„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Mirosław Kroma
Magazynowanie
i
transport
maszyn
i
urządzeń
precyzyjnych 731[03].O1.06
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Bożena Kuligowska
mgr inż. Andrzej Zych
Opracowanie redakcyjne:
mgr inż. Mirosław Kroma
Konsultacja:
mgr inż. Andrzej Zych
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 731[03].O1.06
„Magazynowanie i transport maszyn i urządzeń precyzyjnych” zawartego w modułowym
programie nauczania dla zawodu mechanik precyzyjny 731[03].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Zabezpieczanie maszyn i urządzeń precyzyjnych przed korozją
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
11
4.2. Zabezpieczanie maszyn i urządzeń precyzyjnych przed drganiami, polem
elektromagnetycznym i ładunkami elektrostatycznymi
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
17
4.2.3. Ćwiczenia
18
4.2.4. Sprawdzian postępów
19
4.3. Magazynowanie maszyn i urządzeń precyzyjnych
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
27
4.3.3. Ćwiczenia
28
4.3.4. Sprawdzian postępów
31
5. Sprawdzian osiągnięć
32
6. Literatura
37

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik
będzie
Ci
pomocny
w
opanowaniu
umiejętności
magazynowania
i transportowania maszyn i urządzeń precyzyjnych.
Poradnik ten posiada następującą strukturę:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania (rozdział 4) umożliwia samodzielne przygotowanie się do wykonania
ćwiczeń. Materiał nauczania obejmuje:
−
informacje, opisy, tabele, rysunki z danego tematu,
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczeń,
−
zestaw ćwiczeń,
−
sprawdzian postępów.
4. Sprawdzian osiągnięć zawierający zestaw zadań testowych z zakresu całej jednostki
modułowej.
Poradnik zawiera materiał nauczania składający się z 3 tematów. Są to: Zabezpieczanie
maszyn i urządzeń precyzyjnych przed korozją, Zabezpieczanie maszyn i urządzeń
precyzyjnych przed drganiami, polem elektromagnetycznym i ładunkami elektrostatycznymi,
Magazynowanie maszyn i urządzeń precyzyjnych.
Temat „Zabezpieczanie maszyn i urządzeń precyzyjnych przed korozją” pomoże
Ci zapoznać się z podstawowymi sposobami ochrony przed korozją maszyn i urządzeń
precyzyjnych, ponadto pomoże Ci ukształtować umiejętności konieczne do stosowania
właściwych metod i technik podczas zabezpieczania przed korozją maszyn i urządzeń
precyzyjnych.
Temat „Zabezpieczanie maszyn i urządzeń precyzyjnych przed drganiami, polem
elektromagnetycznym
i
ładunkami elektrostatycznymi” pomoże Ci zapoznać się
z podstawowymi technikami ochrony maszyn i urządzeń precyzyjnych przed drganiami,
polem
elektromagnetycznym
i
ładunkami
elektrostatycznymi,
ponadto
pomoże
Ci ukształtować umiejętności konieczne do stosowania właściwych technik podczas
zabezpieczania
maszyn
i
urządzeń
precyzyjnych
przed
drganiami,
polem
elektromagnetycznym i ładunkami elektrostatycznymi.
Temat „Magazynowanie maszyn i urządzeń precyzyjnych” pomoże Ci zapoznać się
z podstawowymi technikami transportowania i magazynowania maszyn i urządzeń
precyzyjnych, ponadto pomoże Ci ukształtować umiejętności konieczne do transportowania
i magazynowania maszyn i urządzeń precyzyjnych.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Wymagania te poznasz podczas trwania nauki.
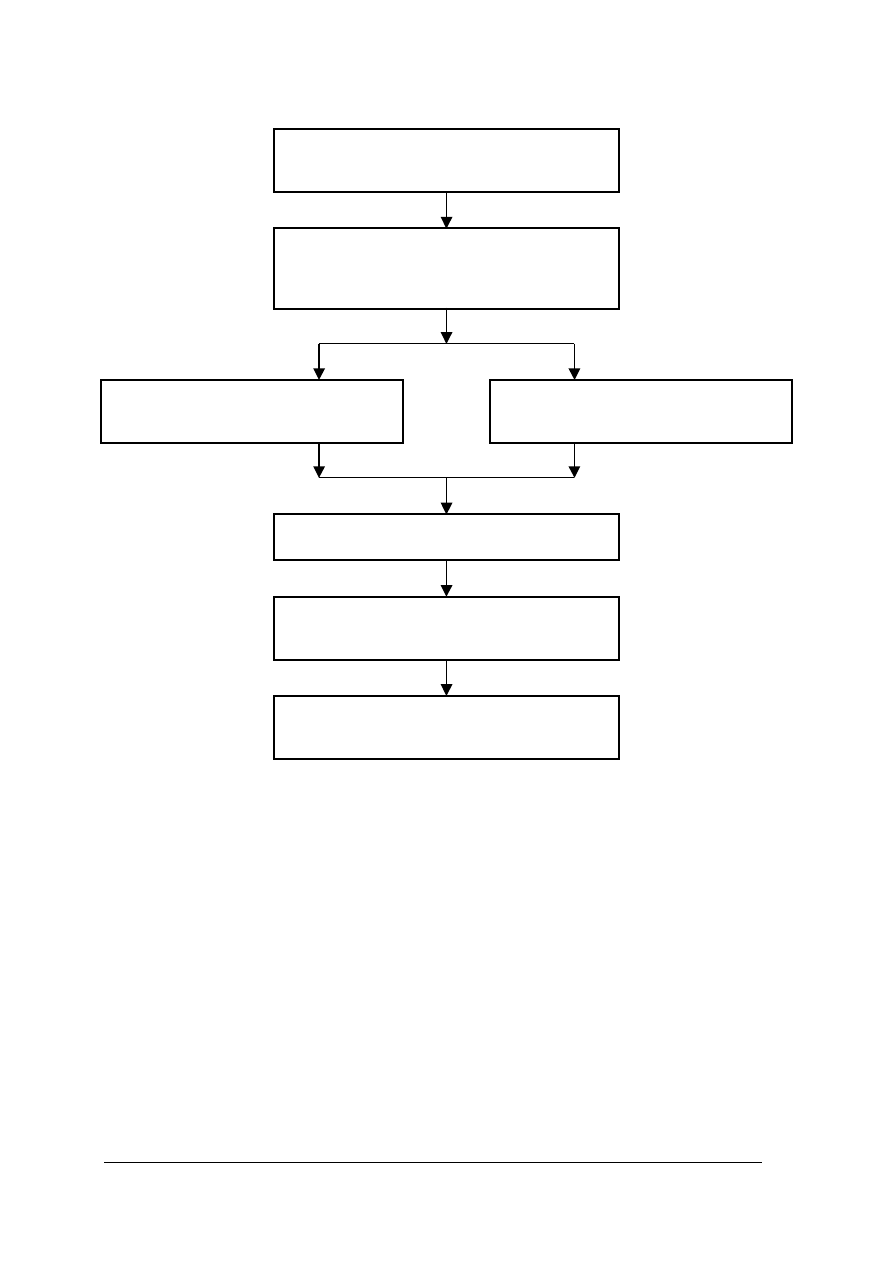
Poniżej przedstawiono miejsce tej jednostki modułowej w strukturze całego modułu:
„Techniczne podstawy mechaniki precyzyjnej”.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
731[03].O1
Techniczne podstawy
mechaniki precyzyjnej
731[03].O1.01
Stosowanie przepisów bezpieczeństwa i higieny
pracy, ochrony przeciwpożarowej i ochrony
środowiska
731[03].O1.02
Posługiwanie się
dokumentacją techniczną
731[03].O1.03
Rozróżnianie materiałów konstrukcyjnych
stosowanych w mechanice precyzyjnej
731[03].O1.04
Dokonywanie pomiarów warsztatowych
731[03].O1.04
Wytwarzanie prostych części maszyn
i urządzeń precyzyjnych
731[03].O1.04
Magazynowanie i transport maszyn
i urządzeń precyzyjnych
Schemat układu jednostek modułowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
analizować zjawiska fizyczne,
−
poszukiwać informacji,
−
wybierać informacje,
−
dokumentować informacje,
−
przeprowadzać proste rozumowania logiczne,
−
interpretować związki wyrażone za pomocą wzorów, tabel, wykresów,
−
czytać dokumentację techniczną,
−
prezentować skutki własnych działań,
−
obsługiwać komputer osobisty ( PC ) w stopniu podstawowym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
scharakteryzować sposoby magazynowania maszyn i urządzeń precyzyjnych,
−
dobrać rodzaje opakowania w zależności od konstrukcji maszyn i urządzeń precyzyjnych,
−
zabezpieczyć magazynowane maszyny i urządzenia precyzyjne przed korozją,
−
zabezpieczyć
magazynowane
maszyny
i urządzenia precyzyjne przed polem
elektromagnetycznym,
−
wybrać sposób transportu maszyn i urządzeń precyzyjnych w zależności od konstrukcji,
−
skorzystać z literatury technicznej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Zabezpieczanie maszyn i urządzeń precyzyjnych przed
korozją
Materiał nauczania
Korozją metali nazywa się stopniowe niszczenie metali wskutek chemicznego lub
elektrochemicznego oddziaływania środowiska. Niszczenie rozpoczyna się na powierzchni
metalu i postępuje w głąb. Praktycznie wszystkie metale z wyjątkiem platyny, złota, srebra,
rtęci i częściowo miedzi ulegają pod wpływem wilgoci korozji.
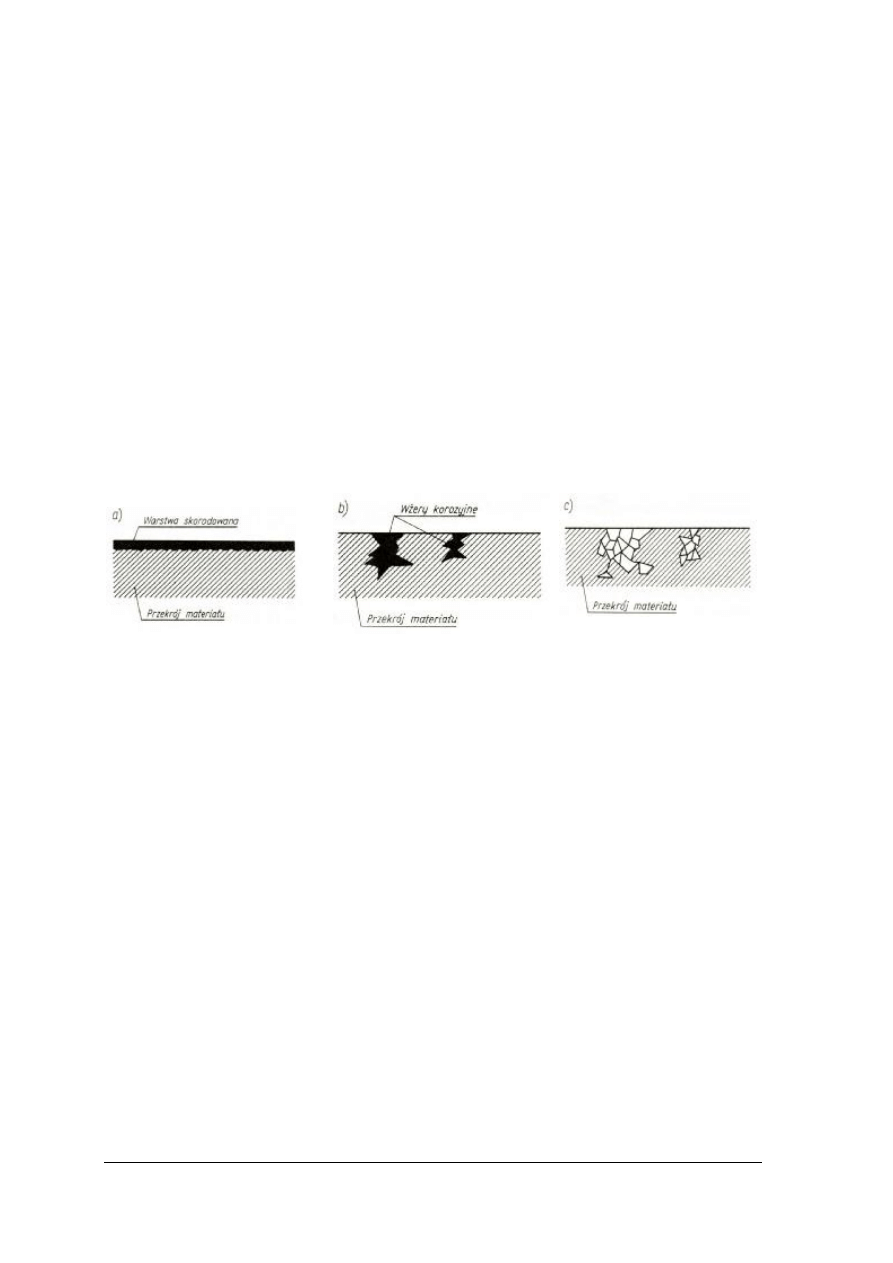
W zależności od przebiegu procesu korozji rozróżnić można: korozję równomierną
obejmującą całą powierzchnię przedmiotu metalowego, korozję miejscową – występującą tylko
w określonych obszarach przedmiotu w postaci plam lub wżerów sięgających głęboko
w materiał, korozję międzykrystaliczną – występującą na granicy ziaren materiału rodzimego
(rys. 1).
Rys. 1. Rodzaje korozji:
a) korozja równomierna, b) korozja miejscowa, c) korozja międzykrystaliczna [2, s 131].
Korozja miejscowa i korozja międzykrystaliczna są bardzo groźne dla konstrukcji
metalowych, ponieważ powodują znaczące osłabienie konstrukcji, bez wyraźnie widocznych
śladów.
Konieczność ochrony metali wynika ze strat spowodowanych zniszczeniem korozyjnym.
Straty te to przede wszystkim: przestoje związane z wymianą skorodowanych elementów,
zmniejszenie wydajności technologicznej na skutek korozji, osłabienie wytrzymałości
i w konsekwencji zniszczenie skorodowanych elementów i podzespołów.
W celu wyeliminowania lub zmniejszenia do dopuszczalnego poziomu zjawiska korozji
stosowane są powszechnie rożne metody ochronne. Do metod tych należą:
Ochrona elektrochemiczna – polegająca na sztucznym obniżeniu potencjału
elektrochemicznego chronionego przedmiotu (obiektu) i w konsekwencji jego ochrony.
Nakładanie powłok ochronnych – metoda polega na celowym nałożeniu na powierzchnię
chronionego przedmiotu specjalnej warstwy ochronnej. Stosowane warstwy ochronne mogą
być metalowe lub niemetalowe. Na powłoki metalowe o dużej odporności na korozję używa
się: niklu, chromu, miedzi, srebra, cynku, cyny, ołowiu, kadmu i glinu. Powłoki te mogą być
nałożone galwanicznie, przez zanurzenie itp. Powłoki niemetalowe są pochodzenia
organicznego, takie jak: farby, lakiery, oleje i smary oraz tworzywa sztuczne. Powłoki te
oddzielają chroniony przedmiot (obiekt) od agresywnego środowiska, skuteczność powłoki
ściśle związana jest z jej trwałością.
Wytwarzanie powłok ochronnych – metoda polega na celowym wytworzeniu
na powierzchni chronionego przedmiotu (obiektu) specjalnej powłoki chroniącej przed
korozją.
Powłoki
te
wytwarzane
są
metodami
chemicznymi
(fosforanowanie),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
elektrochemicznymi (oksydowanie) lub na skutek wprowadzenia do warstwy wierzchniej
metalu ochronnego.
Najmniejszą
odporność
na
korozję
wykazują
metale
i
stopy
zawierające
zanieczyszczenia. Struktury jednoskładnikowe wykazują większą odporność na korozję.
Wprowadzenie dodatków nie korodujących zwiększa lub całkowicie zabezpiecza chroniony
metal lub stop. Właściwa konstrukcja elementów i dobór materiałów łączących elementy
(np. śruby, nity) ma duże znaczenie w ochronie przed korozją, korozja występuje najczęściej
w miejscach połączenia elementów. Dobierając materiały, należy uwzględnić ich miejsce
w szeregu elektrochemicznym. Zła konstrukcja elementów sprzyja korozji, zwłaszcza wtedy,
gdy tworzą się miejsca gdzie gromadzi się woda lub inny czynnik wywołujący korozję.
Ponieważ mechanizm precyzyjny jest urządzeniem o wysokiej dokładności wykonania,
niemożliwe do wykorzystania są pewne techniki konserwacyjne lub ochronne.
Techniki ochrony przed korozją nie zalecane lub niemożliwe do zastosowania.
Nałożenie powłoki malarskiej to technika ochronna najpowszechniej stosowana spośród
wszystkich metod ochrony wyrobów metalowych przed korozją. Technika ta polega na
wytworzeniu na powierzchni chronionego elementu specjalnej ochronnej warstwy
(pomalowaniu powierzchni przedmiotu farbą lub lakierem). Metoda ta niemożliwa jest do
zastosowania dla ochrony mechanizmów o małych gabarytach. Technika ta daje zadowalające
efekty tylko dla konstrukcji wielkogabarytowych, a ostateczny efekt zależy od techniki
nakładania powłoki i precyzji wykonania. Zalecaną techniką może być malowanie
proszkowe, malowanie w polu elektrostatycznym lub z wykorzystaniem sprężonego
powietrza. Nakładanie powłoki przy użyciu pędzla, jakkolwiek skuteczne, jest mało
estetyczne. Dużą rolę podczas nakładania powłok malarskich odgrywa estetyka naniesionej
powłoki. Elementy małe i najmniejsze po pokryciu farbą ochronną tracą swoją dokładność, co
praktycznie dyskwalifikuje je do wykorzystania jako części mechanizmu.
