-
stywany w segregacji odpadów komunalnych, jest separacja pneumatyczna.
Polega ona na wykorzystaniu do rozdziału pomiędzy poszczególnymi elemen-
tami składowymi, właściwości opadania tych ciał (elementów składowych od-
padów) w strumieniu powietrza [3]. Na rys. 8 przedstawiono jedną z propozycji
oddzielacza pneumatycznego. Strumień odpadów jest podawany przenośnikiem
taśmowym i grawitacyjnie opada do dołu. Na tak opadający strumień odpadów
jest kierowany strumień powietrza o regulowanym natężeniu dopływu w regu-
lowanej liniowej prędkości wypływu. Elementy lekkie (np. folie, papier...) po-
ruszają się poziomo do kanału wlotowego z którego dodatkowo odrywane jest
powietrze. Części ciężkie (np. ciała stałe) opadają do leja, z którego odbierane
są dalej podajnikiem taśmowym.
Piotr Wodziński
VIII Ogólnopolska Konferencja Naukowa
488
Rys. 8. Oddzielacz pneumatyczny (wialnia)
Fig. 8. A pneumatic separator
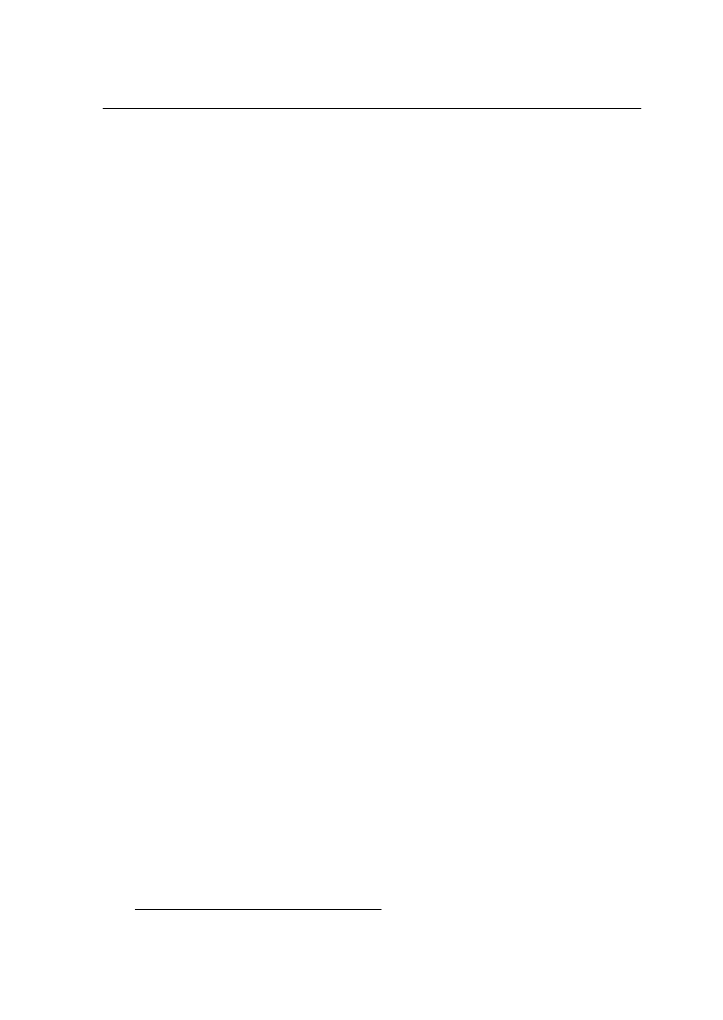
Rys. 9. Schemat separatora balistycznego: 1 – odpady o wadze A, B, C, 2 – lej zsypo-
wy, 3 – taśmociąg, 4 – wirnik
Fig. 9. Schematic of a ballistic separator: 1 – waste of weight A, B, C, 2 – chute,
3 – belt conveyor, 4 – rotor
7. Separacja balistyczna (bezwładnościowa)
Separacja balistyczna ma podobne zadanie jak separacja pneumatyczna
z tym, że elementy składowe strumienia odpadów dzielone są według ich cięża-
ru, a więc również według ich rozmiarów. Materiał do segregacji balistycznej
dostarczany jest podajnikiem (np. taśmowym) (rys. 9) [1]. Poszczególne skład-
niki strumienia odpadów wpadają grawitacyjnie do komory separatora w której
obraca się ruchem jednostajnym obrotowym wirnik, w kierunku oznakowanym
strzałką, o precyzyjnie określonej prędkości obrotowej
ω. Siłą rozdzielającą jest
siła odśrodkowa:

Elementy składowe linii technologicznych do segregacji odpadów bytowych
VIII Ogólnopolska Konferencja Naukowa
489
2
0
ω
⋅
⋅
=
r
m
P
(2)
Parametry r i
ω
są stałe, ale zmienna jest masa m poszczególnych cząstek.