Czasowe zabezpieczenie polegające na pokryciu powierzchni elementów specjalnym
smarem lub wazeliną techniczną. Metoda ochronna stosowana często podczas produkcji oraz
magazynowania części i podzespołów, polegająca na pokryciu elementu (wyrobu) smarem
lub wazeliną techniczną. Metoda stosowna podczas produkcji większych elementów.
Zaletami metody są: łatwość nakładania i usuwania powłoki, krótki czas nakładania,
wystarczająca trwałość i skuteczność ochrony (w krótkim czasie). Wadami powłoki są: niska
skuteczność ochrony (w dłuższym okresie czasu), niska przyczepność powłoki (powłoka
„schodzi” i brudzi), kłopotliwe metody czyszczenia oraz duża przyczepność zanieczyszczeń.
Metoda nie nadająca się do konserwacji drobnych elementów mechanizmu precyzyjnego, jak
również do konserwacji działającego mechanizmu (zwiększenie oporu ruchów, osadzanie
zanieczyszczeń i wręcz całkowite zalepienie mechanizmu).
Techniki ochrony przed korozją zalecane do zastosowania.
Wykonanie mechanizmu i urządzenia precyzyjnego z materiałów odpornych na korozję
- metoda stosowana powszechnie. Podstawowym powodem jej stosowania jest fakt,
że większość materiałów konstrukcyjnych - wykorzystywanych w zawodzie mechanika
precyzyjnego charakteryzująca się odpowiednimi właściwościami technologicznymi jest
w dużym stopniu odporna na korozję (np. stale chromowo - niklowe, mosiądze).
Pokrycie elementów mechanizmu i urządzenia precyzyjnego galwaniczną powłoką
ochronną – metoda polegająca na wykonaniu elementów mechanizmu precyzyjnego
z materiału o odpowiednich właściwościach technologicznych ale podlegającego korozji,
a następnie pokryciu wykonanego elementu powłoką ochronną a dla elementów
zewnętrznych dekoracyjno - ochronną. Nakładanie powłoki odbywa się tylko metodą
galwaniczną.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Czasowa ochrona przed korozją - metoda polega na krótkotrwałej ochronie przed korozją
(np. podczas magazynowania lub transportu). Metoda polega na czasowym oddzieleniu
mechanizmu precyzyjnego od czynników mogących potencjalnie wywołać efekty korozji.
Oddzielenie lub znaczące ograniczenie wpływu czynników, głównie atmosferycznych lub
chemicznych, można uzyskać, stosując zamknięte lub wręcz hermetyczne opakowania
uzupełnione o pośrednie warstwy ochronne – woskowany lub natłuszczony papier oraz środki
chemiczne spowalniające efekty korozji (inhibitory korozji). W wielu przypadkach stosowane
jest firmowe (ze szlachetnego drewna) pudełko z papierem firmowym nasączonym lekkich
środkiem ochronnym lub estetycznym woreczkiem foliowym i zamieszczonym wewnątrz
środkiem chemicznym pochłaniającym wilgoć.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest korozja metali?
2. Jakie są skutki korozji?
3. Jakie są rodzaje korozji metali?
4. Jakie są metody ochrony przeciwkorozyjnej mechanizmów i urządzeń precyzyjnych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj demontażu urządzenia precyzyjnego (rys. do ćwiczenia 1). Urządzenie nie musi
być sprawne, Oceń wizualnie stopień zużycia poszczególnych elementów. Dokonaj
identyfikacji poszczególnych części. Na podstawie obserwacji oceń stopień odporności na
korozję poszczególnych części mechanizmu. Wyniki zapisz w tabeli.
Tabela do ćwiczenia 1
Nazwa części
koroduje
koło pośrednie
tak
dźwignia
nie
ślimak
tak
.....
nie
.....
tak
Rys. do ćwiczenia 1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać odpowiednie strony poradnika dla ucznia,
2) przeanalizować dokumentację demontowanego mechanizmu,
3) zdemontować podstawowe podzespoły i części mechanizmu,
4) zidentyfikować zdemontowane elementy,
5) odnaleźć ślady korozji zdemontowanych elementów,
6) ustalić, na podstawie poradnika i literatury, rodzaj materiału, z jakiego wykonane zostały
elementy mechanizmu precyzyjnego (np. mosiądz lub stal lecz nie konkretne gatunki,
np. MO60, 45H),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
7) oszacować, na podstawie obserwacji, stopień odporności poszczególnych części
mechanizmu na korozję,
8) sprawdzić zgodność uzyskanych wyników z literaturą,
9) dokonać samooceny,
10) zaprezentować wykonanie zadania.
Wyposażenie stanowiska pracy:
−
wyposażone stanowisko montażowe,
−
przyrządy optyczne (lupa, mikroskop),
−
poradnik ucznia,
−
poradnik mechanika,
−
detale
ćwiczeniowe
(urządzenia,
maszyny
lub
mechanizmy
precyzyjne)
wraz z dokumentacją.
Ćwiczenie 2
Dokonaj demontażu urządzenia precyzyjnego (rys. do ćwiczenia 2). Urządzenie powinno
być sprawne. Zdemontowane elementy oczyść z pozostałości zanieczyszczeń i środków
smarnych. Oceń wizualnie stopień zużycia poszczególnych elementów. Dokonaj montażu
i konserwacji mechanizmu. Podczas smarowania zastosuj różne środki smarne.
Rys. do ćwiczenia 2.
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie powinieneś:
1) wyszukać odpowiednie strony poradnika ucznia,
2) przeanalizować dokumentację mechanizmu,
3) zdemontować podzespoły i części mechanizmu,
4) oczyścić zdemontowane elementy,
5) ocenić (wizualnie) stan zużycia zdemontowanych elementów mechanizmu,
6) zmontować oczyszczony mechanizm precyzyjny,
7) zakonserwować zmontowany mechanizm,
8) ocenić prawidłowość działania zmontowanego mechanizmu,
9) ocenić przydatność poszczególnych środków konserwujących,
10) sprawdzić zgodność uzyskanych wyników z dokumentacją,
11) dokonać samooceny,
12) zaprezentować wykonanie zadania.
Wyposażenie stanowiska pracy:
−
wyposażone stanowisko montażowe,
−
stanowisko do mycia elementów,
−
przyrządy optyczne (lupa, mikroskop),
−
poradnik dla ucznia,
−
poradnik mechanika,
−
detale ćwiczeniowe (ćwiczebne urządzenia, maszyny lub mechanizmy precyzyjne)
wraz z dokumentacją.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Ćwiczenie 3
Dobierz metodę czasowej ochrony przed korozją maszyny lub urządzenia precyzyjnego,
załóż, że zakład produkcyjny posiada niezbędne materiały i środki konserwujące.
Przyjmij, że mechanizm precyzyjny został wykonany ze stali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać odpowiednie strony poradnika dla ucznia,
2) wybrać właściwą technikę ochronną,
3) zabezpieczyć czasowo ćwiczeniowe urządzenie precyzyjne,
4) ocenić jakość wykonania zadania,
5) dokonać samooceny,
6) zaprezentować wykonanie zadania.
Wyposażenie stanowiska pracy:
−
wyposażone stanowiska do pakowania maszyn i urządzeń precyzyjnych,
−
poradnik dla ucznia,
−
ćwiczeniowe urządzenia, maszyny lub mechanizmy precyzyjne wraz z dokumentacją,
−
opakowania różnego typu i wielkości,
−
inne materiały do pakowania w zależności od potrzeb (szary papier pakowy, papier
woskowany, papier impregnowany, taśma klejąca, sznur pakowy),
−
materiały pomocnicze (papier, długopis, ołówek),
−
literatura (dotyczącą transportu i komunikacji),
−
katalog środków transportowych (transport wewnętrzny, zewnętrzny).
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1)
scharakteryzować metody ochrony przed korozją mechanizmów
i urządzeń precyzyjnych?
2)
dobrać metody ochrony przed korozją mechanizmów i urządzeń
precyzyjnych?
3)
dobrać czasowe metody ochrony przed korozją mechanizmów
i urządzeń precyzyjnych?
4)
zabezpieczyć przed korozją maszyny i urządzenia precyzyjne?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Zabezpieczanie maszyn i urządzeń precyzyjnych przed
drganiami, polem elektromagnetycznym i ładunkami
elektrostatycznymi
4.2.1. Materiał nauczania
Ochrona przed drganiami i wibracjami stanowi podstawowe zadanie podczas
magazynowania i transportowania maszyn i urządzeń precyzyjnych. Wymagana dokładność
działania podczas wykonywania swoich zadań i drgania to dwa przeciwstawne zjawiska,
których pogodzenie jest niezmiernie trudne. Drgań wyeliminować nie można, należy
ograniczyć je do akceptowalnego dla prawidłowego funkcjonowania maszyny lub urządzenia
precyzyjnego poziomu. Co to są drgania?
Drgania są to okresowe zmiany układu fizycznego wokół położenia równowagi pod
wpływem dostarczanej do układu energii. Zmiany te to najczęściej niskoczęstotliwościowe
wibracje, nieraz o dużej amplitudzie rozchodzące się w otoczeniu i oddziałujące na
mechanizmy, maszyny i urządzenia oraz ludzi.
Drgania wywołują wiele zakłóceń w prawidłowym działaniu maszyn i urządzeń, powodują
np. zakleszczanie się mechanizmów, luzowanie połączeń kształtowych (np. gwintowych),
generują trudności w uzyskiwaniu pożądanej dokładności działania (np. dokładność chodu
mechanizmu zegarowego), nieszczelności (np. przy drganiu zaworów) i inne utrudnienia.
Drgania mają poza tym szkodliwy wpływ na operatora lub użytkownika maszyn lub
mechanizmów i przeważnie są źródłami hałasu.
Podczas pracy każdej maszyny występują drgania. Jest to następstwo pracy maszyny i nie
stanowi to zagrożenia. Problem stanowią nadmierne drgania, gdyż mogą powodować wadliwą
pracę maszyny lub jej mechanizmów a w końcowym efekcie doprowadzić do jej uszkodzenia
lub zniszczenia. Nadmierne drgania maszyn lub mechanizmów, również precyzyjnych,
powodują także duże zagrożenia dla jej operatorów (np. wagi) lub współpracujących
z maszyną pracowników (np. żurawie budowlane).
Występujące drgania są powodem powstawania zmiennych naprężeń w mechanizmach
i maszynach. Doprowadzają on do zniszczeń o charakterze zmęczeniowym. Zniszczenia te
dotyczą nie tylko wybranych elementów maszyn ale i ich całych podzespołów. Drgania
wpływają także pośrednio na szybsze zużycie elementów, powodują nierównomierny wzrost
obciążenia na określonych fragmentach podzespołu (np. drgania motoreduktora mogą
spowodować uszkodzenia określonych zębów koła przekładni). Drgania powodują szybsze
zużycie łączników stalowo - gumowych, elementów z tworzyw sztucznych, wyrobów
gumowych itp. Drgania powodują również osiadanie fundamentów, podpór maszyn itp. Jeżeli
występujące drgania nie spowodują zniszczenia maszyny lub urządzenia, to na pewno
spowodują wyraźne skrócenie czasu jej eksploatacji.
Występujące drgania są szkodliwe dla ludzi. Szczególnie niebezpieczne są drgania
o małych częstotliwościach wywołane kołysaniem kabiny roboczej (np. dźwigi, podnośniki
regałowe lub koszowe) oraz drgania o częstotliwościach rezonansowych organów
wewnętrznych człowieka. Odrębnym problemem są drgania narzędzi udarowych
i wibracyjnych bardzo szkodliwie oddziałujących na obsługę. Drgania na operatora mogą
oddziaływać poprzez: kabinę, podesty, urządzenia sterownicze i inny sposób.
Hałas to także drgania – słyszalne. Źródłem hałasu są zarówno drgania mechaniczne, jak
i drgania gazów i cieczy. Hałas utrudnia, a przy zbyt dużym natężeniu uniemożliwia
wykonywanie określonych zadań zawodowych podczas pracy. Hałas może doprowadzić do
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
trwałych zmian w organizmie człowieka i znacznego uszkodzenia lub nawet zniszczenia
narządu słuchu.
Najogólniej drgania można podzielić na: drgania okresowe – powtarzające się
w określonej sytuacji technicznej, drgania nieokresowe – występujące losowo. Spośród drgań
okresowych najważniejszą rolę odgrywają drgania proste (zwane również harmonicznymi)
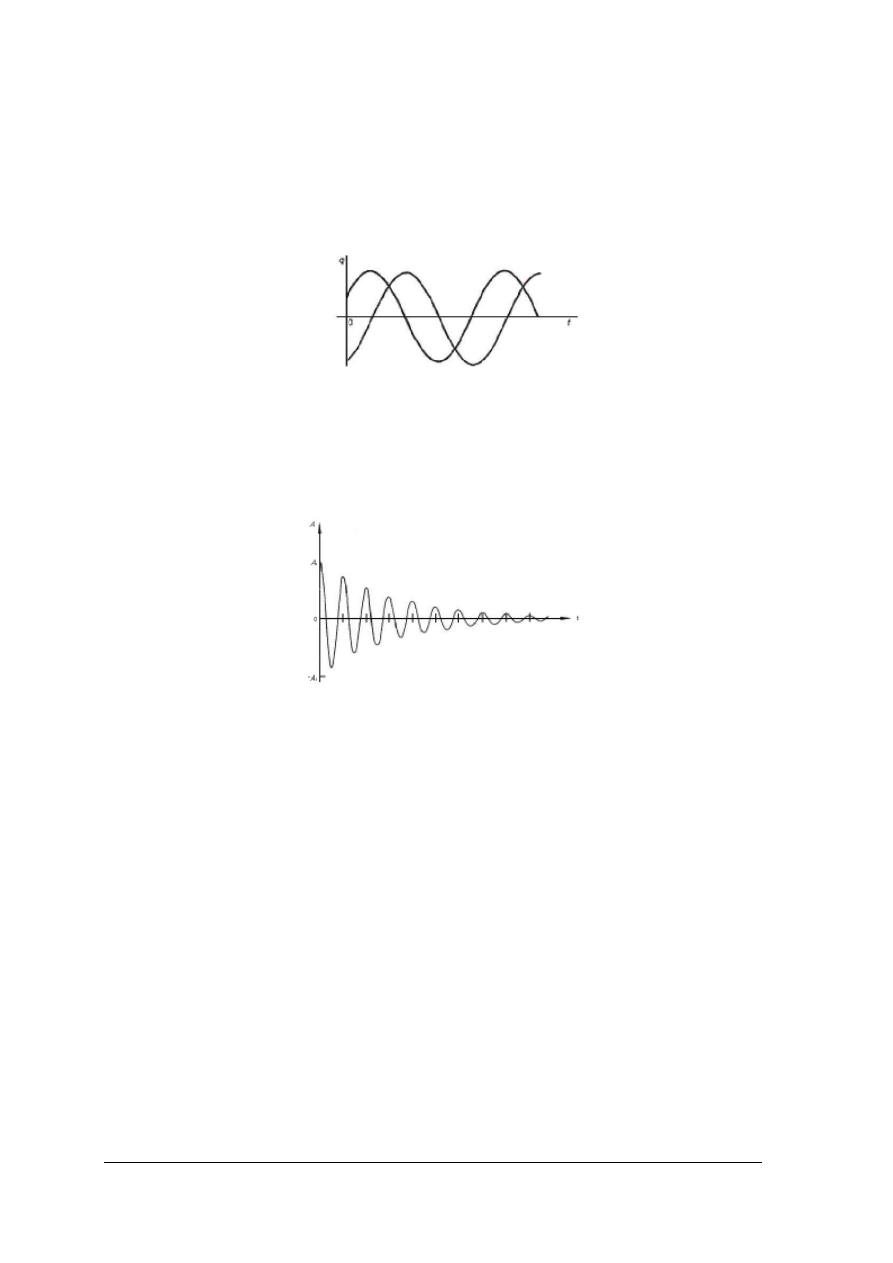
(rys. 2) charakteryzujące się wysoką stałością w czasie (stałość amplitudy w okresie drgań).
Rys. 2. Drgania niegasnące.
Jeżeli drgania występują w dłuższym okresie czasu ich amplituda (maksymalne
odchylenie od punktu równowagi) nie zmienia się – to takie drgania nazywamy
niegasnącymi. Jeżeli jednak na skutek różnych czynników (np. specjalnych tłumików drgań –
amortyzatorów) amplituda drgań maleje (rys. 3), to drgania takie nazywamy gasnącymi.
Rys. 3. Drgania gasnące.
Inne rodzaje drgań:
Drgania swobodne – po wytrąceniu z położenia równowagi ciało pozostawione samo sobie
drga – po pewnym czasie drgania zanikną na skutek braku energii podtrzymującej drgania
i strat energii ciała drgającego. Przykładem mogą być drgania pochodzące od uderzeń lub
wstrząsów.