I to właśnie ona stanowi kryterium podziału, w przykładzie na cząstki A, B i C.
8. Podsumowanie
Segregacja odpadów komunalnych jest procesem, który stanowi „prze-
dłużenie” selektywnej zbiórki odpadów. Proces segregacji odpadów komunal-
nych powinien być realizowany na wysypiskach odpadów. Tam bowiem po-
winny znajdować się i pracować linie technologiczne do segregacji odpadów
bytowych. Analiza istniejącego stanu wiedzy na ten temat prowadzi do określa-
nia następujących warunków, które powinny spełniać linie technologiczne do
segregacji odpadów komunalnych:
1. proces segregacji strumienia odpadów komunalnych w warstwie o przekro-
ju prostokątnym o zaznaczonym stosunku szerokości do grubości (płaska
warstwa),
2. szerokość tej warstwy pozostaje stała w kolejnych, poszczególnych opera-
cjach technologicznych, co oznacza odpowiedni dobór gabarytów poszcze-
gólnych maszyn,
3. cała linia technologiczna powinna być rozmieszczona na utwardzonym
podłożu, pod zadaszeniem (wiata), zapewniającym łatwy demontaż całości,
4. decydujące znaczenie mają procesy suche, procesy mokre powinny być
stosowane w wyjątkowych przypadkach,
5. linie technologiczne do segregacji odpadów komunalnych powinny być
złożone z autonomicznych elementów składowych (poszczególne maszyny
i urządzenia), połączonych pomiędzy sobą podajnikami zgrzebłowymi,
6. należy unikać grawitacyjnego zasilania odpadami poszczególnych maszyn
i urządzeń wchodzących w skład linii technologicznej, bowiem oznaczało-
by to konieczność budowania wysokich konstrukcji nośnych,
7. każda linia technologiczna jest projektowana oddzielnie dla każdego użyt-
kownika, z uwzględnieniem indywidualnych potrzeb, ale jest zestawiana
z podobnych elementów składowych (poszczególnych maszyn i urządzeń).
Literatura
1. Leboda R, Oleszczuk P.: Odpady komunalne i ich zagospodarowanie. Lublin 2002.
2. Piecuch T.: Utylizacja odpadów przemysłowych. Koszalin 1996
3. Wodziński P.: Metody segregacji odpadów komunalnych. ZN Politechnika Kosza-
lińska, Inż. Środ. Nr 22, 2005.
4. Żygadło M.: Strategia gospodarki odpadami komunalnymi. Poznań 2001.
Piotr Wodziński
VIII Ogólnopolska Konferencja Naukowa
490
Streszczenie
Praca dotyczy procesu segregacji odpadów komunalnych metodami suchymi.