Drgania wymuszone – drgania wywołane przez siłę zewnętrzną, która okresowo (lub
w sposób ciągły) oddziałuje na ciało lub mechanizm – są to z reguły drgania „trwałe”
w czasie na skutek ciągłego dostarczania energii do układu. Przykładem mogą być drgania
wywołane przez pracujący silnik elektryczny.
Wśród głównych czynników odpowiedzialnych za występowanie drgań wyróżnić należy:
występowanie położeń równowagi i sił zwrotnych w konstrukcji, bezwładność oraz niezbyt
duże opory.
Każda konstrukcja (mechanizm lub maszyna) w warunkach normalnych znajduje się
w spoczynku (wykonując swoje zadania zawodowe jest zamocowana do podłoża).
W momencie eksploatacji w trakcie wykonywania zadań technologicznych, następuje
wytrącenie jej z położenia równowagi (rys. 4). Mówimy tu o drobnych odchyleniach, czy
wręcz oscylacjach wokół tego punktu, na skutek wielu czynników zarówno wewnętrznych
jak i zewnętrznych. Każda maszyna zbudowana jest z fizycznych elementów
konstrukcyjnych, które charakteryzują się określonymi właściwościami (np. sztywność,
podatność, sprężystość) i te elementy zgodnie z prawami mechaniki stają się źródłem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
określonych (nieraz bardzo dużych) sił reakcyjnych – sił zwrotnych. Siły zwrotne
są w głównej mierze odpowiedzialne za drgania.
Wszystkie wykonywane podzespoły i mechanizmy charakteryzują się określonymi
właściwościami fizycznymi. Jedną z tych podstawowych właściwości jest masa. Z punktu
widzenia dynamiki masa ciała jest miarą jego bezwładności. Rozpatrując bezwładność ciała
jako cechę przeciwstawiającą się ruchowi i uwzględniając fizyczne właściwości ciał, należy
szczególną uwagę zwrócić na zachowanie się ciał pod wpływem sił zewnętrznych. To
rzeczywiste elementy konstrukcji odkształcają się, gromadząc energię, która zostaje później
wydzielona w postaci drobnych wahnięć (rys. 4), drobnych ruchów – jednym słowem drgań.
Drgania dotyczą nie tylko elementów maszyn (ciał stałych), lecz także cieczy i gazów.
Na skutek tarcia pomiędzy cieczą (dotyczy to również powietrza) a przewodem
transmisyjnym (rurociągiem) w okolicy ścianek rurociągu następuje załamanie przepływu
laminarnego i powstanie w strudze cieczy określonych zawirowań (turbulencji), zachodzi to
szczególnie podczas przepływu ze zwiększoną prędkością. Te turbulencje są doskonale
słyszalne nawet z dość dużej odległości.
Podczas ruchu ciała stałego zmieniające się chwilowo opory wynikające z odkształceń
warstwy powierzchniowej przedmiotu, chwilowych warunków smarnych powodują zmienne
stany naprężeń wewnętrznych i w konsekwencji pod ich wpływem drgania. Sytuacja staje się
skomplikowana przy analizie struktury wewnętrznej materiału konstrukcyjnego poddanemu
odkształcaniu. Rozpatrując zachodzące zjawiska musimy poddać analizie strukturę metalu, jej
rzeczywiste cechy odpowiedzialne za powstawanie drgań lub wyjaśniające podatność
elementów maszyn i urządzeń na drgania. Opis tych zjawisk jest, zbyt szeroki by go tu
przytoczyć.
gdzie:
m – masa ciała
g – przyspieszenie ziemskie
l – długość elementu
Θ – kąt odchylnia od punktu równowagi
Rys. 4. Model obrazujący drgania mechanizmów.
Analizując mechanizm, maszynę, konstrukcję, możemy wyróżnić zespół czynników
i sytuacji, w których wystąpienie drgań mechanicznych jest bardzo realne. Podstawowe
źródła drgań i hałasu podane są poniżej:
Wirujące niewyrównoważone masy – np. wirniki silników elektrycznych, przekładnie
mechaniczne itp.
Obciążone zmiennymi siłami konstrukcje – transportery, maszyny i konstrukcje
dźwigowe, podnośniki (szczególnie podczas ruchu), mechanizmy o pracy nawrotnej itp.
obciążone siłami konstrukcje o zmiennej sztywności – wszystkie maszyny produkcyjne,
pakujące, obrabiarki, mechanizmy napędowe itp.
Konstrukcje ciśnieniowe – w których są przesyłane lub gromadzone media typu ciecz lub
gaz, np. rurociągi, przewody pneumatyczne, hydrauliczne, zbiorniki, zawory itp.
Mechanizmy maszyn – w których elementy o dużej masie osadzone są lub połączone
z elementem sprężystym i łącznie wykonują określone ruchy – mechanizmy robotów
przemysłowych, podajniki, elementy maszyn pakujących, wskazówki dużych zegarów oraz

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
proporcjonalnie mniejsze, ale generujące podobne naprężenia w elementach i podzespołach
– maszyny i urządzenia precyzyjne.
Inne podzespoły lub mechanizmy maszyn - zużyte sprzęgła, łożyska, koła zębate, pasy
napędowe, uszkodzone łączniki stalowo - gumowe, amortyzatory lub np. uszczelnienia
siłowników itp.
Ze względu na negatywny wpływ drgań na maszyny i urządzenia oraz na ludzi, należy
dążyć do maksymalnego ograniczenia występowania drgań i ich tłumienia. W wielu
przypadkach konstruktorzy wykorzystują do tego celu specjalne tłumiki drgań. Powoduje to
jednak zwiększenie kosztów maszyn i urządzeń jak również komplikuje budowę
maszyn i mechanizmów. Najlepszym rozwiązaniem jest stosowanie w maksymalnym stopniu
naturalnych metod tłumienia i pozostawienie specjalnych tłumików tylko tam gdzie jest to
niezbędne.
Tarcie wewnętrzne – metoda ta obejmuje rozproszenie energii mechanicznej wewnątrz
ciała drgającego. Stosując w budowie maszyn materiały o szczególnie dużym tarciu
wewnętrznym, np. gumę i tworzywa sztuczne, możliwe staje się silne tłumienia drgań
maszyny.
Tarcie konstrukcyjne – metoda ta obejmuje rozproszenie energii mechanicznej na styku
ciał połączonych nieruchomo. Podczas obciążenia takich elementów następuje ich wzajemny
poślizg części powierzchni i w skutek tarcia następuje rozproszenie energii drgań.
Tarcie w połączeniach ruchomych – metoda ta obejmuje rozproszenie energii
mechanicznej w łożyskach, prowadnicach i innych podzespołach umożliwiających ruch
względny. Wykorzystuje się tu zamianę energii drgań na energię ruchu.
Tłumienie hydrauliczne i aerodynamiczne – metoda ta obejmuje rozproszenie energii
wykorzystując opór ośrodka, szczególnie płynów.
Podczas tłumienia drgań dąży się do zamiany możliwie największej ilości energii drgań
mechanicznych na inne formy energii, np. energię ruchu, ciepło itp. lub też dąży się do
rozproszenia jednolitego strumienia energii na kilka o mniejszym natężeniu i fazie.
Drgania generowane w mechanizmach i urządzeniach precyzyjnych powstają nie tylko
podczas ich pracy. Drgania przenoszone są bezwiednie na urządzenia i mechanizmy
precyzyjne zarówno podczas transportu jak i ich magazynowania. Ze względu na precyzję
wykonania, jak i pożądaną dokładność działania (prawidłową pracę – np. waga
laboratoryjna), ważne jest ciągłe monitorowanie drgań, jakie oddziałują na urządzenia
mechanizmy precyzyjne oraz ich minimalizowanie. Podstawowym źródłem drgań w tym
okresie są metody i środki transportu. Ważnym czynnikiem ograniczającym wpływ drgań na
mechanizm precyzyjny jest właściwe opakowanie, najlepiej wykonane z miękkiego drewna
lub grubej wielowarstwowej tektury (dla lekkich mechanizmów) oraz wypełnione specjalnie
przygotowanymi spiralnymi (o dużej długości) wiórami drewnianymi.
Ładne i starannie wykonane drewniane opakowanie, estetycznie ocechowane pełni
oprócz ochrony rolę dekoracyjną – może być uzupełnione gadżetem – typu ładny pojemnik ze
smarem do konserwacji i białe rękawiczki.
Podczas transportu operator wózka lub kierowca środka transportowego powinien
zwracać uwagę na sprawność stosowanego środka transportowego, w szczególności, choć to
może być trudne, na łączniki gumowo – stalowe łączące ruchome i stałe elementy konstrukcji
wózka, na konstrukcje amortyzatorów hydraulicznych – szczególnie na wycieki oleju,
zwracać uwagę na działanie elementów sprężystych (sprężyn) resorów, ponadto na właściwe
ciśnienie w oponach i jakość ciągów komunikacyjnych podczas transportowania maszyn
i urządzeń precyzyjnych.
Pierwszym sygnałem potencjalnego uszkodzenia jest występowanie podczas eksploatacji
środków transportowych drgań o większej niż zwykle amplitudzie, bądź większego niż
zwykle hałasu.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Zakłócenia przenoszone przez pola elektromagnetyczne dotyczą przede wszystkim
wysokich częstotliwości. Każdy obwód, w którym płynie prąd o wysokiej częstotliwości,
staje się źródłem fali elektromagnetycznej – również zakłóceń i zwrotnie, każdy odcinek
przewodu lub materiału przewodzącego działa jak antena odbiorcza. Pole elektromagnetyczne
może działać zakłócająco na znaczne odległości, nawet gdy inne oddziaływania są już
pomijalne.
Rys. 5. Przykładowe źródła zakłóceń elektromagnetycznych [9, s. 24].
Najczęściej źródłem zakłóceń są obwody i urządzenia, gdzie występują sygnały
o stromych zboczach (rys. 5). Pomimo małej pojemności i indukcyjności, przy wysokich
częstotliwościach zasięg zakłóceń elektromagnetycznych jest duży.
Skutecznym środkiem ochrony przed zakłóceniami elektromagnetycznymi jest
ekranowanie. By ekran spełnił swoje zadanie, musi być połączony do masy urządzenia
a zamiast cienkiej folii należy zastosować blachę (najlepiej stalową) o grubości 0,1 – 0,2 mm.
Należy jednak pamiętać, że blacha ta nie stłumi dostatecznie zakłóceń magnetycznych
o częstotliwościach sieci energetycznej (50 Hz). Metalowa obudowa przeciętnej maszyny lub
urządzenia precyzyjnego jest ochroną w zupełności wystarczającą. Pewien problem stanowić
może okno ze szkła i tworzywa sztucznego. Zakłócenia bowiem mogą do wnętrza wniknąć,
podobnie jak pole magnetyczne, przez otwory w obudowie.
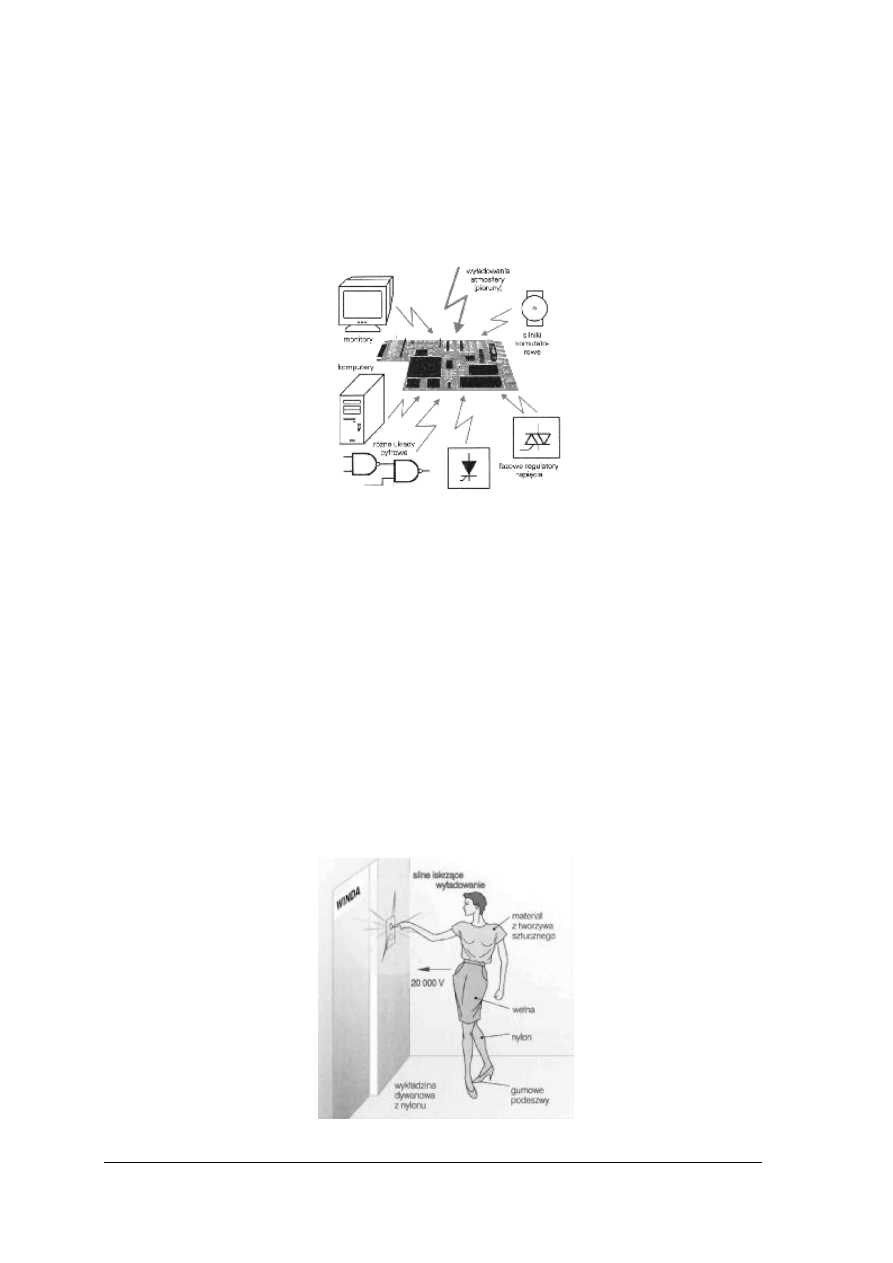
Jeżeli konieczne jest przemieszczanie się po podłożu z warstwą izolującą i jeżeli osoba
poruszająca się (rys. 6) ubrana jest w ubiór z tworzywa sztucznego (elementy ubioru
wykonane z nylonu, perlonu, elastanu lub polyacrylu), dochodzi do zjawiska uporządkowania
ładunków elektrycznych, co w konsekwencji objawia się naładowaniem elektrostatycznym.
Rys. 6. Ładunki elektrostatyczne [5, s. 355].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Wyładowania te nie są niebezpieczne dla ludzi ponieważ przepływająca energia jest zbyt
mała, mają natomiast szkodliwy (lub niszczący) wpływ na struktury elektroniczne.
Szczególnie zagrożone są unipolarne podzespoły elektroniczne, które stanowią podstawę
wszystkich układów mikroprocesorowych. Zjawisko to występuje również w różnych
maszynach, np. taśma transportera biegnąca po rolkach, maszyny z przekładnią z pasem
parcianym itp. Biegnący pas transmisyjny, taśma transportera, pas napędowy generują
ładunki elektrostatyczne zarówno w samym pasie (taśmie) jak i w elementach maszyny.
Nagromadzone ładunki wynoszą często nawet kilkadziesiąt tysięcy woltów, co kończy się
zwykle przeskokiem iskry elektrycznej (w określonych sytuacjach nagromadzone ładunki
mogą być znacznie wyższe). Nie bez znaczenia dla prawidłowego działania urządzenia lub
mechanizmu
precyzyjnego,
zarówno
elektronicznego,
elektrycznego
czy
typowo
mechanicznego jest gromadzący się na obudowie lub szczególnie wewnątrz kurz przyciągany
właśnie przez nagromadzone ładunki, a utrudniający prawidłową pracę mechanizmu lub
urządzenia i konsekwentnie prowadzący do przedwczesnego jego zużycia.