Wydaje się, że podstawową operacją technologiczną występującą w przeróbce odpadów
bytowych, jest ich przesiewanie. Dlatego temu zagadnieniu poświęcono najwięcej miej-
sca. Zauważono, że w chwili obecnej najczęściej stosuje się przesiewacze bębnowe,
które nie są najwłaściwszym rozwiązaniem technicznym. Przeprowadzono dyskusję nt.
zastosowania tych maszyn przesiewających. Rozwiązaniem alternatywnym dla przesie-
wacza bębnowego jest przesiewacz o sicie płaskim, do którego może być dodane urzą-
dzenie igłowe, służące do wybierania z warstwy odpadów tzw. powłok (folie, papier
etc). Zaproponowano nowoczesny przesiewacz liniowo-eliptyczny.
Proces segregacji odpadów komunalnych powinien być realizowany na wysy-
piskach odpadów. Tam bowiem powinny znajdować się i pracować linie technologiczne
do segregacji odpadów bytowych. Linie technologiczne do segregacji odpadów komu-
nalnych powinny spełniać następujące warunki: decydujące znaczenie mają procesy
suche, procesy mokre powinny być stosowane w wyjątkowych przypadkach, linie tech-
nologiczne do segregacji odpadów komunalnych powinny być złożone z autonomicz-
nych elementów składowych, każda linia technologiczna jest projektowana oddzielnie
dla każdego użytkownika, z uwzględnieniem indywidualnych potrzeb, ale jest zesta-
wiana z podobnych elementów składowych (poszczególnych maszyn i urządzeń).
Components of Process Lines
for Sorting of Household Wastes
Abstract
The process of municipal waste separation by dry methods is presented in the
paper. It seems that the main process operation in the treatment of household wastes is
their screening. Therefore special attention has been given to this subject. It was re-
ported that at present most frequently used are rotary screens which are not the most
suitable technical solution. Applicability of these screening machines was discussed. An
alternative to the rotary screen is the screen with a flat sieve which can be equipped with
a fork-lift device to select coating materials, like foil, paper, etc. from a waste layer.
A modern linear-elliptic screen has been proposed.
The process of the segregation of municipal wastes should be realized in the
landfills. There should be built and work technological lines for segregation of munici-
pal wastes. Technological lines for segregation of household wastes should fulfill fol-
lowing conditions: dry processes have the decisive meaning, wet processes should be
applied in exceptional cases, technological lines for segregation of municipal wastes
should be put from autonomic component units, every technological line is projected for
every user separately, with the regard to individual needs, but it is made of similar com-
ponent units (individual machines and devices).
Wyszukiwarka
Podobne podstrony:
palarski, podziemne magazyny i składowiska P, Projekt instalacji do wykorzystania odpadów w technolo
palarski, podziemne magazyny i składowiska, projekt instalacji do wykorzystania odpadów w technologi
SEGREGACJA ODPADOW
Elementy składowe sieci, ♞♞♞ Hacking, HACK, Hacking
BUDOWA JEDNOSTKI?NTRALNEJ I JEJ ELEMENTÓW SKŁADOWYCH
Elementy kamienne lupane do licowanie ścian
TECHNIKI RELAKSACYJNE WEDŁUG JACOBSONA(1), TERAPIA I Inne z KOMPUTERA DO SEGREGACJI
,pytania na obronę inż,elementy składowe kanalizacji miejskiej
PIKTOGRAMYKJ, AUTYZM-do segregacji
Inne religie, RELIGIE WSCHODU, RELIGIE WSCHODU: stały się ważnym elementem składowym ruchu New Age,
Lojalnosc pracownikow wspolczesnych organizacji Istota i elementy skladowe e 0e0y
podstawy prawne i elementy składowe systemu podatkowego 2JDGOQR2TVM2SQOFWH6DGQ2MFFYKIC3YZHEDXOY
Obróbka skrawaniem PODSTAWOWE ELEMENTY SKŁADOWE PROCESU TECHNOLOGICZNEGO
Kula K, Słowikowska Hilczer J Medycyna rozrodu z elementami seksuologii Materiały do ćwiczeń
Systemy i sposoby segregacji odpadow chemicznych
Kwalifikacja wstępna pytania egzaminowe 3, # do segregacji, Kwalifikacja wstępna - Przewóz rzeczy i
więcej podobnych podstron