By zapobiec, a raczej maksymalnie zmniejszyć skutki elektryczności statycznej, stosuje
się połączenia wyrównawcze, odprowadzające nadmiar ładunków z maszyny do masy oraz
wyrównujące (stąd nazwa) poziomy ładunków pomiędzy poszczególnymi maszynami
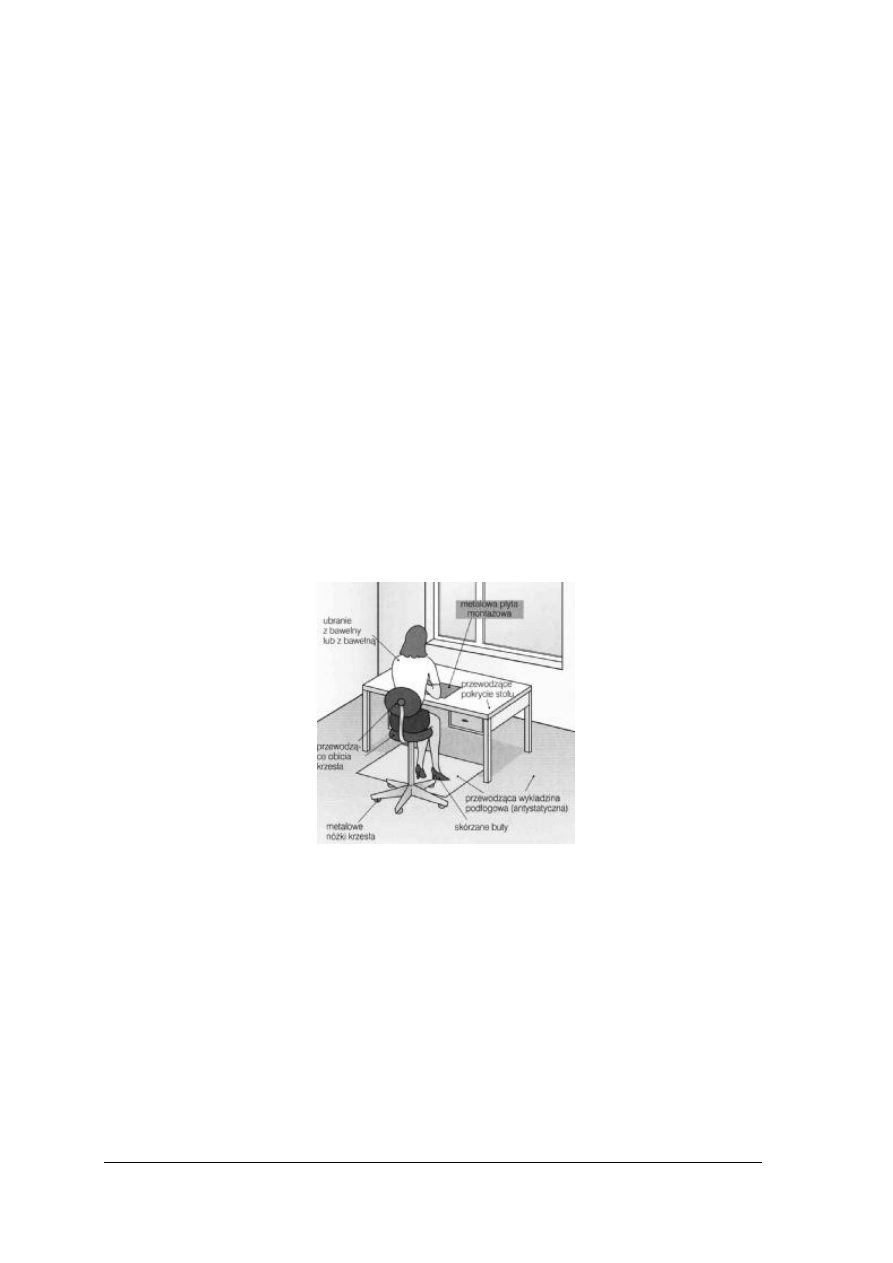
w ciągu produkcyjnym lub transportowym. Podczas pracy z podzespołami lub układami
elektronicznymi należy zachować szczególną ostrożność. Zalecane jest specjalne stanowisko
zabezpieczone przed wyładowaniami elektrostatycznymi (rys. 7). W przypadku nie spełnienia
określonych wymagań mogą powstać uszkodzenia układu na skutek nagromadzenia się
niebezpiecznego ładunku na stanowisku roboczym, magazynowym czy środku transportu.
Rys. 7. Stanowisko pracy zabezpieczone przed wyładowaniami elektrostatycznymi [5, s. 355].
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są czynniki zewnętrzne oddziałujące na maszyny i urządzenia precyzyjne?
2. W jaki sposób różne czynniki zakłócają pracę maszyn i urządzeń precyzyjnych?
3. Jakie są skutki oddziaływania czynników zakłócających pracę maszyn i urządzeń
precyzyjnych?
4. W jaki sposób możliwe jest minimalizowanie wpływu czynników zakłócających pracę
maszyn i urządzeń precyzyjnych?
5. Czy możliwe jest całkowite wyeliminowanie czynników zakłócających pracę maszyn
i urządzeń precyzyjnych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2.3. Ćwiczenia
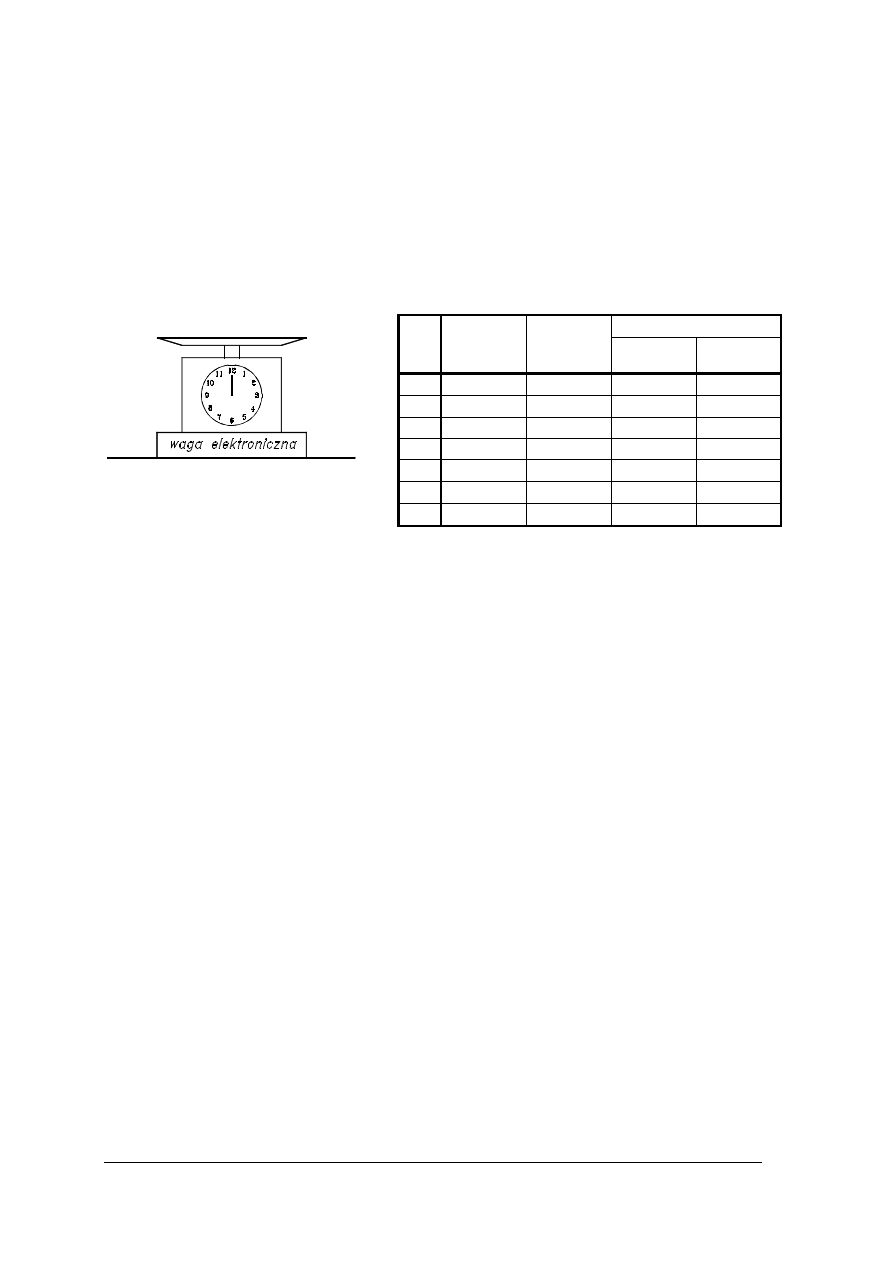
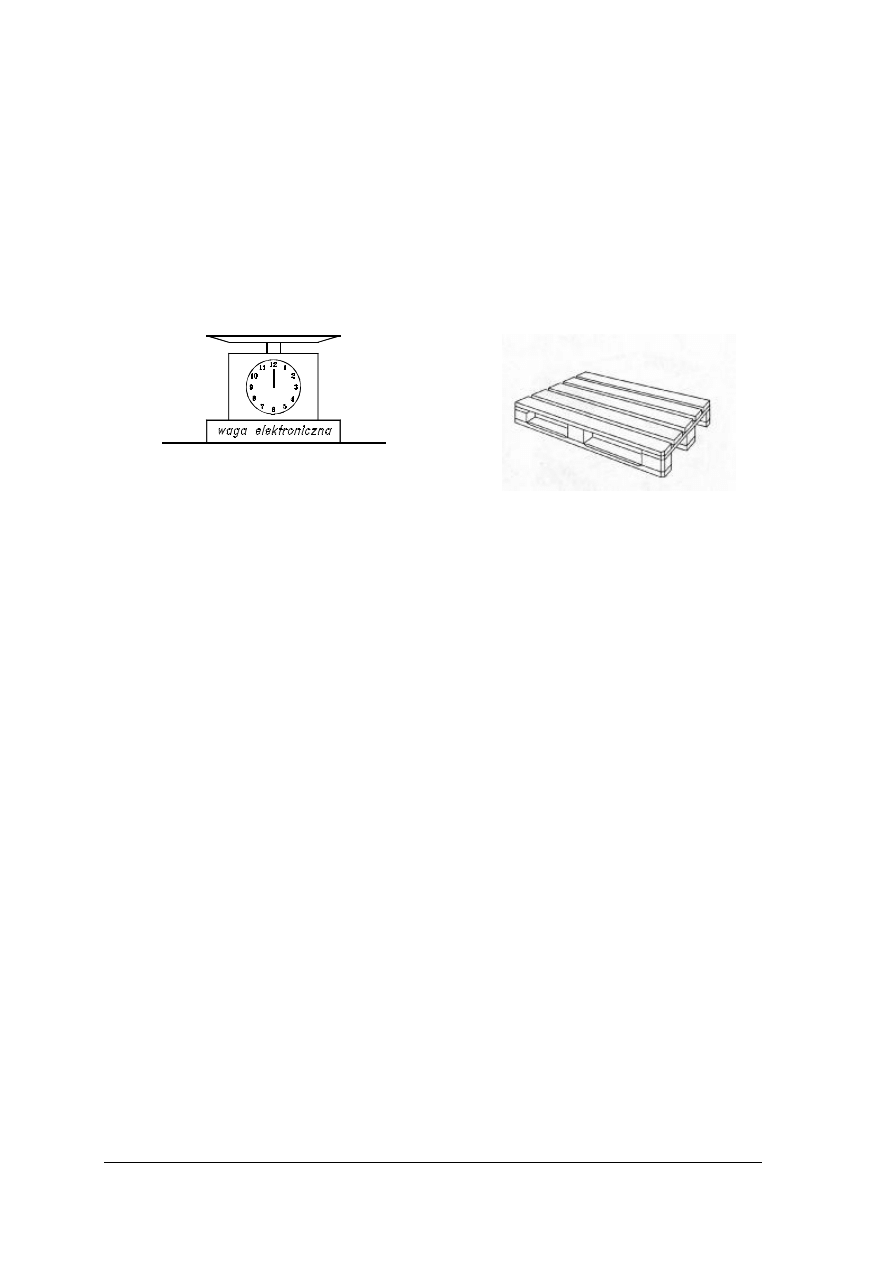
Ćwiczenie 1
Dokonaj kontroli pracy urządzenia precyzyjnego (np. wagi elektronicznej), poddanego
drganiom. (rys. do ćwiczenia 1). Załóż, że zakład produkcyjny posiada niezbędne
wyposażenie.
UWAGA – podczas zadawania drgań pamiętaj, że zbyt duża amplituda drgań może
spowodować uszkodzenie mechanizmu.
Tabela do ćwiczenia 1
Odczyt
Lp.
Czas
pomiaru
Parametry
drgań
w
spoczynku
podczas
drgań
1. 1 minuta
0,05 G
2.
5 minut
0,05 G
3. 10 minut
0,1 G
4. 15 minut
0,1 G
5. 20 minut
0,1 G
6.
7.
Rys. do ćwiczenia 1.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać odpowiednie strony poradnika dla ucznia,
2) umieścić badany mechanizm zegarowy na stole wibracyjnym,
3) włączyć wibracje (pamiętaj że zbyt duża amplituda drgań może uszkodzić urządzenie
precyzyjne),
4) metodą porównawczą określić błąd wskazań badanego urządzenia precyzyjnego (przy
małej amplitudzie drgań błąd wskazań może być niewielki),
5) regularnie kontrolować przebieg ćwiczenia,
6) wykonać zestawienie uzyskanych wyników (np. w zamieszczonej tabeli),
7) dokonać oceny uzyskanych wyników,
8) dokonać samooceny,
9) zaprezentować wykonanie zadania.
Wyposażenie stanowiska pracy:
−
stanowisko badawcze wyposażone w sterowany stół wibracyjny,
−
poradnik dla ucznia,
−
poradnik mechanika,
−
badane maszyny lub urządzenia precyzyjne (np. waga elektroniczna lub waga szalkowa),
−
wzorcowe narzędzia pomiarowe stosowne do prowadzonych badań (zegar wzorcowy,
stoper, suwmiarka, waga laboratoryjna),
−
inne mechanizmy i detale ćwiczeniowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1)
scharakteryzować wpływ drgań na maszyny i urządzenia precyzyjne?
2)
scharakteryzować wpływ pola elektromagnetycznego na maszyny
i urządzenia precyzyjne?
3)
scharakteryzować wpływ ładunków elektrostatycznych na maszyny
i urządzenia precyzyjne?
4)
dobrać sposoby ochrony maszyn i urządzeń precyzyjnych przed
drganiami?
5)
dobrać sposoby ochrony maszyn i urządzeń precyzyjnych przed polem
elektromagnetycznym?
6)
dobrać sposoby ochrony maszyn i urządzeń precyzyjnych przed
ładunkami elektrostatycznymi?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Magazynowanie maszyn i urządzeń precyzyjnych
4.3.1. Materiał nauczania
Opakowanie jest to produkt, którego podstawową funkcją jest ochrona innych produktów
przed uszkodzeniem, na skutek oddziaływania różnych czynników zewnętrznych. Ochrona
powinna być zapewniona podczas składowania (magazynowania) i transportowania w drodze
od producenta do użytkownika.
Podstawowymi zadaniami opakowań transportowych są: zabezpieczenie zapakowanych
w te opakowania produktów przed czynnikami zewnętrznymi i ubytkami naturalnymi,
dostarczenie produktu do miejsca docelowego w stanie nienaruszonym, ułatwienie działań
przeładunkowych i składowych, tworzenie jednostek detalicznego obrotu, ułatwienie
tworzenia jednostek ładunkowych, bezpieczne odbycie transportu. Ponadto szata graficzna
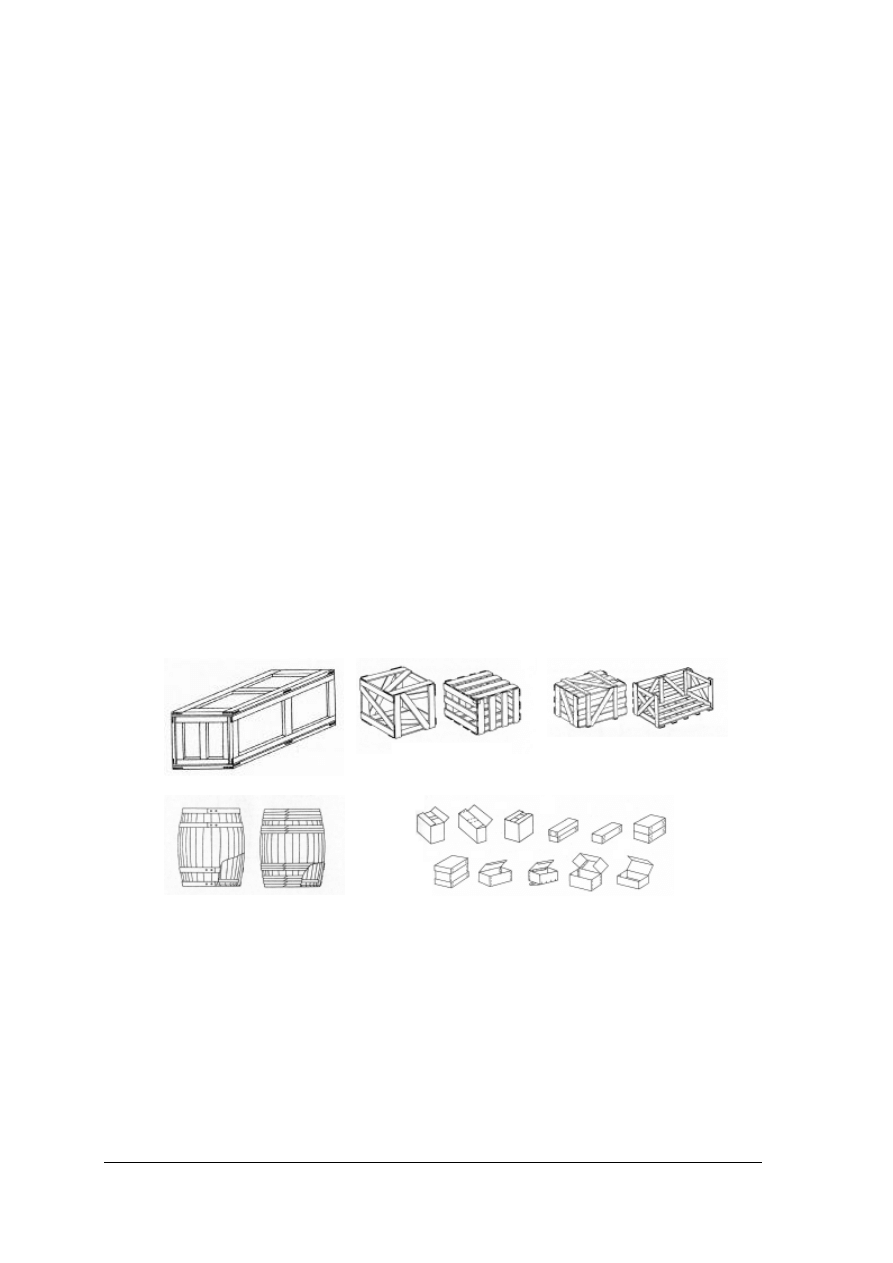
opakowania może służyć do reklamy zapakowanego wyrobu. Opakowania można podzielić
w zależności od: kryterium funkcjonalności – na opakowania jednostkowe, zawierające
pojedyncze sztuki wyrobu, opakowania zbiorcze, łączące określoną ilość opakowań
jednostkowych w całość i opakowania transportowe, służące do transportowania
i przechowywania wyrobów; kryterium tworzywa – na opakowania: drewniane, metalowe,
papierowe, szklane, z tworzywa sztucznego itp.; kryterium formy geometrycznej
– na opakowania: prostopadłościenne, o podstawie okrągłej, specjalnym kształcie; kryterium
formy konstrukcyjnej – na opakowania typu: skrzynka, pudło, hobok, worek itp.; kryterium
rodzaju – na opakowanie typu: worek papierowy o pojemności 25 kg, beczki drewniane,
klatki drewniane, pudła tekturowe itp. Przykłady opakowań przedstawione są na
rysunku (rys. 8).
a)
b)
c)
d)
e)
Rys. 8. Przykłady opakowań:
a) skrzynki, b i c) klatki różnych typów, d) beczki, e) pudła i pudełka [3, s. 26-29].
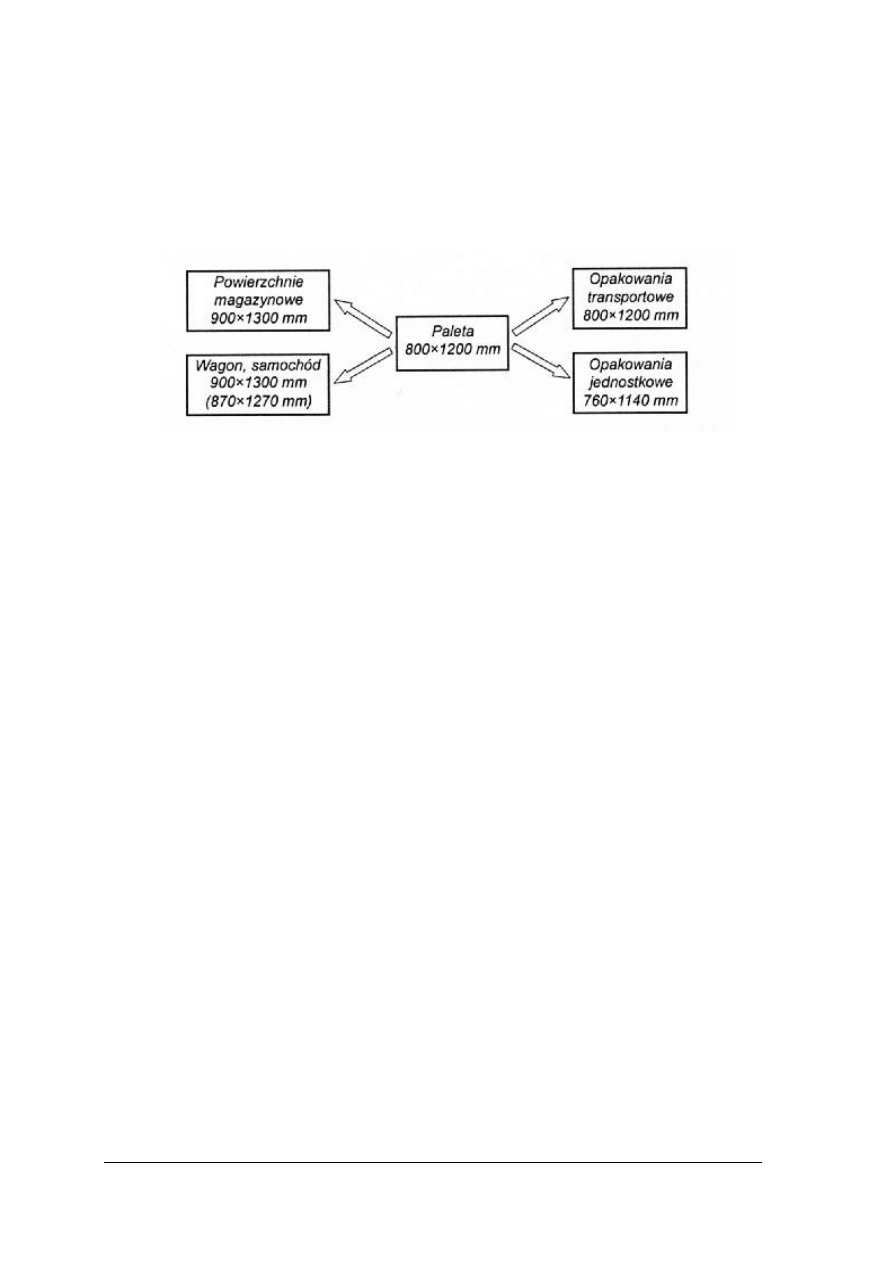
W celu pełnego wykorzystania powierzchni ładunkowej palety płaskiej uprzywilejowanej
o pow. ładunkowej 800 x 1200 mm, przy układaniu na nie ładunku w opakowaniach
prostopadłościennych lub o przekroju kołowym, wprowadzono system wymiarowy opakowań
szczegółowo przedstawiony w PN - 78 / O - 79021 „ Opakowania – System wymiarowy”.
Podstawą projektowania opakowań jest moduł wspólny dla palet 800 x 1200 mm
i 1000 x 1200 mm.
Warunkiem zachowania odpowiedniej współzależności wymiarów: opakowanie – paleta
– środek transportowy – powierzchnia magazynowa, jest zachowanie koordynacji
wymiarowej (rys. 9).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
W przypadku transportu ładunków szczególnie cennych lub bardzo wrażliwych na
narażenia mechaniczne można wykorzystać opakowania z atestem. Atestacja opakowań
polega na stwierdzeniu – na podstawie badań laboratoryjnych – zgodności z wymaganiami
wynikającymi z normalnych warunków transportu. Według krajowych przepisów
(szczególnie na polskich kolejach) stosowanie opakowań atestowanych jest obowiązkowe
w odniesieniu do ładunków z deklarowaną wartością.
Rys. 9. Współzależność wymiarowa [3, s 31].
Jednostka ładunkowa to określona ilość ładunku zestawionego w jedną całość, w sposób
zapewniający trwałość zestawienia przez cały łańcuch transportowy. Prawidłowe
uformowanie tej jednostki polega na doborze właściwego środka transportu, odpowiadającego
technicznej i ekonomicznej podatności przewozowej ładunku, właściwym ułożeniu ładunku
na lub w tym środku oraz zabezpieczenia ładunku podczas transportu. Jednostki ładunkowe
stanowić mogą: palety (jednostki paletowe), pakiety, kontenery, nadwozia wymienne,
naczepy siodłowe itp.
Znakowanie maszyn i urządzeń precyzyjnych ma na celu umożliwić rozpoznawanie tych
urządzeń docierających do odbiorcy, do placówek handlowych. W dużym stopniu
znakowanie jest wizytówką sprzedawanych wyrobów. Pełni także ważne funkcje w obronie
interesów klienta. Wyroby precyzyjne – jak każdy towar, powinny być w trwały sposób
zaopatrzone w zawieszki o oznakowaniem, etykiety, obwoluty lub mieć dodatkowe ulotki.
Oznakowanie pełni również funkcję ochronną informując przewoźnika o wrażliwości
przesyłki. Zgodnie z przepisami rozróżnia się podane niżej grupy znaków:
Znaki zasadnicze określają nazwę wyrobu, znak firmowy określający nazwę producenta
oraz
zastosowanie
wyrobu.
Znaki
informacyjne
dostarczają
informacji
o właściwościach i cechach wyrobu. Znaki niebezpieczeństwa określające i wskazujące na
niebezpieczeństwa dla ludzi i otoczenia wynikające z cech towaru. Znaki manipulacyjne
informują o sposobie obchodzenia się z opakowaniem w czasie manipulacji towarem. Pełnią
również funkcję ochronną dla wyrobu. Znaki reklamowe mają przede wszystkim zwrócić
uwagę nabywcy i zachęcić go do kupna. W celach reklamowych producent często na
opakowaniach jednostronnych umieszcza informacje o wyróżnieniach na imprezach
handlowych, krajowych i międzynarodowych.
Kod kreskowy służy przede wszystkim do identyfikacji wyrobów za pomocą symbolu,
który może być odczytywany przez urządzenia elektroniczne (kasy rejestrujące, komputery).
Oznaczenie wyrobu kodem kreskowym usprawnia ich sprzedaż, przyśpiesza obrót towarowy
i zmniejsza koszty obrotu. Najbardziej powszechnym kodem kreskowym jest kod EAN,
nadawany przez Centrum Kodów Kreskowych. Składa się z części graficznej i liczbowej.
Znak jakości, umieszczony na towarach, to wspaniała wizytówka reklamowa producenta,
dla konsumenta zaś stanowi, iż towar jest naprawdę dobry, a cena ustalona obiektywnie.
Rodzaje znaków jakości: znak kontroli jakości (KJ) - jest świadectwem dokonania kontroli
przez producenta, certyfikowane znaki jakości - są świadectwem dokonania kontroli przez

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
firmę zewnętrzną niezależną od producenta, potwierdzającą jakość wyrobu w sposób
obiektywny ma podstawie określonych metodą certyfikowania kryteriów.
Znaki bezpieczeństwa – specjalne znaki które muszą mieć te towary krajowe oraz ich
odpowiedniki pochodzące z importu, które mogą stwarzać zagrożenie dla zdrowia, życia lub
środowiska naturalnego użytkownika. Dotyczy to np. wyrobów zawierających metale ciężkie
- w bateriach podtrzymujących pamięci, materiały promieniotwórcze – niezbędne
w niektórych urządzeniach precyzyjnych itp.
Znaki magazynowe to system oznaczania wyrobów umożliwiający przypisanie
konkretnego numeru seryjnego (lub numeru magazynowego) każdemu egzemplarzowi
towaru. Można przypisać grupie towarów grupę numerów seryjnych o podanym wzorcu.
Współczesny system znakowania (najczęściej komputerowy) musi zapewnić dostęp do
informacji o każdym egzemplarzu oraz jego aktualnym położeniu. Operator systemu może
decydować o tym, który egzemplarz wydamy z magazynu, sprzedamy na fakturę czy
przyjmiemy zwrócony od klienta. Wydruk dokumentów zakupu, wydania lub zwrotu może
być uzupełniony o druk dodatkowych etykiet. Dla każdego egzemplarza towaru z dokumentu
drukowana jest jedna etykieta. Na etykiecie można umieszczać indywidualne cechy wyrobu
(np. kolor obudowy maszyny) czy dostawy: nazwę, symbol, numer seryjny, kod kreskowy,
informację o lokalizacji w magazynie, oznakowanie dokumentu dostawy, datę ważności,
cenę, jednostkę miary itp.
Magazyn jest to wyodrębniony teren, budynek lub wydzielone pomieszczenie
dostosowane do przyjmowania, przechowywania i wydawania towarów. Mówiąc o towarze
w pracy, tej poświeconej maszynom, urządzeniom i mechanizmom precyzyjnym słowa takie,
jak towar, produkt lub wyrób należy rozumieć jako słowa tożsame z maszynami,
urządzeniami i mechanizmami precyzyjnymi. Ze względu na cechy budowlano-
konstrukcyjne magazyny można podzielić na:
- otwarte, np. place składowe - służące do przechowywania towarów odpornych na czynniki
atmosferyczne lub też do przechowywania towarów zabezpieczonych przed oddziaływaniem
tych czynników (np. dzięki opakowaniom),
- półotwarte, np. wiaty – są to powierzchnie zadaszone bez ścian lub z jedną do trzech ścian,
proste budowle typu szopy, przeznaczone do przechowywania towarów zabezpieczonych
przed oddziaływaniem czynników atmosferycznych lub odpornych na te czynniki,
- zamknięte, np. nadziemne budynki – są to powierzchnie praktycznie zabezpieczone przed
oddziaływaniem
wszystkich
lub
prawie
wszystkich
czynników
atmosferycznych,
przeznaczone do przechowywania większości towarów (wyrobów, surowców, materiałów)
z wyjątkiem tych, które wymagają specjalnych warunków magazynowania; w przypadku
mechanizmów precyzyjnych jak również gotowych wyrobów precyzyjnych ten typ magazynu
wykorzystywany jest najczęściej,
- specjalne, np. silosy – są magazyny o specjalnej konstrukcji przeważnie o specjalnym
wyposażeniu, dostosowane do jednego produktu (wyrobu lub surowca), rzadziej do grupy,
spełniające określone wąsko specjalizowane wymagania (np. ciśnienie w przestrzeni
magazynowej);
Ogólne zasady przechowywania towarów – wyrobów w magazynie określają zasady, których
przestrzeganie gwarantuje bezpieczeństwo przechowywanych towarów - wyrobów.
Obejmują one podane poniżej zasady.
Właściwe rozmieszczenie towarów – rozmieszczenie to jako podstawowe kryterium
rozmieszczenia towarów uwzględnia masę i asortyment wyrobu, przy właściwym
rozmieszczeniu należy uwzględnić również kształt i objętość. Czynniki te decydują
o odpowiednich sposobie składowania, chroniącym towary przed zniszczeniem bądź
uszkodzeniem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Zapewnienie wymaganych warunków fizycznych przechowywania, np. temperatury,
wilgotności, czasu wymiany powietrza, ochrony przed nasłonecznieniem. Warunki
te powinny zagwarantować wartości użytkowe towaru.
Zabezpieczenie towarów przed szkodnikami – dotyczy to pewnej grupy towarów.
Ochrona zmniejsza straty powstałe w cyklu magazynowania spowodowane gryzoniami,
owadami itp.
Zapewnienia higieny pomieszczeń i bhp osób – zapewnienie właściwych warunków
higieniczno - sanitarnych zarówno dla towarów jak również dla osób obsługujących oraz
warunków bhp tych osób.
Podczas prac magazynowych, jak również podczas prac związanych z załadunkiem
i wyładunkiem, zachodzi konieczność przetransportowania towaru w ramach magazynu lub
pomiędzy magazynem a miejscem wykonywania prac ładunkowych. Transport ten może
wykonywany być z wykorzystaniem środków transportu z napędem mechanicznym lub
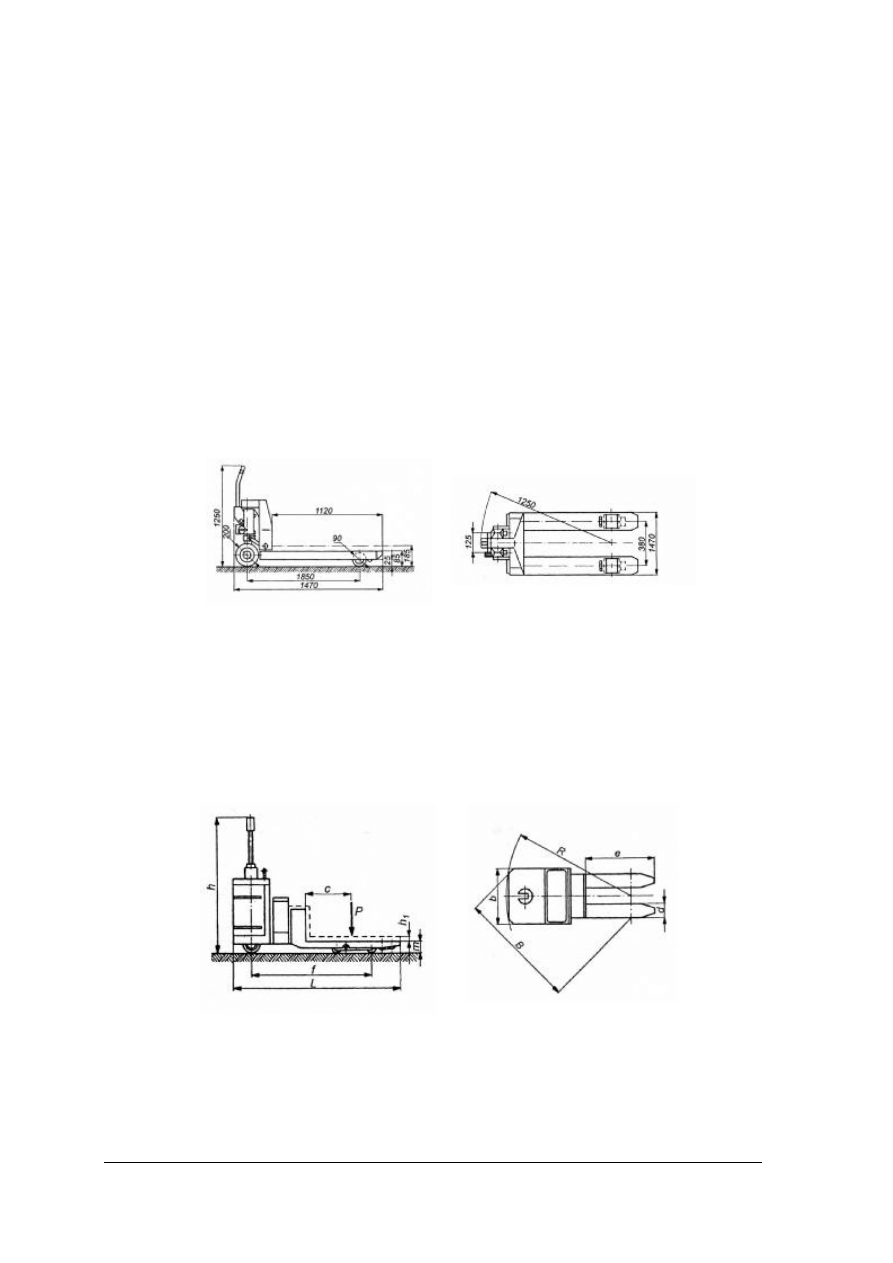
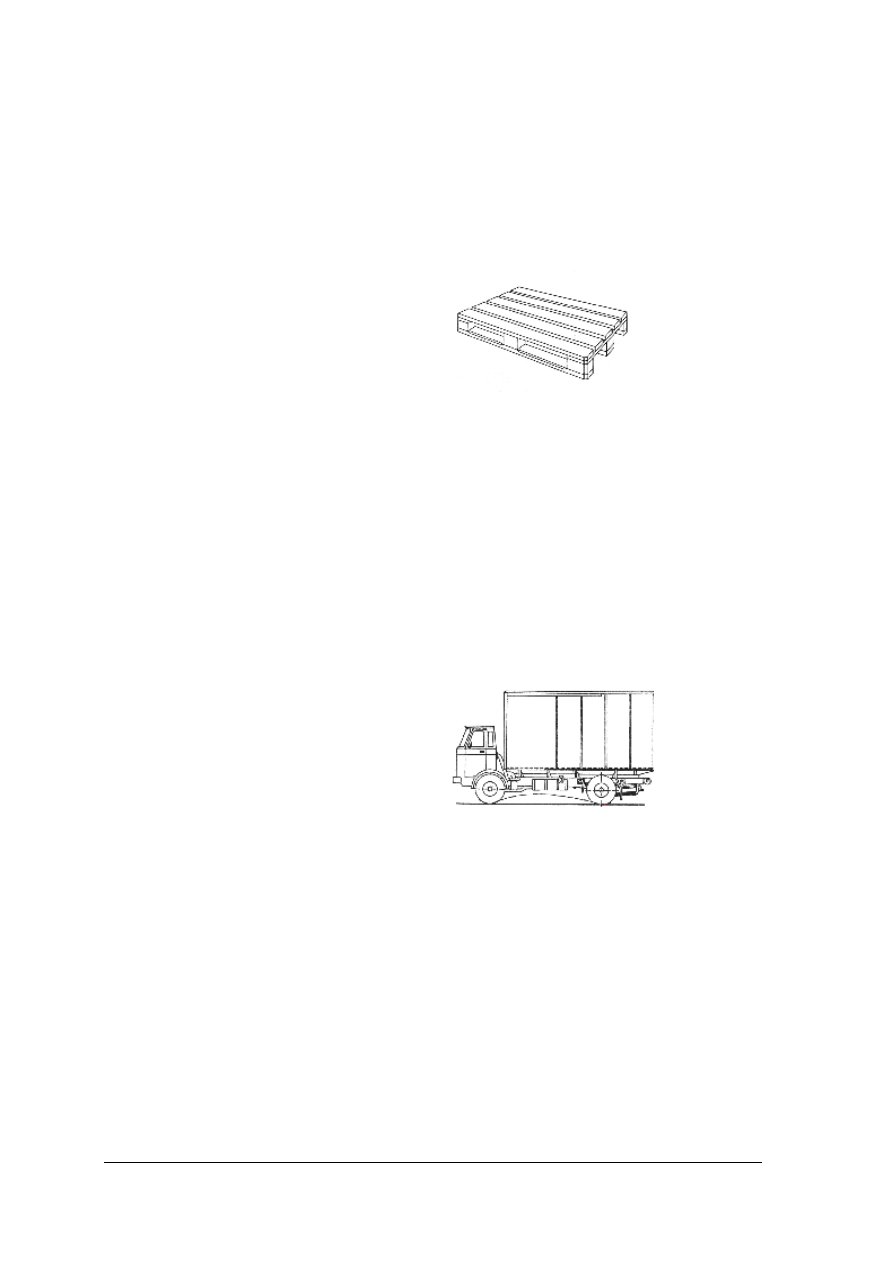
napędem ręcznym. Podczas transportowania ładunków o małej masie i małych gabarytach,
w sposób doraźny wystarczającym środkiem będzie ręczny wózek paletowy o udźwigu
maksymalnym 1200 kg (rys. 10).
Rys. 10. Ręczny wózek paletowy [3, s. 73].
Podczas transportowania ładunków o większej masie, na dalsze odległości lub
wykonywania zadań transportowych częściej, lepszym środkiem transportowym jest wózek
akumulatorowy prowadzony. Wózek ten znacznie ułatwia prace transportowe – nie wymaga
od operatora stosowania dużej siły oraz znacznie ułatwia manewrowanie w magazynie i na
placu załadunkowym, dzięki układom sterowania wózkiem. Widok wózka przedstawia
rysunek 11.
Rys. 11. Wózek akumulatorowy prowadzony [3, s. 73].
W przypadku ładunków o większej masie i większych gabarytach niezbędne stanie się
zastosowanie jako środków transportowych i jednocześnie załadunkowych, wózków
podnośnikowych widłowych o napędzie mechanicznym. Po względem funkcjonalnym wśród
wózków, których wyposażeniem są widły – wyróżnić można wózki unoszące, umożliwiające
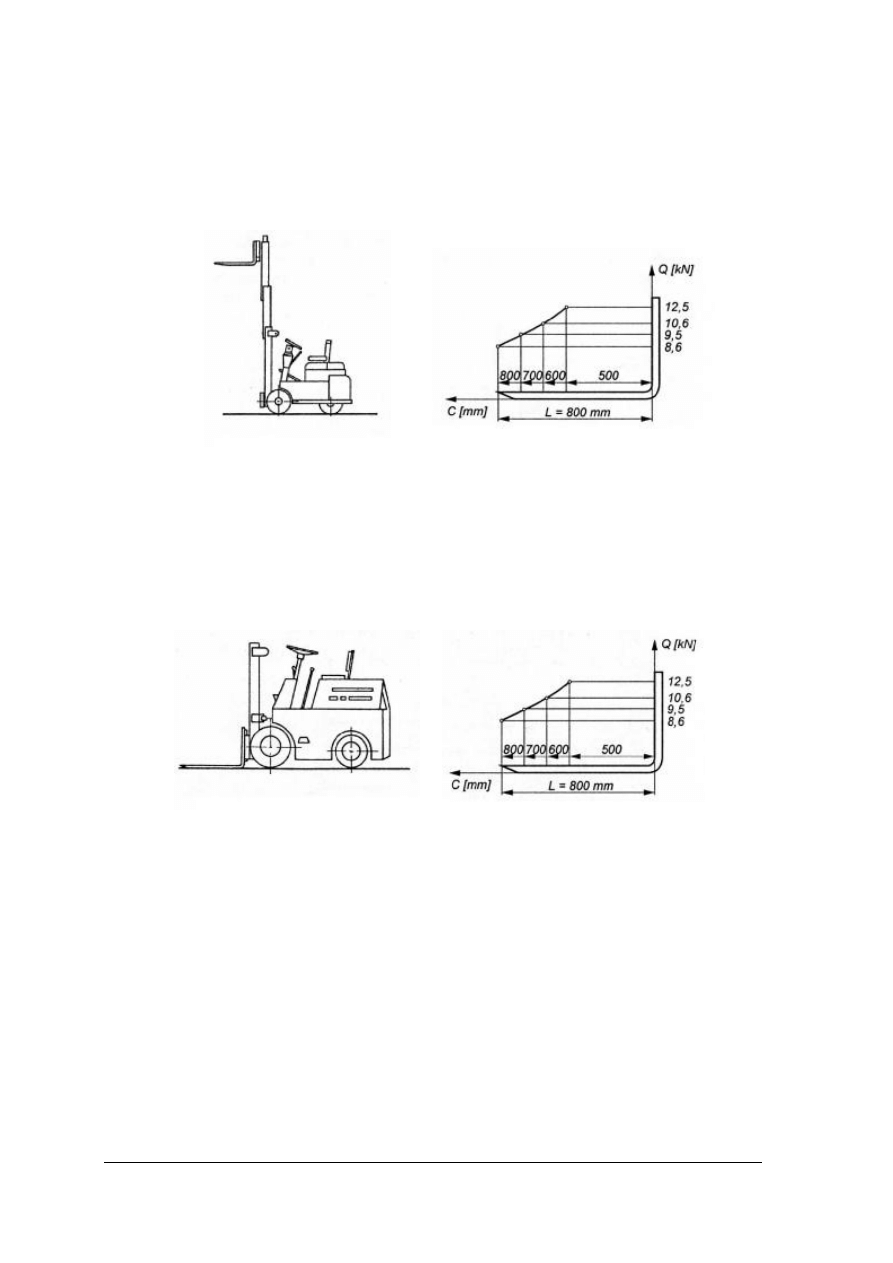
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
uniesienie palety lub ładunku na niewielką wysokość (kilkadziesiąt centymetrów) w celu
poziomego przemieszczenia (rys. 10 i 11) oraz wózki podnośnikowe – w większości
przypadków jako wózki czołowe – umożliwiające wykonywanie prac transportowych
i jednocześnie umożliwiające układanie ładunków na wielopoziomowych regałach czy też
wzajemne piętrzenie jednostek paletowych (rys. 12 i 13).
Rys. 12. Wózek podnośnikowy akumulatorowy [3, s. 74].
Wózek ten z powodu niskiej wysokości może stosowany być podczas pracy w krytych
środkach transportu (kryty wagon, samochód z zamkniętym nadwoziem). Ze względu na
rodzaj napędu (elektryczny), wózek ten może pracować w pomieszczeniach zamkniętych
o małej kubaturze lub w pomieszczeniach, gdzie ze względu na wydajność układów
wentylacji nie wolno wykorzystać wózków o lepszych parametrach transportowych
ale o napędzie spalinowym (rys. 13).
Rys. 13. Wózek podnośnikowy spalinowy [3, s 74].
Wykresy załączone do rysunków (rys. 12 i 13) ilustrują zależność udźwigu wózka
od położenia siły ciężkości ładunku w stosunku do czoła wideł wózka.
Drogi przejazdowe transportu wewnętrznego dla wózków podnośnikowych powinny
odpowiadać wymaganiom normy PN - 68 / M - 78010. Drogi te powinny umożliwiać dla
ruchu dwukierunkowego swobodne mijanie się wózków z określonym bezpiecznym zapasem
odległości, umożliwiać swobodne manewry robocze. Nawierzchnia powinna być pozioma
(o niewielkim pochyleniu), gładka, o dobrej przyczepności i odporna za zużycie. Warunki te
najlepiej spełniają nawierzchnie betonowe i asfaltowe. Rampy załadunkowe powinny spełnić
wymagania dróg przejazdowych. Wymiary otworów drzwiowych powinny pozwalać na
swobodny przejazd wózka.
Zasady bezpiecznej pracy przy dźwiganiu i przenoszeniu (wybrane): dopuszczalna
wartość masy przy dźwiganiu i regularnym przenoszeniu przypadająca na jednego
pracownika nie może przekraczać 50 kg dla mężczyzny i 30 kg dla kobiety na odległość do
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
25 metrów, w przypadkach szczególnych dopuszczalne jest przenoszenie ładunków o masie
do 50 kg jednak nie dalej niż 75 metrów. Ładunki długie nie mogą przekraczać masy 30 kg
i długości 4 m na jedną osobę. Podczas przenoszenia ładunków należy stosować środki
pomocnicze (kleszcze, pasy oraz obowiązkowo rękawice). Podczas przemieszczania
ładunków wózkami transportowymi dopuszczalna masa ładunku przewożonego na jednym
wózku nie może przekraczać 400 kg na osobę, a odległość przewozu ładunku nie może
przekraczać 250 metrów, przy większej odległości masa ładunku nie może przekraczać 300
kg. Wózek musi posiadać sprawne hamulce i ogumione koła. Zachowanie bezpieczeństwa
pracy przy wykonywaniu wszelkich prac przeładunkowych wymaga dyscypliny, wyobraźni
i odpowiedzialności. Transportowanie ładunków z wykorzystaniem wózków podnośnikowych
regulują odrębne przepisy. Kierujący wózkiem podnośnikowym musi posiadać specjalne
uprawnienia.
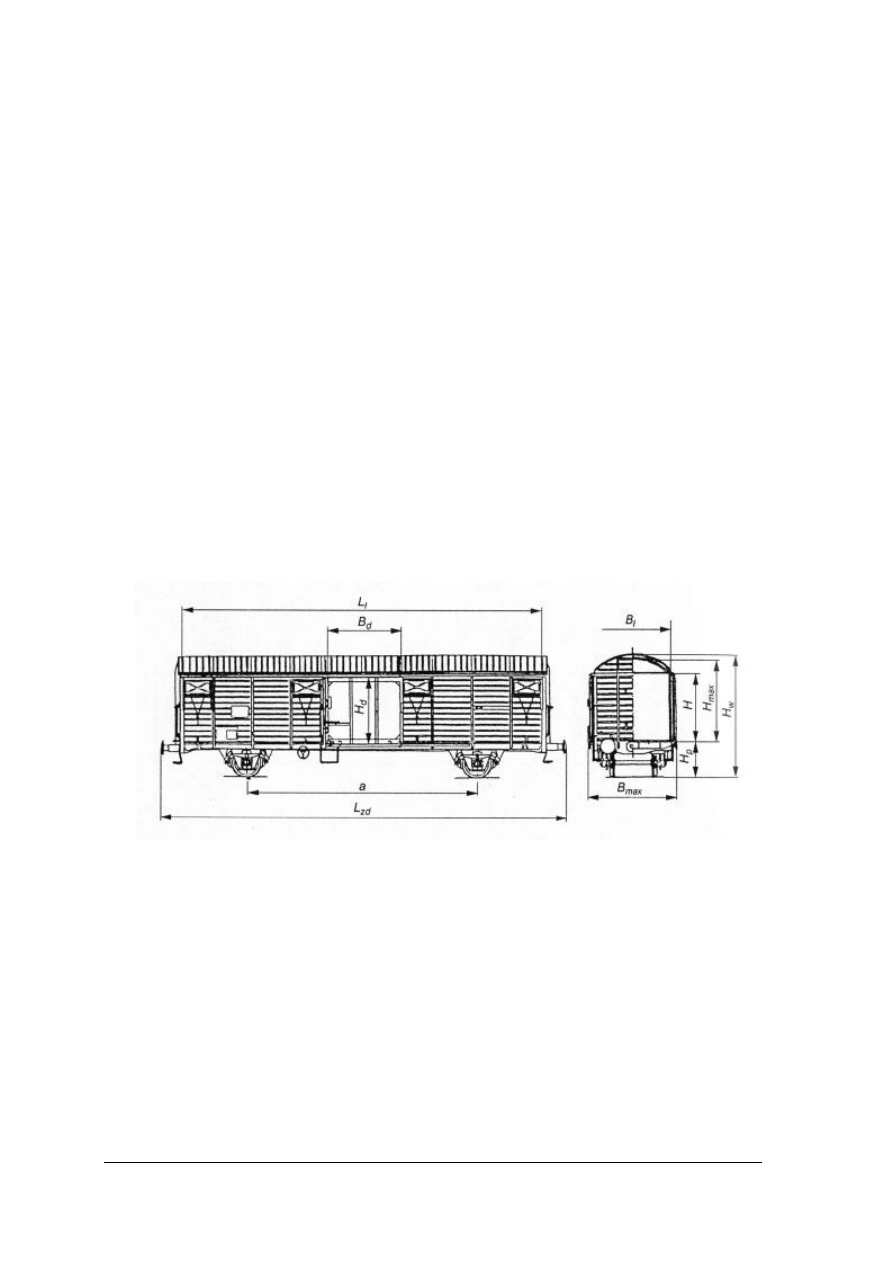
Transport kolejowy.
Kolejowy wagon towarowy jest pojazdem szynowym bez własnego napędu przeznaczony do
przewozu ładunków. Wagony towarowe dzieli się na: wagony uniwersalne (np. kryte,
platformy i węglarki), wagony specjalizowane – wagony uniwersalne dostosowane
dodatkowo do przewozu określonych rodzajów ładunków, wagony specjalne, np. cysterny.
Konstrukcja wagonu wynika z jego przeznaczenia. W zależności od przeznaczenia
nadwozie wagonu ma różny kształt, wielkość rodzaj nadwozia itp. Dobór wagonu do
konkretnego zadania przewozowego zależy od: rodzaju ładunku, wielkości ładunku i jego
postaci, wielkości jednorazowej partii ładunku, stopnia podatności ładunku na czynniki
zewnętrzne i odległości przewozu.
Rys. 14. Wagon uniwersalny [3, s 196].
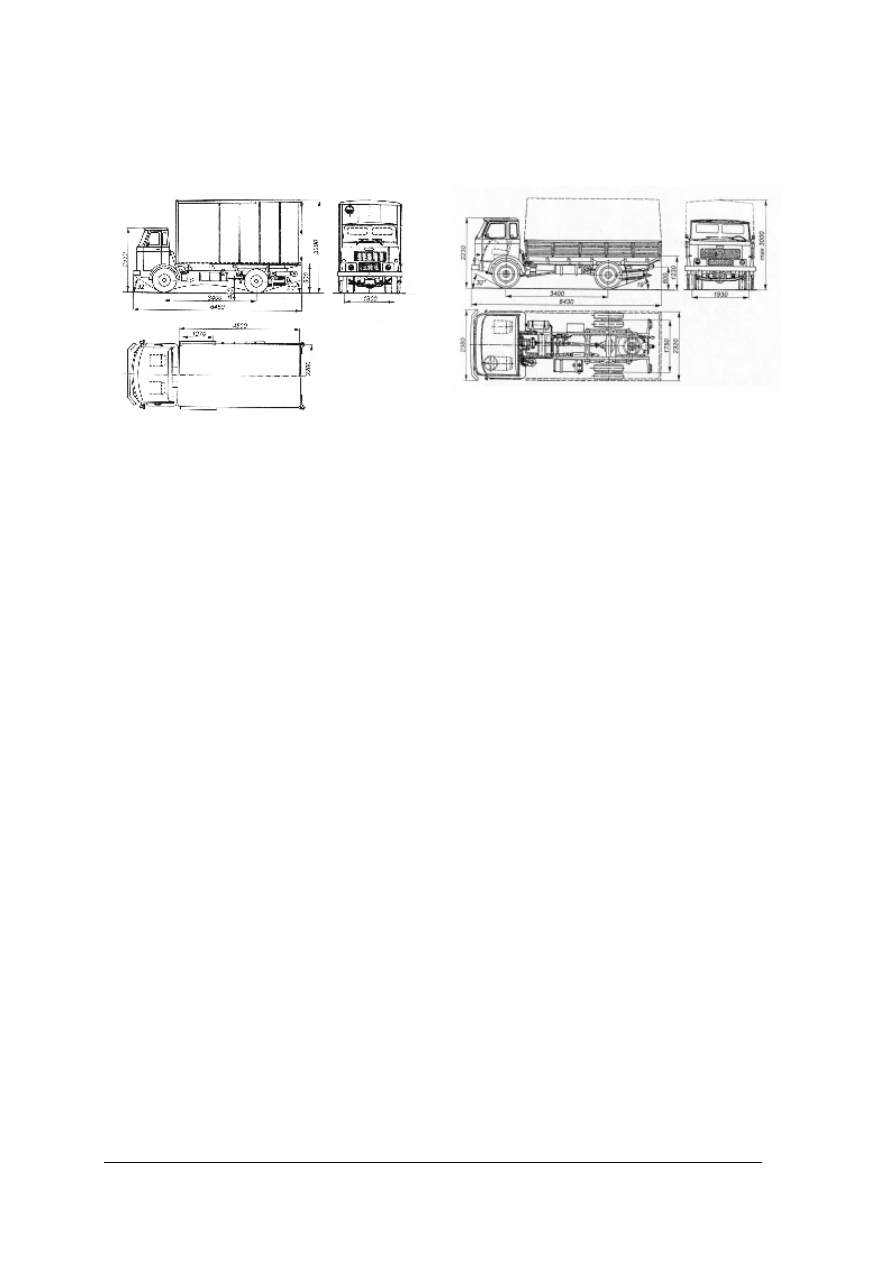
Transport drogowy.
Ciężarowe pojazdy drogowe stanowią grupę środków transportu przeznaczonych do
przewozu ładunków po drogach. Ciężarowe pojazdy drogowe dzielą się na pojazdy silnikowe
i bezsilnikowe (przyczepy, naczepy). Z eksploatacyjnego punktu widzenia pojazdy
samochodowe podzielić można na: samochody dostawcze do 2 ton, samochody nisko-,
średnio- i wysokotonażowe, ciągniki zwykłe i siodłowe. Najbardziej rozpowszechnione są
pojazdy średniotonażowe (6 – 12 ton) o wielostronnym przeznaczeniu (rys. 15).
Pojazdy uniwersalne są to pojazdy ogólnego przeznaczenia i powszechnego użytkowania.
Praktycznie można nimi przewieźć każdy ładunek nie wymagający zachowania specjalnych
warunków
przewozu.
Pojazdy
skrzyniowe
niekryte
(rys.
15b)
są
dostępne
do prac załadunkowych i wyładunkowych ze wszystkich stron, w ostatnich czasach są
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
wyposażane w proste urządzenia rozładunkowe obsługiwane przez kierowcę. Przed wpływem
warunków atmosferycznych ładunek chroniony jest opończą (plandeką).
a)
b)
Rys. 15. Pojazdy skrzyniowe ogólnego przeznaczenia:
a) furgon, b) samochód skrzyniowy [3 s 51].
Furgony są to pojazdy skrzyniowe ze stałą osłoną nadwozia (rys. 15a). Są używane
do przewozu ładunków wymagających szczególnych ochrony w czasie przewozu. Furgony
cechuje mniejsza dostępność powierzchni ładunkowej. Dobór rodzaju pojazdu do zadania
transportowego w porównaniu z transportem kolejowym wykazuje pewną różnicę. Przewóz,
ładunków na odległości powyżej 25 km powinien odbywać się taborem uniwersalnym
istnieje bowiem możliwość wykorzystania przebiegu powrotnego do przewozu innego
ładunku oraz maleje procentowy udział postoju pojazdu. Ponadto w sytuacjach szczególnych,
gdy firma przewozowa dysponuje określonym taborem, zastosowanie najbardziej
ekonomicznego rozwiązania wymaga użycia specjalnego pojazdu.
Należy pamiętać, że im mniejsza jest naturalna podatność transportowa, tym bardziej
uzasadnione jest użycie taboru specjalizowanego lub specjalnego. W takim przypadku małe
jest prawdopodobieństwo wykorzystania środków transportowych w kierunku powrotnym.
Przesyłka powinna być rozmieszczona na lub w środku transportu w sposób
równomierny i nie naruszający obrysu skrajni ładunkowej. Pojazd nie może być przeciążony.
Podczas przewozu ładunków wielkość narażeń mechanicznych ładunku zależy od stanu
technicznego pojazdu, profilu i stanu technicznego nawierzchni, po której porusza się pojazd,
sposobu poruszania się pojazdu (prędkości, przyspieszeń). Maksymalne przyspieszenie
wzdłużne (równoległe do kierunku ruchu nie powinno przekraczać 4g (czterokrotnego
przyspieszenia ziemskiego), w kierunku poprzecznym 0,4g (np. podczas transportu morskiego
na skutek fal). Przyspieszenia takie dopuszczalne są dla ładunków masowych.
Z racji przeznaczenia i dokładności wykonania maszyn i urządzeń precyzyjnych
oddziaływanie takich przeciążeń jest niedopuszczalne. Bezpieczeństwo ładunku zależy
od: sposobu przygotowania ładunku, prac załadunkowych, urządzeń załadunkowych oraz
sposobu zabezpieczenia ładunku na pojeździe, ponadto od obsługi (personelu)
i bezpieczeństwa ruchu.
W przypadku niepełnego wykorzystania pojemności lub ładowności pojazdu, ładunek
powinien być umieszczony bezpośrednio przy przedniej ścianie skrzyni ładunkowej pojazdu,
tak by przy gwałtownym hamowaniu nie nastąpiło uderzenie ładunku o przednia ścianę
skrzyni lub nie doprowadziło do uszkodzenia kabiny kierowcy, jednak rozmieszczenie
ładunku nie powinno spowodować przekroczenia dopuszczalnych nacisków na poszczególne
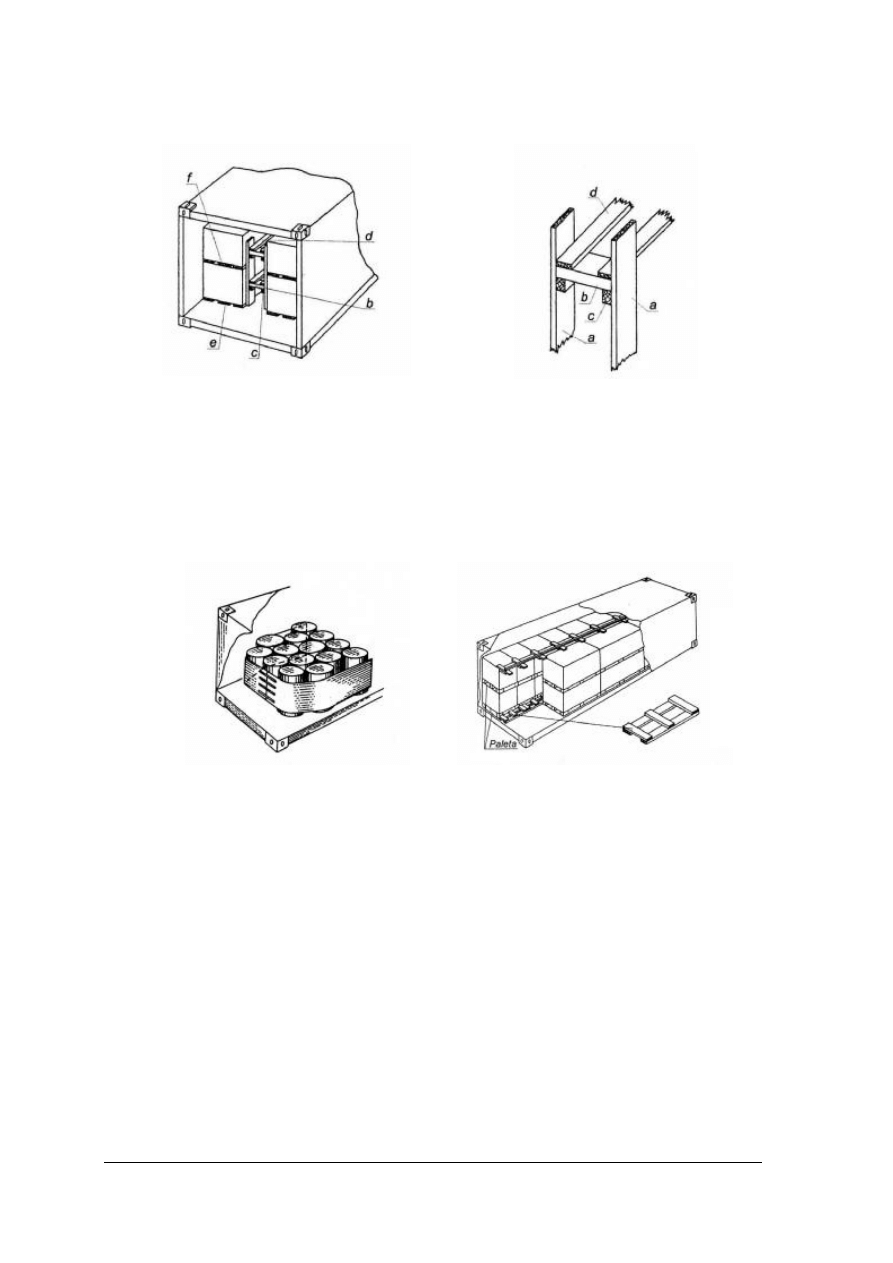
osie pojazdu. Ładunek podczas transportu powinien zostać unieruchomiony. Przykłady
sposobów rozmieszczenia i zabezpieczenia ładunków przedstawiają rysunki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
A)
B)
Rys. 16. Przykładowe sposoby zabezpieczenia ładunków
A) drewniana konstrukcja wspornikowa, B) szczegóły konstrukcji: a - listwa mocująca,
b – listwa rozpierająca, c – listwa łącząca, d – łącznik, e – legarek, f – listwa separacyjna [3, s 63].
W przypadku przewożenia w beczkach – wystarczającym zabezpieczeniem jest połączenie
wszystkich beczek pasami (rys. 17a). Podczas przewożenia ładunków w kontenerach
paletowych można uniemożliwić ich przesuw wykorzystując palety (rys. 17b).
a)
b)
Rys. 17. Przykładowe sposoby zabezpieczenia ładunków [3, s. 64].
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest opakowanie?
2. Jakie mogą być opakowania?
3. Co to jest jednostka ładunkowa?
4. Jak znakuje się wyroby?
5. Jak można magazynować gotowe wyroby?
6. Jak można transportować towary?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3.3. Ćwiczenia
Ćwiczenie 1
Dokonaj wyboru opakowania dla gotowego urządzenia precyzyjnego. Spakowane
urządzenia umieść na palecie ładunkowej jednopłytowej (rys. do ćwiczenia 1) o wymiarach
800 x 1200 mm, wiedząc że gabaryty opakowania jednostkowego (opakowania urządzenia
precyzyjnego) wynoszą 190 x 180 x 120 mm. Ilość warstw nie powinna przekroczyć czterech
opakowań. Zabezpiecz ładunek na czas transportu i dalszego magazynowania. Załóż,
że zakład produkcyjny posiada niezbędne wyposażenie i środki.
a)
b)
Rys. do ćwiczenia 1:
a) symboliczny widok urządzenia precyzyjnego, b) widok palety.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać odpowiednie strony poradnika dla ucznia,
2) dobrać metodę pakowania maszyn i urządzeń precyzyjnych,
3) dokonać pakowania wybranych maszyn i urządzeń precyzyjnych,
4) dokonać oceny wykonania zadania,
5) ocenić bezpieczeństwo zapakowanych maszyn i urządzeń precyzyjnych podczas
przyszłego transportowania,
6) dokonać samooceny,
7) zaprezentować wykonanie zadania.
Wyposażenie stanowiska pracy:
−
wyposażone stanowiska do pakowania wyrobów precyzyjnych,
−
poradnik dla ucznia,
−
detale szkoleniowe (np. pudełka papierowe, imitujące zapakowane maszyny lub
urządzenia precyzyjne o zadanych wymiarach),
−
opakowania różnego typu i wielkości,
−
inne materiały do pakowania w zależności od potrzeb (szary papier pakowy, papier
woskowany, papier impregnowany, taśma klejąca, sznur pakowy, folia PE w rolce),
−
pomocnicze materiały do pakowania (kulki styropianowe, wstęgowe wióry drewniane lub
grube trociny),
−
materiały pomocnicze (papier, długopis, ołówek),
−
literatura (dotyczącą transportu i komunikacji),
−
katalog środków transportowych (transport wewnętrzny, zewnętrzny).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
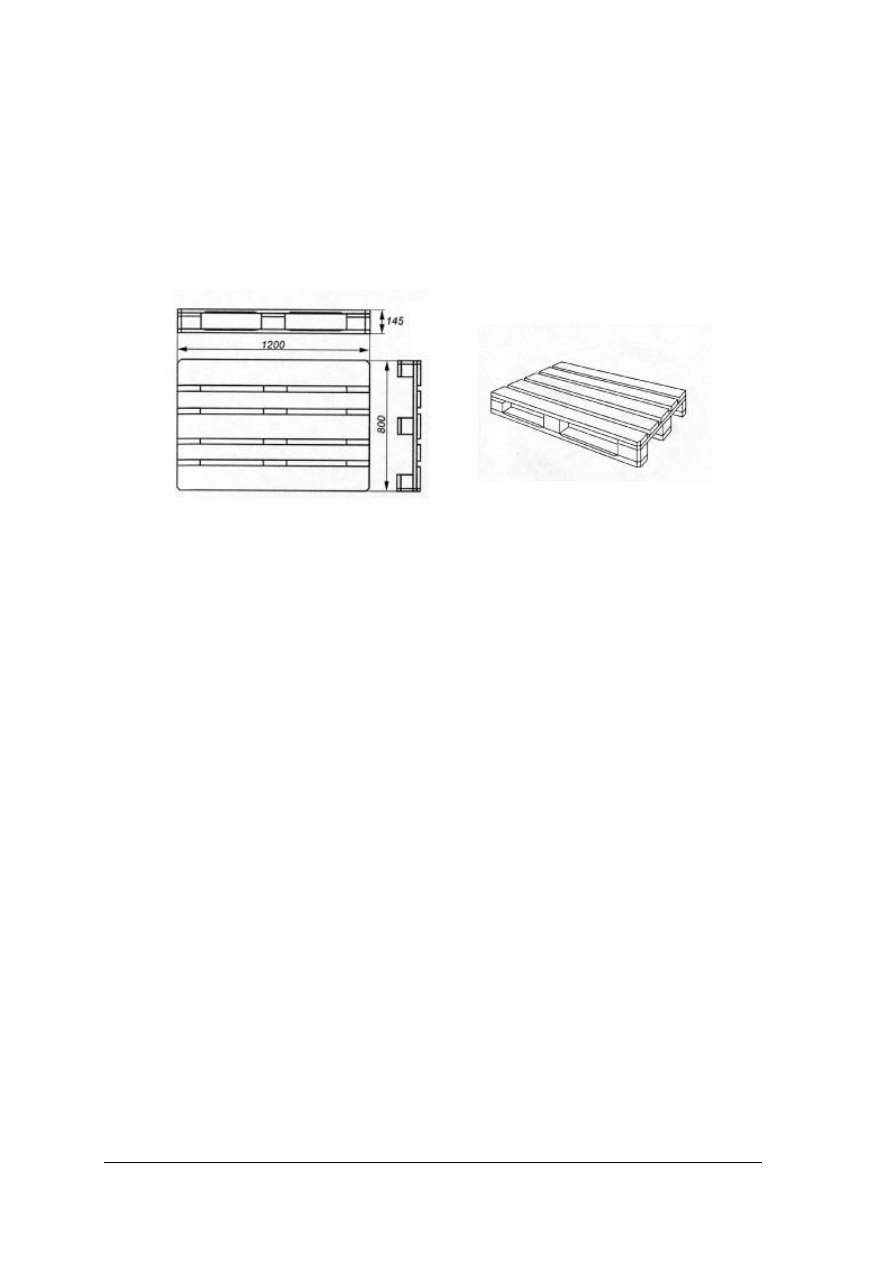
Ćwiczenie 2
Dokonaj składowania gotowych wyrobów precyzyjnych na palecie ładunkowej
jednopłytowej (rys. do ćwiczenia 2) o wymiarach 800 x 1200 mm, wiedząc że gabaryty
opakowania jednostkowego (opakowania wyrobu precyzyjnego) wynoszą 190 x 180 x 120
mm. Ilość warstw nie powinna przekroczyć czterech opakowań. Zabezpiecz ładunek na czas
transportu i dalszego magazynowania. Załóż, że zakład produkcyjny posiada niezbędne
środki.
a)
b)
Rys. do ćwiczenia 2 [4, s. 33].
a) wymiary palety b) widok palety
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać odpowiednie strony poradnika ucznia,
2) dobrać metodę pakowania maszyn i urządzeń precyzyjnych,
3) dokonać pakowania wybranych maszyn i urządzeń precyzyjnych,
4) dokonać oceny wykonania zadania,
5) ocenić bezpieczeństwo zapakowanych maszyn i urządzeń precyzyjnych podczas
przyszłego transportowania,
6) dokonać samooceny,
7) zaprezentować wykonanie zadania.
Wyposażenie stanowiska pracy:
−
wyposażone stanowiska do pakowania wyrobów precyzyjnych,
−
poradnik dla ucznia,
−
detale szkoleniowe (np. pudełka papierowe, imitujące zapakowane maszyny lub
urządzenia precyzyjne o zadanych wymiarach),
−
opakowania różnego typu i wielkości,
−
inne materiały do pakowania w zależności od potrzeb (szary papier pakowy, papier
woskowany, papier impregnowany, taśma klejąca, sznur pakowy, folia PE w rolce),
−
pomocnicze materiały do pakowania (kulki styropianowe, wstęgowe wióry drewniane lub
grube trociny),
−
materiały pomocnicze (papier, długopis, ołówek),
−
literatura (dotyczącą transportu i komunikacji),
−
katalog środków transportowych (transport wewnętrzny, zewnętrzny).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
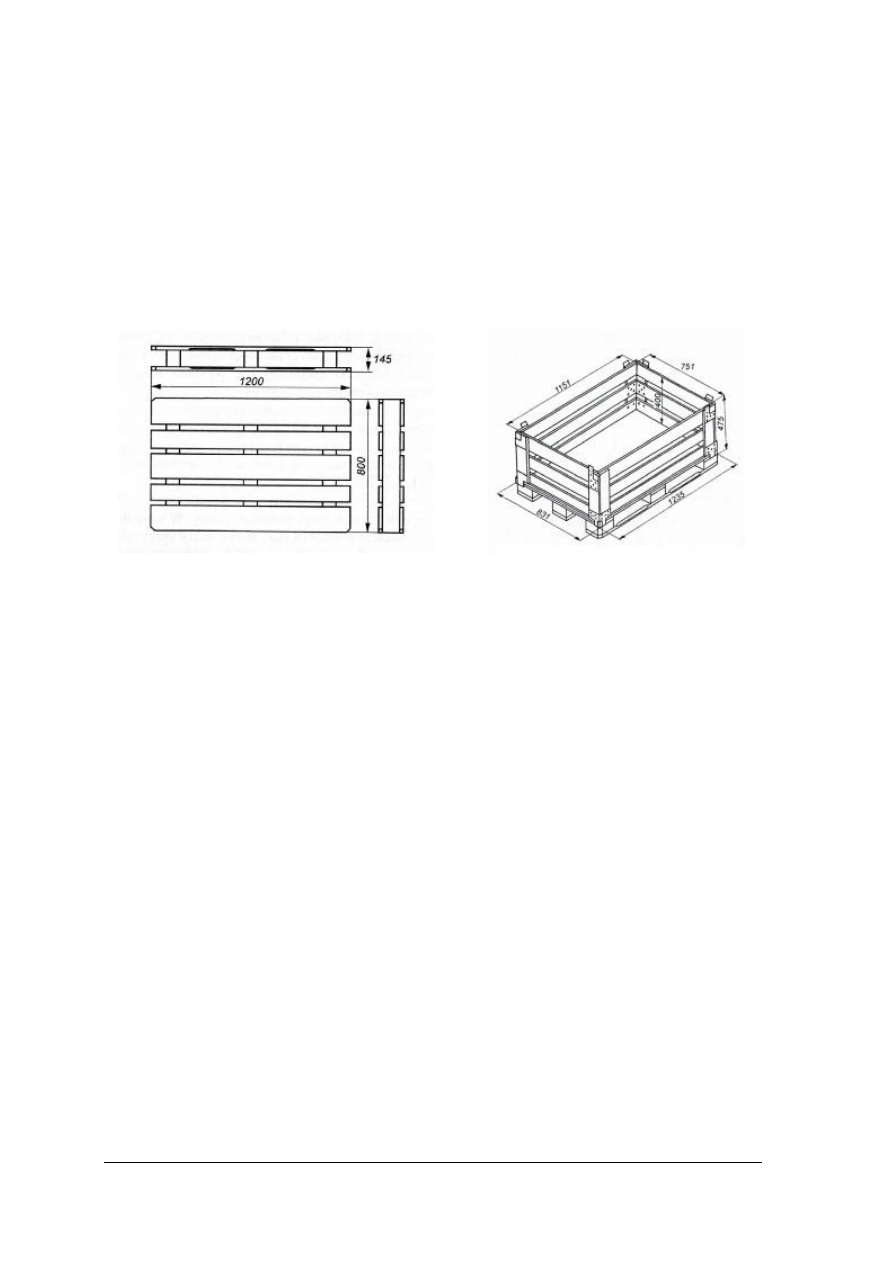
Ćwiczenie 3
Zaplanuj dokonanie wysyłki gotowych wyrobów precyzyjnych z magazynu do punktu
sprzedaży detalicznej, odległego o 300 km, transportem morskim (do portu transportem
drogowym). Transportu dokonaj na palecie ładunkowej dwupłytowej (rys. a do ćwiczenia 3)
o wymiarach 800 x 1200 mm, z zastosowaniem ramy paletowej (rys. b do ćwiczenia 3),
wiedząc że gabaryty opakowania jednostkowego (opakowania wyrobu precyzyjnego)
wynoszą 190 x 180 x 120 mm. Ilość warstw nie powinna przekroczyć czterech opakowań.
Zabezpiecz ładunek na czas transportu. Załóż, że zakład produkcyjny posiada niezbędne
środki.
a)
b)
Rys. do ćwiczenia 3:
a) wymiary palety, b) widok i wymiary ramy paletowej [4, s.33-34].
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) wyszukać odpowiednie strony poradnika dla ucznia,
2) określić czynniki oddziałujące na maszyny lub urządzenia precyzyjne podczas transportu,
3) dobrać metodę pakowania maszyn i urządzeń precyzyjnych,
4) dokonać pakowania wybranych maszyn i urządzeń precyzyjnych,
5) dobrać metodę i środek transportu,
6) ocenić bezpieczeństwo zapakowanych maszyn i urządzeń precyzyjnych podczas
transportowania,
7) dokonać oceny wykonania zadania,
8) dokonać samooceny,
9) zaprezentować wykonanie zadania.
Wyposażenie stanowiska pracy:
−
wyposażone stanowiska do pakowania wyrobów precyzyjnych,
−
poradnik dla ucznia,
−
detale szkoleniowe (np. pudełka papierowe, imitujące zapakowane maszyny lub
urządzenia precyzyjne o zadanych wymiarach),
−
opakowania różnego typu i wielkości,
−
inne materiały do pakowania w zależności od potrzeb (szary papier pakowy, papier
woskowany, papier impregnowany, taśma klejąca, sznur pakowy, folia PE w rolce, gruba
folia PE),
−
pomocnicze materiały do pakowania (kulki styropianowe, wstęgowe wióry drewniane lub
grube trociny),

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
−
materiały pomocnicze (papier, długopis, ołówek),
−
literatura (dotyczącą transportu i komunikacji),
−
katalog środków transportowych (transport wewnętrzny, zewnętrzny),
−
mapa drogowo – kolejowa (lub plan miasta),
−
prognoza pogody (na czas transportu).
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1)
scharakteryzować funkcje opakowania?
2)
sklasyfikować opakowania?
3)
wyjaśnić sposób znakowania wyrobów?
4)
scharakteryzować środki transportowe?
5)
scharakteryzować metody transportowania maszyn i urządzeń
precyzyjnych?
6)
dobrać sposoby transportowania maszyn i urządzeń precyzyjnych?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Udzielaj odpowiedzi na załączonej karcie odpowiedzi.
5. W przypadku odpowiedzi zbliżonych wybierz tę, która wydaje ci się najlepsza.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż rozwiązanie
zadania na później i wróć do niego, gdy zostanie Ci czas wolny.
8. Na rozwiązanie testu masz 40 min.
Powodzenia!
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
ZESTAW ZADAŃ TESTOWYCH
1. Podstawowym czynnikiem wywołującym korozję atmosferyczną jest:
a) temperatura powietrza,
b) ciśnienie powietrza,
c) wilgotność powietrza,
d) nasłonecznienie powietrza.
2. Do tłumienia drgań mechanicznych wykorzystuje się materiały o:
a) dużej wewnętrznej sztywności,
b) dużym tarciu wewnętrznym,
c) dużej wielkości,
d) dużym ciężarze.
3. Przedstawione poniżej opakowania służą do transportu produktów i wyrobów:
a) ciekłych,
b) gazowych,
c) mineralnych,
d) technicznych.
4. Do czasowego zabezpieczenia elementów mechanizmów przed korozją, należy
wykorzystać:
a) farbę olejną,
b) powłokę fosforanową,
c) specjalne smary,
d) powłokę z tworzywa sztucznego.
5. Drgania których amplituda nie zmienia się w czasie (patrz rysunek) to drgania:
a) drgania rezonansowe,
b) drgania niegasnące,
c) drgania tłumione,
d) drgania stałe.
6. Czasową ochronę antykorozyjną elementów maszyn i urządzeń precyzyjnych stosuje się:
a) w trakcie demontażu,
b) w procesie montażu mechanicznego,
c) podczas produkcji i magazynowania,
d) w trakcie eksploatacji.
7. Trwałą metodą ochrony maszyn lub urządzeń precyzyjnych przed korozją jest:
a) wypełnienie obudowy maszyny lub urządzenia precyzyjnego specjalnym smarem,
b) zastosowanie powłok malarskich,
c) zmniejszenie wymiarów maszyny lub urządzenia precyzyjnego,
d) zastosowanie materiałów niekorodujących.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
8. Zastosowanie ekranu ochronnego (patrz rysunek) skutecznie zabezpiecza urządzenie
precyzyjne przed wpływem zakłóceń:
a) magnetycznych,
b) elektromagnetycznych,
c) mechanicznych,
d) świetlnych.
9. Zabronione jest regularne przenoszenie ładunku o masie do 50 kg na odległość ponad:
a) 13 m,
b) 19 m,
c) 22 m,
d) 25 m.
10.Rysunek
przedstawia
zabezpieczenie
ładunku podczas:
a) magazynowania,
b) transportowania,
c) podnoszenia,
d) ładowania.
11. Umieszczone w opakowaniu, środki higroskopijne, zabezpieczają wyrób przed:
a) zapyleniem,
b) korozją,
c) zapaleniem,
d) wybuchem.
12. Ładunki elektrostatyczne wykazują szkodliwy wpływ na:
a) układy tłumienia drgań,
b) układy i elementy elektroniczne,
c) podzespoły napędu,
d) obwody magnetyczne.
13. Przedstawiony na rysunku środek transportu umożliwia przewóz towarów:
a) po drogach publicznych,
b) po torach kolejowych,
c) po terenie zakładu produkcyjnego,
d) po terenie miasta.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
14. Źródłem zakłóceń elektromagnetycznych są układy:
a) pneumatyczne,
b) elektroniczne,
c) parowe,
d) hydrauliczne.
15. Wymiary typowej palety (na rysunku) wynoszą:
a) 800 x 1100 mm,
b) 900 x 1200 mm,
c) 800 x 1300 mm,
d) 800 x 1200 mm.
16. Wybierając miejsce do przechowywania towaru w magazynie, należy uwzględnić:
a) masę i wielkość towaru,
b) tylko masę towaru,
c) tylko wielkość towaru,
d) masa i wielkość towaru nie ma znaczenia.
17. Największym zagrożeniem dla urządzeń precyzyjnych podczas transportu są:
a) udary cieplne,
b) opady atmosferyczne,
c) drgania i uderzenia mechaniczne,
d) fale radiowe.
18. Przedstawiony na rysunku środek transportu umożliwia przewóz towarów:
a) po drogach publicznych,
b) po torach kolejowych,
c) po terenie magazynu,
d) po szlakach wodnych.
19. Korozja elektrochemiczna zachodzi:
a) na granicy ziaren,
b) na granicy powietrza i ziemi,
c) na powierzchni wody,
d) na granicy metalu i elektrolitu.
20. Urządzenia i maszyny precyzyjne przechowywane są najczęściej:
a) w magazynie otwartym,
b) w magazynie zamkniętym,
c) w magazynie półzamkniętym,
d) w magazynie półotwartym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Magazynowanie i transport maszyn i urządzeń precyzyjnych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punkty
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
6. LITERATURA
1. Czajkowski J.: Elementy przyrządów precyzyjnych. WSiP, Warszawa 1986
2. Górecki A.: Technologia ogólna – podstawy technologii mechanicznej. WsiP, Warszawa
1984
3. Jakubowski L.: Technologia prac ładunkowych . Politechnika Warszawska 2003
4. Osiński Zb.: Tłumienie drgań mechanicznych. PWN, Warszawa 1986
5. Schmidt D.: Mechatronika. REA Warszawa 2002
6. Topulos A.: Technologia mechaniczna. WNT, Warszawa 1988
7. Tryliński W.: Poradnik konstruktora przyrządów precyzyjnych i drobnych. WNT,
Warszawa 1971.
8. Mały poradnik mechanika. Praca zbiorowa. WNT, Warszawa 1999
9. Elektronika dla wszystkich – czasopismo. Warszawa
Wyszukiwarka
Podobne podstrony:
Obsługiwanie maszyn i urządzeń precyzyjnych
08 Montowanie maszyn i urządzeń precyzyjnych
Diagnozowanie przyczyn nieprawidłowej pracy maszyn i urządzeń precyzyjnych
12 Obsługiwanie maszyn i urządzeń precyzyjnych
Wykonywanie obsługi i konserwacji maszyn i urządzeń precyzyjnych
Strzałka ugięcia, IMiR - st. inż, sem.6 od sołtysa, Maszyny i urządzenia transportowe
Piotr Milejski Projekt przenośnika taśmowego, AGH, 6 semestr, Maszyny i Urządzenia transportowe
pomiar, IMiR - st. inż, sem.6 od sołtysa, Maszyny i urządzenia transportowe
Untitled 1, IMiR - st. inż, sem.6 od sołtysa, Maszyny i urządzenia transportowe
Druty, Druty - MiU, Maszyny i urządzenia transportowe
liny, IMiR - st. inż, sem.6 od sołtysa, Maszyny i urządzenia transportowe
Untitled 20, IMiR - st. inż, sem.6 od sołtysa, Maszyny i urządzenia transportowe
Dobieranie maszyn i urządzeń przemysłowych oraz transportowych
matryca do wyrobu sciag, MASZYNY I URZĄDZENIA TRANSPORTOWE
Olszyna, IMiR - st. inż, sem.6 od sołtysa, Maszyny i urządzenia transportowe
Dane do projektu przenośnika zgrzebłowego, Uczelnia, Maszyny i urządzenia transportowe
MASZYNY I URZADZENIA DO PRECYZY Nieznany
Sprawko liny, AGH - IMIR - IMIM, III ROK, Maszyny i urządzenia transportowe
więcej podobnych podstron